 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Kuulutetut alumiinilaadut autoihin: Yhdistä oikea seos jokaiseen osaan

Miksi kovanvalut alumiinilaadut ovat tärkeitä auton suorituskyvylle
Kun mietit, mikä saa modernin alumiiniauton toimimaan parhaalla mahdollisella tasolla, vastaus piilee usein metallin rakenteen syvyyksissä. Kovankuultua alumiinia on tullut olennaiseksi osaksi autoteollisuuden valmistusta, ja sitä käytetään kaikessa jousituskomponenteista suorituskykyrenkaisiin. Mutta tässä on ratkaiseva kysymys, jonka insinöörit ja hankintapäälliköt usein kohtaavat: kun saatavilla on niin monia erilaisia alumiinilaatuja, miten valita oikea seos jokaiseen osaan?
Tämän yhteyden ymmärtäminen alumiiniseoksen valinnan ja komponenttien suorituskyvyn välillä voi merkitä eroa sen välillä, onko ajoneuvo huippuluokkaa vai vain riittää vähimmäisvaatimuksiin. Mutta mikä alumiiniseos oikeastaan on, ja miksi muovausmenetelmällä on niin suuri merkitys?
Miksi kovankuulantaminen muuttaa alumiinin suorituskykyä
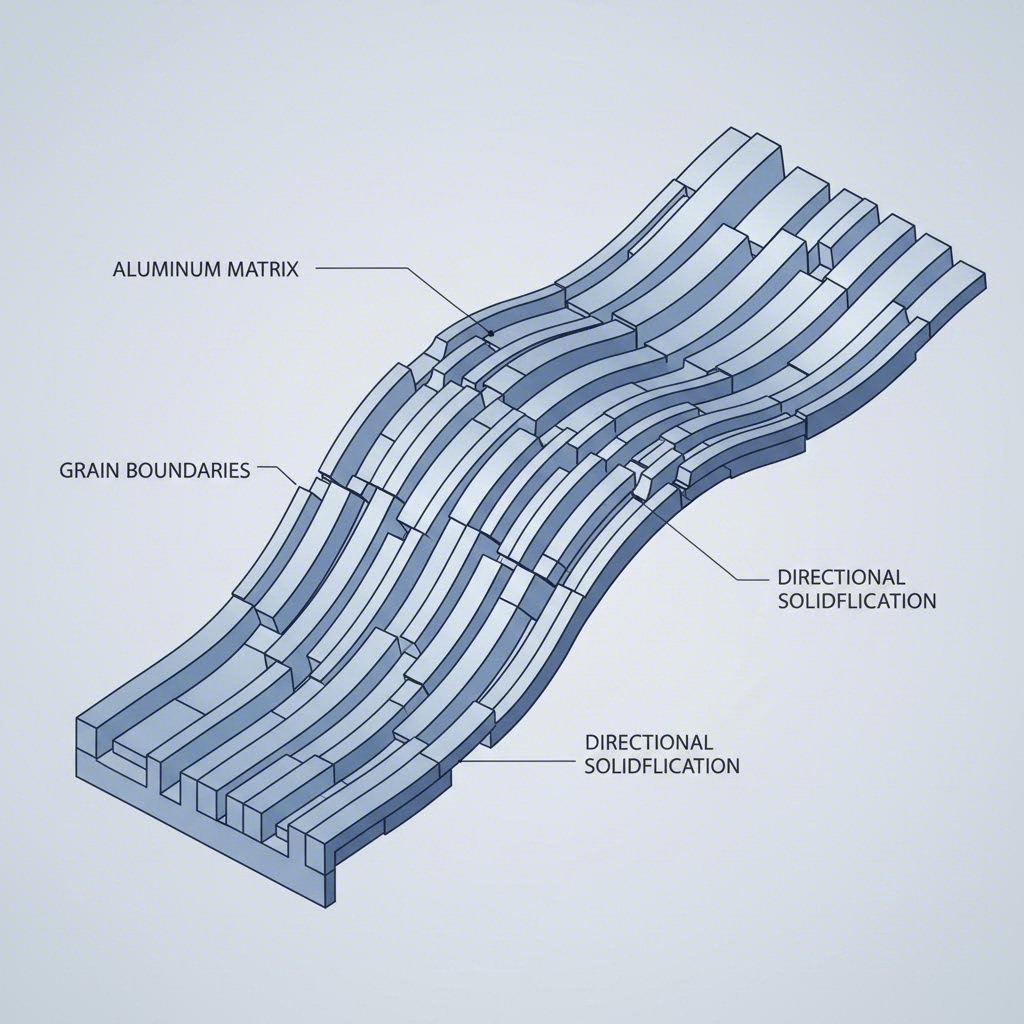
Toisin kuin valumuotossa, jossa sulaa alumiinia kaadetaan muotteihin, tai puristusmenetelmässä, jossa kuumennettua metallia työnnetään muottipihtaan läpi, kohdistus muotoilee alumiinia voimakkaan paineen avulla korkeassa lämpötilassa. Tämä prosessi muuttaa perustavanlaatuisesti materiaalin sisäistä rakennetta. Tuloksena? Tiheämpää ja jatkuvampaa jyvänvirtaa, joka seuraa valmiin osan muotoa.
Valmistusasiantuntijoiden mukaan kohdistus tiivistää alumiinin jyvärakennetta , mikä merkittävästi parantaa lujuutta ja sitkeyttä verrattuna valumuottivalusteisiin. Tämä hienoitunut mikrorakenne myös parantaa väsymisvastustusta ja iskunkestävyyttä—ominaisuuksia, joita ei voida unohtaa turvallisuuskriittisissä autoteollisuuden alumiinikomponenteissa.
Kohdistus hienontaa alumiinin jyvärakennetta tiivistämällä ja kohdistamalla sisäisiä kuituja, tarjoten mekaanisia ominaisuuksia, joita valumuottivalusteet eivät yksinkertaisesti voi saavuttaa—erityisesti komponenteissa, jotka ovat alttiina toistuviin rasituksiin.
Siksi alumiinista valmistettu auto, jossa on kohdissa käytetty taottuja komponentteja, osoittaa paremman kestävyyden todellisissa ajotilanteissa. Taontaprosessi poistaa sisäiset ontelot ja huokoisuuden, jotka ovat yleisiä valussa, varmistaen näin, että jokainen alumiininen auton osa kestää nykyaikaisten ajoneuvojen vaativat kuormitukset.
Luokan valintahaaste autoteollisuudessa
Tässä kohtaa se muuttuu mielenkiintoiseksi — ja monimutkaiseksi. Kaikki alumiiniluokat eivät taivu yhtä hyvin, eivätkä kaikki taotut luokat sovi kaikkiin sovelluksiin. Väärän seoksen valitseminen voi johtaa valmistusongelmiin, ennenaikaiseen osan rikkoutumiseen tai tarpeettomiin kustannuksiin.
Insinöörien on tasapainotettava useita kilpailevia tekijöitä valittaessaan alumiiniluokkia autojen komponentteihin:
- Vahvuusvaatimukset: Tarvitseeko osa maksimaalista vetolujuutta vai hyvää muovattavuutta?
- Käyttöympäristö: Kohtaako komponentti syöpymiä aiheuttavia olosuhteita vai ääri-olosuhteita lämpötilojen osalta?
- Valmistusrajoitteet: Kuinka monimutkainen on osan geometria, ja mitkä taontalämpötilat ovat mahdollisia?
- Kustannuskysymykset: Oikeuttaako sovellus premium-seoksiin, vai riittävätkö standardiluokat?
Tämä artikkeli toimii käytännön valintakyselynä, joka käy läpi nykyaikaisten ajoneuvojen keskeiset valssatut alumiiniseokset. Löydät, mitkä seokset sopivat tiettyihin komponenttiryhmiin, ymmärrät lämpökäsittelyn kriittisen roolin ja opit välttämään yleisiä valintavirheitä. Määrittelit sitten materiaaleja joustotankoihin, pyöriin tai voimanlähteeseen, oikean seoksen valitseminen jokaiseen sovellukseen takaa sekä suorituskyvyn että arvon.
Alumiiniseostyypit ja niiden soveltuvuus valssaukseen
Ennen kuin voit yhdistää oikean seoksen auton komponenttiin, sinun on ymmärrettävä, miten alumiiniseokset on järjestetty. Aluminum Association on perustanut numerointijärjestelmän, joka jakaa kylmävalukseoksia sarjoihin niiden ensisijaisen seostumuksen perusteella. Tämä luokitus – joka vaihtelee 1xxx–7xxx-sarjoihin – kertoo paljon seoksen käyttäytymisestä kuumamuovauksessa ja sen lopullisista suorituskykyominaisuuksista.
Mutta tässä on asia, jota monet materiaelmääritykset eivät selitä: miksi tietyt alumiiniseostyypit muovautuvat erinomaisesti kun taas toiset halkeilevat, vääristyvät tai yksinkertaisesti kieltäytyvät toimimasta? Vastaus piilee metallurgiassa, ja näiden perusteiden ymmärtäminen muuttaa tapaa, jolla lähestyt seostyypin valintaa autoteollisuuden sovelluksiin.
Ymmärtääksesi alumiinisarjajärjestelmän
Jokainen alumiiniseostasarja määrittyy hallitsevan seostumuksen perusteella, joka määrittää seoksen perusominaisuudet. Voit ajatella sitä sukuhierarkiaksi, jossa sukulaiset jakavat tiettyjä piirteitä:
- 1xxx-sarja: Olennaisesti puhdas alumiini (99 %+ Al). Erinomainen korroosionkestävyys ja johtavuus, mutta liian pehmeä rakenteellisiin auton osiin.
- 2xxx-sarja: Kupari on ensisijainen lisäaine. Nämä seokset tarjoavat korkean lujuuden ja erinomaisen väsymisvastuksen – täydellinen vaativiin lentokone- ja autoteollisuuden voimanlähteisiin.
- 3xxx-sarja: Mangaaniseostettu. Kohtalainen lujuus ja hyvä muokattavuus, mutta harvoin käytetty kuumakutoihin, koska niitä ei voida lämpökäsitellä korkeampaan lujuuteen.
- 4xxx-sarja: Piidominantti. Korkea pii-pitoisuus tarjoaa erinomaisen kulumista vastaan, mikä tekee seoksista soveltuvia moneihin, vaikka ne aiheuttavat koneen käyttöhaasteita.
- 5xxx-sarja: Magnesiumperustainen. Erinomainen korroosionkestävyys ja hitsattavuus, yleisesti kuumakutu meri- ja kriogeenisiin sovelluksiin pikemminkin kuin tavallisiin auto-osiin.
- 6xxx-sarja: Magnesium ja pii yhdistettynä. Tämä tasapainoinen kemia tarjoaa monipuolisuuden, joka tekee 6xxx-seoksista auton alumiinikumokset.
- 7xxx-sarja: Sinkki magnesiumin ja kuparin kanssa muodostaa erittäin korkean lujuuden metalliseoksia. Nämä edustavat saatavilla olevia vahvimmat alumiiniseokset, jotka ovat olennaisia painon kannalta kriittisissä ilmailu- ja korkean suorituskyvyn autoteollisuuden rakenteissa.
Mukaan lukien teollisuusasiakirjat Alumiiniyhdistöstä , tämä nimeämiskäytäntö syntyi toisen maailmansodan jälkeen tuomaan järjestystä kasvavaan alumiinimateriaalien luetteloon. Al-seosluokkien ymmärtäminen tässä viitekehyksessä auttaa nopeasti rajaamaan hakua mihin tahansa sovellukseen.
Valkoisuusominaisuudet eri seosperheissä
Tässä kohtaa tulee esiin oikea insinööritietämys. Kaikki alumiiniseokset eivät valmistu samalla tavalla, eikä erot ole sattumanvaraisia – ne perustuvat siihen, miten kunkin seoksen kemiallinen koostumus vaikuttaa sen käyttäytymiseen paineen ja lämmön alaisena.
Valkoisuus riippuu useista toisiinsa liittyvistä tekijöistä:
- Muotoilukapasiteetti: Kuinka paljon voimaa seos vaatii päästäkseen muottikammioihin?
- Lämpötilaherkkyys: Kuinka voimakkaasti ominaisuudet muuttuvat koko valmistuslämpötila-alueella?
- Halkeamisalttius: Käyttääkö seuraavatko metalliseokset vakavia muodonmuutoksia ilman pinnan tai sisäisten vaurioiden syntymistä?
- Kuumakäsiteltävyys: Voiko forgattua osaa vahvistaa jälkikäsittelyllä lämpökäsittelyllä?
Tutkimus ASM International osoittaa, että kovalentuminen paranee metallin lämpötilan noustessa kaikilla alumiiniseoksilla – mutta tämän vaikutuksen suuruus vaihtelee huomattavasti. Korkean piisisältöisten 4xxx-seosten kovalentuminen on erityisen herkkää lämpötilalle, kun taas korkean lujuuden 7xxx-seokset ovat helpompia muovata vain tietyllä lämpötila-alueella. Tämä selittää, miksi 7xxx-sarjan seokset vaativat tarkan lämpötilan hallintaa: virhemarginaali on pienempi.
6xxx-sarjan seokset, erityisesti 6061, ansaitsivat nimensä "erittäin kovalentuviksi", koska ne tarjoavat hyvän yhdistelmän kohtalaisesta virtausvastuksesta ja sallivasta prosessi-ikkunasta. Sen sijaan 2xxx- ja 7xxx-seokset osoittavat korkeampaa virtausvastusta – joskus jopa hiiliterästä suurempaa tyypillisillä kovalentumislämpötiloilla – mikä tekee niistä haastavampia, mutta välttämättömiä suorituskykyisten komponenttien valmistukseen.
| Hopealloysarja | Pääseosterä | Kuumanmuokattavuusluokitus | Tyypilliset autoteollisuuden sovellukset | Tärkeimmät ominaispiirteet |
|---|---|---|---|---|
| 2xxx | Kupari | Kohtalainen | Pistoolit, kampakkeet, moottorin komponentit | Korkean lämpötilan lujuus, erinomainen väsymisvastus, karkenevuus |
| 5xxx | Magneesi | Hyvä | Rakenteelliset komponentit korroosioalttiissa ympäristöissä, meriluokan osat | Ei-karkeneuva, poikkeuksellinen merikorroosion kestävyys, korkea hitsaussit lujuus |
| 6xxx | Magnesium + pii | Erinomainen | Suspensionivarret, ohjausvarret, pyörät, yleiset rakenteelliset osat | Tasapainoinen lujuus ja muokattavuus, hyvä korroosion kestävyys, karkeneuva, kustannustehokas |
| 7xxx | Sinkki (+ Mg, Cu) | Kohtalainen – vaikea | Korkean rasituksen alustakomponentit, suorituskykypyörät, lentokonetason autoteollisuuden osat | Erittäin korkea lujuus, erinomainen väsymisvastus, vaatii huolellista prosessikontrollia, kuumakäsiteltävä |
Miksi kemiallinen koostumus on niin tärkeä taontaa verrattuna muihin muovausmenetelmiin? Kun alumiinia valutaan, metalli jähmettyy nestemäisestä tilasta ja usein sisältää huokoisuutta sekä kehittyy karkearakeinen rakenteensa. Puristus puristaa kuumennettua metallia kiinteiden muottien läpi, mikä rajoittaa geometrista monimutkaisuutta. Taonta sen sijaan puristaa metallia valtavalla paineella, tihentäen rakeen rakenteen ja poistamalla sisäiset ontelot – mutta vain, jos seoksen kestävyys sietää tätä ankarata muodonmuutosta halkeamatta.
Yleiset alumiiniseokset, joita käytetään autoteollisuuden kuumavalssauksessa – pääasiassa 2xxx-, 6xxx- ja 7xxx-perheitä – jakavat keskeisen ominaisuuden: ne ovat kaikki lämpökäsittelyyn soveltuvia. Tämä tarkoittaa, että niiden lujuutta voidaan merkittävästi parantaa kuumavalssauksen jälkeen liuotuskäsittelyllä ja vanhenutusprosesseilla. Lämpökäsittelyyn soveltumattomilla seoksilla, kuten 5xxx-sarjalla, on rajoitettu käyttö autoteollisuuden kuumavalssauksessa, koska ne eivät saavuta useimpien ajoneuvokomponenttien vaatimia lujuustasoja.
Tämän perustan myötä alumiiniseosten luokista ja niiden käyttäytymisestä kuumavalssaustaessa olet valmis tutkimaan nimenomaan niitä seosluokkia, jotka hallitsevat autoteollisuuden valmistusta – ja ymmärtämään tarkalleen, miksi insinöörit valitsevat kunkin niistä tietyissä sovelluksissa.
Olennaiset kuumavalssatut alumiiniluokat autojen komponenteissa
Nyt, kun ymmärrät, miten alumiiniseosten perheet eroavat niiden muovattavuudessa, tarkastellaan tarkemmin niitä seoslajeja, jotka hallitsevat autoteollisuuden valmistusta. Nämä viisi seosta – 6061, 6082, 7075, 2024 ja 2014 – edustavat keskeisiä materiaalivaihtoehtoja, joihin törmäät määritettäessä kylmämuovattuja komponentteja. Jokainen niistä tuo mukanaan erityisiä etuja, ja niiden erojen ymmärtäminen auttaa sinua tekemään perusteltuja päätöksiä, jotka tasapainottavat suorituskykyä, kustannuksia ja valmistettavuutta.
Mikä tekee näistä tietyistä alumiinimateriaalilajeista niin yleisiä ajoneuvoissa? Vastaus piilee niiden optimoidussa suhteessa lujuuteen, muovattavuuteen ja sovelluskohtaisiin ominaisuuksiin, joita on hionut vuosikymmenien mittainen autoteollisuuden kokemus.
6061 ja 6082 rakenteellisiin komponentteihin
6xxx-sarja hallitsee autoteollisuuden kovettamista hyvästä syystä. Nämä magnesium-piidioksidi-seokset tarjoavat monipuolisuutta, jota insinöörit tarvitsevat laajassa valikoimassa rakenteellisia sovelluksia ilman kalliimpien vaihtoehtojen hintaa tai valmistusvaikeuksia.
6061 Alumiini on yleisimmäksi alumiiniseokseksi yleisessä valmistuksessa, eikä autoteollisuus ole poikkeus. Mukaan Protolabsin seosvertailudataan , 6061 on "yleensä valittu, jos hitsausta tai juottamista vaaditaan tai korkean korroosionkestävyyden vuoksi kaikissa lujuusasteissa." Tämä tekee siitä ideaalin valinnan autojen osiin, putkiin, kalusteseen, kuluttajaelektroniikkaan ja rakenteisiin komponentteihin, joita saatetaan liittää asennuksen aikana.
6061:n avaintunnusmerkit ovat:
- Koostumus: Pääseosmetallit ovat magnesium (0,8–1,2 %) ja piidioksidi (0,4–0,8 %), pieninä lisäyksinä kuparia ja kromia
- Liimattavuus: Erinomainen—vaikka hitsaus voi heikentää lämmön vaikutusvyöhykettä, vaatien jälkikäsittelyä lujuuden palauttamiseksi
- Korroosionkestävyys: Toimii erittäin hyvin kaikissa lämpötiloissa
- Tyypilliset autoteollisuuden käyttökohteet: Rakenteelliset kehykset, kiinnikkeet, yleisesti CNC-työstetyt osat, komponentit, jotka vaativat jälkikäsittelyä hitsausta
6082 Alumiini edustaa merkittävää kehitystä eurooppalaisessa automobilin kylmävalmistuksessa, jota monet pohjois-amerikkalaiset tekniset määräykset sivuuttavat. Tämä seostyyppi on käytännössä yksinomaisesti otettu käyttöön auton jousitus- ja alustakomponentteihin eurooppalaisissa ajoneuvohankkeissa – ja painavista metallurgisista syistä.
Mukaan lukien euroopan alumiiniliiton teknisessä dokumentoinnissa , "Alueen erinomaisen korroosionkestävyyden vuoksi seostyyppi EN AW-6082-T6 on käytännössä yksinomaisesti käytetty auton jousitus- ja alustakomponentteihin." Dokumentointi osoittaa, että suuret eurooppalaiset valmistajat käyttävät 6082-T6:ta ohjausvarsissa, ohjauseksasoissa, kytkimissä, kytkösylintereissä ja akselikomponenteissa.
Mikä tekee 6082:sta erityisen soveltuvaksi alumiiniksi autoteollisuuden sovelluksiin?
- Koostumus: Korkeampi pii (0,7–1,3 %) ja mangaani (0,4–1,0 %) -pitoisuus verrattuna 6061:een, sekä magnesium (0,6–1,2 %)
- Lujuusetu: Hieman korkeampi lujuus kuin 6061 T6-laatiossa, erityisesti parempi suoritus kykenevyyttä vaihtelevassa kuormituksessa
- Korroosionsuorituskyky: Yleinen korroosion kestävyys pidetään erittäin hyvänä, ja lisäsuojaa saadaan puhdistamalla pinta alumiinikiteillä
- Väsymisominaisuudet: Kuultiut 6082-T6-osat kestävät noin kaksinkertaisen muodonmuutoksen amplitudin verrattuna valukappaleisiin samassa käyttöikässä
Euroopan Alumiiniliiton tutkimus osoittaa, että 6082-T6-kuulliot säilyttävät väsymisominaisuutensa jopa kohtuullisen korroosion jälkeen – mikä on kriittinen seikka joustoluukulle alttiin osiin, jotka ovat alttiina tienan suola- ja kosteuden vaikutukselle koko käyttöikänsä ajan
7075 ja 2024 korkean rasituksen sovelluksiin
Kun rakenteelliset vaatimukset ylittävät 6xxx-sarjan tarjoaman, insinöörit käyttävät 7xxx- ja 2xxx-sarjan seoksia. Nämä seokset ovat kalliimpia ja vaativat huolellisempaa käsittelyä, mutta ne tarjoittavat tarvittavan lujuuden vaativimpiin auton komponentteihin
7075 Alumiini on laajalti tunnustettu vahvimpana alumiiniseoksena, joka on yleisesti saatavilla kuumakohdistusovella. Per teollisuusmääritykset 7075 lisää kromia seokseen saadakseen hyvän jännityskorroosien halkeamisen kestävyyden" ja toimii "ensisijaisena seoksena lentokoneosissa, sotilaitteissa, polkupyörävarusteissa, leirintä- ja urheiluvälineissä sen kevyestä mutta vahvasta rakenteesta johtuen."
Kriittiset huomiot 7075:n käytölle autoteollisuudessa:
- Koostumus: Pääalakomponentit ovat sinkki (5,1–6,1 %), magnesium (2,1–2,9 %) ja kupari (1,2–2,0 %), sekä kromi jännityskorroosikestävyyttä varten
- Lujuus-painosuhde: Yksi korkeimmista saatavilla olevista alumiiniseoksista – olennainen painoarvokriittisiin suorituskykysovelluksiin
- Liimattavuus: Huono – tämä seos ei hitsaa hyvin ja voi olla melko hauras muihin heikompiin vaihtoehtoihin verrattuna
- Tyypilliset autoteollisuuden käyttökohteet: Korkeapainoiset runko-osat, suorituskykyrenkaiset, kilparengin suspenssiosat ja komponentit, joissa maksimivahvuus oikeuttaa materiaalin ylimaksun
Sovelluksissa, jotka vaativat vastaavaa korkeaa lujuutta, insinöörit harkitsevat joskus alu 7050 -materiaalia vaihtoehtona 7075-materiaaliin. Tämä läheisesti rinnastuva seos tarjoaa erinomaisen jännityskorroosion kestävyyden ja sitkeyden, mikä tekee siitä erityisen arvokasta laskutelineille, rakenteellisille ripustuksille ja muille väsymiseen liittyville kriittisille sovelluksille, joissa 7075:n rajoitukset aiheuttavat huolta.
alumiini 2024 tarjoaa erilaisen ominaisuusprofiilin korkeaan rasitukseen altistuviin sovelluksiin. Tämä kuparipohjainen seos erottuu väsymisvastuksessa – ominaisuudessa, joka tekee siitä korvaamatonta komponenteissa, joita kuormitetaan toistuvasti.
Valmistustietojen mukaan alumiini 2024 tarjoaa "korkean lujuuden painoon nähden, erinomaisen väsymisvastuksen, hyvän konepajakelpoisuuden ja sitä voidaan kuumakäsitellä." Insinöörien on kuitenkin otettava huomioon sen heikkoudet: "huono korroosionkestävyys eikä sovellu hitsattavaksi."
Tärkeät 2024-alumiinin ominaisuudet sisältävät:
- Koostumus: Kupari (3,8–4,9 %) on ensisijainen seostumuksia, sekä magnesium (1,2–1,8 %) ja mangaani lisätään
- Väsymyssuoritus: Erinomainen kestävyys syklisten kuormitusten varrelta – kriittistä roottien ja paluuosien komponenteille
- Mekaaninen käsittelykyky: Hyvä, mahdollistaen tarkan viimeistelyn kohdistuvan valumuottien esikappaleisiin
- Tyypilliset autoteollisuuden käyttökohteet: Pistokset, sauvojen ja korkean kuormituksen voimansiirtokomponentit, joissa väsymisvastus on tärkeämpi kuin korroosion huoli
2014-alumiini täydentää ensisijaisia valumuottilejeerejä tarjoten korkean lujuuden ja paremman valumuottivuuden verrattuna joihinkin 7xxx-vaihtoehtoihin. Tätä lejeeriä käytetään rakenteisiin sovelluksiin, jotka vaativat 2xxx-sarjan kuparipohjaisen lujuusprofiilin
Mekaanisten ominaisuuksien vertailu
Näiden luokkien valinta edellyttää ymmärrystä niiden mekaanisten ominaisuuksien vertailusta vastaavissa olosuhteissa. Seuraava taulukko yhteenvetoon suhteellisten suorituskykyjen arviointeja teollisuuden määräysten ja valmistajien tiedoista:
| Arvosana | Vetolujuus (T6-muotoilu) | Myötölujuus (T6-muotoilu) | Pidennys | Suhteellinen kovuus | Pääetulyönti |
|---|---|---|---|---|---|
| 6061-T6 | Kohtalainen | Kohtalainen | Hyvä (8–10 %) | Kohtalainen | Erinomainen hitsattavuus ja korroosionkesto |
| 6082-T6 | Kohtalainen-korkea | Kohtalainen-korkea | Hyvä (8–10 %) | Kohtalainen-korkea | Erittäin hyvä väsymislujuus korroosiivisissa olosuhteissa |
| 7075-T6 | Erittäin korkea | Erittäin korkea | Kohtalainen (5–8 %) | Korkea | Korkein lujuus-painosuhde |
| 2024-T6 | Korkea | Korkea | Kohtalainen (5–6 %) | Korkea | Erinomainen väsymislujuus |
| 2014-T6 | Korkea | Korkea | Kohtalainen (6–8 %) | Korkea | Hyvä muovattavuus korkean lujuuden lisäksi |
Huomioi tässä vertailussa olevat kompromissit. Vahvimmat alumiiniseokset – 7075 ja 2xxx-luokat – uhraavat osan muovattavuudestaan ja korroosionkestävyydestään saavuttaakseen ylivoimaisen lujuutensa. Sen sijaan 6xxx-luokat tarjoavat tasapainoisemman ominaisuusprofiilin, joka sopii suuriin osiin autoteollisuuden rakenteellisissa sovelluksissa.
Kun tuotantomäärät, kustannusrajoitteet ja sovellustarpeet ovat linjassa, 6082-T6 nousee usein optimaaliseksi valinnaksi eurooppalaismallisten suspensio- ja runkokomponenttien kanssa. Sovelluksissa, joissa vaaditaan maksimilujuutta muista tekijöistä riippumatta, 7075-T6 on ratkaisu. Ja kun väsymislujuus määrää suunnittelun, 2024-alumiini säilyy kokeellisesti todettuna ratkaisuna.
Nämä luokkakohtaiset ominaisuudet valmistavat sinut seuraavaan kriittiseen päätökseen: eri seosten yhdistämiseen tiettyihin komponenttiluokkiin niiden ainutlaatuisten suoritusvaatimusten perusteella.

Seosten yhdistäminen autonkomponenttien vaatimuksiin
Olet nyt tutustunut olennaisiin kuumavalukappalealuihin ja niiden mekaanisiin ominaisuuksiin. Mutta tässä on käytännön kysymys, jonka jokainen insinööri ja hankintaprofi asettaa: mihin auton osaan kuhunkin tietty aluilaatu kuuluu? Tietyn aluiseoksen kohdistaminen komponenttien kategorioihin muuttaa teoreettista tietoa toiminnallisiksi määrityksiksi – ja tämä on tarkalleen mitä tämä osio tarjoaa.
Mieti modernin ajoneuvon moninaisia vaatimuksia. Jousitusvarsit kestävät miljoonia rasitussyklejä epätasaisilla teillä. Pystyjä jäähdytykset kohtaavat ääriä lämpöä ja räjähtäviä voimia. Renkaat täytyy tasapainottaa lujuuden, painon ja ulkonäön välillä. Jokainen komponenttikategoria esittää ainutlaatuisia haasteita, jotka suosivat tiettyjä aluilaatuja muiden keskuudessa.
Jousitus- ja alustakomponenttien luokkavalinta
Jousitus- ja alustakomponentit edustavat yhtä suurimmista sovelluksista alumiiniosille autoissa. Näiden osien on kestettävä tien aiheuttamat iskut, säilytettävä tarkka geometria kuormituksen alaisena sekä kestettävä korroosiota tieliikenteen suolasta ja kosteudesta – usein samanaikaisesti. Alumiinirunko ja siihen liittyvät rakenteelliset elementit edellyttävät materiaaleja, jotka tarjoavat johdonmukaista suorituskykyä miljoonien kuormitussyklien ajan.
Ohjainvarret ja jousituslinkit
Ohjainvarret yhdistävät pyöräkeskuksen ajoneuvon alustaan, halliten sekä pystysuoraa pyörän liikettä että sivusuoria voimia käännöissä. Mukaan Euroopan alumiiniyhdistön dokumentaatio , kovalletuista 6082-T6:sta valmistetut ohjainvarret ovat tulleet standardiksi eurooppalaisissa ajoneuvoprojekteissa niiden erinomaisen väsymissuorituskyvyn vuoksi korroosioaltisissa olosuhteissa.
- 6082-T6: Suosituin valinta eurooppalaisille OEM-valmistajille – erinomainen korrosionkesto yhdistettynä huippuluokan väsymisikään syklisen kuormituksen alla; säilyttää ominaisuutensa myös suolakarvan altistumisen jälkeen
- 6061-T6: Kustannustehokas vaihtoehto, kun hitsattavuus on tarpeen; hieman alhaisempi väsymislujuus kuin 6082:ssa, mutta riittävä moniin sovelluksiin
- 7075-T6: Tarkoitettu suorituskykysovelluksiin ja kilpa-ajoissa, joissa maksimaalinen lujuuden ja painon suhde oikeuttaa korkeammat kustannukset ja heikomman korroosionkesto
Ohjaustankot
Ohjaustankot – niveleitä, jotka yhdistävät suspenssin pyöriin – kohdataan monimutkaisia useita suuntia koskevia kuormituksia. Niiden on säilytettävä muottivakaus siirrettäessä ohjausliikkeitä ja tuettava ajoneuvon painoa. Taotut alumiinitankot painavat tyypillisesti 40–50 % vähemmän kuin valurautaiset vastineensa samalla tarjoten paremman väsymisvastuksen.
- 6082-T6: Teollisuuden standardi sarjatuotantovehissä; seoksen tasapainoiset ominaisuudet kestävät staattisia kuormia ja dynaamisia voimia tehokkaasti
- 6061-T6: Soveltuu sovelluksiin, joissa vaaditaan jälkityöstöhitsausta tai joissa kustannustehokkuus on erityisen tärkeää
- 2014-T6: Harkittu raskaisiin sovelluksiin, jotka vaativat suurempaa lujuutta kuin 6xxx-seokset pystyvät tarjoamaan
Alustat ja rakenteelliset jäsenet
Kun tutkii, mistä auton rungot on tehty modernissa ajoneuvossa, huomaa alustojen ja rakenteellisten poikittaisjäsenien osuuden alumiinin määrän kasvavan. Nämä komponentit muodostavat ajoneuvokonstruktion perustan, tukevat voimanlähdejärjestelmää ja yhdistävät suuret suspensiolevityspisteet.
- 6061-T6: Erinomainen valinta, kun alustasuunnittelu sisältää hitsatut liitokset; säilyttää hyvät ominaisuudet hitsauksen vaikutusalueilla asianmukaisella jälkikäsittelyllä
- 6082-T6: Suositeltava vaihtoehto suljetun profiilin kylmävalmistettuihin alustakomponentteihin, joissa korroosionkestävyys ja väsymislujuus ovat kriittisiä
Voimansiirto- ja pyöräsovellukset
Voimansiirron komponentit toimivat vaativissa lämpö- ja mekaanisissa olosuhteissa, jotka edellyttävät erikoisvalujen valintaa. Samalla pyörien on täytettävä tekniset vaatimukset samalla kun ne täyttävät esteettiset odotukset – ainutlaatuinen yhdistelmä, joka määrittää materiaalivalintoja.
ylös ja alas liikkuviin, jokainen osa on tärkeä auton sujuvan toiminnan kannalta. Kun tiedät nämä osat paremmin, voit ymmärtää, miten
Pistoneihin kohdistuvat ehkä äärimmäisimmät olosuhteet missä tahansa moottorissa. Jokainen sytytysjakso altistaa ne räjähdykselliselle paineelle, äärimmäisille lämpötilan vaihteluille ja suurnopeiselle edestakaiselle liikkeelle. Teollisuustutkimusten mukaan alumiini on käytännössä ainoa materiaali, jota käytetään nykypäivän pistoneihin, ja useimmat valmistetaan painevalumuotilla tai kutoamalla.
- 2618 (alhaisen piipitoisuuden Al-Cu-Mg-Ni-seos): Vakiintunut standardi korkean suorituskyvyn kutoituihin pistoneihin; säilyttää lujuutensa korkeissa lämpötiloissa ja kestää termistä väsymistä
- 4032 (eutektinen/yli-eutektinen Al-Si-seos, jossa on Mg, Ni, Cu): Tarjoaa alhaisemman lämpölaajenemisen ja parantuneen kulumiskestävyyden erityissovelluksiin, joissa vallitsevat korkeat lämpötilat
- 2024-T6: Valitaan kilpailukäyttöön tarkoitettuihin pisoneihin, joissa väsymisvastus äärimmäisten syklisen kuormituksen alla on ensisijainen suunnitteluperuste
Kun viitteeksi dokumentaatio huomautukset, "Kuulavasta eutekteerisestä tai hypereutekteerisestä seoksesta valmistetut männät ovat vahvempia ja käytetään korkean suorituskyvyn moottoreissa, joissa mäntien kestävät suurempia rasituksia. Samasta seoksen koostumuksesta valmistetut kuulavat männät ovat hienampirakenteisempia kuin valumuottiset männät, ja kuumakohdistusprosessi tarjoaa suuremman lujuuden alhaisemmissa lämpötiloissa, mikä mahdollistaa ohuempia seiniä ja männän painon vähentämisen."
Yhdistyskiekat
Vipujäykät siirtävät räjähdysvoimat männästä kampakäärmeeseen, kestämällä sekä veto- että puristuskuormitusta suurilla taajuuksilla. Sen mukaan suorituskykyinsinööritiedot , materiaalivalinta riippuu voimakkaasti tietyistä moottorisovelluksista.
- 2024-T6: Erinomainen väsymisvastus tekee tästä alumiinivalinnaksi korkean kierrosluvun luonnollisesti imuroivissa moottoreissa, joissa painon vähentäminen on kaikkein tärkeintä
- 7075-T6: Tarjoaa maksimaalisen alumiinilujuuden pakotetussa syöttösovelluksessa, vaikka monet rakentajat suosivatkin teräkseoksia (4340, 300M) äärimmäisillä painetasoilla
Useimmille suorituskykysovelluksille viitemateriaali osoittaa, että "alumiinivetimet, joita käytetään usein vetovoimakilpailuihin, tarjoavat erinomaisen iskunvaimennuksen ja kestävät lyhyitä huipputehon aikoja. Niiden kevyt rakenne auttaa maksimoimaan moottorin kiihtyvyyden. Kuitenkin alumiinin suhteellisen alhainen väsymislujuus ja lyhyempi käyttöikä tekevät niistä sopimattomia arjessa ajettaviin autoihin tai kestokilpailuihin."
Liekotetut pyörät
Renkaat edustavat ainutlaatuista yhdistelmää rakenteellisesta insinööritaidosta ja kuluttajien kannalta tärkeästä esteettisyydestä. Alumiinirunkoisen auton ja renkaiden yhdistelmä vaikuttaa merkittävästi sekä ajoneuvon suorituskykyyn että ostajan havaintoon. Valukappaleista valmistetut renkaat tarjoavat huomattavia painonsäästöjä – tyypillisesti 15–30 % kevyempiä – samalla kun ne tarjoavat paremman lujuuden ja iskunkestävyyden.
- 6061-T6: Yleisin valinta sarjatuotetuissa valuraudoissa; tasapainottaa lujuutta, muovattavuutta ja kustannustehokkuutta; erinomainen pinta laadullisiin sovelluksiin
- 6082-T6: Käytön kasvu Euroopan renkiohjelmissa; hieman suurempi lujuus kuin 6061, valmistusominaisuudet vertailukelpoiset
- 7075-T6: Varattu moottoriurheiluun ja erittäin premium-sovelluksiin; korkein lujuuden ja painon suhde oikeuttaa merkittävästi korkeammat materiaali- ja käsittelykustannukset
Se teollisuuden tiedot vahvistaa, että "A365 on valualumiiniseos, jolla on hyvät valumuoto-ominaisuudet ja korkea kokonaiskestävyys, ja sitä käytetään laajalti valumuotoisten alumiinirengasten valmistuksessa ympäri maailmaa". Kuitenkin kovakutoiset renkaat, jotka on valmistettu 6xxx- ja 7xxx-sarjan seoksista, tarjoavat paremman lujuuden ja pienemmän painon suorituskykyä edellyttävissä sovelluksissa.
Rakenteelliset runkomponentit
Modernit alumiinirunkoautot sisällyttävät yhä enemmän kovakutoisia rakenteellisia solmuja ja vahvistuksia alumiinirunkoarkkitehtuuriinsa. Nämä komponentit tarjoavat kriittiset kuormalähdöt ja törmäyksenenergian hallinnan alumiinipitoisissa ajoneuvosuunnitelmissa.
- 6061-T6: Suositellaan, kun komponenttien on oltava hitsattuja levy- tai puristusprofiiialumiinirunkorakenteisiin
- 6082-T6: Valittu korkean rasituksen solmukohdiksi tilarakenteen rakenteessa; eurooppalaiset OEM-valmistajat suosivat tätä lajiketta integroituun rakenteelliseen käyttöön
- 7xxx-sarja: Käytetään valikoivasti törmäyksessä kriittisiin komponentteihin, joissa vaaditaan maksimaalista energian absorptiota
Kun ajoneuvokonstruktiot kehittyvät kohti suurempaa alumiinipitoisuutta, valssattujen lajikkeiden valinta rakenteellisiin sovelluksiin muuttuu yhä tärkeämmäksi törmäysturvallisuusvaatimusten täyttämiseksi samalla kun painoa minimoidaan
Kun selkeät lajikesuositukset on nyt kartoitettu jokaiseen komponenttikategoriaan, seuraava kriittinen näkökohta nousee esiin: miten lämpökäsittely muuttaa valssattujen alumiiniosien ominaisuuksia täyttämään tietyt suorituskykymääritelmät
Lämpökäsittely ja myötötilan valinta valssatuille osille
Olet valinnut oikean alumiinilaadun autoon komponenttiisi – mutta työsi ei ole vielä ohi. Kuumakäsittely, joka tehdään muovauksen jälkeen, määrittää, toteuttaako huolella valittu seos kaikki mahdollisuutensa vai jääkö vaikutukset odotuksia heikommiksi. Tässä vaiheessa erilaiset alumiinilaadut muuttuvat lupaavista materiaaleista korkean suorituskyvyn autonkomponenteiksi.
Kuulostaako monimutkaiselta? Ajattele kuumakäsittelyä viimeisenä säätövaiheena, joka vapauttaa seoksen piilevät ominaisuudet. Aivan kuten kitara vaatii tarkan virittämisen saadakseen oikeat sävelet, vaatii myös muovattu alumiini tarkan lämpökäsittelyn saavuttaakseen määritellyt ominaisuudet. Alumiinilaatujen ja niiden ominaisuuksien ymmärtäminen edellyttää sen hahmottamista, miten pehmeysmerkinnät määrittelevät tätä ratkaisevaa muutosta.
T6-pehmeys maksimivahvuuden sovelluksiin
Kun autoinsinöörit vaativat suurinta mahdollista lujuutta kuumakäsiteltävistä alumiiniseoksista, he pyytävät lähes aina T6-pehmusta. Mukaan ASM Internationalin dokumentaatio alumiinin lujuusluokituksista , T6 osoittaa, että seoksen on "käynyt läpi liuotuskarkaisu ja tekoikäännys, ilman merkittävää kylmämuovausta, saavuttaakseen partikkelimuodostukseen perustuvan kovettumisen."
Mitä tämä kaksivaiheinen prosessi tarkalleen ottaen sisältää?
- Ratkaisulämpökäsittely: Valumuotoon kuumennetaan korkeaan lämpötilaan – tyypillisesti 480–540 °C riippuen seoksesta – ja pidetään tarpeeksi pitkään, jotta seostuksessa olevat alkuaineet liukenevat tasaisesti alumiinimatriisiin
- Jäähdytys: Nopea jäähdytys, yleensä vedessä, lukitsee nämä liuenneet alkuaineet ylikyllästettyyn kiinteään liukokseen
- Tekoikäännys: Osa pidetään sitten kohtuollisessa lämpötilassa (150–175 °C useimmille seoksille) useita tunteja, mikä mahdollistaa mikroskooppisten kovettavien partikkeleiden muodostumisen koko metallirakenteeseen
Kuten tekniset valmistustiedot selittää: "T6-käsittely muuntaa tavallista alumiinista korkean lujuuden komponentteja tarkasti hallitun lämmittämisen ja jäähdyttämisen kautta. Tämä prosessi luo metalleja, joilla on moniin teollisuuden aloihin sopiva tasapaino lujuuden ja työstettävyyden välillä."
Autoteollisuuden sovelluksiin T6 tarjoaa sen lujuuden tason, jota jousitusvarsit, pyörähubat ja rakenteiset komponentit vaativat. Asiakirjat vahvistavat, että esimerkiksi 6061-alumiini nousee myötölujuudeltaan yli kolminkertaiseksi — noin 55 MPa:sta anisoitusta tilasta noin 275 MPa:hin T6-käsittelyn jälkeen.
Tämä lujuuden kasvu kuitenkin tapahtuu kustannuksella. Muodonmuutos eli venymä laskee tyypillisesti noin 25 %:sta noin 12 %:iin materiaalista muuttuessa kovemmaksi ja lujuemmaksi. Useimmille auton rakenteisille sovelluksille tämä sitkeyden väheneminen on hyväksyttävää — komponenttien suunnittelu perustuu T6-ominaispiirteisiin eikä enimmäkseen muovattavuuteen.
Vaihtoehtoiset luujat erikoistapauksiin
Vaikka T6 hallitsee autoteollisuuden kylmämuovatusten vaatimukset, useat vaihtoehtoiset myötöarvon merkinnät täyttävät keskeisiä tehtäviä, kun sovellustarpeet ulottuvat suurimmän lujuuden yli.
T651-myötöarvo: Jännitykset poistettu mittojen vakaiden varmistamiseksi
Kun näet T651 alumiinilaadun luettelusta, katsoit T6:n ominaisuuksia yhdistettynä jännitysten poistamiseen. ASM:n Myötöarvon viitteen mukaan "51"-pääte tarkoittaa, että tuote on jännitysten poistettu venyttämällä 1,5–3 % jäähdytyksen jälkeen, mutta ennen kovettamista.
Miksi tämä on tärkeää autoteollisuuden komponenteille? Jäähdytys aiheuttaa merkittäviä jäännösjännityksiä kylmämuovatuissa osissa. Ilman jännitysten poistamista nämä sisäiset jännitykset voivat aiheuttaa:
- Mittamuutoksia seuraavissa koneistovaiheissa
- Lyhyemmän väsymisikän lisääntyneen jännityksen vaikutuksesta
- Suuremman alttiuden stressikorroosion halkeiluun tietyissä ympäristöissä
Tarkkuusjäähdytetyille komponenteille, kuten ohjaustankoihin tai monimutkaisiin suspensiovarsiaihin, T651 tarjoaa mitallisen vakauden, jota tiukat toleranssit edellyttävät.
T7-lämpökäsittely: Parantunut korroosionkesto
Kun jännityskorroosion halkeilu muodostaa merkittävän riskin – erityisesti 7xxx-sarjan seoksissa – insinöörit määrittelevät T7-tyyppiset lämpökäsittelyt. ASM:n dokumentaatio selittää, että T7 tarkoittaa seoksen olevan "liuotettu ja keinotekoisesti ikäännytetty ylihuipun (huippulujuuden ohi) tilaan".
Tämä tarkoituksella tehty ikäännytys heikentää osittain lujuutta – tyypillisesti 10–15 % T6-tasoa alhaisempi – mutta parantaa huomattavasti vastustuskykyä jännityskorroosion halkeilua vastaan. On olemassa kaksi tärkeää varianttia:
- T73: Maksimaalinen jännityskorroosion kesto, noin 15 % alhaisempi myötölujuus verrattuna T6:een
- T76: Parantunut eksfoliaatiokorroosion kesto ja vain 5–10 % lujuuden alenema
Korkean lujuuden 7xxx-lejeille, joita käytetään ilmailuteollisuuden vaatimusten mukaisiin automobiiliosiin, T7-muovaukset edustavat usein optimaalista tasapainoa lujuuden ja pitkän aikavälin luotettavuuden välillä korroosioalttiissa ympäristöissä.
T5-muovaus: Kustannustehokas käsittely
T5-muovaus tarjoaa yksinkertaisemman lämpökäsittelyprosessin – valssattu osa jäähtyy korkeasta muovauslämpötilasta ja siitä tehdään sen jälkeen keinokoelutus ohittaen erillinen liuotuskuumakäsittelyvaihe. Kuten teollisuuden dokumentaatio huomauttaa, T5 on "paras keskilujuuden sovelluksissa, joissa tarvitaan jonkin verran joustavuutta."
Vaikka T5 tuottaa alhaisemman lujuuden kuin T6, se vähentää käsittelykustannuksia ja sykliaikoja. Tämä tekee siitä sopivan komponenteille, joissa maksimilujuutta ei vaadita – kuten tietyille dekoratiivisille koristeosille tai ei-rakenteellisille kiinnikkeille.
Muovauksen merkintäviite
Kun tarkastelet alumiinimuovauskaaviota tai alumiinilejejen kaaviota valssatuille automobiliosille, kohtaat useimmiten nämä muovausmerkinnät:
| Luonne | Käsittelyprosessi | Aiheutuvat ominaisuudet | Tyypilliset autoteollisuuden sovellukset |
|---|---|---|---|
| T4 | Liukoisuuskäsitelty, luonnonvarastoitettu huonelämpötilassa | Kohtalainen lujuus, suurempi ductillisuus kuin T6, hyvä muokattavuus | Komponentit, jotka vaativat muovauksen jälkeisiä välivaiheita |
| T5 | Jäähdytetty kuumamuovauslämpötilasta, tekoisesti varastoitettu | Keskitaso lujuus, kustannustehokas valmistusprosessi, riittävä ei-kriittisiin osiin | Kiinnikkeet, peitteet, ei-rakenteelliset komponentit |
| T6 | Liukoisuuskäsitelty, jäähdytetty, tekoisesti varastoitettu huippulujuuteen | Maksimi lujuus ja kovuus, alhaisempi ductillisuus verrattuna T4:ään | Suspensionivarret, nivelet, pyörät, korkeaan rasitukseen alttiin rakenteelliset osat |
| T651 | T6-käsitely lisättynä jännityiden poistolla venytysmenetelmällä (1,5–3 %) | T6-ominaisuuksia, joissa on parantunut mitanvakauteus ja vähentynyt jäännösjännitys | Tarkkakoneistetut komponentit, tiukkatoleranssiset osat |
| T7 | Liukoisuuskuumennettu, yliikästytetty huippilujuuden ohi | Hieman alhaisempi lujuus kuin T6:ssa, merkittävästi parantunut jäännösjännityksen kestävyys | Korkean lujuuden seoskomponentit syöpäviissä ympäristöissä |
| T73 | Liukoisuuskuumennettu, erityisesti yliikästytetty maksimaalista SCC-kestävyyttä varten | ~15 % matalampi myötöraja kuin T6:ssa, erinomainen jäännösjännityksen halkeamisen kestävyys | 7xxx-sarjan rakenteelliset komponentit vaativissa ympäristöissä |
| T76 | Liukoisuuskuumennettu, yliikästytetty eksfolioitumissyöpymisen kestävyyttä varten | 5-10 % heikompi lujuus kuin T6, parannettu eksfoliaatiokorroosien kestävyys | 7xxx-sarjan komponentit, jotka ovat alttiina kosteudelle ja kostealle |
Liittämisen valinnan yhdistäminen suorituskykyvaatimuksiin
Kuinka valitset oikean kuumakäsittelyn tilan tietylle auton komponentille? Päätös perustuu ymmärtämiseen siitä, mitä vauriomuotoja osan on kestettävä ja mitä valmistusrajoitteita on olemassa.
Harkitse taotusta suspensionsäätöä. Komponentti kokee:
- Miljoonia väsymyskuormitusjaksoja ajoneuvon eliniän aikana
- Altistumista tienakselin ja kosteuteen
- Mahdollisen kiveniskun aiheuttaman vaurion
- Tarkan mitoituksen vaatimukset oikean suspensionsgeometrian saavuttamiseksi
6082-legerin säätöä varten T6-tila tarjoaa tarvittavan lujuuden ja väsymisvastuksen. Jos valmistusprosessi sisältää merkittävää koneistusta lämpökäsittelyn jälkeen, T651 takaa mitallisen vakauden. 6xxx-sarjan legerien luontainen korroosien kestävyys yleensä poistaa tarpeen T7-tyyppisestä ylikypsytystä.
Harkitse nyt 7075 sulan valmistetta korkean suorituskyvyn sovellukseen. Ultra korkea lujuus 7075-T6:lla tarjoaa maksimisuorituskyvyn, mutta T6-olosuhteessa olevan seoksen alttius jännityskorroosiorasitukselle saattaa olla hyväksymätön turvallisuuskriittisille osille. Määrittely 7075-T73 vähentää huippulujuutta noin 15 %, mutta tarjoaa jännityskorroosion kestävyyden, joka on välttämätön pitkäaikaiselle luotettavuudelle.
Keskeinen näkökulma? Lämpökäsittelyn valinta ei ole pelkästään maksimilujuuden saavuttamista – kyse on siitä, että koko ominaisuoprofiili vastaa tarkalleen sitä, mitä kukin komponentti todella vaatii. Tämä ymmärrys lämpökäsittelyn vaikutuksista varustaa sinut valmistuksen harkinnan kannalta, joka määrittää, täyttävätkö muovatut alumiinikomponentit tekniset vaatimukset johdonmukaisesti.
Muovauksen prosessiparametrit ja valmistuksen harkinnan kohteet
Ymmärtää, mikä alumiinilaatu sopii komponenttiisi, on vain puolet yhtälöstä. Toinen puoli? Tietää, kuinka kyseinen seos oikeasti taottaisiin onnistuneesti. Prosessiparametrit – lämpötila-alueet, painevaatimukset, muottien lämmitys ja muodonmuutoksen nopeudet – vaihtelevat merkittävästi eri alumiinilaatujen välillä. Jos nämä asetetaan väärin, jopa täydellinen seosvalinta voi johtaa halkeamiin osiin, epätäydelliseen muotin täyttymiseen tai komponentteihin, jotka pettävät palveluksessa ennenaikaisesti.
Miksi näillä yksityiskohdilla on niin suuri merkitys? Toisin kuin valumuottaukseen tarkoitetuissa alumiinilaaduissa, joissa sulanut metalli virtaa vapaasti muotteihin, taontaan vaaditaan tarkan tason hallintaa kiinteän tilan muodonmuutoksessa. Jokainen alumiiniseos reagoi eri tavalla paineeseen eri lämpötiloissa, mikä tekee prosessiparametrien valinnasta kriittisen tärkeän rakenteellisissa alumiinisovelluksissa.
Kriittiset taontaparametrit seoslaadun mukaan
Mukaan lukien ASM Handbook -tutkimus alumiinitaonnasta , työkappaleen lämpötila on ehkäpä tärkein prosessimuuttuja. Suositut kovanpuristuslämpötilavälit yleisissä autoteollisuuden luokissa ovat yllättäen kapea – tyypillisesti ±55 °C (±100 °F) – ja näiden rajojen ylittäminen aiheuttaa joko halkeamisvaaran tai riittämättömän materiaalivirtauksen.
Tässä on mitä tutkimus on paljastanut tiettyjen seostyppien osalta:
- 6061 Alumiini: Kovanpuristuslämpötilaväli 430–480 °C (810–900 °F). Tämä seos näyttää lähes 50 %:n alhaisemman virtausjännityksen ylälämpötilassa verrattuna alempiin lämpötiloihin, mikä tekee lämpötilan säädöstä olennaisen tärkeää johdonmukaisille tuloksille.
- 6082-alumiini: Samankaltainen lämpötilaväli kuin 6061. Eurooppalaiset valmistajat usein kovanpuristavat tätä seosta lähempänä ylärajaa optimoidakseen muottitäyttöä monimutkaisten suspenssion geometrioiden kanssa.
- 7075 Alumiini: Kapeampi taontaväli 380–440 °C (720–820 °F). 7xxx-sarjalla on vähiten herkkyyttä lämpötilan vaihteluille, mutta tämä tarkoittaa myös, että virheen sallittu marginaali on pienempi – seostyyppi ei 'anteeksi anna' prosessointivirheitä samalla tavalla kuin muovautuvammat laadut.
- 2014 ja 2024 alumiini: Lämpötilavälit 420–460 °C (785–860 °F). Näitä kuparipitoisia seoksia on esilämmittävä huolellisesti, koska ne ovat alttiita muodonmuutoksen aiheuttamalle lämmönnousulle nopeissa taontaiskuihin.
Tutkimus korostaa, että "oikeiden esilämmityslämpötilojen saavuttaminen ja ylläpito alumiiniseosten taossa on kriittinen prosessimuuttuja, joka on ratkaisevan tärkeä taontaprosessin onnistumisen kannalta." Kasteluaika 10–20 minuuttia per tuuma poikkileikkauksen paksuutta kohden varmistaa tyypillisesti tasaisen lämpötilajakauman ennen taonnan alkua.
Muottilämpötilan ja muodonmuutosnopeuden vaikutukset
Toisin kuin terästaonta, jossa muotit pysyvät usein suhteellisen viileinä, alumiinista taontaa varten tarvitaan lämmitettyjä muotteja – ja lämpötilavaatimukset vaihtelevat prosessityypin mukaan:
| Kuulantakojärjestys/Vahterin | Muotin lämpötila-alue °C (°F) | Tärkeät huomiot |
|---|---|---|
| Kyljet | 95-150 (200-300) | Alhaisemmat lämpötilat nopean muodonmuutoksen vuoksi; vähentää ylikuumenemisvaaran adiabaattisesta lämmöstä |
| Mekaaniset puristimet | 150-260 (300-500) | Kohtuulliset lämpötilat tasapainottavat muotin kestoa ja materiaalin virtausta |
| Pistokoneita | 150-260 (300-500) | Samankaltainen kuin mekaanisissa puristimissa; erinomainen monimutkaisten alumiiniteräleiden valmistukseen |
| Hydraulipressit | 315-430 (600-800) | Korkeimmat lämpötilat hitaan muodonmuutoksen vuoksi; kehittyy isoterminen tila |
| Renkaan vääntö | 95-205 (200-400) | Kohtalaiset lämpötilat säilyttävät metallin työstettävyyden asteittaisessa muovaamisessa |
Muodonmuutosnopeus vaikuttaa merkittävästi myös kohdistamistuloksiin. ASM-tutkimuksen mukaan muodonmuutosnopeudella 10 s⁻¹ verrattuna 0,1 s⁻¹:een 6061-alumiiniumin virtausjännitys nousee noin 70 %, kun taas 2014-alumiiniumin virtausjännitys lähes kaksinkertaistuu. Tämä tarkoittaa, että vasarakohdistaminen (korkea muodonmuutosnopeus) vaatii huomattavasti suuremman voiman kuin hydraulisella pressulla kohdistaminen (matala muodonmuutosnopeus) samalle seuralle.
Korkean lujuuden 2xxx- ja 7xxx-sarjan seoksia käytettäessä nopean muodonmuuton vaatimissa kyltissä voi itse asiassa esiintyä ongelmia. ASM-dokumentaatio huomauttaa, että "joidenkin korkean lujuuden 7xxx-sarjan seoksien tiedetään kestämättä nopeassa muodonmuutoksessa mahdollisia lämpötilamuutoksia, minkä vuoksi tällaista kalustoa ei käytetä näiden seosten kappaleiden valmistuksessa." Valmistajat usein alentavat esilämmityslämpötiloja kohtuullisten vaihteluvälien alarajaan nopeaa kalustoa käytettäessä kompensoimalla muodonmuutoksen aiheuttamaa lämpenemistä.
Hitsattavuus ja kokoamisnäkökohdat
Kun alumiinista valmistetut auton osat on kylitty ja lämpökäsitelty, monet niistä on liitettävä yhteen muodostaakseen täydellisen ajoneuvorakenteen. Hitsattavien alumiinilaatujen ja niiden rajoitteiden ymmärtäminen estää kalliita kokoamisvirheitä ja takaa rakenteellisen eheyden.
Hitsattavuus vaihtelee huomattavasti seosperheittäin:
- 6061 ja 6082: Erinomainen hitsattavuus – nämä seokset voidaan liittää tavanomaisilla MIG- ja TIG-menetelmillä käyttäen täyttemetalleina 4043- tai 5356-seoksia. Hitsaus aiheuttaa kuitenkin lämpövaikutuksen alueen (HAZ), jossa T6-karkaisun ominaisuudet heikkenevät merkittävästi. Tutkimuksen mukaan Lincoln Electricin hitsaustutkimus , jälkikäsittelylämpökäsittely saattaa olla tarpeen palauttaakseen lujuus kriittisiin sovelluksiin.
- 7075:Huono hitsattavuus – tämä seos on altis kuuman halkeamisen vaaralle hitsauksen aikana, eikä sitä yleensä tulisi sulaa hitsata. Mekaaninen kiinnitys tai liimaus ovat suositelluimpia liitostapoja 7075-valssatuille komponenteille.
- 2024 ja 2014: Rajoitettu hitsattavuus – vaikka teknisesti mahdollista, näitä kuparia sisältäviä seoksia uhkaa kuuma halkeaminen, ja ne vaativat yleensä erikoismenettelyjä. Monissa autoteollisuuden sovelluksissa määrätään mekaaninen kiinnitys hitsauksen sijaan.
- 5xxx-sarja: Erinomainen hitsattavuus – nämä ei-karkaistavat alumiiniseokset hitsataan helposti, mutta niitä käytetään vähemmän valssatuissa alumiinisia auto-osissa heikomman lujuuden vuoksi.
Kun hitsataan lämpökäsiteltyjä alumiinivalukappaleita, kuten 6061-T6 tai 6082-T6, hitsausaluetta (HAZ) voi menettää jopa 40 % myötölujuudestaan. Lincoln Electricin tutkimus edistyneestä aaltomuodonohjauksesta huomauttaa, että "kemialliset vaihtelut muuttavat seoksen fysikaalisia ominaisuuksia dramaattisesti" ja että erityisille seoksille voidaan suunnitella räätälöityjä hitsausaaltomuotoja näiden vaikutusten minimoimiseksi.
Kriittisiin rakenteellisiin alumiinisovelluksiin tulisi harkita seuraavia prosessistrategioita:
- Minimoi lämmönsyöttö: Käytä pulssivirta-MIG-menetelmää vähentääksesi kokonaislämmön siirtoa perusaineeseen
- Suunnittele hitsauspaikkojen sijainti: Sijoita hitsit mahdollisuuksien mukaan maksimijännityksen alueiden ulkopuolelle
- Määritä jälkikäsittely hitsauksen jälkeen: Sovelluksissa, joissa vaaditaan täydellistä lujuuden palautumista, sisällytä liuotuskäsittely ja vanheneminen hitsauksen jälkeen
- Harkitse mekaanista liitosta: Korkealujuisten 2xxx- ja 7xxx-sarjan valukappaleiden kohdalla ruuvatut tai nitioidut yhteydet tarjoavat usein paremman luotettavuuden
Moderni autonrakenteet yhdistävät yhteensä valmistettuja alumiinisolmuja puristetun ja levyn alumiinikomponenttien kanssa. Näiden kokoonpanojen liitosstrategian on otettava huomioon eri laadut ja seokset, joissa esimerkiksi 6082-T6:n kylmävetopalkki voi liittyä 6063-T6-puristetun palkin avulla liimaamalla yhdistettynä itsepursseerivien nitiinien kanssa.
Kun prosessiparametrit ja hitsattavuus on ymmärretty, looginen seuraava kysymys on: miten kylmävetopalkki vertautuu vaihtoehtoisiin valmistusmenetelmiin samoille komponenteille? Vertailu paljastaa, milloin kylmävetopalkki todella tarjoaa parempaa arvoa.

Kylmävetopalkki vs Valukappale vs Alumiinibilletti autoteollisuuden sovelluksissa
Olet tutustunut keskeisiin kovan alumiiniseosten ja niiden valmistusparametreihin. Mutta tässä on kysymys, jonka hankintaprosessointit ja insinöörit usein kohtaavat: pitäisikö tätä komponenttia edes valmistaa kuumakohdistuksella alusta alkaen? Ymmärtäminen, milloin kohdistus tarjoaa parempaa arvoa verrattuna valumuotin tai massiivin koneistuksen käyttöön, voi säästää merkittäviä kustannuksia samalla taatusti optimaalisen suorituskyvyn.
Tosiasiassa jokainen valmistusmenetelmä on olemassa, koska se ratkaisee tietyt ongelmat paremmin kuin vaihtoehdot. Kun valitaan oikea materiaali auton rungon osiin, voimanlähteisiin tai suspensioihin, valmistusprosessi on yhtä tärkeä kuin seostyyppi. Katsotaan tarkasti, miten nämä kolme menetelmää eroavat toisistaan.
Suorituskyvyn vertailu eri valmistusmenetelmien välillä
Mitä metallin sisällä todella tapahtuu jokaisessa prosessissa? Eroavaisuudet ovat perustavanlaatuisia – ja ne määräävät suoraan, miten kukin komponentti toimii ajoneuvossa.
Taottu Alumiini
Autoteollisuuden valmistustutkimusten mukaan kylmävalssaus tuottaa osia "muovaamalla kuumennettua metallia paineella, mikä muuttaa sen sisäistä rakennetta ja parantaa sen lujuutta". Tämä prosessi saa aikaan metallin jyvärakenteen kohdistumisen, jolloin syntyy huomattavasti vahvempi materiaali verrattuna valumuotteihin.
Kylmävalssauksella on useita selkeitä etuja:
- Erinomainen mekaaninen eheys: Jyvärakenteen kohdistuminen mahdollistaa kylmävalssausten komponenttien kestää suurempia kuormia
- Parantunut väsymisvastus: Tärkeää komponenteille, jotka kestävät miljoonia rasitussyklejä
- Vähäiset sisäiset virheet: Puristusprosessi poistaa tyhjät tilat ja huokoisuuden, jotka ovat yleisiä valumuoteissa
- Erinomainen sitkeys: Ideaali iskunkestäviin sovelluksiin, kuten pyöriin ja suspensio-osiin
Lisää alumiinia
Valu toimii kaatamalla sulaa alumiinia muotteihin ja antamalla sen jähmettyä. Kun valmistusanalyysi selittää, että tämä prosessi "mahdollistaa monimutkaisten muotojen valmistuksen hallitussa jähdytyksessä" ja tarjoaa vertaamattoman suunnittelujoustavuuden.
Arvioitaessa valukalumuovisia alumiinilaatuja ja painevalukappaleita, tulee huomioida seuraavat ominaisuudet:
- Monimutkaisen geometrian mahdollisuus: Monimutkaiset sisäiset kulkurungot ja yksityiskohtaiset ominaisuudet ovat saavutettavissa
- Alhaisemmat työkalukustannukset monimutkaisiin osiin: Valukomponentit usein maksavat vähemmän kuin vastaavan monimutkaiset vaikuttamallit
- Huokosuusriski: Jäädytyksessä jäätyneet kaasut voivat luoda sisäisiä onttoja, jotka heikentävät lujuutta
- Muuttuvat mekaaniset ominaisuudet: Aluulemet valukappaleet näyttävät enemmän ominaisuusvaihtelua kuin vastaavat kohdistetut tuotteet
Tutkimus huomaa, että korkean paineen painevalutekniikkojen kehittyminen on huomattavasti parantanut aluulemet valukappaleiden laatu, "mahdollistaen kevyiden ja kestävien komponenttien valmistuksen." Kuitenkin turvallisuuskriittisiin sovelluksiin valukappaleiden prosessin rakenteelliset rajoitteet ovat edelleen merkitykselliset.
Billet-alumiini
Billet-työstö aloitetaan kiinteästä alumiinirungosta—tyypillisesti puristetusta tai valssatusta—ja poistaa materiaalia CNC-laitteistolla saavuttaen lopullisen geometrian. Mukaan teollisuuden dokumentaatio , tämä lähestymistapa "mahdollistaa tiukat toleranssit, mikä tekee siitä ideaalin korkean suorituskyvyn osille."
Tärkeät billet-ominaisuudet sisältävät:
- Maksimi tarkkuus: CNC-työstö saavuttaa toleranssit, joita valukappaleet ja kohdistus eivät suoraan vastaa
- Yhtenäinen rakeinen rakenne: Lähtöaineella on yhtenäiset ominaisuudet koko materiaalin läpi
- Suuri materiaalihukka: Merkittävä määrä alumiinia jyrsitään pois, mikä lisää tehokkaita materiaalikustannuksia
- Ei työkaluinvestointia: Ohjelmointimuutokset korvaavat fyysiset muottimuutokset
Valmistusmenetelmien vertailu
| Kriteerit | Taottu Alumiini | Lisää alumiinia | Billet-alumiini |
|---|---|---|---|
| Lujuus | Korkein—tasaisesti suunnattu rakekotuote maksimoi mekaaniset ominaisuudet | Alhaisempi—rakekotuote on satunnaista; mahdollinen huovous heikentää materiaalia | Korkea—vakio lähtöaine, mutta jyrsintä poistaa suotuisen rakekotuotteen |
| Paino-optimointi | Erinomainen—lujuus sallii ohuempia seiniä ilman suorituskyvyn heikentymistä | Hyvä—monimutkaiset muodot mahdollistavat materiaalin sijoittelun optimoinnin | Kohtalainen—rajoittuu lähtöaineen geometriaan ja jyrsintärajoituksiin |
| Yksikköhinta | Kohtalainen korkeasta—riippuu monimutkaisuudesta ja tuotantotilavuudesta | Alhainen suurilla volyymeillä—työkalut kirjataan suurien tuotantoerien yli | Korkea—merkittävä koneen aika ja materiaalihukka kappaleessa |
| Työkaluinvestointi | Korkea—tarkkuusvanteet vaativat merkittävän alkupanostuksen | Kohtalainen tai korkea—vaihtelee valumetodin ja monimutkaisuuden mukaan | Alhainen—CNC-ohjelmointi korvaa fyysiset työkalut |
| Tuotantotilavuuden soveltuvuus | Keskitasolta suurille volyymeille—työkaluinvestointi suosii suurempia eriä | Suuret volyytit—die valu loistaa massatuotannossa | Pienet volyytit—ideaali prototyypeille ja erikoisosille |
| Suunnittelun monimutkaisuus | Kohtalainen—rajoittuu vanteen suunnitteluun ja materiaalivirtauksen rajoitteisiin | Korkea—sisäiset kulkut ja monimutkaiset ominaisuudet ovat saavutettavissa | Erittäin korkea—melkein mikä tahansa geometria, johon CNC-työkalut pystyvät käsiksi |
| Tyypilliset autoteollisuuden sovellukset | Suspension arms, wheels, connecting rods, steering knuckles | Moottorilohkot, vaihdelaatikot, imusarjat | Prototyyosarat, pienemmät suoritusosat, räätälöidyt kiinnikkeet |
Kun kohdistaminen tarjoaa parempaa arvoa
Ottaen huomioon yllä kuvatut kompromissit, milloin kohdistaminen nousee selväksi voittajaksi? Päätöskriteerit ovat selkeät, kun ymmärtää mitä kukin sovellus todella vaatii.
Valitse kohdistaminen, kun:
- Väsymisvastus on kriittinen tekijä: Komponentit, jotka kokevat toistuvia kuormitussyklejä—kuten suspension arms, wheels, connecting rods—hyötyvät eniten kohdistamisen suunnatusta rakekarakenteesta. Tutkimus vahvistaa, että kohdistetut osat "tend to have superior fatigue resistance and toughness", mikä tekee niistä "especially suitable for performance-oriented vehicles".
- Suurin mahdollinen lujuuden painosuhde on tärkeä: Auton koriin ja rakenteisiin sovelluksiin käytettynä kovan alumiinista saavuttaa suurimman lujuuden pienimmällä painolla. Kun jokainen gramma merkitsee suorituskyvyn tai tehokkuuden kannalta, kovan oikeutus siitä korkeasta hinnasta.
- Tuotantomäärät oikeuttavat työkalut: Vuotuisilla määrillä, jotka ylittävät useita tuhansia yksiköitä, kovala muottien investointi alennettuu tehokkaasti. Tätä rajaa alhaisemmissa määrissä puristetun palan koneenpito voi olla taloudellisempi vaikka kappalekohtaiset kustannukset ovat korkeammat.
- Turvallisuuskriittiset sovellukset vaativat luotettavuutta: Kovan sisäisen huokoinnin puute tarjoaa varmuuden, jota valukappaleet eivät voi vastata. Niissä komponenteissa, joissa epäonnistumisen seuraukset ovat vakavat, kovan johdonmukainen laatu vähentää riskejä.
Harkitse vaihtoehtoja, kun:
- Monimutkaiset sisäiset geometriat ovat tarpeen: Valu mahdollistaa kulkut ja kammioita, joita kova ei voi luoda. Moottorilohkot ja vaihdelaatikot ovat esimerkkejä, joissa valun suunnittelun joustavuus on olennainen.
- Määrät ovat erittäin suuret: Tuotekomponenttien, joita valmistetaan miljoonia vuosittain, kohdalla valumuottaus on yksikkökustannuksiltaan erittäin kilpailukykyinen vaihtoehto huolimatta sen alhaisemmasta lujuudesta.
- Prototyyppi- tai pienoisvalmistus: Billet-konepito poistaa kokonaan tarpeen työkaluinvestoinneista, mikä tekee siitä ideaalin vaihtoehdon kehityskäyttöön tai erikoiskäyttöihin, joissa tuotantotilavuudet ovat alle taloudellisen vaivatun metallin valmistustason.
- Esteettiset pinnat ovat korkeimmalla prioriteetilla: Valumuotatut ja konepidut pinnat usein vaativat vähemmän viimeistelyä dekoraatiokäyttöön verrattuna vaivatun metallin tuotteisiin.
Autoteollan materiaalivalinta auton rungolle heijastaa yhä enemmän näitä kompromisseja. Korkean rasituksen rakenteelliset solmukohdat käyttävät usein vaivattua alumiinia, kun taas monimutkaiset kotelot perustuvat edistyneisiin valumuottaukseen, ja protottyyppiohjelmat hyödyntävät billet-konepitoa nopeaan kehitykseen.
Ymmärtämällä milloin kylmävalu ylittää vaihtoehdot, voit määrittää oikean prosessin alusta alkaen. Mutta vaikka tämä tieto on hallussa, luokkavirheitä silti tapahtuu – ja tietäminen, miten niitä voidan välttää tai miten luokkia voidaan tarvittaessa korvata, voi estää kustannuksia aiheuttavat valmistusongelmat.
Luokkakorvaus ja valintatoukkuharhat
Vaikka alumiiniseosten ominaisuuksia ja kylmävalun parametreja tunnettaisiin täydellisesti, todellisessa valmistuksessa ilmenee odottamattomia haasteita. Toimitusketjun häiriöt, materiaalien saatavuusongelmat tai kustannuspaineet saattavat joskus pakottaa tekniikkoja harkitsemaan vaihtoehtoja suosikkialumiiniluokkansa sijaan. Tietäminen, mitkä korvaukset toimivat – ja mitkä aiheuttavat ongelmia – erottaa onnistuneet hankkeet kalliista epäonnistumisista.
Sijoitusvaihtoehtojen lisäksi monet luokkien valintavirheet tapahtuvat yksinkertaisesti siksi, että insinöörit soveltavat teräsrakenteisiin liittyvää ajattelua alumiinirakenteisiin. Näiden yleisten virheiden ymmärtäminen auttaa välttämään kalliita uudelleenworkauksia ja komponenttivikoja ennen kuin ne ehtivät tapahtua.
Luokkien sijoituksen ohjeet
Kun määritelty alumiiniseostasi ei ole saatavilla, vastusta kiusausta ottaa seuraava listalla oleva vaihtoehto. Eri alumiiniluokat käyttäytyvät eri tavoin kuumamuovauksessa, lämpökäsittelyssä ja käyttöolosuhteissa. Onnistuneet sijoitukset edellyttävät tärkeimpien suoritusvaatimusten yhdistämistä, samalla kun hyväksyt haittoja toissijaisissa ominaisuuksissa.
Alla on todettuja sijoituspareja yleisille autoteollisuuden kuumamuovatuille luokille:
- 6082 → 6061: Autoteollisuuden kovan vaihtotuote. Odota hieman alhaisempaa myötölujuutta (noin 5–10 % alenema) ja jonkin verran heikompaa väsymiskestävyyttä korrosoivissa ympäristöissä. Molemmat seokset jakavat erinomaisen hitsattavuuden ja korroosionkestävyyden. Hyväksyttävä useimmille joustolle ja rakenteisille sovelluksille, joissa 6082 on määritelty lähinnä saatavuussyistä eikä reunamaisista lujuusetuja.
- 6061 → 6082: Toimii hyvin, kun materiaali on saatavilla – 6082 tarjoaa itse asiassa hieman paremman lujuuden. Ei merkittäviä ominaisuuslaskeumia, vaikka 6082 saattaa olla kalliimpi riippuen alueellisesta saatavuudesta. Eurooppalaiset toimitusketjut usein suosivat 6082:ta, kun taas Pohjois-Amerikkalaiset lähteet yleensä varastoivat 6061:ta helpommin.
- 7075 → 7050: Molemmat tarjoavat erittäin suuren lujuuden, mutta 7050 tarjoaa parantunutta vastustuskykyä jännityskorroosiorikkoon ja parempaa sitkeyttä. Tämä korvaus usein edustaa parannusta pikemminkin kuin kompromissia. Voit odottaa samankaltaista tai hieman alhaisempaa huippulujuutta parantuneella murtositkeydellä.
- 7075 → 2024: Käytä varoen – vaikka molemmat ovat korkealujuksisia seoksia, niiden ominaisuudet eroavat merkittävästi. 2024 tarjoaa erinomaisen väsymisvastuksen, mutta alhaisemman lopullisen lujuuden kuin 7075. Sopii tilanteisiin, joissa syklinen kuormitus on ratkaiseva suunnittelussa, mutta ei silloin, kun vaaditaan maksimista staattista lujuutta.
- 2024 → 2014: Molemmat kuparipohjaisia seoksia, joilla on samankaltaiset kovaltusominaisuudet. 2014 tarjoaa hieman paremman kovaltettavuuden vertailukelpoisella lujuudella. Hyväksyttävä useimmille voimanlähtösovelluksille, joissa 2024 oli alun perin määritelty.
- 6061 → 5083: Yleensä ei suositella valssattuihin komponentteihin. Vaikka 5083 tarjoaa erinomaisen korroosionkestävyyden, sitä ei voida kuumakäsitellä eikä sillä saavuteta 6061-T6:n lujuustasoa. Harkitse tätä vaihtoehtoa vain ei-rakenteellisiin sovelluksiin, joissa korroosionkestävyys on tärkeämpää kuin lujuus.
Arvioitaessa mitään vaihtoehtoa, varmista, että vaihtoehtoinen laatu täyttää kaikki kriittiset vaatimukset – mukaan lukien valssauksen lämpötilayhteensopivuus, kuumakäsittelyvaste ja mahdolliset jälkikäsittelyvaatimukset, kuten hitsattavuus. Laatu, joka toimii metallurgisesti, voi silti epäonnistua, jos tuotantovälineet eivät pysty käsittelemään sitä oikein.
Yleisten valintavirheiden välttäminen
Mukaan lukien Lincoln Electricin tekninen ohjeistus , yksi yleisimmistä alumiinirakenteiden suunnitteluvirheistä on vahvimman saatavilla olevan seoksen valitseminen ottamatta huomioon muita kriittisiä tekijöitä. Heidän teknisessä dokumentaatiossaan todetaan: "Usein suunnittelija valitsee käytettävissä olevista seoksista suoraan vahvimman. Tämä on huono suunnittelukäytäntö useista syistä."
Miksi vahvimman alumiiniseoksen valitseminen voi joskus kääntyä pahaksi?
- Taipuma usein määrittää suunnittelun, ei lujuus: Useimpien alumiiniseosten kimmoisuusmoduli – heikoilla ja vahvoilla – on likimain sama (noin kolmasosa teräksestä). Jos komponenttisi kriittinen raja on jäykkyys eikä myötölujuus, maksamalla lisämaksua 7075:sta verrattuna 6061:een et saavuta mitään etua.
- Monet korkealujuiset seokset eivät ole hitsattavissa: Lincoln Electricin tutkimus korostaa, että "monia vahvimmista alumiiniseoksista ei voida hitsata perinteisillä menetelmillä." Jos määrität 7075-seoksen komponenttiin, joka on hitsattava osaksi suurempaa kokoonpanoa, syntyy valmistusteknisesti mahdottomia tilanteita. Asiakirjassa huomautetaan erikseen, että 7075:ää "ei tulisi koskaan hitsata rakenteellisiin sovelluksiin."
- Hitsausvyöhykkeen ominaisuudet poikkeavat perusaineen ominaisuuksista: Vaikka hitsattavilla laatuilla kuten 6061, "hitsaus on harvoin yhtä vahva kuin perusaine". Suunnittelu T6-perusaineen ominaisuuksien mukaan huomiotta ottamatta lämpöä vaikutusvyöhykkeen heikkenemistä johtaa liian pieniin hitsauksiin ja mahdollisiin rikkoutumisiin.
Tässä on lisää vältettäviä valintavirheitä:
- Määrittelemällä venymäkarkenutuksia hitsattaviin kokoonpanoihin: Ei-kuumakäsiteltäville alikoille (1xxx, 3xxx, 5xxx) hitsaus toimii paikallisen pehmennysoperaation. "Riippumatta mistä tempauksesta lähtee, ominaisuudet HAZ-vyöhykkeellä ovat O-tempauksen pehmeän materiaalin ominaisuuksia", tutkimus vahvistaa. Kalliin venymäkarkenen materiaalin ostaminen, joka tullaan hitsaamaan, tuhlaa rahaa – HAZ-vyöhyke palautuu pehmeään tilaan riippumatta.
- Huomiotta jättäminen jälkikäsittelyvaatimukset: Kuumakäsiteltävät seokset, kuten 6061-T6, kärsivät merkittävästä lujuuden heikkenemisestä hitsausvyöhykkeellä. Tutkimukset osoittavat, että "hitatuksen jälkeinen vetolujuus on vähintään 24 ksi" verrattuna "40 ksi":n T6-perusmateriaaliin – mikä tarkoittaa 40 %:n pienenemistä. Jos jälkikuuma-ikäämistä ei määritellä silloin, kun lujuuden palautuminen on tarpeen, rakennevakavuus heikkenee.
- Jännityskorroosion alttiuden sivuuttaminen: Korkealujuiset 7xxx-seokset T6-lämpökäsittelyssä voivat olla alttiita jännityskorroosirissille. Määrittämällä 7075-T6-komponenteille, jotka ovat kosteuden vaikutuksessa ja kestävän kuormituksen alaisina, ilman T73- tai T76-lämpökäsittelyjen huomioimista, riskinä ovat ennenaikaiset kenttävikat.
- Valuseosten ja taiteeseosten sekoittaminen: Jotkin tekniset määräykset määrittelevät väärin alumiinilaadut valukappaleisiin, vaikka taiteetut komponentit olisivat tarpeen. A356 ja A380 ovat erinomaisia painevalukomposiitit, mutta niitä ei voida käyttää taottuihin osiin – niiden kemiallinen koostumus on optimoitu sulan tilan virtaukseen, ei kiinteän tilan muovaukseen.
Yhteistyö pätevien taottajakumppanien kanssa
Monet luokkien valintahaasteet tulevat hallittaviksi, kun työskentelet kokeneiden kuumavalujen toimittajien kanssa, jotka ymmärtävät automaatiikan vaatimukset. Erityislegiirit autoteollisuuden sovelluksiin vaativat usein tarkkaa prosessihallintaa, jota vain vakiintuneet valmistajat voivat tarjota johdonmukaisesti.
Arvioitaessa mahdollisia kuumavalukumppaneita, on syytä ottaa huomioon heidän teknisen tuen osaamisensa. Voivatko he neuvotella optimaalisen luokan valinnasta tietylle komponentille? Onko heillä kokemusta sovelluksenne edellyttämistä sulatuksista ja kuumavalun jälkeisistä käsittelyistä? IATF 16949 -sertifioitu valmistaja kuten Shaoyi tarjoaa laatu- ja teknisen asiantuntemuksen, joka auttaa muuntamaan luokkien valintapäätökset luotettaviksi tuotantokomponenteiksi.
Heidän nopeat prototyyppauskykynsä – alkuperäisten osien toimittaminen jo 10 pässä – mahdollistavat luokkavalintojen varmistamisen ennen suurten tuotantotyökalujen hankintaa. Komponenteissa, kuten jousitusvarsissa ja akselipuissa, joissa alumiinin laatu vaikuttaa suoraan ajoneuvon turvallisuuteen, on erittäin arvokasta työskennellä sellaisten teknisten kumppaneiden kanssa, jotka ymmärtävät sekä metallurgiaa että automobiiliteollisuuden vaatimuksia.
Oikean luokkavalinnan tuntemus ja pätevät valmistuskumppanuudet muodostavat perustan menestyksekkäille taottujen alumiiniosien ohjelmille. Näiden tekijöiden ollessa kunnossa olet valmis tekemään lopulliset materiaalivalinnat, jotka tasapainottavat tehdyt suorituskykyvaatimukset, valmistusrajoitteet ja kustannustarkastelut tehokkaasti.
Oikean taotun alumiiniluokan valitseminen sovellukseesi
Olet nyt tutustunut koko valmistettujen alumiiniseosten alueeseen autoihin – ymmärtämisestä seostyyppien merkintöjä, sopivien luokkien yhdistämisestä komponenttivaatimuksiin, lämpökäsittelyhuolista valmistoparametreihin asti. Mutta miten keräät kaiken tämän tiedon yhteen käytännön päätöksiin? Kootaan oleellinen ohje, joka muuttaa teknisen ymmärryksen onnistuviksi hankintatuloksiksi.
Milloin tahansa määrittelet alumiinia autoihin uudessa ajoneuvohankkeessa tai optimoit olemassa olevaa toimitusketjua, luokan valintaprosessi seuraa loogista järjestystä. Saatamaan tämä järjestys oikein estää kalliita virheitä ja varmistaa, että alumiiniosat autoihisi toimivat niin kuin ajoneuvosi vaatii.
Keskeiset otteet luokan valinnasta
Kun on tarkasteltu koko alumiinivalikoima autoihin, useat päätöstekijät johdonmukaisesti määräävät menestyksen:
- Aloita jännitysvaatimusten kanssa, älä materiaalimieltymyksistä: Määritä, mitä komponenttisi todella kokee – staattiset kuormitukset, syklisen väsymyksen, iskukuormat tai niiden yhdistelmät. Pysäytysvipu, joka kestää miljoonia tienpintojen aiheuttamia syklejä, vaatii erilaisia ominaisuuksia kuin kiinnike, joka kohtaa ainoastaan staattisia kuormituksia. Valitse seuraavasti: 6xxx tasapainoisen suorituskyvyn, 7xxx maksimivahvuuden ja 2xxx erinomaisen väsymisvastuksen vuoksi.
- Ota huomioon valmistustilavuus varhaisessa vaiheessa: Valkoisuustaloudellisuus suosii keskikokoisia ja suuria tuotantomääriä, joissa työkalutuotannon investointi voidaan jakaa tehokkaasti. Vuosittain muutattomille tuhansille malleille alle tarkista, että valkuaisuus säilyy kustannustehokkaana verrattuna massakoneistettuihin vaihtoehtoihin. Suurten volyymin ohjelmat hyötyvät eniten valkaisun yhdistelmästä paremmat ominaisuudet ja tehokas tuotanto.
- Ota huomioon jälkikäsittely: Jos komponenttia on hitsattava osaksi suurempaa kokoonpanoa, tämä yksittäinen vaatimus sulkee koko alueperheiden käytön pois. Määritä 6061 tai 6082, kun hitsattavuus on tärkeää; vältä 7075-mallia kaikissa rakenteellisissa hitsattavissa sovelluksissa. Vastaavasti, huomioi jälkikoneistusvaatimukset — T651-lämpökäsitteet tarjoavat mitallisen stabiiliuden, jonka tarkka koneistus edellyttää.
- Arvioi kokonaiskustannus, äläkä pelkästään materiaalin hinta: Edullisin alumiini autoihin ei aina ole taloudellisesti paras vaihtoehto. Korkealaatuinen seostyyppi, joka mahdollistaa ohuempia seinämiä, vähentää viimeistelyä tai yksinkertaistaa lämpökäsittelyä, saattaa tuottaa alhaisemman kokonaiskustannuksen kuin halvempi luokka, joka vaatii lisäprosessointia. Laske koko kustannuskuva ennen spesifikaatioiden lopullistamista.
- Rakenna toimitusketjun resistenssiä: Tunnista hyväksyttävät korvaavat luokat ennen tuotannon alkua. Tieto siitä, että 6061 voi korvata 6082:n – tai että 7050 tarjoaa kehityspolun 7075:stä – antaa sinulle vaihtoehtoja, kun toimituskatkokset esiintyvät. Dokumentoi nämä vaihtoehdot määritelmiisi, jotta hankintatiimit voivat reagoida nopeasti saatavuuden muutoksiin.
Tärkein valintaperiaate: valitse seuraava seostyyppi, joka parhaiten vastaa komponenttisi todellisia suoritusvaatimuksia – ei välttämättä saatavilla olevaa vahvinta vaihtoehtoa. Liiallinen spesifikaatio tuhlaa rahaa ja voi aiheuttaa valmistusongelmia, kun taas alispesifikaatio uhkaa kenttävirheitä, jotka vahingoittavat sekä ajoneuvoja että mainetta.
Kumppanuus automaatioteollisuuden vaikuttamisessa onnistumiseksi
Tässä on totuus, jonka jokainen kokemusrikas insinööri ymmärtää: täydellinen luokkavalinta ei tarkoita mitään ilman valmistuskumppania, joka pystyy toimimaan johdonmukaisesti. Aineistomäärittelyn ja laadukkaiden komponenttien välinen kuilu vaatii asiantuntemusta, jota vain pätevät vaivutuksen toimittajat voivat tarjota.
Kun autoteollisuuden alumiiniin kohdistuvat vaativat suorituskykystandardit, toimittajan valinta on yhtä tärkeää kuin seoksen valinta. Mukaan alan ohjeet muovaus-toimittajien arvioinnista , kolme tekijää ovat tärkeimmät: sertifiointi ja laatuohjelmat, tuotantokapasiteetti ja -laitteet sekä tiukat laadunvalvontastandardit.
Erityisesti automobiilisovelluksissa IATF 16949 -sertifiointi osoittaa, että toimittaja on toteuttanut autoteollisuuden vaatimat laadunhallintajärjestelmät. Tämä sertifiointi – joka perustuu ISO 9001 -perustoimiin lisäten autoteollisuuden erityisvaatimukset – vahvistaa, että valmistaja ymmärtää jäljitettävyyden, prosessihallinnan ja jatkuvan parantamisen niillä tasoilla, joita ajoneuvohankkeesi edellyttävät.
Sertifiointia pidemmälle tulisi arvioida käytännön kykyjä, jotka muuntavat tekniset määritelmät osiksi:
- Konetekninen tuki: Voiko toimittaja neuvoa optimaalisen materiaaliluokan valinnassa tietylle geometrialle ja kuormitusolosuhteille? Ymmärtääkö he lämpökäsittelyn vaikutukset ja voivatko suositella sopivia karkaistuksia?
- Prototyyppien valmistusnopeus: Modernien ajoneuvojen kehitysaikataulut edellyttävät nopeaa iterointia. Kumppanit, jotka tarjoavat prototyyppivaatteita tiivistetyssä aikataulussa – joissakin tapauksissa jo 10 päivässä – mahdollistavat suunnittelun varmennuksen ennen tuotantotyökalujen valmistamista.
- Komponenttitietämys: Toimittajilla, joilla on osoitettua kokemusta komponenttiluokassanne – olipa kyseessä suspensiovarsia, akselia vai rakenteellisia solmuja – on sovelluskohtaista tietoa, jota yleisemmät vaatetehdasyritykset saattavat puuttua.
- Laadunvalvontainfrastruktuuri: Edistyneet tarkastusteknologiat, prosessin aikainen seuranta ja kattavat dokumentointijärjestelmät varmistavat, että jokainen komponentti täyttää määritykset. Viitemateriaalit korostavat, että johtavat toimittajat sijoittavat koordinaattimittakoneisiin, tuhoamattomaan testaukseen ja materiaalianalyysikykyihin.
Insinööreille ja hankintaprosessien ammattilaisille, jotka etsivät alumiinisia autojen komponentteja valmistavia kumppaneita, Shaoyi (Ningbo) Metal Technology edustaa sitä kumppaniprofiilia, jota menestyksekäs ohjelmat edellyttävät. Heidän IATF 16949 -sertifiointinsa vahvistaa autoteollisuuden laatuvaatimukset täyttävät laadunvarmistusjärjestelmät, kun taas heidän oma tekninen tiiminsä tarjoaa teknisen asiantuntemuksen, joka auttaa muuntamaan materiaaliluokan valinnasta tuotantovalmiiksi spesifikaatioiksi. Ningbon sataman läheisyydessä sijaitseva yritys yhdistää nopean prototyypinvalmistuksen – ensimmäiset osat saatavilla jo 10 pässä – suurten sarjojen tuotantokapasiteettiin kypsyneisiin ohjelmiin.
Heidän osoittama asiantuntijuus vaativissa alumiinisten autonosissa kuten suspensioonikäsivarsissa ja akselipuoleissa heijastaa komponenttikohtaista asiantuntemusta, joka tekee luokkien valinnan ohjeista käyttökelpoisia. Kun tekniset vaatimukset edellyttävät 6082-T6-ohjaimia tai 7075-T6-suorituskykyosia, valmistuskumppan ymmärtäminen sekä metallurgiasta että automaalaisten laatuvaatimuksista varmistaa, että materiaalin valinta muuntuu luotettaviksi komponenteiksi.
Matka metalliseostaspecifikaatiosta ajoneuvon suorituskykyyn kulkee valmistuksen kautta. Yhdistämällä tässä oppaassa hankitun luokkien valintatiedon sellaisten kumppien kanssa, jotka jakavat laatuun sitoutumisen, sijoittavat autonohjelmasi menestykseen – toimimalla vahvuuden, painonsäästön ja luotettavuuden, joita modernit ajoneuvot vaativat kovan alumiinikomponenteiltaan.
Usein kysytyt kysymykset auton kovan alumiiniluokista
1. Mitkä ovat alumiinikuidun luokat?
Autoteollisuudessa yleisimmin kuituvalmistetut alumiinilaadut sisältävät 6000-sarjan laadut 6061, 6063, 6082 sekä 7000-sarjan laadun 7075. 6xxx-sarjan seokset tarjoavat erinomaisen kuituvalmistettavuuden, korroosionkestävyyden ja tasapainoisen lujuuden, mikä tekee niistä ihanteellisia jousitusvarsia ja renkaita varten. 7xxx-sarja tarjoaa erittäin korkean lujuuden suorituskykyyn liittyviin komponentteihin. Lisäksi 2xxx-sarjan laatujen 2024 ja 2014 tarjoaa erinomaisen väsymislujuuden voimanottojärjestelmän osiin, kuten maitohampaisiin ja sauvoihin. IATF 16949 -sertifioinnin saaneet valmistajat, kuten Shaoyi, voivat ohjata optimaalista laadun valintaa tiettyjen komponenttivaatimusten perusteella.
minkä luokan alumiinia käytetään autoissa?
Autoteollisuuden sovelluksissa käytetään useita eri alumiinilaatuja komponenttien vaatimusten mukaan. Yleisiä laatuja ovat 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 ja 2024. Varsinkin kovettamalla valmistetuille komponenteille Euroopassa vallitseva valinta on 6082-T6, koska se tarjoaa erinomaisen väsymislujuuden korroosioalttiissa olosuhteissa. Pohjois-Amerikassa 6061-T6 on edelleen suosittu hitsattavuutensa vuoksi. Suorituskykysovelluksissa 7075-T6 määritellään usein maksimaalisen lujuus-painosuhteen vuoksi, kun taas 2024-T6 loistaa väsymiseen liittyvissä voiman siirron komponenteissa.
onko 5052- vai 6061-alumiini vahvempi?
6061-alumiini on merkittävästi vahvempaa kuin 5052. T6-lämmönnitoksessa 6061 saavuttaa vetolujuuden noin 310 MPa verrattuna 5052:n noin 220 MPa. Kuitenkaan vahvuus ei ole ainoa asia—5052 tarjoaa paremman korroosion kestävyyden ja muovattavuuden, koska se on ei-lämmönnitostettava seos. Kovan auton osien valmistukseen, jotka vaativat rakenteellista lujuutta, 6061-T6 on suositeltavaa, koska sitä voidaan lämmönnitostaa saavuttamaan korkeampi lujuus, joka on olennainen joustopyörille, pyörille ja alustakomponenteille.
4. Mikä on valukappaleen ja valumallin alumiinipyörien ero?
Kuinateut alumiinirengas valmistetaan puristamalla kuumennettua alumiinia erittäin suurella paineella, jolloin rakeiden rakenne suuntautuu ja antaa korkean vetolujuuden sekä väsymisvastuksen. Valutut alumiinirenkaat valmistetaan kaatamalla sulaa alumiinia muotteihin, jolloin rakeiden rakenne on satunnaista ja materiaaliin voi jäädä huokosuutta. Kuinateut renkaat painavat tyypillisesti 15–30 % vähemmän kuin vastaavat valutut renkaat samalla tarpeellisella iskunkestävyydellä ja kestävyydellä. Suorituskykyisissä ajoneuvoissa kuinateut 6061-T6- tai 7075-T6-alumiinirenkaat tarjoavat vetolujuuden ja painon suhteen, jota valutut vaihtoehdot eivät voi saavuttaa.
5. Miten valitsen oikean alumiinilaadun automobilien kuiantamiseen?
Aloita määrittämällä komponenttisi todelliset kuormitustarpeet – staattiset kuormat, syklinen väsymys tai iskukuormat. Tasapainoisille rakenteellisille sovelluksille 6xxx-sarjan seokset, kuten 6082-T6 tai 6061-T6, tarjoavat erinomaista suorituskykyä. Kun maksimivahvuus on ratkaisevan tärkeää, valitse 7075-T6. Voimanvälitysjärjestelmien osille, joissa vaaditaan erinomaista väsymislujuutta, harkitse 2024-T6:ta. Ota huomioon hitsattavuusvaatimukset (6xxx-sarjan seokset hitsataan hyvin; 7075 ei), tuotantomäärät ja lämpökäsittelytarpeet. Yhteistyö kokeneen taottujen osien valmistajan, kuten Shaoyin, kanssa, joka tarjoaa nopean prototyypinvalmistuksen ja IATF 16949 -sertifiointia, auttaa varmentamaan luokkavalinnat ennen tuotantotyökalujen käyttöönottoa.