 Μικρές παραγωγικές σειρές, υψηλοί πρότυποι. Η υπηρεσία γρήγορης δημιουργίας πρωτότυπων μας κάνει την επαλήθευση ταχύτερη και ευκολότερη —
Μικρές παραγωγικές σειρές, υψηλοί πρότυποι. Η υπηρεσία γρήγορης δημιουργίας πρωτότυπων μας κάνει την επαλήθευση ταχύτερη και ευκολότερη —

Απαραίτητες Ανοχές Ογκοποίησης για Αυτοκινητιστική Απόδοση
Απαραίτητες Ανοχές Ογκοποίησης για Αυτοκινητιστική Απόδοση

TL·DR
Οι ανοχές διαμόρφωσης για τις προδιαγραφές αυτοκινήτων αποτελούν ένα σημαντικό σύνολο επιτρεπόμενων διαστατικών αποκλίσεων που καθορίζουν την ακρίβεια των κατασκευασμένων εξαρτημάτων του οχήματος. Η τήρηση στενών ανοχών είναι απαραίτητη για να εξασφαλιστεί ότι τα εξαρτήματα ταιριάζουν σωστά, λειτουργούν αξιόπιστα υπό πίεση και πληρούν τις αυστηρές απαιτήσεις της αυτοκινητοβιομηχανίας όσον αφορά την ασφάλεια και την απόδοση. Η επίτευξη τέτοιας ακρίβειας βελτιώνει την αντοχή των εξαρτημάτων, ελαχιστοποιεί τη σπατάλη υλικού και αποτελεί βασικό στοιχείο για την παραγωγή οχημάτων υψηλής απόδοσης και αξιοπιστίας.
Ορισμός Ανοχών Διαμόρφωσης: Το Θεμέλιο της Ακριβούς Κατασκευής
Στη βιομηχανία, η ανοχή είναι το επιτρεπόμενο όριο μεταβολής σε μια φυσική διάσταση ενός εξαρτήματος. Οι ανοχές σφυρηλάτησης, ειδικότερα, καθορίζουν το αποδεκτό εύρος απόκλισης από τις ονομαστικές διαστάσεις που προδιαγράφονται σε ένα μηχανολογικό σχέδιο. Δεν πρόκειται για τυχαίους αριθμούς· αποτελούν έναν κρίσιμο παράγοντα που εξασφαλίζει ότι τα εξαρτήματα θα εφαρμόζουν και θα λειτουργούν σωστά μέσα σε μια μεγαλύτερη μονάδα, όπως ο κινητήρας ή το σύστημα ανάρτησης ενός οχήματος. Όπως αναφέρουν πηγές του κλάδου όπως Engineers Edge , αυτές οι ανοχές πρέπει να λαμβάνουν υπόψη παράγοντες που είναι ενδεμικοί στη διαδικασία σφυρηλάτησης, όπως η φθορά των καλουπιών, η συρρίκνωση του υλικού κατά την ψύξη και η πιθανή ασυμφωνία μεταξύ του πάνω και του κάτω καλουπιού.
Οι ανοχές σφυρηλάτησης κατηγοριοποιούνται συνήθως ως «κανονικές» ή «ειδικές». Οι κανονικές ανοχές, που ισχύουν όταν δεν αναφέρεται κάποιο συγκεκριμένο πρότυπο, χωρίζονται περαιτέρω σε «Εμπορικό Πρότυπο» για γενική πρακτική και «Στενό Πρότυπο» για εργασίες που απαιτούν επιπλέον ακρίβεια και κόστος. Οι ειδικές ανοχές ορίζονται ρητά στα μηχανολογικά σχέδια για κρίσιμες διαστάσεις όπου η ακρίβεια είναι καθοριστική. Σκεφτείτε τη συναρμολόγηση ενός κινητήρα υψηλής απόδοσης: ενώ ο συνολικός σκελετός έχει ένα ορισμένο αποδεκτό μέγεθος (εμπορική ανοχή), η εφαρμογή των εμβόλων μέσα στα κυλίνδρους απαιτεί πολύ στενότερη, συγκεκριμένη ανοχή (ειδική ανοχή) για να εξασφαλιστεί η βέλτιστη συμπίεση και απόδοση.
Εν τέλει, οι ανοχές σφυρηλάτησης αποτελούν μια συμφωνημένη συμφωνία μεταξύ του σχεδιαστή και του προμηθευτή σφυρηλάτησης. Όπως εξηγείται από Queen City Forging , πρέπει να εξετάζονται περίπτωση προς περίπτωση, καθώς επηρεάζονται άμεσα από το σχεδιασμό του εξαρτήματος και τις συγκεκριμένες τεχνικές παραγωγής που χρησιμοποιούνται. Αυτή η βασική κατανόηση των ανοχών αποτελεί το πρώτο βήμα για τη δημιουργία εξαρτημάτων που πληρούν τις απαιτητικές προδιαγραφές οποιασδήποτε βιομηχανίας υψηλών επιδόσεων.
Ο Κρίσιμος Ρόλος των Αυστηρών Ανοχών στη Βιομηχανία Αυτοκινήτου
Η βιομηχανία αυτοκινήτου λειτουργεί υπό τεράστια πίεση για την παράδοση οχημάτων που είναι ασφαλή, αξιόπιστα, οικονομικά στην κατανάλωση καυσίμου και υψηλής απόδοσης. Η υψηλής ακρίβειας διαδικασία κοντραρίσματος με αυστηρές ανοχές αποτελεί βασική τεχνική παραγωγής που βοηθά στην εκπλήρωση αυτών των απαιτήσεων. Όταν τα αυτοκινητιστικά εξαρτήματα κοντραρίζονται σύμφωνα με ακριβείς προδιαγραφές, τα οφέλη επεκτείνονται σε όλο το όχημα, από την απόδοση μέχρι τη διάρκεια ζωής. Η συνεπής διαστατική ακρίβεια που επιτυγχάνεται μέσω του ακριβούς κοντραρίσματος είναι απαραίτητη για την παραγωγή εξαρτημάτων που μπορούν να αντέξουν τις ακραίες τάσεις, τις ταλαντώσεις και τις διακυμάνσεις θερμοκρασίας της καθημερινής λειτουργίας.
Τα πλεονεκτήματα της διατήρησης αυστηρών ανοχών σφυρηλάτησης για αυτοκινητοβιομηχανικά εξαρτήματα είναι σημαντικά και επηρεάζουν άμεσα την ποιότητα και την οικονομική απόδοση του τελικού προϊόντος. Όπως αναφέρεται λεπτομερώς σε έναν οδηγό από Sinoway Industry , αυτά τα οφέλη είναι πολυσύνθετα:
- Ανωτερη αντοχή και ευστάθεια: Η διαδικασία σφυρηλάτησης βελτιώνει την κρυσταλλική δομή του μετάλλου, ευθυγραμμίζοντάς την με το σχήμα του εξαρτήματος. Αυτό ενισχύει τις μηχανικές του ιδιότητες, καθιστώντας τα εξαρτήματα ιδιαίτερα ανθεκτικά στην κόπωση, στις κραδασμούς και στη φθορά. Σημαντικά εξαρτήματα όπως οι εμβολοφόροι άξονες, οι διωστήριοι βραχίονες και οι γόνατοι της ανάρτησης εξαρτώνται από αυτή την αντοχή της σφυρηλάτησης για να αποτρέψουν την αποτυχία.
- Αύξηση της ασφάλειας και της αξιοπιστίας: Για συστήματα κρίσιμα για την ασφάλεια, όπως τα φρένα και η ανάρτηση, δεν υπάρχει περιθώριο για λάθη. Οι ακριβείς ανοχές διασφαλίζουν ότι τα εξαρτήματα ταιριάζουν και λειτουργούν άψογα μεταξύ τους, μειώνοντας τον κίνδυνο μηχανικής αποτυχίας. Μελέτες έχουν δείξει ότι τα εξαρτήματα με ακριβείς ανοχές μπορούν να βελτιώσουν σημαντικά τη συνολική απόδοση και αξιοπιστία.
- Μείωση βάρους: Η σύγχρονη αυτοκινητιστική σχεδίαση δίνει προτεραιότητα στη μείωση του βάρους για βελτίωση της καυσίμου απόδοσης. Η υψηλής ακρίβειας διαμόρφωση μπορεί να δημιουργήσει ισχυρά, ελαφριά εξαρτήματα, εξαλείφοντας περιττό υλικό χωρίς να απειληθεί η δομική ακεραιότητα. Αυτό βοηθά τους κατασκευαστές να συμμορφώνονται με όλο και πιο αυστηρά πρότυπα εκπομπών και κατανάλωσης καυσίμου.
- Η οικονομική απόδοση σε κλίμακα: Ενώ η επίτευξη στενότερων ανοχών μπορεί να απαιτεί πιο προηγμένα εργαλεία, η διαδικασία διαμόρφωσης με ρίψη είναι εξαιρετικά αποδοτική για παραγωγή μεγάλων ποσοτήτων. Ελαχιστοποιεί τα απόβλητα υλικού (ή την περίσσεια) και συχνά μειώνει την ανάγκη για εκτεταμένη δευτερεύουσα κατεργασία, με αποτέλεσμα χαμηλότερο κόστος ανά μονάδα στη μαζική παραγωγή.
Πλοήγηση στα Πρότυπα και τις Οδηγίες Διαμόρφωσης
Για να διασφαλιστεί η συνοχή και η ποιότητα σε όλο τον κλάδο, οι ανοχές σφυρηλάτησης καθοδηγούνται συχνά από επικρατήστερα πρότυπα. Οργανισμοί όπως η Αμερικανική Εταιρεία Μηχανικών Μηχανολόγων (ASME) και το Deutsches Institut für Normung (DIN) παρέχουν προδιαγραφές που καλύπτουν υλικά, διαστάσεις και βαθμούς πίεσης για εξαρτήματα σφυρηλάτησης. Για παράδειγμα, το πρότυπο ASME B16.11 περιγράφει λεπτομερείς απαιτήσεις για εξαρτήματα σφυρηλάτησης, ενώ τα πρότυπα DIN όπως το DIN 1.2714 καθορίζουν βαθμούς υλικών με υψηλή αντοχή στη φθορά, κατάλληλα για σφυρηλάτηση κλειστού τύπου. Η τήρηση αυτών των προτύπων διασφαλίζει τη δυνατότητα ενδιάμεσης λειτουργίας και ένα ελάχιστο επίπεδο ποιότητας για εξαρτήματα από διαφορετικούς προμηθευτές.
Η επιτεύξιμη ανοχή εξαρτάται επίσης σε μεγάλο βαθμό από τη μέθοδο διαμόρφωσης. Στη διαμόρφωση με ανοιχτά μήτρα, όπου το μέταλλο δεν περιορίζεται πλήρως από τις μήτρες, γενικά ισχύουν χαλαρότερες ανοχές. Αντίθετα, στη διαμόρφωση με κλειστά μήτρα (ή με μήτρα εντύπωσης), όπου το μέταλλο αναγκάζεται να εισέλθει σε μια ακριβώς κατεργασμένη κοιλότητα, επιτυγχάνεται πολύ μεγαλύτερος έλεγχος των διαστάσεων. Αυτή η ακρίβεια είναι η αιτία για την οποία η διαμόρφωση με κλειστά μήτρα προτιμάται κατά πολύ για πολύπλοκα αυτοκινητιστικά εξαρτήματα όπως τα γρανάζια και τα εξαρτήματα ανάρτησης.
Ο παρακάτω πίνακας παρέχει μια γενική επισκόπηση των τυπικών ανοχών για διαφορετικούς τύπους διαμόρφωσης, αν και οι συγκεκριμένες τιμές μπορεί να διαφέρουν ανάλογα με το μέγεθος, το υλικό και την πολυπλοκότητα του εξαρτήματος.
| Μέθοδος διαμόρφωσης | Τυπικό εύρος ανοχής | Συνηθισμένες Αυτοκινητοβιομηχανικές Εφαρμογές |
|---|---|---|
| Διαμόρφωση με κλειστά μήτρα / με μήτρα εντύπωσης | ±0,5 mm έως ±1,5 mm (μπορεί να είναι στενότερες) | Μπιέλες, γρανάζια, στροφαλοφόροι άξονες, πείροι τιμονιού |
| Ανοιχτή σφυρηλάτηση | ±1 mm έως ±3 mm (ή ±0,03″ έως ±0,125″) | Μεγάλοι άξονες, δακτύλιοι, αρχική διαμόρφωση μολυβδίων |
| Ακριβεία (διαμόρφωση καθαρού σχήματος) | ±0,1 mm έως ±0,3 mm | Γρανάζια υψηλής απόδοσης, πτερύγια τουρμπίνας |
Κύρια ζητήματα σχεδιασμού και υλικού για βέλτιστα όρια διαστάσεων στη διαμόρφωση με κοπανίσματα
Η επίτευξη βέλτιστων ορίων διαστάσεων στη διαμόρφωση με κοπανίσματα δεν είναι απλώς θέμα ορισμού ενός αριθμού· προκύπτει από μια ολιστική προσέγγιση που ξεκινά από το στάδιο του σχεδιασμού. Πολλοί βασικοί παράγοντες αλληλεπιδρούν προκειμένου να καθοριστεί η τελική ακρίβεια ενός διαμορφωμένου εξαρτήματος. Οι μηχανικοί και οι σχεδιαστές πρέπει να εξισορροπήσουν αυτούς τους παράγοντες για να δημιουργήσουν ένα εξάρτημα το οποίο είναι ταυτόχρονα εφικτό να κατασκευαστεί και να πληροί τις απαιτήσεις απόδοσης. Όπως αναφέρεται σε ένα τεχνικό σημείωμα από Κατασκευή φρεγάτων , ένας προσεκτικά σχεδιασμένος σχεδιασμός είναι θεμελιώδης για την επιτυχία.
Οι παρακάτω παράγοντες είναι κρίσιμοι όσον αφορά τα επιτεύξιμα όρια διαστάσεων για οποιοδήποτε διαμορφωμένο αυτοκινητιστικό εξάρτημα:
- Γεωμετρία και πολυπλοκότητα του εξαρτήματος: Οι απλούστερες μορφές είναι εξ ορισμού ευκολότερο να υποστούν διαμόρφωση με υψηλή ακρίβεια. Οι πολύπλοκοι σχεδιασμοί με βαθιές κοιλότητες, οξείες γωνίες ή λεπτά τοιχώματα μπορούν να εμποδίσουν τη ροή του μετάλλου μέσα στο καλούπι, με αποτέλεσμα να προκύψουν διαστασιακές αποκλίσεις. Οι επαρκείς ακτίνες καμπυλότητας και οι στρογγυλεμένες γωνίες είναι κρίσιμες για την ομαλή ροή του υλικού και την αποφυγή ελαττωμάτων.
- Επιλογή υλικού: Διαφορετικά υλικά συμπεριφέρονται διαφορετικά υπό την επίδραση θερμότητας και πίεσης. Κράματα όπως το χάλυβας, το αλουμίνιο και το τιτάνιο έχουν καθένα διαφορετικούς συντελεστές θερμικής διαστολής, χαρακτηριστικά ροής και συρρίκνωσης κατά την ψύξη. Η επιλογή του υλικού επηρεάζει άμεσα τον σχεδιασμό του καλουπιού και τις τελικές ανοχές που μπορούν να επιτευχθούν. Για παράδειγμα, η υψηλή θερμική αγωγιμότητα του αλουμινίου απαιτεί διαφορετικό έλεγχο διεργασίας από τον χάλυβα.
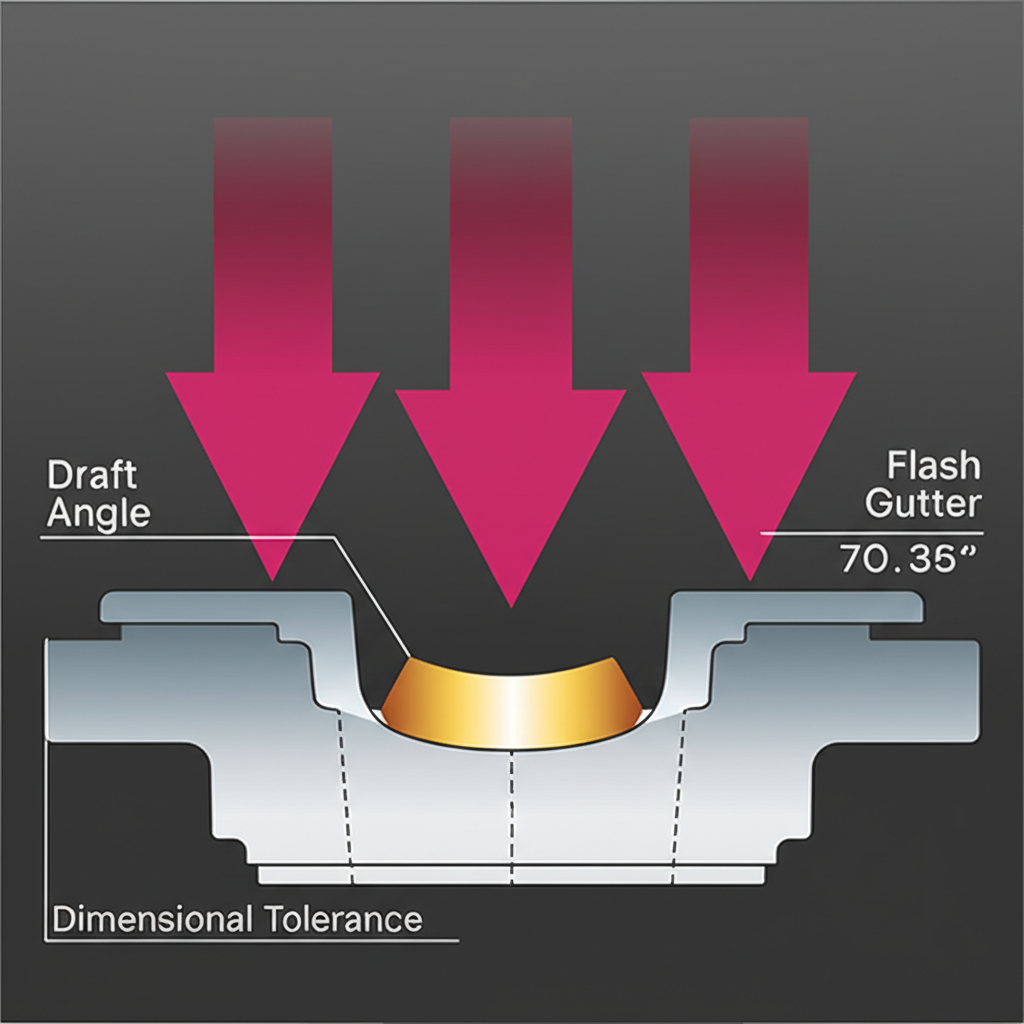
- Σχεδιασμός καλουπιού και γωνίες απόσταξης: Το ίδιο το καλούπι είναι ένα κύριο εργαλείο που καθορίζει το σχήμα του εξαρτήματος. Η κατάλληλη σχεδίαση του καλουπιού, συμπεριλαμβανομένης της ενσωμάτωσης γωνιών απόστασης (ελαφριές κλίσεις σε κάθετες επιφάνειες), είναι απαραίτητη για να επιτρέπεται η αφαίρεση του τελικού εξαρτήματος χωρίς βλάβη. Ανεπαρκής κλίση μπορεί να προκαλέσει παραμόρφωση και να επηρεάσει τις ανοχές.
- Θερμοκρασία Σφυρηλάτησης και Έλεγχος Διαδικασίας: Η θερμοκρασία του τεμαχίου και των καλουπιών πρέπει να ελέγχεται προσεκτικά. Οι διακυμάνσεις της θερμοκρασίας μπορούν να οδηγήσουν σε ασυμβατή ροή του υλικού και συρρίκνωση, επηρεάζοντας άμεσα τη διαστασιακή ακρίβεια. Οι αυτοματοποιημένες διαδικασίες παρέχουν τη συνέπεια που απαιτείται για την παραγωγή υψηλού όγκου στην αυτοκινητοβιομηχανία.
Η επιτυχής διαχείριση αυτών των παραγόντων απαιτεί συχνά συνεργασία με ειδικό σφυρηλάτησης. Για εταιρείες που αναζητούν εξαρτήματα υψηλής ποιότητας, η συνεργασία με έναν έμπειρο πάροχο είναι καθοριστική. Για παράδειγμα, Shaoyi Metal Technology προσφέρει εξειδικευμένες υπηρεσίες θερμής διαμόρφωσης με πιστοποίηση IATF16949 για την αυτοκινητοβιομηχανία, αποδεικνύοντας την εμπειρογνωμοσύνη στην κατασκευή καλουπιών και τον έλεγχο διεργασιών που απαιτείται για την τήρηση αυστηρών προδιαγραφών της αυτοκινητοβιομηχανίας, από την πρωτοτυποποίηση μέχρι τη μαζική παραγωγή.

Συχνές Ερωτήσεις
1. Ποιό είναι το πρότυπο DIN για τη διαμόρφωση;
Τα πρότυπα DIN (Deutsches Institut für Normung) καλύπτουν διάφορες πτυχές της διαμόρφωσης. Ένα σχετικό παράδειγμα είναι το DIN 1.2714, ένα πρότυπο υλικού για χάλυβα κράματος Cr-Ni-Mo-V, το οποίο συνιστάται για διαμόρφωση με κλειστά καλούπια λόγω της υψηλής αντοχής, ανθεκτικότητας στη φθορά και σκληρότητάς του. Αυτό το πρότυπο εξασφαλίζει ότι το ίδιο το υλικό είναι κατάλληλο για την παραγωγή ανθεκτικών και υψηλής αντοχής εξαρτημάτων.
2. Ποιό είναι το πρότυπο ASME για τη διαμόρφωση;
Η ASME (Αμερικανική Εταιρεία Μηχανικών Μηχανολόγων) παρέχει πολλά πρότυπα που εφαρμόζονται στη διαμόρφωση με κόφτη. Ένα βασικό εξ αυτών είναι το ASME B16.11, το οποίο καθορίζει απαιτήσεις για εξαρτήματα από σφυρήλατο χάλυβα, συμπεριλαμβανομένων των τάξεων, διαστάσεων, ανοχών, σήμανσης και απαιτήσεων υλικού. Αυτό το πρότυπο είναι κρίσιμο για τη διασφάλιση της συνέπειας και της ασφάλειας σε εφαρμογές υψηλής πίεσης.
3. Ποια είναι η ανοχή της διαμόρφωσης με ανοιχτή κύπελλο;
Η διαμόρφωση με ανοιχτή κύπελλο συνήθως έχει ευρύτερες ανοχές σε σύγκριση με τις μεθόδους διαμόρφωσης με κλειστή κύπελλο, επειδή το τεμάχιο εργασίας δεν περικλείεται πλήρως. Οι ανοχές μπορούν να κυμαίνονται από περίπου ±0,03 ίντσιες έως ±0,125 ίντσιες (περίπου ±0,8 mm έως ±3,2 mm) πριν από τη μηχανική κατεργασία, ανάλογα με το μέγεθος και την πολυπλοκότητα του εξαρτήματος. Αυτή η μέθοδος είναι πιο κατάλληλη για μεγαλύτερα εξαρτήματα ή αρχικές εργασίες σχηματισμού, όπου η ακριβής ακρίβεια δεν είναι πρωταρχικής σημασίας.