 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Anturiasu metallin valukomponentit: Tarkkuussyvävetämisopas
TL;DR
Anturikotelon metallin syvävetokäyttö on korkean tarkkuuden valmistusprosessi, jossa hyödynnetään pääasiassa syvävetoa tuottamaan saumattomia, kestäviä suojakoteloita herkille elektronisille komponenteille. Verrattuna koneen- tai muovivalukäsittelyyn tämä menetelmä tarjoaa huomattavasti paremman sähkömagneettisen häiriönsuojauksen (EMI), vahvan iskunkestävyyden ja kustannustehokkaan skaalautuvuuden suurille tuotantosarjoille. Insinöörit ja hankintapäälliköt suosivat syvävedettyjä metallikoteloita niiden kyvyn vuoksi pitää tiukat toleranssit (usein ±0,025 mm sisällä) samalla taataen tiiviys vaativissa autoteollisuuden, lääketieteellisissä ja teollisissa olosuhteissa.
Syvävetostampaus: Anturikoteloille alan vakio
Sylinterimäisille tai laatikkomaisille anturikoteloinneille, syvävetonippurointi on noussut dominantiksi valmistusmenetelmäksi perinteisten konepajojen edelle, sekä tehokkuudessa että rakenteellisessa eheydessä. Tässä prosessissa metallilevyä vedetään muottia kohti punchin mekaanisen vaikutuksen alaisena säteittäisesti. Termi"syvä" veto sovelletaan yleensä, kun vedetyn osan syvyys ylittää sen halkaisijan.
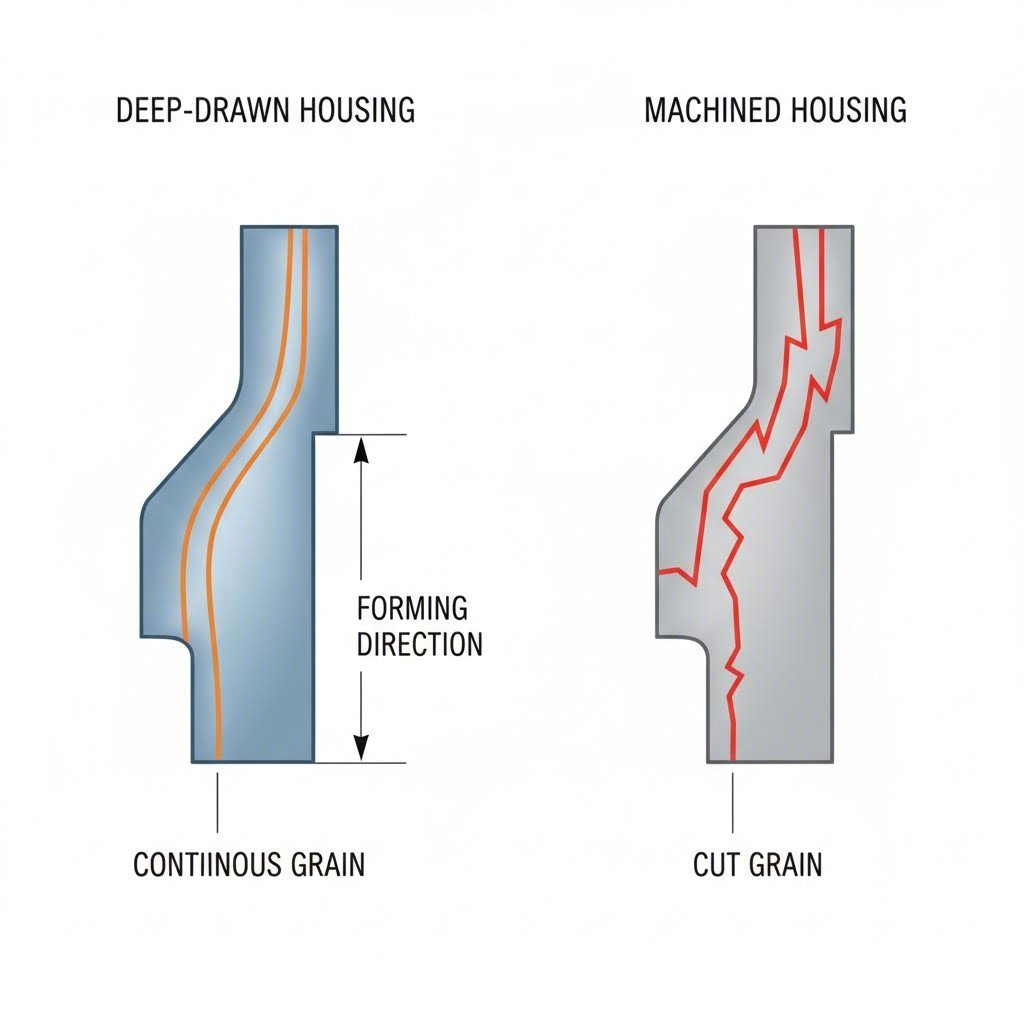
Syvänvetoisen valmistuksen keskeinen tekninen etu on saumaton, yhden kappaleen komponentti. Toisin kuin hitsattu putki tai moniosainen kokoonpano, syvänvetoisessa kotelossa ei ole saumoja, jotka voivat toimia mahdollisina vuotokohtina kosteudelle tai kaasulle. Tämä on kriittistä antureiden toiminnan kannalta paine- tai upotetussa ympäristössä. Standard Die huomauttaa, että syvänvetopursotus on ideaali massatuotantoon, koska se vähentää materiaalihukkaa merkittävästi ja eliminointaa jälkikäsittelyvaiheet, mikä johtaa alhaisempaan yksikkökustannuksiin verrattuna vaivannan tai CNC-konepajoihin.
Mekaanisesti prosessi koventaa materiaalia, mikä usein lisää lopullisen osan rakenteellista jäykkyyttä. Tämä mahdollistaa valmistajien käyttämän ohuempia mittausvälineitä uhraamatta kestävyyttä, mikä optimoi painon ja lujuuden suhteen - keskeinen huomio ilmailu- ja autoalalla käytettävissä oleville anturiohjelmille.
Materiaalin valinta: Suojelun ja muokkaamisen tasapaino
Oikean seoksen valinta on ensimmäinen askel anturin suorituskyvyn varmistamisessa. Materiaalin on oltava tasapainoinen muokkauskyvyn (jotta se selviää syvällä vetämisprosessissa revittelemättä) ja ympäristönsuojeluominaisuuksien kanssa.
Ruostumaton teräs (304 vs. 316L)
Ruostumaton teräs on yleisin materiaali anturihousujen valmistuksessa sen korkean kovuuden ja muodonmuutosta vasten. CN-tyyppi korostaa ruostumattoman teräksen korroosionkestävyyttä tämä on kuitenkin merkittävä etu, vaikka sen lämpökierto on pienempi kuin rautaisten metallien. Luokka 304 on yleisen teollisen käytön alan standardi, joka tarjoaa erinomaisen muokkaamisen. Meri- tai lääketieteellisiin sovelluksiin suositaan luokkaa 316L, koska se on ylivoimaisesti vastustuskykyinen kloriideille ja kuopalle, mikä varmistaa, että kotelo ei rappeudu suolapitoisissa ympäristöissä.
Ei-rautavalmisteet: Alumiini ja kupari
Käyttötarkoituksiin, joissa tarvitaan lämpöhäiriötä tai erityisiä magneettisia ominaisuuksia, käytetään ei-raudametaaleja:
- Alumiini: Se tarjoaa erinomaisen lämpökäyttöisyyden ja on kevyttä, joten se soveltuu ilmailu- ja avaruusalalle. Se vaatii kuitenkin huolellista korroosionkestävyyden anodisointia.
- Kupari ja messingi: Ne valitaan usein niiden sähköjohtavuuden ja luonnollisten EMI-suojausominaisuuksien vuoksi, vaikka ne voivat vaatia pinnoitusta (nikkeli tai kulta) hapettumisen estämiseksi.
| Materiaali | Korroosionkestävyys | Muotoilukyky | EMI-suojelu | Tavalliset käyttötapa |
|---|---|---|---|---|
| Ruostumaton Teräs 304 | Korkea | Erinomainen | Kohtalainen | Yleiset teolliset anturit |
| Rautalangasto 316L | Erittäin korkea | Hyvä | Kohtalainen | Lääketieteelliset/merialukset |
| Alumiini | Kohtalainen (vaatii pinnoitetta) | Erittäin Hyvä | Hyvä | Ilmailualalla/kevyessä vauhdissa |
| Kupari/Messinki | Alhainen (tarvitaan kalkkia) | Erinomainen | Erinomainen | Elektroninen/EMI-herkkä |
Miksi metallia? Asianajajat kieltää muovipäällysteet
Vaikka muovinen ruiskutusmuovaus on halpaa, se ei usein pysty vastaamaan kriittisten anturiohjelmien tiukkoihin vaatimuksiin. Metallin ja muovin välinen valinta perustuu usein kolmeen tekijään: suojaukseen, iskuvarmuuteen ja lämpövakauteen.
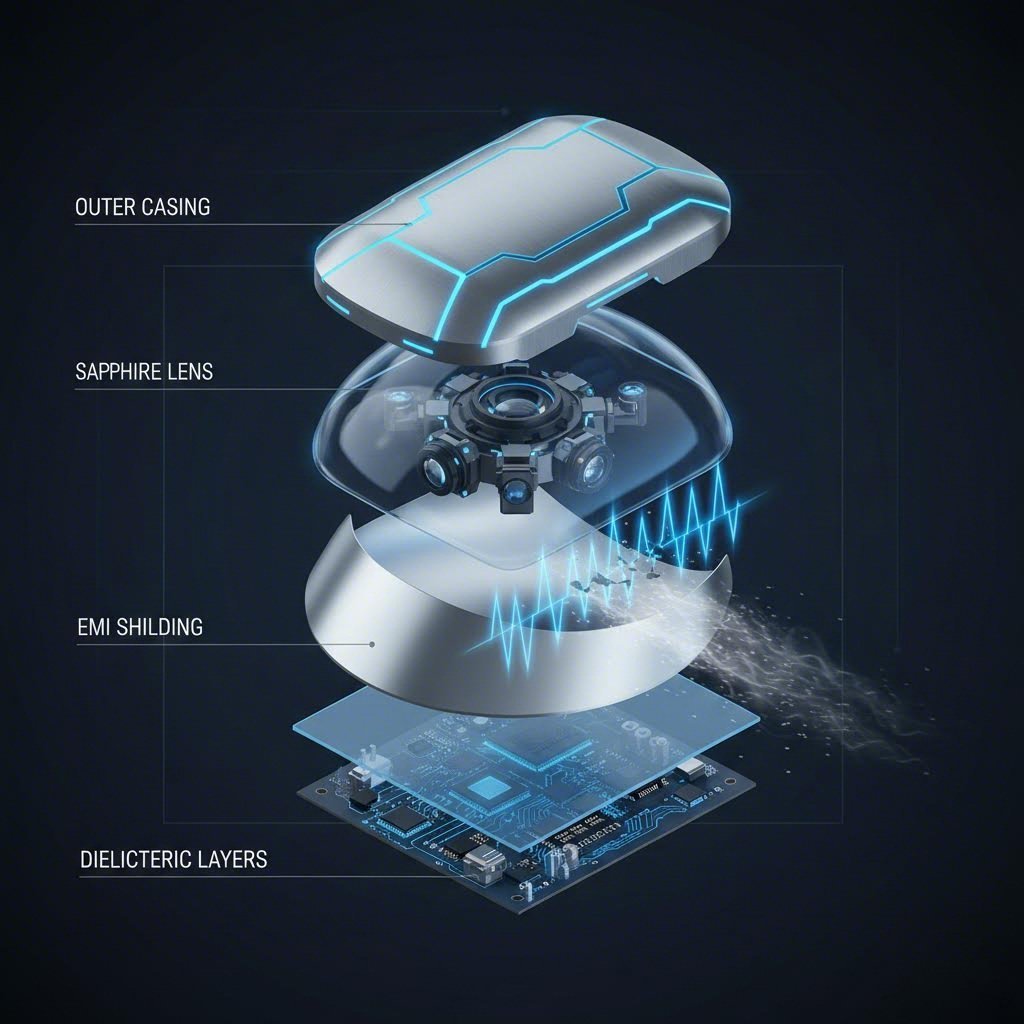
Sähkömagneettisten häiriöiden suojaus: Sähköisiä antureita käytetään yhä enemmän ruuhkaisissa ympäristöissä, joissa on paljon langattomia signaaleja ja sähkövirtaa. Henli korostaa, että metalli koteloita ne toimivat luonnollisesti Faraday-häkki, suojaavat sisäisiä komponentteja ulkoisilta sähkömagneettisilta häiriöiltä, jotka voivat vääristää tietojen lukemista. Muoviset kotelot vaativat kalliita johtavaa pinnoitusta vastaavista tuloksista.
Fyysinen kestävyys: Metalli kotelo tarjoaa paremman iskuvastuksen. Auton koneen koneen alla tai teollisuuden koneissa anturit kohtaavat jatkuvaa tärinää ja mahdollisia törmäyksiä. Tammistettu metalli kotelo säilyttää rakenteellisen koskemattomuutensa ja mittaustarkalleen näiden voimien alla, kun taas muovi voi halkea, rapistua tai haurautua ajan myötä, varsinkin altistuessaan UV-säteilylle tai äärimmäisille lämpötilan sykleille.
Valmistettavuuden kriittiset suunnittelulähtötiedot
Jotta metallimerkinnän hyödyt voitaisiin hyödyntää mahdollisimman paljon, insinöörien on suunniteltava valmistusprosessin huomioon ottaen (Design for Manufacturability eli DFM). Näiden sääntöjen noudattaminen estää yleisiä vikoja, kuten ryppyjä tai repeytystä vedonvuotoaikana.
- Kulmien säteet: Vältä teräviä kulmia. Kuppiaisen ja flanssin pohjan säde on oltava vähintään 4-8 kertaa materiaalin paksuus. Suuri säde vähentää stressitasoja ja mahdollistaa metallin sujuvan virtauksen.
- Seinipaksuuden yhtenäisyys: Syvä piirros johtaa luonnollisesti seinän ohentautumiseen. Suunnitteluissa on otettava huomioon tämä vaihtelu, jolloin paksuus voidaan yleensä vähentää 10-15% kriittisissä venytyspisteissä.
- Loivuskulmat: Vaikka se ei ole ehdottoman välttämätöntä kaikille leimattuille osille, myös pieni vetokäyttö voi helpottaa osan helpompaa heittäytymistä kuoresta, pidentää työkalun käyttöikää ja vähentää pistosmerkkiä.
- Toissijaiset toiminnot: Kuten Edellinen osa , monimutkaiset anturihousut vaativat usein toissijaista viimeistelyä. Tämä voi sisältää passivoinnin, jolla poistetaan ruostumattoman teräksen pinta rautaa, tai jalometallien kalkintaa, jolla parannetaan liimausta ja kosketustarkkuutta.
Laadunvarmistus ja suurten volyymien skaalautuvuus
Autonomisen ajamisen ja IoT:n ohjaama anturimarkkinat vaatii puutteettoman valmistuksen. Tarkkuus on neuvoteltavissa; kotelot vaativat usein ± 0,001 tuuman tarkkuutta, jotta ne sopivat täydellisesti yhdistelmään ja tiivisteisiin.
Tällaisen yhdenmukaisuuden saavuttaminen vaatii kehittyneitä työkaluja ja tiukkaa laadunvalvontaa. Valmistajat käyttävät kuvakkeessa olevaa anturia ja optisia tarkastusjärjestelmiä mittojen todentamiseksi reaaliajassa. Autotalouden kaltaisten kriittisten alojen toimittajien on usein noudatettava IATF 16949 -standardeja, jotka koskevat laadunhallintaa autojen toimitusketjussa.
Valmistajien, jotka haluavat kaataa prototyyppien ja massatuotannon välisen kuilun, on välttämätöntä tehdä yhteistyötä pätevän toimittajan kanssa. Shaoyi Metal Technologyn kattavat stampausratkaisut tämä on yksi niistä mahdollisuuksista, joita komissio on hyväksynyt.
Sensorin luotettavuus on lopulta vain sen kotelon arvoinen. Käyttämällä metallimerkintää insinöörit varmistavat laitteidensa suojauksen vahvalla, saumattomalla ja suojatulla kotelolla, joka kestää vaikeimmat toimintaympäristöt.
Usein kysytyt kysymykset
1. Säännöt Mikä on syvällä vetämisen leimaamisen etu sensorialusteiden koneistamisessa?
Syvällä vetäminen on merkittävästi kustannustehokkaampaa suurten määrien tuotannossa, koska se tuottaa minimaalista materiaalijätteitä verrattuna koneistoon, jossa materiaali leikataan eroon kiinteästä lohkosta. Lisäksi syvä vetäminen luo saumattoman osan, jossa on jatkuva terästruktuuri, joka tarjoaa paremman lujuuden ja poistaa mahdolliset hitsauspolut, jotka liittyvät hitsauksiin tai koottuihin koteloihin.
2. Suomalainen Voidaanko leimatut anturihousut muokata pinnoittamalla?
Kyllä, leimatut metallipäällysteet on usein pinnoitettu suorituskykyä parantavaksi. Yleisiin hoitomuotoihin kuuluvat nikkelin peittäminen korroosionkestävyyden varmistamiseksi, kultainen peittäminen sähköjohtavuuden varmistamiseksi ja hopeinen peittäminen liutavuuden varmistamiseksi. Nämä pintakäsittelyt mahdollistavat, että normaalit perusmetallit, kuten kuparin tai messin, toimivat tehokkaasti kemiallisesti aggressiivisissa tai sähköisesti herkkiä ympäristöjä.
3. Hän ei ole kuollut. Mikä metalli sopii parhaiten veden alla oleviin anturiin?
Ruostumaton teräs 316L on tyypillisesti suosituin materiaali veden alla tai merialuksen anturiin kiinnitettävien koteloiden valmistuksessa. Se sisältää molybdeenia, joka on poikkeuksellisen kestävä klooriympäristöjen (suolaveden) aiheuttamaa kuoppien ja halkeamisten korroosiota vastaan ja varmistaa hermeettisen tiivistyksen pitkäaikaisen eheyden.