 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

L’aluminium anodisé rouille-t-il ? Pourquoi la rouille n’est pas le véritable risque
L'aluminium anodisé rouille-t-il ?
Fait rouille de l'aluminium anodisé ? Non. La rouille est de l'oxyde de fer, elle se forme donc sur le fer et l'acier, pas sur l'aluminium. Si vous vous demandez si l'aluminium anodisé peut rouiller, la réponse reste non. Ce que l'aluminium peut faire, même après anodisation, c'est subir une corrosion, une oxydation, des taches ou des piqûres lorsque l'environnement est suffisamment agressif.
L'aluminium ne produit pas de rouille rouge comme le fer, mais il peut tout de même subir une corrosion qui affecte son apparence et, dans les cas les plus sévères, le métal lui-même.
Cette différence est importante, car de nombreuses personnes voient des zones ternes, poudreuses ou des résidus blancs et supposent qu’il s’agit de rouille sur l’aluminium. En termes simples, il ne s’agit généralement pas de rouille. L’aluminium se comporte différemment de l’acier, car sa surface réagit avec l’oxygène d’une manière qui protège souvent le métal.
L’aluminium anodisé rouille-t-il ? Réponse claire
L'aluminium frais forme rapidement, lorsqu'il est exposé à l'air, un fin film oxydé dur. Selon les recommandations de Kloeckner Metals, cette couche d'oxyde constitue la raison principale pour laquelle l'aluminium résiste à la corrosion. L'aluminium est-il donc résistant à la corrosion ? En général, oui. Toutefois, « résistant à la corrosion » ne signifie pas « imperméable à la corrosion ». Les sels, les polluants et les produits chimiques agressifs peuvent endommager cette surface protectrice et provoquer une attaque localisée.
Rouille, corrosion et oxydation expliquées en français simple
- Rouille : oxyde de fer, produit de dégradation roux-brun visible sur le fer et l'acier.
- Corrosion : processus plus large de dégradation d'un métal sous l'effet de son environnement.
- Oxydation : réaction avec l'oxygène. Chez l'aluminium, celle-ci crée rapidement une couche oxydée protectrice.
- Film oxyde passif : fine couche d'oxyde d'aluminium qui protège le métal sous-jacent jusqu'à ce que l'environnement la dégrade.
C'est pourquoi la réponse à la question « l'aluminium est-il résistant à la corrosion ? » est généralement un « oui » nuancé. L'aluminium se protège naturellement, mais uniquement dans certaines limites.
Pourquoi le résidu blanc n'est pas la même chose que la rouille
La corrosion de l’aluminium présente généralement un aspect blanchâtre, gris, terne ou poudreux, plutôt que squameux et rouge. Reliance Foundry montrent que l’oxyde d’aluminium tend à former une couche superficielle dure, blanchâtre ou poudreuse, et non une rouille classique. Un résidu blanc peut indiquer une oxydation superficielle ou une autre altération superficielle, mais ne constitue pas automatiquement un signe de défaillance structurelle.
L’idée fondamentale est simple : l’aluminium se protège naturellement par formation d’un oxyde, et l’anodisation exploite ce même comportement de façon plus contrôlée.

Qu’est-ce que l’aluminium anodisé et comment protège-t-il ?
Si la première question est « qu’est-ce que l’aluminium anodisé ? », la réponse la plus simple est la suivante : il s’agit d’un aluminium dont la surface a été délibérément transformée en une couche d’oxyde plus épaisse et contrôlée, au moyen d’un procédé électrochimique. Ce point est essentiel, car la signification de l’aluminium anodisé ne se résume pas à « aluminium avec un revêtement ». Il s’agit d’un aluminium dont la surface a été transformée.
Ce que la signification de l’aluminium anodisé implique réellement
Les recommandations techniques de SAF et de Can Art décrit l'anodisation comme un procédé électrochimique qui transforme la surface métallique en une couche d’oxyde anodique durable. Autrement dit, que signifie « anodisé » ? Cela signifie que la surface elle-même a été formée à partir du métal de base. C’est pourquoi ce matériau en aluminium anodisé se comporte différemment des pièces peintes ou revêtues par poudre.
L’anodisation ne recouvre pas simplement l’aluminium. Elle transforme la surface extérieure en une couche d’oxyde protectrice intégrée au métal.
Comment l’anodisation de l’aluminium crée une couche protectrice
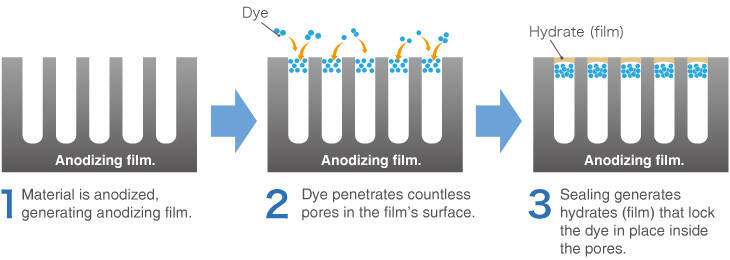
Pour les lecteurs qui se demandent qu’est-ce que l’aluminium anodisé , le procédé est plus facile à comprendre lorsqu’il est décomposé en étapes :
- Nettoyer l’aluminium . Les huiles, la saleté et les résidus d’atelier sont éliminés afin que la surface réagisse uniformément.
- Placer la pièce dans un bain électrolytique . L’aluminium devient l’anode dans le circuit électrique.
- Appliquer le courant l'oxygène réagit avec la surface et fait croître l'oxyde d'aluminium vers l'extérieur et vers l'intérieur du métal.
- Créer une structure oxydée poreuse sAF signale que les revêtements anodiques contiennent de nombreux petits pores.
- Obturer les pores l'obturation hydrate et ferme ces pores, améliorant ainsi la résistance chimique et contribuant à prolonger la durée de vie de la finition.
Cette étape d'obturation est facile à négliger, mais elle a un effet réel. SAF met spécifiquement en garde contre le fait qu’un anodisation mal obturée présente une faible résistance chimique. Can Art souligne également que les approches d’anodisation peuvent varier, et que ces différences influencent les performances en matière d’usure et de corrosion. La réponse à qu’est-ce que l’aluminium anodisé ne concerne donc pas uniquement l’apparence, mais aussi la qualité du procédé.
Pourquoi le revêtement d’aluminium anodisé diffère-t-il de la peinture
Un finition en aluminium anodisé est souvent appelé revêtement dans le langage courant, mais il ne se comporte pas comme de la peinture ou une peinture en poudre. Les finitions organiques reposent à la surface du métal. Elles peuvent s’écailler, se décoller ou s’effriter si l’adhérence est défaillante. L’anodisation, en revanche, fait partie intégrante du substrat, ce qui explique pourquoi SAF affirme qu’elle ne peut ni s’écailler ni se décoller.
Cette différence se manifeste dans l’usage réel. Une rayure traversant la peinture peut exposer le métal nu sous un film. Une rayure sur de l’aluminium anodisé peut laisser une marque ou percer localement la couche convertie, mais la finition environnante reste intacte, car elle correspond à la propre surface du métal. Le compromis réside dans le fait que la protection dépend tout de même de l’épaisseur, du scellement et des conditions d’utilisation, notamment lorsque les bords, l’abrasion, le sel ou des produits nettoyants agressifs entrent en jeu.
Les situations où l’aluminium anodisé rencontre encore des difficultés
La durabilité en extérieur semble simple, jusqu’à ce que le sel, la saleté et les produits chimiques entrent en jeu. L’anodisation confère à l’aluminium une couche d’oxyde plus dure et plus épaisse, ce qui lui permet généralement de bien résister au soleil, à la pluie et aux intempéries courantes. Linetec précise que l’anodisation de classe I selon la norme AAMA 611, d’une épaisseur minimale de 0,7 mil (soit 18 microns), est destinée aux produits de construction extérieurs et offre une meilleure résistance chimique que la classe II. Elle constitue donc un choix solide pour une utilisation extérieure normale, mais ne garantit pas une protection universelle dans tous les environnements.
Domaines où l’aluminium anodisé performe bien en extérieur
En ralentissant corrosion de l'aluminium en rendant plus difficile l’accès de l’environnement au métal sous-jacent. Si vous vous demandez l’aluminium va-t-il corroder en extérieur, la réponse honnête est oui, cela peut arriver, mais des pièces anodisées bien spécifiées résistent généralement efficacement aux intempéries. Les emplacements intérieurs secs, les environnements urbains modérés et les surfaces qui se rincent naturellement sous la pluie sont généralement beaucoup moins exigeants que les zones côtières, les zones d’éclaboussures ou les retombées industrielles importantes. Pour de nombreuses applications, l’anodisation offre une protection utile contre la corrosion de l’aluminium et le type de protection contre la corrosion de l’aluminium que les acheteurs attendent d’une finition à faible entretien.
Les recommandations d’entretien de Linetec soulignent également que les besoins en nettoyage augmentent dans les zones industrielles fortement polluées, les régions côtières brumeuses et les endroits abrités où les dépôts persistent. Cela revêt une importance particulière, car une finition peut présenter de bonnes performances sur la face exposée d’une pièce, tout en devenant plus vulnérable là où la saleté, la condensation ou les sels restent piégés.
Lorsque les chlorures et les produits de nettoyage agressifs provoquent la corrosion
C’est là que les limites apparaissent. Hydro décrit la corrosion par piqûres comme le type de corrosion le plus courant sur l'aluminium et indique qu'elle est classique dans l'air marin et les environnements humides où du sel est présent. Les sels à base de chlorure et de sulfate sont particulièrement importants, et les sels acides ou alcalins peuvent accroître le taux de corrosion par piqûres. Linetec ajoute que même les finitions anodisées durables peuvent être endommagées par des acides forts, des produits fortement alcalins, de la mortier, de l'acide muriatique et des outils fortement abrasifs.
- Air marin, projection d'eau de mer et sels de déneigement
- Environnements humides riches en sel avec cycles répétés d'humidité et de séchage
- Chutes de polluants industriels et eaux de ruissellement contaminées
- Mortier, éclaboussures de béton, plâtre et détergents pour maçonnerie
- Détergents fortement acides ou fortement alcalins
- Surfaces chauffées par le soleil exposées à des détergents réactifs
- Fentes, creux ou formes retenant l'humidité
- Frottement abrasif, racloirs métalliques et usure de surface
Ces conditions ne garantissent pas l'échec, mais elles augmentent les probabilités d'une attaque localisée. Dans de nombreux cas réels, le premier signe est la formation de petites piqûres, des taches ou une surface rugueuse, plutôt qu'une perte spectaculaire d'épaisseur.
Pourquoi la résistance à la corrosion de l'aluminium a-t-elle des limites réelles
Bon résistance à la corrosion de l'aluminium est réelle. Elle n'est simplement pas illimitée. Hydro note que, à l'air libre, les piqûres atteignent souvent seulement une fraction mineure de l'épaisseur du métal, si bien que le problème est fréquemment d'ordre esthétique avant de devenir structurel. Toutefois, l'attaque est localisée et aléatoire, ce qui rend l'évaluation de la corrosion plus difficile sur la seule base de l'apparence. Une pièce visible peut devenir inacceptable bien avant de perdre sa résistance mécanique.
C’est pourquoi, en cas d’exposition sévère, des choix prudents s’imposent : utilisez la classe de finition adaptée à l’environnement ; évitez les produits chimiques agressifs ; concevez les pièces pour assurer l’évacuation de l’eau, et non sa stagnation ; rincez soigneusement les résidus de sel et de chantier avant qu’ils ne s’accumulent. En termes simples, l’aluminium anodisé est résistant à la corrosion dans de nombreux environnements extérieurs, mais il n’est pas résistant aux chlorures, à l’abrasion ni aux mauvaises pratiques d’entretien. Le point faible se situe souvent à un endroit précis de la pièce, et non sur toute la surface, ce qui devient encore plus évident en présence de rayures, de bords coupés ou de trous percés.
L’aluminium anodisé s’use-t-il après des rayures ?
Une couche anodisée robuste n’est pas invulnérable. Des frottements répétés, des chocs, des découpes ou des perçages peuvent l’endommager localement. Le point essentiel est que la zone anodisée avoisinante reste généralement intacte, car cette couche provient de l’aluminium lui-même et n’est pas appliquée comme une peinture. Ainsi, une couche d’aluminium anodisé ne se détériore généralement pas par délamination étendue, mais les zones usées jusqu’au métal nu peuvent exposer le substrat et devenir des points faibles localisés.
L’aluminium anodisé s’use-t-il ou conserve-t-il son caractère protecteur ?
En service courant, la finition conserve son caractère protecteur pendant une longue période. Toutefois, sous l’effet de l’abrasion, la finition anodisée sur l’aluminium peut être éraflé, aminci ou usé aux points de contact intenses tels que les rails de glissement, les zones de serrage, les poignées ou les sièges des fixations. Le FAQ AAC indique qu’un revêtement dur anodisé rayé ou entaillé peut parfois être réparé, mais si le métal de base a été affecté, le substrat lui-même doit faire l’objet d’une réparation mécanique. C’est là la réponse pratique à la question l’anodisation de l’aluminium s’use-t-elle ? : non pas comme une peinture qui s’écaillera, ni partout simultanément, mais oui, une perforation locale peut se produire.
Ce qu’une rayure modifie sur les surfaces planes
Sur une grande surface plane, une légère marque peut être essentiellement cosmétique. Si la rayure ne modifie que la couleur ou le brillant, la majeure partie de la barrière continue généralement d’assurer sa fonction. Le risque change lorsque la marque traverse l’oxyde et met à nu de l’aluminium frais. Cela ne signifie pas que la détérioration progressera de façon invisible sous le revêtement, mais cela signifie que la protection a été perdue précisément à cet endroit. Les recommandations d’entretien de Light Metals Coloring préconisent de surveiller les zones compromises afin de détecter l’apparition de piqûres, de décolorations ou de textures rugueuses.
| Profondeur des rayures | Symptômes visibles | Protection restante | Réponse recommandée |
|---|---|---|---|
| Éraflure de surface | Matification, légère modification de la couleur, toucher lisse | La majeure partie de la couche anodisée reste intacte | Nettoyer, rincer et surveiller |
| Rayure superficielle | Ligne fine, texture légère, aucune apparence évidente de métal brillant | La finition environnante protège toujours, la barrière locale peut être réduite | Maintenir propre et inspecter pour tout changement |
| Rayure ou entaille traversant la couche protectrice | Aluminium brillant, rainure rugueuse, marque retenant la saleté | Métal de base exposé à l’endroit endommagé | Envisager une réparation, notamment en extérieur ou à proximité du sel |
| Usure répétée jusqu’à percement | Marques d’usure irrégulières aux points de contact, aux coins ou aux zones de glissement | Perte de protection là où le frottement élimine continuellement le matériau | Réduire les contacts, isoler les éléments mécaniques, évaluer les options de réparation |
| Découpe ou perçage effectué après l’application de la finition | Métal frais au bord, bords tranchants, surface intérieure non finie | Aucune protection anodique sur la nouvelle surface découpée | Ébavurer, protéger si nécessaire et inspecter régulièrement |
Pourquoi les bords coupés et les trous percés nécessitent-ils une attention particulière
Les bords et les éléments usinés se comportent différemment des faces planes. Une extrémité découpée à la scie ou un trou percé sur site après la finition présente une surface nue en aluminium. En revanche, les trous réalisés avant l’anodisation peuvent être recouverts d’un film anodique, et AAC précise que l’anodisation modifie même les dimensions, car l’oxyde se développe partiellement vers l’intérieur et partiellement vers l’extérieur. C’est pourquoi l’ordre des opérations de fabrication est déterminant. Les bords tranchants, les extrémités coupées et les bords des trous subissent également une usure localisée lors de la manipulation et du montage, donc localement la corrosion de l’aluminium anodisé est plus susceptible d’apparaître en premier lieu à ces endroits si de l’humidité ou des sels s’y accumulent.
Pour les pièces à forte valeur ou difficiles à remplacer, AAC décrit également l’anodisation par brossage comme une méthode de réparation portable permettant de rétablir la continuité sur une zone endommagée. Toutefois, toutes les marques ne nécessitent pas forcément une réparation. La démarche la plus judicieuse consiste d’abord à procéder à une inspection minutieuse.
- Recherchez l’exposition métallique brillante au niveau des rayures, des bords et des extrémités coupées.
- Vérifiez la rugosité, les piqûres ou les bords saillants plutôt qu'une marque cosmétique lisse.
- Vérifiez les zones de glissement, les sièges des éléments de fixation et les points de serrage pour détecter une usure répétée.
- Inspectez les trous percés et les bords découpés après toute modification sur site.
- Observez si la décoloration reste stable ou continue de s'étendre à partir du métal exposé.
Si une marque reste lisse et inchangée, elle est probablement d'ordre purement esthétique. Si elle devient rugueuse, profonde ou piquée, le problème dépasse alors l'apparence. C'est à ce stade que commence la véritable évaluation : distinguer une usure superficielle inoffensive d'un dommage révélant une perte active de matière.
Comment distinguer l'usure cosmétique des dommages réels
Une inspection minutieuse est essentielle, car toute marque pâle ne signifie pas nécessairement que le métal subit une corrosion active. Les personnes qui demandent l'aluminium noircit-il observent souvent un ternissement, des taches ou une décoloration, et non une rouille véritable. MetalTek précise que l'aluminium ne rouille pas, car il ne contient pas de fer, tandis que Auto Technology explique que la corrosion de l'aluminium apparaît généralement claire ou blanchâtre, plutôt qu'orangée-brunâtre.
L'aluminium anodisé taché, poudreux ou terne peut avoir une apparence défectueuse, mais il ne rouille pas comme l'acier.
Changements esthétiques qui ne signifient pas la rouille
De nombreuses taches blanches ou troubles sont des problèmes superficiels ou une oxydation mineure, et non une perte profonde de métal. Products Finishing souligne que les taches blanches sur l'aluminium anodisé sont courantes et n'ont pas toujours la même origine. Certains défauts font partie du revêtement anodique lui-même, tandis que d'autres sont simplement situés à la surface. Une contamination par l'eau de rinçage, la présence de chlorures, des produits chimiques de traitement piégés, des conditions de teinture, des résidus de scellement ou des taches provoquées par des fumées caustiques peuvent tous laisser des marques pâles dont l'apparence est plus inquiétante que leur gravité réelle.
C’est pourquoi les recherches sur aluminium rouillé ou aluminium rouillé reflètent souvent une confusion visuelle. Un panneau terne ou un résidu blanc peut être disgracieux, mais cela ne constitue pas automatiquement un signe de défaillance.
Signes d'une corrosion réelle de l'aluminium
Les signes d'alerte changent lorsque la surface devient rugueuse, fortement localisée ou plus profonde au fil du temps. Auto Technology décrit la corrosion par piqûres comme de petites cavités profondes causées par une attaque localisée des chlorures. La même source précise que la corrosion sous joint se développe dans des espaces confinés où s’accumulent l’humidité et les contaminants. Ces motifs méritent une attention accrue par rapport à un voile uniforme ou à une tache stable.
| État | Ce que l’utilisateur peut remarquer | Cause probable | Principalement esthétique ou potentiellement structurelle |
|---|---|---|---|
| Assombrissement général ou perte de brillance | Apparence mate, décolorée ou légèrement poudreuse | Altération normale due aux intempéries ou oxydation superficielle légère | Principalement esthétique |
| Taches blanches ou résidus | Petites taches pâles, zones troubles, légers décolorations | Problèmes liés à l’eau de rinçage, présence de chlorures, résidus de colorants ou de scellants, produits chimiques piégés ou dépôts superficiels | Souvent cosmétique, mais à inspecter si rugueux ou en cours de propagation |
| Taches d’eau ou salissures légères | Marques irrégulières avec peu ou pas de modification de la texture | Dépôts laissés sur la surface après exposition ou séchage | Principalement esthétique |
| Des creux | Cavités ponctuelles, aspect rugueux, attaque localisée | Corrosion induite par les chlorures | Potentiellement structurelle si elle s’approfondit |
| Attaque des bords ou dommages en zone confinée | Perte de métal notable aux bords, aux joints ou sous les éléments de fixation | Humidité et contaminants piégés dans les zones étroites | Potentiellement structurel |
Lorsque les dommages de surface deviennent un problème structurel
Donc, l’aluminium est-il résistant à la rouille ? Pas dans un sens absolu. Il ne peut pas former de rouille ferreuse, mais il peut tout de même subir une corrosion. Le seuil pratique est simple : une décoloration stable est généralement un problème d’apparence, tandis que des piqûres croissantes, une rugosité accrue et une attaque profonde aux bords ou aux orifices indiquent une perte active de matière. Si une marque s’approfondit continuellement, retient des débris ou s’étend à partir d’une zone exposée, elle mérite une évaluation plus approfondie.
Les lecteurs qui recherchent aluminium rouillé essaient généralement de prendre précisément cette décision. Une fois que vous êtes en mesure d’interpréter correctement l’état de la surface, les comparaisons entre l’aluminium nu, les finitions anodisées, les systèmes peints, la peinture en poudre et l’acier inoxydable deviennent nettement plus utiles.
Aluminium anodisé contre aluminium et acier inoxydable
Les indices de surface ne révèlent qu’une partie de l’histoire. Lorsque les acheteurs comparent les finitions, ils cherchent en réalité le matériau qui leur offre la marge la plus élevée avant que les taches, les rayures ou l’exposition au sel ne se transforment en corrosion réelle. Cela rend aluminium anodisé vs aluminium une seule partie de la décision. Le tableau d'ensemble inclut également l'aluminium peint, l'aluminium revêtu par poudre et l'acier inoxydable.
Aluminium anodisé contre aluminium en service quotidien
Au quotidien aluminium contre anodisé dans la comparaison, les deux matériaux conservent l’avantage fondamental de l’aluminium : ils ne forment pas de rouille rouge ferreuse. L’aluminium brut se protège déjà naturellement grâce à un film d’oxyde, mais il peut toutefois s’émousser, se tacher ou s’attaquer par piqûres dans des conditions plus sévères. L’anodisation renforce cette surface de manière contrôlée. Des données provenant de INCERTEC montrent que l’anodisation conventionnelle permet d’augmenter la dureté superficielle de l’aluminium non anodisé, passant d’environ 38 à 44 HRC à environ 48 à 55 HRC, tandis que l’anodisation dure peut atteindre environ 60 à 70 HRC. En termes pratiques, cela signifie généralement une meilleure résistance à l’usure, une meilleure tenue de l’apparence et une finition métallique plus durable.
Le choix réel est donc simple : l’aluminium brut constitue souvent la référence la moins coûteuse, tandis que l’aluminium anodisé offre une surface plus résistante et conserve généralement son aspect plus longtemps en extérieur ou dans des applications à fort contact.
Aluminium peint et revêtu de poudre comparé
La couleur change la donne. Si vous souhaitez un aspect métallique, l’anodisation reste une option solide. Si vous recherchez une plus grande liberté de couleurs, les systèmes peints et revêtus de poudre prennent le pas. Selon les recommandations extérieures de MaidaTech, l’anodisation et le revêtement en poudre figurent tous deux parmi les finitions qui permettent à l’aluminium de mieux résister aux conditions extérieures, et les deux sont classés « excellents » en termes de durabilité. La même source évalue l’anodisation comme étant d’un coût moyen, avec un aspect mat ou métallique, tandis que le revêtement en poudre offre une finition colorée à un coût faible à moyen.
Cela dit, ces finitions n'évoluent pas exactement de la même manière avec le temps. L'anodisation fait partie intégrante de la surface de l'aluminium et ne s'écaillera donc pas comme un film appliqué. Les pièces peintes ou revêtues par poudrage dépendent davantage de l'état de la barrière ajoutée au niveau des rayures, écaillures et bords. Si l'uniformité de l'apparence et la correspondance des couleurs sont primordiales, les revêtements appliqués peuvent être attrayants. Si, en revanche, l'aspect métallique à long terme et la résistance aux rayures sont plus importantes, l'anodisation apparaît généralement plus performante sur le papier.
Anodisation dure contre acier inoxydable pour les choix liés à la corrosion
Anodisation dure contre acier inoxydable constitue un compromis classique. INCERTEC indique que l'aluminium anodisé pèse environ un tiers de l'acier inoxydable. MaidaTech cite des densités d'environ 2,7 g/cm³ pour l'aluminium et d'environ 8 g/cm³ pour l'acier inoxydable. Cet écart de poids est déterminant pour les produits mobiles, suspendus, expédiés ou nécessitant une installation plus facile.
La différence entre l'aluminium et l'acier inoxydable n'est pas seulement une question de poids. L'acier inoxydable offre généralement une résistance à la rupture supérieure et une meilleure résistance aux chocs, tandis que l'aluminium permet un poids réduit, une manipulation plus facile et un très bon comportement face à la corrosion dans de nombreux environnements extérieurs. Les performances en matière de corrosion dépendent également de l'environnement. L'acier inoxydable est fortement résistant, mais INCERTEC signale que les chlorures peuvent toutefois provoquer une corrosion par piqûres et une corrosion sous contrainte, et MaidaTech ajoute que certains aciers inoxydables, comme l’acier 304, peuvent présenter des taches ou des piqûres au fil du temps en milieu salin, tandis que l’acier 316 constitue un choix plus sûr pour une exposition directe à l’eau de mer. Dans de nombreuses applications extérieures, aluminium contre acier inoxydable ne consiste pas tant à désigner un gagnant universel qu’à choisir la faiblesse que vous êtes le mieux à même de maîtriser.
| Matériau ou finition | Comportement à la corrosion | Réponse aux rayures et aux bords | Entretien et apparence | Position relative en termes de coût | Meilleure adéquation |
|---|---|---|---|---|---|
| Aluminium nu | Bonne protection naturelle par oxyde, mais plus sensible aux taches et à la corrosion par piqûres en présence de chlorures | Les rayures exposent directement du métal frais, bien que la corrosion ait tendance à rester localisée | Entretien réduit, mais l’apparence peut s’émousser plus rapidement en extérieur | Niveau de base le plus bas | Pièces extérieures générales où le coût réduit et la faible masse sont les critères les plus importants |
| Aluminium anodisé | Résistance améliorée à la corrosion superficielle grâce à une couche d’oxyde contrôlée | Meilleure résistance aux rayures et à l’usure que l’aluminium nu, mais les dommages profonds peuvent localement exposer le métal de base | Bonne conservation de l’apparence métallique avec un nettoyage régulier | Moyenne | Produits extérieurs, éléments architecturaux, garnitures et composants fréquemment sollicités |
| Aluminium peint | La protection dépend de l’état du système de peinture appliqué | Les écaillures, les entailles et les dommages aux bords sont critiques, car ils interrompent la finition barrière | Grande flexibilité chromatique, mais l’état doit être surveillé là où le film est endommagé | Dépend du système | Projets accordant la priorité à la correspondance des couleurs et de l’apparence visuelle |
| Aluminium revêtu de poudre | Finition adaptée aux environnements extérieurs, offrant une protection contre l’oxydation et les rayons UV | Résistant, mais les entailles et les ébréchures des bords nécessitent tout de même un examen | Excellente durabilité avec un large choix de couleurs | Faible à moyenne | Enceintes extérieures, panneaux et pièces destinés aux consommateurs, tous colorés |
| Acier inoxydable | Très bonne résistance à la corrosion, bien que les chlorures puissent toutefois provoquer des taches, des piqûres ou une attaque par piqûre localisée, selon la nuance utilisée | Généralement moins dépendant de la finition que l’aluminium revêtu, bien que les interstices et la contamination de surface restent déterminants | Apparence durable à long terme avec un entretien régulier, notamment lorsque la nuance appropriée est choisie | Plus élevé | Utilisation soumise à des contraintes sévères, à des sollicitations structurelles ou à des chocs répétés |
Ce tableau met en évidence un point essentiel : aucune finition ne se distingue dans toutes les catégories. Le meilleur choix dépend de vos priorités — poids, aspect métallique, couleur, résistance aux chocs ou résistance aux chlorures — ainsi que des détails d’assemblage, car acier Inoxydable et Aluminium peuvent se comporter de manière très différente une fois qu’ils partagent l’humidité, les éléments de fixation et le sel routier dans le même produit.

Prévention de la corrosion de l’acier inoxydable et de l’aluminium en service
De bonnes performances de finition peuvent être compromises par des conditions d’utilisation courantes. Les films de sel, les résidus de produits nettoyants, l’humidité piégée et les éléments de fixation en métaux mixtes sont souvent à l’origine de la dégradation localisée d’une surface anodisée durable. Le point encourageant est que la prévention est généralement réalisable.
Pratiques de nettoyage permettant de protéger les finitions anodisées
Linetec recommande de nettoyer l’aluminium anodisé à l’aide de solutions savonneuses douces et de chiffons, éponges ou brosses souples, suivis d’un rinçage soigneux à l’eau claire. Les mêmes recommandations mettent en garde contre l’utilisation de produits nettoyants fortement acides ou alcalins, le nettoyage de surfaces chauffées par le soleil, ainsi que le frottement abrasif excessif. Elles précisent également que les zones côtières brumeuses, les zones industrielles et les recoins abrités accumulent davantage de sels et de saletés, ce qui exige généralement un lavage plus fréquent.
- Identifier la finition et ne procéder au nettoyage que lorsque la surface est froide.
- Rincez les saletés, le sel et la crasse superficielles à l’eau claire.
- Lavez à l’aide d’un savon doux en utilisant un chiffon souple, une éponge ou une brosse souple.
- Rincez abondamment afin qu’aucun résidu de produit nettoyant ne demeure sur le métal.
- Séchez ou laissez sécher à l’air libre, puis inspectez les bords, les trous percés, les sièges des fixations et les zones en creux.
Si des projections de béton, du sel de déneigement ou des résidus de produits chimiques agressifs entrent en contact avec la pièce, éliminez-les immédiatement. Une exposition prolongée est souvent ce qui transforme un simple dépôt en taches ou en attaque localisée.
Comment commence la corrosion de l’acier inoxydable et de l’aluminium
Si vous vous demandez l’acier inoxydable réagit-il avec l’aluminium , ou l’aluminium réagit-il avec l’acier inoxydable , la réponse pratique est oui lorsque l’humidité ferme le circuit. Professional BoatBuilder explique que la corrosion galvanique commence lorsque l'aluminium est en contact électrique avec un métal plus noble et qu'un électrolyte, tel que l'eau de mer, l'eau douce, l'humidité, les projections ou la pluie, est présent. Dans cette association, l'acier inoxydable est plus noble, donc l'aluminium est le métal le plus susceptible de se corroder.
La réaction entre l'acier inoxydable et l'aluminium les personnes s'inquiètent généralement moins d'un simple contact à sec spectaculaire. Les problèmes commencent là où le contact métal-sur-métal, l'humidité et les contaminants piégés agissent conjointement. C'est pourquoi corrosion entre acier inoxydable et aluminium apparaît souvent d'abord autour des éléments de fixation, des brides, des bords découpés et des interstices retenant la saleté. Le même article de Professional BoatBuilder met également en évidence l'eau stagnante appauvrie en oxygène comme zone à risque tant pour l'acier inoxydable que pour l'aluminium, ce qui rend particulièrement importants l'étanchéité et l'inspection des joints humides.
Étapes simples de conception permettant de réduire le risque galvanique
- Faire: isoler les éléments de fixation en acier inoxydable de l'aluminium à l'aide de rondelles en nylon, de manchons plastiques, de joints en caoutchouc ou d'autres séparateurs non conducteurs, comme le décrit Sinoextrud.
- Faire: boucher complètement les orifices des fixations et des joints situés sur le fond afin d’empêcher l’eau de stagner sous la jonction.
- Faire: concevoir pour assurer l’évacuation des eaux et la circulation de l’air, plutôt que de créer des pièges à eau.
- Faire: inspecter régulièrement les bords usinés et les trous percés, car ces éléments locaux sont plus facilement altérés en service.
- Ne pas : supposer qu’un anodisation seule suffira à arrêter la corrosion galvanique entre acier inoxydable et aluminium si la jonction reste humide.
- Ne pas : laisser du sel, des résidus de produits nettoyants ou des débris de chantier s’accumuler sur des surfaces abritées.
- Ne pas : compter sur des revêtements endommagés ou partiels là où un contact direct persiste encore.
En termes simples, la corrosion galvanique entre acier inoxydable et aluminium dépend moins des métaux pris isolément que de la manière dont l’assemblage est nettoyé, étanchéifié, drainé et isolé. Maîtrisez ces détails, et corrosion galvanique entre l'aluminium et l'acier inoxydable devient nettement moins probable. Ce type de fiabilité sur le terrain commence généralement bien plus tôt, avec la manière dont la pièce a été spécifiée, usinée et finie dès le départ.
Comment spécifier des profilés anodisés qui vieillissent bien
La spécification est le moment où l’histoire de la corrosion se joue habituellement, soit en faveur de la résistance, soit en défaveur. Lorsque les acheteurs demandent ultérieurement l’aluminium anodisé rouille-t-il , la réponse remonte souvent aux choix effectués avant le démarrage de la production. Pour les supports, garnitures, boîtiers et rails automobiles, aluminium anodisé les performances sont optimales lorsque le choix de l’alliage, la conception du profil, les plans d’usinage et les exigences d’inspection sont traités comme un système intégré.
Que spécifier avant de commander des profilés anodisés
- Choisissez un alliage compatible avec l’anodisation. PTSMAKE note que les alliages des séries 5xxx et 6xxx produisent généralement des résultats d’anodisation plus clairs et plus uniformes que les alliages des séries 2xxx ou 7xxx.
- Rédigez un appel à l'attention sur la finition réelle. Si vous avez besoin d'une finition transparente standard en aluminium anodisé , précisez MIL-A-8625 Type II, Classe 1 au lieu d'écrire simplement « anodisé ».
- Définissez les attentes en matière de préparation de surface. PTSMAKE montre que le traitement préalable influence fortement l’apparence finale ; aussi, les finitions mates, brillantes ou naturelles doivent être convenues avant la mise en production.
- Exigez des contrôles d’épaisseur et d’étanchéité. PTSMAKE considère l’épaisseur et l’étanchéité comme des indicateurs fondamentaux de performance, et met en évidence l’essai par courants de Foucault comme méthode non destructive pour vérifier l’épaisseur du film.
- Établissez dès le départ les normes esthétiques. Pour les pièces dont l’apparence est critique, y compris aluminium anodisé noir , demandez comment l'épaisseur du revêtement, la préparation de la surface et le contrôle du procédé seront maintenus de façon constante. JM Aluminium relie directement ces facteurs à la qualité de la finition.
- Inspectez à l’aide d’enregistrements, pas d’estimations. Si vous devez savoir comment déterminer si de l’aluminium est anodisé sur les pièces entrantes, demandez les spécifications de finition, les données d’essai et les rapports d’inspection plutôt que de juger uniquement sur la base de la couleur.
Pourquoi le contrôle du procédé détermine les résultats en matière de corrosion
L’anodisation est sensible à la nuance d’alliage, au traitement préalable, au montage sur supports, au contrôle du bain et à l’étanchéité. PTSMAKE classe également les défauts de finition courants en trois catégories : liés au procédé, liés à la manipulation et liés au matériau. Il s’agit d’un rappel utile du fait qu’une faible résistance à la corrosion est souvent due à une variation du procédé bien avant de se manifester sous forme de réclamation sur le terrain.
Choisir un partenaire de fabrication pour les pièces en aluminium automobile
- Recherchez des certifications correspondant au marché final. Sinoextrud met en avant les normes ISO 9001 et IATF 16949 comme indicateurs importants, la norme IATF 16949 étant particulièrement pertinente pour les applications automobiles.
- Préférez les fournisseurs capables de gérer l’extrusion, l’usinage, la finition et le contrôle qualité dans un seul flux de travail, car moins de transferts impliquent généralement une meilleure traçabilité des finitions.
- Renseignez-vous sur le soutien technique, la capacité de production et la transparence de la communication, et non uniquement sur le prix unitaire.
- Pour les lecteurs évaluant des fournisseurs automobiles spécialisés, Shaoyi Metal Technology constitue un exemple utile des critères à rechercher : processus certifiés IATF 16949, assistance technique, délais rapides pour les devis et analyse gratuite des conceptions.
Si des pièces anodisées semblent par la suite « rouiller », la cause première est souvent une spécification insuffisante ou un contrôle insuffisant du procédé, et non l’anodisation elle-même.
Questions fréquemment posées sur la rouille et la corrosion de l’aluminium anodisé
1. L’aluminium anodisé rouille-t-il ou se corrode-t-il simplement ?
L'aluminium anodisé ne produit pas de rouille rouge car la rouille nécessite du fer. Ce qu'il peut développer, en revanche, est une oxydation ou une corrosion, qui apparaît généralement sous forme de résidu blanc, d'émoussement, de taches ou de piqûres localisées, plutôt que sous forme d'une couche friable et roussâtre. La couche anodisée améliore la protection en épaississant la barrière d'oxyde naturelle, mais le sel, l'humidité piégée, l'abrasion et les produits chimiques agressifs peuvent tout de même attaquer les zones exposées ou insuffisamment protégées. En pratique, la préoccupation réelle concerne le comportement corrosif, et non la rouille au sens où on l'entend pour l'acier.
2. Pourquoi mon aluminium anodisé devient-il blanc ou terne ?
Un film blanc ou trouble sur l'aluminium anodisé est souvent lié à une oxydation de surface, à des dépôts minéraux, à des résidus de scellement, à une contamination du rinçage ou à des résidus de détergent, plutôt qu'à une perte importante de métal. La plupart de ces modifications sont essentiellement cosmétiques, surtout si la surface reste lisse et si la marque ne s’approfondit pas. Les signes avant-coureurs plus préoccupants sont une rugosité, des piqûres ponctuelles ou des dommages qui continuent de s’étendre à partir d’un bord, d’une fixation ou d’une rayure. Un nettoyage doux suivi d’une inspection minutieuse constituent de meilleures premières mesures que de supposer que toute marque pâle signifie un échec.
3. L’aluminium anodisé peut-il être utilisé en extérieur ou à proximité de l’océan ?
Oui, l’aluminium anodisé est couramment utilisé en extérieur, car sa finition est durable et résiste bien aux rayons du soleil et aux intempéries. L’air côtier, les sels de déneigement et les environnements exposés aux projections constituent des conditions plus exigeantes, car les chlorures peuvent provoquer des piqûres, notamment autour des bords découpés, des joints et des zones renfoncées qui restent humides. Un rinçage régulier, un bon écoulement de l’eau et l’évitement des produits nettoyants agressifs permettent de prolonger considérablement la durée de vie en service. Pour une utilisation à proximité du sel, la qualité de la finition, l’étanchéité et la conception des pièces comptent autant que le matériau de base.
4. Que se passe-t-il si l’aluminium anodisé est rayé ou percé ?
Une rayure superficielle peut n’affecter que l’apparence, mais une rayure profonde, un bord coupé ou un trou percé peuvent exposer de l’aluminium frais à cet endroit précis. La surface anodisée environnante reste généralement intacte, car l’anodisation fait partie intégrante du métal et non d’un film qui s’écaillerait sur toute la pièce. Néanmoins, les zones exposées peuvent devenir des points de corrosion localisés si elles retiennent de l’humidité, de la saleté ou du sel. La meilleure démarche consiste à inspecter ces zones afin de détecter des irrégularités, des piqûres ou une usure répétée, plutôt que de se concentrer uniquement sur une modification de couleur.
5. Que devrais-je demander à un fournisseur si j’ai besoin de pièces en aluminium anodisé pour une utilisation automobile ?
Demandez des détails sur le choix de l'alliage, les spécifications de finition, les contrôles d'épaisseur, la maîtrise de l'étanchéité, l'ordre d'usinage, la protection des bords et les registres d'inspection. Il est également judicieux de privilégier les fournisseurs qui gèrent l'extrusion, l'usinage, la finition et le contrôle qualité dans un même flux de travail, car cela réduit les lacunes en matière de traçabilité lorsque la performance de la finition est critique. Pour les programmes automobiles, des certifications telles que l'IATF 16949 constituent de forts indicateurs d'un processus maîtrisé. Un fournisseur tel que Shaoyi Metal Technology peut servir de référence utile lors de la comparaison des options, car il propose une fabrication intégrée, un soutien technique, des devis rapides et une analyse gratuite des conceptions pour les extrusions d'aluminium sur mesure.