 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Vaikuttavan vaivatyökalujen huoltaminen huippusuorituskykyä varten
TL;DR
Tehokas muotin huolto perustuu ennakoivaan ja järjestelmälliseen lähestymistapaan. Parhaat käytännöt sisältävät säännöllisen pesu-, tarkastus-, teroitus- ja voitelurutiinin, jolla estetään tuotantokatkokset ennen kuin ne alkavat. Tämä strategia takaa paikkalaatua ja vähentää merkittävästi kustannuksia aiheuttavaa seisokkiaikaa sekä pidentää työkalujen käyttöikää.
Ydinperiaate: Ennakoiva vs. reaktiivinen huolto
Mikä tahansa onnistuneen vaikuttimestin huoltiohjelman perusta on siirtyä reagoivasta asenteesta ennakoivaan asenteeseen. Reagoiva huolto – ongelmien ratkaiseminen vasta niiden ilmetessä – johtaa toiminnalliseen tehottomuuteen. Se aiheuttaa odottamattomia katkoja, hätäkorjauksia, lisääntyneitä hylkäysmääriä ja kalliita tuotantokatkoja, jotka häiritsevät aikatauluja ja heikentävät kannattavuutta. Huonosti määritelty huoltoprosessi voi dramaattisesti vähentää puristuslinjan tuottavuutta ja aiheuttaa merkittäviä piilokustannuksia.
Sen sijaan ennakoiva, eli ehkäisevä, huolto on strateginen lähestymistapa, joka keskittyy säännöllisiin tarkastuksiin ja ajoitettuun kunnossapitoon, jotta pienet ongelmat voidaan tunnistaa ja korjata ennen kuin ne pahenevat. Asiantuntijoiden kuvailtua mukaan JV Manufacturing Co. , tämä menetelmä varmistaa, että työkalut pysyvät parhaimmassa kunnossa, mikä parantaa niiden kestävyyttä ja pidentää käyttöikää. Kulumisen ja kuluminen huomioidaan suunnitellulla seisokilla, jolloin valmistajat voivat ylläpitää jatkuvaa työnkulkua, saavuttaa vakituisemmat ja ennustettavammat huoltobudjetit sekä välttää hätäkorjausten aiheuttaman taloudellisen taakan.
Näiden kahden strategian välillä on merkittäviä toiminnallisia ja taloudellisia eroja. Ennakoiva lähestymistapa parantaa laitereliabiliteettia, vähentää kalliiden osien vaihtotarvetta ja takaa turvallisemman valmistusympäristön vähentämällä laiterikkojen riskiä. Ennakoivan asenteen omaksuminen ei ole vain siitä, että korjataan osia; kyse on koko valmistusprosessin hallinnasta, jotta voidaan taata johdonmukaisuus ja laatu.
Ennakoiva ja reaktiivinen huolto: vertailu
| Tehta | Ennakoiva huolto | Reaktiivinen hoito |
|---|---|---|
| Kustannus | Ennustettavat, budjetoidut kustannukset aikataulutettua huoltoa varten. | Korkeat, ennustamattomat kustannukset hätäkorjauksiin ja ylityöhön. |
| Puristimen käytettävyys | Maksimoitu, kun huolto on suunniteltu suunnitellun seisokin aikaiseksi. | Useita, suunnittelemattomia tuotantokatkoja, jotka pysäyttävät tuotannon. |
| Osaluokitus | Johdonmukainen ja korkea, täyttää laatuvaatimukset. | Epäjohdonmukainen, korkeamman virhe- ja hylkäysasteen kanssa. |
| Työkalun käyttöikä | Merkittävästi pidennetty säännöllisellä huollolla. | Lyhentynyt liiallisen kulumisen ja odottamattomien vikojen vuoksi. |
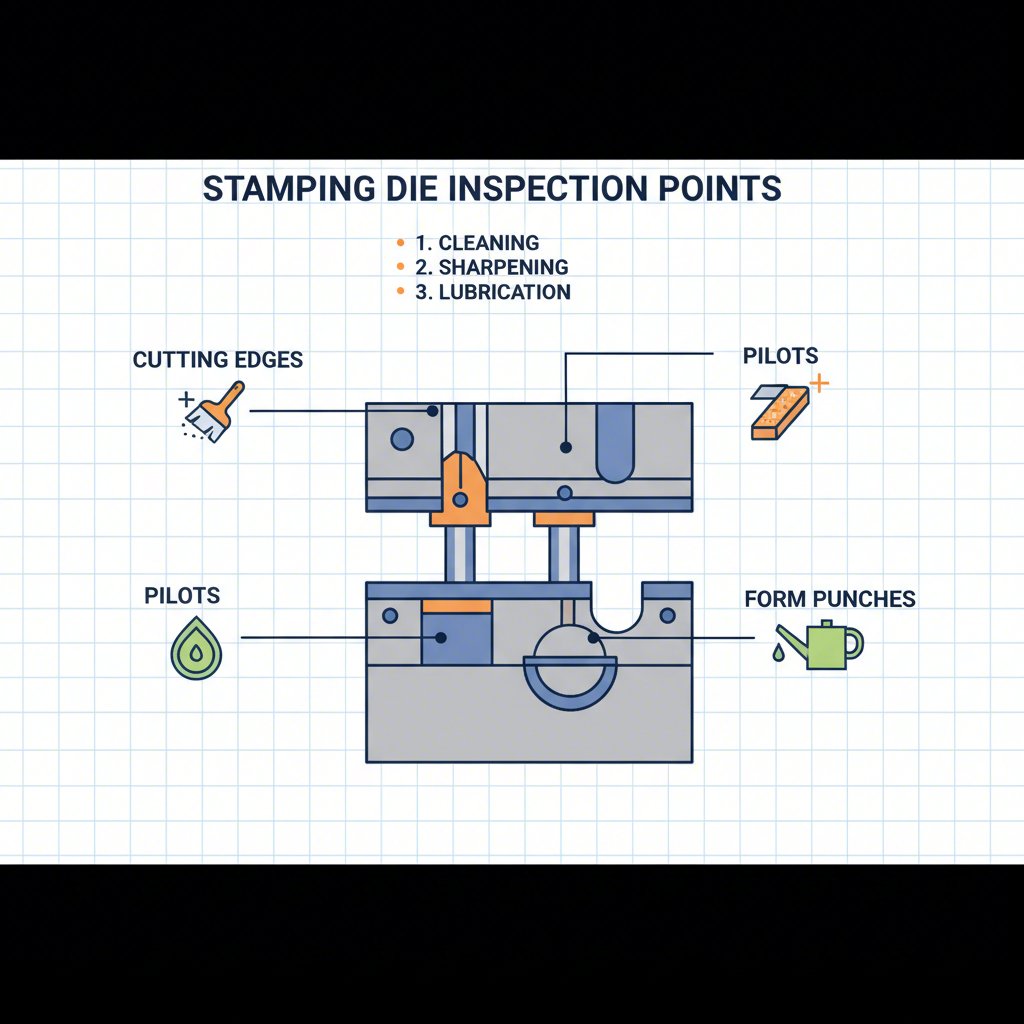
Tärkeimmät muottien huoltomenettelyt: Yksityiskohtainen tarkistuslista
Kattava huoltorutiini perustuu tietyille, toistettaville tehtäville. Yleisimmät muottien huoltotoimenpiteet sisältävät puhdistamisen, teroittamisen, shimmauksen sekä komponenttien tarkastuksen tai vaihdon. Näiden menettelyjen hallitseminen on olennaista muotin eheyden säilyttämiseksi ja jokaisen tuotetun osan laadun varmistamiseksi. Hyvin huollettu muotti mahdollistaa johdonmukaisen tuloksen, joka on laadukkaan käsityön perusta.
Säännöllinen puhdistus ja tarkastus ovat ensimmäiset puolustuslinjat. Näiden tarkastusten yhteydessä teknikoiden tulisi etsiä ongelman varoittavia merkkejä, kuten löysien kiinnikkeiden, puuttuvien komponenttien, runsaasti roskia kuten metallin pilkkoja tai riittämättömän voitelun osoittavaa mustaa rasvaa. Nämä visuaaliset vihjeet voivat estää pienet ongelmat kehittymästä täyden veren tuotantohäiriöiksi. Monimutkaisessa työkalussa, kuten autoteollisuudessa käytettävässä, erikoisammattilaisten kanssa yhteistyö tekisi mahdolliseksi huollon, joka vastaa alkuperäistä suunnittelutarkoitusta. Esimerkiksi yritykset kuten Shaoyi (Ningbo) Metal Technology Co., Ltd. , jotka ovat erikoistuneet räätälöityihin autoteollisuuden leikkuumuotteihin, tuovat asiantuntemuksen tason, joka auttaa ylläpitämään tarkan tarkkuuden vaativassa valmistuksessa.
Terävöinti on toinen keskeinen tehtävä. Työkalun leikkausosat ja punch-reunat kulumallaan ajan myötä luonnollisesti, mikä voi johtaa virheisiin, kuten kiiltoihin ja tarkkuusvirheisiin leikatuissa osissa. Ajoittainen terävöinti hiomalla palauttaa alkuperäisen geometrian ja tarkkuuden, estäen näitä vikoja vaikuttamasta tuotantosarjaan. Vastaavasti shimmausta saattaa olla tarpeen varmistaaakseen, että jokainen asemointi edistysvaakutyökalussa säilyttää asianmukaisen ajoituksen ja kohdistuksen, mikä on ratkaisevan tärkeää monimutkaisille toimenpiteille.
Kattava työkalutarkastuslista
- Puhdistaminen: Poista kaikki roskat, metallipursheet, muta ja kertyneet voiteluaineet työkalun pinnoilta. Varmista, että kaikki komponentit ovat vapaita epäpuhtauksista ennen ja jälkeen huollon.
-
Tarkastus:
- Tarkista löysät tai rikkoutuneet kiinnikkeet, kuluneet jousit ja heikentyneet nostimet.
- Tarkastele työkalun kenkien ohjaintankoja naarmuja tai epätasaisia kulumia varten.
- Tarkista pilotit kulumisen ja oikean pituuden varalta.
- Tarkastele kaikkia muottipunssit ja työkaluosat havaittavan kulumisen, sirpaleiden tai sivunaarmujen varalta.
- Tarkista punch-pituudet ja -korkeudet varmistaaksesi oikea ajoitus ja konfiguraatio.
-
Terävöitys:
- Tarkastele kaikkia leikkausosia kulumisen varalta ja terävöitä tarvittaessa ylläpitääksesi tarkat, siistit leikkaukset.
- Varmista, että hiontatoimenpide palauttaa alkuperäisen geometrian poistamatta liiallista materiaalia.
-
Voitelu:
- Varmista, että kaikki liikkuvat osat on voitelu asianmukaisesti valmistajan määräysten mukaisesti.
- Tarkista merkit liiallisesta lämmöntuotannosta tai korroosiosta, jotka voivat viitata riittämättömään voiteluun.
Kunnossapitolohkon toteuttaminen ja dokumentointi
Fyysisten tehtävien lisäksi parhaat die-kunnossapitokäytännöt perustuvat järjestelmälliseen aikataulutukseen ja dokumentointiin. Rakennetun ohjelman perustaminen on tehokkaan huollon perusta, ja se takaa, että kaikki laitteet saavat säännöllistä huomiota. Huoltotiheys tulisi määrittää käyttötasojen, tuotantotilavuuden ja die:n monimutkaisuuden perusteella. Päivittäin käytössä oleva die suurimmassa tuotannossa vaatii luonnollisesti tiukempaa aikataulua kuin harvoin käytetty die.
Tämän järjestelmän keskeinen osa on työtilaus. Kuten Phoenix Group selittää, työtilausjärjestelmän avulla organisaatio voi dokumentoida, seurata, priorisoida ja ajoittaa kaikki muottien korjaus- ja huoltotoimet. Se toimii tärkenä viestintävälineenä, joka tunnistaa perusongelman, kuvaa korjaavat toimenpiteet ja tallentaa suoritetun työn. Tämä dokumentaatio on korvaamatonta toistuvien ongelmien seuraamisessa ja tulevien vikojen ennaltaehkäisyssä.
Yksityiskohtaisen huoltolokin luominen ja ylläpito on toinen olennainen käytäntö. Lokin tulisi sisältää huollon päivämäärä, suoritetut työt, vaihdetut osat sekä havainnot muotin kunnosta. Ajan myötä nämä tiedot auttavat tunnistamaan kulumismallit ja mahdollistavat tarkemman ennakoivan huollon, jolloin joukkoihin voidaan puuttua mahdollisiin vikoituksiin ennen kuin ne tapahtuvat. Dokumentoinnin johdonmukaisuus varmistaa, että kaikki huoltoteknikot suorittavat tehtävät samalla tavalla, mikä johtaa ennustettaviin ja luotettaviin tuloksiin.
Esimerkki huoltoloki
| Taateli | Muotin tunnus | Suoritetut työt | Vaihdetut osat | Teknikko | Havainnot/huomiot |
|---|---|---|---|---|---|
| VVVV-MM-PP | DIE-123-A | Puhdistettu, terästetty leikkausreunat, tarkastettu ohjausnippat. | Ohjausnippa nro 4 (kulunut) | J. Doe | Pieni kulumia muotin lyöntiosassa; tarkkaile seuraavassa syklissä. |
| VVVV-MM-PP | DIE-456-B | Täydellinen tarkastus, voitelu ja ajoituksen säätö. | Ei mitään | S. Smith | Työkalu toimii teknisten määritysten mukaisesti. |

Edistyneet aiheet: Voitelu, varastointi ja jatkuva kehittäminen
Kokonaisvaltainen työkalujen hoitotapa ylittää painokoneen ja työkaluhuoneen. Oikea voitelu, varastointi ja sitoutuminen jatkuvaan kehittämiseen ovat edistyneitä käytäntöjä, jotka erottavat hyvän huoltotoiminnan erinomaisesta. Voitelu on ratkaisevan tärkeää liikkuvien pintojen kitkan vähentämiseksi, mikä estää liiallisen lämmöntuotannon, joka johtaa materiaaliväsymykseen ja rikkoutumiseen. Se myös suojaa korroosiota ja saasteita vastaan.
Voiteluaineen valinta ei ole triviaali; eri tyypit sopivat erilaisiin käyttöolosuhteisiin. Esimerkiksi öljyt soveltuvat monipuolisesti koneiden voiteluun, kun taas rasvat ovat parempia laakerien ja niveleiden voiteluun, joissa nestemäiset voiteluaineet eivät ole käytännöllisiä. Kuivat voiteluaineet, kuten PTFE, ovat ihanteellisia sovelluksissa, joissa öljy tai rasva voisi aiheuttaa saastumista.
Oikea varastointi on yhtä tärkeää kuin muulloinkin säilyttää työkalun kunto, kun sitä ei käytetä. Työkalut tulisi aina puhdistaa ja voidella ennen tallennusta lämpötilan ja kosteuden suhteen säännellyssä ympäristössä. Kuten Lijian Stamping Mold korostaa, suojakiskojen tai -kotelojen käyttö voi estää fyysiset vauriot ja saastumisen varastoinnin aikana, mikä takaa työkalun optimaalisen kunnon seuraavaa tuotantokierrosta varten.
Lopuksi huoltotoiminnan lopullisena tavoitteena tulisi olla jatkuva parantaminen. Kuten Thomas Vacca huomauttaa teoksessa Valmistaja , kun olet saavuttanut johdonmukaisia ja mitattavia tuloksia, voit alkaa parantaa työkalun kestävyyttä, pidentää sen käyttöikää ja lisätä painonnopeutta. Tämä edellyttää SMART-tavoitteiden asettamista (spesifiset, mitattavissa olevat, saavutettavissa olevat, asianmukaiset ja aikarajoitettujen), joiden avulla seurataan parannuksia ja pysytään kilpailijoita edellä.
Parhaat käytännöt voitelulle ja varastoinnille
-
Parhaat käytännöt rentoamisessa
- Valitse oikea voitelutyyppi (öljy, rasva, kuiva) sovelluksen ja materiaalin mukaan.
- Käytä voiteluita valmistajan määrittämien ohjeiden mukaisesti, jotta vältetään liiallinen tai riittämätön voitelu.
- Tarkista säännöllisesti voitelujärjestelmät varmistaaksesi niiden oikean toiminnan.
-
Parhaat käytännöt muottien säilytyksessä
- Puhdista muotti perusteellisesti ja käytä suojavoitelua ennen säilytystä.
- Säilytä muotit ilmastoidussa tilassa estääksesi ruostumisen ja korroosion kosteuden vuoksi.
- Käytä vahvoja hyllyjä tai kasoja suojaamaan muotteja tahattomalta vaurioitumiselta.
- Merkitse kaikki säilytettävät muotit selvästi helpottamaan tunnistamista ja seurantaa.
Usein kysytyt kysymykset
1. Kuinka usein leikkuumuotin huolto tulisi suorittaa?
Leikkuumuotin huoltotiheys riippuu useista tekijöistä, kuten tuotantomäärästä, leikattavasta materiaalista ja muotin monimutkaisuudesta. Suurten sarjojen kohdalla muotteja saattaa joutua tarkastamaan ja puhdistamaan jokaisen tuotantokierroksen jälkeen. Yleinen parasta käytäntöä on laatia aikataulutettu huoltosuunnitelma iskujen lukumäärän tai tuotantotuntien perusteella ja säätää sitä suorituskyvyn tiedon ja tarkastustulosten mukaan.
2. Mikä on ensimmäisiä merkkejä siitä, että työkalulle tarvitaan huoltoa?
Varoitusmerkkejä ovat osien laadun heikkeneminen, kuten leikkauksen reunoille muodostuvat virheet, mittojen epätarkkuudet tai pinnan viat. Voit myös huomata painokoneen äänen muuttuvan käytön aikana. Itse työkalulla näkyvät visuaaliset merkit, kuten metallin pilkot, mustaa tai lämäkkäistä rasvaa sekä näkyvä kuluminen leikkausreunoilla ja ohjausosissa, ovat selkeitä osoituksia siitä, että huolto on tarpeen.
3. Voiko väärä huolto vahingoittaa leikkuutyökalua?
Ehdottomasti. Huollon laiminlyönti johtaa liialliseen kulumiseen, komponenttien rikkoutumiseen ja mahdollisesti katastrofaaliseen vaurioon työkaluun. Samoin väärä huolto, kuten liian paljon materiaalia poistaminen terästykseen, väärän tyyppisen voiteluaineen käyttö tai väärä shimmaus, voi heikentää suorituskykyä, lyhentää työkalun elinkaarta ja johtaa huonolaatuisten osien tuotantoon.