 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Prensados metálicos automotrices: Claves de precisión técnica
TL;DR
Los autoteollisuuden metallipressaukset ovat modernin valmistuksen kulmakiviä, jotka mahdollistavat levymetallin muuntamisen suuritehokkuudella tarkkuuskomponenteiksi muovausprosesseissa. Niiden merkitys perustuu kykyyn tuottaa rakenne- ja esteettisiä osia massatuotannossa poikkeuksellisen teknisen tarkkuuden kanssa. Valmistajille näiden menetelmien hallinta on elintärkeää ajoneuvon keveys-, alustan turvallisuus- ja käyttökustannustehokkuustekijöiden tasapainottamiseksi.
Tekniset perusteet: Eroavaisuudet painamisen ja muovauksen välillä
Teollisessa ympäristössä termit painaminen ja muovaus käytetään usein vaihdettavasti, vaikka niillä on kriittisiä teknisiä sävyjä insinööritieteessä. Kuten Mursix Corporation , autoteollisuuden leikkaus viittaa prosessiin, jossa tasomaiset metallilevyt muunnetaan tietyiksi muodoiksi käyttäen painetta ja räätälöityjä työkaluja. Vaikka painaminen keskittyy raakavoiman käyttämiseen metallin muovaamiseksi, leikkaus kattaa laajemman toimintojen ekosysteemin, johon kuuluu leikkaus, reikien ponsiminen ja taivutus.
Tämän prosessin keskeinen mekanismi perustuu paineen, joka tarjoaa tarvittavan energian, ja muottien tai työkalujen, jotka määrittävät osan lopullisen geometrian, vuorovaikutukseen. Tämän teknologian kehitys on siirtynyt yksinkertaisista manuaalisista menetelmistä nopeisiin automatisoituihin järjestelmiin, jotka pystyvät käsittelemään satoja osia minuutissa. Tämä siirtyminen on ollut seurausta tarpeesta täyttää yhä tiukemmat mitalliset toleranssit, jotka ovat olennaisia robottiasennuksessa alkuperäisten laitevalmistajien (OEM) tehtaissa.
Määräävä tekijä on työkalun suunnittelu. Mallin luominen edellyttää tarkkaa insinööritaitoa, jossa otetaan huomioon materiaalin kimmoisa palautuminen ja jännitysten jakautuminen muovauksen aikana. Ilman optimoituja mallisuuvoja metallin repeämät tai ryppyily voivat heikentää komponenttien rakenteellista eheyttä, erityisesti kriittisissä osissa, kuten auton pilarin vahvisteissa tai sähköautojen akkukoteloissa.
Alla on esitetty vertailu painohallin käytössä olevista peruskäsitteistä:
| Termi | Tekninen lähestymistapa | Tyypillinen käyttö |
|---|---|---|
| Stamping (leikkuprofiilipursotus) | Monivaiheiset muovaus- ja leikkausoperaatiot | Karositeet, sähköliittimet |
| Prensattu (Pressing) | Paineen soveltaminen muovautumiseksi | Raskas rakennekomponentit, alusta |
| Työstö (tyhjennys) | Alkuleikkaus litteästä muodosta kelasta | Perusosien valmistelu seuraavia prosesseja varten |
Lujitemuovauksen eri tyypit ja niiden teollinen monikäyttöisyys
Oikean muovausprosessin valinta riippuu suoraan tuotantotilavuudesta, geometrisesta monimutkaisuudesta ja materiaalivaatimuksista. Neljä päätyyppiä ovat jatkomoottori, siirtymuovaus, syvävetous ja hienoleikkaus. Jokainen menetelmä tarjoaa strategisia etuja, jotka osto- ja tuotantainsinöörien on arvioitava huolellisesti investoinnin tuoton optimoimiseksi.
La jatkumoottori on kultastandardi suurtilavuotuisessa tuotannossa. Tässä järjestelmässä metallinauha etenee sarjan asemia läpi yhden ainoan muottin sisällä. Jokainen asema suorittaa tietyn toimenpiteen (leikkaus, taivutus, syvävetous), kunnes valmis osa irrotetaan nauhasta viimeisessä vaiheessa. Tämä menetelmä minimoi osien käsittelyn ja maksimoi syklitaajuuden, mikä tekee siitä ideaalin pienille komponenteille, kuten liittimiin ja moottorin kiinnikkeisiin.
Toisaalta syvävetous (Deep Draw) on välttämätön niille osille, joiden syvyys ylittää halkaisijansa. Asiantuntijat kuten Transmatic korostavat, että tätä prosessia tarvitaan anturikuorten, öljysuodattimien ja muiden sylinterimäisten komponenttien valmistukseen, joissa tarvitaan ohuita mutta kestäviä seiniä. Menetelmässä metallia venytetään muotin yli siten, että materiaalin virtausta ohjataan halkeamien välttämiseksi, jolloin saadaan aikaan saumattomia osia erinomaisella mekaanisella lujuudella.
Edistyneen aukkojenpura-ajan toiminnallinen virtaus voidaan jakaa seuraaviin vaiheisiin:
- Syöttö: Metallikelalla puretaan kelaa ja siirretään painoon tarkkuussyöttölaitteen avulla.
- Alkuperäinen poraus: Ohjausreiät tehdään varmistaakseen tarkan sijainnin seuraavissa asemissa.
- Vaiheittainen muovaus: Metallia taivutetaan tai muovataan asteittain useassa vaiheessa estääkseen liialliset jännitykset.
- Kalastus tai kalibrointi: Korkeita paineita käytetään määrittämään hienojakoiset yksityiskohdat ja varmistamaan kriittiset toleranssit.
- Lopullinen leikkaus ja poisto: Osan irrotetaan jäljelle jääneestä nauhasta ja kerätään myöhempää käsittelyä varten.
Kriittiset materiaalit ja niiden vaikutus ajoneuvon suorituskykyyn
Automaattisten metallipressatuotteiden materiaalin valinta vaikuttaa paitsi kustannuksiin, myös ajoneuvon turvallisuuteen ja energiatehokkuuteen. Perinteisesti hiiliteräksestä on ollut etusijalla sen alhaisen hinnan ja korkean lujuuden vuoksi. Kuitenkin dekarbonisaatiota koskeva trendi on edistänyt korkealujuisten terästen (AHSS) ja alumiiniseosten käyttöä, joilla voidaan vähentää kokonaispainoa ilman, että matkustajien suoja törmäyksessä heikkenee.
Alumiini aiheuttaa ainutlaatuisia haasteita leikkurissa sen heikomman muovattavuuden ja suuremman kimmoisuuden vuoksi teräksen kanssa verrattuna. Sen käyttö ulkopaneelien ja suspensiorakenteiden valmistuksessa on kuitenkin kasvussa sen erinomaisen lujuus-painosuhteen ansiosta. Kupari ja messingi ovat puolestaan välttämättömiä auton sähköarkkitehtuurin liittimien ja komponenttien valmistuksessa, joissa johtavuus on ratkaiseva tekijä. Johtavia yrityksiä kuten Wiegel erikoistuvat näiden epäjalojen metallien käsittelyyn mikrometritoleransseilla taatakseen elektronisten turvajärjestelmien luotettavuuden.
Merkeille, jotka etsivät strategista kumppania tämän materiaalimonimutkaisuuden hallintaan, Shaoyi tarjoaa räätälöityjä metallin painopuristusratkaisuja iATF 16949 -sertifikaatin kanssa. Heidän kokemuksensa kattaa nopeasta prototyypistä aina kriittisten komponenttien, kuten alustan ja ohjausvivuston, massatuotantoon integroiden suunnitteluanalyysin valmistettavuutta varten (DFM), mikä varmistaa teknisen ja taloudellisen toteuttavuuden jo konseptivaiheessa.
Alla on yksityiskohtaisesti esitetty yleiset sovellukset metallityypin mukaan:
| Materiaali | Avaintekijät | Käyttö ajoneuvossa |
|---|---|---|
| AHSS-teräs | Suurin sitkeys ja energian absorptio | A/B-pilarit, alustan palkit |
| Alumiini (sarjat 5000/6000) | Kevyt paino ja korroosion kestävyys | Vetimet, ovet, suspensiotornit |
| Kupari / Berylli | Korkea sähkön- ja lämmönjohtavuus | Anturit, akkuyhteydet, ECU |
| Ruostumaton teräs | Kuumuuden ja hapettumisen kestävyys | Pakoputkistot, ruiskuttimet |
Puristusteknologia: Mekaanisista järjestelmistä servoteknologiaan
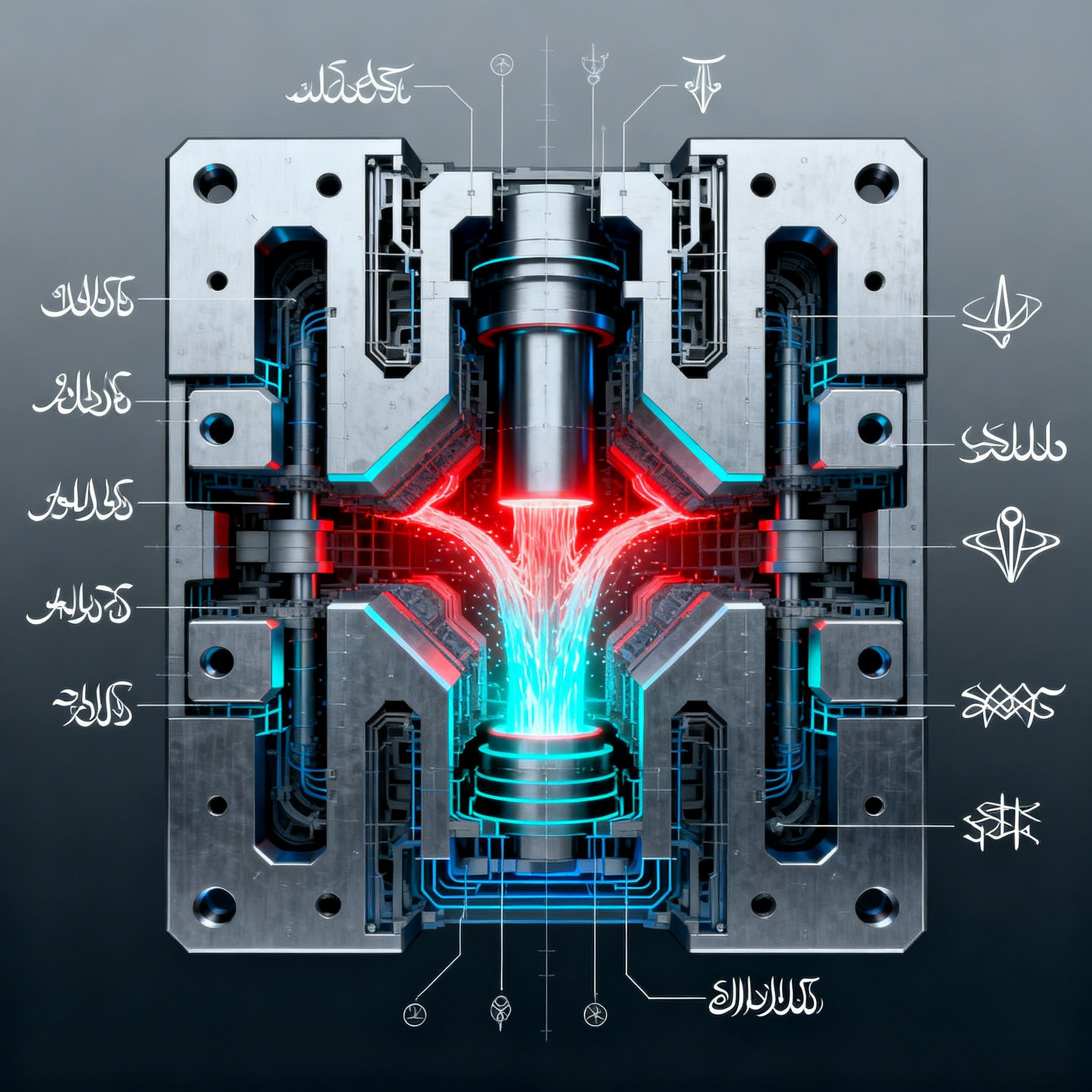
Modernin puristamotin infrastruktuuri määräytyy käytetyn koneistuksen tyypin perusteella. Perinteiset mekaaniset puristimet, jotka toimivat inertianpyörän avulla, ovat edelleen suosittuja leikkuu- ja yksinkertaisessa muovauksessa nopeutensa vuoksi. Kuten HTT Inc. , nämä koneet ovat ihanteellisia nopeisiin tuotantosykleihin, joissa maksimivoima tarvitaan männän iskun loppuvaiheessa.
Kuitenkin suurin innovaatio on servojäihdytin . Toisin kuin mekaanisissa, servojäihdyttimissä käytetään korkean vääntömomentin moottoreita, jotka mahdollistavat täyden hallinnan iskun nopeudelle ja asemalle kierroksen missä tahansa vaiheessa. Tämä mahdollistaa monimutkaisten toimintojen suorittamisen, kuten hankalien geometrioiden muovaamisen alhaisilla nopeuksilla ripumisen välttämiseksi, minkä jälkeen nopeus voidaan kasvattaa paluuvaiheissa tuotannon ylläpitämiseksi. Servojäihdyttimien tarkkuus vähentää työkalujen kulumista ja parantaa merkittävästi osien pinnan laatua.
Servoteknologian integroinnin hyödyt tuotantoon sisältävät:
- Täysi joustavuus kierrossa: Mahdollisuus ohjelmoida pysähdys- tai heiluriliikkeitä metallivirran optimoimiseksi.
- Värähtelyjen vähentäminen: Sileämpi liike pidentää leikkuutyökalujen käyttöikää jopa 30 %.
- Energiatehokkuus: Servopressuissa energian talteenottosysteemit vähentävät käyttövaiheen sähkönkulutusta.
- Mittatarkkuus: Parannettu toistettavuus monimutkaisten osien muovauksessa korkean lujuuden teräksillä.
Kustannustehokkuus ja Teollisuus 4.0 -näkymä
Autoteollisuuden metallipressaus on kysymys tuotannon skaalasta. Vaikka työkalujen ja muottien alustavat kustannukset voivat olla korkeat, yksikkökustannus laskee jyrkästi suurissa tuotantomäärissä. Taloudellinen analyysi tulee ottaa huomioon paitsi materiaalin ja koneen hinnan, myös työkalunvaihtojen aiheuttaman seisokin sekä materiaalin hukka (scrap). Modernit komponentit, ulkopaneeleista sisäisiin antureihin, kuten Clamason huomauttaa, vaativat suunnittelun, joka minimoitaa ylijäämän, jotta ne olisivat kestäviä ja kilpailukykyisiä.
Teollisuus 4.0 muuttaa alaa digitalisoimalla painolinjat. Aikuisten älykkäiden antureiden asentaminen muotteihin mahdollistaa reaaliaikaisen seurannan paineesta, lämpötilasta ja voitelusta. Tämä helpottaa ennakoivaa huoltoa, jossa potentiaaliset vioittumat havaitaan ennen kuin virheellisiä osia valmistuu tai laitteisto vahingoittuu. Digitaalisten kaksosten integrointi suunnitteluvaiheeseen mahdollistaa metallin käyttäytymisen simuloinnin hämmästyttävällä tarkkuudella, mikä vähentää kokeilu- ja virhekiertoja fyysisessä työpajassa.
Yhteenvetona voidaan todeta, että autoteollisuuden metallin painaminen on sidottu kestävyyteen ja tietojen älykäyttöön. Komponenttien keventäminen puhtaammilla ja automatisoiduimmilla prosesseilla on erottelutekijä toimittajille, jotka haluavat säilyä merkityksellisinä globaalissa toimitusketjussa. Edistyneiden teknologioiden sijoittaminen ja yhteistyö asiantuntevien kumppaneiden kanssa varmistavat, että valmistajat voivat vastata sähköisen liikkuvuuden ja autonomisen ajojärjestelmän haasteisiin korkean luotettavuuden komponenteilla.
Usein kysyttyjä kysymyksiä metallipainoksista
1. Mitkä ovat neljä pääasiallista metallin muovausmenetelmää?
Pääasialliset menetelmät ovat jatkopursotus (ideaali pienille suurtilavuusosille), siirtopursotus (suurille osille), syvävetopursotus (lieriömäisille tai onttoille muodoille) ja mikropursotus mikroskooppisen pienille elektronisille komponenteille.
2. Onko metallin muotontamisprosessi kallista?
Alkuperäinen sijoitus vaikuttaviin ja aukkoihin on merkittävä, usein saavuttaen tuhansia euroja. Kuitenkin massatuotannossa yksikkökustannus on erittäin alhainen, mikä pitkällä aikavälillä tekee siitä kannattavan menetelmän autoteollisuudelle.
3. Mikä ero on metallin painamisella ja muotontamisella?
Vaikka termejä käytetään synonyymeina, muotontaminen on kattava prosessi, joka sisältää erilaisia leikkaus- ja muotoiluoperaatioita levyllä, kun taas painaminen viittaa nimenomaan mekaaniseen paineen soveltamiseen materiaalin muovaamiseksi.
4. Mitä materiaaleja käytetään eniten autoteollisuuden painososissa?
Korkean lujuuden teräs säilyy johtajana turvallisuuden vuoksi, ja sen jäljessä seuraa tiiviisti keveysalumiini. Kupari on välttämätön kaikille sähköisen yhteyden komponenteille sekä risteyttymis- että sähköautoissa.