 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Les secrets des devis d'usinage CNC : quelques facteurs de coût que les fournisseurs cachent
Comprendre les devis d'usinage CNC du point de vue de l'acheteur
Vous êtes-vous déjà demandé combien coûterait la fabrication d'une pièce métallique ? La réponse commence par un devis d'usinage CNC — une estimation détaillée des coûts qui précise exactement ce que vous paierez et pourquoi. Que vous soyez un professionnel des achats comparant des fournisseurs , un ingénieur affinant une conception ou un chef de projet établissant un budget, comprendre ces devis vous confère un avantage réel.
Considérez un devis comme bien plus qu’un simple prix. Il offre un aperçu de la manière dont un fabricant interprète votre projet, des ressources qu’il y consacrera et des économies potentielles qui pourraient y être dissimulées. Lorsque vous êtes en mesure de lire ce document couramment, vous passez du statut d’acheteur passif à celui de partenaire informé capable de prendre des décisions plus judicieuses.
Ce que contient réellement un devis d'usinage CNC
Un devis professionnel n’est pas simplement un chiffre isolé : il s’agit d’une décomposition complète de chaque élément de coût impliqué dans la transformation de la matière première en votre pièce finie. Comprendre chacun de ces éléments vous permet d’identifier des opportunités d’optimisation et de repérer immédiatement lorsqu’un élément ne semble pas cohérent.
Voici les composants essentiels que vous trouverez généralement dans un devis complet :
- Coûts des matériaux : Le prix de la matière première, basé sur le type, la nuance et les dimensions de la tôle requises pour votre pièce. Cela inclut tout matériau excédentaire devant être usiné.
- Frais de configuration : Des frais ponctuels couvrant la préparation de la machine, l’installation des outils, la fabrication des dispositifs de maintien et la programmation CNC. Ces coûts sont fixes, quel que soit le volume commandé.
- Temps d'usinage : Le principal poste de coût, calculé en multipliant le nombre d’heures-machine par le taux horaire. Des géométries complexes et des tolérances plus serrées augmentent considérablement ce poste.
- Opérations de finition : Les coûts de post-traitement, notamment l’ébavurage, les traitements de surface, l’anodisation, la peinture ou le polissage, afin de répondre à vos spécifications.
- Contrôle qualité : Coûts liés à la vérification dimensionnelle, aux contrôles des tolérances et à toute certification ou documentation requise.
- Expédition et manutention : Coûts logistiques liés à l’emballage et à la livraison de vos pièces terminées.
Lorsque vous demandez un devis d’usinage CNC en ligne, vous remarquerez que les fournisseurs réputés offrent une transparence totale dans toutes ces catégories. Des prix vagues ou regroupés signalent souvent des problèmes potentiels à venir.
Pourquoi la maîtrise des devis sauve les projets
Comprendre les détails d’un devis ne consiste pas uniquement à trouver le prix le plus bas : il s’agit de protéger votre projet contre des imprévus coûteux. Selon des experts du secteur, solliciter des devis auprès de plusieurs fournisseurs vous permet de comparer les structures tarifaires et d’identifier l’option la plus avantageuse en fonction de vos besoins spécifiques.
Voici ce que procure concrètement la maîtrise des devis :
Établissement budgétaire précis : Lorsque vous comprenez la ventilation des coûts d’usinage CNC, vous pouvez prévoir vos dépenses en toute confiance. Plus besoin d’alourdir les budgets avec des estimations approximatives ni de subir des frais cachés inattendus.
Opportunités d’optimisation de la conception : Un devis détaillé révèle quels éléments font augmenter les coûts. Par exemple, cette tolérance stricte sur une dimension non critique pourrait faire grimper votre prix de 20 %. Vous ne le saurez pas tant que vous ne serez pas en mesure d’interpréter les chiffres.
Qualification des fournisseurs : La façon dont un fournisseur structure son devis renseigne sur son professionnalisme. Des devis détaillés, avec des postes clairement identifiés, traduisent des opérations bien organisées et des systèmes de contrôle qualité rigoureux.
Pouvoir de négociation : Lorsque vous comprenez ce qui sous-tend chaque élément de coût, vous pouvez engager des échanges pertinents sur des alternatives, plutôt que de demander simplement des remises.
De nombreux acheteurs commencent désormais par obtenir des devis de usinage en ligne afin d’établir une fourchette de prix de référence avant de contacter directement les fournisseurs. Cette approche vous offre un contexte marché et vous aide à identifier les cas où un devis s’écarte anormalement des fourchettes habituelles — soit de façon suspectement basse, soit de façon injustifiée élevée.
Le point essentiel ? Un devis en ligne ou une réponse à une demande de prix traditionnelle contient les informations dont vous avez besoin pour prendre des décisions éclairées en matière de fabrication. Les sections suivantes vous montrent précisément comment décoder chacun des facteurs de coût et exploiter cette connaissance à votre avantage.

Principaux facteurs de coût qui déterminent chaque devis
Maintenant que vous savez ce que contient un devis, examinons de plus près les facteurs spécifiques qui déterminent réellement ces montants. Tout prix d’usinage CNC repose sur trois moteurs fondamentaux : le matériau usiné, la durée de fonctionnement de la machine et le niveau de précision requis pour la pièce finale. Maîtrisez ces variables, et vous saurez exactement où va votre argent — et où vous pourriez éventuellement réaliser des économies.
Coûts des matériaux et facteurs d’usinabilité
La sélection des matériaux constitue la base de chaque devis. Il ne s'agit pas uniquement du coût du matériau brut par livre, mais aussi de son comportement sous l’outil de coupe. Cette caractéristique, appelée usinabilité, influe considérablement sur la vitesse de production des pièces et sur l’usure rapide ou lente des outils.
Considérez l’usinage de l’aluminium par rapport à fraisage CNC en acier inoxydable . L’aluminium se coupe comme du beurre. Les machines peuvent fonctionner à des vitesses plus élevées avec une usure réduite des outils, ce qui se traduit par des temps de cycle plus courts et des coûts inférieurs. L’acier inoxydable ? C’est une autre histoire. Il est plus dur, génère plus de chaleur et exige des vitesses d’avance plus faibles. Votre devis reflète ces réalités.
Voici comment les différents matériaux se comparent en termes d’impact sur le coût :
| Matériau | Coût brut (par livre) | Indice d'usinabilité | Impact relatif sur le devis | Meilleures applications |
|---|---|---|---|---|
| Aluminium (6061) | $3–$6 | Haut | Plus bas | Applications générales, supports aérospatiaux, boîtiers |
| Laiton | $5–$10 | Haut | Faible-Moyen | Raccords, pièces décoratives, composants électriques |
| Acier inoxydable 303 | $8–$14 | Moyen-Élevé | Moyenne | Arbres, éléments de fixation, composants adaptés aux applications alimentaires |
| acier inoxydable 316 | $10–$18 | Moyenne | Moyen-Élevé | Applications marines, médicales ou nécessitant une résistance chimique |
| Matériau Delrin (acétal) | $4–$8 | Haut | Faibles | Engrenages, roulements, composants à faible frottement |
| Nylon | $3–$7 | Moyen-Élevé | Faibles | Douilles, isolateurs, pièces résistantes à l’usure |
| Titane | $15–$35 | Faibles | Le plus élevé | Aérospatiale, implants médicaux, hautes performances |
Quand un matériau haut de gamme justifie-t-il son coût ? Posez-vous ces questions :
- L’application l’exige-t-elle ? Les implants médicaux nécessitent du titane biocompatible. Un support prototype, probablement pas.
- Payez-vous des propriétés que vous n’utiliserez pas ? Si la résistance à la corrosion n’est pas critique, l’acier inoxydable 303 fonctionne aussi bien que l’acier inoxydable 316, mais à un prix inférieur.
- Un substitut en plastique peut-il convenir ? Le nylon pour usinage et le delrin offrent des performances excellentes pour les engrenages, les douilles et les applications à faible frottement, à une fraction du coût des métaux.
L’usinage du bronze, par exemple, offre une excellente résistance à l’usure et une protection contre la corrosion. Toutefois, si votre pièce ne requiert pas ces propriétés, des alternatives en aluminium ou en laiton pourraient réduire considérablement vos coûts de matériaux tout en respectant les spécifications.
Comment la complexité des pièces multiplie le temps machine
Voici une réalité qui prend de nombreux acheteurs au dépourvu : le temps d’usinage constitue le principal facteur de coût dans la plupart des devis. Et la complexité des pièces multiplie directement ce temps.
Pensez-y du point de vue de la machine. Un simple bloc rectangulaire percé de quelques trous ? La fraiseuse à commande numérique peut l’ébaucher rapidement, percer les trous, puis passer à la pièce suivante. Une pièce aéronautique courbée comportant des cavités internes, des parois minces et des angles composés ? Cette pièce pourrait nécessiter des dizaines de changements d’outils, plusieurs montages et une gestion rigoureuse des vitesses d’avance afin d’éviter les vibrations.
Selon une analyse sectorielle, une pièce cubique simple coûterait environ 100 $ et nécessiterait approximativement 2 heures d’usinage, tandis qu’un ensemble détaillé et multifacette pourrait atteindre 500 $ et exiger 10 heures de temps de production.
Quelles caractéristiques spécifiques augmentent le temps d’usinage ?
- Poches et cavités profondes : Ces éléments requièrent des outils spécialisés à grande portée ainsi que des vitesses de coupe réduites afin d’éviter la déformation. Chaque passe enlève moins de matière, ce qui allonge le temps de cycle.
- Parois minces : Les pièces dont les parois ont une épaisseur inférieure à 0,5 mm nécessitent une programmation soignée et des avances réduites afin d’éviter toute déformation ou vibration.
- Angles intérieurs trop vifs : Les angles intérieurs droits exigent des outils plus petits et des passes supplémentaires. Les angles arrondis s’usinent plus rapidement et offrent une résistance accrue.
- Contour 3D complexe : Les surfaces courbes nécessitent davantage de trajectoires d’outil et des pas d’usinage plus fins, ce qui augmente considérablement la longueur du programme.
- Caractéristiques filetées : Chaque trou taraudé ajoute des opérations de réglage et d’usinage. Réfléchissez à la nécessité réelle de tous ces filetages.
La question des tolérances amplifie encore cette complexité. En général, les pièces usinées respectent sans difficulté particulière une tolérance de ±0,005 po. Mais lorsque votre plan exige une tolérance de ±0,001 po ? La machine fonctionne alors à vitesse réduite, l’opérateur vérifie les dimensions plus fréquemment et le taux de rejets augmente. Selon les données relatives aux coûts de fabrication, des tolérances plus serrées imposent des vitesses d’usinage plus lentes, des changements d’outils plus fréquents et des contrôles qualité renforcés — autant de facteurs qui augmentent le temps et les coûts.
Chaque caractéristique de votre pièce représente une décision. La question ne se limite pas à « cette pièce peut-elle être usinée ? », mais est plutôt la suivante : « cette caractéristique apporte-t-elle suffisamment de valeur pour justifier son impact sur le coût ? ». Lorsque vous comprenez comment la géométrie multiplie les heures d’usinage, vous acquérez le pouvoir d’optimiser vos conceptions avant de demander des devis, ce qui permet d’obtenir des pièces usinées répondant à vos exigences au prix le plus bas possible.
Opérations d’usinage et leur incidence sur le prix
Vous avez sélectionné votre matériau et optimisé votre géométrie — mais c’est ici que les coûts des devis peuvent augmenter discrètement. Les opérations d’usinage nécessaires pour produire votre pièce déterminent souvent si vous obtenez un devis abordable ou un devis susceptible de vous faire reconsidérer l’intégralité du projet. Comprendre la différence entre l’usinage CNC par tournage, les opérations d’usinage CNC par fraisage et l’usinage multiaxe vous donne les connaissances requises pour prendre des décisions d’approvisionnement plus éclairées.
Pensez-y ainsi : un simple arbre cylindrique pourrait n’avoir besoin que d’une opération d’usinage sur tour CNC une pièce de support aérospatiale complexe avec des caractéristiques sur toutes ses faces ? Cela pourrait nécessiter des services d’usinage CNC à 5 axes, des dispositifs de serrage spécialisés et plusieurs montages.
Lorsque l’usinage 5 axes justifie le surcoût
Toutes les machines CNC ne se valent pas, et le nombre d’axes influence directement votre devis. Voici comment s’opère cette progression :
usinage 3 axes : Le cheval de bataille de l’industrie. L’outil de coupe se déplace selon les axes X, Y et Z, tandis que la pièce reste fixe. Idéal pour les pièces planes, les poches simples et les caractéristiques accessibles depuis une seule direction. Il s’agit de votre option la plus économique lorsque la géométrie de la pièce le permet.
usinage 4 axes : Ajoute un axe rotatif, permettant à la pièce de tourner pendant l’usinage. Parfait pour les pièces cylindriques comportant des caractéristiques tout autour de leur circonférence — pensez aux carter de moteur ou aux boîtiers ronds dotés de prises latérales.
usinage 5 axes : L’outil ou la pièce peut se déplacer simultanément dans cinq directions. Selon spécialistes du secteur , l'usinage simultané complet à 5 axes permet à l'outil de conserver une orientation optimale par rapport à la surface tout au long de l'opération — ce qui est essentiel pour les surfaces complexes à contours courbes.
Alors, dans quels cas ce surcoût lié à la technologie à 5 axes est-il justifié ? Examinons ces scénarios :
- Composants aéronautiques à contours complexes : Pièces présentant des courbes composées et des dégagements qui ne peuvent tout simplement pas être atteints avec des approches à 3 axes.
- Aubes d’injecteur et composants de turbine : Géométries complexes en torsion nécessitant une réorientation continue de l’outil.
- Implants médicaux : Formes organiques correspondant à l’anatomie humaine, qui exigent une capacité multi-axes.
- Cavités de moule présentant des caractéristiques profondes : le usinage à 5 axes permet d’utiliser des outils plus courts, offrant une meilleure rigidité, ce qui améliore la finition de surface et réduit les vibrations.
Voici la réalité des coûts : une fraiseuse verticale à commande numérique standard à 3 axes peut coûter entre 80 000 $ et 150 000 $, tandis que les machines à 5 axes affichent des prix nettement plus élevés en raison de leur mécanique avancée. Cet investissement en capital se répercute directement sur les tarifs horaires. Toutefois, l’usinage à 5 axes permet souvent de réduire le coût total des pièces complexes en éliminant plusieurs montages et en améliorant la qualité de surface lors d’une seule opération.
Complexité du montage et ses coûts cachés
À chaque repositionnement de votre pièce par l’opérateur, les coûts s’accumulent. Le temps de montage correspond à un temps machine non productif : la broche ne coupe pas, mais l’horloge tourne. Pire encore, chaque nouvelle orientation introduit un risque d’accumulation des tolérances, où de faibles erreurs de positionnement se cumulent d’une opération à l’autre.
Prenons l’exemple d’une pièce comportant des caractéristiques sur quatre faces. Avec l’usinage à 3 axes, cela implique potentiellement quatre montages distincts : usiner une face, arrêter la machine, repositionner et remonter la pièce dans son dispositif de serrage, vérifier l’alignement, puis poursuivre. Selon analyse des coûts de fabrication , la configuration et la programmation peuvent varier considérablement : des pièces simples peuvent nécessiter 15 minutes, tandis que des pièces complexes exigeant des parcours d’outils personnalisés peuvent demander plus de 45 heures rien que pour la programmation et la configuration.
La différence entre l’usinage sur tour et les opérations de fraisage influence également la structure de votre devis. Le tournage CNC excelle dans la réalisation de pièces cylindriques — arbres, goupilles, douilles — où la matière tourne autour d’un outil fixe. Il est généralement plus rapide et plus économique pour les géométries de révolution. Le tournage suisse pousse cette approche plus loin pour les petites pièces tournées précises, offrant une exactitude exceptionnelle.
Les opérations de fraisage traitent tout le reste : cavités, rainures, surfaces complexes en 3D et géométries non cylindriques. Lorsque votre pièce requiert à la fois des caractéristiques de tournage et de fraisage, vous devez envisager soit plusieurs machines, soit un centre tournage-fraisage — et les deux scénarios influencent le prix.
Voici des cas où des approches d’usinage plus simples permettent d’obtenir les mêmes résultats à moindre coût :
- Regroupez autant que possible les caractéristiques sur un même côté : Si un support comporte des trous de fixation, essayez de les positionner de manière à ce qu’ils soient tous accessibles depuis une seule configuration, plutôt que répartis sur plusieurs faces.
- Préférez le positionnement 3+2 à l’usinage 5 axes complet : De nombreuses pièces ne nécessitent pas un mouvement simultané sur 5 axes. Positionner les axes rotatifs puis usiner à l’aide de stratégies 3 axes (appelé positionnement 3+2 ou usinage 5 axes positionnel) coûte moins cher tout en permettant d’accéder à plusieurs angles.
- Concevez en tenant compte de la portée standard des outils : Les poches profondes nécessitant des outils à grande portée ralentissent l’usinage et augmentent les coûts. Les caractéristiques plus peu profondes s’usinent plus rapidement.
- Évitez les caractéristiques nécessitant un retournement de la pièce : Les trous traversants devant être fraisés CNC des deux côtés doublent la charge liée aux configurations. Envisagez plutôt des trous borgnes ou une refonte de la caractéristique.
- Précisez les opérations de tournage pour les sections cylindriques : Une pièce comportant un corps cylindrique avec des caractéristiques fraises peut s’avérer plus économique si elle est d’abord réalisée sur un tour, puis finie sur une fraiseuse, plutôt que d’être entièrement usinée à partir d’une brut de forge.
Le point essentiel ? Avant de finaliser ce design, demandez-vous : combien de fois cette pièce devra-t-elle être repositionnée ? Chaque réglage supplémentaire augmente les coûts, introduit des risques d’erreur et allonge les délais de livraison. Un design intelligent réduit au minimum le nombre de réglages sans compromettre la fonctionnalité — et votre devis reflétera cette efficacité.

Spécifications de tolérance et d’état de surface dans les devis
Voici un secret qui pourrait vous faire économiser des milliers d’euros : les spécifications de tolérance constituent probablement le principal facteur de coût caché dans votre devis d’usinage CNC. De nombreux ingénieurs appliquent par défaut des tolérances serrées « pour plus de sécurité », sans réaliser que chaque décimale supplémentaire peut multiplier leurs coûts par 2, par 4, voire par 24. Comprendre cette courbe des coûts transforme totalement votre approche des spécifications de pièces — et a un impact considérable sur le montant de votre facture.
La relation entre la tolérance et le coût n’est pas linéaire : elle est exponentielle. Passer d’une tolérance standard de ±0,005 po à une tolérance de précision de ±0,001 po n’entraîne pas simplement une augmentation de 20 % de votre devis — cela peut tripler ou quadrupler le prix. Pourquoi ? Parce que des tolérances plus serrées exigent des vitesses d’usinage réduites, des équipements plus précis, des étapes d’inspection supplémentaires et des taux de rejet plus élevés. Chaque micron de précision supplémentaire amplifie ces exigences.
Le coût réel d’une spécification excessive des tolérances
Imaginez que vous établissez un devis pour une commande de pièces usinées sur mesure, des supports en aluminium. Avec des tolérances standard, chaque support coûte 50 $, mais votre plan impose une tolérance de ±0,001 po sur toutes les dimensions — y compris les surfaces externes non critiques. Du jour au lendemain, le prix de ce support passe à 150–200 $. Selon des analyses sectorielles, des tolérances serrées peuvent augmenter les coûts d’usinage CNC de 2 à 4 fois pour une précision de ±0,001 po, et jusqu’à 24 fois pour des spécifications ultra-serrées de ±0,0001 po, comparé aux tolérances standard.
Voici ce qui se produit en coulisses lorsque vous spécifiez des tolérances serrées :
- Vitesses d’usinage réduites : Les services d'usinage CNC de précision nécessitent des vitesses d'avance réduites et des passes plus légères. Ce qui prend une heure avec des tolérances standard peut prendre trois heures avec des spécifications serrées.
- Équipement spécialisé : Les travaux ultra-serrés exigent souvent des environnements à température contrôlée ainsi que des machines à haute précision dotées d'une rigidité renforcée.
- Des contrôles d'inspection intensifs : Les pièces standards font l'objet d'un contrôle ponctuel. Les pièces aux tolérances serrées requièrent un contrôle à 100 % par machine à mesurer tridimensionnelle (CMM), ce qui ajoute uniquement des coûts de mesure de 50 à 150 $ par pièce.
- Taux de rebut plus élevés : Des pièces qui seraient acceptées lors d’un contrôle standard sont rejetées dans le cadre de spécifications serrées. Cette perte est intégrée à votre devis.
- Délais de livraison prolongés : Prévoyez un délai de livraison deux à trois fois plus long lorsque vous spécifiez des services d’usinage de précision avec des tolérances serrées.
Le tableau ci-dessous illustre la manière dont les niveaux de tolérance se traduisent par des coefficients multiplicateurs de coût :
| Plage de tolérance | Application typique | Multiplicateur de coût | Méthode d'inspection | Impact sur le délai de livraison |
|---|---|---|---|---|
| ±0,005 po (±0,13 mm) | Fonctionnalités à usage général, non critiques | 1x (valeur de référence) | Pieds à coulisse, micromètres | Standard (5 à 7 jours) |
| ±0,002" (±0,05 mm) | Surfaces d’assemblage, interfaces d’assemblage | 1,5 à 2 × | Indicateurs numériques, jauges de précision | +40 % (7 à 10 jours) |
| ±0,001" (±0,025 mm) | Ajustement des roulements, surfaces d'étanchéité | 3 à 4 fois | Inspection au CMM requise | +100 % (10 à 14 jours) |
| ±0,0005 po (±0,0125 mm) | Instruments de précision, critiques pour l'aérospatiale | 6 à 10 fois | Machine à mesurer tridimensionnelle (MMT) haute précision, environnement contrôlé | +150 % (14 à 18 jours) |
| ±0,0001 po (±0,0025 mm) | Ultra-précision, composants optiques | 10 à 24 fois | Métrologie spécialisée, salle climatisée | +200 à 300 % (14 à 21 jours) |
Alors, comment identifier les cotes qui nécessitent réellement des tolérances serrées ? Posez-vous une seule question simple : « Que se passerait-il si cette cote variait de ± 0,1 mm ? » Si la réponse implique un échec d'assemblage, des problèmes fonctionnels ou des préoccupations liées à la sécurité, spécifiez des tolérances serrées. Si la réponse est « rien de critique », des tolérances standard conviendront parfaitement — et coûteront beaucoup moins cher.
Les dimensions critiques incluent généralement :
- Surfaces d'assemblage où les pièces doivent s'ajuster précisément
- Les portées de roulements et les ajustements d’arbres nécessitant des jeux spécifiques
- Les surfaces d’étanchéité pour joints toriques et joints plats
- Les raccords filetés soumis à charge
- Les éléments de positionnement pour l’assemblage en aval
Les caractéristiques non critiques — bords extérieurs, surfaces décoratives et trous de dégagement — fonctionnent parfaitement avec des tolérances standard. Un fournisseur automobile européen l’a découvert sur le terrain : en assouplissant les tolérances non critiques de ±0,01 mm à ±0,03 mm tout en maintenant des spécifications serrées uniquement sur les caractéristiques critiques, il a réduit ses coûts d’usinage d’environ 22 %.
Options de finition de surface et leurs niveaux de prix
Les spécifications de finition de surface suivent un schéma de coût similaire. Plus la surface de votre pièce doit être lisse, plus son coût sera élevé — mais toutes les applications ne requièrent pas une finition miroir. Comprendre les différentes options vous permet de spécifier exactement ce qui est nécessaire, sans dépenser inutilement.
La rugosité de surface est mesurée en Ra (rugosité moyenne), les valeurs plus faibles indiquant des surfaces plus lisses. Voici comment les différents niveaux de finition influencent votre devis :
Usiné tel quel (Ra 3,2–6,3 µm) : Il s'agit de la pièce telle qu'elle sort directement de l'opération d'usinage CNC. Des marques d'outil restent visibles, mais la surface est fonctionnelle pour la plupart des applications mécaniques. Il s'agit de votre option de coût de base — aucun traitement supplémentaire n'est requis.
Usinage standard (Ra 1,6–3,2 µm) : Finition plus soignée obtenue grâce à des paramètres de coupe optimisés. Selon les recherches sur les finitions de surface, cette plage est souvent suffisante pour les essais fonctionnels et entraîne une augmentation de coût minimale par rapport aux pièces usinées telles quelles.
Finition fine (Ra 0,8–1,6 µm) : Nécessite des avances plus lentes, des pas d’usinage plus fins et éventuellement des opérations secondaires. Prévoyez une augmentation de coût de 15 à 25 % par pièce. Convient aux composants visibles et aux ajustements de précision.
Polissage (Ra < 0,8 µm) : Nécessite des opérations de finition manuelle supplémentaires ou des opérations de polissage spécialisées. Peut ajouter 20 à 40 % au temps d’usinage. Indispensable pour les surfaces d’étanchéité, les applications optiques et les finitions haut de gamme.
Le choix du matériau influence les finitions réalisables. Les services d’usinage CNC du polycarbonate et de l’acrylique bénéficient de stratégies d’usinage spécifiques afin d’éviter les marques thermiques et d’obtenir une clarté optique. Les métaux comme l’aluminium et le laiton se polissent plus facilement que l’acier inoxydable, ce qui affecte à la fois la qualité de la finition et le coût.
Quelle est la recommandation pratique ? Adapter la finition de surface à sa fonction. Un mécanisme d’engrenage prototype peut nécessiter une rugosité moyenne Ra de 0,8 µm sur les surfaces de palier pour un fonctionnement optimal — des études montrent qu’un engrenage avec une rugosité Ra de 0,8 µm subit 15 % de pertes de couple en moins par rapport à une rugosité Ra de 3,2 µm. En revanche, le boîtier externe ? Une rugosité standard Ra de 3,2 µm convient parfaitement, sauf s’il est destiné à être visible par le client.
Avant de finaliser votre prochaine demande de devis, passez en revue chaque tolérance et spécification de finition figurant sur votre plan. Remettez-en chacune en question. Vous pourriez ainsi découvrir que 80 % des cotes de votre pièce peuvent utiliser des tolérances standard, tandis que seuls 20 % nécessitent réellement un contrôle serré — et cette simple prise de conscience pourrait à elle seule réduire votre devis de 30 à 50 %.
Économie liée à la taille des lots et structures tarifaires basées sur le volume
Voici une question qui surprend bon nombre d’acheteurs novices : pourquoi un prototype unique coûte-t-il 315 $, alors que la commande de 100 exemplaires identiques ramène le prix à seulement 18 $ l’unité ? La réponse réside dans l’un des principes les plus puissants — mais souvent mal compris — de l’économie des devis en usinage CNC : l’amortissement des coûts de mise en place. Maîtriser ce concept transforme radicalement la façon dont vous planifiez vos commandes et budgétisez vos projets.
La formule sous-jacente à tout devis fondé sur le volume est trompeusement simple :
Prix unitaire = (Coût de mise en place unique ÷ Quantité commandée) + Coût variable par pièce
Ce coût fixe de configuration—couvrant la programmation, la fabrication des dispositifs de fixation, la préparation des outils et l’inspection du premier article—est réparti sur chaque pièce commandée. Commandez une seule pièce, et vous supportez l’intégralité de ce coût de configuration. Commandez 1 000 pièces, et chaque pièce ne supporte qu’une infime fraction de cette charge.
Comment fonctionnent réellement les remises pour quantité
Illustrons cela concrètement. Imaginez une commande de pièces usinées CNC avec des coûts de configuration s’élevant à 300 $ et des coûts variables de 15 $ par pièce. Selon l’analyse tarifaire sectorielle, voici comment l’économie évolue :
- 1 pièce : 300 $ de configuration + 15 $ variables = 315 $ par unité
- 10 pièces : 30 $ de part de configuration + 15 $ variables = 45 $ par unité
- 100 pièces : 3 $ de part de configuration + 15 $ variables = 18 $ par unité
- 1 000 pièces : 0,30 $ de part de configuration + 15 $ variables = 15,30 $ par unité
Remarquez-vous quelque chose de crucial ? La baisse des prix est la plus spectaculaire au tout début. Passer de 1 à 10 pièces réduit votre prix unitaire d’usinage CNC de 86 %. Mais passer de 100 à 1 000 pièces ne permet qu’une économie supplémentaire de 15 %. Lorsque vous atteignez des volumes de production, vous vous rapprochez du « plancher » réel — le coût variable qui englobe les matières premières, le temps machine et la main-d’œuvre directe.
C’est pourquoi les acheteurs expérimentés demandent des devis avec tarifs dégressifs. Demander des devis pour 1, 10, 50, 100 et 500 unités permet de déterminer précisément les seuils optimaux pour votre pièce spécifique. Certaines pièces usinées CNC présentent des ruptures tarifaires marquées dès 25 unités ; d’autres n’offrent pas d’économies significatives avant 200 unités ou plus.
Un mot d’avertissement : les experts en fabrication signalent que les fournisseurs indiquant « 0 $ de frais NRE » sur les devis de prototypes cachent souvent les coûts de mise en route dans des prix unitaires gonflés. Cela rend leur devis attractif pour 10 pièces, mais crée des problèmes lors du passage à l’échelle. Un partenaire transparent distingue clairement ces coûts.
Stratégies de devis pour prototypes et production
La transition du prototypage CNC à la production ne consiste pas uniquement à commander davantage de pièces : elle implique de choisir l’approche de fabrication adaptée à chaque étape. Différentes méthodes deviennent rentables à des volumes différents, et les acheteurs avisés planifient leur stratégie de quantité en conséquence.
Voici les paliers de volume typiques et leurs caractéristiques tarifaires :
- Quantités de prototypes (1 à 10 unités) : Les coûts de mise en place dominent votre devis. Les prix unitaires sont les plus élevés, mais cela est intentionnel : vous payez la rapidité, la flexibilité et la possibilité de valider vos conceptions avant de vous engager dans la fabrication d’outillages de production. À ce stade, les services d’usinage de prototypes privilégient la rapidité d’exécution plutôt que l’économie par pièce.
- Production à faible volume (10 à 100 unités) : Le point optimal où l’usinage CNC excelle véritablement. Les coûts de mise en place se répartissent suffisamment pour devenir raisonnables, tandis que les quantités restent suffisamment faibles pour éviter des outillages dédiés coûteux. De nombreuses commandes de pièces CNC sur mesure demeurent durablement dans cette fourchette.
- Production à volume intermédiaire (100 à 1 000 unités) : Les coûts unitaires se stabilisent près du seuil des coûts variables. À ce stade, les fournisseurs peuvent accorder des remises supplémentaires grâce à une fixation optimisée, à une planification par lots et à une réduction de la fréquence des inspections après l’approbation du premier article.
- Production à grande échelle (1 000 unités et plus) : L’usinage CNC reste viable, mais des procédés alternatifs (moulage par injection, moulage sous pression) peuvent devenir plus économiques selon la géométrie de la pièce. Les recommandations relatives au choix du procédé indiquent que l’usinage CNC est généralement privilégié jusqu’à environ 500 à 2 000 unités, au-delà desquelles les alternatives par moulage ou moulage sous pression méritent une évaluation sérieuse.
Comment planifier vos quantités afin d’optimiser les coûts sans sur-engager votre stock ? Commencez par bien comprendre votre prévision réelle de la demande. Commander 500 pièces pour bénéficier d’une remise sur les volumes n’a aucun sens si vous n’en vendrez que 50 cette année — les coûts de stockage érodent rapidement ces économies. Recherche sur le dimensionnement économique des lots montre que les coûts de stockage peuvent représenter 20 à 60 % de la valeur des stocks annuellement.
Une approche plus intelligente : négocier des commandes-cadres avec des livraisons programmées. Engagez-vous à commander 500 pièces sur 12 mois, mais recevez-les par lots mensuels de 40 à 50 unités. Vous bénéficiez ainsi de tarifs dégressifs liés au volume, tout en évitant les coûts d’entreposage et la pression sur votre trésorerie. La plupart des fournisseurs accueillent favorablement cet arrangement, car il leur permet une planification prévisible de leur charge de travail.
Le résultat final ? Chaque devis raconte une histoire liée au volume. Apprenez à la décoder, et vous prendrez des décisions plus éclairées quant au moment de réaliser un prototype, de passer à l’échelle et du nombre exact de pièces à commander à chaque étape de votre projet.

Évaluation et comparaison de plusieurs devis
Vous avez recueilli des devis provenant de trois fournisseurs différents. L’un s’élève à 12 000 $, un autre à 15 500 $, et le troisième à 18 200 $. Une décision facile, n’est-ce pas ? Il suffit de choisir l’option la moins chère et de passer à autre chose.
Pas si vite. Ce devis de 12 000 $ pourrait en réalité vous coûter 25 000 $ une fois pris en compte les rejets liés à la qualité, les retards sur les délais et l’urgence de trouver un fournisseur de remplacement en plein milieu du projet. Le service d’usinage CNC le plus coûteux sur papier offre parfois la meilleure valeur — tandis que le moins cher peut se transformer en cauchemar dévastateur pour votre budget.
Savoir évaluer les devis au-delà du montant affiché au bas de la page distingue les professionnels des achats performants de ceux qui passent leur temps à gérer des problèmes récurrents avec leurs fournisseurs. Construisons ensemble un cadre d’évaluation qui reflète la valeur réelle, et non seulement le prix indiqué.
Au-delà des critères de comparaison des prix
Lorsque vous recherchez « usines d’usinage à proximité » ou « ateliers d’usinage CNC à proximité », vous obtenez des dizaines d’options. Chacune d’elles vous enverra volontiers un devis. Or, une évaluation professionnelle prend en compte l’ensemble du tableau — car les services d’usinage les moins chers cachent souvent des coûts qui ne se révèlent qu’après votre engagement.
Voici ce que les acheteurs expérimentés évaluent en complément du prix :
Fiabilité des délais de livraison : Un délai de livraison indiqué ne signifie rien si le fournisseur livre systématiquement en retard. Demandez-lui des indicateurs de livraison dans les délais. Selon des recherches menées dans le secteur manufacturier, le délai de réponse aux demandes techniques devrait être inférieur à 24 heures, avec des explications détaillées faisant référence aux plans ou aux spécifications. Les fournisseurs qui communiquent mal durant la phase de devis rarement n’améliorent pas leur performance une fois que vous avez passé votre commande.
Capacité technique : Le fournisseur dispose-t-il réellement des équipements nécessaires pour produire vos pièces ? Le devis d’un atelier mécanique local peut sembler attractif, mais s’il envisage de sous-traiter votre usinage 5 axes à un prestataire externe, vous perdez tout contrôle sur la qualité et le calendrier. Interrogez-le précisément sur sa liste d’équipements et vérifiez si vos pièces seront effectivement fabriquées en interne.
Systèmes qualité : Quels équipements d'inspection utilisent-ils ? Fournissent-ils des rapports d'inspection du premier article ? Pour les travaux de précision, vérifiez qu'ils disposent d'une capacité de mesure par machine à mesurer tridimensionnelle (CMM) et de registres d'étalonnage. Les recommandations sectorielles suggèrent que, lors des audits, vous devriez vérifier les registres d'étalonnage de l'usine pour les équipements d'inspection, mis à jour au moins une fois par an afin d'assurer leur exactitude.
Réactivité dans la communication : Combien de temps a-t-il fallu pour recevoir le devis ? Vos questions techniques ont-elles reçu des réponses claires ? Selon les critères d'évaluation des fournisseurs, une communication efficace renforce la confiance et garantit l'alignement du projet : une usine fiable accorde la priorité à la réactivité et au soutien technique tout au long du processus.
Stabilité financière : La cessation d'activité d'un fournisseur en cours de projet entraîne des retards catastrophiques. Pour les commandes importantes, envisagez de demander des références financières ou de consulter les cotes de crédit.
Exigences en matière de certification par secteur
Les certifications industrielles ne sont pas seulement des logos impressionnants : elles représentent des systèmes qualité audités, des processus documentés et une responsabilité avérée. Lorsque vous recherchez des ateliers d’usinage à proximité pour des applications critiques, les certifications permettent de distinguer les ateliers amateurs des ateliers professionnels d’usinage CNC.
Voici les cas où des certifications spécifiques revêtent une importance particulière :
ISO 9001:2015 : Selon normes de certification industrielle l’ISO 9001 est considérée comme la forme de certification manufacturière la plus universelle, applicable à tous les secteurs industriels, quelle que soit leur taille. Elle atteste que les produits ou services d’une organisation répondent aux attentes des clients et aux exigences réglementaires. Il s’agit de votre niveau de référence : tout fournisseur sérieux devrait détenir cette certification.
IATF 16949 : Essentiel pour le travail automobile. Cette norme mondiale de gestion de la qualité est spécifiquement conçue pour le secteur automobile, s'appuyant sur la norme ISO 9001 et intégrant des exigences supplémentaires en matière de conception de produits, de procédés de production et de normes spécifiques aux clients. Si vous fabriquez des composants automobiles, les fournisseurs non certifiés IATF 16949 engendrent des risques de non-conformité.
AS9100D : Critique pour les applications aéronautiques. Cette certification atteste que les pièces répondent aux exigences de sécurité, de qualité et aux hauts niveaux de performance imposés par le secteur de l’aviation. Selon des experts en certification, l’une des raisons pour lesquelles une certification spécifique existe dans le domaine aéronautique tient à la très grande spécificité et au caractère hautement technique de tous les aspects liés à la sécurité et à la conformité.
ISO 13485 : Obligatoire pour la fabrication de dispositifs médicaux. Elle garantit que tous les dispositifs médicaux sont conçus et fabriqués en tenant compte de la sécurité, la sécurité et le bien-être des patients étant primordiaux.
ISO 14001 : Certification en gestion environnementale — de plus en plus importante pour les entreprises dont la chaîne d’approvisionnement impose des exigences en matière de durabilité.
Ne payez pas un supplément pour des certifications dont vous n’avez pas besoin. Les pièces industrielles générales ne nécessitent pas la certification aérospatiale AS9100D. Toutefois, n’acceptez jamais un fournisseur non certifié dans les secteurs réglementés — l’exposition aux risques de responsabilité et aux risques de non-conformité dépasse largement toute économie réalisée.
Surveillez ces signaux d’alerte qui suggèrent qu’un devis pourrait entraîner des problèmes :
- Prix anormalement bas : Si un devis est inférieur de 40 % à ceux de la concurrence, quelque chose ne va pas. Le fournisseur a peut-être mal interprété les spécifications, envisage de faire des compromis sur la qualité ou est désespéré pour obtenir du travail — aucune de ces hypothèses n’est rassurante.
- Postes flous : Les devis professionnels détaillent clairement les coûts. Une tarification « tout compris » regroupée masque d’éventuelles surprises liées à des modifications ultérieures.
- Absence de reconnaissance des tolérances : Si votre plan indique des tolérances de ±0,001 pouce et que le devis ne mentionne pas la capacité de précision, le fournisseur n’a probablement pas lu attentivement vos exigences.
- Aucune documentation qualité proposée : Les fournisseurs réputés mentionnent spontanément les rapports d’inspection, les certificats de matériaux et les systèmes qualité.
- Communication lente ou peu claire : Des difficultés à obtenir des réponses durant la phase de devis prédisent des problèmes lors de la production.
- Réticence à fournir des références : Les fournisseurs établis acceptent volontiers les vérifications de références. Une résistance à cet égard suggère qu’ils ont quelque chose à cacher.
- Délais de livraison irréalistes : Des délais annoncés nettement plus courts que ceux des concurrents peuvent indiquer des problèmes de capacité ou l’intention de précipiter votre commande.
- Aucune mention de certifications : Dans les secteurs réglementés, les fournisseurs certifiés mettent en avant de façon explicite leurs qualifications.
Pour structurer efficacement votre évaluation, créez un tableau comparatif sous forme de feuille de calcul qui pondère ces facteurs de manière appropriée. Attribuez des notes (de 1 à 5) pour chaque critère, multipliez-les par leur poids d’importance respectif, puis calculez les scores globaux de valeur — et non pas uniquement les classements selon le prix. Un devis 20 % plus élevé, mais assorti d’une livraison ponctuelle prouvée, de certifications adéquates et d’une communication réactive, représente souvent une meilleure valeur globale que l’offre la moins chère comportant des points d’interrogation dans des catégories critiques.
Rappelez-vous : l'objectif n'est pas de trouver le devis le moins cher, mais bien de trouver un partenaire offrant la meilleure valeur, capable de livrer des pièces de qualité dans les délais, systématiquement.
Erreurs courantes dans les devis et comment les éviter
Jusqu'à présent, vous avez tout fait correctement : optimisation de votre conception, sélection du matériau approprié et demande de devis auprès de fournisseurs qualifiés. Or, votre devis revient avec des prix gonflés, des postes de facturation imprécis ou une demande de précisions qui retarde votre projet de deux semaines. Que s'est-il passé ?
La réponse réside généralement dans la manière dont vous avez préparé et soumis votre dossier de demande de devis (RFQ). Selon des experts du secteur, la documentation incomplète constitue la cause la plus fréquente de blocages lors de l'établissement des devis. L'absence de tolérances, la non-spécification des matériaux ou des notes imprécises perturbent à la fois l'établissement du devis et la fabrication, obligeant les fournisseurs à formuler des hypothèses qui ne correspondent souvent pas à vos exigences réelles — et ces hypothèses sont rarement favorables à votre budget.
Les bonnes nouvelles ? Ces erreurs sont entièrement évitables. Examinons les lacunes documentaires qui gonflent les devis et les réalités concernant les délais de livraison, qui prennent les acheteurs au dépourvu.
Lacunes documentaires qui gonflent les devis
Imaginez que vous êtes un fournisseur de machines à commande numérique (CNC) examinant une demande de devis (RFQ) entrante. Le client vous a envoyé un fichier CNC présentant une géométrie correcte, mais voici ce qui manque : aucune indication de tolérances, aucune spécification du matériau au-delà de « aluminium », et aucune précision concernant l’état de surface requis. Que faites-vous ?
Vous avez deux choix : interrompre immédiatement le processus afin de poser des questions éclaircissantes (ce qui retarde l’établissement du devis de plusieurs jours), ou formuler des hypothèses prudentes afin de protéger votre atelier contre une sous-évaluation. La plupart des fournisseurs optent pour la deuxième solution — or, des hypothèses prudentes se traduisent par des prix plus élevés pour vous.
Selon les spécialistes de l'usinage de précision, de nombreux acheteurs commettent l'erreur de n'inclure que le fichier STEP dans leurs demandes de devis. Bien que les fichiers STEP soient effectivement utiles, les fichiers PDF sont également essentiels, car ils contiennent des indications importantes concernant les tolérances, les matériaux, le traitement thermique, la finition de surface, etc. Sans ces informations, il est quasiment impossible d’établir un devis précis.
Voici une liste exhaustive des informations essentielles que toute demande de devis doit inclure :
- fichiers CAO 3D dans des formats universels : Les fichiers STEP (.step/.stp) ou IGES sont largement acceptés et préservent fidèlement la géométrie. Évitez les formats propriétaires nécessitant des logiciels spécifiques pour être ouverts.
- dessins techniques 2D avec indications GD&T : Des dessins au format PDF indiquant toutes les cotes critiques, les tolérances, les références (datums) et les exigences d’inspection. C’est ici que votre stratégie en matière de tolérances est clairement communiquée.
- Spécifications complètes des matériaux : Pas seulement « acier inoxydable », mais « acier inoxydable 316L, état recuit ». Inclure la nuance, l’état de trempe, les exigences de dureté et toutes les certifications requises (certificats de laminage, conformité RoHS).
- Exigences en matière de finition de surface : Préciser les valeurs Ra pour les surfaces critiques. Indiquer quelles surfaces sont esthétiques et lesquelles sont fonctionnelles.
- Quantité et prévision volumique : Indiquer à la fois la quantité de la commande immédiate et la consommation annuelle prévue. Cela permet aux fournisseurs d’offrir des prix adaptés aux volumes.
- Date de livraison requise : Soyez précis. « Dès que possible » n’est pas une date de livraison — c’est une invitation à appliquer des frais de traitement accéléré.
- Opérations secondaires : Les exigences en matière de traitement thermique, de placage, d’anodisation, de gravure ou d’assemblage doivent être clairement documentées.
- Exigences en matière d’inspection et de documentation : Rapports d’inspection du premier article, données de machine à mesurer tridimensionnelle (CMM), certificats de matériau ou besoins spécifiques à l’industrie en matière de documentation.
- Spécifications des filetages : Préciser le type de filetage, la classe d’ajustement et la profondeur. Pour les trous borgnes, indiquer la spécification relative au fond du trou.
- Exigences en matière d’emballage : Pour les pièces usinées CNC de précision, un emballage protecteur peut être essentiel afin d’éviter tout dommage pendant le transport.
Lorsque les fichiers CNC et les plans ne correspondent pas, les fournisseurs se trouvent face à un dilemme. Quel document prime ? Les recommandations en matière de fabrication soulignent que les fournisseurs effectuent des revues plus précises lorsque les fichiers sont propres, cohérents et correctement structurés — toute incohérence entre le modèle 3D et les annotations du plan crée de la confusion et entraîne des retards.
Le coût d’une documentation incomplète va au-delà des délais dans l’établissement des devis. Des spécifications imprécises ouvrent la porte à des litiges sur la portée des travaux pendant la production. Vous attendiez des surfaces polies ; le fournisseur a livré des pièces telles qu’usinées. Votre plan était ambigu, et vous devez désormais assumer des frais de reprise ou faire face à des retards de projet pendant la résolution du litige.
Attentes en matière de délais de livraison contre réalité
Voici une conversation qui se produit bien trop souvent : « Je dois recevoir ces pièces usinées dans cinq jours. Pouvez-vous les livrer dans ce délai ? »
Le fournisseur dit oui — parce qu’il a besoin de ce travail. Mais voici ce qu’il ne vous a pas dit : ce délai de cinq jours suppose que les matériaux sont en stock (ce n’est pas le cas), qu’aucune complication liée à la programmation ne survient (or elles surviendront) et qu’aucun autre travail dans sa file d’attente ne prendra le pas (ce qui pourrait toutefois se produire). Vos pièces « en cinq jours » arrivent au bout de trois semaines, et l’ensemble de votre calendrier de projet s’effondre.
Des délais de livraison irréalistes engendrent des problèmes en cascade :
Les frais accélérés font augmenter considérablement les coûts : Les commandes expédiées nécessitent du travail supplémentaire, un approvisionnement prioritaire en matériaux et une perturbation des autres travaux planifiés. Prévoyez des majorations de 25 à 50 % pour des commandes véritablement urgentes — et cela, à condition que le fournisseur puisse effectivement respecter votre calendrier.
La qualité pâtit de la pression : L’usinage accéléré laisse moins de temps pour un réglage soigneux, réduit la fréquence des inspections et augmente les taux de rejet. Les pièces arriveront peut-être plus vite, mais répondront-elles à vos spécifications ?
La disponibilité des matériaux crée des retards cachés : Les alliages d'aluminium standard peuvent être expédiés en quelques jours, mais les nuances spécialisées ou les alliages exotiques peuvent nécessiter plusieurs semaines de délai d'approvisionnement auprès des laminoirs. Votre fournisseur ne peut pas usiner de pièces métalliques sur mesure tant que le matériau n'est pas arrivé.
Selon Spécialistes de l'usinage CNC la plupart des fournisseurs réputés vous transmettent leurs devis dans un délai de 48 à 72 heures, à condition que les fichiers fournis soient clairs et complets. Pour les travaux urgents ou les demandes à fort volume, les délais peuvent varier — toutefois, des réponses plus rapides sont courantes lorsque vous collaborez avec un fournisseur de confiance qui connaît bien vos exigences.
À quoi ressemble un délai d’approvisionnement réaliste pour des composants usinés CNC ? Voici un cadre général :
- Pièces prototypes simples (matériaux standards) : 5 à 10 jours ouvrables à compter de la confirmation de commande
- Pièces prototypes complexes (plusieurs montages) : 10 à 15 jours ouvrables
- Commandes de production (matériaux standards) : 2 à 4 semaines selon la quantité
- Pièces nécessitant des tolérances serrées : Ajouter 3 à 5 jours pour des contrôles supplémentaires et d’éventuels cycles de reprise
- Opérations secondaires (anodisation, traitement thermique) : Ajouter 3 à 7 jours selon le procédé
- Matières spécialisées : Ajouter le délai d’approvisionnement des matériaux, qui peut varier de quelques jours à plusieurs semaines
Quelle est la démarche la plus judicieuse ? Intégrez un temps tampon dans votre calendrier de projet et communiquez dès le départ des attentes réalistes. Selon les recommandations du secteur, formuler des prévisions précises de livraison permet aux fournisseurs de planifier leur capacité de production et leur emploi du temps, ce qui conduit à des devis plus fiables et à une performance de livraison plus constante.
Lorsque vous soumettrez votre prochaine demande de devis (RFQ), n’oubliez pas que la qualité des informations que vous fournissez détermine directement la précision du devis reçu. Une documentation complète élimine toute hypothèse. Des délais réalistes évitent les erreurs liées à la précipitation. Ensemble, ils constituent la base d’un partenariat fructueux en usinage CNC — tarifs précis, livraisons fiables et pièces conformes à vos spécifications dès la première fabrication.
Choisir entre les devis en ligne et les processus traditionnels de demande de devis (RFQ)
Vous avez préparé votre documentation, optimisé votre conception et vous êtes prêt à demander un devis. Mais voici une décision que de nombreux acheteurs négligent : devez-vous utiliser une plateforme de devis instantanés ou privilégier un processus classique de demande de prix (RFQ) ? La réponse dépend entièrement de la complexité de votre pièce, de vos besoins en volume et de vos exigences en matière de qualité ; choisir la mauvaise option peut vous coûter à la fois du temps et de l’argent.
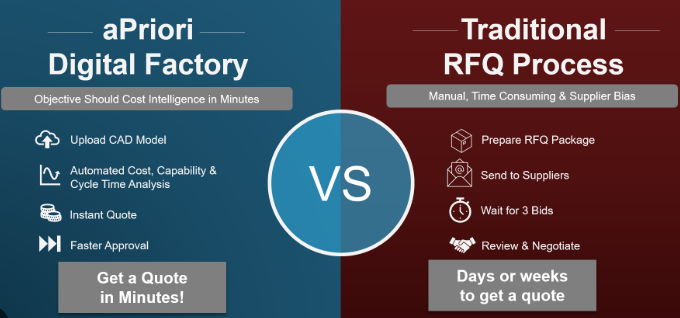
Les services d’usinage CNC en ligne ont profondément transformé la façon dont les acheteurs accèdent à la fabrication. Selon des études sectorielles, les systèmes de devis instantanés CNC en ligne fournissent un prix et des retours sur l’usinabilité en temps réel en 5 à 60 secondes, contre 1 à 5 jours pour les devis manuels traditionnels. Cette rapidité est révolutionnaire pour la réalisation de prototypes et les pièces simples. Toutefois, la vitesse n’est pas tout — surtout lorsque la précision, les certifications et la fiabilité de la production entrent en jeu.
Comprendre dans quels cas chaque approche apporte une valeur maximale vous aide à prendre des décisions plus judicieuses en matière d’approvisionnement. Examinons les scénarios où chaque méthode excelle.
Quand les devis instantanés sont les plus efficaces
Les plateformes de devis instantanés excellent dans des scénarios spécifiques où la standardisation et la rapidité priment sur les besoins de personnalisation. Si vous recherchez un usinage CNC à proximité et avez besoin de pièces rapidement, ces plateformes peuvent s’avérer remarquablement efficaces.
Voici les cas où un devis instantané est pertinent :
- Géométries standard avec des caractéristiques courantes : Des pièces présentant des poches, des trous et des contours externes simples que les algorithmes peuvent analyser avec précision. Selon l’analyse des plateformes, les systèmes de devis instantanés gèrent exceptionnellement bien les dimensions standard des pièces, les matériaux et les tolérances.
- Sélections courantes de matériaux : L’aluminium 6061, l’acier inoxydable 304, l’ABS et d’autres matériaux largement disponibles sont correctement cotés, car les données tarifaires sont fiables et la disponibilité des matériaux est prévisible.
- Quantités destinées au prototypage (1 à 25 unités) : Lorsque vous avez besoin de quelques pièces rapidement pour valider une conception, les plateformes instantanées fournissent des devis en quelques secondes et livrent les pièces en quelques jours. C’est là leur domaine d’excellence.
- Exigences de tolérance standard : Les pièces dont les tolérances sont spécifiées à ±0,005 po ou moins strictes s’intègrent aisément dans les algorithmes de devis automatisés. Des tolérances plus strictes nécessitent un examen humain.
- Cycles d’itération de conception : Lorsque vous modifiez fréquemment la géométrie et que vous avez besoin d’un retour rapide sur les coûts, le téléchargement de fichiers révisés prend quelques minutes plutôt que plusieurs jours.
La technologie sous-jacente à ces plateformes est impressionnante. Les systèmes leaders tels que Xometry et Protolabs utilisent des devis pilotés par l’intelligence artificielle, associés à des réseaux comptant plus de 10 000 fournisseurs, et prennent en charge des tolérances aussi strictes que ±0,025 mm ainsi que plus de 60 matériaux. Protolabs livre des pièces en aussi peu qu’un jour pour les prototypes urgents.
Toutefois, des experts en usinage de précision mettent en garde contre le fait que les devis instantanés simplifient souvent excessivement des géométries complexes et ne tiennent pas compte de caractéristiques, de tolérances ou d’exigences d’usinage particulières. Les algorithmes émettent des hypothèses génériques concernant les propriétés des matériaux et les procédés d’usinage, qui peuvent ne pas correspondre aux besoins spécifiques de votre projet.
Utilisez les devis instantanés comme point de référence initial. Ils vous indiquent ce que le marché facture pour les travaux standards — un contexte inestimable lors de l’évaluation ultérieure de devis personnalisés.
Situations nécessitant des processus de demande de prix personnalisés
Lorsque vos besoins sortent des paramètres standard, les processus traditionnels de demande de prix (RFQ) apportent une valeur que les algorithmes ne sauraient égaler. L’engagement direct avec les fournisseurs devient essentiel pour les projets complexes, et le temps supplémentaire investi porte ses fruits en termes de précision et de fiabilité.
Envisagez des processus de demande de prix personnalisés lorsque votre projet implique :
Des géométries complexes nécessitant un examen technique : Les pièces présentant des courbes composées, des cavités profondes, des parois minces ou des caractéristiques multi-axes bénéficient d’une analyse humaine. Selon des recherches dans le domaine de la fabrication, des ingénieurs expérimentés sont capables d’évaluer des géométries complexes et des exigences non standard que les systèmes automatisés risquent de mal interpréter, réduisant ainsi les erreurs de tarification qui peuvent dépasser ±10 à 15 % pour les pièces très complexes.
Matières spécialisées : Les alliages exotiques, les polymères de qualité médicale ou les matériaux nécessitant des certifications spécifiques exigent une expertise en approvisionnement. Les services d’usinage CNC par tournage pour les applications aéronautiques impliquent souvent des nuances de titane ou des superalliages à base de nickel, qui requièrent des connaissances spécialisées.
Exigences strictes de tolérance : Lorsque vos spécifications exigent une tolérance de ±0,001 po ou plus stricte, vous avez besoin d’un fournisseur maîtrisant les équipements, les méthodes d’inspection et la maîtrise des procédés nécessaires. Les applications d’usinage médical exigent fréquemment ce niveau de précision.
Engagements relatifs au volume de production : Pour les séries de production continues, la négociation directe permet d’obtenir des prix dégressifs, des commandes-cadres et une capacité dédiée que les plateformes instantanées ne sauraient offrir.
Exigences en matière de certification sectorielle : C’est ici que les processus personnalisés de demande de devis deviennent indispensables. Selon des experts en contrôle qualité, de nombreux secteurs industriels appliquent des directives strictes en matière de sécurité et de performance des composants. En l’absence de mesures adéquates de contrôle qualité, les pièces risquent de ne pas satisfaire aux exigences réglementaires, ce qui peut entraîner le rejet des commandes et des risques juridiques potentiels.
Pour les applications automobiles et à haute précision nécessitant des certifications telles que l’IATF 16949, des fournisseurs spécialisés disposant de capacités de maîtrise statistique des procédés (SPC) établissent des devis prenant en compte les systèmes qualité requis pour la production de composants destinés à un usage industriel. Ces certifications garantissent des processus documentés, une traçabilité assurée et une qualité constante, des garanties que les plateformes de devis instantanés ne sauraient tout simplement offrir.
Des fabricants comme Shaoyi Metal Technology démontrer comment les fournisseurs spécialisés allient rapidité et précision — offrant des délais de réponse aux demandes de devis extrêmement courts, avec des délais d’exécution pouvant être aussi brefs qu’un jour ouvrable pour l’usinage CNC de précision. Leur certification IATF 16949 et leurs capacités en contrôle statistique des procédés (SPC) les rendent particulièrement adaptés aux applications automobiles exigeant des ensembles de châssis et des composants métalliques sur mesure, pour lesquels une documentation qualité rigoureuse est obligatoire.
L’approche hybride s’avère souvent la plus efficace pour les acheteurs avertis : utiliser les devis instantanés afin d’établir une fourchette de prix de base et de valider des budgets préliminaires, puis solliciter des devis personnalisés auprès de fournisseurs qualifiés pour les commandes de production. Cette stratégie vous permet de disposer d’un contexte marché tout en garantissant que votre partenaire de production est effectivement en mesure de livrer la qualité, les certifications et la fiabilité exigées par votre projet.
Rappelez-vous : un devis instantané est un point de départ, pas un engagement. Pour tout ce qui dépasse les prototypes simples réalisés dans des matériaux standards, une collaboration directe avec les fournisseurs garantit précision, responsabilité et partenariat — des qualités que les algorithmes ne sauraient reproduire. Le jour ou deux supplémentaires consacrés à une procédure rigoureuse de demande de devis (RFQ) permettent d’éviter des semaines de problèmes dès le lancement de la production.
Passer à l’action sur vos devis d’usinage CNC
Vous savez désormais comment les matériaux, les tolérances, les volumes de commande et les opérations d’usinage influencent les coûts. Vous connaissez les critères qui distinguent un fournisseur fiable d’un fournisseur risqué. L’heure de vérité est arrivée : il s’agit désormais de transformer cette connaissance en action. L’ensemble du cycle de vie d’un devis — de sa préparation à son acceptation — détermine si votre projet connaîtra le succès ou rencontrera des difficultés.
Considérez cette étape finale comme le moment où tout se réunit. Le succès de votre projet de pièces usinées sur commande numérique dépend non seulement de la compréhension des coûts, mais aussi de l’exécution d’un processus systématique qui protège vos intérêts tout en favorisant des partenariats productifs avec vos fournisseurs. Que vous achetiez auprès d’un usineur à proximité ou que vous collaboriez avec des fabricants étrangers, ces principes s’appliquent universellement.
Liste de contrôle pour l’acceptation du devis
Avant de valider tout devis, procédez à cette vérification. Omettre ces étapes est ce qui conduit à l’élargissement imprévu du périmètre, aux malentendus et aux dépassements budgétaires.
Vérifiez que les spécifications techniques correspondent à vos exigences :
- Le matériau indiqué dans le devis correspond-il exactement aux références figurant sur vos plans ? « Aluminium » n’est pas équivalent à « aluminium 6061-T6 ».
- Les capacités en matière de tolérances sont-elles explicitement reconnues ? Si votre plan exige une tolérance de ±0,001 pouce et que le devis ne mentionne pas la capacité de précision, demandez des précisions avant d’accepter.
- La finition de surface indiquée dans le devis est-elle conforme à vos spécifications ? Vérifiez que les valeurs Ra sont bien documentées.
- Toutes les opérations secondaires (traitement thermique, placage, anodisation) sont-elles incluses dans le prix cité ?
Vérifiez que les conditions commerciales sont clairement définies :
- Quel est le délai de livraison exact à compter de la confirmation de la commande ? Selon les meilleures pratiques internationales en matière de devis , des délais imprécis tels que « 2 semaines » nécessitent une clarification — à partir de quel moment le décompte commence-t-il ?
- Les conditions de paiement sont-elles précisées ? Les recommandations sectorielles soulignent l’importance d’offrir plusieurs options de paiement afin de faciliter des décisions plus rapides.
- Quelles sont les conditions de révision des prix ? Les fournisseurs transparents lient les ajustements à des indices documentés, tels que ceux de la London Metal Exchange (LME) pour les métaux.
- L’Incoterm est-il complet, y compris le lieu ? « CIF » seul est incomplet — la désignation correcte est « CIF Port de Los Angeles ».
Validez les engagements relatifs à la qualité et à la documentation :
- Quels rapports d’inspection accompagneront la livraison ? Il convient de préciser les rapports d’inspection du premier article, les rapports dimensionnels et les certificats de matériaux.
- La traçabilité est-elle documentée ? Selon les experts en approvisionnement, en l’absence de traçabilité, si plusieurs fournisseurs livrent le même composant, il devient impossible d’identifier l’origine des défauts.
- Quelle est la procédure de gestion des rejets ? Précisez les responsabilités relatives à la séparation, à la retouche ou au remplacement avant que des problèmes ne surviennent.
Pour les projets d’usinage métallique nécessitant des capacités machines sur mesure, assurez-vous que le fournisseur confirme qu’il produira vos pièces en interne plutôt que de sous-traiter à des installations inconnues. Cela protège à la fois la maîtrise de la qualité et la propriété intellectuelle.
Établir des relations durables avec les fournisseurs
Le processus de devis ne consiste pas uniquement à obtenir le prix le plus bas : il constitue la base de partenariats qui créent de la valeur sur des années de collaboration. Selon les recherches en gestion des relations avec les fournisseurs (SRM), une SRM efficace garantit une chaîne d’approvisionnement fiable, réduit les risques de perturbations et assure la livraison ponctuelle des biens et services.
Voici comment négocier en vue de créer de la valeur, et non simplement pour réduire le prix :
Concentrez-vous sur le coût total de possession : Un fournisseur proposant des retours sur la conception pour la fabrication (DFM) pourrait facturer 10 % de plus, mais vous faire économiser 30 % grâce à des optimisations de conception. Il s'agit là de création de valeur, et non de réduction des coûts.
Proposez des engagements de volume pour obtenir des conditions plus avantageuses : Plutôt que d'exiger des prix unitaires inférieurs, offrez une visibilité sur vos prévisions et des lancements planifiés. Selon les meilleures pratiques en matière de gestion des relations avec les fournisseurs (SRM), les partenariats à long terme axés sur la croissance mutuelle permettent d'améliorer de façon collaborative le développement produit, l'efficacité des processus et les économies de coûts.
Investissez dans le développement des fournisseurs : Lorsque vous identifiez un partenaire CNC à proximité possédant de bonnes bases mais présentant encore des marges d'amélioration, envisagez un développement conjoint des capacités. Les investissements en formation et le soutien technique permettent de créer des fournisseurs parfaitement adaptés à vos besoins.
Assurez une communication claire et fluide : Des études sectorielles montrent qu'une communication régulière garantit l'alignement sur les objectifs, les attentes et les performances — notamment grâce à l'utilisation d'outils collaboratifs permettant aux fournisseurs et à votre équipe d'accéder en temps réel aux informations pertinentes et de traiter les problèmes dès qu'ils surviennent.
Pour les projets de fabrication CNC, la relation compte autant que le devis. Un fournisseur qui comprend vos applications, anticipe vos besoins et propose de manière proactive des améliorations devient un avantage concurrentiel — pas seulement un simple vendeur.
Le meilleur devis d’usinage CNC n’est pas celui au prix le plus bas, mais celui qui reflète avec précision ce que vous paierez réellement pour des pièces conformes à vos spécifications, livrées dans les délais requis, auprès d’un fournisseur qui communique clairement et qui garantit son travail.
Cette approche centrée sur l’acheteur transforme votre façon d’interagir avec tout prestataire d’usinage CNC. Vous ne recevez plus passivement des prix en espérant le meilleur résultat. Vous êtes désormais un partenaire éclairé qui maîtrise les facteurs influençant les coûts, définit précisément ses exigences, évalue les fournisseurs de façon systématique et négocie en vue d’obtenir une valeur réelle.
Les neuf facteurs de coût abordés dans ce guide — matériaux, complexité, opérations d’usinage, tolérances, état de surface, économies d’échelle par lot, qualifications des fournisseurs, qualité de la documentation et choix de la méthode de devis — vous fournissent le vocabulaire nécessaire pour mener des échanges significatifs avec les fabricants. Utilisez cette connaissance pour poser de meilleures questions, remettre en question des devis peu clairs et prendre des décisions qui équilibrent coûts, qualité et délais livraison en fonction des exigences spécifiques de votre projet.
Votre prochaine demande de devis commence dès maintenant. Préparez une documentation complète, fixez des délais réalistes, évaluez les fournisseurs au-delà du seul critère du prix et nouez des relations durables qui généreront de la valeur pendant des années à venir. C’est ainsi que les acheteurs avisés transforment les devis d’usinage CNC en projets réussis.
FAQ sur les devis d’usinage CNC
1. Comment établissez-vous les devis pour les travaux d’usinage CNC ?
Les devis d'usinage CNC sont calculés en combinant les coûts fixes de mise en place (programmation, outillages, préparation des outils) avec les coûts variables par pièce (matériau, temps machine, main-d’œuvre). Les fournisseurs analysent vos fichiers CAO et vos plans afin d’estimer le nombre d’heures d’usinage en fonction de la complexité, puis ajoutent les coûts du matériau, des opérations de finition, des contrôles qualité et de l’expédition. Le volume a une incidence significative sur les prix : les coûts de mise en place sont répartis sur l’ensemble des pièces commandées, ce qui entraîne une baisse spectaculaire du prix unitaire à mesure que les quantités augmentent. Pour obtenir des devis précis, veuillez fournir une documentation complète, y compris des fichiers STEP, des dessins 2D avec tolérances et les spécifications du matériau.
2. Quels facteurs influencent le plus le coût de l’usinage CNC ?
Les principaux facteurs de coût dans les devis d'usinage CNC comprennent le choix du matériau et son usinabilité (l’aluminium s’usine plus rapidement que le titane), la complexité et la géométrie de la pièce (poches profondes, parois minces, courbes composées augmentent le temps d’usinage), les tolérances spécifiées (chaque réduction supplémentaire de la tolérance peut multiplier les coûts par un facteur 2 à 4), le nombre de mises en position requises, les opérations d’usinage nécessaires (usinage 3 axes contre usinage 5 axes) et la taille de la série. Des tolérances serrées supérieures à ±0,001 pouce peuvent augmenter les coûts de 300 à 400 % en raison de vitesses d’usinage réduites, de l’utilisation d’équipements spécialisés et de contrôles qualité intensifs.
3. Comment obtenir instantanément un devis d’usinage CNC en ligne ?
Les plateformes de devis instantanés en ligne, telles que Xometry, Protolabs et Hubs, vous permettent de téléverser des fichiers CAO et d’obtenir des tarifs automatisés en quelques secondes à quelques minutes. Ces plateformes conviennent le mieux aux géométries standard, aux matériaux courants (aluminium, acier inoxydable, plastiques standards), aux quantités de prototypes (1 à 25 unités) et aux tolérances standard (±0,005 pouce ou plus lâches). Il vous suffit de téléverser votre fichier STEP, de sélectionner le matériau et les options de finition, de préciser la quantité, puis de recevoir immédiatement un devis. Utilisez ces devis comme références, mais privilégiez des processus personnalisés de demande de prix (RFQ) pour les pièces complexes, les tolérances serrées ou les volumes de production nécessitant des certifications.
4. Que dois-je inclure dans une demande de devis pour usinage CNC ?
Un dossier complet de demande de prix (RFQ) doit inclure des fichiers CAO 3D (format STEP ou IGES), des dessins techniques 2D avec indications GD&T précisant toutes les tolérances et les cotes critiques, des spécifications complètes des matériaux (nuance, état, dureté), les exigences en matière d’état de surface (valeurs Ra), les prévisions de quantité et de volume, les dates de livraison précises, les exigences relatives aux opérations secondaires (traitement thermique, placage, anodisation), les besoins en inspection et en certification, les spécifications des filetages, ainsi que les exigences d’emballage. L’absence d’informations oblige les fournisseurs à formuler des hypothèses conservatrices qui entraînent une hausse des prix ou provoquent des retards pendant qu’ils demandent des éclaircissements.
5. Quand dois-je choisir un fournisseur certifié d’usinage CNC ?
Les certifications industrielles deviennent essentielles pour les applications réglementées. La norme ISO 9001:2015 constitue le niveau de base requis pour tout fournisseur sérieux. La certification IATF 16949 est obligatoire pour les composants automobiles, garantissant un système de management de la qualité spécifique au secteur automobile. La norme AS9100D est exigée pour les applications aéronautiques, où les exigences en matière de sécurité et de précision sont primordiales. La norme ISO 13485 est nécessaire pour la fabrication de dispositifs médicaux. Des fournisseurs certifiés tels que Shaoyi Metal Technology, titulaires de la certification IATF 16949 et dotés de capacités de maîtrise statistique des procédés (MSP), offrent des systèmes qualité documentés, une traçabilité complète et une qualité constante que les ateliers mécaniques standards ne peuvent pas garantir.