 Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —
Petits lots, altes estàndards. El nostre servei d'prototipatge ràpid fa que la validació sigui més ràpida i fàcil —

Empreses de tall de metall desxifrades: de la sol·licitud de pressupost a les peces acabades

Entenent les empreses de tall de metall i el seu paper en la fabricació
Quan necessiteu peces metàl·liques personalitzades —ja sigui per a un prototip, una sèrie de producció o un projecte especialitzat—, on us heu d’adreçar? La resposta es troba en les empreses de tall de metall, els fabricants especialitzats que transformen làmines metàl·liques i materials en brut en components amb formes i mides precises . Aquests proveïdors de serveis constitueixen un eslabó fonamental entre els vostres conceptes de disseny i les peces tangibles i funcionals.
Què fan realment les empreses de tall de metall
Les empreses de tall de metall són fabricants especialitzats que extreuen material de peces de treball metàl·liques per crear formes i mides desitjades. Segons Mark Metals , el tall de metall comprèn una àmplia gamma de tècniques, com ara el serrats, el cisellat, la perforació, la rectificació, el tall per jet d’aigua i el tall làser. No obstant això, aquestes empreses solen oferir molt més que només el tall.
Penseu en una empresa de tallat metàl·lic com al vostre proveïdor integral de fabricació. Gestiona tot, des del tallat làser de precisió de dissenys complexos fins a la fabricació industrial a gran escala de components estructurals. Moltes empreses de serveis de tallat metàl·lic també ofereixen operacions secundàries: processos de formació, unió i acabat que transformen les peces des de talls bruts fins a components llestos per utilitzar.
L'abast dels serveis varia àmpliament. Algunes empreses de tallat metàl·lic s'especialitzen en tecnologies específiques com sistemes làser de fibra o hidrotallat, mentre que altres actuen com a fabricants integres que ofereixen:
- Tallat làser, tallat per hidrotallat i tallat per plasma
- Operacions de doblegament i conformació CNC
- Serveis de soldadura i muntatge
- Acabats superficials com recobriment en pols, anodització i galvanoplàstia
- Inspecció de qualitat i documentació de certificació
L'estructura bàsica de fabricació en què confieu
Per què hauríeu de preocupar-vos per entendre aquest sector? Perquè, tant si sou un enginyer que dissenya suports automotrius, com si sou un desenvolupador de productes que fa prototips d'envoltenys d'electrònica de consum, o un contractista que adquireix components estructurals, probablement treballareu amb aquests fabricants en algun moment.
Les empreses modernes de serveis de tall de metalls atenen gairebé tots els sectors imaginals. Segons Xometry, solen donar suport als sectors aeroespacial, de defensa, automotriu, energètic, industrial, mèdic, dental i de productes de consum. Les seves capacitats van des de prototips de baix volum i alta varietat fins a sèries de producció massiva que es compten en milers o milions d’unitats.
L'eficiència que aquestes empreses ofereixen prové de l'equipament especialitzat i de l'experiència tècnica. Les empreses fabricants d'eines per tallar metalls invertiran importants sumes en maquinària avançada: làsers de fibra que tallen amb una precisió de nivell micromètric, jectes d'aigua que seccionen gairebé qualsevol material i sistemes automatitzats que asseguren una qualitat constant en lots de producció de gran volum. Aquesta especialització comporta temps d'entrega reduïts i un control de qualitat millorat, comparat amb la fabricació interna.
En les seccions següents, descobrireu com funcionen les diferents tecnologies de tall, quins mètodes són adequats per a materials i aplicacions concretes, i com gestionar tot el procés, des de la sol·licitud inicial de pressupost fins a la lliurament de les peces acabades. També aprendreu criteris pràctics per avaluar empreses fabricants d'eines per tallar metalls i preparar els vostres projectes perquè tinguin èxit. Considereu aquesta guia com la vostra referència completa per convertir-vos en un client ben informat al mercat de la fabricació metàl·lica.
Tecnologies de tall de metalls i funcionament de cada mètode
Així que sabeu què fan les empreses de tall de metall, però com tallen l'acer, l'alumini o el titani amb tanta precisió? La resposta depèn completament de la tecnologia que utilitzin. Cada mètode de tall funciona segons principis fonamentalment diferents, i entendre aquestes diferències ajuda a triar l'enfocament adequat per al vostre projecte.
Analitzem les cinc grans tecnologies de tall que us trobareu quan treballeu amb empreses de tall làser de metall i altres proveïdors de serveis de fabricació.
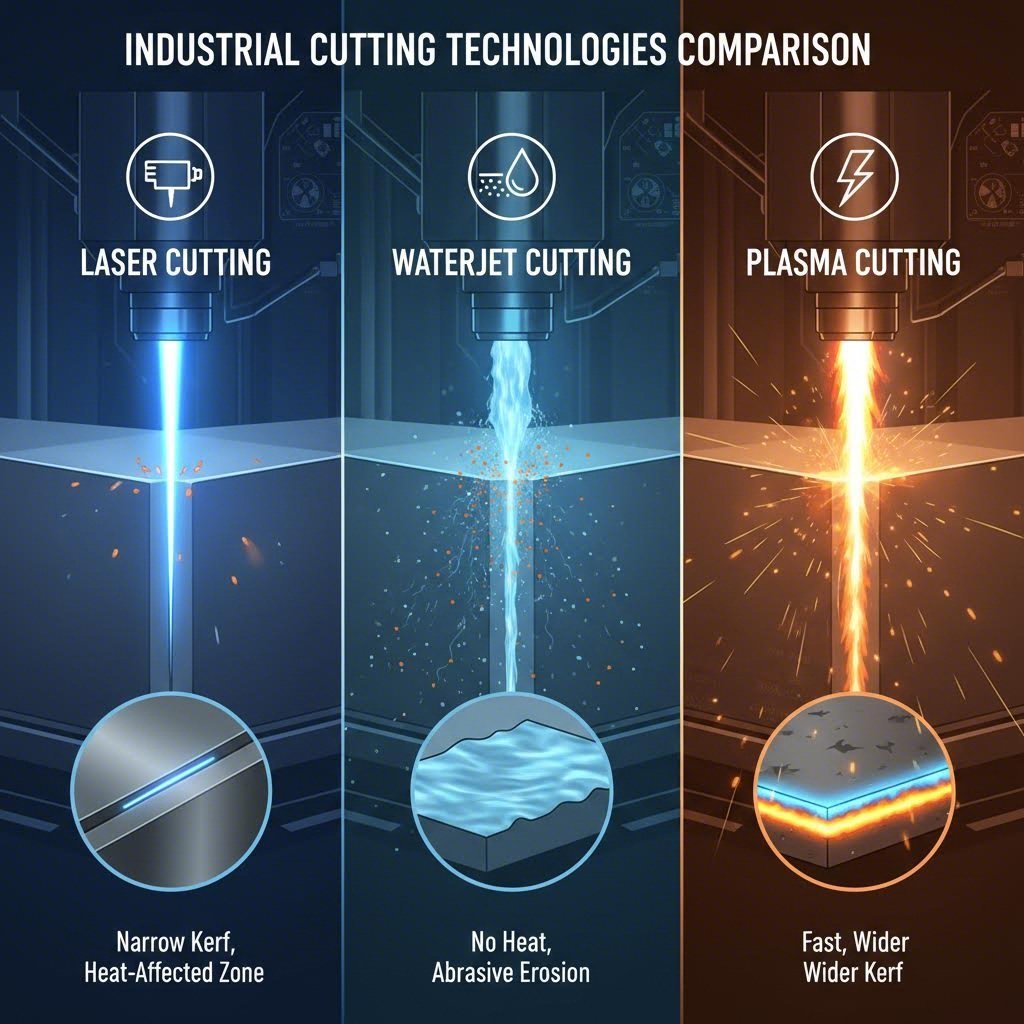
Tall làser explicat
Imagineu-vos concentrant la llum solar a través d'una lent d'augment; ara multipliqueu aquesta intensitat per milers. Aquest és el principi bàsic del tall làser. Un raig de llum altament concentrat subministra prou energia per fondre, cremar o vaporitzar el metall al llarg d'un camí controlat amb precisió.
Avui en dia, dos tipus de làsers dominen el sector: els làsers de fibra i els làsers de CO2. Segons HPC Laser , les màquines de tall per làser de fibra utilitzen fibres òptiques dopades amb elements de terres rares com l'itèrbi per generar el seu feix. Aquesta tecnologia destaca en el tall de metalls reflectants, incloent-hi acer, acer inoxidable, aluminio, llautó, coure i titani.
Els avantatges dels làsers de fibra són notables:
- Precisió excepcional amb mínima amplada de tall
- Altes velocitats de tall, especialment en materials prims
- Requisits de manteniment més baixos que els sistemes CO2
- Eficiència Energètica Superior
- Excel·lent rendiment en metalls reflectants
Els làsers CO2, que operen a una longitud d'ona diferent (10,6 micròmetres), continuen sent l'opció preferida per al tall de no metàl·lics com l'acrílic i certs plàstics. Tanmateix, les companyies de màquines de tall de metall amb làser de fibra han conquerit en gran mesura el mercat d'aplicacions de processament de metalls gràcies a les seves avantatges en velocitat i eficiència.
Quan cal especificar el tall per làser? Segons Wurth Machinery la tecnologia làser pren la capdavantera quan es necessiten detalls fins, forats precisos o vores neta en fulles primes. És ideal per a la fabricació d’electrònica, dispositius mèdics i components de precisió, on fins i tot petites desviacions poden comprometre el funcionament. Les empreses que fabriquen màquines de tall làser per xapa metàl·lica sovint aconsegueixen toleràncies dins de ±0,005 polzades en materials de gruix fi.
Aigua a pressió frente a tecnologia de plasma
I si la calor és el vostre enemic? Certs materials es deformen, es duressin o perden les seves propietats quan s’exposen a altes temperatures. Aquí és on brilla el tall amb aigua a pressió.
Una empresa de tall amb aigua a pressió per metall utilitza un enfocament completament diferent: aigua a alta pressió (normalment de 60.000 PSI o superior) mesclada amb partícules abrasives com la granat. Aquest jet talla el metall sense generar calor, eliminant completament les zones afectades tèrmicament. Zintilon assenyala que el tall amb aigua a pressió és especialment adequat per a materials sensibles a la calor, com l’alumini i el titani, on la distorsió tèrmica seria problemàtica.
Les principals avantatges del tall amb aigua són:
- Cap zona afectada per la calor ni distorsió del material
- Capacitat de tallar gairebé qualsevol material: metalls, pedra, vidre, materials compostos
- Excel·lent per a materials gruixuts i talls superposats
- Cap enduriment dels extrems tallats
- Ecològic amb residus mínims
El tall amb plasma funciona en l'extrem oposat de l'espectre. Utilitza un arc elèctric combinat amb gas comprimit per crear plasma sobrecalentat que fon metalls conductors. Empreses de tall de xapa fina amb plasma i grans fabricants igualment confien en aquesta tecnologia per la seva velocitat excepcional en materials gruixuts.
Segons les proves realitzades per Wurth Machinery, el tall amb plasma en acer d'una polzada és aproximadament entre 3 i 4 vegades més ràpid que el tall amb aigua, amb uns costos operatius d'aproximadament la meitat per peu. Si esteu treballant amb acer estructural, components d'equip pesant o aplicacions de construcció naval, el tall amb plasma ofereix una eficàcia en cost sense comparació.
Tanmateix, les empreses de tall amb plasma de metalls pintats es troben amb limitacions: aquest procés només funciona amb materials elèctricament conductors i produeix una obertura més amplia que el tall làser. Per a metalls conductors gruixuts on la precisió no és fonamental, el tall amb plasma continua sent l'eina principal de la indústria.
Quan té sentit el tall mecànic
No tots els treballs de tall requereixen solucions d'alta tecnologia. Les empreses de tall de metall CNC sovint recorren a mètodes mecànics com el fresat, serrat, cisallat i punxonat per a aplicacions específiques.
El fresat CNC utilitza eines de tall giratòries per eliminar material, de manera similar a les operacions de fresat. Aquest mètode funciona bé amb metalls més tous i aplicacions que requereixen perfils de vora específics o contorns 3D complexos. De tant en tant, les empreses de màquines de tall làser complementen les seves capacitats làser amb fresat en aplicacions on el làser no és ideal.
La cisalladura i el punxonat mecànics continuen sent econòmics per a la producció en gran volum de formes senzilles. Aquests processos són ràpids, requereixen una configuració mínima i produeixen resultats consistents en xapes fines de metall. Les premses punxonadores de torreta poden produir desenes de forats per minut, velocitats que ni tan sols els làsers poden igualar en certes operacions.
L'EDM per fil (maquinatge per descàrrega elèctrica) ocupa un nínxol únic. Aquest procés utilitza descàrregues elèctriques d'un fil fi per erosionar el material amb extrema precisió. Zintilon explica que l'EDM per fil destaca en metalls durs i geometries complexes que requereixen toleràncies ajustades, cosa que el fa inestimable per a treballs d'eines i matrius, components aerospacials i peces mecàniques intrincades.
| TECNOLOGIA | Millors materials | Rang d'espessor | Nivell de precisió | Característiques de velocitat |
|---|---|---|---|---|
| Làser de Fibra | Acer, inoxidable, aluminio, llautó, coure, titani | Fins a 1" (varia segons la potència) | ±0,005" típic | Molt ràpid en materials prims; es redueix en els gruixuts |
| Làser CO2 | Metalls, acrílics, plàstics, fusta | Fins a 1" en metalls | ±0,005" típic | Ràpid; lleugerament més lent que la fibra en metalls |
| Jet d'aigua | Qualsevol material (metalls, pedra, vidre, compostos) | Fins a 12"+ depenent del material | ±0,003" a ±0,010" | Més lent que el plasma/làser; no té limitacions tèrmiques |
| PLASMA | Només metalls conductors (acer, alumini, coure) | des de calibre 26 fins a 6"+ de gruix | ±0,020" típic | El més ràpid en metalls conductors gruixuts |
| Tall CNC | Metalls més tous, plàstics i materials compostos | Varia segons el material | ±0,005" a ±0,010" | Moderada; idònia per a contorns 3D |
| Tall amb fil EDM | Qualsevol metall conductor, especialment acers endurits | Fins a 16" típic | ±0,0001" possible | Lenta; prioritza la precisió per sobre de la velocitat |
Comprendre aquestes tecnologies us ajuda a comunicar-vos de manera eficaç amb els vostres socis de fabricació i a seleccionar el mètode de tall adequat per a les vostres necessitats concretes. Tanmateix, la tecnologia només és una part de l’equació: els materials que esteu tallant tenen un paper igualment important a l’hora de determinar l’enfocament òptim.
Capacitats segons els materials i el gruix als diferents mètodes de tall
Ara que enteneu com funciona cada tecnologia de tall , aquí hi ha la pregunta clau: quin mètode funciona millor per al metall específic que heu de tallar? La resposta no sempre és senzilla, ja que les propietats del material influeixen notablement en el rendiment del tall. La reflectivitat, la conductivitat tèrmica, la duresa i el gruix tenen un paper decisiu a l’hora de determinar l’enfocament òptim.
Les empreses de tall de xapa metàl·lica es troben diàriament amb desenes d’aliatges diferents. Comprendre com interactuen aquests materials amb diverses tecnologies de tall us ajuda a especificar el procés adequat i a evitar errors costosos que poden provocar retards en els projectes.
Guia d’aparellament material-mètode
Cada metall porta característiques úniques a la taula de tall. Examinem els materials més comuns i els seus enfocaments de tall ideals.
Acer inoxidable
La combinació de resistència a la corrosió i resistència mecànica de l'acer inoxidable el converteix en un material molt utilitzat en diversos sectors industrials. Les empreses especialitzades en tall de xapa metàl·lica amb làser solen recomanar el tall amb làser de fibra per a l'acer inoxidable d'una gruixor d'1 polzada com a màxim, degut a la seva excel·lent qualitat de cantell i velocitat. Per a seccions més gruixudes, el tall per plasma ofereix un processament econòmic, mentre que el tall per hidrojet preserva les propietats del material quan hi ha preocupacions relacionades amb la sensibilitat al calor.
- Mètodes òptims: làser de fibra (per gruixos fi ns a mitjans), plasma (per seccions gruixudes), hidrojet (per aplicacions sensibles al calor)
- Consideració clau: Un contingut més elevat de crom pot afectar la velocitat de tall amb làser
Alumini
L'elevada reflectivitat de l'alumini va fer que, en el passat, fos difícil de tallar amb làser, però els làsers de fibra moderns ho fan amb facilitat. Segons StarLab CNC , els làsers de fibra destaquen en el tall de fulls d'alumini, mentre que el tall per plasma funciona bé en plaques d'alumini més gruixudes. L'hidrojet continua sent l'opció premium quan es necessita una zona afectada pel calor nul·la — especialment important en aplicacions aeroespacials, on la integritat del material és imprescindible.
- Mètodes òptims: Làser de fibra (grosor de fulla fins a 0,5 polzades), tall per jet d’aigua (materials sensibles a la calor), plasma (placades més gruixudes)
- Consideració clau: La conductivitat tèrmica requereix ajustos de potència més elevats per al tall làser
Acer al carboni i acer dolç
L’acer al carboni és el material bàsic per als tallats i la fabricació metàl·lica. Es talla bé amb gairebé totes les tecnologies, de manera que la selecció del mètode depèn principalment del gruix i de la precisió requerida. Les fulles fines responen excel·lentment al tall làser, mentre que les placades gruixudes (més d’1 polzada) són l’àrea òptima del tall per plasma.
- Mètodes òptims: Làser (fins a 1 polzada), plasma (0,5 a 6 polzades o més), tall per jet d’aigua (qualsevol gruix)
- Consideració clau: El tall per plasma ofereix la millor relació velocitat-cost en l’acer al carboni gruixut
Coure i Brass
Aquests metalls altament reflectants eren tradicionalment difícils de treballar amb sistemes làser. Els làsers de fibra d'alta potència d'avui en dia han resolt en gran mesura aquest repte, tot i que les empreses fabricants de màquines de tall de fulla metàl·lica encara actuen amb precaució quan es treballa coure fi per evitar reflexions cap enrere que podrien danyar l'equipament. El tall per jet d'aigua continua sent una alternativa fiable que evita completament els problemes derivats de la reflectivitat.
- Mètodes òptims: Làser de fibra (amb potència adequada), jet d'aigua (segur per a totes les gruixos), plasma (aplicacions limitades)
- Consideració clau: La conductivitat tèrmica del coure dissipa el calor de forma ràpida, cosa que requereix paràmetres ajustats
Aliatges especials (titani, Inconel, acers per a eines)
Quan treballeu amb aliatges exòtics, els riscos i els costos augmenten ràpidament. Les empreses de serveis de tall per làser de xapa solen recomanar el tall per jet d’aigua per a titani i superaliatges a base de níquel, ja que el procés de tall en fred preserva les propietats metal·lúrgiques. L’EDM amb fil permet treballar aceroses d’eina endurides amb una precisió inigualable, cosa que el fa indispensable per a aplicacions d’eines.
- Mètodes òptims: jet d’aigua (preserva les propietats), EDM amb fil (materials endurits), làser de fibra (amb experiència)
- Consideració clau: molts aliatges especials requereixen proves posteriors al tall per verificar la integritat del material
Capacitats de gruix segons el tipus de metall
L’escorça sovint és el factor determinant a l’hora d’escollir un mètode de tall. A continuació us mostrem què podeu esperar de les capacitats d’una empresa de tall de xapa:
Materials d’escorça prima (menys de 0,125")
El tall làser domina aquesta gamma. El feix concentrat produeix una amplària mínima de tall, toleràncies ajustades i una qualitat d'aresta impecable. Les avantatges de velocitat són espectaculars: un làser de fibra pot tallar acer de calibre 20 a més de 800 polzades per minut. El tall per hidrojet i plasma pot tractar materials fins, però rarament té sentit econòmic llevat que sigui crític evitar la calor.
Espessor mitjà (0,125" a 0,75")
Aquesta és la zona competidora on la selecció del mètode depèn de les prioritats. Necessiteu precisió i vores netes? El tall làser ho ofereix. Prioritzeu la velocitat i el cost en metalls conductors? El tall per plasma destaca. Necessiteu zero distorsió tèrmica? L’hidrojet és la vostra resposta. Segons Gauer Metal Products, l’enfocament adequat depèn de factors com el tipus de metall, el gruix i la precisió que exigeixi el vostre projecte.
Placa gruixuda (0,75" i superior)
A mesura que augmenta el gruix del material, el tall per plasma i el tall per jet d’aigua prenen protagonisme. El procés de tall per plasma pot treballar acer d’1 polzada a més de 100 polzades per minut —aproximadament 3-4 vegades més ràpid que el tall per jet d’aigua—, el que el converteix en la màquina de producció per excel·lència per a la fabricació d’estructures, equipaments pesats i construcció naval. El tall per jet d’aigua pot gestionar materials encara més gruixuts (fins a 12 polzades o més en alguns sistemes) i continua sent essencial quan no es pot acceptar cap zona afectada tèrmicament.
Les propietats del material condicionen la selecció del mètode tant com el gruix. Una placa d’alumini de 0,5 polzades es pot tallar magníficament amb làser de fibra, mentre que el mateix gruix en coure podria comportar-se millor amb un jet d’aigua per evitar les complicacions derivades de la reflectivitat.
Comprendre aquestes relacions entre materials i mètodes us posa en una millor posició a l’hora de parlar del vostre projecte amb socis de fabricació. Sabreu quines preguntes fer i podreu avaluar si les recomanacions d’un taller s’ajusten a les millors pràctiques del sector. A continuació, revisarem tot el flux de treball de fabricació, des de la vostra sol·licitud inicial de pressupost fins a la recepció de les peces acabades al vostre embarcador.
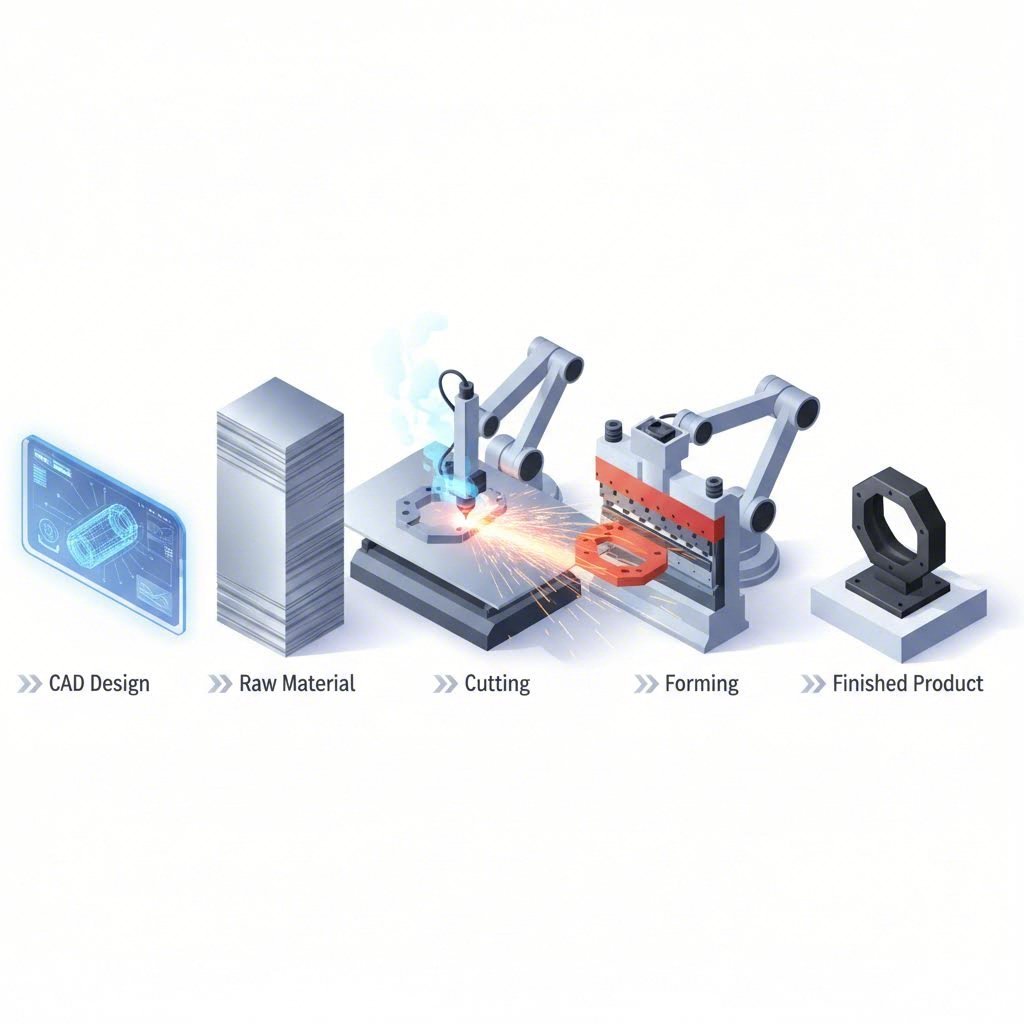
El procés complet de tall metàl·lic des del principi al final
Heu seleccionat la vostra tecnologia de tall i identificat el material adequat: què passa ara realment quan contracteu una empresa de tall metàl·lic? Comprendre tot el flux de treball de fabricació elimina incerteses i us ajuda a preparar projectes que transcorrin sense problemes des del concepte fins a la finalització.
Tant si esteu treballant per primera vegada amb empreses de tall personalitzat de metall com si voleu optimitzar una relació existent, conèixer cada etapa del procés us permet mantenir el control. Recorrem junts el camí que segueixen les vostres peces des del primer contacte fins a la lliurament final.
De la sol·licitud de pressupost a les peces acabades
El procés de fabricació segueix una seqüència lògica, encara que els terminis variïn segons la complexitat, el volum i els vostres requisits específics. Segons H&S Manufacturing , la fabricació personalitzada de xapa metàl·lica compren moltes etapes diferents de producció. Això és el que podeu esperar:
-
Tramitació de fitxers i contacte inicial
El vostre projecte comença quan envieu els fitxers de disseny al fabricant triat. La majoria d'empreses de tall de xapa metàl·lica accepten formats CAD estàndard, com ara fitxers DXF, STEP i IGES. Alguns serveis de fabricació ràpida —com els oferts per Approved Sheet Metal— proporcionen sistemes interactius de pressupostos on pugeu els fitxers i rebreu preus en poques hores. Incloeu en aquesta fase qualsevol nota especial sobre toleràncies, quantitats o requisits d'acabat. -
Revisió del disseny i enginyeria
Durant aquesta fase, els fabricants analitzen el vostre disseny per verificar la seva fabricabilitat. H&S Manufacturing assenyala que això pot incloure la creació de prototips i l'execució d'estudis de viabilitat per determinar els materials i processos adequats. Els equips experimentats d'empreses personalitzades de tall de metall detectaran possibles problemes: característiques que podrien no tallar-se netament, radis de doblegament que podrien provocar fissures o toleràncies que requereixin enfocaments alternatius. Aquesta revisió col·laborativa estalvia temps i diners posteriorment. -
Pressupost i aprovació
Rebreu un pressupost detallat que cobreix els costos de materials, les operacions de tall, els processos secundaris i la lliurament. Algunes empreses de tall per làser i estampació de xapa metàl·lica ofereixen pressupostos el mateix dia per a projectes senzills, mentre que els muntatges complexos poden requerir diversos dies de revisió tècnica. Un cop hàgiu aprovat el pressupost i confirmat les quantitats, la vostra comanda entra a la cua de producció. -
Adquisició i preparació de materials
El vostre fabricant adquireix el material especificat o el treu de les existències actuals. Segons H&S Manufacturing, els fabricants de qualitat inspeccionen els materials en brut en cerca de defectes abans del procés. La xapa metàl·lica es talla a les mides adequades mitjançant cisalles o equipament làser abans que comenci l’operació principal de tall. -
Operació principal de tall
Aquí és on prenen forma les vostres peces. Els fitxers CAD es converteixen en instruccions per a les màquines que guien làsers, jets d’aigua o torxes de plasma al llarg de trajectòries de tall precises. L’equipament modern opera amb mínima intervenció humana, tot i que operadors qualificats supervisen la qualitat durant tot el procés. Segons la capacitat de la vostra empresa de tall de xapa metàl·lica i la prioritat del vostre comandament, aquesta fase pot durar hores per a treballs senzills o diversos dies per a sèries de producció complexes. -
Operacions secundàries
El tall sovint només és l’inici. Moltes peces requereixen processaments addicionals abans de quedar acabades: doblegat, soldadura, inserció de components o muntatge. A continuació, analitzarem detalladament aquests passos essencials. -
Acabat i tractament superficial
Els tractaments superficials milloren tant l’aspecte com el rendiment. Les opcions van des del desburrat simple fins al revestiment en pols, la galvanització o l’anodització. El vostre fabricant aplica els acabats especificats segons les vostres necessitats. -
Inspecció de Qualitat
Abans de l'enviament, les peces sotmeten a una verificació dimensional i a una inspecció visual. Els fabricants amb certificacions ISO 9001 o similars segueixen protocols d'inspecció documentats fent servir equips de mesura de precisió. -
Embalatge i lliurament
Les peces s'embalen per evitar danys durant el transport. Els serveis urgents d'empreses com Approved Sheet Metal poden lliurar peces planeres tallades amb làser en un termini tan curt com el dia següent: si realitzeu la comanda abans de les 10:00 h, rebreu les peces abans de les 10:00 h del dia següent.
Què passa després del tall
L'operació de tall produeix perfils plans, però la majoria de peces funcionals requereixen un processament addicional. Comprendre aquests serveis secundaris us ajuda a avaluar si un fabricant pot lliurar realment peces acabades o només peces tallades que necessiten un treball addicional en un altre lloc.
Doblegat i conformació CNC
Les peces tallades planes sovint necessiten una forma tridimensional. Les doblegadores CNC utilitzen eines de precisió per crear dobles exactes amb angles i ubicacions especificats. Segons H&S Manufacturing, el procés de conformació fa servir premses hidràuliques i doblegadores controlades numèricament per ordinador (CNC) per assolir resultats precisos. Les operacions habituals inclouen dobles en V, canals en forma de U, formes de caixa i geometries complexes amb múltiples dobles. En peces dissenyades adequadament, es poden assolir toleràncies de ±0,005 polzades.
Eliminació de burilles i tractament de vores
Les operacions de tall deixen graus variables de rugositat a les vores, segons el mètode emprat. El tall per làser produeix normalment vores relativament netes, mentre que el tall per plasma i el tall mecànic poden deixar burilles més significatives. L’eliminació de burilles suprimeix les vores afilades que podrien causar lesions durant la manipulació o interferir amb el muntatge. Els mètodes van des del esmolat manual fins a l’abrasió automàtica i l’acabat vibratori.
Soldadura i unió
Quan el vostre disseny requereix múltiples peces unides entre si, la soldadura crea unions permanents. H&S Manufacturing explica com els soldadors fusionen les peces aplicant calor i pressió, fent que les superfícies metàl·liques escalfades s’unin i es refredin per formar unions resistents. La soldadura MIG, la soldadura TIG i la soldadura per punts són adequades per a diferents aplicacions i combinacions de materials. El rematat ofereix un mètode alternatiu d’unió mecànica per a determinades muntatges.
Opcions d'acabat superficial
Els tractaments de acabat protegeixen les peces i milloren l’estètica. Les opcions habituals inclouen:
- Revestiment en pols: Un procés sec d’aplicació electrostàtica que produeix acabats duradors i atractius en gairebé qualsevol color
- Pintura: Revestiments a base d’aigua o de dissolvent aplicats per aspersió en una o més capes per a la protecció contra la corrosió i l’aspecte estètic
- Revestiment: Processos d’electrodeposició o d’electrodeposició sense corrent que apliquen capes fines de metall per millorar la duresa, la resistència a la corrosió o la conductivitat
- Anodització: Un procés electroquímic que genera capes d’òxid protectores sobre peces d’alumini
Muntatge de components i muntatge
Molts fabricants ofereixen serveis clau en mà, incloent la inserció de fixadors PEM, inserts roscats i muntatge de components. Això consolida la vostra cadena d'aprovisionament: en lloc de gestionar per separat proveïdors de tall, acabat i muntatge, una única empresa de tall personalitzat de metall gestiona el paquet complet.
Treballar amb un fabricant que ofereix serveis secundaris complets optimitza la vostra cadena d'aprovisionament i redueix la càrrega de coordinació per al vostre equip.
Comprendre aquest flux de treball complet us ajuda a establir expectatives realistes sobre els terminis i a preparar projectes que avancin eficientment durant la producció. Però abans de presentar la primera sol·licitud de pressupost, cal assegurar-se que els fitxers de disseny i les especificacions estan correctament preparats, cosa que ens porta a les millors pràctiques de preparació del projecte.
Preparació del vostre projecte per als serveis de tall de metall
Heu trobat la tecnologia de tall adequada, heu identificat el vostre material i compreneu el flux de treball de fabricació. Però aquí és on molts projectes es bloquegen: fitxers de disseny incomplets o amb un format inadequat. Les empreses especialitzades en tall personalitzat de làmines metàl·liques reben centenars de sol·licituds de pressupostos; aquelles que disposen d'una documentació completa i precisa passen al capdavant de la cua, mentre que les altres són retornades per demanar-ne aclariments.
Dediquar temps a preparar correctament el vostre projecte estalvia dies (i, de vegades, setmanes) de comunicació anàl·lítica. Ja treballeu amb una empresa especialitzada en tall de metall CNC personalitzat per a components de precisió o amb un fabricant d’alta capacitat per a sèries de producció, aquests passos de preparació s’apliquen universalment.
Preparació dels fitxers de disseny
Els vostres fitxers CAD són el plànol que impulsa tot el procés de fabricació. Segons RapidDirect, els fitxers CAD contenen les dades necessàries sobre les característiques, les dimensions i la geometria d’una peça; són l’estructura fonamental del procés d’usinatge CNC.
La majoria d'empreses de tall personalitzat de làmines metàl·liques accepten diversos formats de fitxer estàndard, tot i que les preferències varien. Aquests són els formats que hauríeu de tenir preparats:
- STEP (.STP): L'estàndard d'or per a models 3D. Els fitxers STEP ofereixen una excel·lent conservació de la geometria i són compatibles amb gairebé tots els sistemes CAD i CAM. Si només en podeu enviar un format, aquest ha de ser aquest.
- DXF (.dxf): Ideal per a operacions de tall 2D. Els fitxers DXF defineixen clarament els patrons plans i són universalment acceptats per al tall per làser, per jet d'aigua i per plasma.
- IGES (.igs): Un format més antic però encara molt utilitzat, especialment per a models de superfície i sistemes antics. IGES gestiona bé les estructures de filferro i els dibuixos 2D.
- Formats CAD nadius (.SLDPRT, .PRT, X_T): Els fitxers de SolidWorks, Siemens NX i Parasolid conserven tota la història de disseny i les dades paramètriques, cosa que és útil quan l'empresa de serveis de tall personalitzat de làmines metàl·liques utilitza programari compatible.
RapidDirect indica que els fitxers STP i X_T són coneguts per les seves precises capacitats de modelatge sòlid, el que és essencial per mantenir l'exactitud dimensional durant la generació de trajectòries d'eina. En cas de dubte, exporteu el vostre disseny com a fitxer STEP juntament amb el format natiu per garantir la compatibilitat.
Llista de comprovació per a la preparació de fitxers
Abans d’enviar la sol·licitud de pressupost, verifiqueu aquests detalls crítics:
- Confirmeu les unitats: Les unitats incoherents (polzades respecte a mil·límetres) fan que les peces arribin a una escala incorrecta. Comproveu doblement la configuració d’exportació.
- Inclou els patrons plans: Per a les peces doblades, proporcioneu la disposició del patró pla a més del model 3D.
- Separeu les peces en fitxers individuals: Els conjunts amb múltiples peces han de dividir-se en fitxers de components separats per garantir una valoració clara.
- Elimineu la geometria duplicada: Les línies superposades confonen les màquines de tall i poden provocar talls dobles.
- Tanqueu tots els contorns: Els camins oberts o les obertures de la vostra geometria impedeixen un tall adequat: assegureu-vos que totes les formes estiguin totalment tancades.
Detalls de les especificacions que importen
Els fitxers per si sols no expliquen tota la història. Segons LTJ Industrial , la documentació clara és fonamental per obtenir una pressupostació precisa de fabricació: dibuixos detallats, especificacions precises i fitxers CAD complets minimitzen els malentesos i els costos inesperats.
Quan contacteu empreses especialitzades en tall de metall CNC a mida, proporcioneu aquestes especificacions des del principi:
- Tipus i grau del material: Especifiqueu-ho amb exactitud: «acer inoxidable 304» en lloc de limitar-vos a «inoxidable». Inclou les denominacions d’aliatge, les condicions de temple i qualsevol certificació requerida.
- Espessor del material: Indiqueu l’escala (gauge) o el gruix decimal amb precisió (per exemple, «0,125 polzades» o «gauge 11»).
- Quantitat requerida: Inclou les quantitats de prototips, les primeres sèries de producció i els volums anuals estimats, si n’hi ha.
- Requisits de tolerància: Segons SendCutSend , les toleràncies de tall són habitualment de ±0,005 polzades per a la majoria de materials; si necessiteu especificacions més ajustades, cal indicar-les explícitament.
- Requisits d'acabat superficial: Especifiqueu si necessiteu recobriment en pols, anodització, galvanització o valors concrets de rugositat superficial.
- Operacions secundàries: Llista de requisits de doblegat, roscat, escarpat, inserció de components o muntatge.
- Pla temporal de lliurament: Els comandes urgents requereixen avís prèvi—inclogueu la data de lliurament prevista.
Els errors habituals que retarden els projectes
Fins i tot els enginyers experimentats cometem aquests errors. Eviteu-los i el vostre projecte avançarà més ràpidament:
- Especificacions de forats absents: Si els forats necessiten rosca o escarpament, indiqueu-ne la mida i el tipus. SendCutSend recomana fer servir taules de rosca per dibuixar forats de la mida adequada durant el procés de disseny.
- Característiques massa properes als extrems: SendCutSend recomana mantenir els forats a una distància mínima d’1× el seu diàmetre respecte al cantell i les ranures a una distància mínima de 1,5× la seva amplada respecte als cantells o a altres característiques tallades. El no compliment d’aquestes directrius debilita les peces i pot fer-les impossible de tallar.
- Ponts massa petits: La distància entre característiques tallades no ha de ser inferior al 50 % del gruix del material—preferiblement entre 1× i 1,5× el gruix per garantir resistència.
- Omissió de la informació sobre doblegats: Per a peces conformades, especifiqueu la direcció del plec, el radi del plec i la seqüència de plegat si és crítica.
- Oblidar les quantitats per franges: Si és possible que demaneu quantitats més grans més endavant, demaneu ara mateix preus escalonats. Els costos d'instal·lació repartits entre més unitats redueixen dràsticament el preu per peça.
Planificar amb antelació i conèixer les toleràncies de tall del material escollit accelerarà el procés de disseny i assegurarà que les vostres peces estiguin preparades per funcionar tan aviat com surtin de la capsa.
Invertir trenta minuts en una adequada preparació del projecte pot estalviar dies de retards. Amb els fitxers complets i especificacions clares a mà, esteu preparats per avaluar possibles proveïdors de fabricació, cosa que requereix entendre què separa les empreses excepcionals de tall de xapa metàl·lica personalitzada de les mitjanes.

Com triar l'empresa de tall de metall adequada
Els vostres fitxers de disseny estan preparats, les especificacions estan documentades i enteneu el flux de treball de fabricació. Ara arriba una decisió que afecta tot des de la qualitat de les peces fins a la fiabilitat de l’entrega: quin soci de fabricació mereix el vostre negoci? Amb milers de cerques diàries de «companyies de tall de metall a prop meu», les opcions poden semblar aclaparadores.
Triar un soci inadequat comporta retards en els terminis, rebutjos de peces i problemes a la cadena d’aprovisionament. Triar-ne un adequat? Guanyareu un aliats de fabricació que anticipa problemes, proposa millores i entrega de manera coherent. Analitzem els criteris que distingeixen els fabricants excepcionals de la resta.
Ajustar les capacitats de l’empresa a les vostres necessitats
No tot fabricant s’adapta a tot projecte. Segons MarcTech Industries , abans de triar una empresa de fabricació metàl·lica, és fonamental comprendre clarament les vostres necessitats específiques, incloent-hi el tipus de producte, la quantitat, els requisits de personalització, el termini i les restriccions pressupostàries.
Comenceu la vostra avaluació amb aquestes preguntes fonamentals:
- L'equipament que tenen coincideix amb els vostres requisits? Una cerca de companyies de tall làser metàl·lic a prop meu pot donar desenes de resultats, però no tots els làsers són iguals. Verifiqueu que disposin de nivells d'energia adequats per al gruix del vostre material i de la tecnologia de tall específica que exigeix el vostre projecte.
- Poden gestionar el vostre volum? Algunes tallers destaquen en prototips i sèries curtes, mentre que altres estan optimitzats per quantitats de producció. Les expectatives de volum inadients generen fricció per als dos costats.
- Ofereixen els serveis secundaris necessaris? Si les vostres peces requereixen doblegament, soldadura, acabat o muntatge, treballar amb un proveïdor únic simplifica la vostra cadena d'aprovisionament i redueix la càrrega de coordinació.
- Quina experiència tenen en el sector? MarcTech fa èmfasi en buscar proveïdors amb una experiència significativa en el vostre sector específic o aplicació. Un fabricant especialitzat en components aerospacials entén requisits diferents dels d’un que es centra en la fusteria metàl·lica arquitectònica.
Quan cerqueu una empresa de tall per làser de metall a prop meu o una empresa de tall de xapa metàl·lica a prop meu, no considereu només la distància. Un fabricant situat a 320 km de distància, però amb capacitats perfectes, sovint supera un taller local que treballa més enllà de la seva àrea d’expertesa.
Certificacions de qualitat que importen
Les certificacions proporcionen proves objectives que un fabricant ha implementat controls de qualitat sistemàtics. Tot i que no tot projecte requereix proveïdors certificats, comprendre el significat d’aquestes acreditacions us ajuda a avaluar adequadament els serveis de les principals empreses de tall de metall.
ISO 9001 representa l’estàndard bàsic de gestió de la qualitat. Confirma que l’empresa disposa de processos documentats, realitza audits interns i manté registres de qualitat. La majoria de fabricants professionals posseeixen aquesta certificació.
IATF 16949 es basa en la norma ISO 9001 amb requisits específics per al sector automobilístic. Si subministreu components per a vehicles, aquesta certificació indica que el fabricant coneix la planificació avançada de la qualitat del producte (APQP), els processos d’aprovació de peces de producció (PPAP) i la documentació rigorosa que exigeixen els fabricants d’equips originals (OEM) del sector automobilístic.
AS9100 aborda els requisits dels sectors aeroespacial i de defensa, afegint controls per a la traçabilitat, la gestió de la configuració i els requisits de transmissió als subministradors que imposen les empreses principals del sector aeroespacial.
ISO 13485 és aplicable a la fabricació de dispositius mèdics i cobreix els controls de disseny, la gestió de riscos i els requisits d’esterilització específics per a aplicacions sanitàries.
Segons KAL Manufacturing, els fabricants contractuels reputats mantenen sistemes formals de traçabilitat, documentació d’inspeccions i certificacions (com ara les normes ISO, AS9100 o el compliment de la normativa ITAR) que garanteixen la qualitat exigida en entorns de producció.
Taller d’encàrrecs respecte a fabricants contractuels: comprenent-ne les diferències
La vostra elecció entre un taller tradicional i un fabricant per contracte afecta el preu, la capacitat de resposta i el potencial de relació a llarg termini.
Tallers tradicionals normalment es centren en la producció de petites sèries o unitària. KAL Manufacturing explica que aquests tallers accepten treballs segons pressupostos individuals, gestionant una gran varietat de peces amb poca continuïtat entre els encàrrecs. Estan dissenyats per a la flexibilitat, no per a la repetició.
Si necessiteu un únic prototip o una petita quantitat de suports personalitzats, un taller tradicional pot ser econòmicament rendible i ràpid. No obstant això, potser no estan estructurats per a lliuraments programats, el seguiment del control de qualitat o programes d'inventari que requereixen entorns de producció més grans.
Fabricants per contracte estan dissenyats per a la producció repetible i per a relacions a llarg termini. Ofereixen sistemes més robusts per a la programació, l’assegurament de la qualitat, la manipulació de materials i la documentació. Segons KAL Manufacturing, un fabricant contractista no és només un proveïdor, sinó un soci de producció que treballa amb el vostre equip per satisfer la demanda prevista, gestionar les revisions de components i alinear els calendaris d’entrega amb les vostres operacions.
Característiques clau a tenir en compte:
- Tallers especialitzats: Pressupostos ràpids, capacitat flexible per a treballs variables, quantitats mínimes de comanda, relacions basades en projectes
- Fabricants contractistes: Producció programada, programes de previsió i d’inventari, sistemes de qualitat documentats, integració a la cadena d’aprovisionament
Comparativa de factors de selecció
Utilitzeu aquesta comparativa per avaluar possibles socis de fabricació segons els requisits del vostre projecte:
| Factor de selecció | Taller especialitzat tradicional | Servei de fabricació en línia | Fabricant contractista |
|---|---|---|---|
| Certificacions típiques | ISO 9001 habitual; varia segons l'indústria específica | ISO 9001 típica; limitades certificacions específiques de l'indústria | ISO 9001, AS9100, IATF 16949, ITAR segons correspongui |
| Temps de conducció | Variable; depèn de la càrrega de treball actual | Ràpid (sovint entre 1 i 5 dies per talls estàndard) | Llançaments programats; finestres d'entrega consistents |
| Flexibilitat en la mida de la comanda | Excel·lent per a prototips i sèries petites | El millor per a peces individuals fins a lots mitjans | Optimitzat per a volums de producció recurrents |
| Abast del Servei | Tall més operacions secundàries seleccionades | Centrat en el tall; serveis secundaris limitats | Fabricació completa, acabats, muntatge i preparació de kits |
| Suport d'Enginyeria | Informal; depèn de la relació | Retroalimentació automàtica de DFM | Col·laboració tècnica dedicada |
| Millor per | Unitats personalitzades, prototips urgents | Talls estàndards, necessitats d'entrega ràpida | Programes de producció i muntatges complexos |
Consideracions geogràfiques i logístiques
La ubicació és important, però potser no de la manera que esperaries. Tot i que cercar una empresa de tall de metall a prop meu té sentit per a determinades aplicacions, cal ponderar la ubicació en funció de les capacitats i del cost total.
Quan la proximitat és el factor més important:
- Components pesats o voluminosos on els costos de transport predominen
- Iteracions ràpides de prototips que requereixen recollida el mateix dia
- Projectes que es beneficien de la col·laboració presencial i de les visites a les instal·lacions
- Requisits d’entrega just-a-temps amb un marge de temps d’espera mínim
Quan les capacitats superen la importància de la ubicació:
- Processos especialitzats disponibles només per experts regionals
- Certificacions específiques del sector que no ofereixen les vostres opcions locals
- Producció en volum on els estalvis per peça compensen el transport
- Operacions secundàries complexes que requereixen capacitats integrades
L’aproximació òptima sovint implica desenvolupar relacions tant amb proveïdors locals com regionals. Les empreses locals de tall de metall a prop meu gestionen prototips urgents i petites sèries, mentre que els socis especialitzats atenen volums de producció i requisits complexos.
La diferència entre un taller de treball per encàrrec i un fabricant per contracte rau en els sistemes i l’escala. Els tallers de treball per encàrrec satisfan necessitats transaccionals, mentre que els fabricants per contracte donen suport a un procés.
La selecció del vostre soci en la fabricació afecta directament l’èxit del projecte. Preneu-vos el temps necessari per avaluar les capacitats, verificar les certificacions i comprendre si el model de negoci d’un possible proveïdor s’ajusta als vostres requisits. Un cop identificat el soci adequat, esteu en condicions d’explorar com diferents sectors industrials aprofiten aquests serveis per a aplicacions especialitzades.
Aplicacions industrials dels serveis de tall de metall
Us heu preguntat mai per què la suport que subjecta la suspensió del vostre vehicle és diferent de l'envolvent que protegeix un marcapassos? Tots dos comencen com a fulles planes de metall processades per especialistes en fabricació, però el recorregut des del material brut fins al component acabat varia dràsticament segons els requisits de cada sector. Els serveis de tall de metall per a empreses de construcció segueixen normes diferents de les que apliquen els proveïdors de grans empreses aeroespacials o de fabricants de dispositius mèdics.
Comprendre com aquests sectors fan servir aquests serveis de fabricació us ajuda a comunicar-ne els requisits de manera eficaç i a seleccionar socis amb l’experiència específica necessària. Explorarem les aplicacions especialitzades i les exigències úniques de cada sector principal.
Aplicacions a la fabricació d’automòbils
El sector de l'automoció representa un dels mercats més grans per al tall precís de metalls. Des de components estructurals del xassís fins a peces decoratives de acabat, els vehicles contenen centenars de peces metàl·liques fabricades, cadascuna amb requisits específics de rendiment.
Segons Pans Technology, la mecanització de precisió s'ha convertit en un element clau al món de l'automoció, permetent als fabricants crear peces lleugeres que milloren l'eficiència del combustible i redueixen les emissions. Amb el canvi del sector cap als vehicles elèctrics, els components lleugers s'han fet encara més crítics: la investigació de McKinsey indica que reduir el pes del vehicle només un 10% pot augmentar l'autonomia del vehicle elèctric aproximadament un 15%.
Les aplicacions típiques en l'automoció inclouen:
- Components del xassís i estructurals: Rels de bastidor, travessers i suports d'reforç que requereixen altes relacions resistència-pes
- Suports i fixacions de la suspensió: Peces tallades amb precisió que han de suportar cicles repetits d'esforç sense fallada per fatiga
- Panells de carroceria i suports estructurals: Components en què la precisió dimensional afecta l'ajust, l'acabat i el comportament en cas d'impacte
- Components interiors: Estructures de seients, suports de taulell i peces de acabat que requereixen acabats estètics juntament amb un rendiment funcional
- Components de transmissió i grup motriu: Components mecanitzats amb precisió que exigeixen toleràncies ajustades per al correcte funcionament
Els proveïdors automotrius solen exigir la certificació IATF 16949, que demostra el compliment dels estàndards de gestió de qualitat específics del sector automobilístic. Les empreses de tallatge metàl·lic per motxa i especialistes en tall làser que presten serveis a aquest sector han de mantenir processos rigorosos d'aprovació de peces de producció (PPAP) i documentació avançada de planificació de la qualitat del producte (APQP).
Requisits Aeroespacial i de Defensa
Quan les vides depenen de la fiabilitat dels components a 35.000 peus d'altitud, la tolerància a l'error desapareix. Les aplicacions aerospacials exigeixen la màxima precisió i les certificacions de materials més estrictes de tots els sectors manufacturats.
Pans Technology informa que es preveu que el mercat global de materials lleugers per a l'aviació arribi als 20,7 mil milions de dòlars el 2024, un indicador clar de la manera tan agressiva com aquesta indústria persegueix tècniques de fabricació avançades. El mecanitzat de precisió crea estructures lleugeres però excepcionalment resistents que compleixen normes estrictes de seguretat sense comprometre el rendiment.
Aplicacions de tall de metall en aeroespacial:
- Components estructurals del fuselatge: Costelles, llarguers i panells de carenat d'aliatges d'alumini i titani
- Components del Motor: Aliatges superresistents a altes temperatures basats en níquel que requereixen tècniques especialitzades de tall
- Components del tren d'aterratge: Components d'acer d'alta resistència amb requisits extrems de resistència a la fatiga
- Carcasses d'Aviònica: Carcasses de precisió amb propietats de protecció electromagnètica
- Components de satèl·lits i naus espacials: Materials exòtics amb tolerància zero a la contaminació
La certificació AS9100 és essencialment obligatòria per als proveïdors aerospacials. La traçabilitat del material des de la certificació de l’origen fins a la peça acabada és ineludible: cada component ha de poder rastrejar-se fins al seu origen per raons d’investigació de seguretat.
Fabricació d'Equips Mèdics
Les aplicacions mèdiques combinen requisits de precisió amb preocupacions sobre la biocompatibilitat i una supervisió reguladora tan complexa com la del sector aeroespacial. Les empreses de tallat d’metalls per motllo i els fabricants de peces de precisió que presten serveis al sector sanitari han d’entendre tant el procés productiu com el marc regulador.
Les aplicacions habituals en dispositius mèdics inclouen:
- Instruments quirúrgics: Eines de metall resistent i titani tallades amb precisió que requereixen vores lliures de rebava i compatibilitat amb la seva esterilització
- Components d'implants: Materials biocompatibles amb requisits d'acabat superficial mesurats en micropolsades
- Carcasses d'equips de diagnòstic: Involes per a sistemes d’imatge, monitors de pacients i instruments de laboratori
- Components de pròtesis: Parts personalitzades de titani i aliatges especials sovint produïdes en quantitats d’una sola unitat
- Dispositius dentals: Components de precisió a petita escala d'aliatges resistents a la corrosió
La certificació ISO 13485 demostra el compliment dels requisits de gestió de la qualitat per a dispositius mèdics. Moltes aplicacions requereixen entorns de fabricació en cambres blanques i processos de neteja validats abans que les peces arribin a l’assemblatge.
Construcció i fabricació arquitectònica
Els serveis de tall de metall per a empreses constructores operen a l’extrem oposat de l’espectre de precisió respecte als dispositius mèdics, però això no vol dir que desapareguin els estàndards de qualitat. Els components estructurals han de complir el codi de construcció, mentre que els elements arquitectònics equilibren l’estètica amb la durabilitat.
Les aplicacions al sector de la construcció inclouen:
- Components d’acer estructural: Bigues, plaques i accessoris de connexió per a edificis comercials i industrials
- Panells arquitectònics: Façanes decoratives, proteccions solars i elements de l’envolupant de l’edifici
- Components de climatització: Canalitzacions, suports i elements d’ancoratge per a equipaments
- Baranes i barreires: Components crítics per a la seguretat que compleixen els requisits d'accessibilitat i del codi de construcció
- Treball metàl·lic personalitzat: Senyalització, instal·lacions artístiques i elements de marca
Les empreses especialitzades en art metàl·lic tallat al làser i les empreses especialitzades en disseny metàl·lic tallat al làser sovint atenen el sector arquitectònic, fabricant panells decoratius, pantalles i elements escultòrics on l’impacte visual és tan important com la integritat estructural.
Productes de consum i electrònica
Des de carcasses per a smartphones fins a electrodomèstics, els productes de consum exigeixen una fabricació econòmica amb una qualitat estètica constant. Les empreses especialitzades en tall metàl·lic per a aquest sector equilibren la precisió amb els requisits de volum de producció.
Aplicacions típiques en productes de consum inclouen:
- Carcasses d'electrònica: Carcasses amb protecció contra interferències electromagnètiques (EMI) per a ordinadors, servidors i equipaments de telecomunicacions
- Components d'electrodomèstics: Panells, suports i elements estructurals per a productes domèstics
- Articles esportius: Estructures de bicicletes, equipament per a la forma física i material per a l'aire lliure
- Components de mobiliari: Estructures metàl·liques, components d'enganxatge i elements decoratius
- Mobles comercials: Suports d'exposició, sistemes d'estanteries i equipament per a punts de venda
Requeriments de precisió específics per a cada sector
Els requisits de tolerància varien considerablement segons el sector. Segons Xometry, les toleràncies defineixen els límits permesos de variació en una dimensió física, assegurant que les característiques es fabriquen dins dels límits acceptables per a la seva aplicació prevista.
Les toleràncies estàndard ISO 2768 són perfectes per a moltes aplicacions de construcció i de consum. No obstant això, els components aerospacials i mèdics sovint requereixen especificacions de grau ISO 286, amb límits de tolerància mesurats en micròmetres en lloc de mil·lèsimes de polzada.
| Sector industrial | Requeriments típics de tolerància | Certificacions habituals | Consideracions especials |
|---|---|---|---|
| Automotiu | ±0,005" a ±0,010" com a norma; més ajustades per a ajustos crítics | IATF 16949, ISO 9001 | Documentació PPAP, traçabilitat dels materials |
| Aeroespacial | ±0,001" a ±0,005" habitual; submicrònic per a components crítics | AS9100, Nadcap | Traçabilitat completa dels materials, certificacions de processos especials |
| Dispositius Mèdics | ±0,0005" a ±0,005" típic | ISO 13485, registre FDA | Biocompatibilitat, requisits d’habitacions netes, validació |
| Construcció | ±0,030" a ±0,125" habitual | Certificacions ISO 9001 i AWS | Compliment del codi, galvanització, resistència a les condicions meteorològiques |
| Electrònica de Consum | ±0,005" a ±0,015" típic | ISO 9001 | Normes de acabat estètic, blindatge contra interferències electromagnètiques (EMI) |
Els requisits de certificació dels materials també varien segons el sector. Les aplicacions de construcció poden acceptar informes normals d’assaig de laminació, mentre que els components aerospacials exigeixen una anàlisi química completa i la verificació de les propietats mecàniques per a cada lot de material. Els implants mèdics requereixen proves de biocompatibilitat que poden allargar diversos mesos les fases de qualificació dels materials.
Comprendre aquestes exigències específiques del sector us ajuda a avaluar si un possible soci de fabricació té realment experiència rellevant o si està ultrapassant la seva expertesa. Un taller que destaca en metallúrgia arquitectònica podria tenir dificultats amb les exigències de documentació aeroespacial, mentre que un fabricant de dispositius mèdics de precisió podria no ser competitiu en costos per a productes de consum d'alta volumetria.
Un cop esclarides les aplicacions i exigències del sector, la següent consideració crítica consisteix a comprendre exactament quines normes de qualitat i precisió heu d'esperar dels socis professionals de fabricació.
Normes de Qualitat i Exigències de Precisió
Heu seleccionat el vostre soci de fabricació i heu enviat els fitxers de disseny, però com podeu saber que les peces acabades realment compliran els vostres requisits? Comprendre les toleràncies de precisió i els processos d'assegurament de la qualitat és el que diferencia els projectes exitosos dels cicles frustrants de repte. Les operacions de companyies professionals de tall làser de metall basen la seva reputació en lliurar peces que coincideixen consistentment amb les especificacions.
Aclarem què significa realment la precisió en la fabricació de metalls i com comunicar eficaçment les vostres expectatives de qualitat.
Comprendre la precisió i les toleràncies
La tolerància defineix quant pot variar una dimensió respecte al seu valor nominal i encara ser acceptable. Segons Xometry, les toleràncies defineixen els límits permesos de variació en una dimensió física, assegurant que les característiques es produeixin dins dels límits acceptables per a la seva aplicació prevista.
Diferents tecnologies de tall ofereixen diferents nivells de precisió. Saber què s'esperar evita exigències irrealistes i ajuda a especificar toleràncies més estretes només on realment importen.
Els làsers de fibra aconsegueixen toleràncies que varien entre ±0,001 i ±0,003 polzades, fet que els converteix en l'opció preferida per a projectes exigents de fabricació metàl·lica on la precisió és fonamental.
Això és el que realment podeu esperar de cada mètode de tall:
- Làser de fibra: Segons A-Laser , els làsers de fibra ofereixen de manera consistent toleràncies estretes compreses entre ±0,001" i ±0,003", el referent d'or en treballs de precisió en xapa metàl·lica.
- Làser de CO2: Normalment aconsegueix toleràncies de ±0,002" a ±0,005", respectable per a la majoria d'aplicacions tot i ser lleugerament menys precís que els sistemes de fibra.
- Làser UV: Assolir toleràncies extraordinàriament estretes tan baixes com ±0,0001" per a aplicacions de micro-mecanitzat que requereixen precisió submicrònica.
- Jet d'aigua: Generalment ofereix toleràncies de ±0,003" a ±0,010", depenent del gruix del material i de la velocitat de tall.
- Plasma: Produeix toleràncies més amplades d'aproximadament ±0,020"—acceptables per a aplicacions estructurals però inadequades per a ajustos de precisió.
Quan treballeu amb una empresa personalitzada de tall de metall per làser, tingueu en compte que les toleràncies més estretes augmenten el cost. Especificar ±0,001" quan ±0,010" funcionaria perfectament suposa un malbaratament de diners i pot allargar els terminis d'entrega. Apliqueu els requisits de precisió de manera estratègica només a les característiques clau.
Assegurament de la qualitat en el tall de metall
L'equipament de precisió no significa res sense controls de qualitat sistemàtics. Segons Fox Valley Metal-Tech , un objectiu més elevat que el simple control de qualitat és oferir assegurament de la qualitat: un nivell superior de gestió proactiva del producte, en lloc de reactiva, que té lloc durant tot el procés de producció.
Les operacions d’una empresa professional de servei de tall de metall per làser implementen diversos punts d’inspecció:
Verificació del material
La qualitat comença abans que comenci el tall. Els fabricants reputats comparen els materials entrants amb les comandes de compra, verifiquen els Certificats de Conformitat (CoC) i inspeccionen la presència de danys o contaminació. Els materials poden mantenir-se en àrees de quarantena fins que arribin els documents de certificació i es confirmi que compleixen les especificacions.
Calibratge d'equips
Les peces precises requereixen equips calibrats. Fox Valley Metal-Tech explica que qualsevol equip de mesura utilitzat per verificar les dimensions del producte ha de ser calibrat amb una freqüència específica segons la certificació ISO 9001:2015. Això inclou la verificació diària de les pinces i micròmetres contra estàndards de referència fixos, les inspeccions setmanals de calibració per part d’una tercera part i la calibració completa anual dels equips CNC.
Inspecció en Procés
La verificació dimensional té lloc durant tot el procés de producció, no només al final. Les toleràncies habituals per a soldadures de precisió i peces mecanitzades oscil·len entre 0,005" i 0,030", i es verifiquen mitjançant pinces, micròmetres, regles d’alçada i màquines de mesura per coordenades (CMM).
Prova no destructiva
Quan les especificacions ho exigeixen, una empresa de tall per làser de xapa metàl·lica pot realitzar o gestionar proves especialitzades, com ara la inspecció visual de soldadures, proves de pressió o estanquitat, inspecció amb penetrant colorant per a fissures superficials, prova amb partícules magnètiques per a materials ferromagnètics i prova ultrasònica per a defectes interns.
Comunicar eficaçment les vostres necessitats
Una comunicació clara evita disputes sobre la qualitat. A continuació us indiquem com especificar correctament les vostres necessitats:
- Fer referència a normes reconegudes: Indicar la norma ISO 2768 per a toleràncies generals o la ISO 286 per a ajustos crítics, en lloc d’elaborar especificacions pròpies.
- Indicar les dimensions crítiques: Marcar explícitament als dibuixos les característiques que requereixen toleràncies més estretes que les normals.
- Especificar els requisits d’inspecció: Si necessiteu informes d’inspecció del primer article (FAIR), dades de màquina de mesura per coordenades (CMM) o informes dimensionals, cal indicar-ho des del principi.
- Definir l’acabat superficial: Especifiqueu la qualitat acceptable dels cantons, els límits de rebabes i els valors de rugositat superficial quan l'aspecte sigui important.
Seleccionar la tolerància adequada és una decisió crítica en el procés de disseny i fabricació, ja que afecta la funcionalitat, l'ajust, el cost i la fabricabilitat de la peça.
Comprendre aquests estàndards de qualitat us permet avaluar eficaçment els socis de fabricació i establir expectatives realistes per als vostres projectes. Un cop definides les exigències de qualitat, esteu preparats per fer el pas final: col·laborar amb el fabricant adequat per donar vida als vostres dissenys.
Col·laboració amb empreses de tall de metall per al vostre proper projecte
Heu recorregut les tecnologies de tall, les consideracions sobre materials, els fluxos de treball de fabricació i els estàndards de qualitat. Ara és el moment de sintetitzar-ho tot en un marc pràctic que pugueu aplicar immediatament. Trobar l'empresa adequada que talli metall no es tracta de sort, sinó d'una avaluació sistemàtica basada en les vostres necessitats específiques.
Ja sigui que esteu adquirint un únic prototip o que esteu establint una associació de producció a llarg termini, el marc de presa de decisions roman el mateix. Consolidem els coneixements adquirits en passos pràctics que facin avançar el vostre projecte.
Llista de comprovació del vostre proveïdor de tall metàl·lic
Abans de contactar qualsevol fabricant, recorreu aquesta llista de comprovació exhaustiva. Segons TMCO, seleccionar el fabricant adequat va més enllà de comparar pressupostos: es tracta de trobar un equip en què pugueu confiar per fer realitat la vostra visió amb precisió, eficiència i consistència.
Verificació de la tecnologia i les capacitats
- Confirmeu que disposen de l’equipament de tall adequat (làser, jet d’aigua, plasma) per als vostres requisits de material i gruix
- Verifiqueu les seves capacitats per a operacions secundàries —doblegat, soldadura, acabat— si les vostres peces requereixen processaments addicionals al tall
- Avalieu la seva capacitat per satisfer els vostres requisits de volum, des dels prototips fins a les sèries de producció
- Avaluar la disponibilitat del suport d'enginyeria per a l'optimització del disseny i les retroalimentacions sobre la fabricabilitat (DFM)
Requisits de qualitat i certificació
- Verificar la certificació ISO 9001 com a indicador bàsic de qualitat
- Confirmar les certificacions específiques del sector (IATF 16949 per a l’automoció, AS9100 per a l’aeroespacial, ISO 13485 per a dispositius mèdics) quan siguin aplicables
- Sol·licitar informació sobre l’equipament d’inspecció i les capacitats de documentació de qualitat
- Preguntar sobre els sistemes de traçabilitat de materials i la documentació de certificació
Elements essencials per a la preparació del projecte
- Preparar els fitxers de disseny en els formats acceptats (STEP, DXF, IGES), amb contorns tancats i unitats correctes
- Documentar les especificacions del material, incloent-hi la qualitat, el gruix i qualsevol certificació requerida
- Identificar les toleràncies crítiques i indicar-les explícitament; no sobreespecificar on siguin suficients les toleràncies normals
- Llista totes les operacions secundàries, els requisits d’acabat i les necessitats d’inserció de components
- Estableix expectatives realistes sobre el calendari en funció de la complexitat i el volum
Factors d’avaluació de la col·laboració
- Avalua la rapidesa de la comunicació durant el procés de pressupostos: això prediu la qualitat de la relació contínua
- Valora si formulen preguntes per aclarir aspectes de la vostra aplicació, cosa que indica un compromís autèntic
- Tingueu en compte la proximitat geogràfica per a peces sensibles al transport o quan calen iteracions ràpides
- Reviseu les referències de clients i l’experiència sectorial rellevant pel vostre àmbit
Donant el següent pas
Un cop completada la vostra llista de comprovació, ja esteu preparats per contactar de manera efectiva amb possibles socis. Segons UPTIVE Advanced Manufacturing , l’empresa de fabricació adequada entregarà peces precises, reduirà els terminis de lliurament i oferirà solucions personalitzades per a cada etapa del desenvolupament del vostre producte.
Aquest és el vostre pla d'acció per avançar:
Per a projectes de prototip i desenvolupament
Quan la velocitat i la iteració són fonamentals, doneu prioritat a talladors que ofereixin un temps de resposta ràpid i col·laboració tècnica. Les companyies de tall làser personalitzat en metall amb sistemes de pressupost immediat poden accelerar significativament el cicle de desenvolupament. Cerqueu socis que oferixin suport complet en DFM i que puguin identificar possibles problemes de fabricació abans de començar el tall.
Per a programes de producció
La producció a llarg termini requereix criteris d'avaluació diferents. Les OEM de tall de metall i els fabricants per contracte que ofereixen lliuraments programats, programes d'inventari i documentació coherent de qualitat es converteixen en socis essencials. Una empresa de tall CNC en metall amb sistemes de qualitat robustos evita interrupcions en la cadena d'aprovisionament que podrien desviar els calendaris de producció.
Considereu fabricants com Shaoyi (Ningbo) Metal Technology , que exemplifica els estàndards de qualitat certificats segons la IATF 16949 discutits al llarg d’aquesta guia. La seva combinació de prototipatge ràpid en 5 dies, suport complet en DFM i respostes pressupostàries en 12 hores demostra com les principals empreses OEM de tall de metall CNC accelereixen les cadenes d’aprovisionament automotriu per a components estructurals, de suspensió i del xassís, des del concepte inicial fins a la producció massiva automatitzada.
Establir relacions a llarg termini
Les millors col·laboracions estratègiques van més enllà de simples encàrrecs puntuals. TMCO subratlla que triar un soci no només té a veure amb el projecte actual, sinó amb construir una relació estable basada en la confiança, l’eficàcia i objectius compartits. Una empresa fiable de tall de metall CNC es converteix en una extensió del vostre equip d’enginyeria, suggerint millores i anticipant-se a possibles problemes abans que afectin el vostre calendari.
Un soci de fabricació integral gestiona el seu projecte des del concepte fins a la finalització, eliminant les ineficiències de coordinar diversos proveïdors alhora que manté una visibilitat completa durant tot el procés de producció.
Ara entén com funcionen les diferents tecnologies de tall, quins mètodes són adequats per a materials específics i quines normes de qualitat pot esperar dels fabricants professionals. Sap com preparar els seus projectes per assolir l'èxit i avaluar sistemàticament possibles socis. El camí des de la sol·licitud de pressupost fins a les peces acabades és clar: el seu proper projecte comença amb un únic contacte amb un soci de fabricació qualificat que compleixi els seus requisits.
Preguntes freqüents sobre empreses de tall de metall
1. Quant costa el tall de metall?
Els costos de tall de metall varien segons el tipus de material, el gruix, el mètode de tall i la complexitat. El tall per làser sol oscil·lar entre 0,50 $ i 2 $ per polzada lineal per a xapa metàl·lica. Les tarifes horàries generalment es situen entre 20 $ i 30 $. El tall per plasma ofereix uns costos per peu més baixos per a materials gruixuts, mentre que el tall per hidrojet té uns preus superiors degut a velocitats més lentes. Els descomptes per volum redueixen significativament el cost per peça en sèries de producció, i les operacions secundàries com doblegament i acabat afegiran al cost total.
2. Us tallarà una ferreteria el metall?
Les botigues de ferreteria ofereixen serveis limitats de tall de metall, normalment restringits al tall de canonades i cisallament bàsic de materials fins. Per a la fabricació precisa de xapes metàl·liques, formes personalitzades o materials més gruixuts, cal acudir a companyies professionals de tall de metall equipades amb sistemes làser, hidrojet o plasma. Aquests fabricants poden gestionar fitxers CAD, mantenir toleràncies ajustades i oferir operacions secundàries que les botigues de ferreteria no poden proporcionar.
3. Com fer tallar una peça de metall?
Per obtenir talls metàl·lics professionals, prepareu els fitxers de disseny en format DXF o STEP, especifiqueu el tipus de material i el gruix, i contacteu amb una empresa de tall metàl·lic per obtenir un pressupost. La majoria de fabricants accepten l'enviament de fitxers en línia i proporcionen pressupostos en un termini de 12-24 hores. Inclou els requisits de tolerància, la quantitat necessària i qualsevol operació secundària com doblegament o acabat. Per a talls senzills, alguns serveis de fabricació en línia ofereixen preus immediats amb lliurament en només uns dies.
4. Quina és la diferència entre el tall làser i el tall per plasma?
El tall làser utilitza un raig de llum focalitzat assolint toleràncies de ±0,005 polzades, ideal per a materials prims a mitjans que requereixen precisió i vores netes. El tall per plasma utilitza gas ionitzat superescalfat, processant metalls conductors gruixuts 3-4 vegades més ràpid que altres mètodes però amb toleràncies més amplies d'aproximadament ±0,020 polzades. Trieu el làser per a dissenys intrincats i ajustos precisos; seleccioneu el plasma per a acer estructural gruixut on la velocitat i el cost són més importants que la qualitat del vora.
5. Quines certificacions hauria de buscar en una empresa de tall metàl·lic?
La certificació ISO 9001 indica sistemes de gestió de la qualitat bàsics. Per a aplicacions automotrius, la certificació IATF 16949 demostra el compliment dels requisits específics per al sector automòbil, incloent-hi la documentació PPAP. Els proveïdors aeronautes necessiten la certificació AS9100, mentre que els fabricants de dispositius mèdics requereixen la certificació ISO 13485. Aquestes certificacions verifiquen que l’empresa manté processos documentats, equipament calibrat i controls de qualitat sistemàtics, essencials per a sectors regulats.