 ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —
ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —

পিলিং ছাড়া ইস্পাতে তামা প্লেটিং: প্রস্তুতি থেকে স্ট্রাইক

ধাপ 1: ইস্পাতে তামা প্লেটিংয়ের জন্য সঠিক পদ্ধতি নির্বাচন করুন
আপনার কার্যকরী লক্ষ্যগুলি পরিষ্কার করুন
যখন আপনি ইস্পাতে তামা প্লেটিং করতে চান, প্রথম এবং সবচেয়ে গুরুত্বপূর্ণ প্রশ্ন হল: আপনি আপনার তামার স্তর দিয়ে কী অর্জন করতে চান? আপনি কি উন্নত সোল্ডারযোগ্যতা, ইএমআই শীলডিংয়ের জন্য তড়িৎ পরিবাহিতা, ব্রেজিংয়ের জন্য একটি শক্তিশালী আন্ডারলেয়ার বা একটি সৌন্দর্যমূলক তামা ফিনিশ চাইছেন? প্রতিটি লক্ষ্য আপনাকে ভিন্ন প্লেটিং সমাধান এবং কার্যপ্রবাহের দিকে নির্দেশ করে।
ইস্পাতের জন্য সঠিক তামা প্রয়োগ পদ্ধতি নির্বাচন করুন
কল্পনা করুন আপনি একটি জটিল ইস্পাতের অংশ ধরে আছেন: আপনি কি বিদ্যুৎ সরবরাহের জন্য প্রস্তুতি নেবেন এবং একটি গোয়াল প্রস্তুত করবেন, নাকি রাসায়নিক পদ্ধতি ভালো হবে? আপনার আবরণ, সমানভাবে ঢাকা এবং উৎপাদন প্রয়োজনের উপর এটি নির্ভর করে। চলুন আপনার বিকল্পগুলি বিশ্লেষণ করা যাক:
| আট্রিবিউট | ইলেকট্রোলাইটিক তামা (ইলেকট্রোপ্লেটিং) | ইলেকট্রোলেস তামা প্লেটিং | ডিসপ্লেসমেন্ট/ইমার্শন তামা |
|---|---|---|---|
| অভিন্নতা | সাধারণ আকৃতির জন্য ভালো; খাঁজগুলিতে কম সমান | চমৎকার, জটিল জ্যামিতির ক্ষেত্রেও সমান | খারাপ; পাতলো, অ-আঠালো স্তর |
| পরিকর্মা প্রয়োজন | বিদ্যুৎ সরবরাহ, তামার অ্যানোড এবং গোয়াল প্রয়োজন | রসায়ন-কেন্দ্রিক, বিদ্যুৎ সরবরাহ প্রয়োজন নেই | ন্যূনতম—শুধুমাত্র ডুবানোর ট্যাঙ্ক এবং দ্রবণ |
| আসক্তির ঝুঁকি | প্রস্তুতি এবং সক্রিয়করণ যদি নিশ্চিত করা হয় তবে কম | কম; শক্তিশালী রাসায়নিক বন্ধন | উচ্চ; ইস্পাতে দীর্ঘস্থায়ী আসক্তির জন্য উপযুক্ত নয় |
| পুরুত্বের নিয়ন্ত্রণ | নির্ভুল (কারেন্ট এবং সময় অনুযায়ী) | ভালো; গায়ের রাসায়নিক এবং সময়ের উপর নির্ভরশীল | অত্যন্ত সীমিত |
| সেরা ব্যবহারের ক্ষেত্রে | গতি, খরচ, নিয়ন্ত্রণযোগ্য পুরুত্ব; ইস্পাতের জন্য সবচেয়ে বেশি প্লেটিং | জটিল বা অভ্যন্তরীণ আকৃতিতে সমান আবরণ | অন্যান্য প্লেটিংয়ের জন্য প্রি-অ্যাকটিভেশন; চূড়ান্ত ফিনিশ নয় |
| পোস্ট-প্রসেসিং | পলিশ বা আরও কোটিংয়ের প্রয়োজন হতে পারে | সাধারণত আরও প্রক্রিয়াকরণের জন্য প্রস্তুত | দীর্ঘস্থায়ীত্বের জন্য ওভারপ্লেট করা আবশ্যিক |
ইলেকট্রোলাইটিক কপার এবং ইলেকট্রোলেস কপারের মধ্যে কখন কোনটি বেছে নেবেন
ইলেকট্রোলাইটিক কপার ( কপার ইলেকট্রোপ্লেটিং ) বেশিরভাগ শিল্প এবং শখের অ্যাপ্লিকেশনের জন্য সবচেয়ে উপযুক্ত, যেখানে আপনার দ্রুতগতি, খরচ নিয়ন্ত্রণ এবং নির্ভুল পুরুত্বের প্রয়োজন—যেমন বাসবার, কানেক্টর বা সজ্জামূলক ফিনিশ। আপনি যদি ভালো বৈদ্যুতিক যোগাযোগ এবং পুঙ্খানুপুঙ্খ প্রস্তুতি নিশ্চিত করতে পারেন, তবে এটি সমতল বা সাধারণ আকৃতির স্টিলের অংশগুলির জন্য আদর্শ। অন্যদিকে, যেখানে জটিল জ্যামিতি, গভীর খাঁজ বা অভ্যন্তরীণ প্যাসেজ থাকে—যেমন পিসিবিতে বা জটিল যান্ত্রিক অংশে—সেখানে ইলেকট্রোলেস কপার প্লেটিং সবচেয়ে ভালো কাজ করে, যেখানে সমান আবরণ অপরিহার্য এবং বৈদ্যুতিক সরবরাহ ব্যবহার করা বাস্তবসম্মত নয়। যদিও এটি ধীরগতির এবং বাথ রসায়নের প্রতি বেশি সংবেদনশীল, তবুও এটি জটিল আকৃতির জন্য অতুলনীয় আবরণ এবং আসঞ্জন প্রদান করে।
বিশেষ ক্ষেত্রে প্লেটিংয়ের বিকল্প
শিল্প-স্তরের চাহিদার ক্ষেত্রে—অথবা যখন আপনার ধাতব বন্ডিংয়ের প্রয়োজন হয়—তখন ক্ল্যাডিং বা রোল বন্ডিংয়ের মতো যান্ত্রিক পদ্ধতি ব্যবহার করা হয়, কিন্তু এগুলি অধিকাংশ দোকান বা ডিআইওয়াইয়ের জন্য ব্যবহারিক নয়। আসল তামা ইলেকট্রোপ্লেটিং বা ইলেকট্রোলেস প্রক্রিয়ার আগে কখনও কখনও প্রি-অ্যাকটিভেশন পদক্ষেপ হিসাবে স্থানচ্যুতি (নিমজ্জন) তামা ব্যবহার করা হয়, কিন্তু ইস্পাতের উপর টেকসই, আঠালো ফিনিশের জন্য এটি সুপারিশ করা হয় না।
দ্রুত কীভাবে: আপনার প্রকল্পের সাথে আপনার পদ্ধতি মেলান
- অংশের বিবরণ ধারণ করুন: জ্যামিতি, ইস্পাতের ধরন, প্রয়োজনীয় সহনশীলতা এবং মাস্কিংয়ের প্রয়োজন
- আপনার লক্ষ্য তামার পুরুত্ব এবং আঠালো প্রয়োজনীয়তা সংজ্ঞায়িত করুন
- আপনার পদ্ধতি নির্বাচন করুন:
- ইলেকট্রোলাইটিক প্লেটিং (তামা ইলেকট্রোপ্লেটিং): গতি, খরচ এবং নিয়ন্ত্রণযোগ্য পুরুত্বের জন্য সেরা; পাওয়ার সাপ্লাই এবং প্রস্তুতির প্রয়োজন
- ইলেকট্রোলেস তামা প্লেটিং: জটিল বা অভ্যন্তরীণ আকৃতির উপর সমানভাবে আবরণের জন্য সেরা; ধীরগতি, রসায়ন-নির্ভর
- স্থানচ্যুতি/নিমজ্জন তামা: শুধুমাত্র একটি প্রমাণিত প্রক্রিয়া দ্বারা প্রয়োজন হলে একটি প্রাক-সক্রিয়করণ হিসাবে ব্যবহার করুন
- যান্ত্রিক/ধাতুবিদ্যা বন্ডঃ শিল্প, DIY নয়
ব্যবহারিক পরামর্শঃ ফোরামের পরামর্শ বনাম স্ট্যান্ডার্ড প্র্যাকটিস
সবসময় চিনির মতো প্রস্তুতির চেয়ে পুঙ্খানুপুঙ্খভাবে ডিগ্রিসিং এবং পৃষ্ঠের সক্রিয়করণের অগ্রাধিকার দিন। যদিও কিছু DIY পরামর্শ অনলাইনে সহজ সমাধানের পরামর্শ দেয়, পেশাদার পরিষ্কারের পদক্ষেপগুলি এড়িয়ে যাওয়া দুর্বল সংযুক্তি এবং পিলিংয়ের দিকে পরিচালিত করে।
-
চেকলিস্টঃ প্লাস্টিংয়ের আগে আপনার অংশের অঙ্কন থেকে কী সংগ্রহ করবেন
- অংশ জ্যামিতি (সহজ, জটিল, অভ্যন্তরীণ গহ্বর?
- বেস স্টিলের ধরন এবং পূর্ববর্তী কোনো চিকিত্সা
- মাস্কের জন্য সমালোচনামূলক tolerances এবং পৃষ্ঠতল
- প্রয়োজনীয় তামা স্তর বেধ
- আসঞ্জন বা স্থায়িত্বের শ্রেণী প্রয়োজন
আপনার লক্ষ্যগুলি পরিষ্কার করে এবং সঠিক তথ্য আগেভাগে সংগ্রহ করে, আপনি সেই তামা প্লেটিং ইস্পাত প্রক্রিয়াটি বেছে নেবেন যা আপনার প্রয়োজন অনুযায়ী কর্মক্ষমতা এবং নির্ভরযোগ্যতা প্রদান করবে—খসে পড়া বা খারাপ আসঞ্জনের ঝুঁকি ছাড়াই।
নিখুঁত তামা প্লেটিংয়ের জন্য ইস্পাত পৃষ্ঠকে প্রস্তুত করুন
ইস্পাতের জন্য পৃষ্ঠ প্রস্তুতির প্রয়োজনীয় বিষয়াদি
আপনি কি কখনও ভেবে দেখেছেন কেন কিছু তামা প্লেট করা ইস্পাতের অংশগুলি খসে বা চুরচুরে হয়ে যায় অথচ কিছু কয়েক বছর ধরে টিকে থাকে? উত্তরটি প্রায় সবসময় পৃষ্ঠ প্রস্তুতির উপর নির্ভর করে। আপনি যাই করুন না কেন, বাড়িতে তামা প্লেটিং অথবা একটি পেশাদার দোকান চালাচ্ছেন, শক্তিশালী আসঞ্জনের পথটি শুরু হয় একটি নিখুঁত পরিষ্কার এবং সক্রিয়করণ প্রক্রিয়া দিয়ে। আসুন প্রতিটি ধাপ আলাদা করে দেখি যাতে আপনি ডিআইওয়াই তামা প্লেটিং বা শিল্প প্লেটিং উভয় ক্ষেত্রেই খারাপ ফলাফলের দিকে নিয়ে যাওয়া ভুলগুলি এড়াতে পারেন।
গ্রিজ অপসারণ, ডিঅক্সিডাইজ করা এবং জল-ব্রেক পরীক্ষার মাধ্যমে যাচাই করা
- মোট পরিচ্ছন্নতা: সমস্ত তেল, ময়লা এবং দূষণকারী পদার্থ সরিয়ে ফেলুন। একটি উচ্চমানের ডিটারজেন্ট বা উপযুক্ত দ্রাবক ডিগ্রিজার ব্যবহার করুন। কিন্তু যদি আপনি এই কাজটি করতে পারেন তাহলে আপনার কাজটি সম্পূর্ণভাবে শেষ হয়ে যাবে।
- যান্ত্রিক প্রস্তুতিঃ যদি চূড়ান্ত পৃষ্ঠের রুক্ষতা (আরএ) অনুমতি দেয়, তবে স্টিলটি একটি স্ক্রাফ প্যাড বা ব্লাস্ট মিডিয়া দিয়ে হালকাভাবে ঘষা করুন। এই তাজা ধাতু প্রকাশ এবং তামা স্তর বন্ধন আরো কার্যকরভাবে সাহায্য করে, যে কেউ শেখার জন্য একটি গুরুত্বপূর্ণ টিপ কিভাবে তামা প্লেট ইস্পাত .
- রাসায়নিক পরিচ্ছন্নতাঃ আলক্যালিকাল স্নান করুন। এটি অবশিষ্ট জৈবিক অবশিষ্টাংশকে লক্ষ্য করে। পরিষ্কারের সরঞ্জাম এবং স্যাডের সমস্ত চিহ্ন অপসারণের জন্য ভালভাবে স্রোত জলের নীচে ধুয়ে ফেলুন।
- রস্ট/স্কেল অপসারণঃ যদি ইস্পাতটি মরিচা বা স্কেলগুলির লক্ষণ দেখায়, তবে অক্সিডগুলি সরিয়ে ফেলার জন্য একটি অ্যাসিড ডাম্প (সাধারণত হালকা হাইড্রোক্লোরিক বা সালফুরিক অ্যাসিড) ব্যবহার করুন। অবিলম্বে ধুয়ে ফেলুন এবং রাস্টের ঝলক রোধ করতে নিরপেক্ষ করুন।
- জল-বিচ্ছিন্ন পরীক্ষাঃ পার্টটি স্রোতের পানিতে রাখুন। যদি পানি একটানা থাকে, তাহলে আপনার পৃষ্ঠ পরিষ্কার থাকবে। যদি এটি পরা হয় বা ভেঙে যায়, তাহলে পরিষ্কারের পদক্ষেপগুলি পুনরাবৃত্তি করুন। এই পরীক্ষাটা দুজনের জন্যই তোমার সবচেয়ে ভালো বন্ধু। ডাই-ইলেক্ট্রোপ্লেটিং এবং পেশাদার কাজ।
- সক্রিয়করণঃ প্লাটিংয়ের ঠিক আগে, স্টিলকে অক্সাইডের শেষ চিহ্নগুলি অপসারণের জন্য একটি সংক্ষিপ্ত অ্যাসিড ডুব দিন। দ্রুত ধুয়ে ফেলুন এবং সরাসরি প্লাস্টিং বা স্ট্রাইক বাথের দিকে যান_ এখানে পুনরায় অক্সিডেশন প্রতিরোধ করার জন্য সময় নির্ধারণ করা অত্যন্ত গুরুত্বপূর্ণ।
- মাস্কিং এবং র্যাকিং: যেসব এলাকায় মাস্ক লাগানো উচিত নয় সেগুলি সুরক্ষিত করার জন্য মাস্ক লাগান। একটি র্যাকের উপর অংশটি মাউন্ট করুন যা শক্ত, শক্ত বৈদ্যুতিক যোগাযোগ নিশ্চিত করে এবং ধারালো প্রান্তগুলি এড়ায়, যা বর্তমানকে ঘনীভূত করতে পারে এবং পোড়া হতে পারে।
জল-ব্রেক পরীক্ষা বা সক্রিয়করণ এবং প্লাটিংয়ের মধ্যে বিলম্ব এড়িয়ে যাবেন না। অপ্টিমাম অ্যাডহেসির জন্য স্ট্রাইক বাথের সাথে সাথে স্থানান্তর অত্যন্ত গুরুত্বপূর্ণ।
নির্ভরযোগ্য বর্তমান পথের জন্য মাস্কিং এবং র্যাকিং
সঠিকভাবে মাস্কিং এবং রেলিং শুধুমাত্র সৌন্দর্যের জন্য নয়, তারা তামার কভারেজ এবং শক্তিশালী আঠালো জন্য অপরিহার্য। কল্পনা করুন যে আপনি একটি অংশের একটি ব্যাচ প্লাস্টার করেছেন, কিন্তু সেখানে অসামান্য তামা বা ভুল স্পট রয়েছে। আপনার workpiece দৃঢ়ভাবে সংরক্ষণ এবং nonplating এলাকায় মাস্কিং দ্বারা, আপনি বর্তমান প্রবাহ ঠিক যেখানে আপনি এটি চান নিশ্চিত, যে কেউ অন্বেষণ জন্য একটি আবশ্যক কিভাবে ইলেক্ট্রোপ্লেট করা যায় অথবা কিভাবে তামা প্লেট ধাতু পেশাগত ফলাফলের সাথে।
-
সাধারণ ভুল (এবং পেশাদার টিপস):
- অ্যাসিডে অতিরিক্ত ইটিংঃ সংক্ষিপ্ত ডুবগুলি সর্বোত্তম দীর্ঘস্থায়ী এক্সপোজার পৃষ্ঠকে রুক্ষ করে তুলতে পারে এবং সংযুক্তি দুর্বল করতে পারে।
- খালি হাতে পরিষ্কার অংশ স্পর্শ করাঃ পুনরায় দূষণ এড়াতে সর্বদা শেষ পরিষ্কারের পরে গ্লাভস ব্যবহার করুন।
- জল-বিচ্ছিন্ন পরীক্ষা এড়ানো: এই সহজ চেক পুনরায় কাজ করার অগণিত ঘন্টা বাঁচায়।
- সক্রিয়করণ এবং প্লাটিংয়ের মধ্যে তাড়াহুড়োঃ এমনকি এক মিনিটের বিলম্বও অক্সিডগুলিকে বিশেষত আর্দ্র পরিবেশে পুনর্গঠনের অনুমতি দিতে পারে।
উভয় ক্ষেত্রেই ডিআইওয়াই তামা প্লেটিং এবং শিল্প কর্মক্ষেত্রে, এই পৃষ্ঠ প্রস্তুতি রুটিন অনুসরণ করে আঠালো ব্যর্থতা বিরুদ্ধে রক্ষা করে এবং একটি উজ্জ্বল, টেকসই তামা সমাপ্তির জন্য মঞ্চ স্থাপন করে। পরবর্তী, আমরা কিভাবে একটি স্থিতিশীল ইলেক্ট্রোপ্লেটিং সেটআপ তৈরি করতে হবে তা আবিষ্কার করব যা আপনার ফলাফলগুলিকে রান থেকে রান পর্যন্ত ধারাবাহিক রাখে।
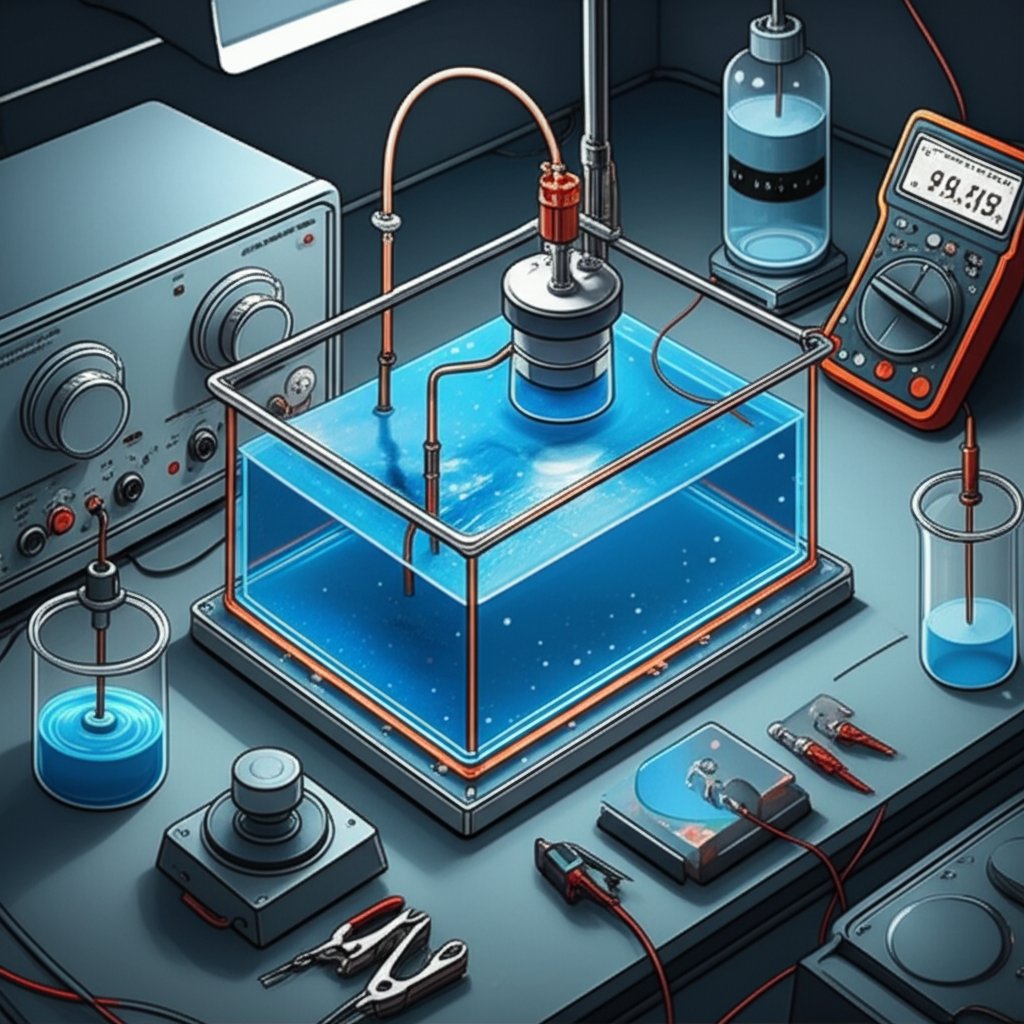
ধাপ ৩ঃ ধারাবাহিক ফলাফলের জন্য একটি স্থিতিশীল ইলেক্ট্রোপ্লেটিং সেটআপ তৈরি করুন
বিদ্যুৎ সরবরাহ এবং তারের প্রয়োজনীয়তা
কখনো কোনো অংশের প্লাট করার চেষ্টা করেছো এবং এর ফলে অসামান্য তামা বা অনির্দেশ্য ফলাফল হয়েছে? প্রায়ই, অপরাধী একজন অবিশ্বস্ত ইলেক্ট্রোপ্লেটিং সেটআপ . পুনরাবৃত্তিযোগ্য, উচ্চমানের তামা প্লাটিং স্টিল পেতে, আপনার সঠিক তামা প্লাটিং সরঞ্জাম এবং সংযোগ দিয়ে শুরু করতে হবে। এটিকে আপনার প্রকল্পের জন্য একটি শক্ত ভিত্তি তৈরির মতো মনে করুন।
- ডিসি পাওয়ার সাপ্লাইঃ সামঞ্জস্যযোগ্য ভোল্টেজ এবং বর্তমান, আদর্শভাবে একটি অন্তর্নির্মিত Ammeter সঙ্গে। এটি আপনাকে প্লাস্টিং রেট ডায়াল করতে এবং প্রক্রিয়াটি ঘনিষ্ঠভাবে পর্যবেক্ষণ করতে দেয়।
- কপার বাস বার ও লিডস: প্রয়োজনীয় বর্তমান পরিচালনা করতে পরিষ্কার, শক্তিশালী তারের ব্যবহার করুন। খারাপ সংযোগ হট স্পট বা অসম প্লেটিং হতে পারে।
- র্যাক/ফিক্সচারঃ নিশ্চিত করুন যে এইগুলি অংশে একটি শক্তিশালী, ধ্রুবক বৈদ্যুতিক পথ সরবরাহ করে। ঘূর্ণনশীল র্যাক বা গতির প্রক্রিয়াগুলি বর্তমান বিতরণকে সমান করতে সহায়তা করতে পারে, বিশেষত জটিল আকারের জন্য।
অ্যানোড নির্বাচন এবং স্থাপন
সঠিকটি বেছে নেওয়া কাম অ্যানোড এবং সঠিকভাবে স্থাপন করা এটাকে অভিন্নভাবে জমা দেওয়ার জন্য অত্যন্ত গুরুত্বপূর্ণ। কল্পনা করুন যে, অ্যানোড হচ্ছে তামা আয়নগুলির উৎস যা আপনার নতুন পৃষ্ঠ হয়ে উঠবে। যদি আপনার অ্যানোডটি অশুদ্ধ বা খারাপভাবে অবস্থিত হয়, তাহলে আপনি রুক্ষ দাগ, অসামান্য বেধ, বা এমনকি আঠালো সমস্যা লক্ষ্য করবেন। এখানে সবচেয়ে গুরুত্বপূর্ণ বিষয় হলঃ
- অ্যানোড উপাদানঃ সর্বদা উচ্চ বিশুদ্ধতার তামা অ্যানোড ব্যবহার করুন (তামা প্লাস্টিং ইস্পাতের জন্য ফসফোরাইজড তামা সাধারণ) । আপনার অ্যানোডের অশুচিতা ত্রুটি এবং খারাপ পরিবাহিতা হতে পারে।
- অ্যানোড-ক্যাথোড অনুপাতঃ আপনার তামা অ্যানোডের পৃষ্ঠতলটি আপনার ওয়ার্কপিসের পৃষ্ঠতলের সমান বা সামান্য বেশি হওয়া উচিত। এটি বর্তমান বিতরণকে ভারসাম্যপূর্ণ করতে সাহায্য করে এবং একটি অভিন্ন আমানত নিশ্চিত করে।
- স্পেসিং এবং প্লেসমেন্টঃ একটি সামঞ্জস্যপূর্ণ কভারেজ জন্য অংশের চারপাশে সমানভাবে অবস্থান anodes। বড় ট্যাংকগুলির জন্য, একাধিক অ্যানোড প্রয়োজন হতে পারে। অ্যানোড ব্যাগিং (ফিল্টার ব্যাগ ব্যবহার করে) আপনার স্নানকে দূষিত করতে অ্যানোড স্ল্যাডকে বাধা দেয়।
ট্যাঙ্ক, অস্থিরতা এবং তাপমাত্রা নিয়ন্ত্রণ
এখন, আসুন পরিবেশ সম্পর্কে কথা বলি যেখানে সমস্ত রসায়ন ঘটে। আপনার ট্যাংক এবং উত্তেজনার সিস্টেম আপনার শক্তি সরবরাহ বা তামা ইলেক্ট্রড . এখানে কি বিবেচনা করা উচিতঃ
- ট্যাঙ্ক মatrial: আপনার প্লাটিং সলিউশনের সাথে সামঞ্জস্যপূর্ণ একটি পাত্রে বেছে নিনপলিপ্রোপিলিন বা কাচ বেশিরভাগ তামা প্লাটিং বাথের জন্য সাধারণ পছন্দ।
- অস্থিরতা: স্থিতিশীল আলোড়ন (বায়ু বা যান্ত্রিক উভয়ই) তামার প্লেটিং-এর সমানভাবে জমা হওয়ার গুণগত মান উন্নত করে এবং দগ্ধ হওয়া বা খচখচে ভাব রোধ করতে সাহায্য করে। DIY সেটআপের ক্ষেত্রে, একটি সাধারণ অ্যাকোয়ারিয়াম পাম্প বা চৌম্বকীয় স্টার্রার ব্যবহার করা যেতে পারে; শিল্প ক্ষেত্রে তামার ইলেকট্রোপ্লেটিং সরঞ্জাম যান্ত্রিক আলোড়ন ব্যবহার করা হতে পারে।
- তাপমাত্রা নিয়ন্ত্রণ: অনেক তামার প্লেটিং দ্রবণ নির্দিষ্ট তাপমাত্রার পরিসরে সবচেয়ে ভালো কাজ করে। আপনার বাথের জন্য আদর্শ তাপমাত্রা বজায় রাখতে হটপ্লেট সহ চৌম্বকীয় স্টার্রার বা ডুবো হিটার ব্যবহার করা যেতে পারে।
- ফিল্টারেশন (প্রো সেটআপ): অবিরত ফিল্টারেশন আপনার বাথ থেকে কণাগুলি দূরে রাখে, যার ফলে মসৃণ ও উজ্জ্বল জমা হয়। পেশাদার কার্যক্রমের জন্য এটি অপরিহার্য।
আপনার ইলেকট্রোপ্লেটিং সেটআপ চেকলিস্ট
| উপাদান | উদ্দেশ্য | টিপস |
|---|---|---|
| Dc power supply | প্লেটিং হার নিয়ন্ত্রণ করে | অ্যামিটার সহ সমন্বয়যোগ্য |
| কাম অ্যানোড | তামার আয়নের উৎস | উচ্চ বিশুদ্ধতা, সম্ভব হলে ব্যাগযুক্ত |
| লেড এবং বাস বার | বিদ্যুৎ পরিবহন করে | পরিষ্কার, ভারী গেজ |
| ট্যাংক | দ্রবণ ধারণ করে | অ-বিক্রিয়াশীল উপাদান |
| অ্যাজিটেশন সিস্টেম | আস্তরণের সমতা উন্নত করে | বায়ু পাম্প বা স্টার্রার |
| তাপমাত্রা নিয়ন্ত্রণ | গোয়ানের কর্মক্ষমতা বজায় রাখে | হটপ্লেট বা ডুবো হিটার |
| র্যাক/ফিক্সচার | অংশগুলি নিরাপদে ধরে রাখে | স্থিতিশীল, ভালো যোগাযোগ |
| ফিল্টারেশন (ঐচ্ছিক) | কণা অপসারণ করে | পেশাদার সেটআপের জন্য |
একটি নির্ভরযোগ্য ইলেকট্রোপ্লেটিং কপার কিটের জন্য সংযোজন ক্রম
- ট্যাঙ্কে আপনার কপার অ্যানোডগুলি মাউন্ট করুন, কাজের টুকরোটির চারপাশে সমানভাবে স্থাপন করুন।
- র্যাক বা ফিক্সচারে আপনার ইস্পাতের অংশটি নিরাপদে স্থাপন করুন, নিশ্চিত করুন যে বৈদ্যুতিক যোগাযোগ দৃঢ়।
- আপনার পাওয়ার সাপ্লাই থেকে ধনাত্মক তারটি অ্যানোড(গুলি) এবং ঋণাত্মক তারটি অংশের (ক্যাথোড) সাথে সংযুক্ত করুন।
- সমস্ত সংযোগ দ্বিতীয়বার পরীক্ষা করুন—আলগা তারগুলি আপনার ফলাফলকে নষ্ট করতে পারে।
- পোলারিটি যাচাই করুন: সিস্টেমটি চালু করার আগে প্লেটিংয়ের জন্য অংশটি ঋণাত্মক (ক্যাথোড) হতে হবে।
- আন্দোলন শুরু করুন এবং গৃহীত তাপমাত্রায় বাথটি নিয়ে আসুন।
- প্লেটিং শুরু হওয়ার সাথে সাথে কারেন্ট এবং ভোল্টেজ নিরীক্ষণ করে পাওয়ার চালু করুন।
চালু করার আগে সর্বদা নিশ্চিত করুন যে ক্যাথোড (আপনার অংশ) ঋণাত্মক টার্মিনালের সাথে সংযুক্ত আছে। উল্টানো পোলারিটি তামা প্লেট করবে না এবং আপনার তামার প্লেটিং কিট বা কাজের টুকরোতে ক্ষতি করতে পারে।
আপনি যখন একটি তামার ইলেকট্রোপ্লেটিং কিট বাড়িতে ব্যবহার করছেন বা শিল্প পরিসরে তামার প্লেটিং সরঞ্জাম সেট আপ করছেন, এই বিষয়গুলির প্রতি মনোযোগ দেওয়া প্রতিবার মসৃণ এবং ধ্রুবক তামার জমা নিশ্চিত করে। পরবর্তী ধাপে যেতে প্রস্তুত? পরবর্তীতে, আমরা আপনার তামার প্লেটিং বাথ অনুকূল কর্মক্ষমতার জন্য প্রস্তুত করা এবং রক্ষণাবেক্ষণ করা নিয়ে আলোচনা করব।
ধাপ ৪: ইস্পাতের জন্য কপার প্লেটিং বাথ প্রস্তুত করুন এবং নিয়ন্ত্রণ করুন
ইস্পাতের জন্য কপার প্লেটিং দ্রবণ নির্বাচন করা
কখনও কি এমন হয়েছে যে আপনি একটি বাথ মিশিয়েছেন কিন্তু তাতে নিষ্প্রভ, অসম কপার দেখা গেছে—অথবা ভালো কাজের কয়েকদিন পরেই খসে পড়া? সফল কপার প্লেটিং দ্রবণের রহস্য হলো সঠিক রাসায়নিক উপাদান নির্বাচন করা এবং বিশেষ করে ইস্পাত নিয়ে কাজ করার সময় তা নিয়ন্ত্রণে রাখা। চলুন আমরা সবচেয়ে গুরুত্বপূর্ণ বিষয়গুলি বিশ্লেষণ করি যাতে আপনি সাধারণ ভুলগুলি এড়িয়ে টেকসই, উজ্জ্বল কপার স্তর পেতে পারেন।
অধিকাংশ প্রয়োগের জন্য, একটি তড়িৎ প্লেটিংয়ের জন্য কপার সালফেট দ্রবণ এটি শিল্প খাতের একটি আদর্শ। এর সরলতা, কম খরচ এবং উচ্চ পরিবাহিতা এটিকে জনপ্রিয় করে তোলে। বিশেষ করে ইস্পাতের উপর সজ্জামূলক ও কার্যকরী তামা বৈদ্যুতিক প্লেটিংয়ের জন্য অ্যাসিড কপার সালফেট গুঞ্জন ব্যাপকভাবে ব্যবহৃত হয়। তবে, যেহেতু ইস্পাত নিমজ্জন তামার (দুর্বল, অ-আঠালো স্তর) জন্য ঝোঁকপূর্ণ, তাই একটি উপযুক্ত স্ট্রাইক বা সক্রিয়করণ স্তর প্রয়োগ না করে অ্যাসিড গুঞ্জন থেকে সরাসরি প্লেটিং করা সুপারিশ করা হয় না। কখনও কখনও স্ট্রাইকের জন্য সায়ানাইড-ভিত্তিক দ্রবণ ব্যবহার করা হয় কিন্তু আপনার যদি উপযুক্ত নিয়ন্ত্রণ না থাকে তবে নিরাপত্তা এবং পরিবেশগত কারণে এগুলি এড়িয়ে যাওয়া ভালো।
- আপনার গুঞ্জনের ধরন নির্বাচন করুন: অধিকাংশ ব্যবহারকারীদের জন্য, কপার সালফেট গুঞ্জন হল তামার বৈদ্যুতিক তরলের প্রথম পছন্দ। পেশাদার দোকানগুলি বিশেষ অ্যাপ্লিকেশনের জন্য ফ্লুওবোরেট বা পাইরোফসফেট গুঞ্জনও ব্যবহার করতে পারে, কিন্তু সালফেট হল সবচেয়ে সহজলভ্য এবং নিয়ন্ত্রণ করা সবচেয়ে সহজ [উৎস] .
- নির্দেশানুযায়ী মিশ্রণ করুন: আপনার নির্বাচিত কপার ইলেকট্রোপ্লেটিং দ্রবণের জন্য সরবরাহকারীর নির্দেশনা সর্বদা অনুসরণ করুন। খাদে অমসৃণতা ঘটাতে পারে এমন কণা অপসারণের জন্য ব্যবহারের আগে দ্রবণ ফিল্টার করুন।
- PH এবং তাপমাত্রা নিয়ন্ত্রণ করুন: ইলেকট্রোপ্লেটিং বাথের জন্য অধিকাংশ কপার সালফেট অম্লীয় pH-এ (সাধারণত অ্যাসিড সালফেট বাথের ক্ষেত্রে 0.8–1.2) এবং মাঝারি তাপমাত্রায় সবচেয়ে ভালোভাবে কাজ করে। সরবরাহকারী কর্তৃক সুপারিশকৃত সীমার মধ্যে এগুলি রাখা সামঞ্জস্যপূর্ণ ফলাফল নিশ্চিত করে এবং ত্রুটিগুলি কমিয়ে আনে।
- সমস্ত যোগ এবং সমন্বয়গুলি লগ করুন: প্রতিটি যোগকৃত উপাদান, সমন্বয় এবং বাথ পরিমাপের একটি রেকর্ড রাখুন। এই অভ্যাসটি সমস্যা সমাধান এবং সামঞ্জস্যপূর্ণ ফলাফল অর্জনকে অনেক সহজ করে তোলে।
- ফিল্টার করুন এবং রক্ষণাবেক্ষণ করুন: পেশাদার কার্যক্রমের জন্য ধ্রুব ফিল্টারেশন আদর্শ। শখের জন্য, নিয়মিত ফিল্টারিং এবং ডোবানোর আগে অংশগুলি সাবধানে ধোয়া বাথটি পরিষ্কার রাখতে সাহায্য করে।
রেসিপি লাইব্রেরি:
- শখের কম খরচের বাথ: ইলেক্ট্রোপ্লেটিংয়ের জন্য পানিতে দ্রবীভূত মৌলিক কপার সালফেট দ্রবণ এবং সালফিউরিক অ্যাসিড ব্যবহার করুন। দ্রবণের স্বচ্ছতা ও রঙ পর্যবেক্ষণ করুন; দ্রবণ যদি ঘোলাটে বা দূষিত হয়ে যায়, তবে তা প্রতিস্থাপন করুন।
- কিট-ভিত্তিক সরবরাহকারী গৃহীত দ্রবণ: পূর্ব-প্যাকেজকৃত কপার ইলেক্ট্রোপ্লেটিং দ্রবণগুলিতে প্রায়শই ভেজানোর এজেন্ট এবং উজ্জ্বলকারী উপাদান থাকে। মিশ্রণ এবং রক্ষণাবেক্ষণের জন্য কিটের নির্দেশাবলী অনুসরণ করুন। সহজতার জন্য কিটগুলি তৈরি করা হয়, তবে তাতে পিএইচ এবং দূষণের জন্য নিয়মিত পরীক্ষা প্রয়োজন হয়।
- পেশাদার দোকানের দ্রবণ: পেশাদার সেটআপগুলিতে সর্বোচ্চ উজ্জ্বলতা এবং মসৃণতা পাওয়ার জন্য উচ্চ-বিশুদ্ধতার কপার সালফেট, সালফিউরিক অ্যাসিড এবং উজ্জ্বলকারী, সমতলকারী, ভেজানোর এজেন্টের মতো বিশেষ সংযোজন উপাদান ব্যবহার করা হয়। এই ধরনের দ্রবণ নিয়মিত ফিল্টার করা হয় এবং রাসায়নিক বিশ্লেষণের মাধ্যমে পর্যবেক্ষণ করা হয়।
উজ্জ্বলকারী, সমতলকারী এবং ভেজানোর এজেন্ট
আপনার তামা ইলেকট্রোপ্লেটিং দ্রবণের জন্য সংযোজনগুলিকে ফাইন-টিউনিং নব হিসাবে ভাবুন। ব্রাইটনারগুলি তামার গ্রেইন গঠনকে পরিশীলিত করে, আপনাকে সেই আয়নার মতো ফিনিশ দেয়। লেভেলারগুলি বিশেষ করে উচ্চ-কারেন্ট-ঘনত্বের অঞ্চলগুলিতে জমাটকে সমান করতে সাহায্য করে, যখন ওয়েটিং এজেন্টগুলি পৃষ্ঠটান হ্রাস করে, নিশ্চিত করে যে গরম জলের স্নানটি সমস্ত খাঁজ এবং প্রান্তগুলিকে সমানভাবে ঢেকে দেয় [তথ্যসূত্র] .
- ব্রাইটনার: ছোট মাত্রায় যোগ করা হয়, এই জৈব যৌগগুলি তামার জমাটকে আরও মসৃণ এবং উজ্জ্বল করে তোলে। অতিরিক্ত ব্যবহার ভঙ্গুরতা বা দাগ সৃষ্টি করতে পারে।
- লেভেলার: এটি পুরুত্ব নিয়ন্ত্রণ করতে এবং প্রান্ত পোড়ানো কমাতে সাহায্য করে। জটিল জ্যামিতি বা উচ্চ-অনুপাতের অংশগুলির জন্য বিশেষভাবে কার্যকর।
- ওয়েটিং এজেন্ট: নিশ্চিত করুন যে গরম জলের স্নানটি প্রতিটি কোণায় পৌঁছেছে। জটিল ইস্পাত উপাদানগুলিতে সমান প্লেটিংয়ের জন্য অপরিহার্য।
সরবরাহকারীর সুপারিশ অনুযায়ী সবসময় এগুলি যোগ করুন। খুব বেশি বা খুব কম ব্যবহার করা ঝামেলা, রুক্ষতা বা অসম জমা সৃষ্টি করতে পারে।
সাধারণ বাথ হেলথ চেক
আপনি কীভাবে বুঝবেন যে আপনার তামা প্লেটিং দ্রবণের খেয়াল রাখা দরকার? আপনি চেহারা, আস্তরণের গুণমান বা বৈদ্যুতিক আচরণে পরিবর্তন লক্ষ্য করবেন। এখানে সতর্কতার সবচেয়ে সাধারণ লক্ষণগুলি দেওয়া হল:
- বাথের পৃষ্ঠে অতিরিক্ত ফেনা বা অস্বাভাবিক বুদবুদ
- রঙের পরিবর্তন (ঝাপসা, সবুজাভ বা বাদামি ছোপ)
- একই কারেন্ট বজায় রাখতে বাড়তি ভোল্টেজের প্রয়োজন
- টেস্ট পিসগুলিতে খসখসে বা নিষ্প্রভ আস্তরণ
- ত্রুটির ঘনত্ব বৃদ্ধি (জ্বলন, গর্ত পড়া, খারাপ আঠালো গুণ)
নিয়মিত হাল সেল বা একটি ছোট ইস্পাত কুপন প্লেটিং করে আপনার বাথ পরীক্ষা করুন। যদি কোনও সমস্যা দেখা যায়, তবে দূষণ (তেল, ধাতব অশুদ্ধি), pH-এর পরিবর্তন বা সংযোজন উপাদানের ক্ষয় পরীক্ষা করুন। পেশাদার দোকানগুলি রাসায়নিক বিশ্লেষণ করতে পারে, কিন্তু শখের ব্যবহারকারীরাও সময়ের সাথে সাথে বাথের কার্যকারিতা লগ রাখতে পারেন।
ইস্পাতের উপর ত্রুটিহীন তামা জমা দেওয়ার জন্য আপনার ইলেক্ট্রোপ্লেটিংয়ের জন্য কপার সালফেট দ্রবণ পরিষ্কার, সুষম এবং ভালভাবে নথিভুক্ত রাখুন। পরবর্তীতে, আমরা আপনার ইস্পাতকে সক্রিয় করা এবং আঠালো ধরার জন্য এবং খসে পড়া রোধ করার জন্য একটি স্ট্রাইক স্তর প্রয়োগ করা নিয়ে আলোচনা করব।
ধাপ 5: স্থায়ী আঠালো ধরার জন্য ইস্পাত সক্রিয় করুন এবং একটি কপার স্ট্রাইক প্রয়োগ করুন
ইস্পাতের উপর স্ট্রাইক স্তরগুলির গুরুত্ব
আপনি কি কখনও ভেবেছেন যে কেন কিছু তামা প্লেট করা ইস্পাতের অংশগুলি খসে যায় বা ফুসকুড়ি পড়ে, যদিও সতর্কতার সাথে প্রস্তুত করা হয়? উত্তরটি প্রায়শই প্রথম স্তরের মধ্যে লুকিয়ে থাকে: স্ট্রাইক। তামা বা পিতলের বিপরীতে, ইস্পাত ডুবে যাওয়ার মাধ্যমে প্লেট হওয়ার প্রবণতা রাখে—একটি প্রক্রিয়া যেখানে তামার আয়নগুলি স্বতঃস্ফূর্তভাবে প্লেট হয়ে যায় এবং একটি দুর্বল, অ-আঠালো স্তর তৈরি করে। এজন্যই একটি নির্দিষ্ট স্ট্রাইক ধাপ অপরিহার্য। এটি ছাড়া, আপনার সুন্দর তামা প্রলিপ্ত ইস্পাত চাপ সহ্য করতে ব্যর্থ হতে পারে বা খসে পড়তে পারে, বিশেষ করে যদি আপনি একটি স্থায়ী তামা প্লেট ইস্পাত ফিনিশ বা কার্যকরী তামার আন্ডারলেয়ার সহ ইস্পাত তৈরি করার লক্ষ্যে কাজ করছেন।
যে সক্রিয়করণ ধারাগুলি লৌহ দূষণ কমায়
যেকোনো তামা প্রয়োগের আগে, ইস্পাতের পৃষ্ঠটি অক্সাইড এবং দূষণ মুক্ত হতে হবে। জটিল শোনাচ্ছে? আসলে এটি কেবল সময় এবং ধারাবাহিকতার ব্যাপার। প্রতিবার সঠিকভাবে করার জন্য এখানে রয়েছে পদ্ধতি:
- চূড়ান্ত ধোয়া: পরিষ্কার করার পরে, পরিষ্কারক এবং ময়লার সমস্ত চিহ্ন সরাতে ইস্পাতকে ভালো করে ধুয়ে নিন।
-
অ্যাসিড সক্রিয়করণ: সদ্য ধোয়া অংশটিকে একটি মৃদু অ্যাসিডে (যেমন লঘু সালফিউরিক বা হাইড্রোক্লোরিক অ্যাসিড) কয়েক সেকেন্ডের জন্য ডুবিয়ে রাখুন—সাধারণত 15–60 সেকেন্ড। এই পদক্ষেপটি অক্সাইডের শেষ চিহ্নগুলি সরিয়ে দেয়।
টিপ: দ্রুত কাজ করুন এবং সক্রিয়করণের পরপরই ধুয়ে ফেলুন যাতে হালকা মরিচা পড়া না হয়। - তাৎক্ষণিক স্থানান্তর: অংশটি শুকাতে না দিয়ে বা স্থির না রেখে, সরাসরি (এখনও ভিজে অবস্থায়) কপার স্ট্রাইক গৃহে স্থানান্তর করুন। এটি নতুন অক্সাইড গঠন প্রতিরোধ করে এবং পৃষ্ঠকে বন্ধনের জন্য প্রস্তুত রাখে।
পৃষ্ঠ পরিষ্কারতা হারানো ছাড়াই স্ট্রাইক থেকে বিল্ড গৃহে
এখন আসছে একটি গুরুত্বপূর্ণ পদক্ষেপ: কপার স্ট্রাইক। মূল কপার বাথের বিপরীতে, স্ট্রাইকটি ধীরে এবং নিয়ন্ত্রিত জমাটের জন্য তৈরি করা হয়। এর কাজ হল ইস্পাতের উপর ঘনিষ্ঠভাবে আবদ্ধ কপারের একটি পাতলা স্তর স্থাপন করা, যা ইস্পাতের সাথে দৃঢ়ভাবে আবদ্ধ হয়ে পরবর্তীতে আসা মোটা ও উজ্জ্বল কপারের জন্য ভিত্তি তৈরি করে। চলুন এই ধারাটি দেখে নেওয়া যাক:
- স্ট্রাইক বাথ: সক্রিয়কৃত, ভিজে ইস্পাতটি স্ট্রাইক বাথে রাখুন। ইস্পাত সাবস্ট্রেটের ক্ষেত্রে, সায়ানাইড-ভিত্তিক স্ট্রাইক ঐতিহ্যগত, তবে সঠিক রাসায়নিক ব্যবহারের ক্ষেত্রে অ্যাসিড বা পাইরোফসফেট স্ট্রাইকও ব্যবহার করা যেতে পারে। স্ট্রাইক বাথটি কম কপার ঘনত্ব এবং উচ্চ কমপ্লেক্স্যান্ট (যেমন সায়ানাইড) নিয়ে কাজ করে যাতে জমা ধীর হয় এবং ইমার্শন কপার প্রতিরোধ করা যায়। সাধারণ স্ট্রাইক কারেন্ট ডেনসিটি হল 10–30 ASF (অ্যাম্পিয়ার প্রতি বর্গ ফুট), এবং বাথের তাপমাত্রা প্রায়শই 120–145°F পরিসরে থাকে। কয়েক মিনিটের জন্য প্লেট করুন—যথেষ্ট পাতলা, অবিচ্ছিন্ন কপার স্তর গঠনের জন্য।
- সম্পূর্ণভাবে ধোয়া: স্ট্রাইক করার পর, অংশটি ভালোভাবে ধুয়ে ফেলুন যাতে কোনো অবশিষ্ট স্ট্রাইক দ্রবণ অপসারণ করা যায়।
- মূল বাথে রূপান্তর: অংশটি—আবার, এখনও ভিজে থাকা অবস্থায়—মূল তামা প্লেটিং গৃহে স্থানান্তরিত করুন। পুনরায় জারণ বা দূষণ এড়াতে এই পদক্ষেপটি দ্রুত করা উচিত।
উপযুক্ত কপার স্ট্রাইক একটি পাতলো, আঠালো স্তর গঠন করে যা ইমার্সন কপার প্রতিরোধ করে এবং ইস্পাতের উপর ফুসকুড়ি বা খসে পড়া প্রায় সম্পূর্ণরূপে বন্ধ করে দেয়। এই পদক্ষেপটি বাদ দেওয়া বা তাড়াহুড়ো করা কপার মুড়িত ইস্পাতের ব্যর্থতার প্রধান কারণ।
সময় নির্ধারণ এবং যাচাইকরণ: জারাকে ঢুকতে দেবেন না
- বিরতি কম রাখুন: সক্রিয়করণ, স্ট্রাইক এবং বিল্ড গৃহের মধ্যে সময় কমিয়ে রাখুন। যদি বিলম্ব ঘটে, তবে অংশটি পুনরায় সক্রিয় করার বিষয়টি বিবেচনা করুন যাতে একটি তাজা, জারা-মুক্ত পৃষ্ঠ নিশ্চিত করা যায়।
- আঠালো গুণাবলী যাচাই করুন: সংক্ষিপ্ত স্ট্রাইক প্লেটিং করার পর, একটি অগুরুত্বপূর্ণ অঞ্চলে দ্রুত টেপ টানার পরীক্ষা করুন। যদি তামার স্তরটি খসে যায়, তবে পূর্ণ পুরুত্বে যাওয়ার আগে আপনার পরিষ্কারকরণ এবং সক্রিয়করণ পদক্ষেপগুলি পুনরায় পরীক্ষা করুন। তামার প্লেট করা ইস্পাতে আঠালো গুণাবলী পরীক্ষা করার জন্য শিল্প-মানের টেপ টানার এবং বাঁকানোর পরীক্ষা নির্ভরযোগ্য।
সারাংশ: নিখুঁত কপার প্লেট করা ইস্পাতের জন্য আঠালো গুণাবলী নিশ্চিত করুন
এই সক্রিয়করণ এবং স্ট্রাইক ধারাবাহিকতা অনুসরণ করে, আপনি তামাযুক্ত ইস্পাতের যেকোনো প্রকল্পের জন্য একটি শক্তিশালী ভিত্তি তৈরি করবেন—আপনি যদি সজ্জামূলক তামা আবৃত ইস্পাতের চেহারা বা তামার আন্ডারলেয়ারযুক্ত উচ্চ-কর্মদক্ষতার ইস্পাত চান না কেন। পরবর্তীতে, আপনি যাতে নিশ্চিন্তে আপনার লক্ষ্য পুরুত্ব এবং ফিনিশ অর্জন করতে পারেন, তার জন্য আমরা আপনাকে তামার জমাকরণ নিয়ন্ত্রণ করার পদ্ধতি দেখাব।
ধাপ 6: নিয়ন্ত্রণ এবং ধারাবাহিকতা সহ লক্ষ্য পুরুত্বে প্লেট করুন
কারেন্ট ডেনসিটি এবং প্লেটিং সময় নির্ধারণ করুন
প্রস্তুতি থেকে নিখুঁত তামার ফিনিশে যাওয়ার জন্য প্রস্তুত? এখন সেই মুহূর্ত এসেছে যেখানে যত্নসহকারে পরিকল্পনা বাস্তব নিয়ন্ত্রণের সাথে মিলিত হয়। ইস্পাতের উপর সঠিক তামা জমানো শুধু বিদ্যুৎ চালু করার বিষয় নয়—এটি ধারাবাহিক, উচ্চমানের ফলাফলের জন্য প্রতিটি পরিবর্তনশীল গুণাবলীকে সমন্বিত করার বিষয়। জটিল মনে হচ্ছে? চলুন এটি সহজ করে বুঝি যাতে আপনি এটি দক্ষতার সাথে আয়ত্ত করতে পারেন তামার প্লেটিং পদ্ধতি আপনি যদি একটি দোকানে কাজ করছেন বা কিভাবে তামা প্লেট করতে হয় বাড়িতে।
- পৃষ্ঠের ক্ষেত্রফল গণনা করুন: আপনার অংশগুলির মোট পৃষ্ঠের ক্ষেত্রফল সঠিকভাবে পরিমাপ বা অনুমান করে শুরু করুন। সঠিক কারেন্ট নির্ধারণের জন্য এটি অপরিহার্য। উদাহরণস্বরূপ, যদি আপনি একাধিক ফিক্সচার প্লেট করেন, তবে র্যাকের প্রতিটি অংশের ক্ষেত্রফল যোগ করুন।
- কারেন্ট ঘনত্ব নির্ধারণ করুন: সুপারিশকৃত কারেন্ট ঘনত্বের জন্য আপনার তামার গোয়ালের প্রযুক্তিগত ডেটা শীট দেখুন—সাধারণত এম্পিয়ার প্রতি বর্গ ইঞ্চি (ASI) বা প্রতি বর্গ ফুট (ASF) হিসাবে দেওয়া হয়। আপনার রেকটিফায়ার সেট করতে পৃষ্ঠের ক্ষেত্রফলকে লক্ষ্য কারেন্ট ঘনত্ব দ্বারা গুণ করুন। উদাহরণস্বরূপ, 0.2 ASI এ 100 বর্গ ইঞ্চি মানে 20 অ্যাম্পিয়ার।
- ধীরে ধীরে বৃদ্ধি করুন: অবিলম্বে বিদ্যুৎ চালু করবেন না। কারেন্ট পরিসরের নিম্ন প্রান্ত থেকে শুরু করুন এবং ধীরে ধীরে বাড়ান। এটি প্রান্ত পোড়া এড়াতে সাহায্য করে এবং তীক্ষ্ণ কোণ বা মাস্ক করা অঞ্চলগুলিতে বিশেষত তামার স্তরকে সমানভাবে গঠন করতে সাহায্য করে।
- মনিটর এবং অ্যাডজাস্টঃ আপনার অ্যামিটার এবং ভোল্টমিটার লক্ষ্য করুন। আপনার সেটপয়েন্ট এবং যেকোনো সমন্বয় নথিভুক্ত করুন। যদি একই কারেন্টের জন্য ভোল্টেজ বাড়তে দেখেন, তবে এটি গোয়ালের দূষণ বা খারাপ যোগাযোগের লক্ষণ হতে পারে—থামুন এবং তদন্ত করুন।
- পুরুত্বের জন্য পরিকল্পনা করুন: যদি আপনার সরবরাহকারী তামার জমাকরণের হার (যেমন, নির্দিষ্ট কারেন্টে মিল/ঘন্টা) প্রদান করে, তবে আপনার প্লেটিংয়ের সময় নির্ণয়ের জন্য ইলেক্ট্রোকেমিক্যাল প্লেটিং প্রক্রিয়া গণনা ব্যবহার করুন। যদি না করে, তবে বিরতিতে প্লেট করুন, একটি পরীক্ষার কুপনে পুরুত্ব এবং আসঞ্জন পরীক্ষা করার জন্য থামুন।
উদ্দীপন এবং জ্যামিতি ব্যবস্থাপনা
কি কখনও তামা ইলেক্ট্রোপ্লেটিং করার পরে দাগ, পাতলা জায়গা বা নিষ্প্রভতা দেখেছেন? প্রায়শই, দুর্বল উদ্দীপন বা স্থির অংশগুলি দায়ী। উদ্দীপন হল cu-এর বিদ্যুৎবিশ্লেষণ এর অখ্যাত নায়ক—এটি ধাতব আয়নগুলিকে প্রবাহিত রাখে এবং নিশ্চিত করে যে প্রতিটি পৃষ্ঠ, এমনকি গভীর অবতলগুলিও, সমান আবরণ পায়।
- আপনার উদ্দীপন নির্বাচন করুন: বেশিরভাগ সেটআপের জন্য, বায়ু বুদবুদ বা যান্ত্রিক নাড়াচাড়া ভালো কাজ করে। জটিল জ্যামিতির ক্ষেত্রে, বাথে অংশটি নিজেই (ঘূর্ণন বা দোলন) নাড়ানো বিবেচনা করুন।
- এটি কেন গুরুত্বপূর্ণ: নাড়াচাড়া ক্যাথোডে ধাতব আয়নের ঘাটতি রোধ করে, গর্ত তৈরি হওয়া কমায় এবং পৃষ্ঠ থেকে হাইড্রোজেন বুদবুদ মুক্ত করতে সাহায্য করে। এটি তাপমাত্রাও সমান করে তোলে, যা ধারাবাহিকতার জন্য অত্যন্ত গুরুত্বপূর্ণ। টিন প্লেটিং ফিনিশ।
- প্রো টিপ: যদি আপনি ম্লান বা দাগযুক্ত অঞ্চল লক্ষ্য করেন, তাহলে নাড়াচাড়া বাড়ান—এটি প্রায়শই উজ্জ্বলতা এবং থ্রোয়িং পাওয়ার উন্নত করে, বিশেষ করে জটিল ইস্পাত অংশগুলিতে।
দৃশ্যমান সংকেত এবং প্রক্রিয়ার মধ্যে নিয়ন্ত্রণ
আপনি কীভাবে জানবেন যে আপনার ইলেকট্রোপ্লেটিং রানটি সঠিক পথে কিনা? দৃশ্যমান সংকেতগুলি আপনার সেরা বন্ধু:
ইউনিফর্ম স্যালমন-গোলাপী তামা সুস্থ তামার জমা নির্দেশ করে। অন্ধকার, গুঁড়ো ধারগুলি পোড়া নির্দেশ করে—বর্তমান কমান বা নাড়াচাড়া বাড়ান। ম্লান সাধারণত কম উজ্জ্বলকারী বা অপর্যাপ্ত কারেন্ট ঘনত্বের ইঙ্গিত দেয়।
- প্রক্রিয়ার মধ্যে পরীক্ষা করুন: সমান ভাব, উজ্জ্বলতা এবং আসঞ্জন পরীক্ষা করার জন্য রানটি থামান। প্রয়োজনে একটি অগুরুত্বপূর্ণ অঞ্চলে টেপ টানুন বা আঁচড়ান।
- ধাপগুলির মধ্যে ধুয়ে ফেলুন: আঘাত, নির্মাণ এবং যেকোনো মধ্যবর্তী পদক্ষেপের মধ্যে সর্বদা অংশগুলি ধুয়ে নিন। এটি ড্র্যাগ-ইন কমায় এবং আপনার গোসলের পরিষ্কার রাখে।
- সবকিছু নথিভুক্ত করুন: প্রতিটি রানের জন্য বিদ্যুৎ প্রবাহ, ভোল্টেজ, গোসলের তাপমাত্রা, উত্তেজনা পদ্ধতি এবং প্লেটিংয়ের সময় রেকর্ড করুন। এই নোটগুলি আপনাকে সমস্যা সমাধান করতে এবং সাফল্য পুনরায় তৈরি করতে সাহায্য করে।
ধাপে ধাপে: নিয়ন্ত্রিত তামা প্লেটিং পদ্ধতি
- আপনার পৃষ্ঠের ক্ষেত্রফলের জন্য গণনা করা বর্তমানে রেকটিফায়ারটি চালু করুন।
- ধীরে ধীরে বাড়ান, প্রান্ত পোড়া বা অস্বাভাবিক জমার রঙের লক্ষণগুলি পর্যবেক্ষণ করুন।
- স্থির উত্তেজনা বজায় রাখুন—অংশের জ্যামিতির জন্য প্রয়োজন অনুযায়ী সামঞ্জস্য করুন।
- ভোল্টেজ এবং বর্তমান পর্যবেক্ষণ করুন; রুক্ষতা, ম্লানতা বা পোড়ার লক্ষণ দেখলে সামঞ্জস্য করুন।
- গণনা করা বা লক্ষ্য পুরুত্ব পর্যন্ত প্লেট করুন, প্রয়োজনে পরিদর্শনের জন্য থামুন।
- অংশটি ধুয়ে শুকনো করুন, তারপর ফিনিশ, কভারেজ এবং আসঞ্জনের গুণমান পরীক্ষা করুন।
বর্তমান নিয়ন্ত্রণ, উত্তেজনা এবং দৃশ্যমান পরিদর্শনের কলা আয়ত্ত করে, আপনি ইস্পাতের উপর একটি নির্ভরযোগ্য, উচ্চমানের তামা জমা অর্জন করবেন—আপনি যদি একটি পূর্ণ-স্কেল দোকান চালাচ্ছেন বা নিখুঁত করছেন কিভাবে তামা প্লেট করতে হয় আপনার গ্যারাজে। পরবর্তীতে, আমরা সমস্যা নিরাময় নিয়ে আলোচনা করব: তামা প্লেটিংয়ের সাধারণ ত্রুটিগুলি কীভাবে দ্রুত নির্ণয় করবেন এবং সেগুলি ব্যয়বহুল পুনরায় কাজে পরিণত হওয়ার আগেই কীভাবে ঠিক করবেন।
ধাপ 7: একটি স্পষ্ট ম্যাট্রিক্স সহ ইস্পাতে তামা প্লেটিংয়ে ত্রুটি নিরাময়
ইস্পাতে প্লেট করা তামার জন্য দ্রুত ত্রুটি নির্ণয়
আপনি কি কখনও তামা প্লেটিংয়ের কাজ শেষ করার পরে আপনার ইস্পাতের অংশে ম্লান দাগ, ফুসকুড়ি বা খসখসে ভাব লক্ষ্য করেছেন? আপনি একা নন। সেরা ইলেক্ট্রোপ্লেটিং সমাধান থাকা সত্ত্বেও, ত্রুটিগুলি প্রায়ই অপ্রত্যাশিত সময়ে চুরি করে ঢুকে পড়তে পারে। ভালো খবর হল যে বেশিরভাগ সমস্যার পিছনে স্পষ্ট প্যাটার্ন থাকে, এবং একটি ব্যবহারিক সমস্যা নিরাময় ম্যাট্রিক্স ব্যবহার করে আপনি সময় এবং বিরক্তি বাঁচিয়ে দ্রুত সেগুলি নির্ণয় ও ঠিক করতে পারেন।
ত্রুটি ম্যাট্রিক্স: লক্ষণ, কারণ, পরীক্ষা এবং সমাধান
| লক্ষণ | সম্ভাব্য কারণ | নিশ্চিত করার জন্য পরীক্ষা | সংশোধনাত্মক ব্যবস্থা |
|---|---|---|---|
| ম্লান আস্তরণ | নিম্ন কারেন্ট ঘনত্ব, উজ্জ্বলকারী পদার্থের ঘাটতি, খারাপ আলোড়ন | হাল সেল পরীক্ষা বা একটি ছোট কুপন প্লেট করুন; আন্দোলন পরীক্ষা করুন | বর্তমান বৃদ্ধি করুন, সরবরাহকারী অনুযায়ী উজ্জ্বলকারক যোগ করুন, আন্দোলন উন্নত করুন |
| প্রান্ত দগ্ধ/কালো হওয়া | খুব বেশি বর্তমান ঘনত্ব, ধারালো প্রান্ত | পরবর্তী রানে বর্তমান কমান; ধারালো কোণগুলির জন্য পরীক্ষা করুন | নিম্ন বর্তমান/ধীরে ধীরে বাড়ান, চোর বা শিল্ড ব্যবহার করুন, প্রান্তগুলি গোলাকার করুন |
| গর্ত | গায়ের মধ্যে কণা, গ্যাস আবদ্ধতা, খারাপ ফিল্টারেশন | ফিল্টার পরীক্ষা করুন, গায়ের স্বচ্ছতা পর্যবেক্ষণ করুন, বুদবুদের জন্য পরীক্ষা করুন | গায় ফিল্টার করুন, হালকা পুঞ্জি করুন, ভেজানোর এজেন্ট যোগ করুন |
| ব্লিস্টার/ছিলে যাওয়া | খারাপ প্রস্তুতি, কোন স্ট্রাইক নেই, পৃষ্ঠতলের দূষণ | প্রভাবিত এলাকায় টেপ টানার পরীক্ষা | আবার পরিষ্কার করুন, সক্রিয়করণের পরপরই স্ট্রাইক নিশ্চিত করুন, পৃষ্ঠতল প্রস্তুতি পুনরাবৃত্তি করুন |
| খসড়া | অ্যানোড পঙ্ক, গৃহের দূষণ | অ্যানোড ব্যাগগুলি পরীক্ষা করুন, গৃহে আবর্জনা খুঁজুন | অ্যানোড ব্যাগ প্রতিস্থাপন/পরিষ্কার করুন, দ্রবণ ফিল্টার করুন |
| রং পরিবর্তন | দূষণ, ভুল pH, অ্যাডিটিভের অসামঞ্জস্য | গৃহ বিশ্লেষণ (pH, দূষণকারী পদার্থ) | সরবরাহকারী অনুযায়ী রাসায়নিক সমন্বয় করুন, গৃহ প্রতিস্থাপন বা চিকিৎসা করুন |
সাধারণ দোকান পরীক্ষার মাধ্যমে নিশ্চিত করুন
কল্পনা করুন আপনি একটি ব্যাচ সদ্য টেনে নিয়েছেন ইলেকট্রোপ্লেটেড তামা অংশ বের করেছেন এবং অপ্রত্যাশিত ফলাফল লক্ষ্য করছেন। অনুমান না করে, এই সহজ পরীক্ষাগুলি চালান:
- হাল সেল টেস্ট: ভিন্ন ভিন্ন কারেন্ট ডেনসিটির মাধ্যমে একটি ছোট কুপন প্লেট করুন যাতে দুর্বলতা বা জ্বলনের মতো সমস্যা খুঁজে পাওয়া যায়।
- টেপ পুল: আঠালো এবং অ-গুরুত্বপূর্ণ অঞ্চলে টেপ ছাড়ুন আঠার জন্য—বুদবুদ বা ছাড়া হওয়ার অর্থ প্রস্তুতি এবং স্ট্রাইক পদক্ষেপগুলি পুনর্বিবেচনা করার সময় হয়েছে।
- চোখের পরীক্ষা: গর্ত, খামচালো বা রঙের পরিবর্তন খুঁজুন। এগুলি প্রায়শই বাথের দূষণ বা আলোড়নের সমস্যার দিকে ইঙ্গিত করে।
- pH/পরিবাহিতা পরীক্ষা: আপনার ইলেক্ট্রোপ্লেটিং সমাধান লক্ষ্য পরিসরের মধ্যে রয়েছে।
মনে রাখবেন, ইলেকট্রোপ্লেটিং সমীকরণ (যা কারেন্ট, সময় এবং আস্তরণের পুরুত্বের সাথে সম্পর্কিত) আপনার প্রক্রিয়া নিয়ন্ত্রণের মতোই নির্ভরযোগ্য। যদি আপনার সেটআপ লক্ষ্যমাত্রা থেকে সরে যায়, তবে ত্রুটি দেখা দিতে পারে—যদিও আপনি সঠিক গাণিতিক হিসাব অনুসরণ করছেন।
স্থায়ী সংশোধনমূলক ব্যবস্থা
- থামুন এবং নথিভুক্ত করুন: উৎপাদন বন্ধ করুন। সমস্ত সেটিংস, গোয়ানের পরামিতি এবং পর্যবেক্ষিত লক্ষণগুলি নথিভুক্ত করুন।
- পরিবর্তনশীলগুলি আলাদা করুন: একসাথে একটি মাত্র উপাদান পরিবর্তন করুন—কারেন্ট, আলোড়ন, রাসায়নিক উপাদান—যাতে আপনি মূল কারণটি চিহ্নিত করতে পারেন।
- পরীক্ষা ও সমন্বয় করুন: প্রতিটি সমন্বয়ের পরে একটি ছোট পরীক্ষার নমুনা চালান। ত্রুটি সমাধান না হওয়া পর্যন্ত উৎপাদন বৃদ্ধি করবেন না।
- নথি রক্ষণাবেক্ষণ করুন: প্রতিটি রানের জন্য একটি সমস্যা সমাধানের লগ রাখুন। ভোল্টেজ, কারেন্ট বা গোয়ানের আচরণের ধারাবাহিকতা পুনরাবৃত্তিমূলক সমস্যাগুলির উৎস উন্মোচন করে।
পরবর্তী সময়ে প্রতিরোধ করুন: নিয়মিত আপনার গৃহস্থালি ফিল্টার করুন, ধাপগুলির মধ্যে অংশগুলি ভালভাবে ধুয়ে ফেলুন এবং প্রতিটি সমন্বয় লগ করুন। স্টিলে তামা প্লেটিং-এ পুনরাবৃত্তি ত্রুটি থেকে রক্ষা পাওয়ার জন্য এই অভ্যাসগুলি আপনার সেরা প্রতিরক্ষা।
-
প্রতিরোধের জন্য চেকলিস্ট:
- নিয়মিত রক্ষণাবেক্ষণের অংশ হিসাবে ফিল্টার পরিবর্তন বা পরিষ্কার করুন
- প্রতিটি প্রক্রিয়া ধাপের পরে দ্বিগুণ ধোয়া অংশ
- সমস্ত বর্তমান, ভোল্টেজ এবং গৃহস্থালি পরিবর্তন লগ করুন—কী কাজ করছে তা ট্র্যাক করুন
- অ্যানোড ব্যাগগুলি নিয়মিত পরীক্ষা করুন এবং প্রয়োজনে প্রতিস্থাপন করুন
- গৃহস্থালির স্বাস্থ্য পর্যবেক্ষণের জন্য পর্যায়ক্রমে হাল সেল পরীক্ষা চালান
রোগ নির্ণয়ের পদ্ধতি প্রথমে মানসিকতা নিয়ে সমস্যা নিরাময় করা এবং ইলেকট্রোপ্লেটিং সমীকরণ প্রক্রিয়া প্যারামিটারগুলি যাচাই করতে, আপনি ডাউনটাইম কমাবেন এবং প্রতিটি ইলেকট্রোপ্লেটেড তামা আপনার মানের মানদণ্ড পূরণ করে। পরবর্তীতে, আমরা আপনার প্লেটিং অপারেশনকে পরিষ্কার এবং অনুযায়ী রাখার জন্য নিরাপত্তা এবং দায়বদ্ধ বর্জ্য পরিচালনার উপর মনোনিবেশ করব।
ধাপ 8: স্টিলে তামা প্লেটিং করার সময় নিরাপত্তা বজায় রাখুন এবং বর্জ্য দায়িত্বের সাথে পরিচালনা করুন
ব্যক্তিগত সুরক্ষা সজ্জা এবং ল্যাব অভ্যাস
যখন আপনি কাজ করছেন প্লেটিং রাসায়নিক এবং একটি তামার দ্রবণ নিরাপত্তা কেবল একটি তালিকা নয়—এটি নিরাপদ প্লেটিং এর ভিত্তি। আপনার বাথ সেট আপ করার সময় যদি অম্ল বা তামার সালফেট আকস্মিকভাবে ছিটকে পড়ে, তাহলে কি আপনি সুরক্ষিত? সঠিক সরঞ্জাম এবং অভ্যাসই সব পার্থক্য তৈরি করে।
- নিরাপত্তা চশমা বা গগলস পরুন: সবসময় ছিটানো এবং ধোঁয়া থেকে আপনার চোখ সুরক্ষিত রাখুন। প্রেসক্রিপশন সুরক্ষা চশমা অথবা ফুল-কভারেজ গগলস ছিটিয়ে পড়া থেকে সুরক্ষার জন্য সবচেয়ে ভালো এবং বেশিরভাগ প্লেটিং রাসায়নিক সহ্য করতে পারে।
- রাসায়নিক-প্রতিরোধী তোয়ালা: নাইট্রাইল, নিওপ্রিন বা পিভিসি তোয়ালা অ্যাসিড, ক্ষার এবং ধাতব লবণের বিরুদ্ধে একটি বাধা হিসাবে কাজ করে।
- এপ্রন বা ল্যাব কোট: ফোঁটা বা ছড়িয়ে পড়া থেকে পোশাক এবং ত্বককে রক্ষা করে।
- হাওয়া প্রবাহ: ভালোভাবে ভেন্টিলেটেড এলাকায় কাজ করুন অথবা " তামার দ্রবণ " বা অন্যান্য রাসায়নিক থেকে বাষ্প শ্বাস নেওয়া এড়াতে ফিউম হুড ব্যবহার করুন।
ভালো ল্যাব অভ্যাস কেবল পিপিইর চেয়ে বেশি যায়। প্রতিটি পাত্রে লেবেল দিন, আপনার কাজের স্থান সুন্দরভাবে সাজিয়ে রাখুন, এবং কখনই প্লেটিং এলাকায় খাবার বা পানীয় খাবেন না। আপনি লক্ষ্য করবেন যে ধারাবাহিক অভ্যাস শুধু আপনাকেই সুরক্ষিত করে না, বরং পরিষ্কার, নিরাপদ ফলাফলের দিকেও নিয়ে যায়।
নিরাপদ রসায়ন এবং সতর্ক মোকাবিলা
- সর্বদা সায়ানাইড-মুক্ত পছন্দ করুন প্লেটিং রাসায়নিক জন্য নিরাপদ প্লেটিং —এগুলি ছোট দোকান বা ডিআইওয়াই সেটআপের জন্য কম ঝুঁকিপূর্ণ এবং পরিচালনার জন্য সহজ।
- অ্যাসিড বা ক্ষার মিশ্রণ করার সময়, সর্বদা অ্যাসিডকে জলে যোগ করুন, উল্টোটা কখনই নয়। এটি সহিংস বিক্রিয়ার ঝুঁকি কমিয়ে দেয়।
- সামঞ্জস্যপূর্ণ, স্পষ্টভাবে লেবেলযুক্ত পাত্রে রাসায়নিক সংরক্ষণ করুন। সমস্ত বিকারকের মেয়াদ উত্তীর্ণ তারিখ এবং লট নম্বর ট্র্যাক করুন।
- কখনই অজানা রাসায়নিক মিশ্রণ করবেন না এবং একটি স্পিল কিট সদা সংগে রাখুন। কোনও রাসায়নিক ফেলে দেওয়ার ক্ষেত্রে, তা তৎক্ষণাৎ নিয়ন্ত্রণ করুন এবং আপনার সরবরাহকারীর SDS (সেফটি ডেটা শীট) অনুযায়ী নিরপেক্ষকারী এজেন্ট ব্যবহার করুন।
- বিদ্যুৎঝড় বা শর্ট এড়াতে বৈদ্যুতিক সরঞ্জাম এবং তারগুলি নিয়মিত পরীক্ষা করুন, বিশেষ করে সেই আর্দ্র পরিবেশে যেখানে তামার বৈদ্যুতিবিশ্লেষণ ঘটছে।
বর্জ্য পৃথকীকরণ এবং নিরপেক্ষীকরণের মৌলিক তথ্য
- তামা যুক্ত ধোয়া জল এবং ব্যবহৃত তামার দ্রবণ সাধারণ বর্জ্য থেকে পৃথক করুন। এই দ্রবণগুলি প্রায়শই দ্রবীভূত ধাতু ধারণ করে এবং স্বাস্থ্য ও পরিবেশের জন্য ক্ষতিকর হতে পারে।
- কখনও প্লেটিংয়ের বর্জ্য নালায়, আবর্জনায় বা মাটিতে ঢালবেন না। পরিবর্তে, সঠিক নিষ্পত্তির জন্য এটি সংগ্রহ এবং সংরক্ষণ করুন।
- নিরপেক্ষকরণ বা চিকিত্সার জন্য, আপনার স্থানীয় বিপজ্জনক বর্জ্য কর্তৃপক্ষ বা লাইসেন্সপ্রাপ্ত বর্জ্য হ্যান্ডলারের সাথে পরামর্শ করুন। অবস্থান অনুযায়ী নিয়মাবলী উল্লেখযোগ্যভাবে ভিন্ন হতে পারে, এবং অনুপযুক্ত নিষ্পত্তি জরিমানা বা পরিবেশগত ক্ষতির দিকে নিয়ে যেতে পারে।
- বন্ধ, উপযুক্ত পাত্রে সমস্ত বর্জ্য রাখুন এবং স্পষ্টভাবে তাদের সামগ্রী এবং ঝুঁকির তথ্য দিয়ে লেবেল করুন।
যেহেতু নিষ্পত্তির নিয়মাবলী অঞ্চল অনুযায়ী ভিন্ন হয়, তাই তামা প্লেটিং বর্জ্য নিষ্পত্তির আগে সর্বদা আপনার স্থানীয় কর্তৃপক্ষ বা প্রত্যয়িত বর্জ্য হ্যান্ডলারদের সাথে পরীক্ষা করুন। দায়িত্বশীল হ্যান্ডলিং আপনাকে এবং পরিবেশ উভয়কেই রক্ষা করে। [তথ্যসূত্র]
সারাংশ: নিরাপদ প্লেটিং হল বুদ্ধিমানের প্লেটিং
নিরাপত্তা চশমা, ত্রাণ এবং উপযুক্ত ভেন্টিলেশনের ব্যবহারকে অগ্রাধিকার দিয়ে, আপনি ইস্পাতে তামা প্লেটিং প্রক্রিয়ার প্রতিটি ধাপে ঝুঁকি কমিয়ে আনেন। সতর্কতার সাথে হ্যান্ডলিং প্লেটিং রাসায়নিক এবং দায়বদ্ধ বর্জ্য ব্যবস্থাপনা শুধুমাত্র আইনী প্রয়োজনীয়তা নয়—এটি একটি পরিষ্কার, আনুগত্যপূর্ণ এবং টেকসই ওয়ার্কশপের জন্য অপরিহার্য। আপনি যখন আপনার প্লেটিং প্রক্রিয়া শেষ করছেন, তখন মনে রাখবেন: আজকের নিরাপদ অভ্যাসগুলি আগামীকালের ভালো ফলাফল এবং কম ঝামেলার জন্য ভিত্তি তৈরি করে। পরবর্তীতে, আমরা আপনাকে দেখাব কিভাবে আপনার কপার ফিনিশ যাচাই করবেন এবং প্রক্রিয়াটি ক্রমাগত উন্নতির জন্য নথিভুক্ত করবেন।

ধাপ 9: গুণমান যাচাই করুন, প্রক্রিয়াটি নথিভুক্ত করুন এবং সঠিকভাবে অংশীদারিত্ব করুন
কপার প্লেটিং পুরুত্ব পরিমাপ করা এবং আঠালো গুণাবলী যাচাই করা
আপনি কীভাবে জানবেন যে আপনার কপার ফিনিশ ইস্পাতের উপর সত্যিই স্পেসিফিকেশন অনুযায়ী কিনা? এটা শুধু দেখতে কেমন লাগছে তার বিষয় নয়—নিরাপত্তা-সংক্রান্ত বা উচ্চ-মূল্যের অংশগুলির জন্য নির্ভরযোগ্য পরিমাপ এবং আঠালো গুণাবলী পরীক্ষা অপরিহার্য। কল্পনা করুন আপনি একটি কপার ধাতব ফিনিশ এ ঘন্টার পর ঘন্টা সময় দিয়েছেন কিন্তু পরে জানতে পারছেন স্তরটি খুব পাতলা অথবা চাপে খসে যাচ্ছে। আসুন আপনার কাজ যাচাই করার জন্য ব্যবহারিক পদক্ষেপগুলি দেখে নেওয়া যাক, আপনি যদি বাড়িতে প্লেটিং করছেন বা শিল্প স্তরের কাজ পরিচালনা করছেন তার বিষয়টি গুরুত্বপূর্ণ নয়।
- পুরুত্ব পরিমাপ: ইস্পাত সাবস্ট্রেটের জন্য, চৌম্বকীয় টান-অফ গেজ (চৌম্বকীয় আবেশ) হল একটি প্রাথমিক সমাধান। যখন ভিত্তি চৌম্বকীয় হয়, যেমন ইস্পাত, তখন এগুলি দ্রুত, অ-ধ্বংসাত্মক পাঠ প্রদান করে। অ-চৌম্বকীয় ভিত্তি বা স্তরযুক্ত ফিনিশের জন্য, এডি কারেন্ট গেজ ব্যবহার করা যেতে পারে। উভয় পদ্ধতি আপনার প্লেট করা তামা অংশটি ক্ষতিগ্রস্ত না করেই প্রয়োজনীয় স্পেসিফিকেশন পূরণ করছে কিনা তা নিশ্চিত করতে সাহায্য করে। ডিআইওয়াই সেটআপের জন্য, প্লেটিং সময় এবং সরবরাহকারীর হারের ভিত্তিতে আপনি ঘনত্ব অনুমান করতে পারেন, তবে সম্ভব হলে সর্বদা একটি পরীক্ষার কুপনে নিশ্চিত করুন। সর্বোচ্চ নির্ভুলতা বা যেখানে ডকুমেন্টেশন প্রয়োজন হয় সেখানে X-রে ফ্লুরোরেসেন্স (XRF) বা বিটা ব্যাকস্ক্যাটার পদ্ধতি বিবেচনা করুন—এগুলি ধাতব ইলেক্ট্রোপ্লেটিং শিল্পে স্বাভাবিক মান।
- আসঞ্জন পরীক্ষা: বলির বা অগুরুত্বপূর্ণ অঞ্চলে সাধারণ টেপ টান, খোঁচা ও ছাড়ানো বা বাঁকানো পরীক্ষা দ্রুত আপনার তামার আবরণ স্তরটি ভালোভাবে আবদ্ধ হয়েছে কিনা তা উন্মোচন করবে। মিশন-সমালোচনামূলক উপাদানগুলির জন্য, প্রয়োজন অনুযায়ী ল্যাব-ভিত্তিক ক্রস-সেকশনিং বা যান্ত্রিক পরীক্ষায় উন্নীত করুন।
পুনরাবৃত্তিমূলকতার জন্য একটি সাধারণ প্রক্রিয়া লগ তৈরি করুন
কপার প্লেটযুক্ত ইস্পাতের একটি ব্যাচ কেন নিখুঁত হয় আর পরেরটিতে সমস্যা হয় তা কখনও ভেবে দেখেছেন? ধারাবাহিক ডকুমেন্টেশন হল আপনার গোপন অস্ত্র। প্রতিটি পরিবর্তনশীল জিনিস ট্র্যাক করে আপনি প্রবণতা খুঁজে পেতে পারেন, দ্রুত সমস্যা সমাধান করতে পারেন এবং আপনার কপার ফিনিশ প্রক্রিয়াটি সময়ের সাথে অপ্টিমাইজ করতে পারেন।
| তারিখ | অংশ | প্রস্তুতি ধাপ | স্ট্রাইক সেটিংস | বিল্ড সেটিংস | যোগ | পর্যবেক্ষণ | ফলাফল |
|---|---|---|---|---|---|---|---|
| 2025-11-12 | স্টিল ব্র্যাকেট | ডিগ্রিজ, অ্যাসিড ডুব | 10 ASF, 3 মিনিট | 25 ASF, 45 মিনিট | ব্রাইটনার, ওয়েটিং এজেন্ট | সমবয়সী জমা, কোন বার্ন নেই | টেপ টান পাস করেছে |
| 2025-11-13 | সংযোগকারী | ক্ষারীয় পরিষ্কার, জল-ব্রেক পরীক্ষা | 15 ASF, 2 মিনিট | 25 ASF, 60 মিনিট | লেভেলার | কিনারা পোড়া, নিষ্প্রভ কেন্দ্র | পরবর্তী রানের জন্য সমন্বিত কারেন্ট |
প্রক্রিয়া লগগুলি পরিবর্তনশীলতা কমাতে, প্লেটিং খরচ কমাতে এবং ত্রুটি নির্ণয়কে সহজ করতে সাহায্য করে। সময়ের সাথে, নিখুঁত তামা প্লেট করা ইস্পাতের জন্য আপনি একটি প্লেবুক তৈরি করবেন—কোনও অনুমানের প্রয়োজন হবে না।
তামা প্লেট করা ইস্পাতের জন্য কখন প্রত্যয়িত বিশেষজ্ঞদের সাথে অংশীদারিত্ব করবেন
অত্যধিক মনে হচ্ছে? যদি আপনার প্রকল্পে কঠোর সহনশীলতা, নিরাপত্তা-সংক্রান্ত অংশ বা বড় উৎপাদন চক্র জড়িত থাকে, তবে পেশাদার সাহায্য বিবেচনা করা বুদ্ধিমানের কাজ হবে। যদিও DIY ধাতুর ইলেকট্রোপ্লেটিং প্রোটোটাইপ এবং সাধারণ কাজের জন্য এটি লাভজনক, তবে গুরুত্বপূর্ণ প্রয়োগের ক্ষেত্রে ট্রেসযোগ্য মান, প্রক্রিয়া নিয়ন্ত্রণ এবং দ্রুত পুনরাবৃত্তির প্রয়োজন হয়।
- Shaoyi তারা উন্নত পৃষ্ঠ চিকিত্সা এবং সংযোজনসহ প্রান্ত থেকে প্রান্ত পর্যন্ত কাস্টম ধাতব প্রক্রিয়াকরণ সরবরাহ করে। তাদের IATF 16949 প্রত্যয়িত মান এবং 15 এর বেশি বছরের অভিজ্ঞতা অটোমেকার এবং টিয়ার 1 সরবরাহকারীদের আত্মবিশ্বাসের সাথে প্রোটোটাইপ থেকে উৎপাদনে দ্রুত এগিয়ে যেতে সক্ষম করে। তাদের সমাধানের সম্পূর্ণ পরিসর অন্বেষণ করুন .
- প্রত্যয়িত সরবরাহকারীরা XRF এবং বিটা ব্যাকস্ক্যাটার এর মতো উন্নত পরিমাপ যন্ত্রের মাধ্যমে নথিভুক্ত QA, প্রক্রিয়া লগ এবং প্রবেশাধিকার প্রদান করে—যেখানে প্রতিটি মাইক্রন তামা গুরুত্বপূর্ণ সেই শিল্পগুলির জন্য এটি অপরিহার্য।
- জটিল বা উচ্চ পরিমাণের কাজের ক্ষেত্রে আউটসোর্সিং সামগ্রিক খরচ এবং প্রতিক্রিয়ার সময়কাল কমাতে পারে, একইসাথে আপনার দলকে নকশা এবং প্রকৌশলের জন্য মুক্ত করে।
গুণগত তামা প্লেটিং স্টিলের জন্য পরবর্তী পদক্ষেপগুলি সুপারিশ করা হয়
- অভ্যন্তরীণ পরীক্ষার জন্য একটি নির্ভরযোগ্য পুরুত্ব গজ বিনিয়োগ করুন
- প্রতিটি ব্যাচের জন্য আসঞ্জন পরীক্ষাগুলি স্ট্যান্ডার্ড করুন
- প্রবণতা খুঁজে বার করতে এবং পুনরাবৃত্তি সমস্যা প্রতিরোধ করতে বিস্তারিত প্রক্রিয়া লগ রাখুন
- গুরুত্বপূর্ণ বা উচ্চ-পরিমাণের অংশগুলির জন্য, প্রক্রিয়া নিয়ন্ত্রণ এবং ট্রেসযোগ্য ফলাফলের জন্য শাওই-এর মতো একজন সার্টিফায়েড বিশেষজ্ঞের সাথে অংশীদারিত্ব করুন
দৃঢ় পরিমাপ, ডকুমেন্টেশন এবং প্রয়োজনে বিশেষজ্ঞ অংশীদারিত্বের মাধ্যমে লুপ বন্ধ করে, আপনি নিশ্চিত করবেন যে আপনার দোকান থেকে প্রতিটি তামার প্লেট করা ইস্পাত অংশ একটি টেকসই, সামঞ্জস্যপূর্ণ তামার ধাতব ফিনিশ নিয়ে বের হবে। এই চূড়ান্ত পদক্ষেপগুলি আয়ত্ত করুন, এবং আপনার প্লেটিং প্রক্রিয়া আপনার ফলাফলের মতোই নির্ভরযোগ্য হবে।
ইস্পাতে তামার প্লেটিং: ঘন ঘন জিজ্ঞাসিত প্রশ্নাবলী
1. কি ইস্পাতে তামা প্লেট করা যায়?
হ্যাঁ, ইলেকট্রোলাইটিক তামার প্লেটিং বা ইলেকট্রোলেস প্লেটিং-এর মতো পদ্ধতি ব্যবহার করে ইস্পাতে তামা প্লেট করা যায়। সফলতা নির্ভর করে বিস্তারিত পৃষ্ঠ প্রস্তুতি, উপযুক্ত সক্রিয়করণ এবং শক্তিশালী আসঞ্জন নিশ্চিত করার জন্য একটি স্ট্রাইক স্তর প্রয়োগের উপর। এই প্রক্রিয়াটি কার্যকরী এবং সজ্জামূলক উদ্দেশ্যে ব্যবহৃত হয়, এবং সোল্ডারযোগ্য বা পরিবাহী পৃষ্ঠের প্রয়োজন হয় এমন শিল্পগুলিতে এটি সাধারণ।
2. বাড়িতে ইস্পাতে তামার প্লেটিং করার সেরা পদ্ধতি কী?
বেশিরভাগ DIY প্রকল্পের জন্য, ইলেকট্রোলাইটিক তামা প্লেটিং হল পছন্দের পদ্ধতি কারণ এটি পুরুত্বের উপর নিয়ন্ত্রণ প্রদান করে এবং ডিসি পাওয়ার সাপ্লাই এবং তামা সালফেট দ্রবণের মতো মৌলিক সরঞ্জামের সাথে সামঞ্জস্যপূর্ণ। খসে যাওয়া এড়াতে ভালোভাবে পরিষ্কার করা, পৃষ্ঠতল সক্রিয়করণ এবং প্লেটিং বাথে তাৎক্ষণিক স্থানান্তর অপরিহার্য। জটিল আকৃতির জন্য ইলেকট্রোলেস তামা প্লেটিং ব্যবহার করা যেতে পারে কিন্তু এটি আরও সংবেদনশীল রাসায়নিক নিয়ন্ত্রণ প্রয়োজন হয়।
3. ইস্পাত থেকে তামা প্লেটিং খসে যাওয়া কীভাবে রোধ করবেন?
খসে যাওয়া রোধ করার জন্য, একটি কঠোর পৃষ্ঠতল প্রস্তুতি পদ্ধতি অনুসরণ করুন: তেলমুক্ত করুন, যান্ত্রিক এবং রাসায়নিকভাবে পরিষ্কার করুন, জল-ব্রেক পরীক্ষা করুন এবং প্লেটিংয়ের আগে সংক্ষিপ্ত অ্যাসিড সক্রিয়করণ ব্যবহার করুন। প্রধান তামা জমার আগে সর্বদা একটি তামার স্ট্রাইক স্তর প্রয়োগ করুন। ধাপগুলির মধ্যে তাৎক্ষণিক স্থানান্তর এবং বিলম্ব কমিয়ে আনা স্থায়ী আসঞ্জন অর্জনের জন্য মূল চাবিকাঠি।
4. ইস্পাতে তামা প্লেটিং করার সময় আমার কী কী নিরাপত্তা সতর্কতা অবলম্বন করা উচিত?
সর্বদা নিরাপত্তা চশমা, রাসায়নিক-প্রতিরোধী তোয়ালা এবং সুরক্ষা পোশাক পরুন। ভালোভাবে বাতাস আসা-যাওয়া এমন জায়গায় কাজ করুন, সমস্ত রাসায়নিকের লেবেল দিন এবং অজানা পদার্থ কখনই মিশ্রিত করবেন না। তামা ঘটিত বর্জ্য স্থানীয় নিয়মানুযায়ী ফেলে দিন এবং সমস্ত রাসায়নিক নিরাপদ, উপযুক্ত পাত্রে সংরক্ষণ করুন। এই নীতিগুলি ব্যবহারকারী এবং পরিবেশ উভয়কেই সুরক্ষা দেয়।
5. ইস্পাতে তামা প্লেট করার জন্য আমি কখন একটি পেশাদার পরিষেবা ব্যবহার করা বিবেচনা করব?
যদি আপনার প্রকল্পে কড়া সহনশীলতা, নিরাপত্তা-সংক্রান্ত উপাদান বা উচ্চ-পরিমাণ উৎপাদনের প্রয়োজন হয়, তবে শাওয়ির মতো একটি প্রত্যয়িত সরবরাহকারীর সাথে অংশীদারিত্ব করা হিতাবহ। পেশাদাররা প্রক্রিয়া নিয়ন্ত্রণ, ট্রেসযোগ্য গুণগত নিশ্চয়তা, উন্নত পরিমাপ প্রদান করে এবং জটিল বা অটোমোটিভ অংশগুলির জন্য প্রোটোটাইপ থেকে উৎপাদন পর্যন্ত প্রক্রিয়াকে সহজ করে তোলে।