 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Estampage de structures de sièges automobiles : Technologies de fabrication et tendances de légerisation
TL ;DR
L'emboutissage de cadres de sièges automobiles est un procédé de fabrication de précision qui utilise des technologies progressives et par matrices transfert à haute tonnage (généralement entre 100 et 1 200 tonnes ou plus) pour fabriquer des composants structurels de véhicules à partir de matériaux à haute résistance. Alors que l'industrie automobile s'oriente vers les véhicules électriques (EV), l'accent principal s'est déplacé vers allégement —le remplacement de l'acier traditionnel par de l'acier à haute résistance avancé (AHSS), de l'aluminium et des alliages de magnésium afin d'augmenter l'autonomie de la batterie sans compromettre la sécurité.
La production moderne de cadre de siège ne consiste plus seulement à former du métal ; elle exige l'intégration de la cintrage de fils, de la fabrication de tubes et de méthodes d'assemblage complexes telles que le soudage laser. Pour les équipementiers et les fournisseurs de niveau 1, la réussite dépend du choix du bon procédé de fabrication — en équilibrant la rapidité du poinçonnage en continu avec l'efficacité matérielle des systèmes transferts — tout en respectant des normes de sécurité strictes telles que FMVSS et IATF 16949.
Les technologies clés : poinçonnage en continu contre poinçonnage par transfert
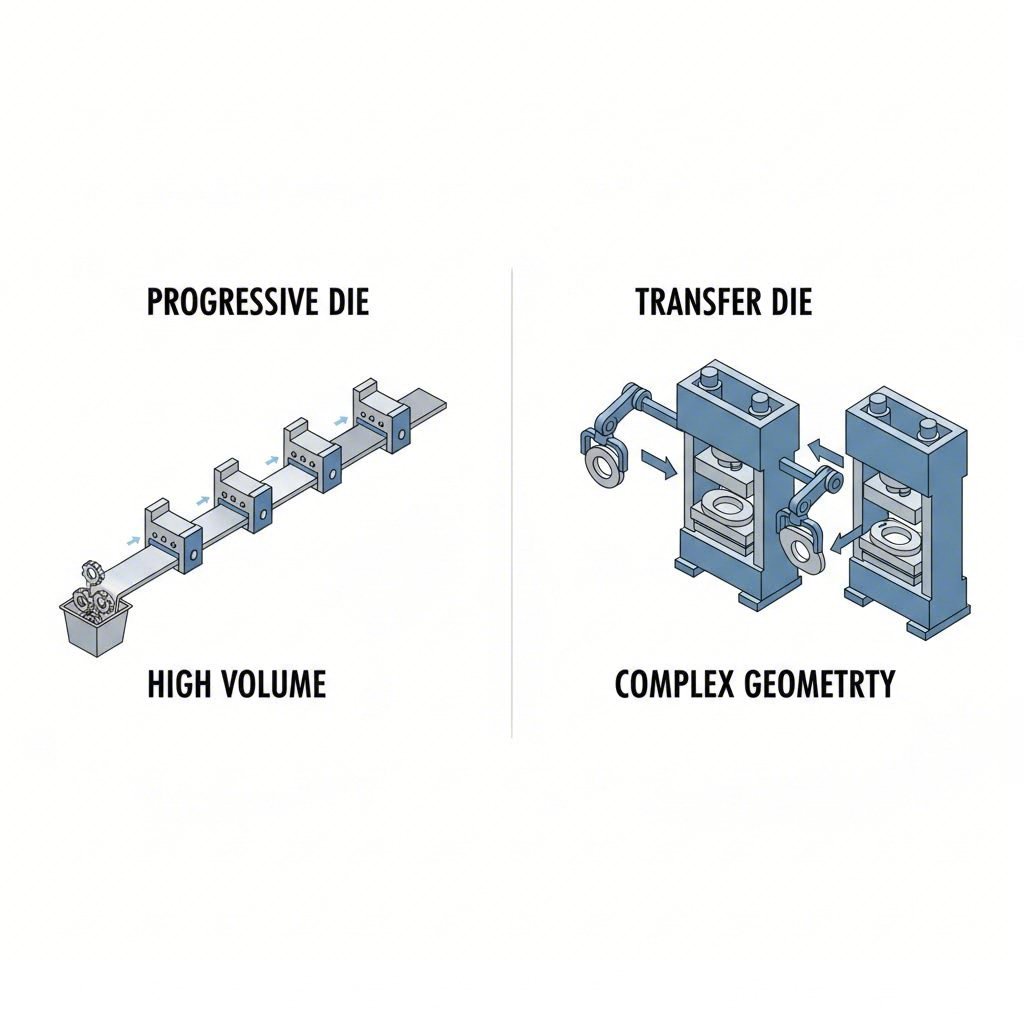
Le choix entre matrices progressives et matrices de poinçonnage par transfert constitue la décision d'ingénierie fondamentale dans la production de cadres de siège. Cette décision détermine les coûts d'outillage, la vitesse de production et la complexité des pièces.
Estampage à matrice progressive est la norme industrielle pour les composants de petite taille et à grande production. Dans ce procédé, une bande métallique continue est alimentée à travers une série de postes dans un outil unique. Chaque course de la presse effectue une opération différente — découpage, pliage, repoussage — jusqu'à ce que la pièce finie soit détachée de la bande au poste final. Cette méthode est idéale pour la production de composants tels que rondelles de mécanisme de réglage d'inclinaison, rails de guidage et attaches de liaison lorsque la vitesse est primordiale.
Frappe de transfert , en revanche, est nécessaire pour des pièces plus grandes, plus profondes ou plus complexes qui ne peuvent pas rester fixées à une bande porteuse. Ici, des doigts mécaniques ou des bras robotisés transfèrent des ébauches individuelles d'une pièce entre différents postes d'outillage. Cette méthode est généralement utilisée pour des éléments structurels importants tels que cuves de siège embouties en profondeur, cadres latéraux et supports épais . Bien qu'elle soit plus lente que l'estampage progressif, elle offre une plus grande liberté pour des géométries complexes et réduit les pertes de matière — un facteur critique lorsqu'on travaille avec des alliages légers coûteux.
| Caractéristique | Estampage à matrice progressive | Frappe de transfert |
|---|---|---|
| Idéal pour | Pièces petites à moyennes (supports, rails, anneaux) | Grandes pièces structurelles (assises de siège, cadres latéraux) |
| Vitesse | Élevé (alimentation continue) | Modéré (manipulation des pièces requise) |
| Déchets matériels | Plus élevé (nécessite une bande porteuse) | Inférieur (nesting optimisé) |
| Coût d'outillage | Investissement initial élevé | Généralement inférieur, mais le coût de la presse est plus élevé |
| Complexité | Limité par l'attache de la bande | Grande flexibilité géométrique |
Innovation des matériaux : la recherche de la légèreté
La nécessité d'augmenter l'autonomie des véhicules électriques et de réduire les émissions de CO2 a révolutionné le choix des matériaux pour les structures de sièges. Les fabricants abandonnent progressivement les aciers doux au profit de matériaux offrant un meilleur rapport résistance-poids.
Les aciers à haute résistance avancés (AHSS) et UHSS sont désormais dominants. Des nuances comme les aciers biphasés (DP) et les aciers à plasticité induite par transformation (TRIP) permettent aux ingénieurs d'utiliser des tôles plus minces sans compromettre la tenue aux chocs. Les principaux fabricants comme le groupe Proma utilisent des procédés d'estampage en une seule course brevetés pour façonner ces matériaux difficiles en structures robustes de cadre d'assise et de dossier.
Alliages d'aluminium et de magnésium représentent la prochaine étape. Les cadres en aluminium peuvent offrir une réduction de poids d'environ 28 % par rapport à l'acier, tandis que le magnésium peut atteindre jusqu'à 35 % d'économie. Toutefois, ces matériaux posent des défis en fabrication, tels qu'un ressuage accru et la nécessité d'utiliser des lubrifiants spécialisés. La résolution de ces problèmes exige souvent des presses à entraînement servo qui peuvent ajuster programmablement la vitesse du traversin pendant la phase d'emboutissage afin d'éviter les fissures.
Au-delà de l'estampage : assemblage et intégration des composants
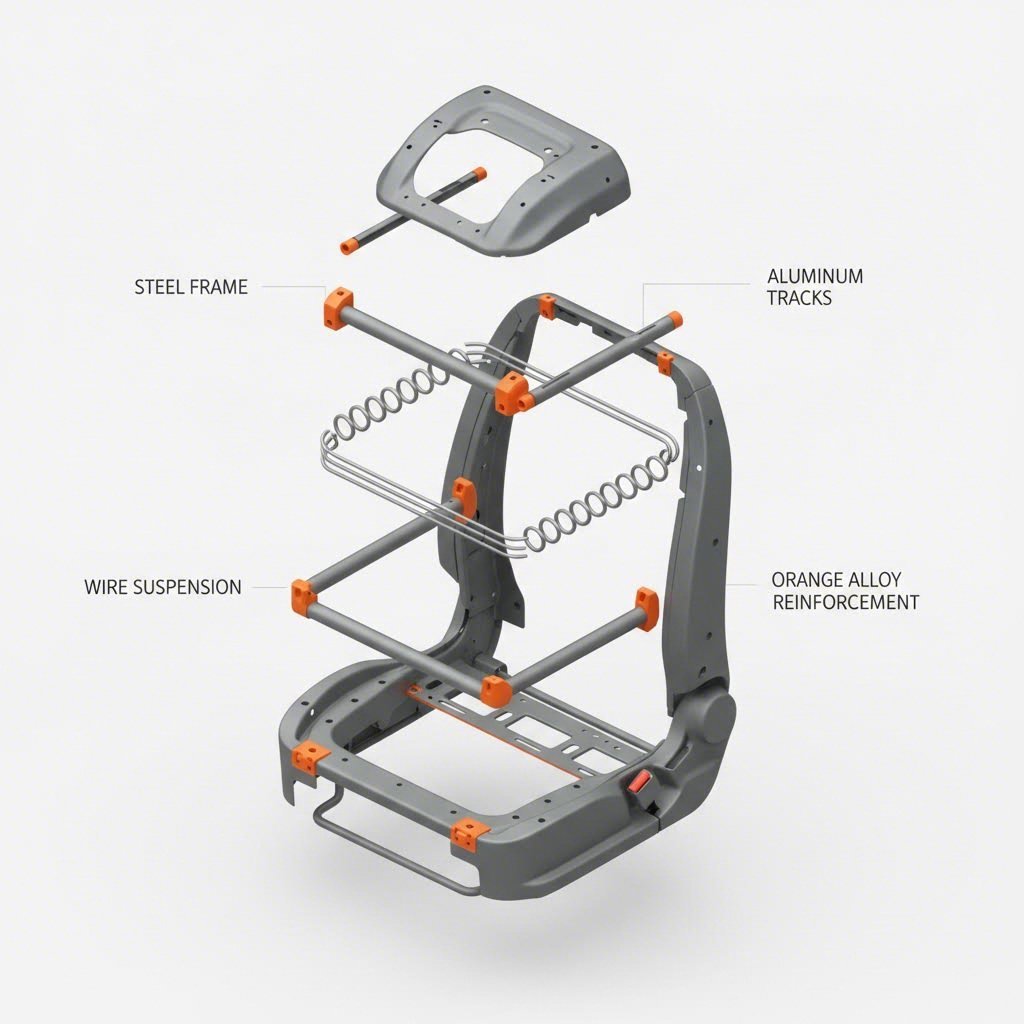
Une pièce métallique emboutie est rarement le produit final. L'ameublement automobile moderne exige la livraison d'ensembles entièrement intégrés. Des fournisseurs comme Guelph Manufacturing et Hatch Stamping se sont transformés en intégrateurs de systèmes, combinant des composants emboutis avec des formes filaires et des structures tubulaires.
- Courbure de tube et formage de fil Les structures de siège s'appuient souvent sur des cadres tubulaires cintrés pour les dossiers et des formes filaires pour les tapis de suspension. Ces procédés doivent être synchronisés avec les opérations d'emboutissage afin d'assurer un ajustement correct.
- Technologies d'assemblage La transition vers des matériaux mixtes (par exemple, l'assemblage de rails en acier à des bacs en aluminium) a rendu la soudure par points traditionnelle insuffisante dans certaines applications. Les fabricants adoptent de plus en plus Le soudage MIG, le soudage au laser et le fixation mécanique afin de garantir l'intégrité structurelle entre métaux dissimilaires.
- Intégration de mécanismes Le châssis doit accueillir des systèmes électromécaniques complexes, notamment des freins élévateurs, des rails de siège manuels et électriques, et des mécanismes d'inclinaison . Le poinçonnage de précision est crucial ici ; même des écarts au niveau du micron dans un rail de siège peuvent entraîner des problèmes de bruit, de vibration et de dureté (BVD) sur le véhicule final.
Contrôle Qualité et Optimisation des Processus
Dans les applications critiques pour la sécurité, comme les sièges automobiles, la prévention des défauts est incontournable. La qualité commence avant que la presse n'entre en contact avec le métal. Les machines dérouleuses de précision, telles que celles décrites par Henli Machine, jouent un rôle essentiel. Des caractéristiques comme les bras pneumatiques de pression et les systèmes de guidage empêchent l'écartement du matériau et protègent la surface de la bobine contre les rayures — des défauts pouvant entraîner un rejet esthétique ou une fatigue structurelle.
Analyse par éléments finis (AEF) est un autre outil essentiel utilisé par les fournisseurs de premier rang pour simuler le processus de poinçonnage avant la fabrication des outillages. L'analyse par éléments finis (AEF) permet aux ingénieurs de prédire l'amincissement, le froissage et le rebond élastique, autorisant ainsi une compensation des matrices dès la phase de conception, plutôt que des essais coûteux et itératifs sur le plancher d'usine.
Lors du choix d'un partenaire de fabrication, la certification est le minimum exigé. Recherchez des fournisseurs disposant IATF 16949 certification, qui garantit le respect des normes strictes de gestion de la qualité automobile. En outre, la capacité à combler l'écart entre le développement et la production est cruciale. Pour les équipementiers ayant besoin d'agilité, Shaoyi Metal Technology propose des solutions complètes d'emboutissage qui passent de la prototypage rapide (livraison de plus de 50 pièces en aussi peu que cinq jours) à la production de masse à grande échelle sur des presses de 600 tonnes, garantissant ainsi que la faisabilité du design soit validée dès les premières étapes du programme.
Concevoir l'avenir du siège
Le marché des structures de sièges automobiles évolue d'un simple cintrage métallique vers une ingénierie structurelle de haute technologie. À mesure que les véhicules deviennent autonomes et électriques, le siège devient le centre de l'expérience passager, exigeant un poids plus léger, une sécurité accrue et une fonctionnalité supérieure. Pour les ingénieurs et les responsables achats, l'objectif est de s'associer à des fabricants offrant non seulement une capacité de pressage, mais aussi une compréhension globale de la science des matériaux, des technologies d'assemblage et d'un contrôle qualité de précision.
Questions fréquemment posées
1. Quelle est la différence entre le poinçonnage progressif et le poinçonnage par transfert pour les cadres de sièges ?
Le poinçonnage progressif alimente une bande continue de métal à travers plusieurs postes, ce qui le rend plus rapide et idéal pour les pièces plus petites comme les supports et les connecteurs. Le poinçonnage par transfert déplace des ébauches découpées individuellement entre les postes, ce qui convient mieux aux pièces grandes et profondes comme les assises de siège et les montants latéraux nécessitant des opérations complexes d'emboutissage.
3. Pourquoi utilise-t-on le magnésium dans les cadres de sièges automobiles ?
Le magnésium est utilisé principalement pour son rapport résistance-poids exceptionnel. Il est environ 33 % plus léger que l'aluminium et 75 % plus léger que l'acier, ce qui le rend idéal pour augmenter l'autonomie des véhicules électriques. Toutefois, il nécessite des procédés spécialisés de moulage sous pression ou de poinçonnage en raison de ses propriétés matérielles uniques.
4. Qui sont les principaux fabricants mondiaux de structures de sièges automobiles ?
Les acteurs majeurs du secteur de l'ameublement automobile incluent Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S et Magna International. Ces entreprises fonctionnent généralement en tant que fournisseurs de premier rang, livrant des systèmes complets de sièges aux équipementiers.