 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Fabricació de components de columna de direcció per estampació: guia de fabricació i materials
TL;DR
L'estampatge és el procés de fabricació dominant per a grans volums, crítics per a la seguretat components de columna de direcció d'estampatge , incloent suportes de muntatge, mecanismes d'ajust de raspador i jaquetes plegables. En comparació amb els mètodes de fosa tradicional, l'estampatge de metalls utilitzant acells de baixa aliatge d'alta resistència (HSLA) ofereix una reducció significativa de pes i preus més baixos de la peça, mantenint uns estandards rigorosos de proves de col·lisió. Aquesta guia examina la viabilitat tècnica, les estratègies de selecció de materials i els requisits dels proveïdors (com IATF 16949) necessaris per dissenyar conjunts de direcció robustos.
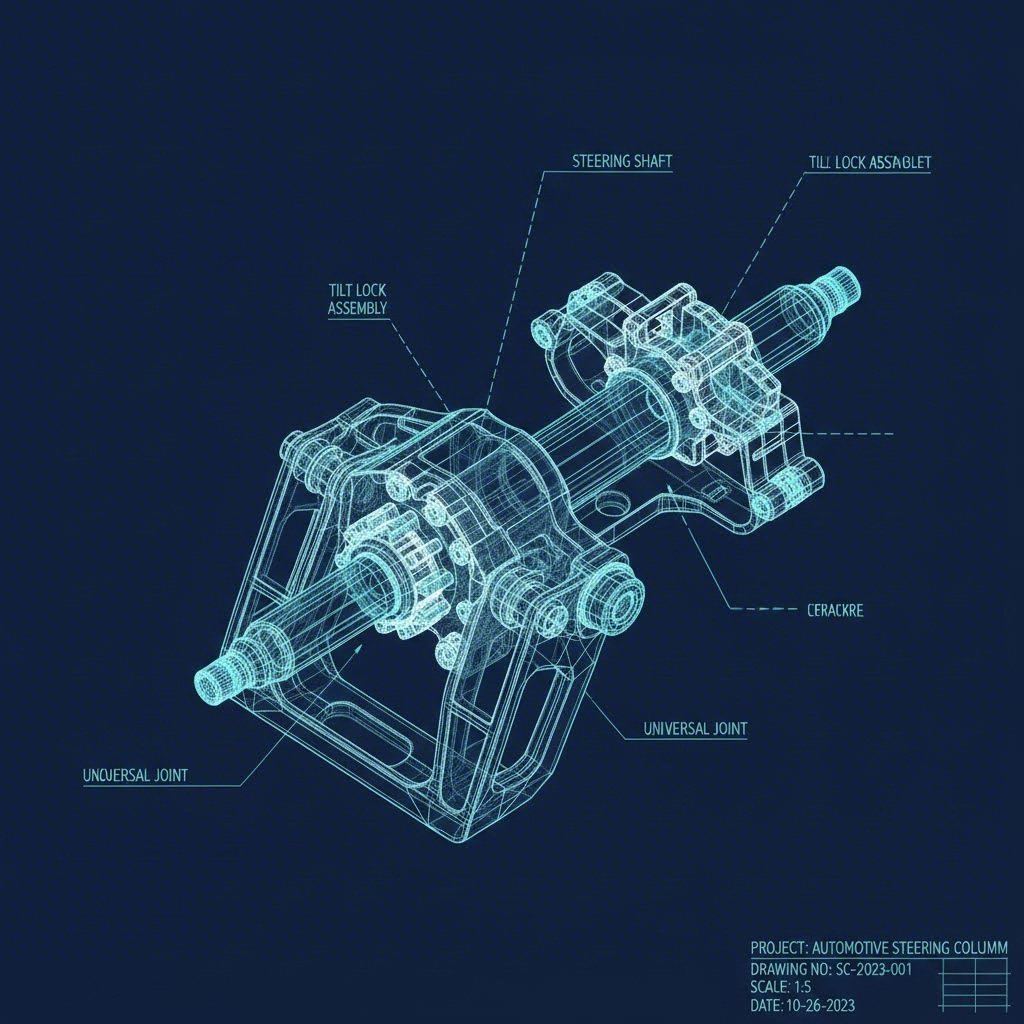
Components crítics estampats en columnes de volant
Les columnes de direcció modernes són subconjunts complexos que requereixen una alta precisió per garantir la seguretat i comoditat del conductor. El punxonat de metall permet als enginyers produir geometries complexes amb una gran repetibilitat. Els components següents són candidats principals per al punxonat progressiu i de transferència.
Suports de muntatge i refors estructurals
La columna de direcció ha d'estar fixada de manera rígida a la biga transversal del vehicle o al tabicam per evitar vibracions. En moltes aplicacions de mercat massiu, es prefereixen suports punxonats abans que d'alumini colat degut a la seva relació resistència-pes superior. Aquests suports solen estar formats en acer HSLA per suportar altes càrregues estàtiques i forces operatives dinàmiques sense deformar-se.
Mecanismes de inclinació i extensió
L'ergonomia del conductor depèn dels mecanismes d'ajust de inclinació (rake) i telescopiats (reach). Les plaques de bloqueig i les dents utilitzades en aquests sistemes sovint es premsen gairebé a la forma final. Sovint s'aplica el punxonat de precisió per assolir vores de cisallament netes necessàries per a un enclavament suau, eliminant operacions secundàries d'usinatge.
Jaquetes col·lapsables i zones de seguretat
En cas d'una col·lisió frontal, la columna de direcció està dissenyada per col·lapsar-se, absorbint energia per protegir el conductor. Això s'aconsegueix sovint mitjançant plaques absorbents d'energia premsades i laminades o suports amb forma de malla que es deformen de manera controlada. Els fabricants utilitzen motlles especialitzats per crear concentradors de tensió específics o corrugacions al metall, assegurant que el component es redueixi de manera predictible sota una càrrega precisa.
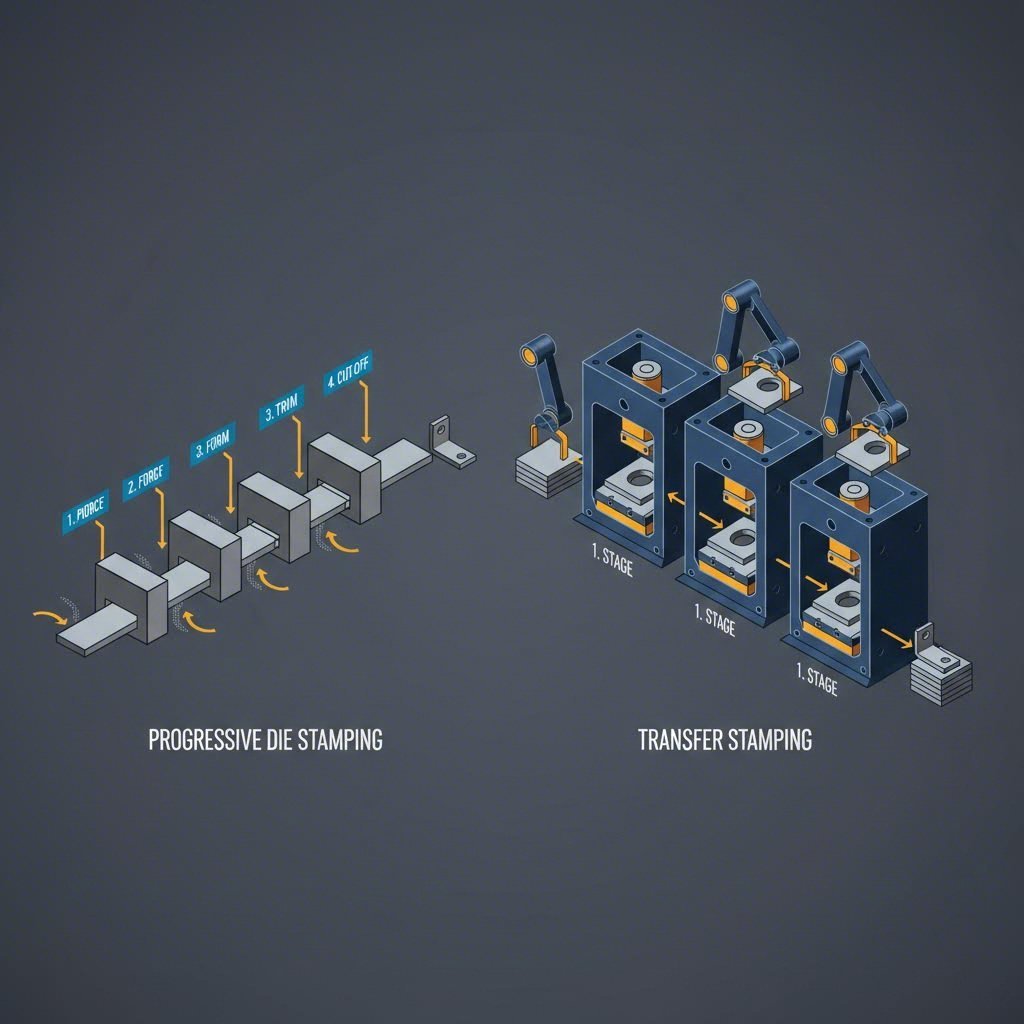
Processos de fabricació: estampació progressiva vs. estampació per transferència
Triar la metodologia d'estampació correcta és fonamental per equilibrar la inversió en utillatges amb el cost unitari. En el cas de components de columnes de direcció, la decisió sovint rau entre l'estampació progressiva i l'estampació per transferència.
Estampació amb matricial progressiva
Per a components més petits i d'alta volumetria, com pestells de bloqueig, clips i suports més petits, l'estampació progressiva és l'estàndard. En aquest procés, una bobina de metall s'alimenta a través d'un únic motlle amb múltiples estacions. Cada estació realitza una operació específica —tall, doblegament o perforació— mentre la tira avança. Aquest mètode assolir elevades corregudes per minut (SPM), reduint significativament el temps de cicle i el preu per peça en programes automotrius d'alta producció.
Estampació per transferència per a geometries complexes
Les carcasses estructurals més grans o components que requereixen embutits profunds sovint necessiten estampació per transferència. A diferència dels motlles progressius, on les peces romanen units a la tira, l'estampació per transferència mou fulles individuals entre estacions mitjançant dits mecànics. Això permet operacions d'embatiment més complexes i un millor aprofitament del material, essencial quan es treballa amb acers automotrius cars.
Des del prototip fins a la producció massiva
Validar la viabilitat de fabricació al principi de la fase de disseny és crucial. Sovent, els fabricants d'equips originals (OEM) exigeixen als proveïdors que demostrin la seva capacitat al llarg del cicle de vida del producte. Els fabricants capaços de cobrir el salt des de la prototipatge ràpid fins a la producció en massa ofereixen una avantatge estratègic. Per exemple, Shaoyi Metal Technology ofereix solucions d'estampació completes que s'escalen des de prototips inicials fins a fabricació d'alta volumetria, utilitzant premses d'hasta 600 tones per subministrar components clau com braços de control i subcarrosseries, tot adherint-se als estàndards IATF 16949.
Desafiaments d'enginyeria i selecció de materials
La conformació de peces d'embragatge crítiques per a la seguretat implica gestionar comportaments metal·lúrgics complexos. Els enginyers han de tenir en compte les propietats del material que afecten tant la fabricabilitat com el rendiment final de la peça.
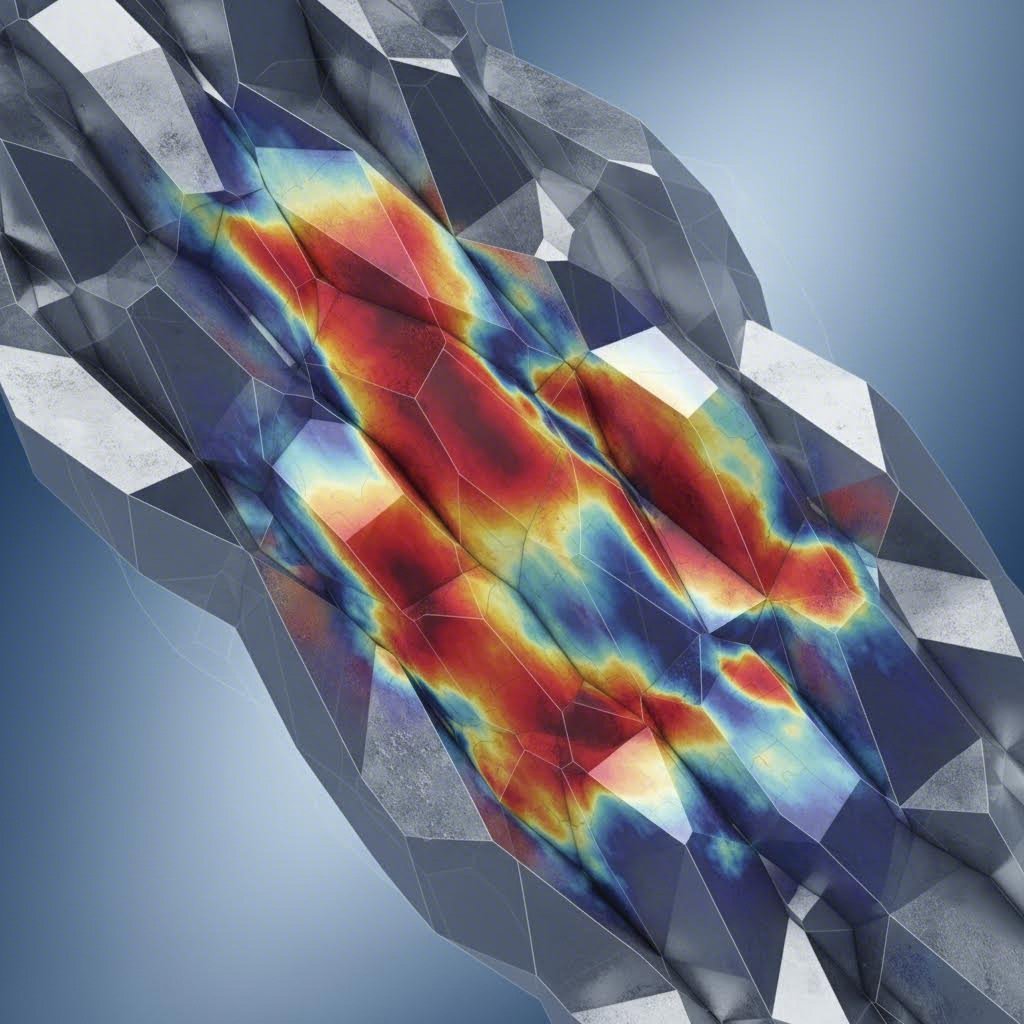
Gestió del reveniment en acers HSLA
Per reduir el pes del vehicle, els fabricants recorren cada cop més als acers d'alta resistència i baixa aliatja (HSLA). Tot i ser resistents, aquests materials presenten un reveniment significatiu: la tendència del metall a recuperar la seva forma original després de la conformació. Les estratègies de compensació en la fase de disseny del motlle, guiades per l'anàlisi mitjançant elements finits (FEA), són essencials per mantenir les toleràncies, especialment en peces aparellades en columnes telescòpiques.
Toleràncies estretes i resistència en cas d'impacte
Els components de direcció funcionen amb requisits de zero joc per garantir la precisió en la direcció. Les peces estampades han de mantenir toleràncies molt ajustades (sovint dins dels +/- 0,05 mm) per evitar sorolls o jocs. A més, el material ha de mantenir la ductilitat per evitar esquerdes durant la deformació ràpida d’un impacte. La selecció del tipus d’acer adequat implica equilibrar la resistència a la tracció per a la durabilitat amb les propietats d’allargament necessàries per a l’absorció d’energia.
Criteris de selecció de proveïdors per a l’estampació automotriu
L’adquisició de components estampats de direcció requereix un procés de selecció que va més enllà del preu. El sistema de gestió de qualitat i les capacitats tècniques del proveïdor són primordials.
- Certificació IATF 16949: Aquesta és la base no negociable per als proveïdors automotrius, assegurant que els sistemes de gestió de la qualitat estiguin alineats amb els requisits del fabricant d’equips originals (OEM).
- Capacitats internes de motlles i utillatges: Els proveïdors amb departaments interns d’utillatges poden respondre més ràpidament als canvis d’enginyeria i mantenir els motlles de manera més eficaç, reduint el temps d’inactivitat.
- Simulació i disseny conjunt: Els proveïdors de primer nivell utilitzen un programari de simulació per predir problemes de formació abans de tallar l'acer. Busqueu socis disposats a participar en el disseny de la part per optimitzar la geometria del procés d'estampatge.
- Assemblea de valor afegit: Molts components de la direcció requereixen operacions secundàries. Els proveïdors que ofereixen soldadura en línia, empalmat o muntament de suportes a tubs proporcionen una solució més completa, reduint la complexitat logística.
Resum de la viabilitat de fabricació
El canvi de la fosa a l'estampatge en la producció de columnes de volant és impulsat per la persecució implacable de la indústria automotriu de la reducció de pes i l'eficiència de cost. Aproveint processos avançats com l'estampatge progressiu a matriu i materials com l'acer HSLA, els enginyers poden dissenyar components que compleixin estrictes normes de seguretat i alhora optimitzar les mètriques de producció. L'èxit en aquest domini requereix una comprensió profunda del comportament del material i una associació amb fabricants capaços i certificats.
Preguntes freqüents
1.- El seu nom. Quins són els principals components d'un sistema de direcció?
Els components principals d'un sistema de direcció modern inclouen el volant, la columna de volant (que alberga l'eix i els mecanismes de seguretat), el tren de volant (rack i pinió o bola recirculadora) i les barres de lligadura que transfereixen força als nudons de volant a les rodes En els sistemes de volant elèctric (EPS), un motor elèctric i una ECU també estan integrats en la columna o el rack.
2. Quin component transfereix la força de direcció a les rodes?
Les barres de lligadura són els components crítics de lligament que transfereixen el moviment lateral del tren de volant als nudons de volant a les rodes. Són responsables de empènyer i tirar de les rodes per canviar el seu angle, assegurant que el vehicle respon amb precisió a la entrada del conductor.