 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Auton ohjuspyörän komponenttien syvästys: valmistus- ja materiaaliohje
TL;DR
Syvämuovaus on hallitseva valmistusmenetelmä suurille sarjoille ja turvallisuudelle kriittisille osille syvämuovatut ohjauspylvään komponentit , mukaan lukien kiinnityslevyt, kaltevuussäätömekanismit ja taittuvat ulkokuoret. Perinteisiin valumuotteihin verrattuna High-Strength Low-Alloy (HSLA) -teräksillä tehty metallin syvämuovaus tarjoaa merkittävää painon alenemista ja alhaisempia yksikköhintoja samalla kun säilytetään tiukat kolaritestistandardit. Tämä opas tarkastelee teknistä toteuttavuutta, materiaalivalintastrategioita ja toimittajavaatimuksia (kuten IATF 16949), jotka ovat välttämättömiä tehokkaiden ohjausjärjestelmien suunnittelussa.
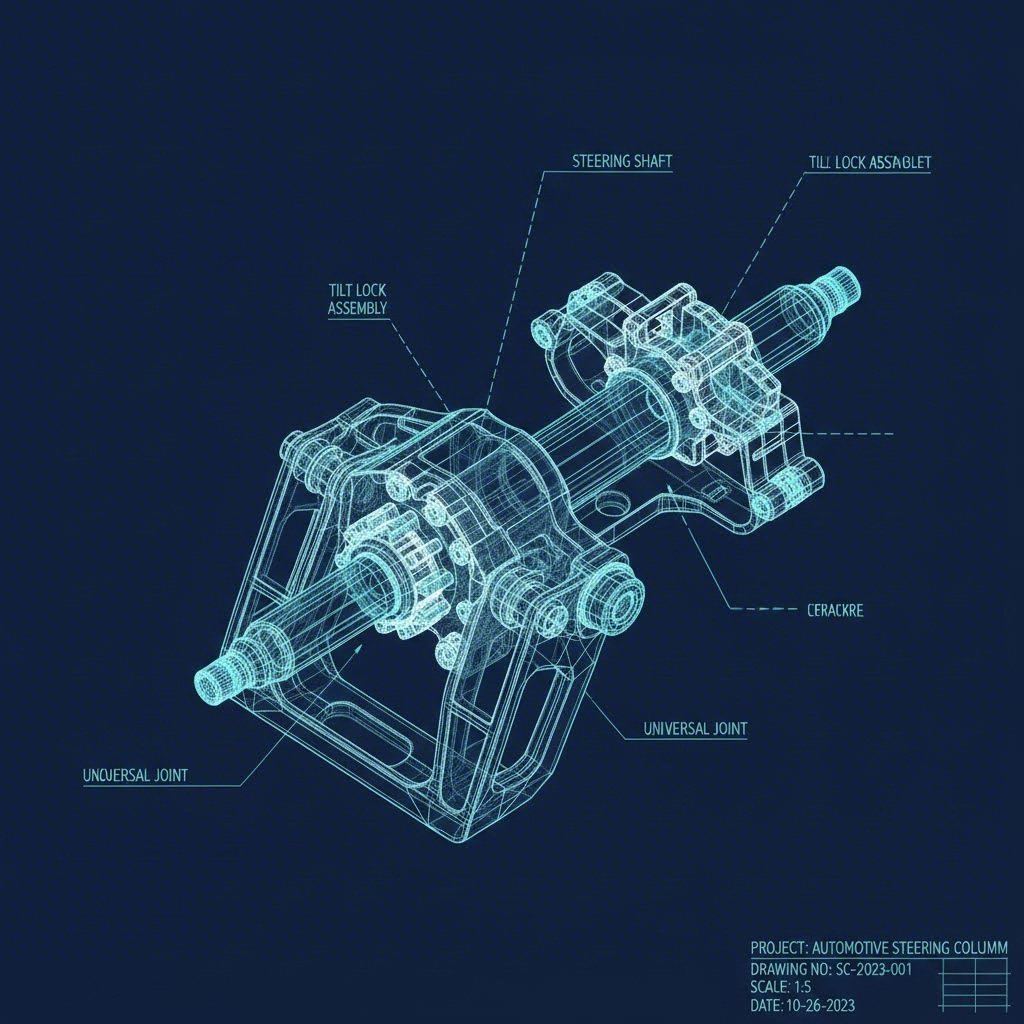
Kriittiset syvämuovatut komponentit ohjauspylväissä
Modernit ohjaustangot ovat monimutkaisia kokoonpanoja, joiden valmistuksessa vaaditaan suurta tarkkuutta kuljettajan turvallisuuden ja mukavuuden varmistamiseksi. Metallin syvävetokäsittely mahdollistaa monimutkaisten geometrioiden valmistuksen korkealla toistotarkkuudella. Seuraavat komponentit soveltuvat erityisen hyvin edistykselliseen ja siirtokasaan syvävetoon.
Kiinnitysliittimet ja rakenteelliset tuet
Ohjaustangon on oltava jäykästi kiinnitetty ajoneuvon poikittaissiipeen tai moottoritilakilpeen värähtelyjen estämiseksi. Useissa massamarkkinoilla myytävissä sovelluksissa valssatuja kiinnitysliittimiä suositaan valumuovialumiinin rinnalla niiden paremman lujuus-painosuhteen vuoksi. Nämä liittimet on yleensä muodostettu HSLA-teräksestä, jotta ne kestävät suuret staattiset kuormitukset ja dynaamiset käyttövoimat myötäämättä.
Kallistus- ja säätömekanismit
Kuljettajan ergonomia perustuu kallistus- (rake) ja tellescopen- (reach) säätömekanismeihin. Näissä järjestelmissä käytettäviä lukkolevyjä ja hampaita valmistetaan usein melkein lopulliseen muotoon pursotettuna. Tässä käytetään usein tarkkaa hyvärikynttä, jotta saavutetaan tarvittavat puhtaat leikkausreunat sileää lukkiutumista varten, mikä eliminointaa lisäkoneenpurkaukset.
Tähystyvät puvut ja turvavyöhykkeet
Etötörmäyksessä ohjaustankoa on suunniteltu tähystymään siten, että se absorboi energiaa ja suojaa kuljettajaa. Tämä saavutetaan usein muovatuilla ja pyöritetyillä energianabsorboivilla levyillä tai verkkomaisilla kiinnikkeillä, jotka muodostuvat hallitusti. Valmistajat käyttävät erityisiä kuoria luodakseen metalliin tietyt jännitekeskittymät tai aaltomaiset rypyt, joiden avulla komponentti tähystyy ennustettavasti tietyn kuorman alla.
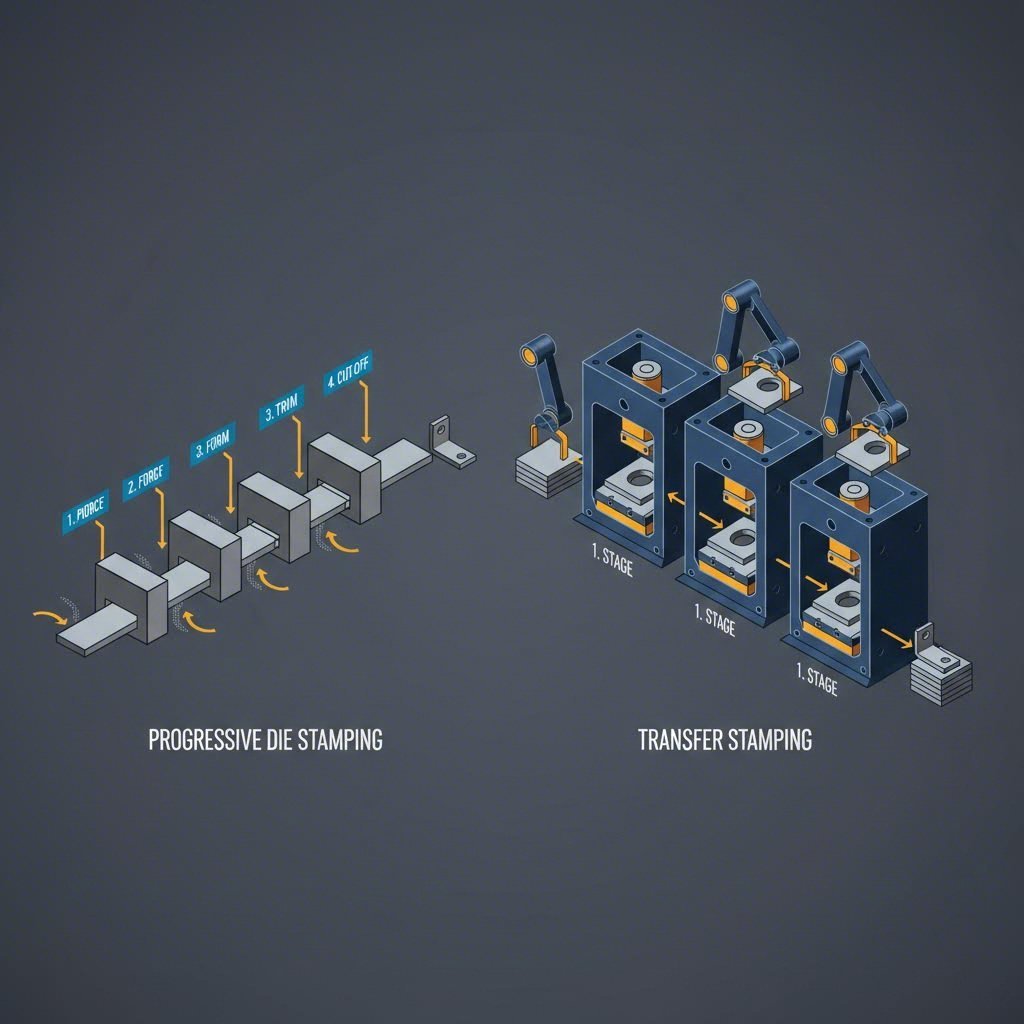
Valmistusprosessit: Jatkuvaprosessi vs. Siirtopuristus
Oikean stampausmenetelmän valitseminen on ratkaisevan tärkeää työkaluinvestointien ja yksikkökustannusten tasapainottamisessa. Ohjauspylväskomponenteille valinta jää usein edistyneen muottiprosessin ja siirtostampauksen välille.
Progressiivinen muottileimaus
Pienille, suurtilavuisten komponenteille, kuten lukitusnokille, kiinnikkeille ja pienemmille kiinnityssillalle, edistynyt muottiprosessi on standardi. Tässä prosessissa metallirulla syötetään yhden monivaiheisen muotin läpi, jossa jokainen asema suorittaa tietyntyyppisen toimenpiteen – leikkausta, taivutusta tai porausta – kun nauha etenee. Tämä menetelmä saavuttaa korkean iskumäärän minuutissa (SPM), mikä merkittävästi vähentää kierroksenaikaista ja kappalehinta suurtilavuisten automobiiliprojektien osalta.
Siirtostampaus monimutkaisiin geometrioihin
Suuremmat rakenteelliset kotelot tai komponentit, jotka edellyttävät syvää muovaukseta, vaativat usein siirtokohdistuksen. Toisin kuin edistysvaiheessa, jossa osat pysyvät kiinni nauhassa, siirtokohdistuksessa yksittäisiä tyhjiöitä siirretään asemalta toiselle mekaanisten sormien avulla. Tämä mahdollistaa monimutkaisemmat muovausoperaatiot ja paremman materiaalin käytön, mikä on olennaista kalliiden autoteollisuuden luokan terästen kanssa työskenneltäessä.
Prototyypistä massatuotantoon
Valmistettavuuden varmentaminen jo suunnitteluvaiheessa on ratkaisevan tärkeää. Autonvalmistajat vaativat usein toimittajilta kykyä osoittaa toimintakyky tuotteen elinkaaren kaikilla vaiheilla. Valmistajat, jotka pystyvät yhdistämään nopean prototypoinnin massatuotantoon, tarjoavat strategisen etulyöntiaseman. Esimerkiksi Shaoyi Metal Technology tarjoaa kattavat kohdistusratkaisut, jotka skaalautuvat alusta prototypoista suurten sarjojen valmistukseen, hyödyntäen jopa 600 tonnin puristimia toimittaakseen kriittisiä komponentteja, kuten ohjausvarsia ja alustaosia, IATF 16949 -standardien mukaisesti.
Tekniset haasteet ja materiaalien valinta
Leikkaamalla valmistetaan turvallisuuskriittisiä ohjausosia, mikä edellyttää monimutkaisten metallurgisten ilmiöiden hallintaa. Insinöörien on otettava huomioon materiaaliominaisuudet, jotka vaikuttavat sekä valmistettavuuteen että lopullisen osan suorituskykyyn.
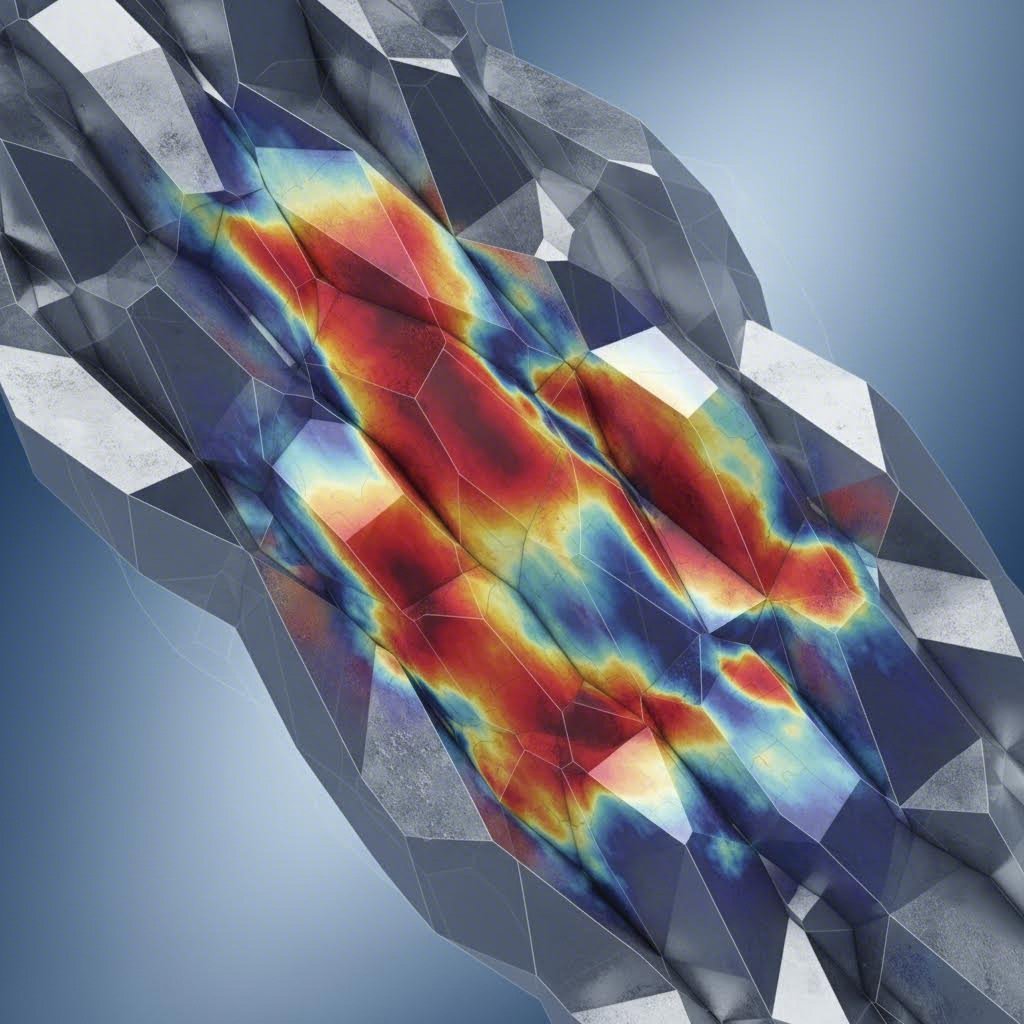
HSLA-terästen kimmoisa palautuminen
Ajoneuvon painon vähentämiseksi valmistajat käyttävät yhä enemmän korkealujuisia ala-seostamattomia (HSLA) teräksiä. Nämä materiaalit ovat kovia, mutta niissä esiintyy merkittävää kimmoista palautumista – metallin taipumusta palata alkuperäiseen muotoonsa muovauksen jälkeen. Työkalusuunnittelun kompensointistrategiat, joita ohjaa elementtimenetelmällä (FEA) tehty analyysi, ovat olennaisia tarkkuuden säilyttämiseksi, erityisesti teleskooppipylväiden liitettävissä osissa.
Tiukat toleranssit ja törmäysturvallisuus
Ohjauskomponentit toimivat nollapelin vaatimukset noudattaen ohjauskäytön tarkkuuden varmistamiseksi. Tammistettujen osien on oltava tiukkoja (yleensä +/- 0,05 mm) välttääkseen helinää tai leikkiä. Lisäksi materiaalin on oltava taipuvainen, jotta se ei halkeisi törmäyksen nopean muodonmuutoksen yhteydessä. Oikean teräksen laadun valinnassa on tasapainotettava kestävyyden kannalta välttämätöntä teräksen lujuutta energian imeytymisen edellyttämillä pidentymisominaisuuksilla.
Automaattisen leimauksen toimittajan valintaperusteet
Tyyppipalattujen ohjauskomponenttien hankinta edellyttää hintaa ylittävää tarkastusprosessia. Toimittajan laadunhallintajärjestelmä ja tekniset valmiudet ovat ensisijaisia.
- IATF 16949 -sertifiointi: Tämä on autoalan toimittajien ei-välitettävissä oleva perusperuste, jolla varmistetaan, että laadunhallintajärjestelmät ovat yhdenmukaisia OEM-vaatimusten kanssa.
- Sisäinen työkalu- ja kuormituskyky: Toimittajat, joilla on sisäiset työkaluosastot, voivat reagoida nopeammin tekniikan muutoksiin ja ylläpitää kuormituksia tehokkaammin vähentämällä toiminnan keskeytysaikaa.
- Simulointi ja yhteinen suunnittelu: Korkean tason toimittajat käyttävät simulaatiosovellusta ennakoimaan muokkausongelmia ennen teräksen leikkaamista. Etsi kumppanit, jotka haluavat osallistua yhteiseen suunnitteluun osatekijän geometrian optimoimiseksi leimausprosessissa.
- Lisäarvon kokoonpano: Monet ohjauskomponentit vaativat toissijaisia toimintoja. Toimittajat, jotka tarjoavat putkien suihkutus-, kiinnitys- tai asennuslaitteiden, tarjoavat täydellisemmän ratkaisun, mikä vähentää logistiikan monimutkaisuutta.
Valmistusmahdollisuuksien yhteenveto
Ohjauskolmon tuotannossa on tapahtunut siirtyminen valmistausta tulostukseen, koska autoteollisuus pyrkii jatkuvasti vähentämään painoa ja tehostamaan kustannuksiaan. Käyttämällä kehittyneitä prosesseja, kuten progressiivista kuormitusta ja materiaaleja, kuten HSLA-terästä, insinöörit voivat suunnitella komponentteja, jotka täyttävät tiukat turvallisuusvaatimukset ja samalla optimoida tuotantokriteerit. Menestys tässä alalla edellyttää syvää ymmärrystä materiaalien käyttäytymisestä ja yhteistyötä pätevän, sertifioidun valmistajan kanssa.
Usein kysytyt kysymykset
1. Säännöt Mitkä ovat ohjausjärjestelmän tärkeimmät osat?
Nykyaikaisen ohjausjärjestelmän tärkeimpiin osatekijöihin kuuluvat ohjauspyörä, ohjauskolmi (joissa on akseli ja turva-aineet), ohjauslaite (rakki ja pyörä) ja valtimot, jotka siirtävät voimaa pyörän ohjauskytkimisiin. Sähköisten ohjausjärjestelmien (EPS) kolumniin tai rakkiin on myös integroitu sähkömoottori ja ECU.
2. Suomalainen Mikä osa siirtää ohjausvoimaa pyörille?
Sähkölaitteet ovat kriittisiä liitännäismomentteja, jotka siirtävät sivuhäivä liikkeen ohjauslaitteesta pyörän ohjauskytkimisiin. Ne työntävät ja vetävät pyörät muutettaessa kulmaa, jotta ajoneuvo vastaa tarkasti kuljettajan antamaan tiedon.