 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Stratégies clés de lubrification des matrices automobiles pour optimiser les performances
TL ;DR
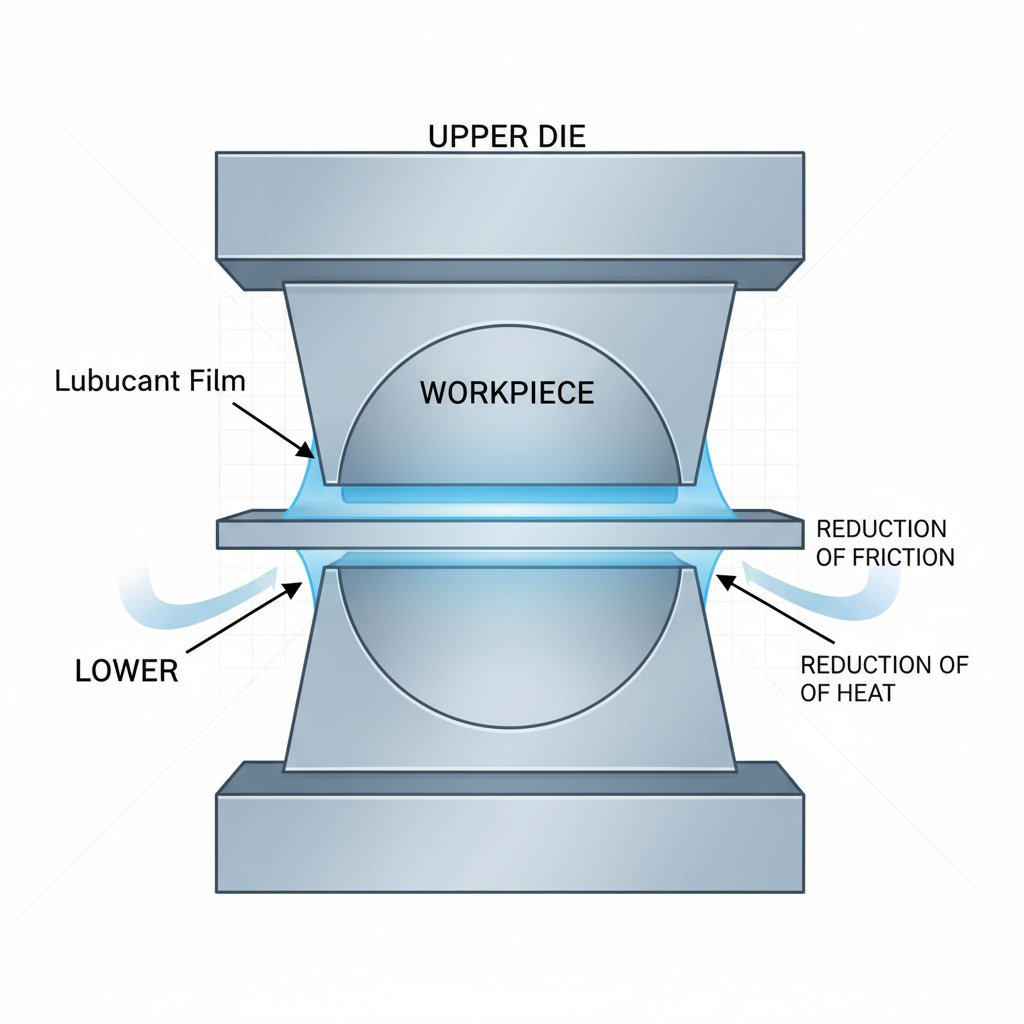
La lubrification des matrices automobiles est le processus essentiel consistant à appliquer un composé spécialisé afin de former un film protecteur entre la matrice et la pièce brute lors des opérations d'emboutissage ou de moulage. Une stratégie efficace de lubrification est cruciale pour réduire le frottement et la chaleur, éviter l'usure prématurée des outils, garantir l'éjection de haute qualité des pièces fabriquées et maximiser la durée de vie opérationnelle des matrices coûteuses.
Le rôle crucial de la lubrification dans les opérations de matrices automobiles
Dans tout atelier d'estampage, de formage ou de fabrication, l'interaction entre l'outil et la pièce engendre une friction intense ainsi qu'une forte génération de chaleur. L'objectif principal de la lubrification des matrices est d'insérer un film résistant à cette interface afin de maîtriser ces forces. Ce processus ne se limite pas à appliquer un fluide ; il constitue un élément fondamental d'une opération de fabrication réussie, ayant un impact sur tous les aspects, de la qualité des pièces aux coûts opérationnels. Appliquée correctement, une stratégie de lubrification bien pensée peut générer des gains d'efficacité significatifs tout au long du cycle de production.
Les fonctions de la lubrification des matrices sont multiples et vont bien au-delà de la simple réduction de la friction. Un lubrifiant adéquat crée une séparation physique entre la surface de la matrice et la pièce, ce qui est essentiel pour éviter les dommages et garantir un démoulage propre. La durée de vie d'outillages de haute précision, tels que les matrices d'estampage automobile sur mesure conçues par des spécialistes comme Shaoyi (Ningbo) Metal Technology Co., Ltd. , dépend directement d'un programme de lubrification méticuleusement exécuté. Sans celui-ci, même les matrices les plus robustes subiront une usure prématurée.
Une lubrification efficace des matrices apporte plusieurs avantages essentiels :
- Gestion du frottement et de la chaleur : En minimisant la résistance entre la matrice et la pièce à usiner, les lubrifiants dissipent la chaleur intense générée pendant le formage, ce qui est crucial pour maintenir la stabilité dimensionnelle de l'outil et de la pièce.
- Protection de la matrice : Le film de lubrifiant agit comme un bouclier, empêchant le grippage, les rayures et autres formes d'usure résultant d'un contact métal contre métal direct. Cela se traduit directement par une durée de vie prolongée des outils et une réduction des temps d'arrêt pour maintenance.
- Amélioration de la qualité des pièces : Une lubrification adéquate assure un écoulement uniforme du matériau sur la surface de la matrice, évitant déchirures, fissures et défauts esthétiques. Elle facilite également un démoulage propre de la pièce, évitant toute déformation.
- Contrôle de la corrosion : De nombreux lubrifiants d'emboutissage contiennent des additifs qui protègent à la fois la matrice et la pièce finie contre l'oxydation et la corrosion pendant et après le processus de fabrication.
Inversement, les conséquences d'une lubrification insuffisante sont graves. Une application inadéquate ou incorrecte du fluide entraîne une augmentation des taux de rebut, des réparations coûteuses des matrices et des arrêts de production imprévus. Dans l'industrie automobile, où des matériaux légers comme l'aluminium sont de plus en plus utilisés pour améliorer l'efficacité énergétique, les exigences pesant sur la technologie de lubrification sont encore plus élevées. Ces matériaux nécessitent des stratégies de lubrification spécialisées pour gérer leurs caractéristiques uniques d'emboutissage et éviter des problèmes tels que le soudage lors des opérations de moulage sous pression.
Élaborer une stratégie globale de lubrification
Atteindre l'excellence en matière de lubrification implique de dépasser une approche hâtive et réactive pour adopter une stratégie planifiée et globale. Lors de l'élaboration d'un plan de lubrification, notamment dans un environnement de changement rapide de moules (QDC), les entreprises ne doivent jamais considérer un composant de manière isolée. Une stratégie efficace garantit que tous les éléments — du choix du lubrifiant et de sa dilution aux méthodes d'application et aux contrôles de processus — fonctionnent de concert afin de réduire la durée des installations et d'éviter les erreurs.
Une stratégie complète commence par la compréhension que différents postes de travail ont des exigences différentes. Par exemple, les équipementiers automobiles ont souvent des fluides spécifiques et homologués pour leurs outils. Une partie essentielle de la stratégie consiste à choisir entre une approche réactive basée sur un calendrier et un système plus avancé fondé sur l'état réel du matériel. Bien qu'une lubrification planifiée soit plus simple, une stratégie conditionnelle surveille l'état réel du lubrifiant et de la machine afin d'optimiser l'application, réduisant ainsi les gaspillages et améliorant les performances. Cette démarche proactive est cruciale dans la fabrication moderne à grande variété.
Pour élaborer une stratégie de lubrification solide, envisagez la liste de vérification suivante :
- Analyser l'application : Évaluer le matériau de la pièce (par exemple, acier à haute résistance, aluminium), la complexité de la pièce et le type d'opération (par exemple, emboutissage, formage profond, moulage sous pression).
- Consulter les fournisseurs : Travaillez avec votre fournisseur de lubrifiants pour sélectionner le fluide approprié. Celui-ci peut fournir des informations cruciales sur les caractéristiques de formage et la compatibilité avec les traitements postérieurs tels que la peinture ou le placage.
- Définir les paramètres d'application : Déterminez la méthode d'application optimale (par exemple, pulvérisation, rouleau), le positionnement des buses, le volume et le moment d'application. Des contrôleurs intelligents peuvent stocker ces « profils de pulvérisation » afin d'assurer la reproductibilité et d'éliminer les approximations lors des changements de série.
- Établir une dilution et une surveillance adéquates : Utilisez le tableau de concentration fourni par le fournisseur de lubrifiants pour établir le ratio de dilution correct. Vérifiez régulièrement la concentration à l'aide d'un réfractomètre afin d'assurer une uniformité constante.
- Intégrer aux opérations de presse : Pour une efficacité maximale, notamment avec le QDC, utilisez des systèmes tels que des collecteurs à raccord rapide pour les lignes de lubrification. Cela accélère non seulement les changements de série, mais évite également les erreurs, comme brancher un mauvais tuyau sur une mauvaise buse.
Le tableau ci-dessous compare deux états d'esprit stratégiques, en mettant en évidence les avantages d'une approche proactive et basée sur les systèmes.
| Facteur | Stratégie réactive (axée sur les composants) | Stratégie proactive (axée sur les systèmes) |
|---|---|---|
| Application de lubrifiant | Application manuelle ou selon un calendrier fixe ; entraîne souvent une lubrification excessive ou insuffisante. | Application automatisée, basée sur l'état du système, avec un contrôle précis du volume et du moment. |
| Processus de changement de série | Raccordements individuels par tuyau souple ; risque élevé d'erreurs humaines et de contamination. | Utilisation de collecteurs à raccords rapides et de recettes programmées ; minimise les erreurs et les temps d'arrêt. |
| Surveillance | Vérifications peu fréquentes ou inexistantes de la concentration et de l'état du lubrifiant. | Surveillance régulière des rapports de dilution et de la performance du système ; ajustements basés sur les données. |
| En résultant | Qualité inconstante des pièces, gaspillage accru de lubrifiant, usure accrue de la matrice et temps d'arrêt plus longs. | Qualité constante des pièces, réduction des déchets, durée de vie prolongée de la matrice et efficacité opérationnelle améliorée. |
Choisir le bon lubrifiant : un guide sur les types et les propriétés
Le lubrifiant lui-même est la pierre angulaire de toute stratégie de lubrification des matrices. Le choix du type approprié est essentiel et dépend fortement de l'application spécifique, notamment du matériau mis en forme, des températures de fonctionnement et des pressions. Les quatre principales catégories de lubrifiants industriels offrent chacune des propriétés distinctes adaptées à différents scénarios.
Les types principaux incluent les huiles, les graisses, les lubrifiants secs et les lubrifiants pénétrants. Pour la plupart des applications d'emboutissage automobile, les huiles et les composés synthétiques spécialisés sont les plus courants. Par exemple, dans la fonderie sous pression de l'aluminium à haute température, les lubrifiants aqueux pour moules sont conçus pour refroidir efficacement la surface du moule et éviter le collage, un problème fréquent causé par l'effet Leidenfrost, où le liquide se vaporise avant de mouiller la surface chaude. De même, pour l'estampage des pièces en aluminium de la carrosserie blanche (BIW), les lubrifiants thermofusibles peuvent offrir une lubrification limite supérieure par rapport aux huiles conventionnelles.
Le choix approprié nécessite une évaluation minutieuse de plusieurs facteurs. Un lubrifiant qui fonctionne bien à basse température peut se dégrader sous la chaleur extrême d'une opération de forge ou de moulage sous pression. Le tableau suivant présente une comparaison des types courants de lubrifiants utilisés dans le formage des métaux :
| Type de lubrifiant | Propriétés clés | Idéal pour | Les considérations |
|---|---|---|---|
| À base d'huile (minérale/synthétique) | Refroidissement excellent, large gamme de viscosités, peut contenir des additifs anti-usure (EP). | Emboutissage général, emboutissage profond, opérations à grande vitesse. | Peut poser des problèmes d'entretien ; la viscosité varie avec la température. |
| Émulsions/Synthétiques à base d'eau | Propriétés de refroidissement supérieures, propre, non inflammable. | Fonderie sous pression à haute température, applications nécessitant une résistance au feu. | Nécessite une surveillance attentive de la concentration ; risque de prolifération bactérienne. |
| Lubrifiants en film sec (graphite, PTFE) | Résiste à des températures et pressions extrêmes ; procure une surface propre et non huileuse. | Forge, extrusion et applications où la contamination par un liquide est préoccupante. | Peut être difficile à appliquer de manière uniforme ; peut nécessiter une préparation de surface. |
| Lubrifiants thermofusibles | Appliqué sous forme solide et fond avec la chaleur ; assure une excellente lubrification limite. | Emboutissage de matériaux difficiles comme les alliages d'aluminium. | Nécessite un équipement d'application spécialisé. |
Pour guider votre processus de sélection, posez les questions suivantes :
- Quel est le matériau de la pièce et son épaisseur ?
- Quelles sont les températures et pressions maximales impliquées dans l'opération ?
- Y a-t-il des exigences spécifiques concernant l'état de surface de la pièce finale ?
- Quelles sont les considérations environnementales, sanitaires et de sécurité ?
- Le lubrifiant est-il compatible avec les procédés en aval tels que le soudage, la peinture ou le placage ?
Optimiser la performance grâce à une lubrification stratégique
En définitive, une lubrification efficace des matrices automobiles va bien au-delà d'une simple tâche de maintenance : c'est une exigence stratégique pour toute opération moderne de formage des métaux. Passer d'une approche consistant simplement à appliquer un fluide à celle de la gestion d'un système complet de lubrification est essentiel pour atteindre des performances optimales. Une stratégie réussie reconnaît que le choix du lubrifiant, la méthode d'application et la surveillance du processus sont des éléments interconnectés qui influencent directement la productivité, la qualité et la rentabilité.
En analysant attentivement les exigences spécifiques de chaque application, en collaborant avec des fournisseurs compétents et en exploitant la technologie pour garantir la précision et la reproductibilité, les fabricants peuvent dégager des avantages significatifs. Les résultats sont tangibles : une durée de vie prolongée des matrices, des taux de rebut réduits, des changements plus rapides et un environnement de travail plus propre et plus sûr. Dans un secteur automobile concurrentiel, maîtriser la lubrification des matrices constitue un facteur de différenciation clé qui favorise l'excellence opérationnelle.
Questions fréquemment posées sur la lubrification des matrices
1. Quel est le lubrifiant utilisé pour le moulage sous pression ?
Pour la fonderie sous pression, en particulier avec des métaux à haute température comme l'aluminium, on utilise généralement des lubrifiants spéciaux à base d'eau. Ces produits sont conçus pour lubrifier le moule afin d'en faciliter le démoulage, mais aussi, de manière critique, pour refroidir les surfaces du moule entre les cycles. Ils doivent résister à des températures extrêmes et éviter des problèmes tels que le soudage. Certains produits spécialisés, comme ceux contenant du graphite, sont également utilisés pour leur stabilité à haute température.
2. Quels sont les 4 types de lubrifiants ?
Les quatre principaux types de lubrifiants industriels sont l'huile, la graisse, les lubrifiants pénétrants et les lubrifiants secs. Les huiles sont liquides et excellentes pour le transfert de chaleur. Les graisses sont des semi-solides qui adhèrent bien aux surfaces. Les lubrifiants pénétrants ont une viscosité très faible pour s'infiltrer dans les interstices étroits. Les lubrifiants secs, comme le graphite ou le PTFE, sont des solides qui réduisent le frottement dans des environnements à haute température ou propres.
3. Qu'est-ce qu'une méthode de lubrification de type 3 ?
Cela fait généralement référence à l'une des trois méthodes courantes de lubrification des machines, comme les engrenages. Les méthodes principales sont la lubrification par graisse, la lubrification par barbotage (où les composants plongent dans un bain d'huile) et la circulation forcée d'huile (où une pompe distribue activement de l'huile vers des points critiques). Le choix de la méthode dépend de la vitesse, de la charge et des exigences de conception de la machine.
4. Quels sont les trois ou quatre types de systèmes de lubrification ?
Dans le contexte des machines industrielles, les systèmes de lubrification concernent la méthode de distribution. On y trouve notamment les systèmes manuels (par exemple, pistolet à graisse), les systèmes centralisés qui distribuent automatiquement du lubrifiant à plusieurs points à partir d'un réservoir unique, les systèmes à brouillard d'huile qui projettent un lubrifiant atomisé, et les systèmes de circulation qui filtrent et réutilisent continuellement l'huile. Dans les applications avec matrices, le système est souvent un système automatisé par pulvérisation ou par rouleau, conçu pour une application précise.