 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Miten suorituskykyinen painevalu edistää autoteollisuuden innovaatiota

TL;DR
Suorituskykyinen autoteollisuuden painevalu on valmistusprosessi, jossa sulanut metalli, kuten alumiini tai sinkki, ruiskutetaan muottiin erittäin suurella paineella. Tällä menetelmällä tuotetaan vahvoja, kevyitä ja erittäin tarkkoja komponentteja, jotka ovat olennaisia nykyaikaisissa ajoneuvoissa. Teknologia on keskeinen tekijä polttoaineentehon parantamisessa, yleisen suorituskyvyn lisäämisessä sekä nykyaikaisten polttomoottoriajoneuvojen (ICE) ja sähköautojen (EV) edistyneiden rakenteiden toteuttamisessa.
Suorituskykyisen autoteollisuuden painevalun ymmärtäminen
Autoteollisuuden painevalu on perustava valmistusprosessi, jossa monimutkaisia ja mitoiltaan tarkkoja metalliosia valmistetaan ajamalla sulaa metallia uudelleenkäytettävään teräsmuottiin, jota kutsutaan die-muotiksi. Korkean suorituskyvyn sovelluksissa tätä prosessia kehitetään edelleen tuottamaan komponentteja, jotka täyttävät tiukat vaatimukset lujuudelle, painolle ja tarkkuudelle. Korkean paineen käyttö varmistaa, että sulaminen täyttää muotin jokaisen yksityiskohdan, jolloin saadaan lähes lopulliseen muotoon oleva osa, jota varten tarvitaan vain vähäistä lisäkoneenpurua.
Tämä teknologia on keskeinen monet ratkaisevat auton komponentit tuotettaessa. Autonvalmistajat luottavat painevaluun kevyiden ja kestävien osien valmistuksessa, mikä vaikuttaa suoraan ajoneuvon turvallisuuteen ja tehokkuuteen. Asiantuntijoiden kuvaaman mukaan Autocast Inc. , prosessi on elintärkeä moottorikoteloiden, vaihdelaatikoiden ja runkorakenteisten alustakomponenttien valmistuksessa. Esimerkiksi muotivaluksesta valmistetut alumiinimoottorikotelot vähentävät moottorin kokonaispainoa, mikä parantaa kiihtyvyyttä ja polttoaineen säästöjä, ja niiden tarkka suunnittelu edistää tehokasta lämmön hajottamista.
Sovellukset ulottuvat ajoneuvon jokaiseen osaan. Teollisuusanalyysien korostamia muotivalukomponentteja ovat Transvalor sisältää:
- Moottorikomponentit: Sylinteripäät ja moottorikotelot, jotka ovat kevyitä ja robusteja.
- Vaihdelaatikot: Jäykät ja mitoiltaan stabiilit kotelot tehokkaaseen voimansiirtoon.
- Alusta- ja rakenneosat: Suspensiojalkaterät ja ohjauspyörät, joilla on korkea lujuus-painosuhde.
- Elektronisten koteloiden osat: Suojapeitteet antureille, vaihdelaatikoille ja moottoreille.
- Jarrukomponentit: Jarruteljet, joissa vaaditaan korkeaa lujuutta ja tarkkuutta turvallisuuden vuoksi.
Korkean suorituskyvyn painevalukseen siirtyminen tarjoaa joukon etuja, jotka heijastuvat suoraan parempaan ajoneuvosuorituskykyyn. Painevalukset tuottavat kevyitä osia, mikä vähentää ajoneuvon tyhjäpainoa – tämä on keskeinen tekijä polttoaineen kulutuksen parantamisessa ja päästöjen vähentämisessä. Lisäksi tarkat painevalutuotteet johtavat sileämpään moottorin toimintaan, reagoivampaan ohjattavuuteen ja parantaan yleistä kestävyyttä. Prosessi on myös erittäin tehokas, mahdollistaen nopeat valmistusjaksot ja kustannustehokkaan tuotannon suurille sarjoille.
Ydinprosessit ja valmistuksen huomioon otettavat seikat
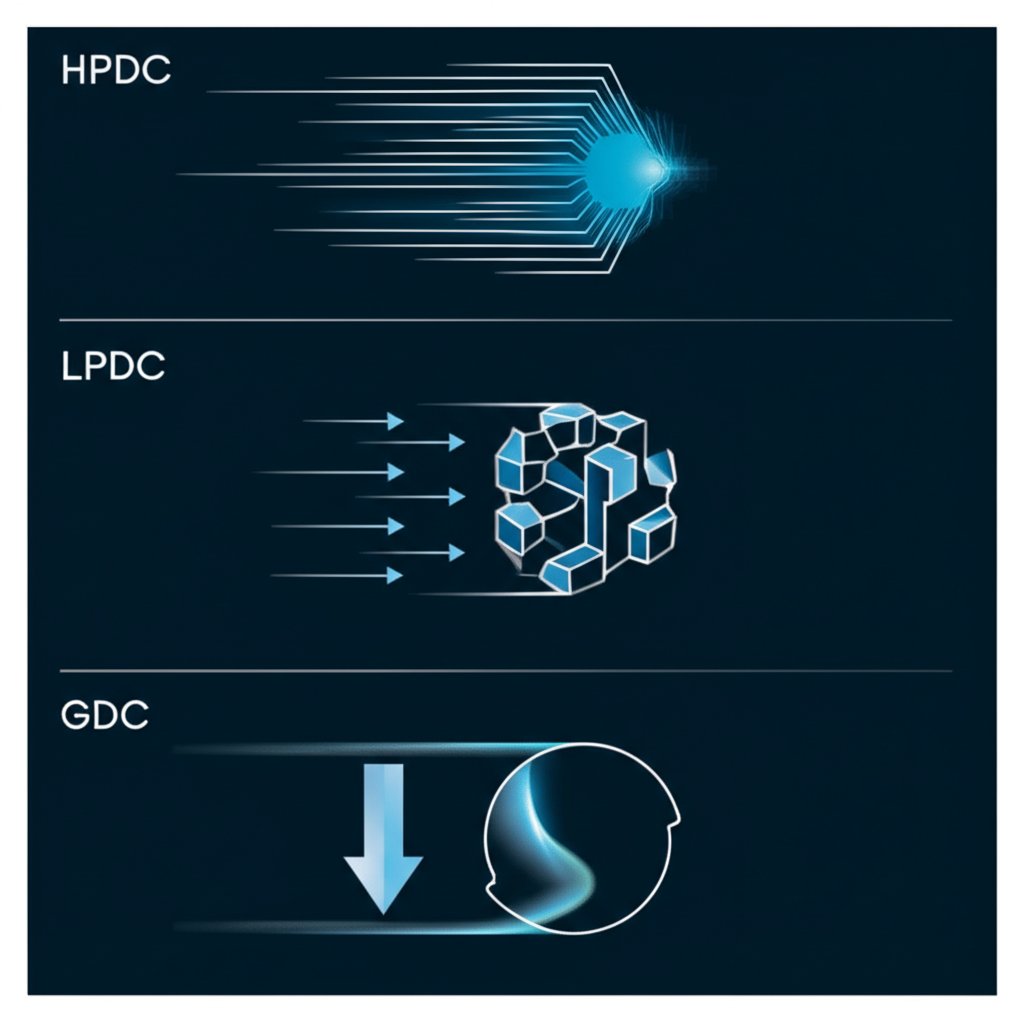
Painevalukseen liittyvä maailma ei ole yksimuotoinen; olemassa on useita erilaisia prosesseja, joista kukin on suunniteltu eri materiaaleille ja komponenttivaatimuksille. Kolme keskeistä menetelmää ovat korkeapainepainevalu (HPDC), alhaispaineinen painevalu (LPDC) ja painovoimapainevalu (GDC). Näiden erojen ymmärtäminen on avainasemassa ymmärtääksemme, miksi HPDC on niin yleinen korkean suorituskyvyn autoteollisuuden sovelluksissa.
HPDC, kuten nimestä voi päätellä, syöttää sulaa metallia erittäin suurilla nopeuksilla ja paineella. Mukaan DyCast Specialties Corporation , tämä menetelmä on ideaali monimutkaisten, ohutseinämäisten osien suuren sarjatuotannon kannalta, kun vaaditaan erinomaista mitoituksen tarkkuutta ja sileää pintakäsittelyä. HPDC-jakso jaetaan kahteen pääluokkaan: kuumakammiomenetelmään, jota käytetään matalasulaville seoksille kuten sinkille, ja kylmäkammiomenetelmään, jota käytetään korkeasulaville seoksille kuten alumiinille. Kylmäkammio-ohjaus on hallitseva menetelmä autoteollisuudessa suurten rakenteellisten osien, kuten moottorilohkojen ja vaihdelaatikoiden koteloitten valmistuksessa.
Vaikka muottilaite on erinomainen monimutkaisille nettomuotoisille osille, muut korkean suorituskyvyn valmistusmenetelmät, kuten taonta, ovat keskeisiä komponenteille, joissa vaaditaan maksimaalista lujuutta ja väsymisvastusta. Esimerkiksi yritykset kuten Shaoyi (Ningbo) Metal Technology erikoistuvat autoteollisuuden taontaan tarjoamalla toisenlaisen reitin vahvojen ajoneuvokomponenttien valmistukseen prosessilla, jossa metalli muovataan puristusvoimin.
Kuitenkaan HPDC ei ole ilman haasteita. Yksi pääasiallinen haitta on mahdollinen huokoinen rakenne, jossa pieniä tyhjiä tiloja tai reikiä muodostuu valumuotin osiin jääneiden kaasujen vuoksi. Tämä voi heikentää komponentin mekaanisia ominaisuuksia. Tämän torjumiseksi käytetään edistyneitä menetelmiä, kuten Transition Flow Filling Method (TFFM), jotta jääneen kaasun määrä minimoituu, kuten AdvanTech International huomautti. Alla on vertailu päävalumenetelmistä:
| Prosessi | Tärkeimmät ominaispiirteet | Paras valinta | Yleiset automotiivisovellukset |
|---|---|---|---|
| Korkean paineen hiekkaformiautomaattinen (HPDC) | Erittäin nopea täyttö, korkea tarkkuus, sileä pintakäsittely, mahdollisuus huokoisuuteen. | Suuritehoinen tuotanto monimutkaisille ja ohutseinäisille osille. | Moottorirungot, vaihdelaatikot, elektronisten laitteiden kotelot, rakenteelliset komponentit. |
| Alipaineella toimiva painevalu (LPDC) | Hitaampi täyttönopeus, hyvä rakenteellinen eheys, vähemmän turbulenssia. | Suuret, symmetriset ja rakenteellisesti vahvat komponentit, joissa vaaditaan korkeaa eheyttä. | Renkaat, suspensio-osat ja muut turvallisuuskriittiset komponentit. |
| Painevalu (GDC) | Käyttää painovoimaa muotin täyttämiseen, yksinkertainen prosessi, tuloksena tiheät osat. | Tuottaa vahvoja, korkean eheyden osia vähäisellä huokoisuudella. | Jarrutangot, männät ja muut osat, jotka vaativat suurta lujuutta. |
Avaintekijät korkean suorituskyvyn painevaluksesta
Materiaalin valinta on yhtä tärkeää kuin itse valamismenettely. Autoteollisuuden painevaluksessa insinöörit valitsevat pääasiassa valikoiman ei-raudan seoksia, joista tärkeimmät ovat alumiini, sinkki ja magnesium. Jokainen materiaali tarjoaa ainutlaatuisen ominaisuusprofiilin, joka tekee siitä sopivan tietyille sovelluksille ja vaikuttaa suoraan ajoneuvon suorituskykyyn, painoon ja kestävyyteen.
Alumiini on autoteollisuuden painevalujen työhevonen. Sen kevyt paino, suuri lujuus, erinomainen korroosionkesto ja hyvä lämmönjohtavuus tekevät siitä ihanteellisen vaihtoehdon laajalle komponenttivalikoimalle. Kuten valmistustekniset asiantuntijat yksityiskohtaisesti esittävät Dynacast , ohutseinäiset alumiinivalukset kestävät kaikkien muovausalikoitten korkeimmat käyttölämpötilat, mikä tekee niistä täydellisen valinnan moottorikoteloihin, vaihdelaatikoihin ja lämmönjohtimiin. Polttoaineen säästöjen tavoittelu on tehnyt alumiinista välttämättömän materiaalin.
Sinkkiseokset ovat toinen suosittu vaihtoehto, erityisesti osille, joissa vaaditaan monimutkaista yksityiskohtaisuutta ja korkealaatuista pintaa. Sinkin virtauskyky mahdollistaa sen täyttämisen ohutseinäisiin, monimutkaisiin muottiosiin erinomaisella tarkkuudella, mikä usein poistaa tarpeen lisätoimenpiteille. Sitä käytetään yleisesti pieniin, yksityiskohtaisiin komponentteihin kuten elektronisten laitteiden koteloihin, sisustuskosmeettiin ja monimutkaisiin anturirunkoihin. Lisäksi sinkkivalujen muotit kestävät huomattavasti pidempään kuin alumiinivalujen muotit, mikä tekee siitä kustannustehokkaan vaihtoehdon suurten tuotantoseriojen osalta.
Magnesium on kaikkien rakennemetallien kevein. Sen suurin etu on erinomainen lujuus-painosuhde, mikä tekee siitä huippuluokan valinnan sovelluksissa, joissa painon vähentäminen on ehdottoman tärkeää. Magnesiumosia käytetään usein huippuluokan ajoneuvoissa, kuten sisäosien kehissä, ohjainpyörän ytimissä ja instrumenttipaneelissa. Edistyneet menetelmät, kuten Thixomolding, voivat parantaa entisestään magnesiumosien laatua ja sovelluskäyttöä.
| Materiaali | Tärkeitä ominaisuuksia | Kustannus | Yleiset autoteollisuuden käyttötarkoitukset |
|---|---|---|---|
| Alumiini | Kevytsipuinen, korkea lujuus, erinomainen lämmönhajotus, korroosionkestävä. | Kohtalainen | Moottorikannet, vaihdelaatikot, alustakomponentit, lämpöpatterit, sähköautojen moottorikuoret. |
| Sinkki | Erinomainen virtauskyky monimutkaisiin muotoihin, erinomainen pinnanlaatu, korkea kestävyys. | Matalampi (työkalujen kestoa huomioon ottaen) | Elektronisten koteloiden, antureiden, sisäosien, liittimien, vaihteiden osat. |
| Magneesi | Erittäin kevyt, erinomainen lujuus-painosuhde, hyvä jäykkyys. | Korkeampi | Instrumenttipaneelit, ohjainpyörän kehät, istuinten kehät, alukehykset. |

Autoteollisuuden painutuksen tulevaisuus: Innovointia sähköautoille ja elektroniikalle
Autoteollisuus on kokenut maanjäristymäisen siirtymän kohti sähköistymistä ja itseohjautuvaa ajoa, ja painutusteknologia kehittyy nopeasti vastaamaan näihin uusiin haasteisiin. Suorituskykyisen painutuksen tulevaisuus liittyy vahvasti sähköautojen (EV) vaatimuksiin ja edistyneen elektroniikan yleistymiseen. Tämä kehitys ei koske pelkästään olemassa olevien osien parantamista; kyse on kokonaan uusien ajoneuvokonfiguraatioiden mahdollistamisesta.
Sähköajoneuvoille kevennys on vielä tärkeämpää kuin perinteisille ajoneuvoille, koska se vaikuttaa suoraan kantamaan ja suorituskykyyn. Valuvalmisteinen valmistus ratkaisee keskeisen roolin suurten yhden kappaleen rakennekomponenttien tuotannossa – ilmiötä kutsutaan usein nimellä 'gigavalmistus'. Tämä tarkoittaa massiivisten osien, kuten koko ajoneuvon alustan tai akkolaatikon, valamista yhtenä kokonaisuutena. Tällä lähestymistavalla satoja pienempiä leikattuja ja hitsattuja osia yhdistetään yhdeksi, mikä yksinkertaistaa merkittävästi asennusta, vähentää painoa ja alentaa kustannuksia. Nämä suuret alumiinivalut ovat olennaisia raskaiden akkupakettien sijoittamiseen ja suojaamiseen samalla kun ne edistävät ajoneuvon rakenteellista jäykkyys.
Samanaikaisesti edistyneiden kuljettajan apujärjestelmien (ADAS) ja auton sisäisen yhteyden kasvu on johtanut antureiden, kameroiden ja elektronisten ohjausyksiköiden (ECU) määrän räjähdysmäisesti kasvuun ajoneuvossa. Jokainen näistä komponenteista vaatii tarkasti valmistetut, sähkömagneettisesti suojatut kotelot. Painevalu, erityisesti sinkki- ja alumiiniseosten kanssa, on ideaalinen menetelmä näiden monimutkaisten, ohutseinämäisten koteloiden valmistukseen. Painevalun nettomuoto-ominaisuus mahdollistaa monimutkaisten piirteiden, kuten lämmönpoistojen ja kiinnityspisteiden, suoran integroinnin osaan, mikä säästää tilaa ja parantaa herkkien elektronisten lämpöhallintaa.
Teknologiset edistysaskeleet valamisprosessissa itsessään laajentavat myös mahdollisuuksien rajoja. Innovoinnit, kuten tyhjiöavusteinen valaminen ja edistynyt muottivirtausimointiohjelmisto, mahdollistavat osien valmistuksen alhaisemmalla huokoisuudella, korkeammalla lujuudella ja jopa hitsattavilla ominaisuuksilla. Nämä edistysaskeleet ovat ratkaisevan tärkeitä turvallisuuskriittisten rakenteellisten komponenttien ja vuotonsuojattomien akkokuorien tuottamisessa sähköajoneuvoille. Kun teollisuus etenee, painevalu jatkuu keskeisenä tekijänä turvallisempien, tehokkaampien ja kestävämpien ajoneuvojen toteuttamisessa.
Usein kysytyt kysymykset
1. Mitkä ovat HPDC:n haitat?
Korkeapainetekovalukseen (HPDC) liittyvä tärkein haitta on huokoinnin riski. Koska sulaa metallia ruiskutetaan nopeasti, kaasuja voi jäätyä muottiin ja muodostua pieniä onteloita valmiiseen osaan. Tämä huokoisuus voi heikentää komponenttia ja tehdä siitä sopimattoman lämpökäsittelyä tai hitsausta vaativiin sovelluksiin. Nykyaikaiset menetelmät, kuten tyhjiöavuste ja edistynyt muottisuunnittelu, auttavat kuitenkin tämän ongelman lievittämisessä.
2. Mikä on ero HPDC:n, LPDC:n ja GDC:n välillä?
Artikkelin pääosassa kuvatulla tavalla keskeinen ero on paineessa ja nopeudessa, joilla muotti täytetään. HPDC käyttää erittäin korkeaa painetta monimutkaisten osien nopeaan ja suurtilavuiseen tuotantoon. LPDC käyttää matalampaa painetta hitaampaan ja tarkemmin ohjattuun täyttöön, mikä on ihanteellista rakenteellisesti vahvoihin komponentteihin, kuten pyöriin. GDC perustuu yksinomaan painovoimaan, mikä johtaa tiheisiin ja vahvoihin osiin, mutta paljon hitaampaan tuotantosykliin.
3. Mikä on täyttösuhde HPDC:ssä?
Täyttösuhde HPDC-menetelmässä viittaa sulan metallin tilavuuteen, joka kaadetaan ruiskutussylinteriin suhteutettuna sylinterin kokonaistilavuuteen. Tutkimukset osoittavat, että täyttösuhteeksi suositellaan usein 60–70 %. Tämä auttaa minimoimaan ilman määrää, joka työntyy metallin mukana muottikameraan, ja vähentää näin kaasun kertymistä ja huokoisuutta valmiissa komponentissa.