 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Tärkeimmät valun toleranssit automaattisissa suorituskykysovelluksissa
Tärkeimmät valun toleranssit automaattisissa suorituskykysovelluksissa

TL;DR
Muovauksen toleranssit autoteollisuuden teknisiä vaatimuksia varten ovat kriittinen joukko sallittuja mitallisia poikkeamia, jotka määrittävät valmistettujen ajoneuvokomponenttien tarkkuuden. Tiukkojen toleranssien noudattaminen on olennaista varmistaakseen, että osat sopivat oikein, toimivat luotettavasti kuormitustilanteissa ja täyttävät autoteollisuuden ankariat turvallisuus- ja tehokkuusvaatimukset. Tämän tarkkuuden saavuttaminen parantaa komponenttien lujuutta, vähentää materiaalihukkaa ja on perustavanlaatuinen tekijä korkean suorituskyvyn omaavien ja luotettavien ajoneuvojen tuotannossa.
Muovaustoleranssien määritteleminen: tarkan valmistuksen perusta
Valmistuksessa toleranssi tarkoittaa osan fyysisen mitan sallittua vaihteluväliä. Varsinkin valssausprosessin toleranssit määrittelevät hyväksyttävän poikkeamisalueen verrattuna tekniseen suunnitteluun määriteltyihin nimellismittoihin. Näitä ei ole asetettu mielivaltaisesti; ne ovat keskeinen parametri, joka varmistaa, että komponentit sopivat ja toimivat oikein laajemmassa kokoonpanossa, kuten ajoneuvon moottorissa tai suspenssijärjestelmässä. Kuten alan lähteet, kuten Engineers Edge , huomauttavat, nämä toleranssit on otettava huomioon valssausprosessiin liittyviä tekijöitä, kuten työkalujen kulumista, materiaalin kutistumista jäähtymisen aikana sekä mahdollista epäkohtaa ylä- ja alaosien muottien välillä.
Kuulostoleranssit jaetaan yleensä kahteen luokkaan: ”tavallisiin” ja ”erikoisiin”. Tavalliset toleranssit, jotka pätevät, ellei ole erikseen mainittu tiettyä standardia, jaetaan edelleen ”kaupalliseen standardiin” yleiseen käytäntöön ja ”tiukempaan standardiin” työhön, jossa vaaditaan lisätehokkuutta ja kustannuksia. Erikoistoleranssit määritellään nimenomaisesti piirustuksissa kriittisille mitoille, joissa tarkkuus on ratkaisevan tärkeää. Ajattele sitä kuin korkean suorituskyvyn moottorin kokoamista: vaikka moottorilohkon kokoon sallitaan tietty hyväksyttävä vaihteluväli (kaupallinen toleranssi), pitää männän istumisen sylinterissä olla paljon tiukempi ja tarkempi (erikoistoleranssi), jotta saavutetaan optimaalinen puristussuhde ja teho.
Lopulta kuulostoleranssit edustavat sovittua sopimusta suunnittelijan ja valuraajan välillä. Kuten selitettiin Queen Cityn muovinen , niitä on harkittava tapauskohtaisesti, koska ne ovat suoraan riippuvaisia osan suunnittelusta ja käytetyistä tuotantomenetelmistä. Toleranssien perustavanlaatuinen ymmärtäminen on ensimmäinen askel komponenttien valmistuksessa, jotka täyttävät minkä tahansa korkean suorituskyvyn alan vaativat vaatimukset.
Tiukkojen toleranssien keskeinen rooli autoteollisuudessa
Autoteollisuus toimii suuren paineen alaisena toimittaakseen ajoneuvoja, jotka ovat turvallisia, luotettavia, polttoainetehokkaita ja korkeaa suorituskykyä tarjoavia. Tarkkuusvaikuttaminen tiukoilla toleransseilla on keskeinen valmistusprosessi, joka auttaa täyttämään nämä vaatimukset. Kun autoteollisuuden komponentit vaikutetaan tarkasti määritettyihin mittasuhteisiin, hyödyt kattavat koko ajoneuvon, suorituksesta pitkäikäisyyteen. Tarkkuusvaikuttamisen ansiosta saavutettu johdonmukainen mitoituksen tarkkuus on välttämätön osille, jotka kestävät jokapäiväisen käytön äärimmäistä kuormitusta, värähtelyä ja lämpötilan vaihteluita.
Tiukkojen valssausmittojen ylläpitäminen autoteollisuuden komponenteissa on merkittävää ja vaikuttaa suoraan lopputuotteen laatuun ja kustannustehokkuuteen. Kuten oppaassa käydään läpi Sinoway Industry , nämä hyödyt ovat monitahoisia:
- Erinomainen lujuus ja kestävyys: Valssausprosessi parantaa metallin rakeen rakennetta, jolloin se asettuu komponentin muodon mukaisesti. Tämä parantaa sen mekaanisia ominaisuuksia, jolloin osat kestävät paremmin väsymistä, iskuja ja kulumista. Kuten kampiakselit, sauvarakenteet ja ohjauspyörät, nämä valssatut osat tarvitsevat tätä lujuutta vaurioitumisen estämiseksi.
- Paras turvallisuus ja luotettavuus: Turvallisuuskriittisissä järjestelmissä, kuten jarruissa ja suspensiossa, ei ole varaa virheille. Tarkat mitat varmistavat, että komponentit istuvat ja toimivat yhdessä virheettömästi, mikä vähentää mekaanisen vaurion riskiä. Tutkimukset ovat osoittaneet, että tarkat toleranssit voivat merkittävästi parantaa kokonaissuorituskykyä ja luotettavuutta.
- Paino vähentyy: Moderni autonrakennus suosii painon vähentämistä polttoaineen säästämiseksi. Tarkka vaivutus voi tuottaa kestäviä, kevyitä osia, joista on poistettu tarpeeton materiaali rakennevakautta kompromisoimatta. Tämä auttaa valmistajia täyttämään yhä tiukemmat päästö- ja polttoainesäästövaatimukset.
- Kustannustehokkuus suurten sarjojen valmistuksessa: Vaikka tarkempien toleranssien saavuttaminen voi edellyttää kehittyneempiä työkaluja, pudotusvaivutusprosessi on erittäin tehokas suurten sarjojen valmistuksessa. Se minimoi materiaalihävikin (tai roskan) ja usein vähentää laajan jälkikoneenvarsin tarvetta, mikä johtaa alhaisempiin yksikkökustannuksiin massatuotannossa.
Vaivutusstandardien ja -ohjeiden navigointi
Teollisuuden laadun ja yhdenmukaisuuden varmistamiseksi kuumavalssausmitoituksia ohjataan usein vakiintuneiden standardien mukaan. American Society of Mechanical Engineers (ASME) ja Deutsches Institut für Normung (DIN) -järjestöt tarjoavat eritelmät, jotka kattavat materiaalit, mitat ja paineluokat kuumavalssaustuotteille. Esimerkiksi ASME B16.11 -standardi määrittää yksityiskohtaiset vaatimukset kuumavalssaustarvikkeille, kun taas DIN-standardit, kuten DIN 1.2714, määrittelevät kulumiskestävyydeltään korkeat materiaalilaadut, jotka soveltuvat muottivalssaukseen. Näiden standardien noudattaminen takaa osien vaihdettavuuden ja laadun perustason eri toimittajilta hankituille osille.
Saavutettava toleranssi riippuu myös voimakkaasti valamismenetelmästä. Avoinmuotoinnissa, jossa metallia ei rajoiteta täysin muotteihin, on yleensä löysemmät toleranssit. Sen sijaan suljetussa muotoinnissa (tai painemallinnoinnissa), jossa metalli työnnetään tarkasti koneistettuun kammioon, voidaan saavuttaa huomattavasti tiukempi mitanhallinta. Tämä tarkkuus tekee suljetusta muotoinnista selvästi suositumpaa monimutkaisille autonosille, kuten vaihdelaatikoille ja suspenssikomponenteille.
Seuraava taulukko antaa yleiskuvan tyypillisistä toleransseista eri muovausmenetelmille, vaikka tarkat arvot voivat vaihdella osan koosta, materiaalista ja monimutkaisuudesta riippuen.
| Muovausmenetelmä | Tyypillinen suvaitsevaisuus | Yleiset automotiivisovellukset |
|---|---|---|
| Suljettu muotti / Painemallimuovaus | ±0,5 mm – ±1,5 mm (voi olla tiukempaa) | Kampikannatin, vaihteet, kampiakseli, ohjaustankopää |
| Avoin kokovalssaus | ±1 mm – ±3 mm (tai ±0,03″ – ±0,125″) | Suuret akselit, renkaat, ingotin alustava muotoilu |
| Tarkkamuovaus (valmiiksi muovattu) | ±0,1 mm – ±0,3 mm | Suorituskykyiset vaihteet, turbiinisäätimet |
Tärkeät suunnittelun ja materiaalin valinnan näkökohdat optimaalisia kuumavalukelpoisia toleransseja varten
Optimaalisten kuumavalukelpoisten toleranssien saavuttaminen ei ole ainoastaan numeron määrittämistä; se on tulosta kattavasta lähestymistavasta, joka alkaa suunnitteluvaiheesta. Useat keskeiset tekijät vaikuttavat toisiinsa määrätäkseen lopullisen tarkkuuden kuumavalutuotteessa. Insinöörien ja suunnittelijoiden on tasapainotettava nämä näkökohdat luodakseen osan, joka on sekä valmistettavissa että täyttää suorituskyvyn vaatimukset. Kuten teknisessä esityksessä käsitellään Frigate Manufacturing , harkittu suunnittelu on perusta menestykselle.
Seuraavat näkökohdat ovat ratkaisevia saavutettavissa olevien toleranssien kannalta kaikille kuumavalutuille auto-osille:
- Osan geometria ja monimutkaisuus: Yksinkertaisemmat muodot ovat luonteeltaan helpompia vaivata tarkasti. Monimutkaiset suunnittelut syvien kaviteettien, terävien kulmien tai ohuiden seinämien kanssa voivat estää metallin virtausta muotissa, mikä johtaa mittojen vaihteluihin. Riittävän suuret kaarevuussäteet ja pyöristykset ovat ratkaisevan tärkeitä sileälle materiaalivirralle ja virheiden estämiseksi.
- Materiaalivalinta: Eri materiaalit käyttäytyvät eri tavoin lämmön ja paineen vaikutuksesta. Teräs-, alumiini- ja titaaniseokset käyttäytyvät eri tavoin lämmön vaikutuksesta. Näillä on erilaiset lämpölaajenemiskertoimet, virtausominaisuudet ja jäähtyessä kutistuvat eri tavoin. Materiaalin valinta vaikuttaa suoraan muotin suunnitteluun ja lopullisiin saavutettaviin toleransseihin. Esimerkiksi alumiinin korkea lämmönjohtavuus vaatii erilaisia prosessiohjauksia kuin teräs.
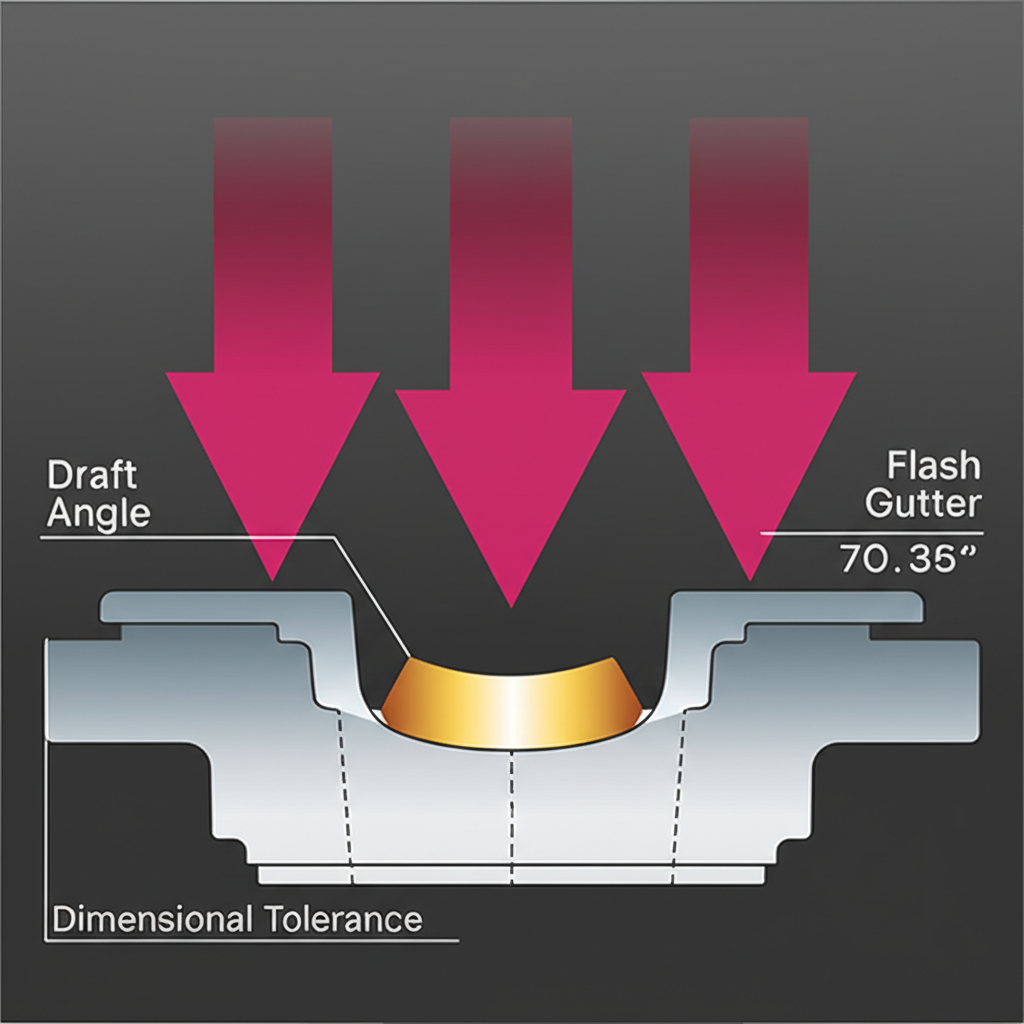
- Muotin suunnittelu ja vetokulmat: Itse muotti on perustyökalu, joka määrittää osan muodon. Oikea muotinsuunnittelu, johon kuuluu vetokulmien (hieman kaltevat pystysuorat pinnat) huomioiminen, on välttämätöntä valmiin osan poistamiseksi vaurioitumatta. Riittämätön vetokulma voi aiheuttaa vääristymiä ja heikentää toleransseja.
- Kuumanmuovauksen lämpötila ja prosessin ohjaus: Työkappaleen ja muottien lämpötilaa on hallittava tarkasti. Lämpötilan vaihtelut voivat johtaa epäjohdonmukaisiin materiaalivirtauksiin ja kutistumiseen, mikä vaikuttaa suoraan mittojen tarkkuuteen. Automaattiset prosessit tarjoavat tarvittavaa johdonmukaisuutta suurten autojen tuotantomäärien vaatimuksiin.
Näiden tekijöiden käsittely onnistuu usein vain yhteistyössä kuumamuovausasiantuntijan kanssa. Korkealaatuisia komponentteja etsiville yrityksille on avainasemassa kokeneen toimittajan kanssa yhteistyö. Esimerkiksi, Shaoyi Metal Technology tarjoaa erikoistunutta IATF16949-sertifioitua kuumakohotusta autoteollisuudelle, mikä osoittaa asiantuntemuksen muottien valmistuksessa ja prosessin hallinnassa, joka vaaditaan täyttämään tiukat automobiilialan vaatimukset prototyypistä sarjatuotantoon.

Usein kysytyt kysymykset
1. Mikä on DIN-standardi kohotukselle?
DIN (Deutsches Institut für Normung) -standardit kattavat kohotuksen eri näkökohdat. Merkityksellinen esimerkki on DIN 1.2714, materiaalistandardi Cr-Ni-Mo-V -seoksterästä, jota suositellaan suljetun muovin kohotuksiin sen korkean sitkeyden, kulumisvastuksen ja kovuuden vuoksi. Tämä standardi takaa, että materiaali soveltuu kestävien, korkean lujuuden komponenttien valmistukseen.
2. Mikä on ASME-standardi kohotukselle?
ASME (American Society of Mechanical Engineers) tarjoaa lukuisia kylmävalmistukseen sovellettavia standardeja. Tärkeä standardi on ASME B16.11, joka määrittää vaatimukset kylmävalssatuille terösputkiliittimille, mukaan lukien niiden paineluokat, mitat, toleranssit, merkinnät ja materiaalivaatimukset. Tämä standardi on ratkaisevan tärkeä johdonmukaisuuden ja turvallisuuden varmistamisessa korkeapainetilanteissa.
3. Mikä on avoimen muovauksen toleranssi?
Avoimesti muovattujen kappaleiden toleranssialue on yleensä suurempi kuin suljetussa muovauksessa, koska työkappaletta ei ole täysin suljettu muottien sisällä. Toleranssit voivat vaihdella noin ±0,03 tuumasta ±0,125 tuumaan (noin ±0,8 mm:sta ±3,2 mm:ään) ennen koneenpuristusta, riippuen osan koosta ja monimutkaisuudesta. Tämä menetelmä soveltuu paremmin suuremmille osille tai alustaville muovausoperaatioille, joissa tarkka tarkkuus on toissijaista.