 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Tarkan vaatimusten mukaisten muottien valmistuksessa oleva keskeinen rooli sähköeroskonerausmenetelmässä
TL;DR
Sähköerottaminen (EDM) on korvaamaton menetelmä nykyaikaisessa työkalujen valmistuksessa. Se on tarkan tarkkuuden valmistusprosessi, jossa käytetään ohjattuja sähköiskuja kovettuneiden metallien syövittämiseen ja muotoiluun monimutkaisiksi ja hienoiksi muodoiksi. Tämä teknologia on ratkaisevan tärkeä kestävien, korkean tarkkuuden työkalujen, painevalukkeiden ja leikkuutyökalujen valmistuksessa, joita ei usein voida valmistaa perinteisillä koneistusmenetelmillä.
EDM-teknologia: Perusperiaatteet
Sähköero-työstö, jota kutsutaan myös kipinätyöstöksi, on epätavallinen, kosketukseton valmistusprosessi, joka perustuu lämpöenergiaan. Toisin kuin perinteiset menetelmät, jotka käyttävät mekaanista voimaa materiaalin leikkaamiseen, EDM poistaa materiaalia sarjana nopeita, toistuvia sähköeristeitä – eli kipinöitä – elektrodin (työkalun) ja työkappaleen välillä. Molemmat komponentit upotetaan dielektriseen nesteeseen, joka toimii sähköeristeenä, kunnes tietty jännite saavutetaan.
Ydinmekanismi alkaa, kun korkea jännite aiheuttaa dielektrisen nesteen läpilyönnin ja muodostaa plasmakanavan elektrodin ja työkappaleen välille. Tämä luo voimakkaan kipinän, jonka lämpötila nousee noin 14 500–21 500 °F:ään, jolloin työkappaleen materiaalista sulaa ja höyrystyy heti hyvin pieni määrä. Kun purkauksen jakso päättyy, dielektrinen neste huuhtoo höyrystyneet hiukkaset (roskat) pois koneistusalueelta. Tätä jaksoa toistetaan tuhansia kertoja sekunnissa, ja työkappalea syövytetään asteittain vastaamaan elektrodin muotoa tai seuraamaan ohjelmoitua rataa.
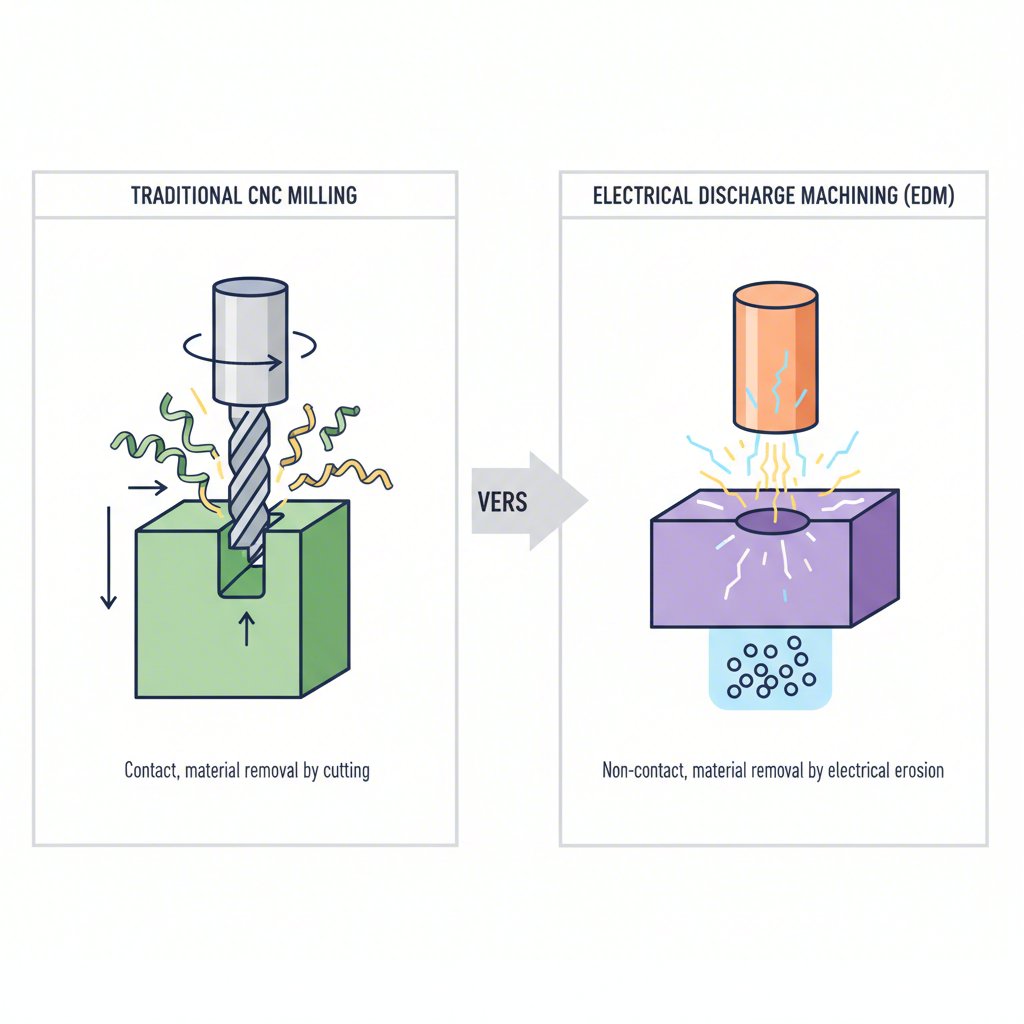
Tämä prosessi eroaa perinteisestä CNC-jyrsinnästä tai -käännöstä perustavanlaatuisesti. Koska työkalun ja työkappaleen välillä ei ole fyysistä kosketusta, sähköiskujuottamalla voidaan koneistaa erittäin kovia ja sitkeitä materiaaleja, kuten karkaistua työkaluterästä, titaania ja volframikarbidia, poikkeuksellisen tarkasti ilman mekaanista jännitettä. Tämä ominaisuus tekee siitä olennaisen tekniikan sovelluksissa, joissa vaaditaan hienoja yksityiskohtia ja tiukkoja toleransseja, joita muut menetelmät eivät pysty saavuttamaan.
Sähköiskujuottaman keskeinen rooli korkean tarkkuuden muottien ja työkalujen valmistuksessa
Työkalu- ja muottivalmistuksen maailmassa tarkkuus ei ole vain tavoite; se on perustavanlaatuinen vaatimus. Sähköerottaminen (EDM) on tämän tarkkuuden kulmakivi, joka mahdollistaa muottien ja työkalujen valmistamisen aiemmin kuvittelemattomalla monimutkaisuudella ja tarkkuudella. Sen ensisijainen tehtävä on tuottaa monimutkaisia piirteitä, kuten teräviä sisäkulmia, syviä ja kapeita jäykisteitä sekä mutkikkaita onteloita, joita ei usein voida toteuttaa perinteisillä leikkuutyökaluilla työkalun geometrian ja pääsyn rajoitusten vuoksi.
Yksi sähköerottamisen merkittävimmistä sovelluksista on muovin ruiskuvalumuottien sekä metallivalumuottien ja painovalettien valmistus. Esimerkiksi autoteollisuudessa korkealaatuisten komponenttien valmistus perustuu täydellisesti valmisteltuihin työkaluihin. Edelläkävijät asiakaskohtaisten auton osien painovalettien ja metallikomponenttien valmistuksessa , kuten Shaoyi (Ningbo) Metal Technology Co., Ltd., käyttävät edistyneitä prosesseja toimittamaan OEM:ille ja Tier 1 -toimittajille vaadittava tarkkuus. EDM on tässä yhteydessä ratkaisevan tärkeää kestävien, monimutkaisten leikkuuterien valmistuksessa, jotka muovaa levyt automosia osiksi virheettömällä tarkkuudella.
Lisäksi EDM soveltuu erityisesti jo kovettujen materiaalien työstämiseen. Perinteiset menetelmät vaativat usein pehmeän materiaalin työstämisen, joka sitten kuumakäsitellään – askel, joka voi aiheuttaa vääristymiä ja mitallisairaita. EDM-koneet työstävät esikovettuja terässeoksia, mikä eliminoi vääristymisvaaran ja takaa, että lopullinen muotti tai työkalu noudattaa tiukimpia toleransseja. Tämä taas tarkoittaa suoraan korkeampilaatuista lopputuotetta, olipa kyseessä kuluttajamuovi, lääketieteelliset implantit tai ilmailualan komponentit, ja varmistaa myös pitemmän käyttöiän itse työkaluille.
Tärkeimmät EDM-tekniikat muottien valmistuksessa: Langan EDM vs. Upotus-EDM
Työkalunvalmistajat perustuvat pääasiassa kahteen erilaiseen sähköiskujen avulla tapahtuvaan koneenlouhintamenetelmään, joista kumpikin soveltuu eri tarkoituksiin: muottisinkkaus-EDM ja langan EDM. Näiden erojen ymmärtäminen on avainasemassa teknologian monipuolisuuden arvioinnissa valmistuksessa.
Muottisinkkaus-EDM , jota kutsutaan myös ram-EDM:ksi tai kaviteetti-EDM:ksi, käyttää erikoisvalmista elektrodia, joka on tyypillisesti valmistettu grafiitista tai kuparista ja joka on muotoiltu toivottua ominaisuutta vastaavaksi negatiiviksi. Tätä elektrodiia lasketaan hitaasti alas eli 'upotetaan' työkappaleeseen, ja sähköiskut kuluttavat materiaalia muodostaakseen kaviteetin, joka peilaa elektrodin muotoa. Tämä menetelmä sopii erinomaisesti monimutkaisten 3D-kaviteettien, sokeitten reikien ja vaativien painojen valmistukseen, joita tarvitaan muoteissa ja valettujen muottien valmistuksessa.
Lanka EDM , tai WEDM, toimii enemmän kuin korkean tason nauhaterä: se käyttää erittäin ohutta, jatkuvasti syötettävää metallilankaa (yleensä messingiä) elektrodina. Lankaa ohjataan tarkkaa, CNC-ohjelmoitua reittiä pitkin leikkaamaan työkappaleen läpi, luoden monimutkaisia 2D-profiileja ja muotoja. Sitä käytetään erityisen tehokkaasti nuihin, työkaluihin ja vaakoihin valmistettaessa kovettua terästä olevista paksuista levyistä sekä osien valmistukseen, joissa on monimutkaiset ääriviivat ja tiukasti sopivat komponentit.
Selventääksemme, milloin vaakanvalmistaja valitsee toisen toisen edelle: seuraava vertailu:
| Ominaisuus | Savotta EDM | Lanka EDM |
|---|---|---|
| Elektrodityyppi | Kiinteä, erikoismuotoinen elektrodi (grafiitti tai kupari) | Ohut, yksittäinen metallilanka (yleensä messingiä) |
| Pääasiallinen käyttötarkoitus | Kolmiulotteisten kaviteettien, muottien, sokeitten reikien ja monimutkaisten painojen valmistus | Leikkaus 2D-profiileihin, nuihin, vaakoihin ja monimutkaisiin ääriviivoihin työkappaleen läpi |
| Luotu geometria | Monimutkaiset kolmiulotteiset negatiiviset muodot | Monimutkaiset kaksiulotteiset kontourit, viistetyt muodot ja läpiviillot |
| Työkappaleen vuorovaikutus | Elektrodi uppoaa työkappaleeseen muodostaakseen kaviteetin | Lanka kulkee kokonaan läpi työkappaleen leikkaamaan profiilin |
Työkalu- ja muottialan EDM-käytön keskeiset hyödyt ja edut
EDM:n laaja hyväksyntä työkalu- ja muottivalmistuksessa johtuu ainutlaatuisesta edun erästä, joka vastaa suoraan alan tärkeimpiin haasteisiin. Nämä edut menevät yksinkertaisen materiaalin poiston puitteiden ulkopuolelle ja tarjoavat parempaa laatua, suunnitteluvapautta ja tehokkuutta verrattuna perinteisiin koneen työstömenetelmiin.
Merkittävimmät edut ovat:
- Erittäin kovien materiaalien työstö: EDM ei ole herkkä materiaalin kovuudelle, koska sen toimintamekanismi on lämpöpohjainen, ei mekaaninen. Se voi helposti työstää karkaistuja työkaluteräksiä, volframikarbideja ja eksotiikkiseoksia, jotka kuluttaisivat nopeasti tai olisivat mahdottomia leikata perinteisillä työkaluilla.
- Monimutkaisten ja hienojen geometrioiden luominen: Koska prosessi on koskematon, leikkausvoimia ei ole, jotka voivat vääristää herkkiä piirteitä. Tämä mahdollistaa terävien sisäkulmien, syvien ja kapeiden urien sekä ohuiden seinämien valmistuksen, joita ei voida saavuttaa jyrsinnällä.
- Vertaansa vailla oleva tarkkuus ja sileä pintakäsittely: Sähköerottaminen (EDM) voi saavuttaa erittäin tiukat toleranssit, usein +/- 0,005 mm:n sisällä. Prosessia voidaan säätää tuottamaan sileä pintakäsittely, joka minimoi tai jopa poistaa tarpeen manuaaliselle kiillottamiselle, säästäen merkittävästi aikaa ja työvoimaa.
- Ei mekaanista jännitettä työkappaleessa: Työkalun ja osan välisen suoran kosketuksen puuttuminen tarkoittaa, ettei mekaanista jännitettä synny. Tämä on ratkaisevan tärkeää herkkien tai ohutseinämäisten komponenttien mitallisen vakauden ylläpitämiseksi ja vääntymisen tai halkeamisen estämiseksi.
Näiden etujen yhdistelmä tekee EDM:stä välttämättömän teknologian kaikille nykyaikaisille työkalu- ja muottivalmistajille. Se mahdollistaa korkealaatuisten, kestävien työkalujen valmistuksen, jotka puolestaan tuottavat parempilaatuisia lopputuotteita, mikä vahvistaa sen keskeistä roolia kilpailullisissa ja kriittisissä toimialoissa, kuten ilmailussa, lääketieteessä ja autoteollisuudessa.
Usein kysytyt kysymykset
1. Mikä on muottipainamiseen tarkoitetun EDM-menetelmän periaate?
Muottipainaminen (die-sinking EDM), jota kutsutaan myös ram EDM:ksi, perustuu muodostettuun elektrodiin (usein grafiittia tai kuparia), joka on kaviteetin negatiivinen kuva. Elektrodi upotetaan eristysnesteeseen ja siirretään kohti työkappaletta. Elektrodin ja työkappaleen välillä tapahtuu sähköpurkauksia (kipinöitä), jotka kuluttavat materiaalia ja luovat tarkan kuvan elektrodin muodosta.
2. Mihin EDM-konetta käytetään muottien valmistuksessa?
Muottien valmistuksessa EDM:ää käytetään luomaan monimutkaisia kammioita ja ominaisuuksia esikovettuneeseen työkaluteräkseen, joka muodostaa lopulliset muoviosat tai metalliosat. Se on olennainen menetelmä sellaisten ominaisuuksien valmistuksessa kuin syvät jäykisteet, terävät sisäkulmat ja monimutkaiset pintatekstuurit, joita on vaikea tai mahdoton toteuttaa perinteisellä CNC-jyrsinnällä. Tämä tarkkuus varmistaa, että lopulliset muotitetut osat täyttävät tarkat vaatimukset.
3. Mikä on EDM:n rooli?
EDM:n ensisijainen rooli on muotoilla ja koneistaa sähköisesti johtavia materiaaleja ohjattujen sähköiskujen tuottaman lämpöenergian avulla. Sitä arvostetaan erityisesti kyvyssä koneistaa erittäin kovia materiaaleja korkealla tarkkuudella, luoda monimutkaisia geometrioita ilman mekaanista voimaa ja saavuttaa hienoja pintakarheitteitä. Sen päätarkoitus on poistaa materiaalia sovelluksissa, joissa perinteiset menetelmät eivät riitä.
4. Mikä on EDM CNC-koneistuksessa?
EDM on erikoistunut CNC-koneen (tietokoneohjattu numerohallinta) työstömenetelmä. Perinteisessä CNC-koneen työstössä leikkaustyökalu koskettaa fyysisesti ja poistaa materiaalia, kun taas CNC-EDM:ssä tietokoneohjattu reitti ohjaa elektrodiapua. CNC-järjestelmä ohjaa elektrodin liikettä (langan tai upotuksen EDM-menetelmissä), jotta kipinät syntyvät tarkasti niille kohdille, joilta materiaali on poistettava, mikä mahdollistaa erittäin monimutkaisten ja tarkkojen osien automatisoidun valmistuksen.