 ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —
ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —

ধাতু কাটিং কোম্পানিগুলি ব্যাখ্যা করা হল: উদ্ধৃতি অনুরোধ থেকে সম্পূর্ণ পার্টস পর্যন্ত

ধাতু কাটার কোম্পানিগুলি এবং তাদের উৎপাদন ভূমিকা সম্পর্কে বোঝা
যখন আপনার প্রোটোটাইপ, উৎপাদন চক্র বা বিশেষায়িত প্রকল্পের জন্য কাস্টম ধাতু পার্টস প্রয়োজন—আপনি কোথায় যাবেন? উত্তরটি হলো ধাতু কাটার কোম্পানিগুলিতে, যেগুলি হলো বিশেষায়িত উৎপাদনকারী প্রতিষ্ঠান যেগুলি কাঁচা ধাতুর পাত ও স্টককে নির্ভুলভাবে আকৃতিযুক্ত উপাদানে রূপান্তরিত করে। এই সেবা প্রদানকারীরা আপনার ডিজাইন ধারণা এবং স্পর্শযোগ্য, কার্যকরী পার্টসের মধ্যে একটি অত্যন্ত গুরুত্বপূর্ণ সংযোগ গঠন করে।
ধাতু কাটার কোম্পানিগুলি আসলে কী করে
ধাতু কাটার কোম্পানিগুলি হলো বিশেষায়িত উৎপাদনকারী প্রতিষ্ঠান যারা ধাতুর কাজের টুকরো থেকে উপযুক্ত আকৃতি ও আকার তৈরি করার জন্য উপাদান অপসারণ করে। অনুযায়ী মার্ক মেটালস ধাতু কাটার প্রক্রিয়ায় কাটিং, শিয়ারিং, ড্রিলিং, গ্রাইন্ডিং, ওয়াটারজেট কাটিং এবং লেজার কাটিং সহ বিস্তৃত পরিসরের প্রযুক্তি অন্তর্ভুক্ত রয়েছে। কিন্তু এই কোম্পানিগুলি সাধারণত শুধুমাত্র কাটিং-এর বাইরে আরও অনেক কিছু প্রদান করে।
আপনার এক-স্টপ ম্যানুফ্যাকচারিং পার্টনার হিসেবে একটি ধাতব কাটিং কোম্পানির কথা ভাবুন। জটিল ডিজাইনের নির্ভুল লেজার কাটিং থেকে শুরু করে গঠনমূলক উপাদানগুলির জন্য বৃহৎ আদর্শের শিল্প উত্পাদন—সবকিছুই তারা পরিচালনা করে। অনেক ধাতব কাটিং পরিষেবা প্রদানকারী কোম্পানি মাধ্যমিক অপারেশনগুলিও প্রদান করে—আপনার খুচরো অংশগুলিকে কাঁচা কাটা টুকরো থেকে ব্যবহারযোগ্য উপাদানে পরিণত করার জন্য ফর্মিং, যুক্ত করা এবং ফিনিশিং প্রক্রিয়া।
পরিষেবার পরিসর ব্যাপকভাবে পরিবর্তিত হয়। ধাতব কাটার কাজে নিযুক্ত কিছু কোম্পানি ফাইবার লেজার বা ওয়াটারজেট সিস্টেমের মতো নির্দিষ্ট প্রযুক্তিতে বিশেষজ্ঞ, অন্যদিকে কিছু কোম্পানি পূর্ণ-পরিষেবা ফ্যাব্রিকেটর হিসাবে কাজ করে যা প্রদান করে:
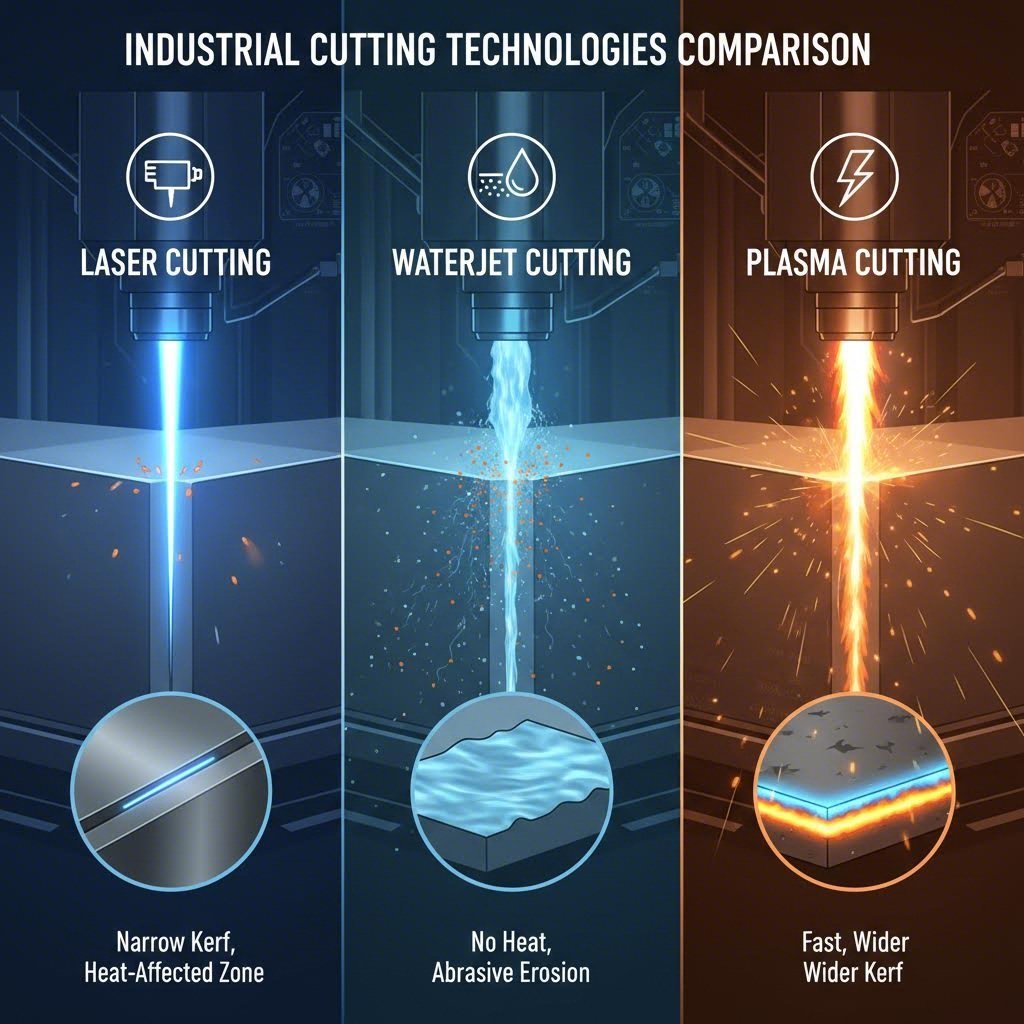
- লেজার কাটিং, ওয়াটারজেট কাটিং এবং প্লাজমা কাটিং
- সিএনসি বেন্ডিং এবং ফর্মিং অপারেশন
- ওয়েল্ডিং এবং অ্যাসেম্বলি পরিষেবা
- পাউডার কোটিং, অ্যানোডাইজিং এবং প্লেটিং-এর মতো পৃষ্ঠতল ফিনিশিং
- গুণগত পরীক্ষা এবং সার্টিফিকেশন ডকুমেন্টেশন
আপনি যে উৎপাদন ভিত্তির উপর নির্ভর করেন
আপনার এই শিল্পখাতটি বুঝতে হবে কেন? কারণ আপনি যদি গাড়ির ব্র্যাকেট নকশা করছেন এমন একজন প্রকৌশলী হন, ভোক্তা ইলেকট্রনিক্সের আবরণ প্রোটোটাইপ করছেন এমন একজন পণ্য উন্নয়নকারী হন, অথবা কাঠামোগত উপাদান সংগ্রহ করছেন এমন একজন ঠিকাদার হন, তবে আপনি সম্ভবত কোনো না কোনো সময়ে এই প্রস্তুতকারকগুলির সঙ্গে কাজ করবেন।
আধুনিক ধাতু কাটার সেবা প্রদানকারী কোম্পানিগুলি প্রায় প্রতিটি কল্পনাযোগ্য শিল্পখাতকেই সেবা প্রদান করে। Xometry-এর মতে, তারা নিয়মিতভাবে বিমান ও মহাকাশ, প্রতিরক্ষা, স্বয়ংচালিত, শক্তি, শিল্প, চিকিৎসা, দন্ত চিকিৎসা এবং ভোক্তা পণ্য খাতগুলিকে সমর্থন করে। তাদের সক্ষমতা কম পরিমাণে, উচ্চ-মিশ্রণের প্রোটোটাইপ থেকে শুরু করে হাজার বা লক্ষ সংখ্যক এককের উচ্চ-পরিমাণের উৎপাদন পর্যন্ত বিস্তৃত।
এই কোম্পানিগুলো যে দক্ষতা প্রদান করে, তা বিশেষায়িত সরঞ্জাম এবং বিশেষজ্ঞ জ্ঞান থেকে উদ্ভূত হয়। ধাতু কাটার সরঞ্জাম নির্মাতা কোম্পানিগুলো উন্নত যন্ত্রপাতি—যেমন মাইক্রন-স্তরের নির্ভুলতায় কাটার জন্য ফাইবার লেজার, প্রায় যেকোনো উপাদানকে কাটার জন্য ওয়াটারজেট এবং বড় উৎপাদন ব্যাচে ধারাবাহিক মান বজায় রাখার জন্য স্বয়ংক্রিয় সিস্টেম—এ ব্যাপক বিনিয়োগ করে। এই বিশেষায়ণের ফলে অভ্যন্তরীণভাবে নির্মাণ করার তুলনায় ডেলিভারি সময় কমে যায় এবং মান নিয়ন্ত্রণ উন্নত হয়।
আগামী অংশগুলোতে আপনি বিভিন্ন কাটিং প্রযুক্তি কীভাবে কাজ করে, কোন পদ্ধতি কোন নির্দিষ্ট উপাদান ও অ্যাপ্লিকেশনের জন্য উপযুক্ত, এবং প্রাথমিক দাম অনুরোধ থেকে চূড়ান্ত অংশগুলোর ডেলিভারি পর্যন্ত প্রক্রিয়াটি কীভাবে পরিচালনা করতে হয়—সেসব সম্পর্কে জানতে পারবেন। আপনি ধাতু কাটার সরঞ্জাম কোম্পানিগুলোর মূল্যায়নের জন্য ব্যবহারিক মাপদণ্ড এবং আপনার প্রকল্পগুলোকে সফলতার জন্য প্রস্তুত করার উপায়ও শিখবেন। এটিকে ধাতু নির্মাণ বাজারে একজন সচেতন ক্রেতা হওয়ার জন্য আপনার সম্পূর্ণ গাইড হিসেবে বিবেচনা করুন।
ধাতু কাটার প্রযুক্তি এবং প্রতিটি পদ্ধতি কীভাবে কাজ করে
সুতরাং আপনি জানেন যে ধাতু কাটার কোম্পানিগুলো কী করে—কিন্তু এই কোম্পানিগুলো স্টিল, অ্যালুমিনিয়াম বা টাইটানিয়ামকে এত নির্ভুলভাবে কীভাবে কাটে? এর উত্তরটি সম্পূর্ণরূপে নির্ভর করে তাদের ব্যবহৃত প্রযুক্তির উপর। প্রতিটি কাটিং পদ্ধতি মৌলিকভাবে ভিন্ন নীতির উপর ভিত্তি করে কাজ করে, এবং এই পার্থক্যগুলো বোঝা আপনার প্রকল্পের জন্য সঠিক পদ্ধতি নির্বাচনে সহায়তা করে।
চলুন ধাতু লেজার কাটিং কোম্পানি এবং অন্যান্য ফ্যাব্রিকেশন সেবা প্রদানকারীদের সাথে কাজ করার সময় আপনি যে পাঁচটি প্রধান কাটিং প্রযুক্তির সম্মুখীন হবেন, সেগুলো বিশদভাবে বিশ্লেষণ করি।
লেজার কাটিং ব্যাখ্যা
সূর্যের আলোকে একটি বড় অ্যাপারচার বিশিষ্ট লেন্সের মাধ্যমে ফোকাস করার কথা কল্পনা করুন—এখন সেই তীব্রতাকে হাজার গুণ বাড়ান। এটিই লেজার কাটিংয়ের মূল নীতি। একটি অত্যন্ত ঘনীভূত আলোক রশ্মি নির্দিষ্টভাবে নিয়ন্ত্রিত পথ বরাবর ধাতুকে গলানো, পোড়ানো বা বাষ্পীভূত করার জন্য যথেষ্ট শক্তি সরবরাহ করে।
বর্তমানে শিল্প ক্ষেত্রে দুই ধরনের লেজার প্রধান ভূমিকা পালন করছে: ফাইবার লেজার এবং CO2 লেজার। অনুযায়ী HPC লেজার , ফাইবার লেজার কাটিং মেশিনগুলি বীম তৈরি করার জন্য ইটারবিয়ামের মতো বিরল-পৃথিবী মৌলিক দ্রব্য দিয়ে ডোপ করা অপটিক্যাল ফাইবার ব্যবহার করে। এই প্রযুক্তি ইস্পাত, স্টেইনলেস স্টিল, অ্যালুমিনিয়াম, পিতল, তামা এবং টাইটানিয়ামসহ প্রতিফলনশীল ধাতু কাটাতে উত্কৃষ্ট।
ফাইবার লেজারের সুবিধাগুলি আকর্ষণীয়:
- ন্যূনতম কার্ফ প্রস্থ সহ অসাধারণ নির্ভুলতা
- উচ্চ কাটিং গতি, বিশেষ করে পাতলা উপকরণে
- CO2 সিস্টেমের তুলনায় কম রক্ষণাবেক্ষণের প্রয়োজন
- অতিরিক্ত শক্তি দক্ষতা
- প্রতিফলিত ধাতুতে চমৎকার কর্মদক্ষতা
CO2 লেজার, যা একটি ভিন্ন তরঙ্গদৈর্ঘ্য (10.6 মাইক্রোমিটার) এ কাজ করে, অ্যাক্রিলিক এবং কিছু নির্দিষ্ট প্লাস্টিকের মতো অ-ধাতব কাটার জন্য পছন্দের পছন্দ হিসাবে রয়ে গেছে। তবে, দ্রুততা এবং দক্ষতার সুবিধার কারণে ফাইবার লেজার মেটাল কাটিং মেশিন কোম্পানিগুলি ধাতব প্রক্রিয়াকরণ অ্যাপ্লিকেশনগুলির বাজার প্রায় দখল করে নিয়েছে।
আপনার কখন লেজার কাটিং নির্দিষ্ট করা উচিত? অনুযায়ী ভার্থ মেশিনারি , আপনার যদি সূক্ষ্ম বিবরণ, নির্ভুল ছিদ্র বা পাতলা শীটগুলিতে পরিষ্কার কিনারা প্রয়োজন হয়, তখন লেজার প্রযুক্তি সবার আগে থাকে। ইলেকট্রনিক্স, মেডিকেল ডিভাইস এবং যেখানে সামান্য বিচ্যুতিও কার্যকারিতা নষ্ট করে দিতে পারে এমন নির্ভুল অংশ উৎপাদনের জন্য এটি আদর্শ। পাতলা গেজ উপকরণে শীট ধাতু লেজার কাটিং মেশিন কোম্পানি প্রায়শই ±0.005 ইঞ্চির মধ্যে সহনশীলতা অর্জন করে।
ওয়াটারজেট বনাম প্লাজমা প্রযুক্তি
আপনার যদি তাপ শত্রু হয় তাহলে কী হবে? কিছু উপকরণ উচ্চ তাপমাত্রায় প্রকৃতি পরিবর্তন করে, শক্ত হয়ে যায় বা তাদের বৈশিষ্ট্য হারায়। এখানেই ওয়াটারজেট কাটিং চমৎকার কাজ করে।
একটি ধাতব ওয়াটারজেট কাটিং কোম্পানি একেবারে ভিন্ন পদ্ধতি ব্যবহার করে: উচ্চ-চাপ জল (সাধারণত 60,000 PSI বা তার বেশি) যা গার্নেটের মতো ক্ষয়কারী কণার সাথে মিশ্রিত হয়। এই ধারা তাপ উৎপাদন ছাড়াই ধাতু কেটে ফেলে, সম্পূর্ণরূপে তাপ-প্রভাবিত অঞ্চল দূর করে। জিন্টিলন লক্ষ্য করেছে যে অ্যালুমিনিয়াম এবং টাইটানিয়ামের মতো তাপ-সংবেদনশীল উপকরণের জন্য ওয়াটারজেট কাটিং বিশেষভাবে উপযুক্ত যেখানে তাপীয় বিকৃতি সমস্যা সৃষ্টি করবে।
জল জেটের প্রধান সুবিধাগুলির মধ্যে রয়েছে:
- তাপ-প্রভাবিত অঞ্চল বা উপাদানের বিকৃতি নেই
- প্রায় যেকোনো উপাদান—ধাতু, পাথর, কাচ, কম্পোজিট—কাটার ক্ষমতা
- ঘন উপাদান এবং স্তূপাকার কাটিংয়ের জন্য অত্যন্ত উপযুক্ত
- কাটা প্রান্তগুলির কোনো শক্তিকরণ হয় না
- পরিবেশ-বান্ধব, ন্যূনতম অপচয় সহ
প্লাজমা কাটিং বিপরীত প্রান্তে কাজ করে। এটি একটি বৈদ্যুতিক আর্ক এবং সংকুচিত গ্যাসের সংমিশ্রণ ব্যবহার করে অত্যধিক তাপীয় প্লাজমা তৈরি করে যা পরিবাহী ধাতুগুলিকে গলিয়ে দেয়। প্লাজমা কাটিং পাতলা শীট মেটাল কোম্পানিগুলি এবং ভারী ফ্যাব্রিকেটররা—উভয়েই ঘন উপাদানে এর অসাধারণ গতির জন্য এই প্রযুক্তিতে নির্ভর করে।
ওয়ার্থ মেশিনারির পরীক্ষা অনুযায়ী, ১ ইঞ্চি ইস্পাত কাটার ক্ষেত্রে প্লাজমা কাটিং জল জেটের তুলনায় প্রায় ৩-৪ গুণ দ্রুত, এবং প্রতি ফুট অপারেটিং খরচ প্রায় অর্ধেক। যদি আপনি কাঠামোগত ইস্পাত, ভারী সরঞ্জামের উপাদান বা জাহাজ নির্মাণ সংক্রান্ত কাজে নিযুক্ত থাকেন, তবে প্লাজমা কাটিং অতুলনীয় খরচ-কার্যকারিতা প্রদান করে।
তবে, পেইন্ট করা ধাতু কাটার জন্য প্লাজমা কাটিং কোম্পানিগুলি সীমাবদ্ধতার মুখোমুখি হয়—এই প্রক্রিয়াটি শুধুমাত্র বৈদ্যুতিকভাবে পরিবাহী উপকরণের ওপর কাজ করে এবং লেজার কাটিংয়ের চেয়ে বেশি প্রশস্ত কাট (kerf) তৈরি করে। যেসব ঘন পরিবাহী ধাতুতে নিখুঁততা অত্যন্ত গুরুত্বপূর্ণ নয়, সেখানে প্লাজমা কাটিং এখনও শিল্পখাতের প্রধান কাজের পদ্ধতি হিসেবে বিবেচিত হয়।
যখন যান্ত্রিক কাটিং যুক্তিসঙ্গত হয়
প্রতিটি কাটিং কাজের জন্য উচ্চ-প্রযুক্তি সমাধানের প্রয়োজন হয় না। সিএনসি ধাতু কাটিং কোম্পানিগুলি প্রায়শই রাউটিং, সয়inng, শিয়ারিং এবং পাঞ্চিং-এর মতো যান্ত্রিক পদ্ধতি ব্যবহার করে নির্দিষ্ট অ্যাপ্লিকেশনের জন্য।
সিএনসি রাউটিং ঘূর্ণনশীল কাটিং টুল ব্যবহার করে উপাদান অপসারণ করে, যা মিলিং অপারেশনের মতোই। এই পদ্ধতিটি নরম ধাতু এবং নির্দিষ্ট প্রান্ত প্রোফাইল বা জটিল ৩ডি কনটুর প্রয়োজন হয় এমন অ্যাপ্লিকেশনগুলিতে ভালোভাবে কাজ করে। লেজার ধাতু কাটিং মেশিন কোম্পানিগুলি কখনও কখনও লেজারের উপযুক্ত না হওয়া অ্যাপ্লিকেশনগুলিতে রাউটিং যোগ করে তাদের লেজার ক্ষমতাকে সম্পূরক করে।
সরল আকৃতির উচ্চ-পরিমাণ উৎপাদনের জন্য মেকানিক্যাল শিয়ারিং এবং পাঞ্চিং এখনও খরচ-কার্যকর। এই প্রক্রিয়াগুলি দ্রুত, সর্বনিম্ন সেটআপ প্রয়োজন এবং পাতলা শীট ধাতুতে সামঞ্জস্যপূর্ণ ফলাফল উৎপাদন করে। টার্রেট পাঞ্চ প্রেস প্রতি মিনিটে ডজন খানেক গর্ত উৎপাদন করতে পারে—এমন গতি যা নির্দিষ্ট অপারেশনের ক্ষেত্রে লেজারও কষ্ট করে ম্যাচ করতে পারে।
তার EDM (বৈদ্যুতিক ডিসচার্জ মেশিনিং) একটি অনন্য জায়গা পূরণ করে। এই প্রক্রিয়াটি একটি পাতলা তার থেকে বৈদ্যুতিক ডিসচার্জ ব্যবহার করে চরম নির্ভুলতার সাথে উপাদান ক্ষয় করে। Zintilon ব্যাখ্যা করেছেন যে কঠিন ধাতু এবং কঠোর সহনশীলতা প্রয়োজন এমন জটিল জ্যামিতির ক্ষেত্রে তার EDM চমৎকার কাজ করে, যা টুল-অ্যান্ড-ডাই কাজ, এয়ারোস্পেস উপাদান এবং জটিল যান্ত্রিক অংশের জন্য অপরিহার্য।
| প্রযুক্তি | সেরা উপকরণ | মোটা পরিসর | নির্ভুলতার স্তর | গতির বৈশিষ্ট্য |
|---|---|---|---|---|
| ফাইবার লেজার | ইস্পাত, স্টেইনলেস, অ্যালুমিনিয়াম, পিতল, তামা, টাইটানিয়াম | ১" পর্যন্ত (শক্তির ওপর নির্ভর করে) | ±0.005" সাধারণ | পাতলা উপকরণে খুব দ্রুত; ঘন উপকরণে ধীর গতি |
| Co2 লেজার | ধাতু, এক্রাইলিক, প্লাস্টিক, কাঠ | ধাতুতে ১" পর্যন্ত | ±0.005" সাধারণ | দ্রুত; ধাতুতে ফাইবারের চেয়ে কিছুটা ধীর |
| ওয়াটারজেট | যেকোনো উপাদান (ধাতু, পাথর, কাচ, কম্পোজিট) | উপাদানের ওপর নির্ভর করে ১২"+ পর্যন্ত | ±0.003" থেকে ±0.010" | প্লাজমা/লেজারের চেয়ে ধীর; তাপের কোনো সীমাবদ্ধতা নেই |
| প্লাজমা | শুধুমাত্র পরিবাহী ধাতু (ইস্পাত, অ্যালুমিনিয়াম, তামা) | ২৬ গজ থেকে ৬"+ পুরু | ±0.020" সাধারণত | ঘন পরিবাহী ধাতুতে সবচেয়ে দ্রুততম |
| সিএনসি রাউটিং | নরম ধাতু, প্লাস্টিক, কম্পোজিট | উপাদানভেদে পরিবর্তিত হয় | ±0.005" থেকে ±0.010" | মাঝারি; 3D কনট্যুরের জন্য ভালো |
| তারের EDM | যেকোনো পরিবাহী ধাতু, বিশেষ করে কঠিন ইস্পাত | সাধারণত 16" পর্যন্ত | ±0.0001" পর্যন্ত সম্ভব | ধীর; গতির চেয়ে নির্ভুলতাকে অগ্রাধিকার দেয় |
এই প্রযুক্তি সম্পর্কে জ্ঞান আপনাকে উৎপাদন অংশীদারদের সাথে কার্যকরভাবে যোগাযোগ করতে এবং আপনার নির্দিষ্ট প্রয়োজনীয়তা অনুযায়ী সঠিক কাটিং পদ্ধতি নির্বাচন করতে সাহায্য করে। কিন্তু প্রযুক্তি শুধুমাত্র সমীকরণের একটি অংশ—আপনি যে উপকরণগুলি কাটছেন তা সর্বোত্তম পদ্ধতি নির্ধারণে সমানভাবে গুরুত্বপূর্ণ ভূমিকা পালন করে।
বিভিন্ন কাটিং পদ্ধতির মাধ্যমে উপকরণ ও পুরুত্বের ক্ষমতা
এখন আপনি বুঝতে পেরেছেন প্রতিটি কাটিং প্রযুক্তি কীভাবে কাজ করে এখানে গুরুত্বপূর্ণ প্রশ্নটি হল: আপনার প্রয়োজনীয় নির্দিষ্ট ধাতুটি কাটার জন্য কোন পদ্ধতিটি সবচেয়ে ভালো কাজ করে? উত্তরটি সর্বদা সরাসরি নয়, কারণ উপাদানের বৈশিষ্ট্যগুলি কাটিং পারফরম্যান্সকে ব্যাপকভাবে প্রভাবিত করে। প্রতিফলন ক্ষমতা, তাপীয় পরিবাহিতা, কঠোরতা এবং পুঁজির পুরুত্ব—সবগুলোই অপটিমাল পদ্ধতি নির্ধারণে সিদ্ধান্তমূলক ভূমিকা পালন করে।
শীট মেটাল কাটিং কোম্পানিগুলি প্রতিদিন ডজন ডজন ভিন্ন ধাতুর সংকর মিশ্রণের সম্মুখীন হয়। এই উপাদানগুলি বিভিন্ন কাটিং প্রযুক্তির সঙ্গে কীভাবে পারস্পরিক ক্রিয়া করে তা বুঝতে পারলে আপনি সঠিক প্রক্রিয়াটি নির্দিষ্ট করতে পারবেন—এবং প্রকল্পের বিলম্বের দিকে পরিচালিত করতে পারে এমন ব্যয়বহুল ভুলগুলি এড়াতে পারবেন।
উপাদান-থেকে-পদ্ধতি মিলিয়ে নেওয়ার গাইড
প্রতিটি ধাতু কাটিংয়ের ক্ষেত্রে নিজস্ব অনন্য বৈশিষ্ট্য নিয়ে আসে। আসুন সবচেয়ে সাধারণ উপাদানগুলি এবং তাদের আদর্শ কাটিং পদ্ধতিগুলি পরীক্ষা করি।
স্টেইনলেস স্টীল
স্টেইনলেস স্টিলের ক্ষয় প্রতিরোধক ধর্ম এবং শক্তির সমন্বয় এটিকে বিভিন্ন শিল্পে প্রিয় উপাদান করে তোলে। শীট মেটাল লেজার কাটিং কোম্পানিগুলি সাধারণত ১ ইঞ্চি পর্যন্ত পুরু স্টেইনলেস স্টিলের জন্য ফাইবার লেজার কাটিং সুপারিশ করে, কারণ এটি চমৎকার কিনারা গুণগত মান এবং উচ্চ গতি প্রদান করে। অধিক পুরু অংশগুলির জন্য প্লাজমা কাটিং খরচ-কার্যকর প্রক্রিয়াকরণ প্রদান করে, যখন তাপ-সংবেদনশীলতা একটি চিন্তার বিষয় হয়, ওয়াটারজেট কাটিং উপাদানের বৈশিষ্ট্যগুলি অক্ষুণ্ণ রাখে।
- অপ্টিমাল পদ্ধতিসমূহ: ফাইবার লেজার (পাতলা থেকে মাঝারি পুরুত্ব), প্লাজমা (অধিক পুরু অংশ), ওয়াটারজেট (তাপ-সংবেদনশীল অ্যাপ্লিকেশন)
- মূল বিবেচ্য বিষয়: উচ্চতর ক্রোমিয়াম সামগ্রী লেজার কাটিং গতির উপর প্রভাব ফেলতে পারে
অ্যালুমিনিয়াম
অ্যালুমিনিয়ামের উচ্চ প্রতিফলন ক্ষমতা একসময় এটিকে লেজার কাটিং-এর জন্য চ্যালেঞ্জিং করে তুলেছিল, কিন্তু আধুনিক ফাইবার লেজারগুলি এটিকে সহজেই পরিচালনা করতে পারে। অনুযায়ী StarLab CNC , ফাইবার লেজারগুলি অ্যালুমিনিয়াম শীটে চমৎকার কাজ করে, যখন প্লাজমা কাটিং অধিক পুরু অ্যালুমিনিয়াম প্লেটগুলিতে ভালো কাজ করে। যখন আপনার শূন্য তাপ-প্রভাবিত অঞ্চলের প্রয়োজন হয়—বিশেষ করে এয়ারোস্পেস অ্যাপ্লিকেশনগুলিতে, যেখানে উপাদানের অখণ্ডতা অবশ্যই রক্ষা করতে হয়—ওয়াটারজেট কাটিং এখনও শীর্ষ পছন্দ হিসেবে বিবেচিত হয়।
- অপ্টিমাল পদ্ধতি: ফাইবার লেজার (শীট গেজ থেকে ০.৫"), ওয়াটারজেট (তাপ-সংবেদনশীল), প্লাজমা (ঘন প্লেট)
- মুখ্য বিবেচনা: তাপীয় পরিবাহিতা লেজার কাটিংয়ের জন্য উচ্চতর শক্তি সেটিংস প্রয়োজন
কার্বন স্টিল এবং মাইল্ড স্টিল
কার্বন স্টিল ধাতু কাটিং ও নির্মাণ কোম্পানিগুলোর জন্য প্রধান কাজের উপাদান। এটি প্রায় সমস্ত প্রযুক্তিতেই ভালোভাবে কাটা যায়, ফলে পদ্ধতি নির্বাচনটি মূলত পুঁজির পুরুত্ব এবং প্রয়োজনীয় নির্ভুলতার উপর নির্ভর করে। পাতলা শীটগুলো লেজার কাটিংয়ের জন্য অত্যন্ত উপযুক্ত, অন্যদিকে ১"-এর বেশি পুঁজির ভারী প্লেটগুলো প্লাজমা কাটিংয়ের জন্য আদর্শ।
- অপ্টিমাল পদ্ধতি: লেজার (১" পর্যন্ত), প্লাজমা (০.৫" থেকে ৬"+), ওয়াটারজেট (যেকোনো পুরুত্ব)
- মুখ্য বিবেচনা: ঘন কার্বন স্টিলের ক্ষেত্রে প্লাজমা কাটিং সর্বোত্তম গতি-থেকে-খরচ অনুপাত প্রদান করে
তামা ও পিতল
এই অত্যন্ত প্রতিফলক ধাতুগুলি ঐতিহ্যগতভাবে লেজার সিস্টেমের জন্য কঠিন ছিল। আজকের উচ্চ-শক্তি ফাইবার লেজারগুলি এই চ্যালেঞ্জটি প্রায় সম্পূর্ণরূপে সমাধান করেছে, যদিও ধাতু পাত কাটার মেশিন নির্মাতা কোম্পানিগুলি যন্ত্রপাতির ক্ষতি রোধের জন্য পিতলের পাতলা স্তর কাটার সময় এখনও প্রতিফলিত আলোর (ব্যাক-রিফ্লেকশন) ব্যাপারে সতর্কতা অবলম্বন করে। ওয়াটারজেট কাটিং এখনও একটি বিশ্বস্ত বিকল্প, যা সম্পূর্ণরূপে প্রতিফলন সংক্রান্ত সমস্যাগুলি এড়িয়ে যায়।
- অপ্টিমাল পদ্ধতি: ফাইবার লেজার (উপযুক্ত শক্তি সহ), ওয়াটারজেট (সমস্ত পুরুত্বের জন্য নিরাপদ), প্লাজমা (সীমিত প্রয়োগ)
- মূল বিবেচ্য বিষয়: তামার তাপ পরিবাহিতা তাপকে দ্রুত ছড়িয়ে দেয়, ফলে প্যারামিটারগুলি সামঞ্জস্য করা আবশ্যক
বিশেষ ধাতু মিশ্রণ (টাইটানিয়াম, ইনকনেল, টুল স্টিল)
যখন আপনি বিদেশী মিশ্র ধাতু নিয়ে কাজ করছেন, তখন ঝুঁকি—এবং খরচ—দ্রুত বৃদ্ধি পায়। পাতলা ধাতুর শীট লেজার কাটিং সেবা প্রদানকারী কোম্পানিগুলো প্রায়শই টাইটানিয়াম এবং নিকেল-ভিত্তিক সুপারঅ্যালয়গুলোর জন্য ওয়াটারজেট কাটিং পদ্ধতি সুপারিশ করে, কারণ শীতল-কাটিং প্রক্রিয়াটি ধাতুবিদ্যাগত বৈশিষ্ট্যগুলোকে অক্ষুণ্ণ রাখে। হার্ডেনড টুল স্টিলগুলোকে তার ইলেকট্রিক ডিসচার্জ মেশিনিং (ওয়্যার ইডিএম) অতুলনীয় নির্ভুলতার সাথে কাটতে পারে, যা টুলিং অ্যাপ্লিকেশনগুলোর জন্য অপরিহার্য।
- অপ্টিমাল পদ্ধতিসমূহ: ওয়াটারজেট (বৈশিষ্ট্যগুলো অক্ষুণ্ণ রাখে), ওয়্যার ইডিএম (কঠিনীভূত উপকরণ), ফাইবার লেজার (বিশেষজ্ঞতা সহ)
- মূল বিবেচ্য বিষয়: অনেক বিশেষ মিশ্র ধাতুর কাটার পর উপাদানের অখণ্ডতা যাচাই করার জন্য পোস্ট-কাট পরীক্ষা প্রয়োজন
ধাতুর ধরন অনুযায়ী পুরুত্বের সীমা
পুরুত্ব প্রায়শই কাটিং পদ্ধতি নির্বাচনের সময় সিদ্ধান্ত গ্রহণের মূল ফ্যাক্টর। নিম্নে আপনি পাতলা ধাতুর শীট কাটিং কোম্পানির ক্ষমতা অনুযায়ী যা আশা করতে পারেন:
পাতলা গেজ উপকরণ (০.১২৫ ইঞ্চির নিচে)
লেজার কাটিং এই পরিসীমায় প্রভাবশালী। ঘনীভূত বীমটি ন্যূনতম কার্ফ প্রস্থ, কঠোর সহনশীলতা এবং উৎকৃষ্ট প্রান্ত গুণগত মান তৈরি করে। গতির সুবিধা অত্যন্ত উল্লেখযোগ্য—একটি ফাইবার লেজার ২০-গেজ ইস্পাতকে প্রতি মিনিটে ৮০০+ ইঞ্চি বেগে কাটতে পারে। ওয়াটারজেট এবং প্লাজমা পাতলা উপকরণগুলি প্রক্রিয়া করতে পারে, কিন্তু তাপ এড়ানো অত্যন্ত গুরুত্বপূর্ণ না হলে সাধারণত অর্থনৈতিকভাবে যুক্তিসঙ্গত হয় না।
মধ্যম পুরুত্ব (০.১২৫" থেকে ০.৭৫")
এটি প্রতিযোগিতামূলক অঞ্চল, যেখানে পদ্ধতি নির্বাচন প্রাধান্যের উপর নির্ভর করে। আপনার প্রয়োজন হলে সূক্ষ্মতা এবং পরিষ্কার প্রান্ত? লেজার কাটিং সেটি প্রদান করে। পরিবাহী ধাতুতে গতি এবং খরচের উপর জোর দিতে চান? প্লাজমা কাটিং এখানে শ্রেষ্ঠ। শূন্য তাপজনিত বিকৃতির প্রয়োজন হলে? ওয়াটারজেট আপনার সমাধান। গাউয়ার মেটাল প্রোডাক্টস অনুযায়ী, সঠিক পদ্ধতি নির্বাচন নির্ভর করে ধাতুর প্রকার, পুরুত্ব এবং আপনার প্রকল্পের প্রয়োজনীয় সূক্ষ্মতার উপর।
ঘন প্লেট (০.৭৫" এবং তার বেশি)
যেমন উপাদানের পুরুত্ব বৃদ্ধি পায়, তেমন প্লাজমা এবং ওয়াটারজেট কেন্দ্রে চলে আসে। ১" ইস্পাত ১০০ ইঞ্চিরও বেশি প্রতি মিনিটে—প্রায় ওয়াটারজেটের চেয়ে ৩-৪ গুণ দ্রুত—প্রক্রিয়া করে, যা কাঠামোগত ফ্যাব্রিকেশন, ভারী সরঞ্জাম এবং জাহাজ নির্মাণের জন্য উৎপাদন কাজের ঘোড়া হিসাবে তৈরি করে। ওয়াটারজেট কাটিং আরও বেশি পুরু উপকরণ (কিছু সিস্টেমে ১২"+) পর্যন্ত পরিচালনা করে এবং তাপ-প্রভাবিত অঞ্চলগুলি অগ্রহণযোগ্য হলে এটি অপরিহার্য থাকে।
উপকরণের বৈশিষ্ট্যগুলি পুরুত্বের মতোই পদ্ধতি নির্বাচন নির্ধারণ করে। 0.5" অ্যালুমিনিয়াম প্লেট ফাইবার লেজার দিয়ে সুন্দরভাবে কাটা যেতে পারে, যখন একই পুরুত্বে তামা প্রতিফলনের জটিলতা এড়ানোর জন্য ওয়াটারজেটে আরও ভাল কাজ করতে পারে।
এই উপাদান-পদ্ধতির সম্পর্কগুলি বোঝা আপনাকে আপনার প্রকল্প নিয়ে ফ্যাব্রিকেশন পার্টনারদের সাথে আলোচনা করার সময় একটি শক্তিশালী অবস্থানে রাখে। আপনি জানবেন কোন প্রশ্নগুলি করতে হবে এবং কোনও শপের সুপারিশগুলি শিল্পের সর্বোত্তম অনুশীলনের সাথে সামঞ্জস্যপূর্ণ কিনা তা মূল্যায়ন করতে পারবেন। পরবর্তীতে, আমরা সম্পূর্ণ ফ্যাব্রিকেশন ওয়ার্কফ্লোটি ধাপে ধাপে ব্যাখ্যা করব—আপনার প্রাথমিক কোটেশন অনুরোধ থেকে শুরু করে সম্পন্ন পার্টসগুলি আপনার ডকে পৌঁছানো পর্যন্ত।
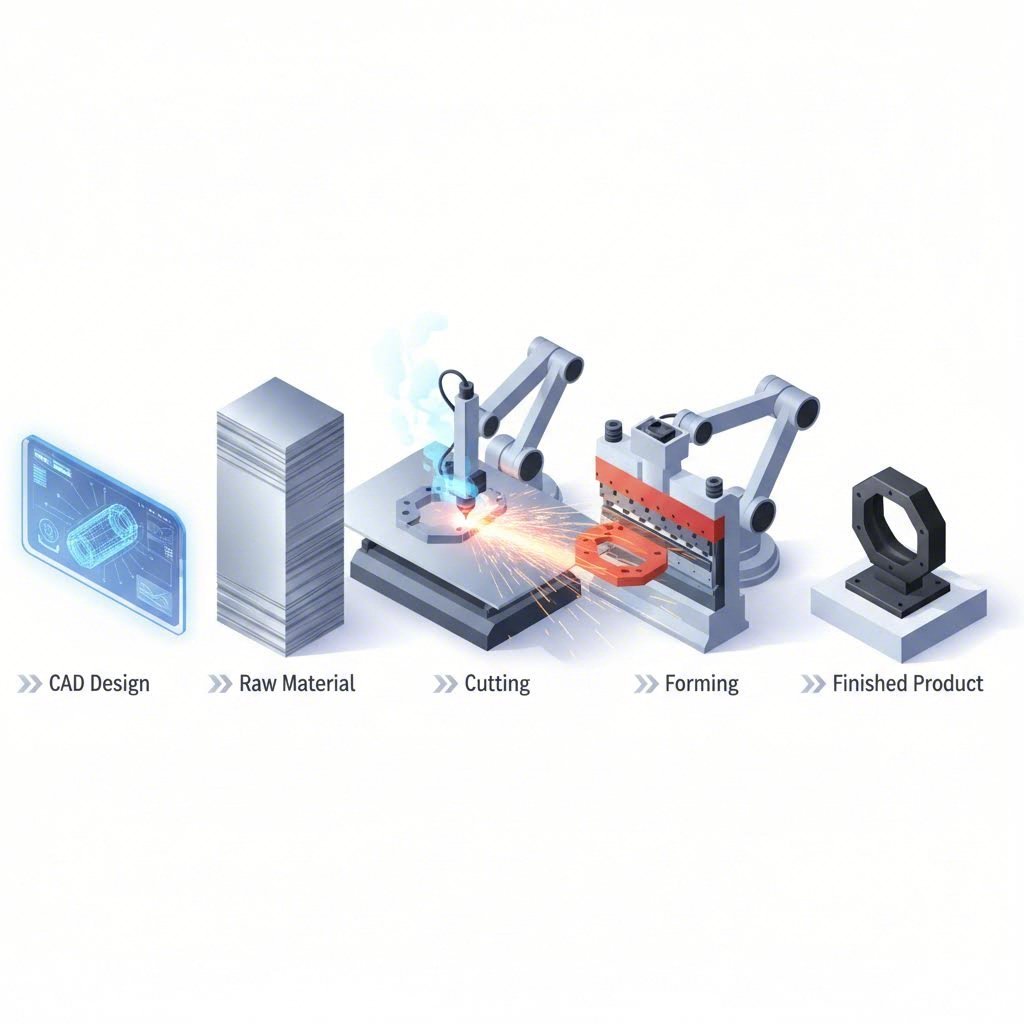
ধাতু কাটার সম্পূর্ণ প্রক্রিয়া: শুরু থেকে শেষ পর্যন্ত
আপনি আপনার কাটিং প্রযুক্তি নির্বাচন করেছেন এবং সঠিক উপাদানটি চিহ্নিত করেছেন—এখন যখন আপনি কোনও ধাতু কাটার সেবা প্রদানকারী কোম্পানির সেবা গ্রহণ করেন, তখন আসলে কী ঘটে? সম্পূর্ণ ফ্যাব্রিকেশন ওয়ার্কফ্লোটি বোঝা অনিশ্চয়তা দূর করে এবং আপনাকে সেই প্রকল্পগুলি প্রস্তুত করতে সাহায্য করে যা ধারণা থেকে সম্পন্ন হওয়া পর্যন্ত মসৃণভাবে এগিয়ে যায়।
আপনি যদি প্রথমবারের মতো কাস্টম মেটাল কাটিং কোম্পানিগুলির সাথে কাজ করছেন অথবা বিদ্যমান সম্পর্কটি আরও দক্ষ করার চেষ্টা করছেন, তবে প্রক্রিয়ার প্রতিটি ধাপ সম্পর্কে জ্ঞান আপনাকে নিয়ন্ত্রণে রাখবে। চলুন, আপনার পার্টসগুলি প্রাথমিক যোগাযোগ থেকে চূড়ান্ত ডেলিভারি পর্যন্ত যে যাত্রা অতিক্রম করে, সেই যাত্রাটি একসাথে অনুসরণ করি।
উদ্ধৃতি অনুরোধ থেকে শেষ পার্ট পর্যন্ত
যদিও ফ্যাব্রিকেশন প্রক্রিয়াটি একটি যুক্তিসঙ্গত ক্রম অনুসরণ করে, তবুও সময়সীমা জটিলতা, পরিমাণ এবং আপনার নির্দিষ্ট প্রয়োজনীয়তার উপর নির্ভর করে পরিবর্তিত হয়। অনুযায়ী H&S Manufacturing , শীট মেটাল কাস্টম ফ্যাব্রিকেশনে উৎপাদনের কয়েকটি স্বতন্ত্র ধাপ অন্তর্ভুক্ত রয়েছে। এখানে আপনি যা আশা করতে পারেন:
-
ফাইল জমা দেওয়া এবং প্রাথমিক যোগাযোগ
আপনার প্রকল্প শুরু হয় যখন আপনি নির্বাচিত প্রস্তুতকারকের কাছে ডিজাইন ফাইল জমা দেন। অধিকাংশ শীট মেটাল কাটিং সার্ভিস কোম্পানি স্ট্যান্ডার্ড CAD ফরম্যাট গ্রহণ করে, যার মধ্যে DXF, STEP এবং IGES ফাইল অন্তর্ভুক্ত। কিছু দ্রুত প্রস্তুতি পরিষেবা—যেমন অ্যাপ্রুভড শীট মেটাল দ্বারা প্রদত্ত পরিষেবা—ইন্টারঅ্যাক্টিভ উদ্ধৃতি সিস্টেম প্রদান করে যেখানে আপনি ফাইল আপলোড করেন এবং কয়েক ঘণ্টার মধ্যে মূল্য নির্ধারণ পান। এই পর্যায়ে সহনশীলতা, পরিমাণ বা ফিনিশের প্রয়োজনীয়তা সম্পর্কে কোনও বিশেষ নোট অন্তর্ভুক্ত করুন। -
ডিজাইন পর্যালোচনা এবং প্রকৌশল
এই পর্যায়ে, প্রস্তুতকারকগণ উৎপাদনযোগ্যতার জন্য আপনার ডিজাইন বিশ্লেষণ করে। H&S ম্যানুফ্যাকচারিং লক্ষ্য করেছেন যে এর মধ্যে প্রোটোটাইপ তৈরি করা এবং সঠিক উপকরণ ও প্রক্রিয়া নির্ধারণের জন্য সম্ভাব্যতা অধ্যয়ন চালানো থাকতে পারে। অভিজ্ঞ কাস্টম মেটাল কাটিং কোম্পানির দলগুলি সম্ভাব্য সমস্যাগুলি চিহ্নিত করবে—এমন বৈশিষ্ট্য যা পরিষ্কারভাবে কাটতে পারে না, বেঁকে যাওয়ার ব্যাসার্ধ যা ফাটল তৈরি করতে পারে, বা বিকল্প পদ্ধতির প্রয়োজন হয় এমন সহনশীলতা। পরবর্তীতে এই সহযোগিতামূলক পর্যালোচনা সময় এবং অর্থ সাশ্রয় করে। -
উদ্ধৃতি এবং অনুমোদন
আপনি উপকরণের খরচ, কাটিং অপারেশন, দ্বিতীয়ক প্রক্রিয়া এবং ডেলিভারি সহ বিস্তারিত আদান-প্রদান পাবেন। কিছু লেজার কাটিং শীট মেটাল স্ট্যাম্পিং কোম্পানি সরল প্রকল্পের জন্য একই দিনে আদান-প্রদান প্রদান করে, অন্যদিকে জটিল অ্যাসেম্বলিগুলির জন্য প্রকৌশলী পর্যালোচনার জন্য কয়েক দিন সময় লাগতে পারে। একবার আপনি আদান-প্রদানটি অনুমোদন করেন এবং পরিমাণ নিশ্চিত করেন, তখন আপনার অর্ডারটি উৎপাদন কিউ-তে প্রবেশ করে। -
উপকরণ সংগ্রহ এবং প্রস্তুতি
আপনার ফ্যাব্রিকেটর নির্দিষ্ট উপকরণ সংগ্রহ করেন—অথবা বিদ্যমান ইনভেন্টরি থেকে এটি সংগ্রহ করেন। H&S ম্যানুফ্যাকচারিং অনুসারে, গুণগত ফ্যাব্রিকেটরগুলি প্রক্রিয়াকরণের আগে কাঁচামালে ত্রুটি নিরীক্ষণ করেন। প্রাথমিক কাটিং অপারেশন শুরু হওয়ার আগে শীট মেটালকে কাঁচি বা লেজার সরঞ্জাম ব্যবহার করে উপযুক্ত আকারে কাটা হয়। -
প্রাথমিক কাটিং অপারেশন
এখানেই আপনার পার্টগুলি আকৃতি পায়। CAD ফাইলগুলি মেশিন নির্দেশনায় রূপান্তরিত হয় যা লেজার, ওয়াটারজেট বা প্লাজমা টর্চগুলিকে নির্ভুল কাটিং পথ ধরে পরিচালনা করে। আধুনিক সরঞ্জামগুলি সর্বনিম্ন মানুষের হস্তক্ষেপে কাজ করে, যদিও দক্ষ অপারেটররা সমগ্র প্রক্রিয়ায় গুণগত মান পর্যবেক্ষণ করেন। আপনার শীট মেটাল কাটিং সেবা প্রদানকারী কোম্পানির ক্ষমতা এবং আপনার অর্ডারের অগ্রাধিকারের উপর নির্ভর করে এই পর্যায়টি সরল কাজের জন্য কয়েক ঘণ্টা বা জটিল উৎপাদন চক্রের জন্য কয়েক দিন সময় নিতে পারে। -
গৌণ অপারেশন
কাটিং প্রায়শই শুধুমাত্র শুরুমাত্র। অনেক পার্টকে সম্পূর্ণ হওয়ার আগে অতিরিক্ত প্রক্রিয়াকরণের প্রয়োজন হয়— বেঁকানো, ওয়েল্ডিং, হার্ডওয়্যার ইনসার্শন বা অ্যাসেম্বলি। নীচে আমরা এই গুরুত্বপূর্ণ পদক্ষেপগুলি বিস্তারিতভাবে আলোচনা করব। -
সমাপ্তকরণ এবং পৃষ্ঠ চিকিত্সা
সারফেস ট্রিটমেন্টগুলি চেহারা এবং কার্যকারিতা উভয়কেই উন্নত করে। বিকল্পগুলি সরল ডিবারিং থেকে শুরু করে পাউডার কোটিং, প্লেটিং বা অ্যানোডাইজিং পর্যন্ত বিস্তৃত। আপনার ফ্যাব্রিকেটর আপনার প্রয়োজনীয়তা অনুযায়ী নির্দিষ্ট ফিনিশগুলি প্রয়োগ করেন। -
গুণমান পরিদর্শন
চালানের আগে, অংশগুলি মাত্রিক যাচাইকরণ এবং দৃশ্যমান পরিদর্শনের মধ্য দিয়ে যায়। ISO 9001 বা এরূপ সার্টিফিকেশনযুক্ত ফ্যাব্রিকেটরগুলি নির্ভুল পরিমাপ সরঞ্জাম ব্যবহার করে নথিভুক্ত পরিদর্শন প্রোটোকল অনুসরণ করে। -
প্যাকেজিং এবং ডেলিভারি
অংশগুলি পরিবহনের সময় ক্ষতি রোধে প্যাকেজিং করা হয়। Approved Sheet Metal-এর মতো কোম্পানির ত্বরিত পরিষেবা পরের দিনই সমতল লেজার-কাট অংশ পৌঁছে দিতে পারে—সকাল 10:00 এর মধ্যে অর্ডার করুন এবং পরের দিন সকাল 10:00 এর মধ্যে অংশগুলি পাবেন।
কাটার পরে কী ঘটে
কাটার অপারেশন সমতল প্রোফাইল তৈরি করে, কিন্তু বেশিরভাগ ক্রিয়াকলাপযুক্ত অংশের অতিরিক্ত প্রক্রিয়াকরণের প্রয়োজন। এই মাধ্যমিক পরিষেবাগুলি বোঝা আপনাকে মূল্যায়ন করতে সাহায্য করে যে একটি ফ্যাব্রিকেটর সত্যিই সম্পূর্ণ অংশ সরবরাহ করতে পারবে কিনা—না শুধু এমন টুকরো কাটবে যা অন্যত্র আরও কাজের প্রয়োজন হবে।
CNC বেন্ডিং এবং ফরমিং
সমতল কাটা অংশগুলির প্রায়শই তিন-মাত্রিক আকৃতির প্রয়োজন হয়। সিএনসি প্রেস ব্রেক নির্দিষ্ট কোণ ও অবস্থানে সঠিক বেঁক তৈরি করতে নির্ভুল টুলিং ব্যবহার করে। এইচ অ্যান্ড এস ম্যানুফ্যাকচারিং অনুযায়ী, ফর্মিং প্রক্রিয়ায় হাইড্রোলিক প্রেস এবং কম্পিউটার নিউমেরিক্যাল কন্ট্রোল প্রেস ব্রেক ব্যবহার করে সঠিক ফলাফল অর্জন করা হয়। সাধারণ অপারেশনগুলির মধ্যে ভি-বেন্ড, ইউ-আকৃতির চ্যানেল, বক্স ফর্ম এবং জটিল বহু-বেন্ড জ্যামিতিক আকৃতি অন্তর্ভুক্ত। সঠিকভাবে ডিজাইন করা অংশগুলিতে ±০.০০৫ ইঞ্চি টলারেন্স অর্জন করা সম্ভব।
ডিবারিং এবং প্রান্ত চিকিত্সা
কাটিং অপারেশনগুলি ব্যবহৃত পদ্ধতির উপর নির্ভর করে বিভিন্ন মাত্রার প্রান্তের অমসৃণতা রেখে যায়। লেজার কাটিং সাধারণত তুলনামূলকভাবে পরিষ্কার প্রান্ত তৈরি করে, যেখানে প্লাজমা এবং যান্ত্রিক কাটিং অপেক্ষাকৃত বড় বার রেখে যেতে পারে। ডিবারিং হল ত ост্র প্রান্তগুলি অপসারণ করার প্রক্রিয়া, যা হ্যান্ডলিংয়ের সময় আঘাতের কারণ হতে পারে অথবা অ্যাসেম্বলির কাজে বাধা দিতে পারে। এই প্রক্রিয়ার পদ্ধতিগুলি ম্যানুয়াল গ্রাইন্ডিং থেকে শুরু করে স্বয়ংক্রিয় টাম্বলিং এবং কম্পন-ভিত্তিক ফিনিশিং পর্যন্ত বিস্তৃত।
ওয়েল্ডিং এবং জয়েনিং
যখন আপনার ডিজাইনে একাধিক অংশকে একত্রিত করতে হয়, তখন ওয়েল্ডিং স্থায়ী বন্ধন সৃষ্টি করে। এইচ অ্যান্ড এস ম্যানুফ্যাকচারিং বর্ণনা করে যে ওয়েল্ডাররা তাপ ও চাপ প্রয়োগ করে অংশগুলিকে কীভাবে একত্রিত করেন, যেখানে উত্তপ্ত ধাতব পৃষ্ঠগুলি আবদ্ধ হয় এবং শক্তিশালী জয়েন্ট গঠনের জন্য ঠান্ডা হয়। এমআইজি, টিআইজি এবং স্পট ওয়েল্ডিং প্রত্যেকটি ভিন্ন ভিন্ন অ্যাপ্লিকেশন ও উপাদান সংমিশ্রণের জন্য উপযুক্ত। রিভেটিং কিছু অ্যাসেম্বলিতে বিকল্প যান্ত্রিক ফাস্টেনিং পদ্ধতি প্রদান করে।
পৃষ্ঠ ফিনিশিং অপশন
সমাপ্তি চিকিৎসা অংশগুলিকে রক্ষা করে এবং দৃশ্যগত আকর্ষণ বৃদ্ধি করে। সাধারণ বিকল্পগুলি হল:
- পাউডার কোটিং: একটি শুষ্ক ইলেকট্রোস্ট্যাটিক আবেদন প্রক্রিয়া যা প্রায় যেকোনো রঙে টিকসই ও আকর্ষণীয় সমাপ্তি তৈরি করে
- চিত্রণ: জল- বা দ্রাবক-ভিত্তিক কোটিংগুলি ক্ষয়রোধী রক্ষা ও দৃশ্যগত উন্নতির জন্য এক বা একাধিক স্তরে স্প্রে করা হয়
- প্লাটিংঃ ইলেকট্রোপ্লেটিং বা ইলেকট্রোলেস প্রক্রিয়া যা কঠোরতা, ক্ষয় প্রতিরোধ বা পরিবাহিতা উন্নত করতে পাতলা ধাতব স্তর প্রয়োগ করে
- Anodizing: একটি ইলেকট্রোকেমিক্যাল প্রক্রিয়া যা অ্যালুমিনিয়াম অংশগুলিতে রক্ষাকারী অক্সাইড স্তর তৈরি করে
হার্ডওয়্যার ইনস্টলেশন ও অ্যাসেম্বলি
অনেক ফ্যাব্রিকেটর পিইএম ফাস্টেনার ইনসার্শন, থ্রেডেড ইনসার্ট এবং কম্পোনেন্ট অ্যাসেম্বলি সহ টার্নকি সেবা প্রদান করে। এটি আপনার সাপ্লাই চেইনকে একত্রিত করে—অর্থাৎ কাটিং, ফিনিশিং এবং অ্যাসেম্বলি ভেন্ডরগুলিকে আলাদাভাবে পরিচালনা না করে, একটি একক কাস্টম মেটাল কাটিং কোম্পানি সম্পূর্ণ প্যাকেজটি হাতলে নেয়।
যে ফ্যাব্রিকেটর ব্যাপক সেকেন্ডারি সেবা প্রদান করে, তার সাথে কাজ করা আপনার সাপ্লাই চেইনকে সরলীকৃত করে এবং আপনার দলের সমন্বয় ব্যবস্থাপনার ভার কমিয়ে দেয়।
এই সম্পূর্ণ ওয়ার্কফ্লোটি বোঝা আপনাকে বাস্তবসম্মত সময়সীমা প্রত্যাশা নির্ধারণ করতে এবং উৎপাদনের মধ্য দিয়ে দক্ষতার সাথে এগিয়ে যাওয়ার জন্য প্রকল্পগুলি প্রস্তুত করতে সাহায্য করে। কিন্তু আপনি প্রথম কোটেশন অনুরোধটি জমা দেওয়ার আগে, আপনার ডিজাইন ফাইল এবং স্পেসিফিকেশনগুলি সঠিকভাবে প্রস্তুত করা হয়েছে কিনা তা নিশ্চিত করা আবশ্যিক—যা আমাদেরকে প্রকল্প প্রস্তুতির সেরা অনুশীলনের দিকে নিয়ে যায়।
মেটাল কাটিং সেবার জন্য আপনার প্রকল্প প্রস্তুত করা
আপনি সঠিক কাটিং প্রযুক্তি খুঁজে পেয়েছেন, আপনার উপাদান চিহ্নিত করেছেন এবং ফ্যাব্রিকেশন ওয়ার্কফ্লো বুঝতে পেরেছেন। কিন্তু অনেক প্রকল্প এখানেই থমকে যায়: অসম্পূর্ণ বা ভুলভাবে ফরম্যাট করা ডিজাইন ফাইল। কাস্টম কাট শীট মেটাল কোম্পানিগুলি শত শত উদ্ধৃতি অনুরোধ পায়—এবং যেগুলিতে সম্পূর্ণ ও সঠিক ডকুমেন্টেশন থাকে, সেগুলি সারির সামনে চলে আসে, আর অন্যগুলি পরিষ্কার করার জন্য ফিরিয়ে দেওয়া হয়।
আপনার প্রকল্পটি সঠিকভাবে প্রস্তুত করতে সময় নেওয়া প্রায় দিন (কখনও কখনও সপ্তাহ) ধরে আসা-যাওয়া যোগাযোগ বাঁচায়। আপনি যদি নির্ভুল উপাদানের জন্য কাস্টম CNC মেটাল কাটিং কোম্পানির সাথে কাজ করছেন বা উৎপাদনের জন্য উচ্চ-পরিমাণ ফ্যাব্রিকেটরের সাথে কাজ করছেন, এই প্রস্তুতি ধাপগুলি সর্বত্র প্রযোজ্য।
আপনার ডিজাইন ফাইলগুলি প্রস্তুত করা
আপনার CAD ফাইলগুলি হল সম্পূর্ণ উৎপাদন প্রক্রিয়ার নকশা। RapidDirect অনুসারে, CAD ফাইলগুলিতে একটি অংশের বৈশিষ্ট্য, মাত্রা এবং জ্যামিতি সম্পর্কে প্রয়োজনীয় বিবরণ থাকে—এগুলি CNC মেশিনিং প্রক্রিয়ার জন্য কাঠামোগত কাঠামো।
অধিকাংশ কাস্টম-কাট শীট মেটাল কোম্পানি একাধিক স্ট্যান্ডার্ড ফাইল ফরম্যাট গ্রহণ করে, যদিও পছন্দগুলি ভিন্ন হতে পারে। আপনার নিচের ফরম্যাটগুলি প্রস্তুত রাখা উচিত:
- STEP (.STP): 3D মডেলের জন্য সোনার মানদণ্ড। STEP ফাইলগুলি জ্যামিতিক সংরক্ষণে অত্যন্ত ভালো ফল দেয় এবং প্রায় সমস্ত CAD ও CAM সিস্টেমেই কাজ করে। যদি আপনি একটি মাত্র ফরম্যাট জমা দেন, তবে এটিই হওয়া উচিত।
- DXF (.dxf): 2D কাটিং অপারেশনের জন্য আদর্শ। DXF ফাইলগুলি সমতল প্যাটার্নগুলি স্পষ্টভাবে সংজ্ঞায়িত করে এবং লেজার, ওয়াটারজেট ও প্লাজমা কাটিং-এর জন্য সর্বজনীনভাবে গৃহীত।
- IGES (.igs): একটি পুরনো কিন্তু এখনও ব্যাপকভাবে ব্যবহৃত ফরম্যাট, বিশেষ করে সারফেস মডেল এবং পুরনো সিস্টেমগুলির জন্য। IGES ফাইলগুলি ওয়্যারফ্রেম এবং 2D ড্রয়িংগুলি ভালোভাবে পরিচালনা করে।
- নেটিভ CAD ফরম্যাট (.SLDPRT, .PRT, X_T): SolidWorks, Siemens NX এবং Parasolid ফাইলগুলি সম্পূর্ণ ডিজাইন ইতিহাস এবং প্যারামেট্রিক ডেটা ধরে রাখে—যখন আপনার কাস্টম শীট মেটাল কাটিং সার্ভিস কোম্পানিটি সামঞ্জস্যপূর্ণ সফটওয়্যার ব্যবহার করে, তখন এগুলি ব্যবহার করা উপযোগী।
RapidDirect লক্ষ্য করেছে যে STP এবং X_T ফাইলগুলি তাদের সঠিক সলিড মডেলিং ক্ষমতার জন্য পরিচিত, যা টুলপাথ উৎপাদনের সময় মাত্রার নির্ভুলতা বজায় রাখার জন্য অপরিহার্য। সন্দেহ থাকলে, আপনার নেটিভ ফরম্যাটের পাশাপাশি আপনার ডিজাইন STEP ফাইল হিসাবে এক্সপোর্ট করুন যাতে সামঞ্জস্য নিশ্চিত করা যায়।
ফাইল প্রস্তুতি চেকলিস্ট
সেই উদ্ধৃতি অনুরোধটি পাঠানোর আগে, এই গুরুত্বপূর্ণ বিবরণগুলি যাচাই করুন:
- ইউনিটগুলি নিশ্চিত করুন: অমিল ইউনিট (ইঞ্চি বনাম মিলিমিটার) ভুল স্কেলে অংশগুলি পৌঁছানোর কারণ হয়। আপনার এক্সপোর্ট সেটিংস দ্বিগুণ পরীক্ষা করুন।
- ফ্ল্যাট প্যাটার্ন অন্তর্ভুক্ত করুন: বাঁকানো অংশগুলির জন্য, 3D মডেলের পাশাপাশি ফ্ল্যাট প্যাটার্ন লেআউট প্রদান করুন।
- অংশগুলিকে আলাদা ফাইলে আলাদা করুন: বহু-অংশ অ্যাসেম্বলিগুলি পরিষ্কার মূল্য নির্ধারণের জন্য আলাদা উপাদান ফাইলগুলিতে ভাঙা উচিত।
- নকল জ্যামিতি সরান: ওভারল্যাপিং লাইনগুলি কাটার মেশিনগুলিকে বিভ্রান্ত করে এবং ডবল-কাটের কারণ হতে পারে।
- সমস্ত আকৃতি বন্ধ করুন: আপনার জ্যামিতিতে খোলা পথ বা ফাঁকগুলি সঠিক কাটিংকে বাধা দেয়—নিশ্চিত করুন যে সমস্ত আকৃতি সম্পূর্ণরূপে আবদ্ধ।
যে নির্দিষ্টকরণের বিষয়গুলি গুরুত্বপূর্ণ
শুধুমাত্র ফাইলগুলি সম্পূর্ণ গল্প বলে না। অনুযায়ী LTJ Industrial একটি সঠিক উৎপাদন উদ্ধৃতির জন্য পরিষ্কার ডকুমেন্টেশন অপরিহার্য—বিস্তারিত ড্রয়িং, নির্ভুল নির্দিষ্টকরণ এবং সম্পূর্ণ CAD ফাইলগুলি ভুল বোঝাবুঝি এবং অপ্রত্যাশিত খরচকে কমিয়ে দেয়।
কাস্টম CNC ধাতব কাটিং কোম্পানিগুলির সাথে যোগাযোগ করার সময়, এই নির্দিষ্টকরণগুলি আগেভাগে প্রদান করুন:
- উপাদানের ধরন এবং গ্রেড: ঠিক নির্দিষ্ট করুন—"304 স্টেইনলেস স্টিল" শুধু "স্টেইনলেস" এর পরিবর্তে। খাদ নির্দেশক, টেম্পার অবস্থা এবং প্রয়োজনীয় কোনও সার্টিফিকেশন অন্তর্ভুক্ত করুন।
- উপাদান বেধ: নির্ভুল গেজ বা দশমিক পুরুত্ব উল্লেখ করুন (যেমন, "0.125 ইঞ্চি" বা "11 গেজ")।
- প্রয়োজনীয় পরিমাণ: প্রোটোটাইপ পরিমাণ, প্রাথমিক উৎপাদন চালানো এবং প্রযোজ্য হলে আনুমানিক বার্ষিক পরিমাণ অন্তর্ভুক্ত করুন।
- সহনশীলতার প্রয়োজনীয়তা: অনুযায়ী SendCutSend অধিকাংশ উপকরণের জন্য কাটিং টলারেন্স সাধারণত ±0.005" — আপনি যদি আরও কঠোর নির্দিষ্টকরণ চান, তবে স্পষ্টভাবে তা উল্লেখ করুন।
- পৃষ্ঠতলের সমাপ্তির প্রয়োজনীয়তা: উল্লেখ করুন যদি আপনার পাউডার কোটিং, অ্যানোডাইজিং, প্লেটিং বা নির্দিষ্ট পৃষ্ঠের কর্কশতা মান প্রয়োজন হয়।
- সেকেন্ডারি অপারেশন: বাঁকানো, ট্যাপিং, কাউন্টারসিঙ্কিং, হার্ডওয়্যার ইনসার্শন বা অ্যাসেম্বলির প্রয়োজনীয়তা তালিকাভুক্ত করুন।
- ডেলিভারির সময়সীমা: জরুরি অর্ডারগুলির জন্য আগাম নোটিশ প্রয়োজন—আপনার লক্ষ্য ডেলিভারি তারিখটি অবশ্যই উল্লেখ করুন।
প্রকল্পগুলি বিলম্বিত করে এমন সাধারণ ভুলগুলি
এমনকি অভিজ্ঞ ইঞ্জিনিয়াররাও এই ভুলগুলি করেন। এগুলি এড়ালে আপনার প্রকল্প দ্রুত এগিয়ে যাবে:
- গর্তের বিবরণ অনুপস্থিত: যদি গর্তগুলির সূত্রযুক্ত করা বা কাউন্টারসিঙ্ক করা প্রয়োজন হয়, তবে সেগুলির আকার ও ধরন উল্লেখ করুন। SendCutSend ডিজাইন প্রক্রিয়ার সময় সঠিক আকারের গর্ত আঁকতে থ্রেডিং চার্ট ব্যবহার করার পরামর্শ দেয়।
- প্রান্তের খুব কাছাকাছি থাকা বৈশিষ্ট্য: SendCutSend পরামর্শ দেয় যে, গর্তগুলি কমপক্ষে তাদের ব্যাসের ১ গুণ প্রান্ত থেকে দূরে রাখা হোক এবং স্লটগুলি কমপক্ষে তাদের প্রস্থের ১.৫ গুণ প্রান্ত বা অন্যান্য কাট বৈশিষ্ট্য থেকে দূরে রাখা হোক। এই নির্দেশিকা লঙ্ঘন করলে অংশগুলির শক্তি কমে যায় এবং সেগুলি কাটা যাওয়া অসম্ভব হয়ে পড়তে পারে।
- অপর্যাপ্ত ব্রিজিং: কাট বৈশিষ্ট্যগুলির মধ্যে দূরত্ব উপাদানের পুরুত্বের কমপক্ষে ৫০% হওয়া উচিত—শক্তির জন্য পছন্দনীয় হলো পুরুত্বের ১ থেকে ১.৫ গুণ।
- বেন্ড তথ্য বাদ দেওয়া: আকৃতি প্রাপ্ত অংশের জন্য, বেঁকে যাওয়ার দিক, বাঁকের ব্যাসার্ধ এবং বাঁকের ক্রম নির্দিষ্ট করুন যদি তা গুরুত্বপূর্ণ হয়।
- পরিমাণভিত্তিক ছাড় ভুলে যাওয়া: যদি আপনি পরে বড় পরিমাণে অর্ডার করতে পারেন, তাহলে এখনই স্তরভিত্তিক মূল্য চাইবেন। বেশি সংখ্যক ইউনিটের মধ্যে সেটআপ খরচ ছড়িয়ে দেওয়া প্রতি অংশের মূল্যকে উল্লেখযোগ্যভাবে কমিয়ে দেয়।
আগেভাগে পরিকল্পনা করা এবং আপনার নির্বাচিত উপাদানের জন্য কাটার সহনশীলতা জানা নকশা প্রক্রিয়াকে ত্বরান্বিত করবে এবং নিশ্চিত করবে যে আপনার অংশগুলি বাক্স থেকে বের হওয়ার সাথে সাথেই কাজের জন্য প্রস্তুত।
সঠিক প্রকল্প প্রস্তুতির জন্য ত্রিশ মিনিট বিনিয়োগ করলে দিনের পর দিন বিলম্ব এড়ানো যেতে পারে। সম্পূর্ণ ফাইল এবং স্পষ্ট নির্দেশিকা হাতে পাওয়ার পর, আপনি সম্ভাব্য প্রস্তুতকারক অংশীদারদের মূল্যায়নের জন্য প্রস্তুত—এটির জন্য এটা জানা প্রয়োজন যে চমৎকার কাস্টম-কাট শীট মেটাল কোম্পানি এবং মাধ্যমিক মানের কোম্পানিগুলির মধ্যে পার্থক্য কী।

সঠিক ধাতু কাটার কোম্পানি নির্বাচন করার উপায়
আপনার ডিজাইন ফাইলগুলি প্রস্তুত, বিবরণগুলি নথিভুক্ত করা হয়েছে এবং আপনি ফ্যাব্রিকেশন ওয়ার্কফ্লো বুঝতে পেরেছেন। এখন এমন একটি সিদ্ধান্ত নেওয়ার পালা যা অংশের গুণমান থেকে শুরু করে ডেলিভারির নির্ভরযোগ্যতা পর্যন্ত সবকিছুকে প্রভাবিত করে: কোন ফ্যাব্রিকেশন পার্টনারকে আপনি আপনার ব্যবসা দেবেন? প্রতিদিন হাজার হাজার 'metal cutting companies near me' অনুসন্ধান হচ্ছে, এই কারণে বিকল্পগুলি অত্যধিক মনে হতে পারে।
ভুল পার্টনার বেছে নেওয়ার ফলে সময়সীমা মিস হওয়া, অংশগুলি প্রত্যাখ্যান করা এবং সরবরাহ চেইনের সমস্যা হয়। সঠিক পার্টনার বেছে নিলে? আপনি একজন উৎপাদন সহযোগী পাবেন যিনি সমস্যাগুলি আগে থেকে অনুমান করেন, উন্নতির পরামর্শ দেন এবং ধারাবাহিকভাবে ডেলিভারি করেন। আসুন সেই মানদণ্ডগুলি বিশ্লেষণ করি যা অসাধারণ ফ্যাব্রিকেটরদের অন্যদের থেকে আলাদা করে।
আপনার প্রয়োজনের সাথে কোম্পানির ক্ষমতা মেলানো
প্রতিটি প্রকল্পের জন্য প্রতিটি ফ্যাব্রিকেটর উপযুক্ত নয়। অনুযায়ী MarcTech Industries একটি ধাতব ফ্যাব্রিকেশন কোম্পানি নির্বাচন করার আগে, আপনার নির্দিষ্ট প্রয়োজনগুলি স্পষ্টভাবে বোঝা অত্যন্ত গুরুত্বপূর্ণ—যার মধ্যে রয়েছে পণ্যের ধরন, পরিমাণ, কাস্টমাইজেশনের প্রয়োজন, সময়সীমা এবং বাজেটের সীমাবদ্ধতা।
এই মৌলিক প্রশ্নগুলির সাহায্যে আপনার মূল্যায়ন শুরু করুন:
- তাদের সরঞ্জামগুলি কি আপনার প্রয়োজনীয়তা পূরণ করে? আমার কাছাকাছি ধাতু লেজার কাটিং কোম্পানি’র অনুসন্ধান করলে ডজন খানেক ফলাফল পাওয়া যেতে পারে, কিন্তু সমস্ত লেজারই সমান নয়। আপনার উপাদানের পুরুত্ব এবং আপনার প্রকল্পের জন্য প্রয়োজনীয় নির্দিষ্ট কাটিং প্রযুক্তির জন্য তাদের উপযুক্ত শক্তি স্তর রয়েছে কিনা তা যাচাই করুন।
- তারা কি আপনার অর্ডারের পরিমাণ পরিচালনা করতে পারবে? কিছু দোকান প্রোটোটাইপ এবং ছোট অর্ডারে দক্ষ, অন্যদিকে কিছু দোকান উৎপাদন-মাত্রার জন্য অপ্টিমাইজড। অর্ডারের পরিমাণ সংক্রান্ত অসামঞ্জস্যপূর্ণ প্রত্যাশা উভয় পক্ষের মধ্যে দ্বন্দ্ব সৃষ্টি করে।
- তারা কি প্রয়োজনীয় দ্বিতীয়ক সেবাগুলি প্রদান করে? যদি আপনার পার্টগুলির জন্য বেঁকানো, ওয়েল্ডিং, ফিনিশিং বা অ্যাসেম্বলি প্রয়োজন হয়, তবে একক সোর্স প্রদানকারীর সাথে কাজ করা আপনার সরবরাহ শৃঙ্খলকে সরলীকৃত করে এবং সমন্বয় সংক্রান্ত অতিরিক্ত বোঝা কমায়।
- তাদের শিল্প ক্ষেত্রে অভিজ্ঞতা কেমন? মার্কটেক আপনার নির্দিষ্ট শিল্প ক্ষেত্র বা অ্যাপ্লিকেশনে উল্লেখযোগ্য অভিজ্ঞতা সম্পন্ন সরবরাহকারীদের খোঁজার উপর জোর দেয়। এয়ারোস্পেস উপাদান নির্মাণে অভিজ্ঞ ফ্যাব্রিকেটর এবং স্থাপত্য ধাতুকর্মে বিশেষজ্ঞ ফ্যাব্রিকেটরের প্রয়োজনীয়তা ভিন্ন হয়।
আমার কাছাকাছি ধাতু লেজার কাটিং কোম্পানি বা আমার কাছাকাছি শীট মেটাল কাটিং কোম্পানি খুঁজছেন হলে, শুধুমাত্র দূরত্বই বিবেচনা করবেন না। পারফেক্ট ক্ষমতা সম্পন্ন কিন্তু ২০০ মাইল দূরের একটি ফ্যাব্রিকেটর প্রায়শই স্থানীয় দোকানের চেয়ে ভালো কাজ করে, যেটি নিজ বিশেষজ্ঞতার সীমা অতিক্রম করে কাজ করছে।
গুরুত্বপূর্ণ মানের শংসাপত্র
সার্টিফিকেশনগুলি একটি ফ্যাব্রিকেটর যে ব্যবস্থিত মান নিয়ন্ত্রণ ব্যবস্থা বাস্তবায়ন করেছে, তার বস্তুনিষ্ঠ প্রমাণ প্রদান করে। যদিও প্রতিটি প্রকল্পের জন্য সার্টিফাইড সরবরাহকারী প্রয়োজন হয় না, কিন্তু এই যোগ্যতাগুলির অর্থ বোঝা আপনাকে শীর্ষস্থানীয় ধাতু কাটিং কোম্পানির সেবাগুলি উপযুক্তভাবে মূল্যায়ন করতে সহায়তা করে।
আইএসও 9001 এটি মৌলিক মান ব্যবস্থাপনা মানকে প্রতিনিধিত্ব করে। এটি নিশ্চিত করে যে কোম্পানিটির নথিভুক্ত প্রক্রিয়া রয়েছে, অভ্যন্তরীণ নিরীক্ষণ পরিচালনা করা হয় এবং মান সংক্রান্ত রেকর্ড রক্ষণাবেক্ষণ করা হয়। অধিকাংশ পেশাদার ফ্যাব্রিকেটরই এই সার্টিফিকেশনটি ধারণ করেন।
আইএটিএফ ১৬৯৪৯ iSO 9001-এর উপর ভিত্তি করে গড়ে ওঠে, যাতে স্বয়ংচালিত যানবাহনের জন্য বিশেষায়িত প্রয়োজনীয়তা অন্তর্ভুক্ত রয়েছে। যদি আপনি যানবাহনের জন্য উপাদান সরবরাহ করছেন, তবে এই সার্টিফিকেশনটি নির্দেশ করে যে ফ্যাব্রিকেটরটি উন্নত পণ্য মান পরিকল্পনা (APQP), উৎপাদন পার্ট অ্যাপ্রুভাল প্রক্রিয়া (PPAP) এবং স্বয়ংচালিত ওয়ার্কস ম্যানুফ্যাকচারারদের (OEM) কঠোর ডকুমেন্টেশন প্রয়োজনীয়তা বুঝতে পারে।
AS9100 এটি বিমান ও প্রতিরক্ষা ক্ষেত্রের প্রয়োজনীয়তা পূরণ করে এবং ট্রেসেবিলিটি, কনফিগারেশন ম্যানেজমেন্ট এবং বিমান শিল্পের প্রধান ঠিকাদারদের (aerospace primes) দ্বারা নির্ধারিত সরবরাহকারীদের প্রতি প্রয়োগ করা হওয়া প্রয়োজনীয়তা (supplier flow-down requirements) নিয়ন্ত্রণ যোগ করে।
ISO 13485 এটি চিকিৎসা যন্ত্রপাতি উৎপাদনে প্রয়োগ করা হয় এবং ডিজাইন নিয়ন্ত্রণ, ঝুঁকি ব্যবস্থাপনা এবং স্বাস্থ্যসেবা প্রয়োগের জন্য বিশেষ স্টেরিলিটি প্রয়োজনীয়তা কভার করে।
KAL Manufacturing-এর মতে, বিশ্বস্ত চুক্তিভিত্তিক নির্মাতারা ঔপচারিক ট্রেসেবিলিটি সিস্টেম, পরীক্ষা ডকুমেন্টেশন এবং সার্টিফিকেশন (যেমন ISO, AS9100 অথবা ITAR অনুমোদন) বজায় রাখেন, যা উৎপাদন পরিবেশের জন্য প্রয়োজনীয় মান নিশ্চিতকরণ প্রদান করে।
জব শপ বনাম চুক্তিভিত্তিক নির্মাতা: পার্থক্যটি বোঝা
একটি ঐতিহ্যবাহী চাকরির দোকান এবং একটি চুক্তি উৎপাদন অংশীদারের মধ্যে আপনার পছন্দ মূল্য নির্ধারণ, সাড়া দেওয়ার ক্ষমতা এবং দীর্ঘমেয়াদী সম্পর্কের সম্ভাবনাকে প্রভাবিত করে।
চাকরির দোকানগুলি সাধারণত স্বল্প-মেয়াদী বা একক উৎপাদনের উপর ফোকাস করে। KAL Manufacturing ব্যাখ্যা করে যে এই দোকানগুলি প্রতি উদ্ধৃতির ভিত্তিতে কাজ গ্রহণ করে, যেখানে কাজের মধ্যে কম ধারাবাহিকতা থাকে এমন বিভিন্ন ধরনের যন্ত্রাংশ নিয়ে কাজ করা হয়। এগুলি পুনরাবৃত্তির চেয়ে নমনীয়তার জন্য তৈরি।
যদি আপনার একটি একক প্রোটোটাইপ বা কাস্টম ব্র্যাকেটের ছোট পরিমাণ প্রয়োজন হয়, তবে একটি চাকরির দোকান খরচে কার্যকর এবং দ্রুত হতে পারে। তবে তাদের নির্ধারিত মুক্তি, মান নিয়ন্ত্রণ ট্র্যাকিং বা মজুদ প্রোগ্রামগুলির জন্য গঠন করা হতে পারে না যা বৃহত্তর উৎপাদন পরিবেশের প্রয়োজন হয়।
চুক্তি উৎপাদক যাদের পুনরাবৃত্তিমূলক উৎপাদন এবং দীর্ঘমেয়াদী সম্পর্কের জন্য নকশা করা হয়েছে। তারা শিডিউলিং, গুণগত নিশ্চিতকরণ, উপকরণ পরিচালনা এবং নথিভুক্তিকরণের জন্য আরও দৃঢ় ব্যবস্থা প্রদান করে। KAL Manufacturing অনুসারে, একজন চুক্তি উৎপাদনকারী কেবল একজন সরবরাহকারী নন—তিনি একজন উৎপাদন অংশীদার যিনি আপনার দলের সাথে কাজ করে ভবিষ্যদ্বাণীমূলক চাহিদা পূরণ, অংশগুলির সংশোধন পরিচালনা এবং আপনার কার্যক্রমের সাথে ডেলিভারি সময়সূচী সামঞ্জস্য করে দেন।
বিবেচনার জন্য প্রধান বৈশিষ্ট্য:
- চাকরির দোকান: দ্রুত উদ্ধৃতি, পরিবর্তনশীল কাজের জন্য নমনীয় ক্ষমতা, ন্যূনতম অর্ডার পরিমাণ, প্রকল্প-ভিত্তিক সম্পর্ক
- চুক্তি উৎপাদনকারী: নির্ধারিত উৎপাদন, ভবিষ্যদ্বাণী এবং ইনভেন্টরি প্রোগ্রাম, নথিভুক্ত গুণগত ব্যবস্থা, সরবরাহ শৃঙ্খল একীভূতকরণ
নির্বাচন ফ্যাক্টর তুলনা
আপনার প্রকল্পের প্রয়োজনীয়তা অনুযায়ী সম্ভাব্য প্রস্তুতকারক অংশীদারদের মূল্যায়ন করতে এই তুলনা ব্যবহার করুন:
| নির্বাচন ফ্যাক্টর | প্রচলিত চাকরির দোকান | অনলাইন প্রস্তুতকরণ পরিষেবা | চুক্তিবদ্ধ উত্পাদনকারী |
|---|---|---|---|
| সাধারণ সার্টিফিকেশনগুলি | ISO 9001 সাধারণ; শিল্প-বিশেষ ভিত্তিক পরিবর্তনশীল | ISO 9001 সাধারণ; শিল্প-বিশেষ ভিত্তিক সীমিত | ISO 9001, AS9100, IATF 16949, ITAR (প্রযোজ্য ক্ষেত্রে) |
| সময় নেওয়া হয় | পরিবর্তনশীল; বর্তমান কাজের চাপের উপর নির্ভরশীল | দ্রুত (সাধারণত মানক কাটিংয়ের জন্য ১-৫ দিন) | নির্ধারিত রিলিজ; সুস্থির ডেলিভারি সময়সীমা |
| অর্ডার আকারের নমনীয়তা | প্রোটোটাইপ এবং ছোট উৎপাদন চক্রের জন্য অত্যন্ত উপযুক্ত | একক পার্টস থেকে মাঝারি ব্যাচের জন্য সর্বোত্তম | পুনরাবৃত্তিমূলক উৎপাদন পরিমাণের জন্য অপ্টিমাইজড |
| পরিষেবা পরিসর | কাটিং এবং নির্বাচিত সেকেন্ডারি অপারেশনস | কাটিং-কেন্দ্রিক; সীমিত সেকেন্ডারি সেবা | সম্পূর্ণ ফ্যাব্রিকেশন, ফিনিশিং, অ্যাসেম্বলি এবং কিটিং |
| প্রকৌশল সমর্থন | অনানুষ্ঠানিক; সম্পর্কের উপর নির্ভরশীল | স্বয়ংক্রিয় DFM ফিডব্যাক | সমর্পিত ইঞ্জিনিয়ারিং সহযোগিতা |
| জন্য সেরা | কাস্টম ওয়ান-অফস, জরুরি প্রোটোটাইপ | স্ট্যান্ডার্ড কাটিং, দ্রুত টার্নঅ্যারাউন্ড প্রয়োজন | উৎপাদন প্রোগ্রাম, জটিল অ্যাসেম্বলি |
ভৌগোলিক ও যানবাহন বিবেচনা
অবস্থান গুরুত্বপূর্ণ—কিন্তু সম্ভবত আপনি যেভাবে আশা করছেন না। কিছু প্রয়োগের ক্ষেত্রে আমার কাছাকাছি একটি ধাতু কাটার কোম্পানি খোঁজা যুক্তিসঙ্গত হলেও, ভৌগোলিক অবস্থানকে ক্ষমতা এবং মোট খরচের সাথে তুলনা করে বিচার করা উচিত।
যখন নিকটতা সবচেয়ে বেশি গুরুত্বপূর্ণ:
- ভারী বা আকারে বড় যোগানদানের অংশ যেখানে পরিবহন খরচ প্রাধান্য পায়
- দ্রুত প্রোটোটাইপ পুনরাবৃত্তি যেখানে একই দিনে সংগ্রহের প্রয়োজন
- ব্যক্তিগত সহযোগিতা এবং সুবিধা পরিদর্শনের সুবিধা পাওয়া যায় এমন প্রকল্প
- সীমিত লিড টাইম বাফার সহ জাস্ট-ইন-টাইম ডেলিভারির প্রয়োজন
যখন ক্ষমতা অবস্থানকে ছাড়িয়ে যায়:
- শুধুমাত্র আঞ্চলিক বিশেষজ্ঞদের কাছ থেকে পাওয়া যায় এমন বিশেষায়িত প্রক্রিয়া
- শিল্প-বিশেষ সার্টিফিকেশন যা আপনার স্থানীয় বিকল্পগুলোতে অনুপস্থিত
- বড় পরিমাণে উৎপাদন যেখানে প্রতি-অংশের সঞ্চয় পরিবহন খরচ কমায়
- জটিল দ্বিতীয়ক অপারেশন যা একীভূত ক্ষমতার প্রয়োজন
সর্বোত্তম পদ্ধতি প্রায়শই স্থানীয় এবং আঞ্চলিক সরবরাহকারীদের সাথে সম্পর্ক গড়ে তোলার মধ্যে নিহিত। আমার নিকটবর্তী স্থানীয় ধাতু কাটিং কোম্পানিগুলো জরুরি প্রোটোটাইপ এবং ছোট পরিমাণের উৎপাদন পরিচালনা করে, অন্যদিকে বিশেষায়িত অংশীদাররা বড় পরিমাণে উৎপাদন এবং জটিল প্রয়োজনীয়তা পূরণ করে।
জব শপ এবং চুক্তিভিত্তিক নির্মাতার মধ্যে পার্থক্য হলো সিস্টেম এবং স্কেলের উপর ভিত্তি করে। জব শপগুলো লেনদেন-ভিত্তিক প্রয়োজনীয়তা পূরণ করে। অন্যদিকে, চুক্তিভিত্তিক নির্মাতারা একটি প্রক্রিয়াকে সমর্থন করে।
আপনার ফ্যাব্রিকেশন পার্টনার নির্বাচন সরাসরি প্রকল্পের সফলতাকে প্রভাবিত করে। ক্ষমতা মূল্যায়ন, সার্টিফিকেশন যাচাই করা এবং সম্ভাব্য সরবরাহকারীর ব্যবসায়িক মডেল আপনার প্রয়োজনের সাথে সামঞ্জস্যপূর্ণ কিনা তা বোঝার জন্য সময় নিন। সঠিক পার্টনার নির্বাচন করার পর, আপনি বিভিন্ন শিল্প কীভাবে এই সেবাগুলোকে বিশেষায়িত অ্যাপ্লিকেশনের জন্য ব্যবহার করে তা অন্বেষণ করার অবস্থানে থাকবেন।
ধাতু কাটার পরিষেবার শিল্প প্রয়োগ
আপনি কখনও ভেবেছেন যে আপনার গাড়ির সাসপেনশনকে ধরে রাখা ব্র্যাকেটটি একটি পেসমেকারকে রক্ষা করা এনক্লোজার থেকে ভিন্ন কেন? উভয়ই ফ্ল্যাট ধাতব শীট থেকে শুরু হয়, যা ফ্যাব্রিকেশন বিশেষজ্ঞদের দ্বারা প্রক্রিয়াজাত করা হয়—কিন্তু কাঁচামাল থেকে চূড়ান্ত উপাদানে পৌঁছানোর পথটি শিল্প খাতের প্রয়োজনীয়তা অনুযায়ী ব্যাপকভাবে পরিবর্তিত হয়। নির্মাণ কোম্পানিগুলির জন্য ধাতু কাটার পরিষেবাগুলি এয়ারোস্পেস প্রাইম বা চিকিৎসা যন্ত্রপাতি নির্মাতাদের সরবরাহকারীদের চেয়ে ভিন্ন নিয়ম অনুসরণ করে।
বিভিন্ন খাত কীভাবে এই ফ্যাব্রিকেশন পরিষেবাগুলি ব্যবহার করে তা বোঝা আপনাকে প্রয়োজনীয়তাগুলি কার্যকরভাবে যোগাযোগ করতে এবং প্রাসঙ্গিক বিশেষজ্ঞতা সম্পন্ন অংশীদারদের নির্বাচন করতে সাহায্য করে। আসুন প্রধান শিল্প খাতগুলির মধ্যে বিশেষায়িত প্রয়োগ এবং অনন্য চাহিদাগুলি অন্বেষণ করি।
অটোমোটিভ উত্পাদন অ্যাপ্লিকেশন
অটোমোটিভ খাতটি নির্ভুল ধাতু কাটার পরিষেবার সবচেয়ে বড় বাজারগুলির মধ্যে একটি প্রতিনিধিত্ব করে। গঠনমূলক চ্যাসিস উপাদান থেকে সজ্জামূলক ট্রিম টুকরো পর্যন্ত, যানবাহনে শত শত ফ্যাব্রিকেটেড ধাতব অংশ থাকে—প্রতিটির নির্দিষ্ট কর্মক্ষমতা প্রয়োজনীয়তা রয়েছে।
প্যান্স টেকনোলজি অনুযায়ী, নির্ভুল যন্ত্রকর্ম (প্রিসিশন মেশিনিং) স্বয়ংচালিত গাড়ির ক্ষেত্রে একটি গেম-চেঞ্জার হয়ে উঠেছে, যা উৎপাদকদের জ্বালানি দক্ষতা বৃদ্ধি করে এবং নিঃসরণ কমায় এমন হালকা অংশগুলি তৈরি করতে সক্ষম করে। শিল্পের EV-এর দিকে স্থানান্তরের সাথে সাথে হালকা উপাদানগুলি আরও বেশি গুরুত্বপূর্ণ হয়ে উঠেছে—ম্যাকিনসে গবেষণা থেকে জানা যায় যে, গাড়ির ওজন ১০% কমালে EV-এর পরিসীমা প্রায় ১৫% বৃদ্ধি পায়।
সাধারণ অটোমোটিভ অ্যাপ্লিকেশনগুলির মধ্যে রয়েছে:
- চ্যাসিস এবং কাঠামোগত উপাদান: উচ্চ শক্তি-ভর অনুপাত প্রয়োজনীয় ফ্রেম রেইলস, ক্রস মেম্বার এবং শক্তিকরণ ব্র্যাকেট
- নিলাম্বন ব্র্যাকেট এবং মাউন্টস: নির্ভুলভাবে কাটা অংশগুলি যা ক্লান্তি ব্যর্থতা ছাড়াই পুনরাবৃত্ত পীড়ন চক্র সহ্য করতে পারে
- বডি প্যানেল এবং কাঠামোগত সমর্থন: অংশগুলি যেখানে মাত্রাগত নির্ভুলতা ফিট, ফিনিশ এবং সংঘর্ষ পারফরম্যান্সকে প্রভাবিত করে
- অভ্যন্তরীণ উপাদান: সিট ফ্রেম, ড্যাশবোর্ড সমর্থন এবং ট্রিম টুকরোগুলি যেগুলো কার্যকরী পারফরম্যান্সের পাশাপাশি সৌন্দর্যপূর্ণ ফিনিশ প্রয়োজন করে
- ট্রান্সমিশন এবং পাওয়ারট্রেন অংশ: নির্ভুলভাবে যন্ত্রকৃত অংশগুলি যার সঠিক কার্যকরী পারফরম্যান্সের জন্য কঠোর সহনশীলতা (টলারেন্স) প্রয়োজন
গাড়ি উৎপাদনকারী সরবরাহকারীরা সাধারণত IATF 16949 সার্টিফিকেশন প্রয়োজন করেন, যা গাড়ি শিল্প-বিশেষ মানের ব্যবস্থাপনা মানদণ্ডের সাথে অনুরূপতা প্রদর্শন করে। এই খাতে সেবা প্রদানকারী ধাতু ডাই কাটিং কোম্পানিগুলি এবং লেজার কাটিং বিশেষজ্ঞদের কঠোর উৎপাদন অংশ অনুমোদন প্রক্রিয়া (PPAP) এবং উন্নত পণ্য মান পরিকল্পনা (APQP) ডকুমেন্টেশন বজায় রাখতে হয়।
এয়ারোস্পেস এবং ডিফেন্সের প্রয়োজনীয়তা
যখন ৩৫,০০০ ফুট উচ্চতায় উপাদানের নির্ভরযোগ্যতার উপর মানুষের জীবন নির্ভর করে, তখন ত্রুটির সহনশীলতা সম্পূর্ণরূপে অদৃশ্য হয়ে যায়। বিমান ও মহাকাশ শিল্পের প্রয়োগগুলি যেকোনো উৎপাদন খাতের তুলনায় সবচেয়ে কঠোর নির্ভুলতা এবং সবচেয়ে কঠোর উপাদান প্রমাণীকরণ চাহে।
প্যান্স টেকনোলজি রিপোর্ট করেছে যে, বিমান ও মহাকাশ শিল্পের হালকা ওজনের উপকরণের বৈশ্বিক বাজার ২০২৪ সালের মধ্যে প্রায় ২০.৭ বিলিয়ন মার্কিন ডলারে পৌঁছানোর পূর্বাভাস রয়েছে—এটি এই শিল্পের উন্নত উৎপাদন পদ্ধতিগুলি কতটা আক্রমণাত্মকভাবে অনুসরণ করছে তার স্পষ্ট ইঙ্গিত। নির্ভুল যন্ত্রকর্ম হালকা কিন্তু অসাধারণভাবে শক্তিশালী গঠন তৈরি করে যা কার্যকারিতা কমানো ছাড়াই কঠোর নিরাপত্তা মান পূরণ করে।
বিমান ও মহাকাশ শিল্পে ধাতু কাটার প্রয়োগগুলি হল:
- কাঠামোগত এয়ারফ্রেম উপাদান: অ্যালুমিনিয়াম খাদ এবং টাইটানিয়াম থেকে তৈরি রিবস, স্পারস এবং স্কিন প্যানেল
- ইঞ্জিন উপাদান: তাপ-প্রতিরোধী নিকেল সুপারঅ্যালয় যা বিশেষ কাটিং পদ্ধতির প্রয়োজন
- ল্যান্ডিং গিয়ারের অংশ: চরম ক্লান্তি প্রতিরোধের প্রয়োজনীয়তা সহ উচ্চ-শক্তির ইস্পাত উপাদান
- এভিওনিক্স এনক্লোজার: ইলেকট্রোম্যাগনেটিক শীল্ডিং বৈশিষ্ট্য সহ নির্ভুল আবাসন
- উপগ্রহ এবং মহাকাশযানের উপাদান: দূষণের জন্য শূন্য সহনশীলতা সহ বিচিত্র উপকরণ
এয়ারোস্পেস সরবরাহকারীদের জন্য AS9100 সার্টিফিকেশন আবশ্যিকভাবে প্রয়োজনীয়। মিল সার্টিফিকেশন থেকে শুরু করে সমাপ্ত অংশ পর্যন্ত উপকরণের ট্রেসিবিলিটি অপরিহার্য—নিরাপত্তা তদন্তের উদ্দেশ্যে প্রতিটি উপাদানকে তার উৎসের সঙ্গে যুক্ত করতে হবে।
ঔষুধ যন্ত্র নির্মাণ
চিকিৎসা প্রয়োগগুলি নির্ভুলতার প্রয়োজনীয়তা এবং জৈব-সামঞ্জস্যতার উদ্বেগ এবং নিয়ন্ত্রক তত্ত্বাবধানকে একত্রিত করে যা জটিলতার ক্ষেত্রে এয়ারোস্পেসের সমতুল্য। স্বাস্থ্যসেবা খাতকে পরিবেশন করা ধাতব ডাই কাটিং কোম্পানি এবং নির্ভুল ফ্যাব্রিকেটরদের উৎপাদন এবং নিয়ন্ত্রক উভয় ক্ষেত্রই বুঝতে হবে।
চিকিৎসা যন্ত্রপাতির সাধারণ প্রয়োগগুলির মধ্যে রয়েছে:
- শল্যচিকিৎসার যন্ত্রপাতি: বার-মুক্ত প্রান্ত এবং স্টেরিলাইজেশন সামঞ্জস্যপূর্ণতা প্রয়োজন করে এমন প্রিসিশন-কাট স্টেইনলেস স্টিল ও টাইটানিয়াম যন্ত্রপাতি
- ইমপ্লান্ট উপাদান: বায়োকম্প্যাটিবল উপকরণ, যার পৃষ্ঠের ফিনিশের প্রয়োজনীয়তা মাইক্রোইঞ্চে পরিমাপ করা হয়
- ডায়াগনস্টিক সরঞ্জামের আবরণ: ইমেজিং সিস্টেম, রোগী মনিটর এবং প্রযোগিক যন্ত্রপাতির জন্য হাউজিং
- প্রোস্থেটিক উপাদান: কাস্টম-ফিট টাইটানিয়াম ও বিশেষ ধাতুর অংশ, যা প্রায়শই একক-ইউনিট পরিমাণে উৎপাদিত হয়
- দন্ত যন্ত্রপাতি: করোশন-প্রতিরোধী ধাতুর থেকে ছোট স্কেলের প্রিসিশন উপাদান
ISO 13485 সার্টিফিকেশন চিকিৎসা যন্ত্রপাতির গুণগত ব্যবস্থাপনা প্রয়োজনীয়তা পূরণের সাক্ষ্য দেয়। অনেক ক্ষেত্রে অংশগুলি যখন সমাবেশের জন্য পাঠানো হয় তখন তাদের আগে ক্লিনরুম উৎপাদন পরিবেশ এবং যাচাইকৃত পরিষ্কারকরণ প্রক্রিয়ার প্রয়োজন হয়।
নির্মাণ ও স্থাপত্য নির্মাণ
নির্মাণ কোম্পানিগুলির জন্য ধাতু কাটার সেবাগুলি চিকিৎসা যন্ত্রপাতির বিপরীত প্রান্তে নিখুঁততার স্পেকট্রামে কাজ করে—কিন্তু এটি এমন নয় যে গুণগত মানদণ্ডগুলি অদৃশ্য হয়ে যায়। কাঠামোগত উপাদানগুলি ভবন নির্মাণ কোড পূরণ করতে হবে, আর স্থাপত্য উপাদানগুলি সৌন্দর্য ও টেকসইতার মধ্যে ভারসাম্য বজায় রাখতে হবে।
নির্মাণ খাতের প্রয়োগগুলি হল:
- কাঠামোগত ইস্পাত উপাদান: বাণিজ্যিক ও শিল্প ভবনের জন্য বীম, প্লেট এবং সংযোগ হার্ডওয়্যার
- স্থাপত্য প্যানেল: সজ্জিত ফ্যাসাড, সূর্যরক্ষী এবং ভবনের আবরণ উপাদান
- HVAC উপাদান: ডাক্টওয়ার্ক, ব্র্যাকেট এবং সরঞ্জাম সমর্থন
- হ্যান্ডরেল ও বাধা: প্রবেশযোগ্যতা ও ভবন নির্মাণ কোডের প্রয়োজনীয়তা পূরণকারী নিরাপত্তা-সংক্রান্ত উপাদান
- কাস্টম ধাতব কাজ: সাইনেজ, শিল্পগত ইনস্টলেশন এবং ব্র্যান্ডেড উপাদান
লেজার-কাট মেটাল আর্ট কোম্পানি এবং লেজার-কাট মেটাল ডিজাইন কোম্পানিগুলি প্রায়শই স্থাপত্য খণ্ডের সেবা প্রদান করে, যেখানে দৃশ্যমান প্রভাব কাঠামোগত অখণ্ডতার মতোই গুরুত্বপূর্ণ—এই উদ্দেশ্যে সজাবহুল প্যানেল, স্ক্রিন এবং ভাস্কর্যমূলক উপাদান তৈরি করা হয়।
ভোক্তা পণ্য এবং ইলেকট্রনিক্স
স্মার্টফোনের আবরণ থেকে রান্নাঘরের যন্ত্রপাতি পর্যন্ত, ভোক্তা পণ্যগুলির জন্য খরচ-কার্যকর নির্মাণ এবং ধ্রুব দৃশ্যমান গুণগত মানের প্রয়োজন হয়। এই খণ্ডের জন্য কাজ করা মেটাল কাট আউট কোম্পানিগুলি নির্ভুলতা এবং উৎপাদন পরিমাণের প্রয়োজনীয়তা—উভয়ের মধ্যে ভারসাম্য বজায় রাখে।
সাধারণ ভোক্তা পণ্যের প্রয়োগগুলির মধ্যে রয়েছে:
- ইলেকট্রনিক্স আবরণ: কম্পিউটার, সার্ভার এবং টেলিকমিউনিকেশন সরঞ্জামের জন্য EMI-শিল্ডেড হাউজিং
- যন্ত্রাংশ উপাদান: গৃহস্থালির পণ্যগুলির জন্য প্যানেল, ব্র্যাকেট এবং কাঠামোগত উপাদান
- ক্রীড়া সামগ্রী: সাইকেলের ফ্রেম, ফিটনেস সরঞ্জাম এবং বাইরের জন্য ব্যবহৃত সরঞ্জাম
- আসবাবপত্রের উপাদান: মেটাল ফ্রেম, হার্ডওয়্যার এবং সজাবহুল উপাদান
- খুচরা বিক্রয় স্থাপনা: প্রদর্শনী স্ট্যান্ড, শেল্ফিং সিস্টেম এবং পয়েন্ট-অফ-সেল সরঞ্জাম
শিল্প-বিশেষ নির্ভুলতা প্রয়োজনীয়তা
সহনশীলতা প্রয়োজনীয়তা খাতভেদে ব্যাপকভাবে পরিবর্তিত হয়। Xometry অনুযায়ী, সহনশীলতা হল কোনো ভৌত মাত্রার পরিবর্তনের অনুমোদিত সীমা নির্ধারণ করে, যাতে বৈশিষ্ট্যগুলি তাদের নির্দিষ্ট প্রয়োগের জন্য গ্রহণযোগ্য সীমার মধ্যে উৎপাদিত হয়।
অনেক নির্মাণ ও ভোক্তা প্রয়োগের জন্য স্ট্যান্ডার্ড ISO 2768 সহনশীলতা পূর্ণরূপে উপযুক্ত। তবে বিমান চলাচল ও চিকিৎসা সংক্রান্ত উপাদানগুলি প্রায়শই ISO 286 গ্রেড স্পেসিফিকেশন প্রয়োজন করে—যেখানে সহনশীলতা সীমা ইঞ্চির হাজার ভাগের এক অংশের পরিবর্তে মাইক্রোমিটারে পরিমাপ করা হয়।
| শিল্প খাত | সাধারণ সহনশীলতা প্রয়োজনীয়তা | সাধারণ সার্টিফিকেশন | বিশেষ বিবেচনা |
|---|---|---|---|
| গাড়ি | ±০.০০৫" থেকে ±০.০১০" স্ট্যান্ডার্ড; গুরুত্বপূর্ণ ফিটের জন্য আরও কঠোর | IATF 16949, ISO 9001 | PPAP ডকুমেন্টেশন, উপাদান ট্রেসেবিলিটি |
| মহাকাশ | ±০.০০১" থেকে ±০.০০৫" সাধারণ; গুরুত্বপূর্ণ উপাদানের জন্য সাব-মাইক্রোন | AS9100, ন্যাডক্যাপ | সম্পূর্ণ উপাদান ট্রেসেবিলিটি, বিশেষ প্রক্রিয়া সার্টিফিকেশন |
| মেডিকেল ডিভাইসসমূহ | ±০.০০০৫" থেকে ±০.০০৫" সাধারণ | ISO 13485, FDA নিবন্ধন | জৈব-সামঞ্জস্যতা, ক্লিনরুমের প্রয়োজনীয়তা, যাচাইকরণ |
| নির্মাণ | ±০.০৩০" থেকে ±০.১২৫" সাধারণ | ISO ৯০০১, AWS সার্টিফিকেশন | কোড অনুসরণ, গ্যালভানাইজিং, আবহাওয়া প্রতিরোধ ক্ষমতা |
| ভোক্তা ইলেকট্রনিক্স | ±0.005" থেকে ±0.015" সাধারণত | আইএসও 9001 | দৃষ্টিনন্দন ফিনিশের মানদণ্ড, EMI শিল্ডিং |
উপাদান সার্টিফিকেশনের প্রয়োজনীয়তা শিল্প অনুযায়ী ভিন্ন হয়। নির্মাণ প্রয়োগের ক্ষেত্রে সাধারণ মিল টেস্ট রিপোর্ট গ্রহণযোগ্য হতে পারে, অন্যদিকে এয়ারোস্পেস উপাদানগুলির জন্য প্রতিটি উপাদান লটের জন্য সম্পূর্ণ রাসায়নিক বিশ্লেষণ এবং যান্ত্রিক বৈশিষ্ট্য যাচাইকরণ প্রয়োজন। চিকিৎসা সংক্রান্ত প্রতিস্থাপন যন্ত্রের ক্ষেত্রে জৈব-সামঞ্জস্যতা পরীক্ষা আবশ্যক হয়, যা উপাদান যাচাইকরণের সময়সীমা মাস ধরে বাড়িয়ে দিতে পারে।
এই শিল্প-নির্দিষ্ট প্রয়োজনীয়তাগুলি বোঝা আপনাকে মূল্যায়ন করতে সাহায্য করে যে একটি সম্ভাব্য নির্মাণ অংশীদার কি সত্যিই প্রাসঙ্গিক অভিজ্ঞতা রাখেন—না তিনি তাঁর দক্ষতার সীমা অতিক্রম করছেন। যে কারখানা স্থাপত্য ধাতুকর্মে দক্ষ, সেটি এয়ারোস্পেস ডকুমেন্টেশনের প্রয়োজনীয়তায় ব্যর্থ হতে পারে, অন্যদিকে একটি নির্ভুল চিকিৎসা যন্ত্র নির্মাতা উচ্চ-পরিমাণ ভোক্তা পণ্যের জন্য খরচ-প্রতিযোগিতামূলক হতে পারে না।
শিল্প অ্যাপ্লিকেশন এবং প্রয়োজনীয়তা স্পষ্ট হওয়ার পর, পরবর্তী গুরুত্বপূর্ণ বিষয়টি হল আপনার পেশাদার ফ্যাব্রিকেশন অংশীদারদের কাছ থেকে আপনি কী ধরনের নির্ভুলতা এবং মানের প্রত্যাশা করবেন তা বোঝা।
মানের মানদণ্ড এবং নির্ভুলতার প্রত্যাশা
আপনি আপনার ফ্যাব্রিকেশন অংশীদার নির্বাচন করেছেন এবং আপনার ডিজাইন ফাইলগুলি জমা দিয়েছেন—কিন্তু আপনি কীভাবে জানবেন যে চূড়ান্ত অংশগুলি আসলে আপনার প্রয়োজনীয়তা পূরণ করবে? নির্ভুলতার সহনশীলতা এবং মান নিশ্চিতকরণ প্রক্রিয়া বোঝা সফল প্রকল্পগুলিকে হতাশাজনক পুনরায় কাজের চক্র থেকে আলাদা করে। পেশাদার ধাতব লেজার কাটিং কোম্পানির অপারেশনগুলি স্থিরভাবে সুনির্দিষ্ট অংশগুলি সরবরাহ করার ওপর তাদের খ্যাতি নির্ভর করে।
ধাতব ফ্যাব্রিকেশনে নির্ভুলতা আসলে কী বোঝায় তা আমরা এখন সহজ করে নেব এবং কীভাবে আপনার মানের প্রত্যাশা কার্যকরভাবে যোগাযোগ করবেন তাও দেখব।
নির্ভুলতা এবং সহনশীলতা বোঝা
টলারেন্স নির্ধারণ করে যে একটি মাত্রা তার নমিনাল মান থেকে কতটুকু পরিবর্তিত হতে পারবে, তবুও গ্রহণযোগ্য হবে। Xometry অনুসারে, টলারেন্সগুলি একটি শারীরিক মাত্রায় পরিবর্তনের অনুমোদিত সীমা নির্ধারণ করে, যাতে নির্দিষ্ট আবেদনের জন্য উপযুক্ত সীমার মধ্যে বৈশিষ্ট্যগুলি তৈরি করা হয়।
বিভিন্ন কাটিং প্রযুক্তি বিভিন্ন সূক্ষ্মতার মাত্রা প্রদান করে। কী আশা করতে হবে তা জানা থাকলে অবাস্তব দাবি এড়ানো যায়—এবং শুধুমাত্র সেখানেই আরও কঠোর টলারেন্স নির্দিষ্ট করতে সাহায্য করে যেখানে তা সত্যিই গুরুত্বপূর্ণ।
ফাইবার লেজারগুলি ±0.001 থেকে ±0.003 ইঞ্চি পর্যন্ত টলারেন্স অর্জন করে, যা ধাতব নির্মাণের জন্য চাহিদাপূর্ণ প্রকল্পগুলির জন্য পছন্দসই বিকল্প হিসাবে দাঁড়ায় যেখানে সঠিকতা সর্বোচ্চ গুরুত্বপূর্ণ।
আপনি প্রতিটি কাটিং পদ্ধতি থেকে বাস্তবভাবে যা আশা করতে পারেন তা এখানে দেওয়া হল:
- ফাইবার লেজার: অনুযায়ী A-Laser , ফাইবার লেজারগুলি ধ্রুবকভাবে ±0.001" থেকে ±0.003" পর্যন্ত কঠোর টলারেন্স প্রদান করে—যা সূক্ষ্ম ধাতব কাজের জন্য সোনার মানদণ্ড।
- CO2 লেজার: সাধারণত ±0.002" থেকে ±0.005" টলারেন্স অর্জন করে, যা বেশিরভাগ আবেদনের জন্য গ্রহণযোগ্য হলেও ফাইবার সিস্টেমের তুলনায় কিছুটা কম সূক্ষ্ম।
- ইউভি লেজার: মাইক্রো-মেশিনিং অ্যাপ্লিকেশনগুলির জন্য সাব-মাইক্রন প্রেসিশন প্রয়োজন হলে ±০.০০০১" পর্যন্ত অত্যন্ত কঠোর টলারেন্সে পৌঁছায়।
- জলধারা: সাধারণত উপাদানের পুরুত্ব এবং কাটিং গতির উপর নির্ভর করে ±০.০০৩" থেকে ±০.০১০" পর্যন্ত টলারেন্স প্রদান করে।
- প্লাজমা: ±০.০২০" এর চারপাশে বিস্তৃত টলারেন্স তৈরি করে—এটি কাঠামোগত অ্যাপ্লিকেশনের জন্য গ্রহণযোগ্য, কিন্তু প্রেসিশন ফিটের জন্য অনুপযুক্ত।
যখন আপনি একটি কাস্টম লেজার কাট মেটাল কোম্পানির সাথে কাজ করছেন, তখন বুঝতে হবে যে টাইটার টলারেন্স খরচ বাড়ায়। ±০.০১০" যথেষ্ট হলেও ±০.০০১" নির্দিষ্ট করা অর্থহীন খরচ বাড়ায় এবং সম্ভবত লিড টাইম বাড়ায়। শুধুমাত্র গুরুত্বপূর্ণ বৈশিষ্ট্যগুলির জন্য প্রেসিশন প্রয়োজনীয়তা কৌশলগতভাবে প্রয়োগ করুন।
ধাতু কাটিংয়ে গুণগত নিশ্চয়তা
প্রেসিশন যন্ত্রপাতি ছাড়া ব্যবস্থাগত গুণগত নিয়ন্ত্রণ ছাড়া কিছুই নয়। অনুযায়ী ফক্স ভ্যালি মেটাল-টেক , সাধারণ গুণগত নিয়ন্ত্রণের চেয়ে উচ্চতর লক্ষ্য হল গুণগত নিশ্চয়তা প্রদান করা—যা উৎপাদন প্রক্রিয়া জুড়ে ঘটে এমন প্রতিক্রিয়াশীল নয়, বরং প্রতিরোধাত্মক পণ্য ব্যবস্থাপনার একটি উচ্চতর স্তর।
পেশাদার ধাতব লেজার কাটিং পরিষেবা সংস্থা অপারেশনগুলি একাধিক পরিদর্শন টাচপয়েন্ট বাস্তবায়ন করে:
উপাদান যাচাইকরণ
কাটার আগেই থেকে শুরু হয় গুণমান। সুনামধন্য ফ্যাব্রিকেটররা ক্রয় আদেশের সাথে আসন্ন উপকরণগুলির তুলনা করে, অনুমোদন পত্র (CoC) যাচাই করে এবং ক্ষতি বা দূষণের জন্য পরিদর্শন করে। প্রমাণপত্রের নথি আসা পর্যন্ত এবং বিবরণী নিশ্চিত হওয়া পর্যন্ত উপকরণগুলি কোয়ারান্টাইন এলাকায় রাখা হতে পারে।
সরঞ্জাম ক্যালিব্রেশন
সঠিক অংশগুলির জন্য ক্যালিব্রেটেড সরঞ্জাম প্রয়োজন। ফক্স ভ্যালি মেটাল-টেক ব্যাখ্যা করে যে পণ্যের মাত্রা যাচাই করতে ব্যবহৃত যেকোনো পরিমাপের সরঞ্জাম ISO 9001:2015 প্রত্যয়ন অনুযায়ী নির্দিষ্ট ঘনত্বে ক্যালিব্রেট করা আবশ্যিক। এর মধ্যে রয়েছে ক্যালিপার এবং মাইক্রোমিটারগুলির দৈনিক যাচাই, স্থির রেফারেন্স মানের বিরুদ্ধে সপ্তাহিক তৃতীয় পক্ষের ক্যালিব্রেশন পরিদর্শন এবং সিএনসি সরঞ্জামের বার্ষিক ব্যাপক ক্যালিব্রেশন।
অনুষ্ঠানের মধ্যে পর্যবেক্ষণ
মাত্রার যাচাইকরণ শুধুমাত্র শেষে নয়, উৎপাদনের সমস্ত পথেই ঘটে। নির্ভুল ওয়েল্ডমেন্ট এবং যন্ত্রচালিত অংশগুলির জন্য সাধারণ সহনশীলতা .005" – .030" এর মধ্যে হয়, যা ক্যালিপার্স, মাইক্রোমিটার, উচ্চতা গেজ এবং কোঅর্ডিনেট মিজারিং মেশিন (CMMs) ব্যবহার করে যাচাই করা হয়।
অ-ধ্বংসাত্মক পরীক্ষা
যখন নির্দিষ্টকরণগুলি তা চায়, একটি শীট মেটাল লেজার কাটিং কোম্পানি বিশেষ পরীক্ষা পরিচালনা করতে পারে বা ব্যবস্থা করতে পারে, যার মধ্যে রয়েছে দৃশ্যমান ওয়েল্ড পরিদর্শন, চাপ বা ক্ষরণ পরীক্ষা, পৃষ্ঠের ফাটলের জন্য রঞ্জক প্রবেশ পরীক্ষা, ফেরোম্যাগনেটিক উপকরণের জন্য চৌম্বকীয় কণা পরীক্ষা এবং অভ্যন্তরীণ ত্রুটির জন্য আল্ট্রাসোনিক পরীক্ষা।
আপনার প্রয়োজনীয়তা কার্যকরভাবে যোগাযোগ করা
স্পষ্ট যোগাযোগ গুণগত মধ্যস্থতা প্রতিরোধ করে। আপনার প্রয়োজনীয়তা নির্দিষ্ট করার উপায় এখানে দেওয়া হল:
- স্বীকৃত মানগুলির উল্লেখ করুন: আপনার নিজস্ব নির্দিষ্টকরণ আবিষ্কার করার পরিবর্তে সাধারণ সহনশীলতার জন্য ISO 2768 বা গুরুত্বপূর্ণ ফিটের জন্য ISO 286 উল্লেখ করুন।
- গুরুত্বপূর্ণ মাত্রা নির্দেশ করুন: আপনার অঙ্কনগুলিতে স্ট্যান্ডার্ডের চেয়ে কঠোর সহনশীলতা প্রয়োজন এমন বৈশিষ্ট্যগুলি স্পষ্টভাবে চিহ্নিত করুন।
- নিরীক্ষণের প্রয়োজনীয়তা নির্দিষ্ট করুন: আপনার যদি ফার্স্ট আর্টিকেল ইনস্পেকশন রিপোর্ট (FAIR), CMM ডেটা বা মাত্রার রিপোর্টের প্রয়োজন হয়, তবে তা প্রথম থেকেই উল্লেখ করুন।
- পৃষ্ঠতলের সমাপ্তি নির্ধারণ করুন: যেখানে চেহারা গুরুত্বপূর্ণ, সেখানে প্রান্তের গুণগত মান, বার সীমা এবং পৃষ্ঠতলের খাদ মান নির্দিষ্ট করুন।
উপযুক্ত সহনশীলতা নির্বাচন নকশা এবং উৎপাদন প্রক্রিয়ার একটি গুরুত্বপূর্ণ সিদ্ধান্ত, কারণ এটি অংশটির কার্যকারিতা, ফিট, খরচ এবং উৎপাদনযোগ্যতাকে প্রভাবিত করে।
এই গুণগত মানগুলি বোঝা আপনাকে ফ্যাব্রিকেশন পার্টনারদের কার্যকরভাবে মূল্যায়ন করতে এবং আপনার প্রকল্পগুলির জন্য বাস্তবসম্মত প্রত্যাশা নির্ধারণ করতে সাহায্য করে। গুণগত প্রয়োজনীয়তা নির্ধারণ করার পর, আপনি চূড়ান্ত পদক্ষেপে যেতে প্রস্তুত—আপনার নকশাগুলিকে বাস্তবে রূপ দিতে সঠিক ফ্যাব্রিকেটরের সাথে অংশীদারিত্ব করতে।
আপনার পরবর্তী প্রকল্পের জন্য ধাতব কাটিং কোম্পানিগুলির সাথে অংশীদারিত্ব
আপনি উন্নত প্রযুক্তি, উপাদান বিবেচনা, নির্মাণ কাজপ্রবাহ এবং গুণগত মানদণ্ডের মধ্য দিয়ে একটি যাত্রা সম্পন্ন করেছেন। এখন সময় এসেছে সবকিছুকে একটি ব্যবহারিক কাঠামোতে সংহত করার, যা আপনি তৎক্ষণাৎ প্রয়োগ করতে পারবেন। ধাতু কাটার জন্য সঠিক কোম্পানি খোঁজা ভাগ্যের উপর নির্ভর করে না—এটি আপনার নির্দিষ্ট প্রয়োজনীয়তা অনুযায়ী পদ্ধতিগত মূল্যায়নের উপর নির্ভর করে।
আপনি যদি একটি একক প্রোটোটাইপ সংগ্রহ করছেন বা দীর্ঘমেয়াদী উৎপাদন অংশীদারিত্ব প্রতিষ্ঠা করছেন, সিদ্ধান্ত গ্রহণের কাঠামোটি একই থাকবে। চলুন আপনার শেখা বিষয়গুলিকে কার্যকরী পদক্ষেপে রূপান্তরিত করি, যা আপনার প্রকল্পকে এগিয়ে নেবে।
আপনার ধাতু কাটার অংশীদার চেকলিস্ট
যেকোনো ফ্যাব্রিকেটরের সাথে যোগাযোগ করার আগে, এই ব্যাপক মূল্যায়ন চেকলিস্টটি ব্যবহার করুন। TMCO-এর মতে, সঠিক উৎপাদন অংশীদার নির্বাচন কেবল দামের তুলনা করার বিষয় নয়—এটি এমন একটি দল খোঁজার বিষয়, যার উপর আপনি আপনার দৃষ্টিভঙ্গি সঠিকতা, দক্ষতা এবং সামঞ্জস্য বজায় রেখে বাস্তবায়নের জন্য বিশ্বাস করতে পারেন।
প্রযুক্তি ও ক্ষমতা যাচাই
- নিশ্চিত করুন যে তারা আপনার উপাদান ও পুঁতির প্রয়োজনীয়তা অনুযায়ী উপযুক্ত কাটিং সরঞ্জাম (লেজার, ওয়াটারজেট, প্লাজমা) পরিচালনা করে
- যদি আপনার পার্টসগুলির কাটিং-এর পরেও প্রক্রিয়াকরণ প্রয়োজন হয় (যেমন: বেঁকিং, ওয়েল্ডিং, ফিনিশিং), তবে তাদের দ্বিতীয় পর্যায়ের অপারেশন ক্ষমতা যাচাই করুন
- প্রোটোটাইপ থেকে উৎপাদন চালু করা পর্যন্ত আপনার পরিমাণের প্রয়োজনীয়তা পূরণের তাদের ক্ষমতা মূল্যায়ন করুন
- ডিজাইন অপ্টিমাইজেশন এবং DFM (Design for Manufacturability) প্রতিক্রিয়ার জন্য প্রকৌশলী সহায়তা পাওয়া যায় কিনা তা মূল্যায়ন করুন
গুণগত মান এবং সার্টিফিকেশনের প্রয়োজনীয়তা
- গুণগত মানের প্রাথমিক নির্দেশক হিসেবে ISO 9001 সার্টিফিকেশন যাচাই করুন
- প্রযোজ্য ক্ষেত্রে শিল্প-বিশেষ সার্টিফিকেশনগুলি যাচাই করুন (যেমন: অটোমোটিভের জন্য IATF 16949, এয়ারোস্পেসের জন্য AS9100, মেডিকেল ডিভাইসের জন্য ISO 13485)
- পরিদর্শন সরঞ্জাম এবং গুণগত নথিপত্র প্রস্তুতকরণের ক্ষমতা সম্পর্কে তথ্য চান
- উপাদান ট্রেসেবিলিটি সিস্টেম এবং সার্টিফিকেশন নথিপত্র সম্পর্কে জিজ্ঞাসা করুন
প্রকল্প প্রস্তুতির প্রয়োজনীয় বিষয়াদি
- ডিজাইন ফাইলগুলি গৃহীত ফরম্যাটে (STEP, DXF, IGES) বন্ধ কনটুর এবং সঠিক এককের সাথে প্রস্তুত করুন
- গ্রেড, পুরুত্ব এবং প্রয়োজনীয় সার্টিফিকেশনসহ নথি উপকরণের বিবরণ
- গুরুত্বপূর্ণ সহনশীলতা চিহ্নিত করুন এবং স্পষ্টভাবে উল্লেখ করুন—যেখানে স্ট্যান্ডার্ড সহনশীলতা যথেষ্ট সেখানে অতিরিক্ত বিবরণ দেবেন না
- সমস্ত মাধ্যমিক অপারেশন, ফিনিশের প্রয়োজনীয়তা এবং হার্ডওয়্যার ইনসার্শনের প্রয়োজনগুলি তালিকাভুক্ত করুন
- জটিলতা এবং পরিমাণের ভিত্তিতে বাস্তবসম্মত সময়সীমার প্রত্যাশা নির্ধারণ করুন
অংশীদারিত্ব মূল্যায়নের কারণগুলি
- উদ্ধৃতি প্রক্রিয়ার সময় যোগাযোগের সাড়া দেওয়ার মূল্যায়ন করুন—এটি চলমান সম্পর্কের গুণগত মানের পূর্বাভাস দেয়
- মূল্যায়ন করুন যে তারা আপনার অ্যাপ্লিকেশন সম্পর্কে পরিষ্কার করার জন্য প্রশ্ন করে কিনা, যা প্রকৃত জড়িত থাকার ইঙ্গিত দেয়
- ফ্রেইট-সংবেদনশীল অংশ বা দ্রুত পুনরাবৃত্তির প্রয়োজনের জন্য ভৌগোলিক কাছাকাছি বিবেচনা করুন
- আপনার খাতের সংশ্লিষ্ট গ্রাহক রেফারেন্স এবং শিল্প অভিজ্ঞতা পর্যালোচনা করুন
পরবর্তী পদক্ষেপ নেওয়া
আপনার চেকলিস্ট সম্পূর্ণ হওয়ার পর, আপনি কার্যকরভাবে সম্ভাব্য অংশীদারদের সাথে যুক্ত হতে প্রস্তুত। অনুসারে আপটিভ এডভান্সড ম্যানুফ্যাকচারিং , সঠিক উৎপাদন কোম্পানি আপনার পণ্যের উন্নয়নের প্রতিটি পর্যায়ের জন্য সঠিক অংশগুলি সরবরাহ করবে, লিড টাইম কমাবে এবং কাস্টমাইজড সমাধান প্রদান করবে।
এগিয়ে যাওয়ার জন্য আপনার করণীয় পরিকল্পনা হল:
প্রোটোটাইপ এবং উন্নয়ন প্রকল্পের জন্য
যখন গতি এবং পুনরাবৃত্তি সবথেকে গুরুত্বপূর্ণ হয়, তখন দ্রুত সময়ের মধ্যে কাজ সম্পন্ন করার এবং প্রকৌশল সহযোগিতা প্রদানকারী নির্মাতাদের অগ্রাধিকার দিন। তাৎক্ষণিক উদ্ধৃতি প্রদানকারী কাস্টম মেটাল লেজার কাটিং কোম্পানিগুলি আপনার উন্নয়ন চক্রকে উল্লেখযোগ্যভাবে ত্বরান্বিত করতে পারে। যেসব অংশীদারদের কাছ থেকে বিস্তৃত DFM সমর্থন পাওয়া যায়, কাটিং শুরু হওয়ার আগেই সম্ভাব্য উৎপাদন সংক্রান্ত সমস্যাগুলি চিহ্নিত করতে পারে, তাদের খুঁজুন।
উৎপাদন প্রোগ্রামের জন্য
দীর্ঘমেয়াদী উৎপাদনের জন্য ভিন্ন মূল্যায়ন মাপদণ্ডের প্রয়োজন। ওইএম ধাতু কাটিং কোম্পানি এবং নির্দিষ্ট সময়ে ডেলিভারি, ইনভেন্টরি প্রোগ্রাম এবং সুস্পষ্ট গুণগত ডকুমেন্টেশন প্রদানকারী চুক্তিভিত্তিক উৎপাদনকারীরা অত্যাবশ্যক অংশীদার হয়ে ওঠে। শক্তিশালী গুণগত ব্যবস্থা সম্পন্ন একটি সিএনসি ধাতু কাটিং কোম্পানি উৎপাদন সময়সূচি বিঘ্নিত করে এমন সরবরাহ শৃঙ্খলের বিঘ্নন রোধ করে।
এরকম উৎপাদকদের বিবেচনা করুন শাওই (নিংবো) ধাতু প্রযুক্তি , যা এই গাইডের সমগ্র আলোচনায় উল্লিখিত IATF 16949-প্রমাণিত গুণগত মানদণ্ডের উদাহরণস্বরূপ। তাদের ৫-দিন সময়সীমায় দ্রুত প্রোটোটাইপিং, ব্যাপক DFM সমর্থন এবং ১২-ঘণ্টার মধ্যে কোটেশন প্রদানের সমন্বয় চ্যাসিস, সাসপেনশন এবং গঠনমূলক উপাদানগুলির জন্য অটোমোটিভ সরবরাহ শৃঙ্খলকে ত্বরান্বিত করে—প্রাথমিক ধারণা থেকে স্বয়ংক্রিয় ভর উৎপাদন পর্যন্ত।
দীর্ঘমেয়াদী সম্পর্ক গড়ে তোলা
সেরা উৎপাদন অংশীদারিত্ব লেনদেনমূলক উদ্ধৃতির চেয়ে এগিয়ে যায়। TMCO জোর দেয় যে, একজন অংশীদার নির্বাচন কেবল বর্তমান প্রকল্পের বিষয় নয়—এটি আস্থা, কর্মক্ষমতা এবং ভাগ করা লক্ষ্যের উপর ভিত্তি করে একটি দীর্ঘমেয়াদী সম্পর্ক গঠনের বিষয়। একটি নির্ভরযোগ্য cnc ধাতব কাটিং কোম্পানি আপনার ইঞ্জিনিয়ারিং দলের একটি সম্প্রসারণে পরিণত হয়, আপনার সময়সূচীকে প্রভাবিত করার আগেই উন্নতির প্রস্তাব দেয় এবং চ্যালেঞ্জগুলি আন্দাজ করে।
একজন টার্নকি উত্পাদন অংশীদার ধারণা থেকে শুরু করে সম্পূর্ণ হওয়া পর্যন্ত আপনার প্রকল্প পরিচালনা করে—উৎপাদন জুড়ে সম্পূর্ণ দৃশ্যমানতা বজায় রাখার পাশাপাশি একাধিক বিক্রেতার সমন্বয় করার অদক্ষতা দূর করে।
আপনি এখন বিভিন্ন কাটিং প্রযুক্তি কীভাবে কাজ করে, কোন পদ্ধতি কোন নির্দিষ্ট উপাদানের জন্য উপযুক্ত, এবং পেশাদার ফ্যাব্রিকেটরদের কাছ থেকে কোন মানের মানদণ্ড আশা করা যায়—এসব বুঝতে পেরেছেন। আপনি আপনার প্রকল্পগুলির সফলতার জন্য কীভাবে প্রস্তুতি নেবেন এবং সম্ভাব্য অংশীদারদের কীভাবে পদ্ধতিগতভাবে মূল্যায়ন করবেন—সেসবও জানেন। আনুমানিক মূল্য অনুরোধ থেকে চূড়ান্ত পার্টস পর্যন্ত পথটি এখন স্পষ্ট—আপনার পরবর্তী প্রকল্পটি শুরু হয় একটি একক যোগাযোগের মাধ্যমে, যেখানে আপনার প্রয়োজনীয়তা অনুযায়ী যোগ্য ফ্যাব্রিকেশন অংশীদারের সাথে যোগাযোগ করা হয়।
ধাতু কাটার কোম্পানিগুলি সম্পর্কে প্রায়শই জিজ্ঞাসিত প্রশ্নসমূহ
1. ধাতু কাটার খরচ কত?
ধাতু কাটার খরচ উপাদানের ধরন, পুরুত্ব, কাটিং পদ্ধতি এবং জটিলতার উপর নির্ভর করে। লেজার কাটিং-এর ক্ষেত্রে শীট মেটালের জন্য প্রতি লিনিয়ার ইঞ্চি সাধারণত $০.৫০ থেকে $২ পর্যন্ত হয়। প্রতি ঘণ্টার হার সাধারণত $২০ থেকে $৩০ এর মধ্যে থাকে। প্লাজমা কাটিং মোটা উপাদানের জন্য প্রতি ফুট খরচ কম হয়, অন্যদিকে ওয়াটারজেট কাটিং-এর গতি ধীর হওয়ায় এটি উচ্চতর মূল্য নির্ধারণ করে। উৎপাদন চক্রে বড় পরিমাণে অর্ডার দিলে প্রতি পার্টসের খরচ উল্লেখযোগ্যভাবে কমে যায়, এবং বেঁকিং ও ফিনিশিং-সহ দ্বিতীয়ক অপারেশনগুলি মোট খরচে অতিরিক্ত যোগ করে।
2. কি হার্ডওয়্যার দোকান আপনার জন্য ধাতু কাটবে?
হার্ডওয়্যার স্টোরগুলি সাধারণত পাইপ কাটিং এবং পাতলা উপকরণের মৌলিক শিয়ারিং-এর মতো সীমিত ধাতু কাটিং সেবা প্রদান করে। নির্ভুল শীট মেটাল ফ্যাব্রিকেশন, কাস্টম আকৃতি বা ঘন উপকরণের জন্য আপনার প্রয়োজন হবে লেজার, ওয়াটারজেট বা প্লাজমা সিস্টেম সমন্বিত পেশাদার ধাতু কাটিং কোম্পানি। এই ফ্যাব্রিকেটরগুলি CAD ফাইল পরিচালনা করে, কঠোর টলারেন্স বজায় রাখে এবং হার্ডওয়্যার স্টোরগুলি যা প্রদান করতে পারে না তার চেয়ে অধিক দ্বিতীয় প্রক্রিয়া (secondary operations) সরবরাহ করে।
3. ধাতুর একটি টুকরো কাটা কীভাবে পাবেন?
ধাতুকে পেশাদারভাবে কাটতে হলে, আপনার ডিজাইন ফাইলগুলি DXF বা STEP ফরম্যাটে প্রস্তুত করুন, উপকরণের ধরন ও পুরুত্ব নির্দিষ্ট করুন এবং একটি ধাতু কাটিং কোম্পানির সাথে যোগাযোগ করে একটি উদ্ধৃতি (কোট) অনুরোধ করুন। অধিকাংশ ফ্যাব্রিকেটরই অনলাইনে ফাইল জমা দেওয়া গ্রহণ করে এবং ১২-২৪ ঘণ্টার মধ্যে উদ্ধৃতি প্রদান করে। টলারেন্সের প্রয়োজনীয়তা, প্রয়োজনীয় পরিমাণ এবং বেঁকিং বা ফিনিশিং-এর মতো যেকোনো দ্বিতীয় প্রক্রিয়া অন্তর্ভুক্ত করুন। সরল কাটিংয়ের জন্য কিছু অনলাইন ফ্যাব্রিকেশন সেবা মাত্র কয়েকদিনের মধ্যে ডেলিভারি সহ তৎক্ষণাৎ মূল্য নির্ধারণ সরবরাহ করে।
4. লেজার কাটিং এবং প্লাজমা কাটিং-এর মধ্যে পার্থক্য কী?
লেজার কাটিং একটি ফোকাসযুক্ত আলোক রশ্মি ব্যবহার করে যা ±0.005 ইঞ্চি পর্যন্ত সহনশীলতা অর্জন করে, যা নির্ভুলতা এবং পরিষ্কার কিনারা প্রয়োজন এমন পাতলা থেকে মাঝারি উপকরণের জন্য আদর্শ। প্লাজমা কাটিং অতিতাপী আয়নিত গ্যাস ব্যবহার করে, যা অন্যান্য পদ্ধতির তুলনায় 3-4 গুণ দ্রুত ঘন পরিবাহী ধাতু প্রক্রিয়া করে কিন্তু ±0.020 ইঞ্চির মতো বেশি সহনশীলতা রাখে। জটিল ডিজাইন এবং নির্ভুল ফিটিংয়ের জন্য লেজার কাটিং বেছে নিন; ঘন কাঠামোগত ইস্পাতের ক্ষেত্রে যেখানে গতি এবং খরচ কিনারার গুণমানের চেয়ে বেশি গুরুত্বপূর্ণ, সেখানে প্লাজমা কাটিং বেছে নিন।
5. একটি ধাতব কাটিং কোম্পানির ক্ষেত্রে আমার কোন কোন সার্টিফিকেশন খুঁজে দেখা উচিত?
ISO 9001 সার্টিফিকেশনটি বেসলাইন মান ব্যবস্থাপনা ব্যবস্থার নির্দেশ করে। অটোমোটিভ অ্যাপ্লিকেশনের জন্য, IATF 16949 সার্টিফিকেশনটি PPAP ডকুমেন্টেশনসহ অটোমোটিভ-নির্দিষ্ট প্রয়োজনীয়তাগুলির সাথে সামঞ্জস্য প্রদর্শন করে। এয়ারোস্পেস সরবরাহকারীদের জন্য AS9100 সার্টিফিকেশন প্রয়োজন, আর মেডিকেল ডিভাইস তৈরির ক্ষেত্রে ISO 13485 প্রয়োজন। এই সার্টিফিকেশনগুলি নিশ্চিত করে যে প্রতিষ্ঠানটি নিয়ন্ত্রিত শিল্পের জন্য অপরিহার্য ডকুমেন্টকৃত প্রক্রিয়া, ক্যালিব্রেটেড সরঞ্জাম এবং ব্যবস্থাগত মান নিয়ন্ত্রণ বজায় রাখে।