 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

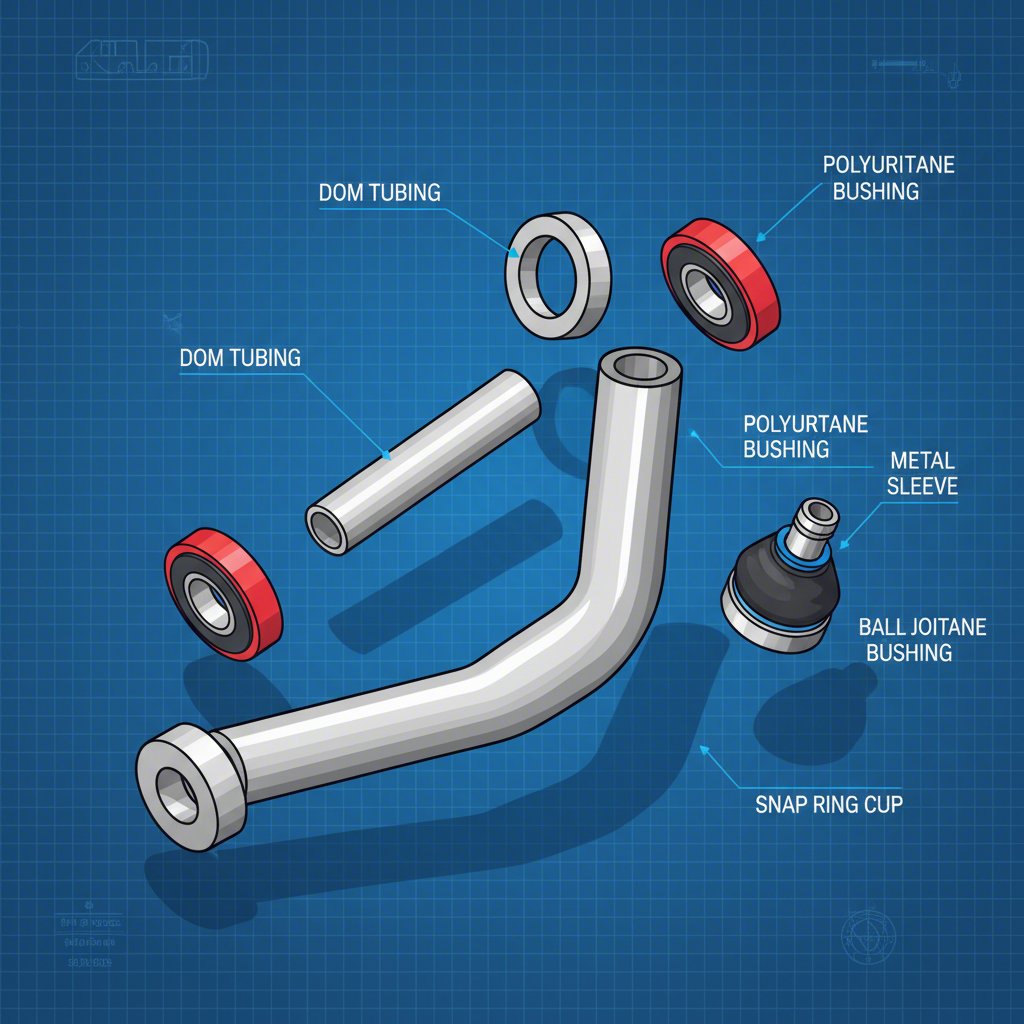
القطع الأساسية لتصنيع الذراع التحكّمي الأسطواني
باختصار
يتطلب تصنيع أذرع التحكم المخصصة ذات الهيكل الأسطواني مجموعة محددة من الأجزاء وعملية دقيقة. وتشمل المكونات الأساسية أنابيب DOM عالية القوة أو كرومولى، ووصلات لحام مزودة بخيوط لتثبيت الوصلات الكروية، ومجالس عالية الجودة (مثل ديلرين أو البولي يوريثان)، وأكواب مفصل كروية مصنعة بالماكينة. وتعتمد عملية التصنيع على تصميم دقيق، وقطع وتشكيل الأنابيب بدقة، وتجميعها داخل قالب صلب للحفاظ على الهندسة، ولحام TIG الدقيق لتحقيق أقصى قوة وسلامة.
المكونات الأساسية لتصنيع ذراع التحكم
إن بناء مجموعة من الأذرع التحكمية المصنوعة من الأنابيب من الصفر هو مشروع مجزٍ يمنحك تحكمًا كاملاً في هندسة تعليق مركبتك. ومع ذلك، فإن النجاح يعتمد على البدء بالمواد الصحيحة. هذه ليست قطعًا يمكن العثور عليها في متجر الأدوات المحلي؛ بل هي مكونات متخصصة مصممة لتحمل إجهاد هائل. ويُعد تأمين قطع عالية الجودة هي الخطوة الأولى والأكثر أهمية في عملية التصنيع.
إن الأساس الذي يُبنى عليه أي ذراع تحكم أنبوبي هو الأنبوب نفسه. وغالبًا ما يختار المصممون بين فولاذ DOM (مسحوب فوق قلب) وفولاذ 4130 كرومولي. كما ورد في منتجات شركات تصنيع مثل Porterbuilt يُعد أنبوب DOM ذو الجدران السميكة خيارًا شائعًا بفضل قوته العالية، والتوحيد الممتاز، والتكلفة الفعالة، مما يجعله مثاليًا للتطبيقات اليومية وتطبيقات الأداء العالي. ويقدم الكرومولاي نسبة أقوى من حيث الوزن، ما يجعله المادة المفضلة في تطبيقات السباقات حيث يكون كل أونصة مهمة، وهو اختيار يتم تفصيله في البناءات المخصصة عالية الجودة. ويعتمد الاختيار على ميزانية مشروعك وأهداف الأداء لديك.
إلى جانب الأنبوب، ستحتاج إلى عدة مكونات رئيسية لإنشاء أذرع عملية وقابلة للتعديل. توفر متاجر البيع عبر الإنترنت مثل JOES Racing Products و CB Chassis Products مجموعة شاملة من هذه القطع. وتشمل قائمة التسوق النموذجية ما يلي:
- نهايات الأنبوب الملحومة (الصواميل): هذه الإدخالات المزروية تُلحَم في نهايات أنابيب DOM لاستقبال الوصلات الكروية (أطراف الماصات) أو المحاور القابلة للضبط، مما يسمح بتغييرات دقيقة في المحاذاة.
- الم bushings والغلاف: تُثبت هذه المكونات في نقاط الربط الجانبية للشاسيه الخاصة بأذرع التحكم. وتشمل الخيارات عالية الأداء مادة ديلرين لتقليل الانحراف وتحقيق عمر طويل، أو البولي يوريثان لتحقيق توازن بين الأداء وتخفيف الاهتزازات.
- أكواب الوصلات الكروية أو الصفائح: تُستخدم هذه الأجزاء لاحتواء الوصلة الكروية على جانب العجلة من ذراع التحكم. ويمكن أن تكون عبارة عن صفائح لتثبيت الوصلات الكروية بالبراغي، أو أكواب مخرّطة لأنواع الضغط، ويجب تركيبها بدقة ولحامها بشكل محكم.
- ألسنة وأقواس التثبيت: تُلحَم هذه الأجزاء على هيكل المركبة لتوفير نقاط تثبيت لمفاصل دوران أذرع التحكم.
بالنسبة للمشاريع التي تتطلب مواصفات فريدة أو إنتاجًا بكميات كبيرة أو دقة متفوقة في المكونات مثل الصفائح المقطوعة باستخدام الحاسب الآلي (CNC) وأكواب الوصلات الكروية، يمكن أن يكون التعاون مع شركة تصنيع متخصصة أمرًا مفيدًا. ومن الشركات التي Shaoyi (Ningbo) Metal Technology Co., Ltd. توفير ختم مخصص للسيارات وتصنيع المكونات المعدنية، مع تقديم الدقة التي تعد حاسمة لأجزاء التعليق. ويضمن ذلك تركيبًا مثاليًا واتساقًا ميتالورجيًا، وهما أمران بالغان الأهمية للسلامة والأداء على حد سواء.
مقارنة المواد: فولاذ DOM مقابل 4130 كرومولاي
| المميزات | فولاذ DOM | 4130 كرومولاي |
|---|---|---|
| القوة | قوي جدًا ومتين لمعظم التطبيقات. | قوة شد أعلى، مما يسمح بجدران أرق ووزن أخف لنفس درجة القوة. |
| الوزن | أثقل من الكرومولاي عند نفس درجة القوة. | أخف وزنًا، مما يجعله مثاليًا للسباقات وتقليل الوزن غير المعلق. |
| التكلفة | أكثر اقتصاداً وتوافراً على نطاق واسع. | أعلى تكلفة بشكل ملحوظ. |
| قابلية الحركة | أسهل في اللحام باستخدام قوس معدني خامل أو قوس تنغستن خامل؛ وأقل حساسية للحرارة. | يتطلب لحام قوس تنغستن خامل. وعادة ما يُشترط التسخين المسبق والتسخين اللاحق فقط بالنسبة لسمك الجدران الأكبر من 0.120 بوصة. |
| التطبيق المثالي | أداء الشوارع، الشاحنات المخصصة (C10، S10)، والأعمال التصنيعية العامة. | السباقات الاحترافية، سباقات الطرق الوعرة، والتطبيقات التي يكون فيها الوزن عاملًا حاسمًا. |
عملية التصنيع: من التصميم إلى اللحام النهائي
بعد تأمين مكوناتك، تبدأ عملية التصنيع. وهنا تأتي الدقة، والصبر، والأدوات المناسبة في المقام الأول. إن تصنيع أذرع التحكم لا يعني فقط لحام الأنابيب معًا؛ بل هو تطبيق هندسي يؤثر بشكل مباشر على قيادة مركبتك وسلامتها. ويجب أن تكون العملية برمتها منهجية لضمان أن المنتج النهائي يكون قويًا ومثاليًا من الناحية الهندسية.
تمتد الرحلة من المادة الخام إلى المنتج النهائي عبر تسلسل واضح من الخطوات. كما ورد بالتفصيل في سجل بناء شامل من إعداد Wilhelm Raceworks حتى التفاصيل التي تبدو بسيطة مثل التأكد من استخدام انحناءات واسعة بدلاً من الزوايا الحادة يمكن أن يكون لها تأثير كبير على مقاومة القطعة للإجهاد والتعب. يتطلب النهج الاحترافي التخطيط الدقيق والتنفيذ في كل مرحلة.
فيما يلي تقسيم خطوة بخطوة لعملية التصنيع:
- التصميم والقياس: الخطوة الأولى هي إتمام التصميم الخاص بك، إما باستخدام برنامج تصميم بمساعدة الحاسوب (CAD) لتحليل الإجهاد، أو عن طريق قياس نقاط اتصال تعليق مركبتك بدقة. يجب تحديد الطول المطلوب، وزاوية المفصل الكروي، ومواضع المحاور لتحقيق زوايا الكمبر والكاستر ومركز الدوران المستهدفة.
- القطع والتقشير: اقطع أنابيب DOM أو Chromoly إلى الأطوال الدقيقة المحددة في تصميمك. يجب "تقشير" أو "تقطيع" نهايات الأنابيب التي ستتصل بأنابيب أخرى بحيث تكون ملائمة تمامًا، مما يُكوّن وصلة قوية للحام. ويُعد أداة تقشير الأنابيب هي الأفضل لهذا الغرض.
- التشغيل والإعداد: قد تحتاج أي قطع مخصصة، مثل التجهيزات التي تثبت المفصل الكروي، إلى التشغيل على الخراطة أو المخرطة العمودية. قبل اللحام، قم بتنظيف جميع المكونات تنظيفًا جيدًا لإزالة أي زيت أو شحوم أو قشور ناتجة عن الصهر قد تلوث اللحام.
- بناء القالب: هذا هو بلا شك أهم خطوة. إن قالب التصنيع هو تثبيت يثبت فيه جميع المكونات الفردية لذراع التحكم في مواضعها النهائية الدقيقة. من الضروري بناء قالب دقيق وصلب لضمان عدم تشوه ذراع التحكم بسبب حرارة اللحام وأن تكون هندسته النهائية صحيحة.
- اللحام المؤقت والتحقق: ضع جميع المكونات داخل القالب وقم بتطبيق لحامات صغيرة 'مؤقتة' لتثبيتها معًا. بعد التثبيت المؤقت، أخرج الذراع من القالب وجرّبه على المركبة للتحقق من أبعاده ومسافاته قبل اللحام النهائي.
- اللحام النهائي: بالنسبة لمكونات التعليق، فإن لحام الغاز الخامل التنغستني (TIG) هو الطريقة المفضلة نظرًا لدقة اللحام القوي والنظيف الذي ينتجه. يجب لحام الشقوق بترتيب متداخل لتوزيع الحرارة بالتساوي وتقليل التواءات المادة. بالنسبة لمادة 4130 كرومولوي، من الضروري التبريد البطيء (مثل لف القطعة ببطانية لحام) لمنع تصبح المادة هشة؛ ومع ذلك، لا يُطلب التسخين المسبق عادةً إلا للأنابيب ذات سماكة جدار تزيد عن 0.120 بوصة.
- التشطيبات: بعد اللحام والتبريد، يمكن طلاء ذراع التحكم بالمسحوق أو الدهن لمقاومة التآكل. وأخيرًا، اضغط في الك bushings وقم بتركيب المفصل الكروي لإكمال التجميع.
الأذرع الأنبوبية مقابل الأذرع الصفيحية: خيار تصميمي حاسم
عند تصميم أذرع تحكم مخصصة، يكون لدى المصمم خيار أساسي يتمثل في استخدام تصميم أنبوبي أو مسطح. وعلى الرغم من أن كلا النوعين يمكن أن يكون قويًا جدًا، فإن طريقة تصنيع كل منهما تمنحه خصائص مختلفة تجعله مناسبًا لتطبيقات مختلفة. وفهم هذه الاختلافات أمر بالغ الأهمية لبناء نظام تعليق يتناسب مع الاستخدام المطلوب لسيارتك.
يتكوّن ذراع التحكم الأنبوبي، كما يوحي اسمه، بشكل رئيسي من أنابيب دائرية أو أحيانًا مربعة الشكل. ويُعد هذا التصميم ممتازًا في مقاومة القوى الواردة من اتجاهات متعددة، مثل الأحمال الالتوائية والقوى الناتجة عن الدفع والجذب (الشد والضغط) الشائعة في القيادة الأداء على الطرق المعبدة. ويعمل الشكل الدائري على توزيع الإجهاد بشكل متساوٍ، ما يجعله حلاً فعالًا وخفيف الوزن في معظم التطبيقات، بدءًا من السيارات العادية وصولاً إلى سباقات الطرق.
ذراع اللوحة، الذي يُرى غالبًا في سباقات الطرق الوعرة القصوى، يتم تصنيعه من عدة قطع من الفولاذ المسطح التي تُقطع وتُلحَم معًا لتشكيل هيكل على شكل صندوق. تُنتج هذه الطريقة ذراعًا قويًا وصلبًا بشكل استثنائي، لا سيما ضد التصادمات الرأسية المباشرة، مثل الهبوط بعد قفزة كبيرة. وعلى الرغم من أنه غالبًا ما يكون أثقل من الذراع الأنبوبية، إلا أن قوته قد تكون ميزة في البيئات القاسية. كما لاحظ أحد مستخدمي المنتديات: 'ستكون أذرع اللوحة أقوى. أما الأنابيب فهي أفضل في شيء مثل هيكل التدحرج حيث يمكن أن تأتي القوى (التصادمات) من أي زاوية'. وهذا يبرز المفاضلة الأساسية بين التصميمين.
مقارنة: الأذرع التحكمية الأنبوبية مقابل أذرع اللوحة
| الخصائص | الأذرع التحكم الأنبوبية | أذرع تحكمية من اللوحة |
|---|---|---|
| ملف القوة | صلابة لولبية ممتازة وقوة عالية في الشد/الضغط. فعالة في تحمل الأحمال من زوايا متعددة. | قوة عالية جدًا ضد الأحمال الرأسية والمائلة المباشرة. يمكن أن تكون أقوى ولكن أقل كفاءة بالنسبة لوزنها. |
| الوزن | أخف وزنًا بشكل عام بالنسبة لمستوى معين من القوة بسبب كفاءة الأنابيب الدائرية. | عادةً ما يكون أثقل و bulkier، لأنه يتطلب المزيد من المواد لإنشاء الهيكل المربع. |
| تعقيد التصنيع | يتطلب قص أنابيب دقيق وتركيبًا قويًا. يمكن أن تكون عملية اللحام معقدة حول الوصلات المنحنية. | يتطلب قطعًا باستخدام التحكم العددي (CNC) أو البلازما للألواح وعمليات لحام مكثفة. وغالبًا ما يلزم وجود عوائق داخلية. |
| التكلفة | تكلفة المواد للأنابيب DOM معتدلة. بينما تزيد الكرومولى التكلفة بشكل كبير. | تكاليف المواد للألواح الفولاذية يمكن أن تكون مرتفعة، وتكاليف العمل/القطع غالبًا ما تكون أعلى. |
| التطبيق المثالي | أداء الشوارع، سباقات الطرق، سباقات السحب، الشاحنات المخصصة، ومعظم المركبات على الطرق. | شاحنات التروفي، مركبات تسلق الصخور، والمركبات الخارجية المتطرفة التي تتعرض لصدمات شديدة. |