 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Coût des matrices d'estampage automobile : Élaboration du budget pour les outillages progressifs
TL ;DR
Les coûts des matrices d'emboutissage automobile varient considérablement selon la taille et la complexité, allant approximativement de 3 000 $ pour un outillage souple simple (supports, attaches) à plus de 1 000 000 $ pour une ligne complète de panneaux de carrosserie de classe A (ailes, capots). Pour les composants de taille moyenne et de précision, une matrice progressive coûte typiquement en moyenne environ 15 000 $ à 30 000 $ . La décision dépend fortement du volume de production : bien que l'outillage d'emboutissage nécessite un investissement initial élevé, il offre le prix unitaire le plus bas pour des quantités dépassant 10 000 à 20 000 pièces par an.
Répartition par type de matrice : progressive, en ligne ou outillage souple
Le facteur le plus déterminant influençant le coût des matrices d'estampage automobile est la technologie choisie pour fabriquer la pièce. Les ingénieurs doivent équilibrer le budget initial de l'outillage avec la vitesse de production prévue et le volume de pièces.
Matrices progressives (15 000 $ – 60 000 $+)
Les matrices progressives sont les outils incontournables de l'industrie automobile pour les pièces structurelles de petite à moyenne taille, comme les supports, attaches et connecteurs. Dans ce système, une bande métallique est alimentée à travers une seule matrice comportant plusieurs postes — découpant, pliant et formant la pièce en étapes successives à chaque course de la presse.
Selon des données sectorielles provenant de fabricants tels que Bazz Houston, le coût moyen d'une matrice progressive s'élève à environ $30,000. Ce coût peut descendre à 15 000 $ pour des géométries simples ou dépasser 60 000 $ pour des pièces complexes nécessitant des tolérances strictes. Bien que le prix initial soit élevé, les matrices progressives sont très efficaces, fonctionnant souvent à raison de 60 à 100 courses par minute ou plus, ce qui réduit le coût unitaire à quelques centimes.
Matrices de transfert et matrices en ligne (100 000 $ – 1 000 000 $+)
Pour les grandes pièces de carrosserie automobile (surfaces de classe A) telles que les portes, les capots et les ailes, les matrices progressives ne sont généralement pas adaptées en raison de la taille des pièces et de la complexité de la mise en forme requise. Les fabricants utilisent plutôt des matrices en ligne ou des matrices de transfert.
Les données réelles d'approvisionnement indiquent qu'une seule matrice d'emboutissage (la première étape dans la formation d'une aile) coûte souvent entre 250 000 $ et 500 000 $ . Cependant, un panneau fini nécessite une chaîne complète de matrices — emboutissage, découpage, ourlage et poinçonnage — ce qui fait grimper le coût total du lot entre 500 000 $ et 1 000 000 $ . Ces matrices nécessitent des lits de moulage massifs, un usinage CNC intensif et une finition manuelle (réglage ponctuel) afin de garantir une qualité de surface parfaite.
Outils doux et prototypage (3 000 $ – 15 000 $)
Pour les productions de faible volume (moins de 5 000 pièces) ou la prototypie, l'« outillage souple » constitue une alternative économique. Ces matrices utilisent souvent un outillage à frappe unique ou des aciers pré-revenus moins chers plutôt que du carbure durable. Les coûts peuvent être aussi bas que $3,000pour des outils d'emboutissage simples. Bien que l'outillage souple s'use plus rapidement et nécessite plus de main-d'œuvre par pièce, il permet aux fabricants de valider leurs conceptions sans engager une dépense à six chiffres.
Principaux facteurs de coût : matériaux, complexité et volume
Comprendre les éléments qui déterminent le prix d'un devis permet aux responsables achats d'optimiser la valeur de leurs demandes. Le coût total d'une matrice d'estampage automobile se compose généralement de trois postes principaux : matériaux, usinage et validation.
- Matériau de la matrice (20 à 40 % du coût total) : L'acier utilisé pour construire la matrice elle-même représente une dépense importante. Pour les séries automobiles de grande série (plus de 500 000 coups), les outilleurs utilisent des nuances haut de gamme telles que SKD11 ou en carbure solide, qui sont coûteux mais résistants à l'usure. Pour des séries plus courtes, des alliages moins chers comme le Cr12MoV peuvent être utilisés afin de réduire les coûts, bien qu'ils nécessitent un affûtage plus fréquent.
- Usinage et complexité (30 à 50 % du coût total) : Chaque caractéristique d'une pièce — chaque trou, languette et rayon — requiert une station correspondante dans la matrice. L'ajout de complexité augmente le nombre d'heures nécessaires pour l'usinage CNC et l'usinage par électroérosion fil (EDM). Une matrice avec 15 stations coûtera nettement plus cher qu'une matrice à 5 stations, simplement en raison des heures d'usinage impliquées.
- Essai et validation (10 à 15 % du coût total) : La phase d'« essai » consiste à tester la matrice dans une presse afin de s'assurer qu'elle produit des pièces conformes aux spécifications. Cette étape est cruciale pour les composants automobiles exigeant une haute précision. Si une matrice ne parvient pas à respecter les tolérances durant l'essai, elle nécessite des retouches manuelles coûteuses.
Approvisionnement stratégique et volume de production
L'économie du poinçonnage métallique est définie par le point de « seuil de rentabilité ». Le poinçonnage est rarement rentable pour des quantités inférieures à 2 000 unités, car l'amortissement des outillages augmente trop le coût unitaire. Pour ces volumes plus faibles, des procédés comme la découpe au laser ou le pliage à la presse sont souvent préférables.
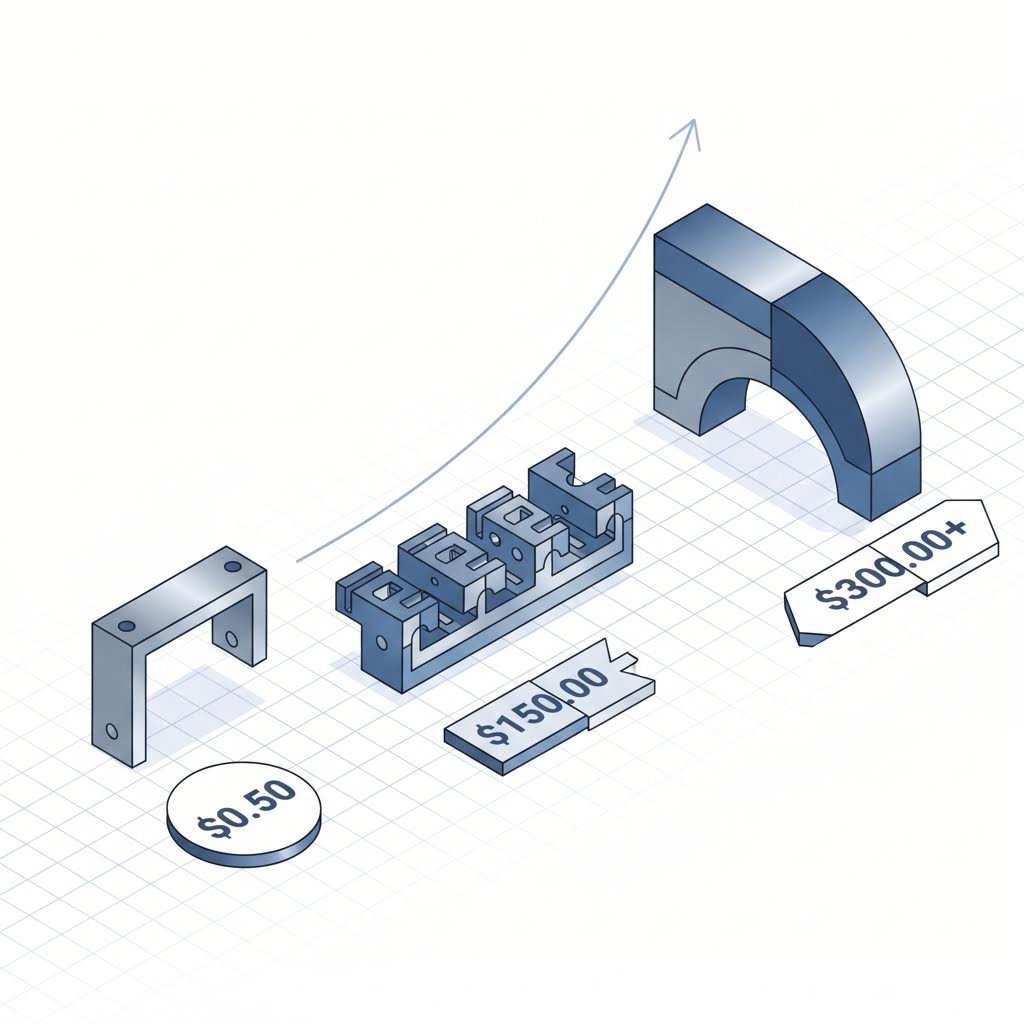
Cependant, une fois que le volume dépasse 10 000 à 20 000 unités par an, l'investissement dans un outil dur s'amortit rapidement. Par exemple, un outil progressif de 30 000 $ peut réduire le coût de la pièce de 5,00 $ (découpée au laser) à 0,50 $ (emboutie). Sur 20 000 pièces, les économies réalisées (90 000 $) couvrent largement le coût initial de l'outillage.
Pour les fabricants à la recherche d'un partenaire capable de gérer cette transition, Shaoyi Metal Technology offre un avantage stratégique. Dotée de la certification IATF 16949 et de capacités de presse allant jusqu'à 600 tonnes, elle comble l'écart entre la prototypage rapide et la production de masse à grande échelle. Sa capacité à concevoir des solutions d'outillage économiques aide les équipementiers automobiles à passer de la validation du design à la fabrication à grande échelle, tout en respectant strictement les normes mondiales.
Coûts cachés : Maintenance et logistique
Le prix d'achat de la matrice n'est pas le coût final. Les matrices de découpage automobile nécessitent une maintenance régulière afin de maintenir la qualité des pièces. Affûtage et calage sont des dépenses courantes, généralement estimées entre 5 et 10 % de la valeur de la matrice par an selon l'intensité d'utilisation. Négliger cette maintenance entraîne l'apparition de bavures sur les pièces et peut provoquer une défaillance catastrophique de la matrice.
La logistique joue également un rôle, notamment pour les outillages offshore. Bien que les marchés asiatiques proposent souvent des matrices à un coût inférieur de 30 % par rapport aux homologues occidentaux, l'expédition de l'acier à outils lourd (souvent pesant plusieurs tonnes) entraîne des frais importants et prolonge considérablement les délais. De plus, si une matrice nécessite une modification après livraison, l'absence d'un support local peut entraîner des temps d'arrêt coûteux.

Conclusion : Équilibrer budget et performance
Élaborer un budget pour les matrices d'estampage automobile suppose de bien comprendre le compromis entre la dépense en capital initiale (CapEx) et les frais d'exploitation à long terme (OpEx). Même si une matrice progressive à 30 000 $ ou une ligne de passage de roue à 500 000 $ peut sembler coûteuse au départ, ces outils constituent le seul moyen viable d'atteindre les faibles coûts unitaires requis pour la production automobile de masse.
Le succès réside dans la prévision précise des volumes annuels et dans le choix de la catégorie appropriée d'outillage — souple, progressif ou transfert — en fonction du cycle de vie du produit. En tenant compte dès la phase de conception des nuances de matériaux, de la complexité et de l'entretien, les ingénieurs et acheteurs peuvent éviter les dépassements budgétaires et garantir un lancement sans accroc.
Questions fréquemment posées
1. Quel est le coût moyen d'un moule d'estampage métallique ?
Un moule progressif typique pour des pièces automobiles de taille moyenne se situe entre 15 000 $ à 30 000 $ . Toutefois, les coûts varient fortement : un outillage prototype simple peut coûter aussi peu que 3 000 $, tandis que les moules de classe A pour panneaux de carrosserie complexes dépassent souvent 500 000 $.
2. Quelle est la différence entre le découpage au contour et l'estampage métallique ?
Le découpage au contour désigne généralement la cisaillement de matériaux souples (comme des joints, tissus ou fines feuilles) à l'aide d'un couteau-matricé en acier, similaire à un emporte-pièce. L'estampage métallique est un procédé industriel à haute tonnage qui utilise des moules en acier trempé non seulement pour couper, mais également pour former, emboutir et cintrer des tôles en formes 3D complexes.
3. Pourquoi les outillages automobiles sont-ils si coûteux ?
Le coût reflète l'ingénierie de précision, les aciers d'outillage de haute qualité et le nombre important d'heures d'usinage nécessaires pour construire la matrice. Les matrices automobiles doivent supporter des millions de cycles à fort impact tout en maintenant des tolérances au micron près, ce qui exige une construction robuste et des matériaux coûteux comme le carbure ou l'acier SKD11.