 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Les secrets des métaux pour machines CNC : ce que les fabricants auraient voulu savoir dès le départ
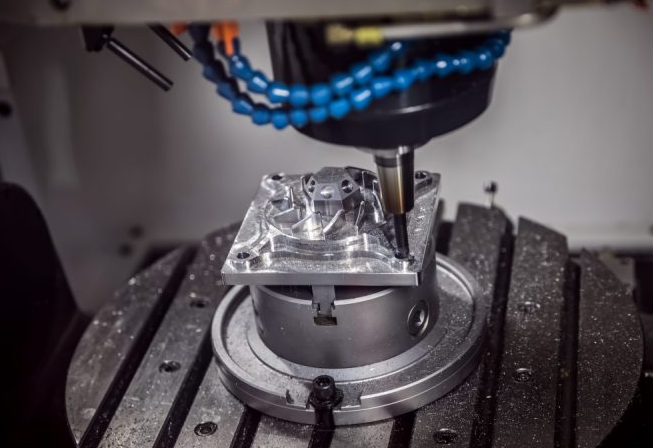
Ce que signifie réellement l’usinage métallique CNC
Imaginez donner à une machine des instructions précises sur la façon de découper du métal avec la précision d’un artisan expert — mais en utilisant du code au lieu d’une compétence manuelle. C’est essentiellement ce que permet l’usinage métallique CNC. Une machine CNC transforme une matière première métallique en pièces finies en suivant des instructions numériques précises, éliminant ainsi les approximations et les erreurs humaines qui caractérisaient autrefois l’usinage métallique.
CNC signifie Contrôle Numérique par Ordinateur , et cette technologie représente l’un des progrès les plus significatifs de l’histoire de la fabrication. Au lieu de guider manuellement des outils de coupe sur une pièce, les opérateurs programment un dispositif CNC pour exécuter des mouvements avec une reproductibilité que la main humaine ne saurait égaler.
Des tours manuels à la précision numérique
Avant l’apparition de la technologie CNC, les tourneurs-fraiseurs passaient des années à développer la mémoire musculaire et l’intuition nécessaires pour piloter manuellement tours et fraiseuses. Chaque usinage dépendait entièrement de la compétence de l’opérateur, et la production de pièces identiques exigeait l’utilisation de gabarits, de dispositifs de serrage et d’une expertise considérable. Le tour à commande numérique a tout changé en stockant numériquement les instructions de déplacement, permettant ainsi aux machines de reproduire indéfiniment des opérations complexes.
Cette évolution n’a pas seulement amélioré la précision : elle a démocratisé l’usinage métallique de haute précision. Aujourd’hui, une machine CNC correctement programmée peut produire des pièces qui, il y a quelques décennies seulement, exigeaient un savoir-faire de maître.
La révolution pilotée par ordinateur dans la mécanique métallique
À son cœur, tout système CNC métallique se compose de quatre composants essentiels fonctionnant ensemble :
- Système de contrôle informatique : Le cerveau qui interprète les instructions programmées et coordonne tous les mouvements de la machine
- Outils de coupe : Des fraises, des forets et des outils de coupe spécialisés qui retirent physiquement de la matière de la pièce usinée
- Dispositifs de serrage : Des étaux, des pinces et des dispositifs de serrage qui maintiennent la matière brute en place pendant les opérations d’usinage
- Pièce en métal : La matière première transformée en votre pièce finie
Ces composants communiquent à l’aide du code G, un langage de programmation qui semble intimidant, mais qui repose sur des principes simples. Imaginez le code G comme des instructions GPS destinées à votre outil de coupe. Des commandes telles que « G01 X2,0 Y1,5 F10 » indiquent simplement à la machine de se déplacer en ligne droite jusqu’à des coordonnées précises, à une vitesse donnée. Les logiciels CAO modernes génèrent automatiquement ce code à partir de vos modèles 3D, si bien que vous n’avez presque jamais besoin de l’écrire manuellement.
Décrypter la technologie CNC pour la fabrication métallique
Ce qui distingue une machine CNC des autres équipements automatisés, c’est sa capacité à interpréter des données numériques et à les traduire en mouvements physiques précis. Lorsqu’une personne évoque une machine CMC dans une conversation informelle, elle désigne généralement cette même technologie : la terminologie varie, mais le principe fondamental demeure identique.
Les machines CNC modernes peuvent atteindre une précision de positionnement inférieure à 0,0001 pouce — soit environ 1/700e de l’épaisseur d’un cheveu humain, ce qui permet une précision autrefois impossible en dehors des laboratoires spécialisés.
Cette capacité explique pourquoi l’usinage métallique CNC est devenu indispensable dans tous les secteurs exigeant des tolérances strictes. Que vous fabriquiez des composants aérospatiaux ou des pièces automobiles sur mesure, la maîtrise de ces notions fondamentales vous prépare à prendre des décisions éclairées concernant les équipements, les matériaux et les procédés.
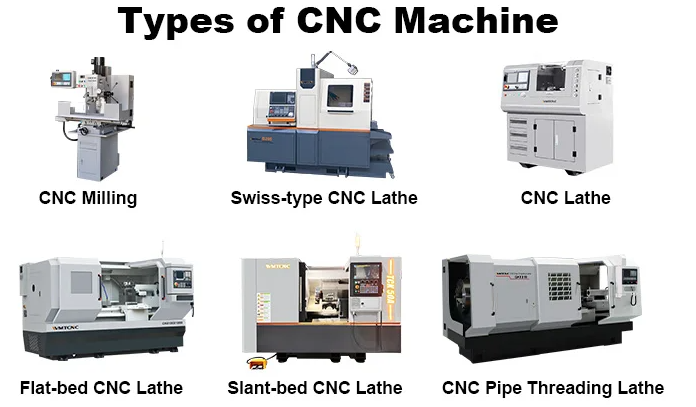
Comparaison des types de machines CNC pour la fabrication métallique
Tous les équipements CNC ne traitent pas le métal de la même manière. Choisir un type de machine inadapté à votre projet entraîne un gaspillage de temps, des résultats médiocres et de la frustration. Comment alors sélectionner l’outil adapté à vos besoins en usinage métallique ? Comprendre les différences fondamentales entre les fraiseuses CNC, les tours, les fraiseuses à commande numérique (routers) et les systèmes de découpe vous fournit la base nécessaire pour prendre dès le premier jour des décisions plus judicieuses.
Chaque catégorie de machine excelle dans des applications spécifiques. Une fraiseuse à commande numérique (CNC) qui produit des contours 3D parfaits peut être totalement inadaptée à la découpe de grandes séries de tôles. Par ailleurs, une machine à plasma capable de percer des tôles d’acier épaisses ne peut pas atteindre les tolérances serrées requises pour les composants de précision. Examinons ce que chaque type de machine permet réellement d’obtenir.
Fraiseuses contre fraiseuses à bois pour les projets métalliques
Quand les fabricants évoquent les fraiseuses à commande numérique (CNC) , ils font généralement référence à des machines conçues pour enlever du matériau à l’aide d’outils de coupe rotatifs qui s’enfoncent dans les pièces métalliques et se déplacent le long de celles-ci. Ces machines excellent dans la création de géométries tridimensionnelles complexes avec une précision exceptionnelle. Une fraiseuse à commande numérique (CNC) de qualité peut respecter des tolérances que les méthodes de découpe de tôles ne sont tout simplement pas en mesure d’atteindre.
Les fraiseuses à commande numérique (CNC), en revanche, privilégient la taille de l’enveloppe de travail plutôt que la rigidité brute. Vous les trouverez principalement utilisées pour usiner des matériaux plats de grande dimension — par exemple des panneaux de signalisation, des composants d’enceintes ou des éléments métalliques architecturaux. Bien que ces machines puissent découper efficacement l’aluminium et d’autres métaux plus tendres, elles manquent généralement de rigidité structurelle nécessaire pour réaliser des passes agressives dans l’acier ou des alliages plus durs.
Voici une façon concrète d’aborder la question : si vos pièces nécessitent des cavités complexes, des alésages de précision ou un usinage multi-faces, les fraiseuses CNC constituent votre solution privilégiée. Si, en revanche, vous devez découper des profils plats à partir de tôles sur de grandes surfaces, une configuration de fraiseuse à commande numérique adaptée au fraisage (router) pourrait mieux répondre à vos besoins.
Lorsque l’usinage soustractif rencontre la découpe thermique
Au-delà des procédés traditionnels d’usinage par enlèvement de copeaux, la technologie des machines de découpe CNC englobe également des méthodes thermiques et abrasives qui élargissent considérablement vos possibilités pour le travail des tôles et des plaques. Les machines à plasma, les machines à laser et les machines à jet d’eau offrent chacune des avantages spécifiques dans la fabrication métallique.
La découpe au plasma utilise un jet de gaz électriquement ionisé pour fondre des métaux conducteurs à des vitesses remarquables. Elle est économique pour les tôles d’acier épaisses, mais génère une zone affectée par la chaleur qui peut nécessiter un traitement secondaire. La découpe au laser offre une qualité supérieure des bords et permet de réaliser des travaux de détail complexes, bien que l’épaisseur maximale des matériaux traitables dépende de la puissance du laser.
Les machines à jet d’eau adoptent une approche totalement différente : elles utilisent de l’eau à très haute pression mélangée à de la grenat abrasif pour éroder pratiquement n’importe quel matériau. L’absence de chaleur élimine entièrement les risques de déformation thermique. Cette méthode est donc idéale pour les alliages sensibles à la chaleur ou pour les applications où les propriétés du matériau doivent rester inchangées.
Associer les types de machines aux applications métalliques
La machine-outil à tour CNC occupe une catégorie à part entière, conçue spécifiquement pour les pièces cylindriques et de révolution. Alors que les fraiseuses et les machines à découper déplacent l’outil de coupe autour d’une pièce fixe, les tours font tourner la pièce elle-même contre des outils fixes ou mobiles. Les arbres, les douilles, les composants filetés et toute pièce présentant une symétrie de révolution sont généralement usinées sur un tour.
Pour les géométries complexes nécessitant un usinage sous plusieurs angles, les capacités d’usinage à 5 axes transforment radicalement ce qui est possible. Ces configurations avancées permettent à l’outil de coupe d’aborder la pièce sous pratiquement n’importe quel angle, rendant ainsi possibles les dépouilles, les angles composés et les formes organiques qui exigeraient plusieurs montages sur des machines plus simples.
| Type de machine | Métaux courants | Niveau de précision | Vitesse | Capacité d'Épaisseur | Meilleures applications |
|---|---|---|---|---|---|
| Centre d'usinage CNC | Tous les métaux usinables | ±0,0005 po à ±0,005 po | Modéré | Limité par l’enveloppe de travail | contournage 3D, pièces de précision, moules |
| Routeur CNC | Aluminium, laiton, métaux tendres | ±0,005 po à ±0,015 po | Rapide pour les profils 2D | Jusqu’à 1 po en général | Grandes pièces planes, signalétique, panneaux |
| Tour CNC | Tous les métaux usinables | ±0,0005" à ±0,002" | Élevée pour les pièces cylindriques | Limitée par la capacité de la mandrine/du barreau | Arbres, douilles, pièces filetées |
| Poinçon plasma | Métaux conducteurs, acier | ±0,015" à ±0,030" | Très rapide | Jusqu’à 2"+ en acier | Découpe de tôles épaisses, travaux structurels |
| Découpeuse laser | Acier, inox, aluminium | ±0,005" à ±0,010" | Rapide pour les matériaux minces | Jusqu'à 1" d'acier en général | Profils détaillés, travaux sur tôle mince |
| Découpe au jet d'eau | Tout métal, y compris les aciers trempés | ±0,003" à ±0,010" | Plus lente que les procédés thermiques | Jusqu’à 8"+ possible | Métaux sensibles à la chaleur, matériaux épais |
Comprendre ces distinctions vous aide à éviter l’erreur courante qui consiste à forcer une fraiseuse à accomplir des tâches mieux adaptées à d’autres technologies. Chaque plateforme résulte de décennies d’optimisation technique destinée à des stratégies spécifiques d’enlèvement de matière : associer votre application à la catégorie appropriée garantit dès le départ le succès de vos projets, avant même de charger une pièce.
Matériaux métalliques et compatibilité avec l’usinage CNC expliquées
Vous avez choisi le type de machine adapté — mais avez-vous envisagé ce qui se produit lorsque cet outil de coupe entre en contact avec le métal que vous avez sélectionné ? La compatibilité des matériaux est le point où de nombreux fabricants rencontrent des obstacles imprévus. Les métaux se comportent de façon radicalement différente en conditions d’usinage, et comprendre ces comportements avant de commencer à usiner permet de gagner du temps et de réduire les coûts liés aux outils.
La vérité est que toutes les machines CNC métalliques ne traitent pas tous les matériaux de manière égale. Certains métaux destinés à l'usinage CNC nécessitent une rigidité spécifique de la machine, des outils spécialisés ou des stratégies d'usinage particulières pour obtenir des résultats acceptables. Examinons ce qui rend chaque métal courant unique et comment les usiner avec succès.
L’aluminium et ses propriétés favorables à l’usinage
Lorsque vous recherchez le matériau le plus tolérant à l’usinage, l’aluminium arrive en tête de liste. Une machine CNC pour aluminium peut fonctionner à des vitesses élevées, car la malléabilité de l’aluminium permet une enlèvement rapide de matière sans usure excessive des outils. Selon des experts en fabrication de chez Hubs, les alliages d’aluminium offrent un excellent rapport résistance/poids ainsi qu’une conductivité thermique et électrique élevée, ce qui en fait l’option la plus économique tant pour les prototypes que pour les pièces de série.
Les points essentiels à prendre en compte lors de l’usinage de l’aluminium sont les suivants :
- Évacuation des copeaux : La douceur de l’aluminium génère des copeaux longs et filamenteux qui peuvent s’enrouler autour des outils et obstruer les rainures — une évacuation efficace des copeaux ainsi qu’un soufflage d’air ou un arrosage par liquide de coupe sont essentiels
- Bord rapporté (Built-up Edge) : Le matériau peut souder sur les arêtes de coupe à haute température, ce qui exige des outils tranchants et des vitesses adaptées
- Sensibilité à l'état de surface : Ce matériau tendre révèle facilement les marques d’outils, rendant le débit d’avance et la géométrie de l’outil critiques pour les pièces esthétiques
- Variations d’alliages : l’alliage 6061 offre une usinabilité générale excellente, tandis que l’alliage 7075 peut être traité thermiquement pour atteindre des résistances comparables à celles de l’acier
Pour la plupart des machines CNC destinées à l’usinage des métaux, l’aluminium constitue le point de départ idéal pour acquérir des compétences et valider les programmes avant de passer à des matériaux plus exigeants.
Aciers et leurs défis en usinage CNC
L'acier impose un ensemble différent d'exigences qui distingue les équipements destinés aux amateurs des machines conçues pour l'usinage sérieux des métaux. Une fraiseuse à commande numérique (CNC) destinée à l'acier doit présenter une rigidité nettement supérieure à celle d'une machine conçue principalement pour l'aluminium. Les forces de coupe accrues générées lors de l'usinage de l'acier peuvent déformer des chariots légers, provoquant des vibrations (chatter), une mauvaise finition de surface et des imprécisions dimensionnelles.
Lorsque vous travaillez avec des aciers doux et des aciers alliés, tenez compte des facteurs suivants :
- Exigences en matière de rigidité de la machine : Des chariots plus lourds, des guides linéaires plus grands et des broches robustes deviennent indispensables pour obtenir des résultats constants
- Gestion de la chaleur : La conductivité thermique plus faible de l'acier entraîne une concentration de la chaleur dans la zone de coupe ; l'utilisation d'un arrosage abondant de liquide de coupe ou d'une huile de coupe adaptée empêche la dégradation des outils
- Calculs d'avance et de vitesse de rotation : Une vitesse trop lente provoque un écrouissage du matériau ; une vitesse trop élevée génère une chaleur excessive et une usure rapide des outils
- Sélection des outils : Les outils en carbure, dotés de revêtements appropriés, permettent un usinage bien supérieur de l'acier par rapport aux alternatives en acier rapide
Les alliages d'acier doux, comme l'acier 1018, offrent une bonne usinabilité pour des applications générales, tandis que les aciers alliés, tels que l'acier 4140, nécessitent une sélection plus rigoureuse des paramètres, mais confèrent des propriétés mécaniques supérieures aux pièces finies.
Métaux exotiques, du titane au laiton
Au-delà des familles d'aciers et d'aluminium courants, plusieurs métaux spécialisés posent des défis uniques en matière d'usinage, défis qui sont récompensés par une préparation adéquate.
Usinage de l'acier inoxydable frustrerait de nombreux fabricants en raison de sa tendance à durcir sous l'effet de la déformation. Selon les spécialistes de l'usinage de Lamina Technologies , l'acier inoxydable est nettement plus difficile à usiner et plus « caoutchouteux » que l'acier au carbone, durcissant rapidement pendant l'usinage, ce qui explique son faible indice d'usinabilité. La solution consiste en :
- Engagement constant : Ne jamais laisser l'outil stationner ou frotter — maintenir une action de coupe positive afin d'éviter le durcissement superficiel
- Vitesses réduites : Les outils fonctionnant à moins de 4000 tr/min minimisent l’accumulation de chaleur qui accélère l’écrouissage à froid
- Outils affûtés : Les bords émoussés génèrent du frottement plutôt qu’une action de coupe, ce qui aggrave le phénomène d’écrouissage
- Pression adéquate : Évitez d’exercer une force excessive qui provoque une surchauffe et endommage à la fois le matériau et l’outil de coupe
Bronze et cuivre représentent l’extrémité opposée du spectre de la machinabilité. Ces matériaux se usinent parfaitement avec une usure minimale des outils, ce qui en fait des favoris pour la production à grande échelle. Le laiton C36000, en particulier, offre une excellente usinabilité combinée à une résistance naturelle à la corrosion et à une forte résistance à la traction. La principale préoccupation liée à ces métaux plus tendres concerne le contrôle de la formation de bavures et l’obtention d’arrêtes nettes.
Titane exige du respect et des approches spécialisées. Bien qu’il offre des rapports résistance/poids exceptionnels pour les applications aérospatiales et médicales, le titane nécessite :
- Outils spécialisés : Des géométries affûtées avec des angles de dépouille positifs spécifiquement conçus pour les alliages de titane
- Refroidissement intensif : Distribution de liquide de refroidissement à haute pression directement dans la zone de coupe
- Vitesses réduites avec avance maintenue : Vitesses de broche plus lentes, mais charge sur la dent constante afin d'éviter le frottement
- Montages rigides : Toute vibration ou tout phénomène de bourdonnement détruit rapidement les outils coûteux
Comprendre comment le métal choisi se comporte dans les conditions d'usinage influence directement chaque décision, depuis le choix de la machine CNC pour métaux jusqu'à l'achat des outils et aux stratégies de programmation. Les propriétés du matériau déterminent ce qui est possible — et quelle préparation garantit le succès.

Les capacités de précision et de tolérance démystifiées
Vous avez associé le type de machine à votre application et sélectionné des matériaux compatibles — mais votre équipement est-il réellement capable de fournir la précision requise par vos pièces ? La précision distingue les composants fonctionnels des chutes de métal coûteuses, pourtant de nombreux fabricants sous-estiment à quel point les capacités de tolérance varient considérablement selon les configurations CNC.
Comprendre quels niveaux de précision sont réellement atteignables avec votre configuration permet d'éviter la frustration et le gaspillage de ressources. Une fraiseuse de table conçue pour des projets de loisirs ne peut tout simplement pas rivaliser avec les performances offertes par du matériel industriel, et s'attendre à autre chose conduit à la déception. Examinons les facteurs qui expliquent ces différences et les performances réelles de chaque catégorie de machines.
Comprendre les millièmes et les dix-millièmes
Lorsque les usineurs parlent de tolérances, ils utilisent les millièmes de pouce — notés 0,001" et souvent appelés « un millième » dans le jargon professionnel. Pour les applications plus exigeantes, on requiert des dix-millièmes, notés 0,0001" et désignés couramment sous le terme de « dixièmes » dans les ateliers. Ces mesures peuvent sembler abstraites jusqu’au moment où l’on réalise qu’un cheveu humain mesure environ 0,003" d’épaisseur, ce qui fait de l’usinage de précision un exercice consistant à maîtriser des dimensions plus petites que celles auxquelles notre expérience quotidienne nous prépare.
Selon des recherches sur l’usinage de précision provenant de CNC Cookbook , atteindre ces tolérances serrées exige la compréhension de deux concepts distincts : la justesse (à quel point la machine positionne l’outil par rapport à l’emplacement commandé) et la répétabilité (à quel point elle revient de façon constante à cette même position). Une machine peut frapper systématiquement le même point, mais être régulièrement décalée par rapport à la cible — ou bien elle peut, en moyenne, atteindre la position correcte tout en présentant des variations imprévisibles d’un usinage à l’autre.
Les différentes catégories de machines CNC offrent des capacités de tolérance radicalement différentes :
- Machines de loisir pour bureau : ±0,005 po en général — adaptées aux pièces non critiques, aux montages et aux projets pédagogiques
- Fraiseuse professionnelle de banc : ±0,002 po — suffisante pour des prototypes fonctionnels et des pièces de production légères
- Equipement industriel: ±0,0005 po ou mieux — requise pour les applications aérospatiales, médicales et d’ingénierie de précision
Ces plages supposent un montage et un fonctionnement corrects. Négliger des fondamentaux tels que la rigidité de la fixation de la pièce ou la gestion thermique dégrade rapidement, même les équipements performants, jusqu’au niveau de performance d’une machine de loisir.
Le véritable coût de la précision en usinage CNC
Plusieurs facteurs mécaniques déterminent la position d'une machine sur l'échelle de la précision. Comprendre ces facteurs vous permet d'évaluer de façon réaliste les équipements et d'identifier les voies d'amélioration qui apportent des gains significatifs.
Rigidité de la machine constitue le fondement des capacités de précision. Selon des experts en usinage, les meilleures machines-outils pèsent nettement plus que leurs équivalents économiques, car « il n'existe tout simplement aucun autre moyen de garantir leur rigidité que d'utiliser une structure très massive ». Les bâti en fonte grise amortissent les vibrations mieux que ceux en aluminium ou en acier soudé, ce qui explique pourquoi les équipements métallurgiques professionnels donnent l'impression d'être surdimensionnés par rapport aux machines destinées aux amateurs.
Vis à billes contre vis à filet trapézoïdal représentent l'un des critères différenciants les plus importants en matière de précision. Des recherches menées par Rockford Ball Screw montre que les vis à billes fonctionnent avec un rendement de 90 % et un jeu minimal, tandis que les vis trapézoïdales ACME affichent en moyenne un rendement de seulement 44 % et peuvent présenter un jeu compris entre 0,005" et 0,025". Les vis à billes rectifiées offrent une précision de pas inférieure à 0,0003" avec pratiquement zéro jeu — une amélioration spectaculaire par rapport aux solutions économiques.
D’autres facteurs de précision comprennent :
- Guidages linéaires : Les rails linéaires de qualité maintiennent une précision constante du mouvement sur toute la course, tandis que les glissières en queue d’aronde usées introduisent des erreurs progressives.
- Qualité de la broche : La désaxialité de la broche se transmet directement à chaque usinage — les broches de précision équipées de roulements précontraints assurent une tenue à la dixième de pouce, tandis que les broches économiques peuvent présenter plusieurs millièmes de pouce de balancement.
- Stabilité thermique : Lorsque les machines chauffent pendant leur fonctionnement, les composants se dilatent à des vitesses différentes, modifiant ainsi leurs positions — les machines industrielles intègrent des systèmes de compensation thermique ou des conceptions assurant une stabilité thermique.
- Causes en acier : Un alignement précis lors du montage, réalisé à l’aide de feuilles de calage de qualité, garantit le maintien des relations géométriques correctes sous charge d’usinage.
Chacun de ces facteurs s’ajoute aux autres. Une fraiseuse de banc équipée de vis à billes de qualité, mais dotée d’une broche médiocre, ne parviendra pas à atteindre son potentiel théorique : la précision exige une attention portée à l’ensemble du système.
Cumul des tolérances et précision réelle
Au-delà des capacités individuelles de la machine, comprendre comment les tolérances s’accumulent sur plusieurs caractéristiques vous aide à concevoir des pièces réellement usinables. Chaque cote est assortie de sa propre tolérance, et celles-ci s’additionnent tout au long de votre conception.
Une machine CNC à 3 axes traite la plupart des travaux simples, mais nécessite plusieurs montages lorsque les pièces doivent être usinées selon différentes orientations. Selon une analyse manufacturière provenant de YCM Alliance , chaque montage introduit des variations potentielles de précision — des erreurs de repositionnement qui s’ajoutent au cumul global des tolérances. Des pièces complexes usinées en quatre ou cinq montages peuvent accumuler des erreurs de positionnement importantes entre les caractéristiques usinées selon des orientations différentes.
l'usinage à 5 axes résout cette limitation en permettant l'usinage complet de la pièce en une seule prise. Grâce à deux axes de rotation supplémentaires, l'outil de coupe peut aborder la pièce sous pratiquement n'importe quel angle, sans nécessiter de repositionnement. Toutes les caractéristiques sont référencées par rapport à un seul repère, éliminant ainsi totalement les erreurs induites par la mise en position. Cette capacité permet :
- Surplombs et angles composés : Des géométries physiquement inaccessibles avec des trajectoires d’outil à 3 axes
- Finitions de surface améliorées : Une orientation optimale de l’outil par rapport à la surface usinée réduit les ondulations et les marques d’outil
- Durée de vie prolongée des outils : Le maintien d’angles de coupe idéaux réduit les contraintes et l’usure de l’outil
- Formes organiques complexes : Aubes de turbine, roues d’injecteurs et surfaces sculptées qui exigeraient autrement une finition manuelle très poussée
Pour les fabricants produisant des géométries complexes, la capacité à 5 axes justifie souvent son coût plus élevé grâce à une meilleure précision, à des temps de cycle réduits et à l’élimination d’opérations secondaires.
Connaître vos exigences en matière de précision avant de choisir un équipement — et évaluer honnêtement si votre budget et vos compétences permettent de répondre à ces exigences — évite l’erreur courante consistant à attendre des performances de niveau professionnel d’un équipement destiné aux amateurs ou à dépenser excessivement pour des capacités industrielles que vous n’exploiterez jamais pleinement.
Industries qui dépendent de l’usinage CNC des métaux
Vous avez étudié les types de machines, la compatibilité avec les matériaux et les capacités de précision — mais où toutes ces connaissances sont-elles réellement appliquées ? Comprendre quelles industries s’appuient fortement sur l’usinage CNC des métaux met en lumière pourquoi certaines spécifications sont essentielles et vous aide à identifier les secteurs où vos compétences ou vos services rencontrent une demande particulièrement forte.
Des blocs-moteurs propulsant des véhicules sur les autoroutes aux instruments chirurgicaux sauvant des vies dans les salles d’opération, l’usinage CNC des métaux est devenu indissociable de la fabrication moderne. Chaque secteur impose des exigences spécifiques qui orientent la technologie CNC dans des directions différentes, donnant naissance à des applications spécialisées allant de la production à grande échelle aux prototypes unitaires.
Composants automobiles à grande échelle
Le secteur automobile a longtemps été l’un des principaux bénéficiaires de la technologie d’usinage CNC des métaux. Selon des experts en fabrication de la revue American Business Magazine , les constructeurs automobiles exploitent l’efficacité du CNC pour produire des composants tels que les blocs-moteurs, les boîtes de vitesses et les culasses avec une précision remarquable, même sur des millions d’unités.
Pourquoi le CNC est-il indispensable dans les applications automobiles ?
- Composants moteur : Les culasses, les collecteurs d’admission et les blocs-moteurs exigent des dimensions de perçage et des finitions de surface extrêmement précises, qui influencent directement les performances et la durée de vie
- Pièces de transmission : Les engrenages, les arbres et les carter exigent des tolérances serrées pour un fonctionnement fluide et un bruit minimal
- Châssis et suspension : Les bras de commande, les supports et les composants de direction nécessitent une résistance constante et une précision dimensionnelle rigoureuse, même pour des volumes de production élevés
- Assemblages sur mesure : Les modifications après-vente et les composants destinés aux véhicules spécialisés profitent de la capacité des machines à commande numérique (CNC) à produire économiquement de petits lots
Au-delà de la production standard, une machine de découpe mécanique à commande numérique (CNC) s’avère essentielle pour la réalisation rapide de prototypes dans le cadre du développement automobile. Les concepteurs peuvent ainsi tester et ajuster des pièces avant de s’engager dans la fabrication d’outillages destinés à la production de masse, réduisant ainsi considérablement les erreurs coûteuses. Cette capacité s’est avérée particulièrement précieuse dans le segment des véhicules électriques (EV), où les cycles d’innovation évoluent plus rapidement que les calendriers traditionnels de développement automobile.
Pour les fabricants à la recherche de solutions fiables de fabrication automobile, des ateliers spécialisés en usinage CNC disposant de certifications sectorielles telles que l’IATF 16949 garantissent la qualité requise pour ces applications exigeantes. Des installations telles que Shaoyi Metal Technology associent l’usinage CNC de précision au contrôle statistique des procédés afin de maintenir une constance tout au long des séries de production, avec des délais d’exécution pouvant atteindre un jour ouvrable seulement pour des ensembles de châssis complexes et des composants sur mesure.
Exigences aéronautiques et solutions CNC
Peu d’industries poussent les exigences de précision aussi loin que la fabrication aéronautique. Selon des spécialistes de LG Metal Works, des pièces aéronautiques telles que les aubes de turbine, les composants moteur et les supports structurels exigent des tolérances aussi serrées que ±0,0005 po — un niveau qui ne laisse aucune marge d’erreur.
Les applications aéronautiques posent des défis uniques qui distinguent les ateliers compétents de ceux qui ne sont pas préparés aux exigences spécifiques de ce secteur :
- Matériaux exotiques : Les alliages de titane, l'Inconel et d'autres métaux à hautes performances résistent à l'usinage et nécessitent des outils spécialisés, des trajectoires d'outils optimisées ainsi qu'une surveillance experte par l'opérateur
- Précision extrême : Les composants critiques pour le vol doivent respecter des exigences dimensionnelles strictes, où la moindre déviation pourrait avoir des conséquences catastrophiques
- Géométries complexes : Les aubes de turbine et les éléments structurels présentent souvent des courbes composées et des passages internes complexes
- Exigences de traçabilité : Une documentation complète des matériaux, des procédés et des inspections garantit la conformité aux normes de sécurité aéronautique
La capacité à usiner des matériaux avancés tels que l'Inconel 625, le titane de grade 5 et l'aluminium 7075-T6 distingue les ateliers aptes à la conception aérospatiale des installations de fabrication générale. Chaque matériau présente des comportements uniques en matière de dilatation thermique, de dureté et de formation des copeaux, ce qui exige un étalonnage précis et une surveillance continue.
Exigences de précision pour les dispositifs médicaux
Lorsque des composants se retrouvent à l’intérieur du corps humain ou entre les mains de chirurgiens réalisant des procédures vitales, la précision prend une importance considérable. La fabrication de dispositifs médicaux allie des tolérances de niveau aérospatial à des exigences de biocompatibilité qui limitent le choix des matériaux et imposent des finitions de surface exceptionnelles.
Selon une analyse sectorielle publiée par American Business Magazine, les machines à commande numérique (CNC) excellent dans la production de dispositifs médicaux critiques tels que les instruments chirurgicaux, les prothèses et les implants — des applications où le moindre défaut pourrait avoir des conséquences déterminantes pour la vie du patient.
Les applications médicales exigent des capacités spécifiques :
- Matériaux biocompatibles : Acier inoxydable chirurgical, titane et plastiques spécialisés de qualité médicale, ne provoquant pas de réactions indésirables dans les milieux biologiques
- Personnalisation spécifique au patient : Implants sur mesure, tels que des plaques osseuses en titane usinées pour s’adapter précisément à l’anatomie individuelle du patient
- Exigences en matière de finition de surface : Les implants et les instruments chirurgicaux nécessitent des surfaces polies résistantes à la colonisation bactérienne et garantissant une intégration tissulaire adéquate
- Considérations stérilité : Les procédés de fabrication doivent permettre la stérilisation post-traitement et des flux de travail compatibles avec les salles propres
Le secteur médical s'appuie de plus en plus sur les capacités de prototypage CNC pour développer de nouveaux instruments chirurgicaux et des conceptions d'implants. L’itération rapide permet aux concepteurs d’affiner l’ergonomie, de tester la fonctionnalité et de valider l’ajustement avant de passer à la fabrication des outillages de production, accélérant ainsi le cycle de développement d’innovations vitales.
Des projets de loisirs à la production industrielle
Comprendre l’écart entre les applications grand public et les exigences industrielles aide les fabricants à se positionner adéquatement et à établir des attentes réalistes quant à leurs investissements en équipements.
Les applications grand public et en petite entreprise comprennent généralement :
- Pièces sur mesure et réparations : Composants unitaires destinés à des projets de restauration, à des réparations de machines ou à des besoins personnels de fabrication
- Développement du prototype : Test de concepts avant de rechercher des partenaires de production ou d’investir dans des équipements industriels
- Production en petite série : Petites séries d’articles spécialisés, où le temps de mise en place importe moins que la souplesse
- Développement des compétences : Apprendre la programmation et l’exploitation des machines CNC avant de passer à un travail commercial
Les exigences industrielles, en revanche, requièrent des capacités justifiant des investissements matériels nettement plus élevés. Selon les spécialistes de la fabrication de prototypes chez Nabell , la fabrication de prototypes sur machines CNC professionnelle offre une précision supérieure, une grande polyvalence des matériaux et une évolutivité qui en font le choix privilégié pour les industries souhaitant améliorer leurs capacités de conception et de production.
La transition du statut de bricoleur à celui de professionnel met souvent en évidence des lacunes en matière de performances des équipements, de documentation des procédés et de systèmes qualité exigés par les clients industriels. Les fabricants visant les secteurs aérospatial, médical ou automobile doivent non seulement investir dans des machines performantes, mais aussi dans des équipements de mesure, des systèmes de gestion de la qualité et des certifications attestant d’un contrôle rigoureux des procédés.
Ce spectre d'applications—des projets du week-end aux composants critiques pour le vol—explique pourquoi le marché des machines à commande numérique (CNC) propose une telle diversité d'équipements. Comprendre où se situe votre activité sur ce continuum oriente à la fois vos décisions d'achat immédiates et vos stratégies de développement commercial à long terme. 
Coûts des machines CNC métalliques et analyse des investissements
Vous avez identifié les secteurs industriels qui nécessitent une usinage métallique de précision et vous comprenez les exigences en matière de tolérances, mais pouvez-vous réellement vous permettre l’équipement nécessaire pour obtenir ces résultats ? La question du prix des machines CNC constitue un obstacle pour davantage de fabricants que presque tout autre facteur. De nombreux acheteurs se concentrent exclusivement sur le prix affiché, pour découvrir ensuite que le coût réel de possession d’une machine CNC s’étend bien au-delà de cet achat initial.
Comprendre le coût d’une machine à commande numérique (CNC) implique d’examiner l’ensemble de la situation financière. Selon les spécialistes de la fabrication chez CNC WMT, le prix des machines-outils à commande numérique dépend de plusieurs facteurs, notamment le type de machine, ses dimensions, ses fonctionnalités, sa marque, son niveau d’automatisation et ses coûts d’exploitation à long terme. Examinons ce que vous devriez réellement prévoir dans votre budget selon différents niveaux d’investissement.
Points de départ pour un investissement d’entrée de gamme
Le coût d’une machine CNC varie considérablement en fonction des applications visées. Une machine CNC bon marché destinée à des travaux amateurs sur aluminium appartient à une catégorie entièrement différente de celle des équipements industriels conçus pour la production continue d’acier. Voici ce que chaque niveau budgétaire permet réellement d’obtenir :
| Catégorie de machine | Gamme de prix | Capacités typiques | Idéal pour |
|---|---|---|---|
| Fraises CNC de bureau | 2 000 $ – 8 000 $ | Découpe de l’aluminium, du laiton et d’aciers légers ; tolérance typique de ±0,005 po | Amateurs, prototypage, apprentissage des fondamentaux de la CN |
| Machines sur établi | $8 000 - $25 000 | Capables de travailler l’acier ; rigidité améliorée ; tolérance atteignable de ±0,002 po | Petites boutiques, prototypage de production, pièces sur mesure |
| Industrie légère | $25 000 - $75 000 | Production entièrement en acier ; options d’automatisation ; précision de ±0,001 pouce | Ateliers de sous-traitance, environnements de production, matériaux exigeants |
| Équipement industriel complet | $75 000 - $500 000+ | Fonctionnement continu ; matériaux exotiques ; précision de ±0,0005 pouce ou meilleure | Aérospatiale, médical, fabrication à grande échelle |
Lorsque vous vous demandez combien coûte une machine à commande numérique (CNC), souvenez-vous que les marques haut de gamme telles que Haas, Mazak et DMG Mori affichent des prix plus élevés, mais offrent des décennies d’affinage technique ainsi qu’un soutien technique, une documentation et une formation complets. Selon une analyse sectorielle, bien que l’investissement initial soit plus important avec ces marques premium, les temps d’arrêt réduits et la durée de vie plus longue des machines se traduisent souvent par une meilleure valeur à long terme.
Coûts cachés au-delà du prix de la machine
Le prix d’achat ne représente qu’une partie visible de votre investissement total. Selon une analyse de propriété provenant de XProCNC , une règle générale largement acceptée suggère de prévoir un budget supplémentaire de 15 à 25 % du prix d’achat de votre machine pour les coûts d’exploitation de la première année. Pour une machine de 20 000 $, cela signifie mettre de côté entre 3 000 $ et 5 000 $ en plus du prix affiché.
Les frais d’exploitation courants qui influencent votre véritable coût d’usinage CNC comprennent :
- Remplacement des outillages : Les fraises, forets et plaquettes sont des consommables — prévoyez un budget mensuel de 100 à 400 $ selon les matériaux usinés et le volume de production
- Fluides de coupe et lubrifiants : Un fluide de coupe de qualité prolonge la durée de vie des outils et améliore la finition des pièces, mais nécessite un remplacement régulier ainsi qu’une élimination appropriée
- Électricité : Les broches industrielles consomment une puissance importante, notamment lors des passes lourdes dans l’acier
- Consommables d’entretien : Lubrifiants, huile pour glissières, filtres et produits de nettoyage représentent une somme non négligeable sur une année d’exploitation
- Abonnements logiciels : Les logiciels CAO/FAO professionnels coûtent généralement entre 100 $ et 500 $ par mois
- Pièces de rechange : Mettre de côté annuellement 1 à 3 % du prix d’achat pour les éléments d’usure tels que les roulements, les joints et les courroies
Après la première année, budgéter annuellement 5 à 10 % de la valeur de la machine pour l’entretien courant et le remplacement des outillages constitue un modèle durable qui évite que l’entretien reporté ne se transforme en réparations coûteuses.
Calcul du coût réel par pièce
Comprendre le coût d’une fraiseuse à commande numérique (CNC) par pièce vous permet de chiffrer vos prestations avec précision et d’évaluer de façon réaliste vos investissements en équipements. Votre calcul des coûts doit inclure :
- Temps machine : Diviser les coûts annuels liés à la machine (amortissement, entretien, frais généraux) par le nombre d’heures productives afin d’établir un taux horaire
- Consommation d’outillages : Suivre la durée de vie des outils dans les matériaux spécifiques que vous usinez et répartir les coûts de remplacement sur les pièces produites
- Temps de mise en place : Inclure, dans vos calculs, la préparation des dispositifs de serrage, la vérification des programmes et l’inspection de la première pièce
- Gaspillage de matériau : Tenir compte des copeaux, des chutes et des pièces rejetées lors du calcul des coûts des matériaux
- Main-d'œuvre : Prendre en compte le temps opérateur consacré au chargement, à la surveillance et au déchargement — même sur des équipements automatisés
Le coût de la commande numérique par opération varie considérablement selon le type de procédé. Selon les analyses manufacturières, la découpe au laser et à la plasma offre des avantages en termes de vitesse pour les travaux en 2D, tandis que le fraisage coûte davantage à l’heure mais permet de réaliser des géométries complexes en 3D que les procédés plus simples ne peuvent pas produire. Adapter votre équipement à votre charge de travail réelle évite de payer trop cher des fonctionnalités que vous utilisez rarement.
Choix entre équipement neuf et d’occasion
L’équipement CNC d’occasion peut offrir des économies substantielles — parfois de 40 à 60 % par rapport aux prix neufs — mais nécessite une évaluation rigoureuse. Prenez en compte les facteurs suivants lors de l’évaluation de machines d’occasion :
- Compteur d’heures et historique de maintenance : Les machines à faible nombre d’heures d’utilisation, dont l’historique de maintenance est documenté, représentent la meilleure valeur d’occasion.
- Inspection avant achat : Exécutez des programmes de test et vérifiez la présence de jeu, de désaxement de la broche et de précision géométrique.
- Ancienneté du système de commande : Les systèmes de commande anciens peuvent manquer de fonctionnalités, présenter une compatibilité logicielle limitée ou faire face à une obsolescence des pièces.
- Assistance du fabricant: Certaines marques assurent la disponibilité des pièces et le soutien pendant des décennies ; d'autres mettent rapidement fin à ce soutien
- Coûts d'installation : Le grutage, les travaux électriques et la mise en service augmentent le coût total d'acquisition
Une machine d'occasion bien entretenue, provenant d'une marque réputée, offre souvent une meilleure valeur qu'une machine neuve bas de gamme dont la durabilité à long terme est incertaine. Toutefois, l'achat d'une machine d'occasion sans inspection adéquate ou auprès de sources peu fiables peut conduire à un équipement dont les coûts de réparation dépassent les économies réalisées sur le prix d'achat.
Prendre des décisions d'investissement éclairées exige de concilier les coûts initiaux et la valeur à long terme — il s'agit non seulement de connaître le prix de l'équipement, mais aussi le coût de son exploitation productive sur plusieurs années de service.
Outils et systèmes de serrage essentiels pour la métallurgie
Vous avez évalué les coûts des machines et comprenez ce que permettent les différents niveaux d’investissement — mais même l’équipement CNC le plus performant produit des résultats décevants sans des outils et des systèmes de maintien appropriés. Pensez-y ainsi : votre machine fournit le mouvement et la puissance, mais les outils de coupe et les dispositifs de serrage déterminent si cette capacité se traduit par des pièces de qualité ou par des rebuts frustrants.
De nombreux fabricants sous-estiment à quel point les choix relatifs aux systèmes de maintien et aux outils influencent leurs résultats. Une pièce mal fixée se déplace en cours d’usinage, compromettant les tolérances. Des fraises inadaptées au matériau usiné entraînent une usure prématurée ou une mauvaise finition de surface. Maîtriser ces notions fondamentales avant de commencer à usiner permet d’éviter des erreurs coûteuses apprises à la dure.
Étaux, pinces et dispositifs de serrage sur mesure
La fixation des pièces a une fonction critique : maintenir votre matière métallique parfaitement immobile pendant que les efforts de coupe tentent de la déplacer. Tout mouvement, même de quelques millièmes de pouce, se transfère directement à la pièce finie sous forme d’erreur dimensionnelle. La méthode de fixation choisie dépend de la géométrie de la pièce, de l’accès requis pour l’outil de fraisage CNC et du volume de production.
Options courantes de tenue en place :
- Étaux de machine : Le cheval de bataille des opérations de fraisage — des étaux de qualité équipés de mâchoires trempées assurent un serrage rigide pour les matériaux rectangulaires et peuvent être munis de mâchoires souples usinées pour épouser précisément les profils spécifiques des pièces.
- Pinces à talon et cales à gradins : Fixation polyvalente pour les pièces de forme irrégulière ou lorsque les mâchoires de l’étau entraveraient l’accès du parcours d’usinage.
- Tables à vide : Idéal pour les tôles minces, où une fixation conventionnelle déformerait la pièce — la pression atmosphérique maintient les pièces à plat sans interférence sur les bords.
- Dispositifs de serrage sur mesure : Fixation spécialement conçue pour des pièces précises, intégrant souvent des écrous de couplage et des inserts filetés permettant un chargement rapide et un positionnement précis.
- Blocs de mandrins et dispositifs d'indexation : Permettent d'usiner plusieurs faces sans retirer la pièce de la machine
Lors de la conception de dispositifs de serrage, tenez compte de la façon dont une cale métallique peut établir des surfaces de référence précises ou compenser de légères variations d’épaisseur du brut. Les tourneurs-fraiseurs expérimentés gardent toujours à portée de main une variété de cales afin d’ajuster finement les montages sans devoir refaire les dispositifs.
Plaquettes pour fraises et sélection d’outils de coupe
Les fraises de votre fraiseuse déterminent directement la vitesse de coupe, l’état de surface et la durée de vie de l’outil. Comprendre les différences entre les types d’outils vous aide à prendre des décisions d’achat judicieuses, plutôt que d’acheter ce qui semble simplement abordable.
Fraises à bout permettent d’effectuer la majeure partie des opérations de fraisage. Ces outils rotatifs existent sous d’innombrables variantes :
- Fraises cylindriques à bout plat : Outils à angle droit destinés aux poches, aux profils et aux opérations d’ébauche ou de finition de face
- Fraises sphériques : Outils à extrémité arrondie destinés aux contours 3D, aux congés et aux surfaces sculptées
- Fraises à bout arrondi : Allient la résistance des extrémités plates à une concentration de contraintes réduite aux coins
- Fraises de dégrossissage : Les dents en forme de scie fragmentent les copeaux et permettent une enlèvement de matière agressif
Fraises frontales excellent pour enlever rapidement de grandes quantités de matière lors de l’usinage de surfaces planes. Elles utilisent des plaquettes carbure interchangeables plutôt qu’une construction monobloc, ce qui les rend économiques pour les opérations de dressage intensives.
Forets et tarauds complètent l’ensemble essentiel de fraises de finition. Les forets à centrer créent des points de départ précis, les forets hélicoïdaux perforent les trous, et les tarauds taillent des filetages internes. Pour les travaux de production, les vis à formage peuvent parfois supprimer entièrement l’opération de taraudage en formant les filetages lors du montage, plutôt que de les usiner par coupe.
Stratégies de serrage adaptées aux différentes géométries de pièces
L’outillage de base indispensable pour l’usinage des métaux doit couvrir les opérations courantes sans dépasser votre budget :
- fraises à 2 et 4 dents, de diamètres 1/4", 3/8" et 1/2"
- Jeu de forets à queue cylindrique de longueur standard couvrant les dimensions courantes de perçage
- Foret à centrer ou foret à repérer pour le démarrage des perçages
- Fraise à chanfreiner en carbure pour l’usinage des bords
- Fraise frontale avec plaquettes adaptées à vos matériaux principaux
- Jeu de tarauds accompagné des forets correspondants pour les pas de filet courants
- Rechercheur de bord ou palpeur pour le positionnement des pièces usinées
Revêtements d'outils ont une incidence considérable sur les performances selon le métal usiné. Le carbure non revêtu convient bien à l’usinage de l’aluminium, mais s’use rapidement dans l’acier. Le nitrure de titane (TiN) augmente la dureté et la résistance à la chaleur, ce qui le rend adapté à l’usinage général de l’acier. Le nitrure d’aluminium-titane (AlTiN) supporte des températures plus élevées, ce qui le rend adapté aux matériaux plus durs et à l’usinage à sec. Les revêtements en carbone de type diamant (DLC) excellent dans l’usinage de l’aluminium en empêchant la formation de bavures.
Carbure contre acier rapide représente un choix fondamental qui affecte à la fois le coût et les capacités. Les fraises en acier rapide (HSS) coûtent moins cher et peuvent être réaffûtées, ce qui les rend économiques pour une utilisation occasionnelle ou sur des matériaux tendres. Les outils en carbure ont un coût initial plus élevé, mais permettent des vitesses d’usinage plus élevées, présentent une durée de vie plus longue et conviennent aux matériaux plus durs — ils s’amortissent généralement rapidement dans les environnements de production.
- Je suis désolé. l’évacuation des copeaux et les systèmes de lubrification prolongent la durée de vie des outils et améliorent la qualité des pièces usinées. Les copeaux laissés dans la zone de coupe sont re-coupés, endommageant à la fois la pièce et l’outil. La lubrification abondante évacue les copeaux tout en réduisant les températures de coupe. Lorsque la lubrification abondante n’est pas pratique, des systèmes à air comprimé ou à brouillard constituent des alternatives. Certains matériaux — notamment l’aluminium — bénéficient de fluides de coupe spécifiques qui empêchent la formation d’un bourrelet.
Investir dans des systèmes de serrage de qualité et dans des outillages adaptés génère des retours sur investissement pour chaque pièce que vous produisez. Économiser sur ces éléments compromet les performances même des machines haut de gamme, tandis que des choix réfléchis permettent d’optimiser pleinement les capacités de votre équipement.

Choisir la bonne machine à commande numérique (CNC) pour l’usinage des métaux
Vous avez assimilé les notions fondamentales : types de machines, compatibilité avec les matériaux, précision, coûts et éléments essentiels liés à l’outillage. Il vous reste maintenant à prendre la décision qui synthétise l’ensemble : choisir la configuration CNC adéquate pour l’usinage des métaux, en fonction de votre situation spécifique. Ce choix déterminera tous les projets que vous réaliserez pendant des années ; il est donc essentiel de le faire avec soin, plutôt que de se précipiter vers un achat qui ne correspond pas à vos besoins réels.
Que vous soyez un passionné rêvant d’une fraiseuse à commande numérique (CNC) pour usage domestique ou un professionnel évaluant des équipements destinés à la production, le processus de sélection suit une logique similaire. Commencez par définir vos besoins, confrontez-les à des options réalistes, et prenez en compte l’écosystème complet qui soutient un usinage réussi. Examinons ensemble un cadre pratique permettant d’éviter les regrets d’achat.
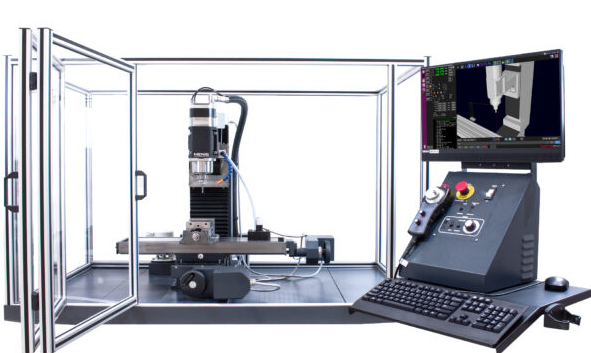
Adapter les dimensions de la machine à votre espace de travail
Avant de tomber amoureux des capacités d’une machine, vérifiez qu’elle s’intègre effectivement dans l’espace prévu pour son utilisation. Une fraiseuse CNC de bureau semble compacte jusqu’à ce que vous preniez en compte la collecte des copeaux, le rangement des outils et l’accès de l’opérateur. Les contraintes physiques éliminent plus rapidement des options que tout autre facteur.
Utilisez cette liste de contrôle pour évaluer les critères clés de sélection avant de comparer des machines spécifiques :
- Exigences relatives au volume de travail : Quelles sont les dimensions maximales des pièces que vous devrez réellement usiner ? Ajoutez une marge pour la fixation des pièces et les dégagements nécessaires.
- Capacités en matière de matériaux : Usinerez-vous principalement de l’aluminium, ou aurez-vous besoin dès le départ d’une rigidité suffisante pour usiner de l’acier ?
- Besoins en précision : Quelles tolérances vos applications exigent-elles réellement — pas celles que vous souhaiteriez, mais celles dont vous avez véritablement besoin ?
- Limites budgétaires: Incluez dans votre budget total les coûts liés aux outillages, aux logiciels et aux frais d’exploitation de la première année — et pas seulement le prix de la machine
- Espace disponible : Mesurez précisément l’espace disponible, y compris les dégagements nécessaires pour l’évacuation des copeaux, la manutention des matériaux et l’accès à la maintenance
- Besoins en alimentation : Vérifiez que votre installation électrique est capable d’alimenter la machine — les équipements industriels nécessitent souvent une tension de 220 V ou une alimentation triphasée
- Capacité de charge : Assurez-vous que votre sol peut supporter le poids de la machine, en particulier dans le cas d’équipements industriels en fonte
- Bruit et ventilation : Prenez en compte la proximité des voisins, la ventilation de l’atelier pour évacuer les brouillards de liquide de coupe, ainsi que les exigences en matière de collecte des copeaux
Une petite machine CNC conçue pour une utilisation sur bureau pourrait parfaitement répondre à vos projets immédiats tout en s’intégrant dans un coin de garage. Toutefois, si vous prévoyez déjà de la remplacer dans les deux ans, cette étape intermédiaire risque de gaspiller des ressources qui seraient mieux investies dès le départ dans un équipement plus performant.
Évaluation de la rigidité requise pour vos matériaux cibles
Votre matériau principal détermine les exigences minimales en matière de rigidité. Une petite fraiseuse à commande numérique conçue pour la prototypage de l’aluminium aura des difficultés — voire échouera complètement — lorsqu’on lui demande d’usiner de l’acier de façon agressive. Adapter la construction de la machine à vos objectifs en matière de matériaux évite les frustrations et le gaspillage d’outillages.
Pour les amateurs et les travaux légers :
- Options de fraiseuses de bureau : Adaptées à l’aluminium, au laiton, aux plastiques et à des passes légères dans de l’acier doux
- Construction typique : Châssis en aluminium, guides linéaires plus petits, entraînements par courroie ou vis à billes
- Attentes réalistes : Apprendre les fondamentaux de la CN, réaliser des prototypes, fabriquer des pièces fonctionnelles dans des matériaux plus tendres
- Parcours de mise à niveau : Évaluez si la plateforme accepte des mises à niveau de broche, des conversions vers des vis à billes ou l’ajout d’un carter
Pour les environnements professionnels et de production :
- Construction de Qualité Industrielle : Cadres en fonte ou en acier fabriqués, dotés d'une masse importante
- Systèmes de déplacement de précision : Vis à billes, guides linéaires de qualité, moteurs servo avec rétroaction par codeur
- Capacité de la broche : Puissance supérieure avec des systèmes de serrage d'outils rigides tels que CAT40 ou BT30
- Caractéristiques de production : Changeurs automatiques d'outils, systèmes de palpage, gestion de l'émulsion
Une mini-machine-outil à commande numérique peut sembler limitée comparée à des équipements pleine grandeur, mais les contraintes stimulent la créativité et favorisent un apprentissage approfondi. De nombreux fraiseurs talentueux ont acquis leurs compétences sur des machines modestes avant de passer à des équipements plus grands — les fondamentaux restent valables, quelle que soit la taille de la machine.
Écosystème logiciel et considérations liées à la courbe d'apprentissage
Le processus allant de l'idée à la pièce finie passe à chaque étape par des logiciels. Comprendre ce flux de travail vous aide non seulement à évaluer la machine elle-même, mais aussi l'écosystème complet dans lequel vous investissez.
CAO (Conception Assistée par Ordinateur) crée votre modèle 3D ou votre dessin 2D. Les options vont des outils gratuits, comme Fusion 360 pour les amateurs, aux logiciels professionnels, tels que SolidWorks ou Inventor. Le choix de votre logiciel CAO influence la compatibilité des fichiers et la disponibilité des fonctionnalités en aval.
FAO (Fabrication Assistée par Ordinateur) transforme votre conception en trajectoires d’outils — les mouvements précis que votre machine exécutera. Le logiciel FAO calcule les avances, les vitesses de coupe et les stratégies d’usinage en fonction de votre matériau, de vos outils et des capacités de votre machine. Un bon logiciel FAO a un impact considérable sur l’état de surface, le temps de cycle et la durée de vie des outils.
Retouches post-capture convertit les trajectoires d’outils génériques en code G spécifique au contrôleur de votre machine. Les différents systèmes de commande interprètent les commandes différemment, ce qui rend l’utilisation de post-processeurs adaptés essentielle pour un fonctionnement fiable.
Contrôle de la machine exécute le code G, en coordonnant les moteurs, la broche et le liquide de coupe afin de produire votre pièce. Les contrôleurs vont de systèmes simples basés sur GRBL, utilisés sur les machines CNC de bureau, à des systèmes sophistiqués tels que Fanuc ou Siemens, employés sur les équipements industriels.
Prenez en compte ces facteurs liés à l’écosystème logiciel :
- Logiciel inclus : Certaines machines intègrent des logiciels de FAO ; d'autres nécessitent des achats séparés
- Courbe d'apprentissage : Les logiciels professionnels complexes offrent davantage de fonctionnalités, mais exigent un investissement plus important en formation
- Soutien communautaire : Les plateformes populaires proposent de nombreux tutoriels, forums et ressources partagées
- Abonnement contre licence perpétuelle : Les coûts logiciels récurrents influencent les frais d'exploitation à long terme
- Capacités de simulation : La vérification virtuelle détecte les erreurs de programmation avant qu’elles n’endommagent les machines ou les pièces
Assistance du fabricant et ressources communautaires
Que se passe-t-il lorsqu’un composant tombe en panne ou que vous rencontrez un problème que vous ne parvenez pas à résoudre seul ? L’assistance fournie par le fabricant et les ressources communautaires déterminent souvent si une machine devient un outil productif ou un simple poids mort coûteux.
Évaluez l’assistance du fabricant en posant les questions suivantes :
- Dans quelle mesure le support technique est-il réactif par téléphone et par courriel ?
- Les pièces de rechange sont-elles facilement disponibles et raisonnablement tarifées ?
- Le fabricant fournit-il des ressources pédagogiques, des vidéos ou une documentation ?
- Depuis combien de temps l’entreprise est-elle active sur le marché, et quelle est sa réputation en matière d’engagement après-vente ?
- Des mises à jour et améliorations du micrologiciel sont-elles fournies, ou la machine reste-t-elle figée dans sa configuration d’origine à l’achat ?
Les ressources communautaires revêtent une importance égale, notamment pour les fabricants plus petits qui ne disposent pas de départements de support étendus. Des forums utilisateurs actifs, des groupes Facebook et des chaînes YouTube constituent des bases de connaissances utiles pour diagnostiquer les problèmes et partager des conseils d’optimisation. Des plateformes populaires telles que Tormach, Haas et diverses marques de machines CNC de bureau bénéficient de communautés d’utilisateurs engagées, qui complètent efficacement le support offert par les fabricants.
Pour les acheteurs professionnels recherchant des solutions prêtes à la production, éprouvées et accompagnées d’un support fiable, les fabricants établis offrent une tranquillité d’esprit que les alternatives économiques ne sauraient égaler. Des installations telles que Shaoyi Metal Technology démontrer comment la certification IATF 16949 et la maîtrise statistique des procédés traduisent les spécifications de capacité en résultats réels cohérents — le type de maturité opérationnelle qui se développe au fil de nombreuses années d’expérience en production.
Recommandations par segment d’utilisateurs
Votre situation détermine quels compromis sont pertinents. Voici des conseils pratiques fondés sur des profils d’acheteurs courants :
Amateurs et apprenants :
- Commencez par une fraiseuse à commande numérique de bureau ou une mini-fraiseuse CN dans la fourchette de prix de 2 000 $ à 5 000 $
- Privilégiez des machines capables d’usiner l’aluminium et pouvant occasionnellement traiter le laiton ou l’acier doux
- Accordez la priorité aux plateformes bénéficiant de communautés actives et de ressources pédagogiques étendues
- Prévoyez un budget pour des systèmes de serrage de qualité et un jeu d’outils de base — ne dépensez pas l’intégralité de votre budget sur la machine elle-même
- Acceptez que des mises à niveau ultérieures soient normales ; votre première machine vous apprendra ce dont vous avez réellement besoin
Petites entreprises et passionnés sérieux :
- Envisagez des équipements de banc d'essai ou industriels légers dans la fourchette de prix de 10 000 $ à 30 000 $
- Privilégiez une rigidité et une précision adaptées au travail sur acier, permettant d’assurer des prestations rémunératrices
- Investissez dans un logiciel CAM adapté, capable de tirer pleinement parti des capacités de la machine
- Évaluez soigneusement l’assistance fournie par le fabricant — les temps d’arrêt entraînent des coûts lorsque les clients attendent
- Prévoyez l’avenir avec des machines compatibles avec des mises à niveau automatisées, telles que les systèmes de palpage et les changeurs d’outils
Environnements de production et professionnels :
- Spécifiez les équipements en fonction de besoins documentés, et non de fonctionnalités purement ambitieuses
- Prenez en compte le coût total de possession, y compris les contrats de maintenance et la formation
- Vérifiez la stabilité du fabricant ainsi que la disponibilité des pièces détachées sur toute la durée de vie prévue de la machine
- Envisagez l’achat d’équipements industriels d’occasion issus de marques réputées comme alternative aux machines neuves à budget limité
- Assurez-vous que l'infrastructure de votre installation prend en charge l'équipement — alimentation électrique, systèmes de levage, contrôles environnementaux
Quel que soit votre point de départ, rappelez-vous que la meilleure configuration de machine à commande numérique (CNC) pour métaux est celle que vous utilisez effectivement pour fabriquer des pièces. L’analyse paralysante empêche de nombreux futurs fabricants de passer à l’action, tandis que d’autres développent leurs compétences grâce à une expérience pratique. Commencez là où votre budget et votre espace le permettent, apprenez les fondamentaux, puis procédez à une mise à niveau lorsque des limitations réelles — et non imaginaires — vous empêchent d’accomplir les travaux nécessaires.
Questions fréquemment posées sur l'usinage CNC des métaux
1. À quoi sert une machine à commande numérique (CNC) pour métaux ?
Une machine à commande numérique par ordinateur (CNC) pour métaux utilise le contrôle numérique par ordinateur afin d’automatiser la découpe, la mise en forme et la fabrication de pièces métalliques avec une précision exceptionnelle. Ces machines suivent des instructions programmées en code G pour guider les outils de coupe sur les pièces brutes, en enlevant du matériau afin de créer des composants finis. Les types courants comprennent les fraiseuses CNC pour les contours en 3D, les tours pour les pièces cylindriques, ainsi que les machines à plasma ou à laser pour la découpe de tôles. Les machines CNC modernes pour métaux atteignent une précision de positionnement inférieure à 0,0001 pouce, ce qui les rend indispensables dans les secteurs aéronautique, automobile et de la fabrication de dispositifs médicaux, où les tolérances très serrées sont critiques.
2. Quels métaux pouvez-vous usiner sur une machine CNC ?
Les machines CNC traitent une grande variété de métaux, notamment l’aluminium, l’acier, l’acier inoxydable, le laiton, le cuivre et le titane. L’aluminium offre la malléabilité la plus indulgente, avec des vitesses de coupe élevées et une usure minimale des outils. L’acier nécessite des machines plus rigides et une gestion thermique soignée. L’acier inoxydable pose des défis liés à l’écrouissage, ce qui exige un engagement de coupe constant et des outils parfaitement affûtés. Le laiton et le cuivre s’usinent remarquablement bien, offrant d’excellentes finitions de surface. Le titane requiert des outils spécialisés, un refroidissement agressif et des vitesses réduites. Le choix du matériau influence directement la sélection des outils, les paramètres de coupe et les exigences en matière de machine.
3. L’usinage CNC est-il difficile à apprendre ?
Le fraisage CNC comporte une courbe d'apprentissage, mais reste accessible aux débutants motivés. Des pièces de base peuvent être réalisées en quelques heures à l’aide de logiciels modernes de CAO/FAO qui génèrent automatiquement les trajectoires d’outil à partir de modèles 3D. Toutefois, maîtriser ce métier — comprendre le comportement des matériaux, optimiser les paramètres de coupe et diagnostiquer les problèmes — nécessite généralement trois ans ou plus d’expérience pratique. Commencer par l’aluminium sur une fraiseuse CNC de bureau offre un environnement indulgent pour assimiler les notions fondamentales avant de passer à des matériaux plus durs et à des tolérances plus exigeantes.
4. Est-il moins coûteux de construire soi-même une machine CNC ou de l’acheter ?
Construire une machine CNC coûte moins cher en termes de matériaux bruts, mais nécessite un investissement de temps important pour la conception, le montage, le réglage et l’ajustement. Pour les amateurs qui valorisent l’expérience d’apprentissage, les réalisations « faites soi-même » offrent des avantages pédagogiques ainsi que des économies sur les coûts. Toutefois, l’achat d’une machine fabriquée industriellement garantit des performances éprouvées, un soutien du fabricant, une documentation complète et une couverture sous garantie. Les environnements de production tirent généralement davantage profit de l’acquisition d’équipements de qualité permettant de minimiser les temps d’arrêt. Prenez en compte la valeur de votre temps, vos compétences techniques et vos applications prévues lors de cette prise de décision.
5. Combien coûte une machine CNC pour métaux ?
Les prix des machines métalliques à commande numérique par ordinateur (CNC) varient de 2 000 $ pour les fraiseuses de bureau destinées aux amateurs à plus de 500 000 $ pour les équipements industriels de production. Les fraiseuses CNC de bureau adaptées au travail de l’aluminium et des aciers légers coûtent entre 2 000 $ et 8 000 $. Les machines sur établi, dotées de capacités améliorées pour usiner l’acier, sont proposées entre 8 000 $ et 25 000 $. Les équipements industriels légers coûtent entre 25 000 $ et 75 000 $, tandis que les machines de production complètes, issues de marques telles que Haas ou Mazak, commencent aux alentours de 75 000 $. En sus du prix d’achat, prévoyez un budget supplémentaire de 15 à 25 % pour les coûts d’exploitation de la première année, incluant les outillages, les fluides de coupe, les logiciels et la maintenance.