 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

ما لا يخبرك به أحد عن تكاليف وفترات تنفيذ خدمات التشغيل الآلي
فهم تشغيل الخدمات ولماذا يهم ذلك
هل سبق أن تساءلتَ لماذا تستثمر بعض الشركات المصنِّعة ملايين الدولارات في المعدات بينما تُنتج شركات أخرى أجزاءً مطابقة تمامًا دون امتلاك أي جهاز تشغيل آلي واحد؟ والإجابة تكمن في تشغيل الخدمات — وهي نهج استراتيجي يعيد تشكيل طريقة تفكير الشركات في الإنتاج.
ما الذي يعنيه تشغيل الخدمات فعليًّا بالنسبة للشركات المصنِّعة
يشير تشغيل الخدمات إلى استعانة الشركات بمصادر خارجية لعمليات التصنيع الدقيقة إلى مرافق خارجية متخصصة ومزودة بتقنيات متقدمة في التشغيل الآلي باستخدام الحاسب (CNC). وبدلًا من شراء معدات باهظة الثمن وتوظيف مشغلين ذوي كفاءة عالية، تتعاون الشركات مع مزوِّدي خدمات التشغيل الآلي المتخصصين الذين يتولون عملية الإنتاج من بدايتها حتى نهايتها.
فكّر في الأمر بهذه الطريقة: أنت بحاجةٍ إلى مكونات دقيقة، لكنك لست بالضرورة بحاجةٍ إلى امتلاك المصنع. ووفقاً لأبحاث القطاع الصناعي التي أجرتها شركة «تيكنافيو» (Technavio)، من المتوقع أن ينمو سوق خدمات التشغيل الآلي بمقدار ١٧,٤ مليار دولار أمريكي بين عامَي ٢٠٢٣ و٢٠٢٨، بمعدل نمو سنوي مركب قدره ٤,٥٪. ويعكس هذا النمو تحولاً جوهرياً في استراتيجية التصنيع؛ إذ يدرك المصنعون بشكل متزايد أن الشركاء الخارجيين قادرون على تحقيق نتائج متفوِّقة دون تحمل عبء الاستثمارات الرأسمالية.
وعندما تبحث عن «ورشة تشغيل رقمي بالحاسوب قريبة مني» أو تستكشف خدمات التشغيل الدقيق بالحاسوب (CNC)، فأنت في الأساس تبحث عن هؤلاء الشركاء المتخصصين. سواء كنت شركة ناشئة تُجري بروتوتايب أول منتج لك، أو مصنِّعاً راسخاً يوسع إنتاجه، فإن مقدِّمي الخدمات يقدمون نفس الجودة العالية في الإنجاز التي تتوقعها من العمليات الداخلية.
الفرق الجوهري بين التشغيل المن outsourcing والتشغيل الداخلي
يتمثل الفرق بين هذه النهوج في مسألة الملكية والمسؤولية. ففي حالة التشغيل الآلي الداخلي، تقع على عاتقك المسؤولية الكاملة عن شراء المعدات، وجدولة الصيانة، وتدريب المشغلين، وشهادات الجودة. أما الشركاء الخارجيين المُوَرِّدون لهذه الخدمات فيتولون هذه الأعباء بالكامل.
فكّر فيما تتطلبه العمليات الداخلية فعليًّا:
- رأس مال أولي كبير لآلات التحكم العددي الحاسوبي (CNC) التي قد تتراوح تكلفتها من عشرات الآلاف إلى ملايين الدولارات
- تكاليف صيانة مستمرة تتراكم مع مرور الوقت وتتطلب فنيّين متخصصين
- مشغّلون مهرة يتمتّعون برواتب مرتفعة ويحتاجون إلى تدريبٍ مستمرٍ
- شهادات الجودة مثل شهادة الأيزو 9001 التي تتطلّب إعداد وثائق دقيقة وإجراء عمليات تدقيق صارمة
أما التشغيل الآلي الخارجي فيلغي هذه المتطلبات تمامًا. فورشة جوز للتشغيـل الآلي أو أي مزوّد مؤهل آخر قد أنفق بالفعل هذه الاستثمارات. وهي تحتفظ بأحدث المعدات، وتضم مشغّلين آليين ذوي خبرة، وتحصل على الشهادات التي يفرضها قطاعك. وأنت ببساطة تستفيد من قدراتهم عند الحاجة.
لماذا تعتمد الشركات في مختلف القطاعات — من قطاع الفضاء والطيران إلى أجهزة الرعاية الصحية — على شركاء خارجيين متخصصين في التشغيل الآلي؟ إن القيمة المقدمة مقنعةٌ للغاية. فتوفر خدمات التشغيل الآلي عالي الدقة إمكانية الوصول إلى معدات التحكم العددي بالحاسوب (CNC) متعددة المحاور، ومشغّلين ذوي خبرة، وأنظمة جودة راسخة، دون أن تستلزم استثمار رأس المال. ويختص العديد من ورش التشغيل الآلي في كاليفورنيا وغيرها من المراكز التصنيعية بقطاعات صناعية محددة، ما يوفّر خبرةً قد يستغرق اكتسابها داخليًّا سنواتٍ عديدة.
وتظهر هذه المرونة قيمتها بشكل خاص عندما تتغير متطلبات المشروع. فبدلًا من الاحتفاظ بمعدات غير مستخدمة خلال فترات الانخفاض في الطلب، أو التسابق لإضافة طاقات إنتاجية إضافية أثناء الذروة، يتيح لك الاستعانة بمصادر خارجية توسيع الإنتاج بسلاسة. وهذه ميزة استراتيجية تُبقي تركيزك على ما تجيده أكثر من غيرك: تصميم المنتجات، وخدمة العملاء، وتنمية أعمالك.
أنواع عمليات التشغيل الآلي باستخدام الحاسوب (CNC) وتطبيقاتها
عندما تتعاون مع مزوِّد خدمة التشغيل الآلي، فأنت لا تحصل فقط على إمكانية الوصول إلى المعدات— بل إنك تستفيد من مجموعة متنوعة من عمليات التصنيع. لكن التحدي يكمن في ما يلي: كيف تعرف العملية الأنسب لمشروعك؟ ويساعدك فهم الفروق بين عمليات الطحن والتشكيك والتقنيات المتخصصة على التواصل بفعالية مع شريكك في مجال التشغيل الآلي واتخاذ قرارات مستنيرة بشأن أجزائك.
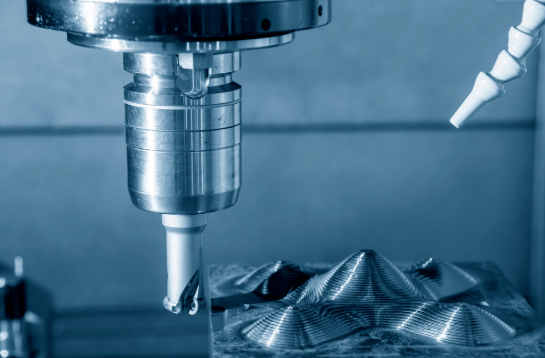
شرح عملية الطحن باستخدام التحكم العددي بالحاسوب
تصور أداة قطع دوَّارة تتحرك عبر قطعة العمل الثابتة، وتزيل المادة طبقةً تلو الأخرى . هذه هي عملية الطحن باستخدام الحاسب الآلي (CNC) أثناء العمل. وعلى عكس العمليات التي تدور فيها القطعة نفسها، فإن عملية الطحن تحافظ على ثبات قطعة العمل بينما تقوم أدوات القطع متعددة النقاط بأداء المهمة عبر محاور متعددة.
وتتفوق هذه الطريقة في إنشاء أشكال ثلاثية الأبعاد معقدة لا يمكن تحقيقها باستخدام الطرق الأبسط. ووفقاً لأبحاث شركة 3ERP التصنيعية، يمكن لماكينات الطحن أن تعمل بقدرة تشمل ٣ أو ٤ أو ٥ محاور، حيث يُفتح كل محور إضافي إمكانيات هندسية جديدة.
ما الذي يجعل عملية التفريز متعددة الاستخدامات بشكل خاص؟ ضع في اعتبارك هذه التطبيقات الشائعة:
- الأسطح المسطحة والوجوه — التفريز الوجهي يُنشئ أسطحًا أفقية دقيقة على قمة القطع المراد تشغيلها
- الجيوب والتجويفات — تفريز الجيوب يُزيل المادة من الأجزاء الداخلية، مُشكِّلاً ملامح غائرة
- الشقوق والأخاديد — التفريز المحيطي يقطع قنوات على طول حواف القطعة وبأعماق مضبوطة
- تعرجات ثلاثية الأبعاد معقدة — أدوات التفريز الكروية النهائية تتبع المنحنيات العضوية لتصنيع القوالب والنماذج الأولية
- الملامح المائلة — أدوات التفريز المائلة والعمليات الزاوية تُنشئ حوافاً مائلة (مشطوفة)
عند استكشافك لخدمات التشغيل الآلي باستخدام ماكينات التحكم العددي الخماسية المحاور (5 axis CNC)، فأنت تنظر إلى أحدث قدرة تفريز متوفرة. ويمكن لهذه الماكينات إمالة الأداة أو الطاولة، مما يمكنها من الوصول إلى الأجزاء المخفية (Undercuts) والأسطح المعقدة في إعداد واحد فقط. ولتشغيل القطع الكبيرة أو المكونات الجوية المعقدة، فإن مقدِّمي خدمات التشغيل الآلي الخماسية المحاور (5 axis CNC) يوفرون دقةً لا يمكن لأنظمة التشغيل الأبسط أن تحققها.
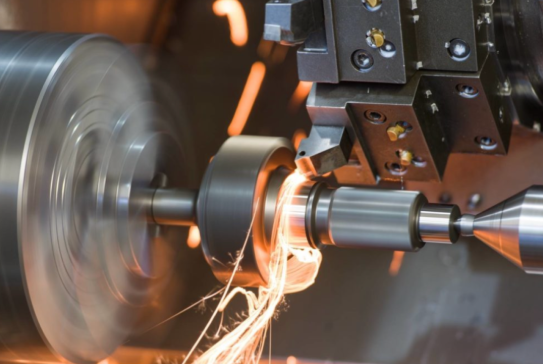
متى تتفوَّق عملية الخراطة على التفريز
الآن عكس السيناريو. في التشغيل بالتحكم العددي الحاسوبي (CNC) بالدوران، يدور قطعة العمل بسرعة عالية بينما تقوم أداة قص ذات نقطة واحدة ثابتة بتشكيل السطح. ويؤدي هذا الانعكاس في الحركة إلى اختلاف جوهري في المهام التي يؤديها كل من هذين العمليتين على أفضل وجه.
يبدو الأمر بسيطًا؟ نعم، وبالفعل تُرجمت هذه البساطة إلى كفاءة. فعمليات الدوران أسرع بطبيعتها في تصنيع المكونات الأسطوانية لأن الحركة الدورانية تُنتج تلقائيًا أشكالًا دائرية. فإذا كانت قطعتك تشبه عمودًا أو دبوسًا أو طوقًا أو قضيبًا مُخَشَّبًا، فإن عملية الدوران ستكون على الأرجح الخيار الأمثل لك.
فيما يلي الحالات التي تتفوق فيها عملية الدوران على عملية التفريز:
- الأشكال الأسطوانية والمخروطية — يُنتج قطعة العمل الدوارة تلقائيًا أشكالًا دائرية ممتازة التمركز المركزي
- دورات إنتاج بكميات كبيرة — تتيح وحدات تغذية القضبان التشغيل المستمر بأقل تدخل ممكن من المشغل
- الخيوط الخارجية والداخلية — تندمج عمليات التخريم (التشكيـل الخشبي) بسلاسة ضمن دورات الدوران
- تسامح ضيق في الاستدارة — تحافظ العملية على أقطارٍ ثابتة عبر أجزاء طويلة
- المشاريع الحساسة للتكلفة — تقلل أدوات التشغيل الأبسط وأوقات الدورة الأسرع من التكلفة لكل قطعة
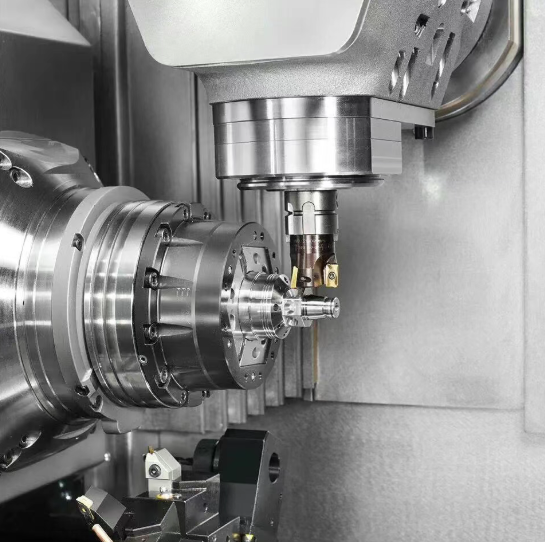
تُعقِّد مراكز التدوير الحديثة باستخدام الحاسوب (CNC) الفرق بين العمليات. فكثيرٌ منها يحتوي الآن على أدوات نشطة — وهي أدوات دوَّارة يمكنها إنجاز عمليات الطحن بينما لا يزال القطعة ثابتة في المخرطة. وبفضل هذه القدرة الهجينة، يمكن لماكينة واحدة أن تقوم بحفر الثقوب العرضية، أو طحن الأسطح المستوية، أو قطع الأخاديد المحورية دون الحاجة إلى نقل القطعة إلى إعداد منفصل.
للمشاريع التي تتطلب تشغيل أجزاء باستخدام الحاسوب (CNC) وتجمع بين السمات الدائرية والسمات المنشورية، اسأل مقدِّم الخدمة الخاص بك عن إمكانات التشغيل المدمجة (Mill-Turn). ويمكن لهذه الآلات الهجينة أن تقلِّل بشكل كبير من أوقات التسليم وتحسِّن الدقة البُعدية من خلال القضاء على الحاجة إلى إعدادات متعددة.
عمليات متخصصة للهندسات الهندسية المعقدة
ماذا يحدث عندما لا تستطيع أدوات القطع التقليدية الوصول إلى الشكل الهندسي المطلوب؟ هنا تدخل عمليات متخصصة مثل التشغيل بالتفريغ الكهربائي (EDM) والطحن الدقيق.
تصنيع الكهرباء المنبعثة (EDM) يُزيل المادة عبر شرارات كهربائية خاضعة للتحكم بدلًا من القطع المادي. وفقًا لـ التوثيق الفني لموقع OpenLearn تعمل عملية التآكل الكهربائي (EDM) على أي مادة موصلة كهربائيًا بغض النظر عن صلابتها—مما يجعلها مثاليةً لفولاذ الأدوات المُصلّب والسبائك الغريبة التي قد تدمّر أدوات القطع التقليدية.
تتفوق عملية التآكل الكهربائي (EDM) في تطبيقات محددة:
- الثقوب الصغيرة ذات نسب الارتفاع العالية — يمكن لعملية التآكل بالسلك (Wire EDM) إنشاء فتحات صغيرة جدًّا تصل إلى ٠٫٠٥ مم
- تجويفات القوالب المعقدة — تشكّل عملية التآكل بالغمر (Sinker EDM) ملامح القوالب الدقيقة دون أن تترك حوافًا زائدة (Burrs)
- المواد المُصلّبة — يتجاهل تآكل الشرارة تمامًا صلابة المادة
- زوايا داخلية حادة — تحقّق نصف قطر ضيق جدًّا يصل إلى ٠٫٤ مم، حيث لا تستطيع أدوات القطع الوصول إليه
أما المقابل؟ فتتم عملية التآكل الكهربائي (EDM) بوتيرة أبطأ من عمليات التشغيل الآلي التقليدية، وتُقاس معدلات إزالة المعدن عادةً بالسنتيمتر المكعب لكل ساعة. كما أنها تترك طبقةً مُعاد تشكيلها (Recast Layer) عمقها يتراوح بين ٠٫٠٠٢٥ و٠٫١٥ مم، وقد تتطلب إزالتها في التطبيقات الحرجة من حيث التعب المعدني.
طحن دقيق تستخدم عجلات كاشطة لتحقيق تشطيبات سطحية وتسامحات تفوق ما يمكن أن تحققه أدوات القطع. وعندما يتطلب مشروعك أسطحًا لامعة كالمرآة أو دقةً على مستوى الميكرون، تصبح عملية الطحن ضرورية.
تدمج شركات مثل Odyssey Machining ومقدمو الخدمات المتخصصة الآخرون غالبًا عمليات متعددة بشكل تسلسلي — مثل التشغيل الخشن بالطحن، والتشطيب بالطحن، والعمل التفصيلي باستخدام التآكل الكهربائي (EDM). ويؤدي هذا النهج المتكامل إلى تحقيق أفضل خصائص كل طريقة مع تقليل إجمالي وقت الإنتاج.
إن فهم هذه الفروق بين العمليات يساعدك على التعاون بفعالية أكبر مع شريكك في مجال التشغيل الآلي. وعندما تستطيع تحديد ما إذا كانت قطعتك تحتاج إلى مرونة الطحن، أو كفاءة التشغيل بالدوران، أو الدقة المتخصصة، فإنك ستتلقى عروض أسعار أكثر دقة وأوقات تسليم أسرع.
دليل اختيار المواد للمكونات المُصنَّعة
لقد اخترت عملية التشغيل الخاصة بك. والآن تأتي قرارٌ لا يقل أهميةً عن ذلك: ما المادة التي سيُصنع منها جزؤك؟ ويؤثر هذا الاختيار تأثيرًا واسع النطاق على كل جانب من جوانب مشروعك — بدءًا من وقت التشغيل وارتداء الأدوات، ووصولًا إلى أداء الجزء النهائي والتكلفة الإجمالية. وإذا اتخذت القرار الصحيح، فستحصل على مكونات تفوق التوقعات. أما إذا أخطأت في الاختيار، فقد تواجه تأخيرات، أو تجاوزات في الميزانية، أو أجزاءً تفشل في الاستخدام الميداني.
وهذا ما يجعل اختيار المادة أمرًا معقَّدًا: فهو دائمًا تنازلٌ بين خصائص متعددة. ووفقًا لأبحاث التصنيع الصادرة عن شركة «توبس بيست بريسيجن» (Tops Best Precision)، فإن المعادن اللينة مثل الألومنيوم والنحاس الأصفر تتميَّز بقابلية تشغيل ممتازة، لكنها قد تفتقر إلى القوة والمتانة. وعلى العكس من ذلك، فإن المواد الأشد صلابةً مثل التيتانيوم والفولاذ المقاوم للصدأ يصعب تشغيلها، لكنها توفر قوةً أعلى، ومقاومةً أفضل للتآكل، ومتانةً أكبر.
دعنا نحلِّل خياراتك لمساعدتك على اتخاذ قراراتٍ مستنيرة بشأن خدمات التحكم العددي بالكمبيوتر (CNC) لأجزاء الألمنيوم أو أي متطلبات أخرى للمواد.
سبائك الألومنيوم للأداء الخفيف الوزن
عندما تحتاج الشركات المصنِّعة إلى قطع غيار بسرعة دون التضحية بالجودة، فإن الألومنيوم غالبًا ما يكون الخيار الأول. وبمعدل قابلية تشغيل تصل نسبته إلى ٩٠–٩٥٪ مقارنةً بالمعيار القياسي للنحاس الأصفر، تُوفِّر خدمات تشغيل الألومنيوم أوقات تسليم سريعة وتشطيبات سطحية ممتازة.
ولماذا يُشغَّل الألومنيوم بكفاءة عالية؟ إن توصيله الحراري العالي يسمح بتبدُّد الحرارة بسرعة من منطقة القطع، مما يمكِّن من تشغيله بسرعات أعلى دون التأثير على عمر الأداة. ووفقًا لدليل اختيار المواد الصادر عن شركة إثريال ماشينز (Ethereal Machines)، يوازن سبائك الألومنيوم ٦٠٦١ بين القوة وقابلية التشغيل، ما يمنحه مرونة واسعة في التطبيقات التي تمتد من القطاع automotive إلى السلع الاستهلاكية.
ومن سبائك الألومنيوم الشائعة التي ستواجهها في عروض أسعار خدمة الطحن باستخدام الحاسب الآلي (CNC) للألومنيوم ما يلي:
- 6061-T6 — سبيكة أساسية متعددة الاستخدامات توفر مقاومة جيدة للشد واللحام ومقاومة التآكل في التطبيقات العامة
- 7075-T6 — سبيكة ذات مقاومة أعلى تقترب من مقاومة بعض أنواع الفولاذ، وهي مثالية لمكونات الهياكل الجوية وللتطبيقات الخاضعة لأحمال شديدة
- 2024-T3 — مقاومة ممتازة للإجهاد التعبوي لأغلفة الطائرات والأجزاء الإنشائية
- 5052— مقاومة فائقة للتآكل في البيئات البحرية وبيئات معالجة المواد الكيميائية
ما المقابل المطلوب؟ إن انخفاض صلادة الألومنيوم يعني أنه لا يمكنه تحمل ظروف التآكل الشديد أو التطبيقات ذات درجات الحرارة العالية. ولتلك الحالات، ستحتاج إلى النظر في الفولاذ أو السبائك الغريبة.
خيارات الفولاذ والفولاذ المقاوم للصدأ من أجل المتانة
عندما تكون القوة والمتانة أكثر أهميةً من الوزن، تصبح أنواع الفولاذ موادك الأساسية. ومع ذلك، فإن عائلة الفولاذ تشمل نطاقًا واسعًا من الأداء — وكذلك قابلية التشغيل الآلي.
الصلب الكربوني والصلب السبيكي (مثل الدرجات 1018 و4140 و4340) توفر توازنًا معقولًا بين القوة وقابلية التشغيل الآلي. وبمعدلات تصل إلى حوالي 70%، فهي أصعب بكثير في القطع مقارنةً بالألومنيوم، لكنها لا تزال قابلة للتشغيل باستخدام أدوات التشغيل القياسية. وتتفوق هذه المواد في المكونات الإنشائية وأجزاء الآلات والتروس، حيث تبرر القوة الوقت الإضافي المطلوب للتشغيـل.
الفولاذ المقاوم للصدأ تُمثل تحديًا مختلفًا. وفقًا لأبحاث المواد، فإن درجات الفولاذ المقاوم للصدأ مثل 304 و316 تمتلك معدلات قابلية التشغيل فقط بين ٣٠٪ و٤٠٪. ولماذا تكون صعبة جدًّا؟ لأن الفولاذ المقاوم للصدأ يتصلّب أثناء التشغيل — أي يزداد صلابةً كلما قطعته أكثر. وهذا يتطلب سرعات قص أبطأ، وأوضاع تثبيت أكثر صلابةً، وتغيير أدوات القطع بشكل أكثر تكرارًا.
ورغم التحديات المرتبطة بتشغيل الفولاذ المقاوم للصدأ، فإن خصائصه تبرر بذل هذا الجهد في تطبيقات محددة:
- 304 الفولاذ المقاوم للصدأ — مقاومة عامة للتآكل في تطبيقات معالجة الأغذية والهندسة المعمارية والصناعات الكيميائية
- الفولاذ المقاوم للصدأ من نوع 316 — مقاومة فائقة للتآكل في البيئات البحرية والطبية والصيدلانية
- 17-4 PH — درجة تصلّب بالترسيب توفر مقاومة شديدة للشد لمكونات قطاعات الطيران والدفاع
- الفولاذ المقاوم للصدأ 303 — درجة سهلة التشغيل مضاف إليها الكبريت لتحسين كسر الرقائق وزيادة عمر أداة القطع
إذا كان مشروعك يتطلب الفولاذ المقاوم للصدأ، فتوقع أوقات تسليم أطول وتكاليف أعلى لكل قطعة مقارنةً بأسعار خدمة التصنيع بالألمنيوم. فتكلفة المادة نفسها أعلى، كما أن سرعة التشغيل على الآلات أبطأ، وتتآكل الأدوات بشكل أسرع — وكل هذه العوامل تُحتسب من قِبل مقدّم الخدمة في أسعاره.
البلاستيكيات الهندسية والمواد الغريبة
ليست كل المكونات بحاجة إلى أن تكون معدنية. فالبلاستيكيات الهندسية توفر مزايا فريدة تشمل خفة الوزن، والمقاومة الكيميائية، والعزل الكهربائي. وفي المقابل، تتحمل السبائك الغريبة الظروف القاسية التي تفشل فيها المواد التقليدية.
البلاستيكيات الهندسية الشائعة للمكونات المشغولة تشمل:
- ديلرين (أسيتال) — سهل جدًا التشغيل مع ثبات أبعادي ممتاز، وهو مثالي لتصنيع التروس والمحامل والمكونات الميكانيكية
- (بيك) — بلاستيكي حراري عالي الأداء يتحمل درجات حرارة تصل إلى ٢٥٠°م، ويُستخدم عادةً في قطع الطيران والغرسات الطبية
- UHMW — مقاومة استثنائية للتآكل واحتكاك منخفض للمكونات المستخدمة في نظم النقل والشرائط المقاومة للتآكل
- البوليكربونات — مقاومة عالية للتأثير وشفافية بصرية ممتازة للنوافذ الأمنية والأغطية الواقية
آلات البلاستيك تُشغَّل بسرعة، لكنها تتطلب اعتبارات مختلفة. فبعضها قد يذوب أو يتشوَّه تحت حرارة القطع، بينما قد يتناثر البعض الآخر إذا تم قطعه بعنفٍ شديد. وينبغي أن يقوم شريكك في التشغيل الآلي بتعديل السرعات ومعدلات التغذية واستراتيجيات التبريد وفقًا لذلك.
السبائك الغريبة تشغل المواد المعدنية الصلبة الطرف المقابل من الطيف — فهي صعبة التشغيل الآلي، لكنها ضرورية للبيئات القاسية. تلاحظ مجموعة بريمو الطبية أن مواد مثل التيتانيوم والسبائك الغريبة الأخرى تتطلب تقنيات تشغيل آلي متخصصة نظرًا لخصائصها الفريدة مثل الصلادة، ومقاومة التآكل، والتوافق الحيوي.
يبلغ معامل قابلية التشغيل الآلي للتيتانيوم ٢٠–٢٥٪ فقط. ونظراً لانخفاض توصيله الحراري، فإن الحرارة تتركز في منطقة القطع، ما يستدعي استخدام سرعات بطيئة وأدوات مُغلفة متخصصة. أما سبائك النيكل الفائقة مثل الإنكونيل فتتراوح معاملات قابليتها للتشغيل الآلي بين ١٠–١٥٪، ما يتطلب عناية فائقة لمنع فشل الأداة.
متى تبرر هذه المواد صعوبة تشغيلها؟ يظهر التيتانيوم في هياكل الطيران والفضاء، والغرسات الطبية، والسلع الرياضية عالية الأداء، حيث لا يُضاهى نسبة قوته إلى وزنه. أما سبيكة الإنكونيل فتُستخدم في مكونات محركات الطائرات والتطبيقات النووية، حيث تؤدي الحرارة الشديدة والتآكل إلى تدمير المواد الأخرى.
مقارنة المواد بنظرة سريعة
استخدم هذه الجدول المرجعي عند مناقشة خيارات المواد مع مزوِّد خدمة التشغيل الميكانيكي الخاص بك:
| المادة | تصنيف القابلية للتشغيل الآلي | التطبيقات النموذجية | اعتبار التكلفة |
|---|---|---|---|
| النحاس c36000 | ١٠٠٪ (قياسي) | التجهيزات، المكونات الكهربائية، الأجهزة الزخرفية | تكلفة معتدلة للمادة، وأقل تكلفة للتشغيل الميكانيكي |
| ألمنيوم 6061 | 90-95% | الفضاء الجوي، السيارات، أغلفة الإلكترونيات | تكلفة منخفضة للمادة، وسرعة عالية في التشغيل الآلي |
| فولاذ كربوني 1018 | 70% | الأجزاء الإنشائية، المحاور، مكونات الآلات | تكلفة منخفضة للمادة، ووقت تشغيل ميكانيكي معتدل |
| الفولاذ المقاوم للصدأ 304 | 30-40% | معالجة الأغذية، القطاع الطبي، البيئات البحرية | تكلفة أعلى للمادة، وسرعة أبطأ في التشغيل الميكانيكي |
| التيتانيوم 6Al-4V | 20-25% | هياكل الطيران والفضاء، الغرسات الطبية، الدفاع | تكلفة مرتفعة جدًا للمواد، وتتطلب أدوات تشغيل متخصصة |
| إنكونيل 718 | 10-15% | محركات الطائرات النفاثة، المفاعلات النووية، البيئات القاسية | تكلفة مرتفعة جدًّا للمادة، وأبطأ تشغيل ميكانيكي |
| ديلرين (أسيتال) | عالية | ترس، محامل، أجزاء ميكانيكية دقيقة | تكلفة مادية معتدلة، وسرعة في التشغيل الآلي |
| (بيك) | معتدلة | الغرسات الطبية، والطيران والفضاء، ومعالجة المواد الكيميائية | تكلفة مادية مرتفعة، وتتطلب التحكم في درجة الحرارة |
متطلبات المواد الخاصة بالصناعة
من المرجح أن تُحدِّد صناعتك خيارات المواد بما يتجاوز الاعتبارات المتعلقة بالأداء البحت. وتضيِّق المتطلبات التنظيمية ومعايير الشهادات من نطاق خياراتك بشكلٍ كبير.
تصنيع الأجهزة الطبية تتطلب مواد ذات توافق حيوي مثبت وقابلة للتتبع. وتلبّي التيتانيوم والفولاذ المقاوم للصدأ من الدرجة 316L والبوليمرات المتخصصة مثل مادة PEEK المتطلبات التنظيمية لإدارة الأغذية والعقاقير (FDA) الخاصة بالأجهزة القابلة للزرع. ويجب أن يحتفظ شريكك في عمليات التشغيل الآلي بوثائق تثبت مصدر المادة وامتثالها للمعايير مثل ISO 13485.
تطبيقات الفضاء الجوي تتطلب سبائك معتمدة مع إمكانية تتبع كاملة للمواد. ولا يمكن ببساطة استخدام أي ألومنيوم — بل يجب أن يكون من النوع الخاص بالطيران والفضاء، مرفقًا بشهادات المصهر التي توثِّق تركيبه الكيميائي وخصائصه الميكانيكية. وتشمل المواصفات الشائعة مواصفات المواد الجوية (AMS) ومعايير ASTM.
مكونات السيارات غالبًا ما توازن بين كفاءة التكلفة ومتطلبات الأداء. وعادةً ما تفضّل عمليات الإنتاج الضخم المواد التي يسهل تشغيلها آليًّا، مثل الألومنيوم والصلب سهل التشغيل لتقليص التكلفة لكل قطعة مع الوفاء بمواصفات المتانة.
إن فهم هذه الديناميكيات المتعلقة بالمواد يساعدك على التعاون بشكل أكثر فعالية مع شريكك في عمليات التشغيل الآلي. وعندما تستطيع مناقشة المفاضلات بين سهولة التشغيل الآلي والأداء، ستتخذ قرارات أفضل بشأن المجالات التي ينبغي أن تستثمر فيها ميزانيتك — والمجالات التي يمكن أن توفر فيها.

شرح شامل لتدفق عمل خدمات التشغيل الآلي
لقد اخترتَ طريقة التصنيع وحدّدتَ المادة المناسبة. فماذا بعد؟ بالنسبة إلى كثيرٍ من المشترين الجدد، يبدو المسار من الاستفسار الأولي إلى استلام القطع المُصنَّعة وكأنه «صندوق أسود». فما الذي يحدث بعد إرسال ملفاتك؟ كم يستغرق كل مرحلة من المراحل؟ إن فهم تدفق العمل الكامل يساعدك على وضع توقعات واقعية وتفادي سوء التفاهم المكلف.
سواء كنت تعمل مع ورشة آلات في سان خوسيه أو مع مزود في أي مكان آخر من البلاد، فإن معظم مرافق التصنيع باستخدام الحاسب الآلي الموثوقة في كاليفورنيا تتبع عملية منظمة مماثلة. دعنا نستعرض كل خطوةٍ منها لكي تعرف بالضبط ما يمكن أن تتوقعه.
إعداد ملفات التصميم الخاصة بك للتقديم
يبدأ مشروعك في اللحظة التي تُقدِّم فيها ملفات التصميم — وبطريقة إعدادك لهذه الملفات تتأثر بدقة الاقتباس الزمني المطلوب لإتمام العمل. ووفقاً لوثائق سير العمل الصناعي، ينبغي أن تتضمن حزمة الاستفسار النموذجية نماذج CAD والرسومات الفنية ومواصفات المواد ومتطلبات الكمية والجداول الزمنية للتسليم.
ما هي صيغ الملفات التي تفضّلها ورش الآلات في سان خوسيه بكاليفورنيا وغيرها من المرافق المهنية؟
- STEP (.stp، .step) — المعيار العالمي لتبادل النماذج ثلاثية الأبعاد، ويمكن قراءته بواسطة أي برنامج CAM تقريباً
- IGES (.igs، .iges) — صيغة أقدم لكنها مدعومة على نطاق واسع للهندسة السطحية والصلبة
- DXF/DWG — ملفات الرسومات ثنائية الأبعاد التي تُعد ضرورية للأجزاء المسطحة والأبعاد التكميلية
- ملفات CAD الأصلية —ملفات SolidWorks أو Inventor أو Fusion 360 تحافظ على نية التصميم الكاملة عند استخدام ورشة العمل الخاصة بك للبرمجيات المطابقة
- رسومات PDF —رسومات ثنائية الأبعاد مُعلَّقة توضح التسامحات، وأوجه التشطيب السطحي، والمتطلبات الخاصة
إليك أمرًا يغفله العديد من المشترين: النماذج ثلاثية الأبعاد وحدها لا تكفي. فورشة الآلات في كاليفورنيا تحتاج إلى رسومات ثنائية الأبعاد مُمَيَّزة بالأبعاد التي تحدد التسامحات، ومتطلبات تشطيب الأسطح، والميزات الحرجة. فالنموذج ثلاثي الأبعاد يُبيِّن لها الشكل الذي يجب تصنيعه؛ أما الرسم البياني فيُحدِّد بدقة كيفية تصنيعه.
قبل إرسال الملف، تحقَّق مرتين من هذه المشكلات الشائعة:
- هل تم تحديد جميع الأبعاد بوضوح مع تسامحات مناسبة؟
- هل حددت أي الميزات حرجة وأيها تخضع لتسامح عام؟
- هل تم تحديد درجة المادة صراحةً (وليس فقط «ألمنيوم»، بل «6061-T6» مثلاً)؟
- هل تم تسجيل متطلبات تشطيب الأسطح باستخدام قيم Ra القياسية؟
- هل أدرجت الكمية المطلوبة وتاريخ التسليم المستهدف؟
عملية الاقتباس والمراجعة
بمجرد وصول ملفاتك، تبدأ عملية إعداد العرض السعري — وهي عملية أكثر تعقيدًا مما يدركه العديد من العملاء. ووفقًا لدليل طلب الاقتباس (RFQ) الخاص بشركة ستكيير ماشين، يقوم أعضاء فريق الورشة ذوي الخبرة بمراجعة الحزمة بدءًا من تقييم الجدوى استنادًا إلى القدرات والخبرة الفنية.
ما الذي يحدث أثناء هذه المراجعة؟ يقوم المهندسون بفحص المخططات الهندسية الخاصة بك للبحث عن التناقضات، والتسامحات الضيقة، والمجالات التي تثير القلق، والتحديات المرتبطة بالعمليات. ويهدفون بذلك إلى اكتشاف المشكلات المحتملة قبل أن تتحول إلى أخطاء مكلفة.
إن أفضل مزودي خدمات التشغيل الآلي لا يقتصر عملهم على إعداد عروض أسعار لما طلبته فقط، بل يقترحون أيضًا تحسينات. ويُعنى تحليل التصنيع من حيث التصميم (DFM) بتحديد الفرص المتاحة لـ:
- تقليل التكاليف من خلال استبدال المواد أو تبسيط الأشكال الهندسية
- تحسين الجودة عن طريق تعديل التسامحات في المواصفات غير الحرجة
- تقليل فترات التسليم عن طريق اختيار عمليات تصنيع تكون أكثر ملاءمةً للشكل الهندسي المطلوب
- القضاء على حالات الفشل المحتملة من خلال تحديد الجدران الرقيقة، والزوايا الداخلية الحادة، أو أي سمات هندسية أخرى قد تسبب مشكلات
تحدد التعقيدات والحجم الطريقة التي يجب معالجة الأجزاء وفقها. وباستخدام هذه المعلومات، يتعاون المُقدِّرون مع المهندسين لإجراء دراسات زمنية تفصيلية أداةً بأداة وعمليةً بعملية. وتُشكِّل هذه التقديرات الزمنية للدورات العامل المحوري في كل شيء: سعة المشغلين، واحتياجات المعدات، وأخيرًا السعر الذي نقدِّمه لك.
يحتوي العرض الرسمي الذي تتلقاه عادةً على ما يلي:
- سعر الوحدة وتفصيل التكلفة الإجمالية
- المدة الزمنية التقديرية من تأكيد الطلب حتى الشحن
- تكاليف المواد (وأحيانًا تُدرَج بشكل منفصل)
- رسوم الإعداد ومتطلبات الأدوات
- أي بيانات توضيحية تتعلق بالتسامحات أو المواصفات
الإنتاج وحتى الفحص النهائي
وبعد موافقتك على العرض وتأكيد طلبك، تبدأ مرحلة تخطيط الإنتاج. ويتم إدخال طلبك في قائمة الانتظار وفقًا لمستوى تعقيده، وتوافر المواد، وجدولة الماكينات. وهنا بالضبط تبدأ أجزاؤك في التبلور فعليًّا.
وتتضمن مرحلة الإنتاج خطوات متعددة منسَّقة:
- توفير المواد —يقوم متجرك بشراء المواد الأولية وفق الدرجة المحددة من قبلك، وغالبًا ما ترفق هذه المواد بشهادات مصانع لضمان إمكانية تتبعها
- برمجة CNC —يُعدّ المهندسون مسارات الأدوات باستخدام برامج التصنيع بمساعدة الحاسوب (CAM)، مع تحسينها للسرعة والدقة وطول عمر الأداة
- إعداد الجهاز —يركب المشغلون التجهيزات (الثوابت)، ويحمّلون الأدوات، ويُعايرون الآلة خصيصًا لقطعتك المطلوبة
- إنتاج العينة الأولى —تُصنَع القطعة الأولى وتُفتش بدقةٍ شديدة قبل المتابعة إلى المرحلة التالية
- تشغيل خط الإنتاج —وبمجرد اجتياز القطعة الأولى للفحص، تُصنَع باقي القطع
- فحوصات الجودة أثناء العملية —يتحقق المشغلون من الأبعاد الحرجة طوال فترة التشغيل
- العمليات الثانوية —إذا لزم الأمر، تخضع القطع لإزالة الحواف الحادة (Deburring) أو المعالجة السطحية أو المعالجة الحرارية
- الفحص النهائي —تقاس القطع المكتملة وفق مواصفاتك باستخدام أجهزة قياس معينة ومعايرة بدقة
- التغليف والشحن —تحمي القطع بشكل مناسب وتُشحن مع الوثائق المطلوبة
تتم فحوصات الجودة باستمرار، وليس فقط في النهاية. ويشكّل الفحص الأولي للقطعة (First Article Inspection) مرحلةً بالغة الأهمية؛ إذ يتم اكتشاف أي أخطاء في البرمجة أو مشكلات في الإعداد أو أوجه نقص في التصميم قبل هدر المواد في دفعة إنتاج كاملة.
التدفق الكامل للعملية لمحة عامة
من البداية إلى النهاية، إليك الرحلة النموذجية التي يمر بها مشروعك عبر منشأة متخصصة في التشغيل الآلي الاحترافي:
- تقديم التصميم —تُقدِّم ملفات التصميم بمساعدة الحاسوب (CAD)، والرسومات، والمواصفات
- إعداد العروض السعرية —يقوم المهندسون بمراجعة الجدوى ووضع العروض السعرية
- مراجعة التصميم وتحليل قابلية التصنيع (DFM) —يتم تحديد أوجه التحسين المحتملة ومناقشتها
- تأكيد الطلب —توافق على العرض السعري وتوفِّر إذن الشراء
- جدولة الإنتاج —يُدرج طلبك في قائمة الانتظار وفقًا لالتزامات زمن التسليم
- شراء المواد —يتم توريد المواد الخام وفق مواصفاتك
- عمليات التشغيل الآلي —تُحوِّل معدات التحكم العددي بالحاسوب (CNC) المادة الخام إلى أجزاء جاهزة للاستخدام
- الفحص وضمان الجودة — يتم التحقق من الأجزاء وفقًا لمتطلبات الأبعاد والجودة
- الشحن والتسليم — تصل الأجزاء المكتملة إلى منشأتك مرفقةً بالوثائق المطلوبة
إن فهم هذه سير العمل يساعدك في تخطيط مشاريعك بشكل أكثر فعالية. فستعرف متى تتوقع التحديثات، وما المعلومات التي يحتاجها ورشة العمل الخاصة بك في كل مرحلة، وكيفية تجنّب التأخيرات التي قد تؤدي إلى تأجيل تاريخ التسليم الخاص بك.
والآن وبعد أن فهمت العملية، يصبح السؤال المنطقي التالي هو: كم سيكلّف كل هذا فعليًّا؟ إن عدّة عوامل تؤثر في التسعير بطرق ليست واضحة على الفور — ومعرفتها تساعدك في التصميم بذكاءٍ أكبر ووضع ميزانيةٍ أكثر دقة.
ما العوامل المؤثرة في تكاليف الخدمة الميكانيكية؟
إليك ما لا يخبرك به معظم الموردين مقدّمًا: السعر الذي تدفعه مقابل الأجزاء المصنّعة آليًّا يعتمد على قراراتٍ تملك أنت السيطرة عليها. فاختيار المادة، ومواصفات التحمل (التوليرنس)، ومتطلبات تشطيب السطح، وحجم الطلب — كلُّها عوامل تؤثِّر في الفاتورة النهائية التي تتلقاها، وأحيانًا تؤثِّر تأثيرًا كبيرًا. وبفهمك لهذه العوامل، تصبح أنت من يقود عملية إعداد الميزانية للمشاريع والتفاوض مع المورِّدين.
وفقًا لتحليل يونيون فاب الشامل لتوزيع التكاليف، فإن تكاليف التشغيل بالآلات الرقمية (CNC) تتفاوت بشكلٍ كبير اعتمادًا على عوامل مثل هندسة الجزء، واختيار المادة، واستراتيجية التشغيل، ومتطلبات التحمل (التوليرنس)، وحجم الإنتاج. دعنا نستعرض كلَّ عاملٍ منها كي تتمكن من اتّخاذ قراراتٍ مستنيرة قبل تقديم طلبك التالي للحصول على عرض سعر.
كيف يؤثر اختيار المادة في ميزانيتك
ينعكس اختيارك للمادة في جميع فئات التكلفة: سعر المادة الخام، ووقت التشغيل، وارتداء الأدوات، بل وحتى وزن الشحنة أثناء الشحن. فإذا اخترت بحكمة، حقّقت أقصى قيمة ممكنة. أما إذا اخترت دون تفكيرٍ كافٍ، فقد تدفع مبالغ إضافية لا تحسّن جودة منتجك بأي شكلٍ من الأشكال.
خذ تكاليف المواد الأولية وحدها في الاعتبار. وفقًا لبيانات أسعار القطاع، تندرج المواد في مستويات تكلفة مُميَّزة:
- منخفضة التكلفة ($) — الألومنيوم ومركب البولي (ميثيل) أكريلات (PMMA) يوفِّران أرخص نقطة بداية
- معتدلة التكلفة ($$) — البولي أوكسي ميثيلين (POM)، والبولي تيترافلورو إيثيلين (PTFE)، والنايلون، والمواد المركبة مثل لوحة الدوائر المطبوعة FR4
- عالية التكلفة ($$$) — النحاس والنحاس الأصفر والبرونز والحديد الصلب والفولاذ المقاوم للصدأ والبلاستيكيات الهندسية مثل البولي كربونيت (PC) والأكريلونيتريل بوتاديين ستايرين (ABS)
- فخمة التكلفة ($$$$$) — المغنيسيوم والتيتانيوم وبولي إيثر إيثير كيتون (PEEK) والسيراميك التقني
لكن سعر المادة الأولية لا يروي سوى جزءٍ من القصة. فستأخذ ورشة الآلات في منطقة خليج سان فرانسيسكو أيضًا قابلية التشغيل بالآلة في الحسبان — أي مدى سرعة وسهولة قطع المادة. فعملية تشغيل الألومنيوم بالآلة تتم بسرعة تبلغ ٣–٤ أضعاف سرعة تشغيل الفولاذ المقاوم للصدأ. ويترجم هذا الفرق في السرعة مباشرةً إلى انخفاض تكاليف العمالة ووقت التشغيل الآلي.
إليك النتيجة العملية: لا تُحدِّد استخدام التيتانيوم عندما يفي الألومنيوم باحتياجاتك. ولا تَعتمِد تلقائيًّا على الفولاذ المقاوم للصدأ عندما يوفِّر الفولاذ الكربوني مقاومة كافية للتآكل. فكل مواصفة مفرطة تزيد التكلفة دون أن تضيف قيمةً إلى تطبيقك.
العلاقة بين الدقة المطلوبة والتكلفة
المقاييس الأكثر دقة تتطلب دائمًا تكلفة أعلى — لكن العلاقة بين الدقة والتكلفة ليست خطية. ووفقًا لأبحاث شركة فيكتيف حول تصميم التصنيع، فإن التصاميم الواقعة ضمن نطاق «أقل جهد» من المقاييس تستخدم معيار ISO 2768 متوسط، الذي يمثل توازنًا جيدًا بين ما يمكن تحقيقه بسهولة باستخدام آلات التحكم العددي بالحاسوب (CNC) القياسية وما هو ضروري للأجزاء الوظيفية.
لماذا تؤدي المقاييس الدقيقة إلى ارتفاع التكاليف؟ عوامل عديدة تتضافر لتحقيق ذلك:
- انخفاض سرعات التشغيل الآلي — يتطلب تحقيق الدقة إجراء قطعٍ دقيقةٍ ومُحكمةٍ بدلًا من إزالة المواد بشكل عدواني
- عمليات إضافية — قد تحتاج الميزات إلى عمليات خشنة تليها عمليات تشطيب منفصلة
- أدوات تشغيل متخصصة — غالبًا ما تتطلب الأعمال الدقيقة أدوات قطع عالية الجودة ذات انحراف دوراني أقل
- زيادة وقت الفحص —يتطلب كل تسامح ضيق التحقق منه باستخدام معدات قياس معينة المعايرة
- معدلات رفض أعلى —يجب التخلص من الأجزاء الخارجة عن المواصفات أو إعادة معالجتها
ما أذكى نهجٍ؟ تطبيق التسامح الضيق فقط حيث تتطلبه الوظيفة. فستُخبرك أي ورشة تشغيل دقيقة للكتل في سان خوسيه أو في أي مكان آخر أنَّه يجب تحديد التسامح بقيمة ±٠٫٠٠١ بوصة فقط على الأسطح الحرجة الملتحمة، بينما تُترك السمات غير الحرجة عند التسامح القياسي ±٠٫٠٠٥ بوصة أو أكثر تساهلاً.
وفقاً لتحليل التكلفة الذي أجرته شركة إكساكت ماشين سيرفيس، من المهم تحديد التسامح اللازم والتشطيبات السطحية استناداً إلى المتطلبات الوظيفية للأجزاء لتحقيق توازنٍ بين الدقة والتكلفة.
التسعير حسب الحجم واعتبارات الإعداد
يبدأ كل تشغيل إنتاجي بالتجهيز — أي تركيب التثبيتات، وتثبيت الأدوات، ومعايرة الآلة، وتشغيل أول قطعة تجريبية. وتظل هذه التكاليف نسبيًّا ثابتة سواء كنت تُنتج ١٠ قطع أو ١٠٠٠ قطعة. وفهم هذه الديناميكية يفسِّر سبب الانخفاض الكبير في سعر القطعة الواحدة مع زيادة الكميات.
فكِّر في هذا السيناريو: تقدِّم ورشة آلات في سان خوسيه بكاليفورنيا عرض أسعار بقيمة ٥٠٠ دولار أمريكي لتكاليف التجهيز بالإضافة إلى ٢٠ دولارًا أمريكيًّا لكل قطعة كتكلفة تشغيل الآلة. فإذا طلبتَ ١٠ قطع، فإن حصة تكلفة التجهيز من تكلفة كل وحدة تبلغ ٥٠ دولارًا أمريكيًّا. أما إذا طلبتَ ١٠٠ قطعة، فتنخفض إلى ٥ دولارات أمريكية لكل وحدة. وبقيت تكلفة التشغيل ثابتة، لكن إجمالي تكلفة كل قطعة انخفض من ٧٠ دولارًا أمريكيًّا إلى ٢٥ دولارًا أمريكيًّا.
وفيما يلي عوامل التكلفة مرتبةً من الأعلى تأثيرًا إلى الأدنى تأثيرًا على إجمالي تكلفة مشروعك:
- تعقيد الجزء وهندسته — التصاميم المعقدة التي تتطلب عمليات تجهيز متعددة، أو أدوات تخصُّصية، أو تشغيل آلي باستخدام خمسة محاور، ما يستوجب أسعارًا مرتفعة
- اختيار المواد — السبائك الغريبة والمواد الصعبة التشغيل التي ترفع تكاليف المادة الخام وتكاليف المعالجة على حدٍّ سواء
- متطلبات التحمل — كل منزل عشري إضافي في درجة الدقة يضيف تكلفة غير متناسبة
- كمية الطلب — تُوزَّع تكاليف الإعداد على أحجام إنتاج أكبر، وقد تؤهِّل هذه الأحجام للحصول على أسعار جملة
- مواصفات تشطيب السطح — التشطيبات التي تتجاوز الحالة بعد التصنيع (Ra 3.2 ميكرومتر) تتطلب عمليات إضافية
- العمليات الثانوية — المعالجة الحرارية، أو الأكسدة الكهربائية، أو الطلاء المعدني، أو الدهان تُضيف تكاليف بعد التصنيع
- متطلبات المدة الزمنية — التسليم العاجل غالبًا ما يترتب عليه رسوم إضافية للاستعجال
هل ترغب في خفض التكاليف دون المساس بالوظائف؟ وفقًا لأفضل الممارسات التصنيعية من شركة فيكتيف (Fictiv)، فإن التعديلات التصميمية التالية تحقِّق أكبر وفورات ممكنة:
- تبسيط الهندسة — تقليل الزوايا الداخلية الحادة، والجيوب العميقة، والميزات المعقدة التي تزيد من زمن التشغيل الآلي
- استخدم أحجام الأدوات القياسية — تصميم الميزات بما يتوافق مع أدوات القطع الشائعة (مثل المثاقب ومكابس النهاية) يقلل من تكاليف الإعداد والأدوات
- صمِّم لتقليل عدد مراحل التثبيت — الأجزاء القابلة للتصنيع في مرحلتين تثبيت أو أقل تجنّب وقت إعادة التموضع وتراكم التسامحات
- حدِّد التشطيبات الوظيفية فقط —اطلب أسطحًا مصقولة فقط حيثما تتطلب ذلك الجوانب الجمالية أو الوظيفية
- فكر في دفعات أكبر قليلًا —الانتقال من ٢٥ إلى ٥٠ وحدة غالبًا ما يوفِّر وفورات غير متناسبة لكل جزء
تستخدم ورش الآلات في منطقة خليج سان فرانسيسكو وورش التصنيع الدقيقة في جميع أنحاء الولايات المتحدة هياكل تكاليف مماثلة. وبفهم العوامل التي تُحدِّد أسعارها، يمكنك تصميم أجزاء أكثر ذكاءً، وتقديم عروض أسعار أفضل إعدادًا، والتفاوض من موقع المعرفة بدلًا من التخمين.
تصبح هذه العوامل المؤثرة في التكلفة بالغة الأهمية عندما يتطلّب مشروعك شهادات معتمدة خاصة بالصناعة. فتطبيقات الطيران والفضاء، والسيارات، والرعاية الصحية تضيف متطلبات امتثال تؤثر في كلٍّ من التسعير واختيار الشركاء — وهي مواضيع سنستعرضها في الخطوة التالية.
تطبيقات الصناعة ومتطلبات الشهادات
هل تعتقد أن جميع مزودي عمليات التشغيل الآلي متساوون؟ فكّر مرة أخرى. فالورشة التي تُنتج الأجزاء المعدنية الزخرفية تعمل وفق قواعد مختلفة تمامًا عن تلك التي تُصنّع أقواس الطائرات أو الغرسات الجراحية. فصناعتك لا تؤثر فقط في ما تُنتجه، بل تُحدّد أيضًا كيفية تشغيل شريكك في عمليات التشغيل الآلي، وكيفية توثيقه والتحقق من كل خطوة في عملية الإنتاج.
إن فهم متطلبات هذه الشهادات يساعدك على تقييم الشركاء المحتملين وتجنب الأخطاء المكلفة. ووفقًا لأبحاث الشهادات التصنيعية، فإن الشهادات الخاصة بعمليات التشغيل الآلي ليست مجرد إجراء شكلي، بل هي شرطٌ جوهريٌّ يحكم اختيار المورِّدين وأهلية التعاقد معهم والامتثال للوائح التنظيمية.
متطلبات وشهادات مكونات الصناعة automotive
تتطلب صناعة السيارات الاتساق على نطاق واسع. وعند إنتاج آلاف المكونات المتطابقة المُخصصة لخطوط تجميع المركبات، فإن التباين ليس أمراً غير مرغوب فيه فحسب، بل هو أمرٌ غير مقبول على الإطلاق. ولهذا السبب تطلب شركات تصنيع المعدات الأصلية (OEMs) في قطاع السيارات من الموردين الامتثال لمعايير اعتماد صارمة قبل منح العقود.
شهادة IATF 16949 يُعَدّ معيار IATF 16949 المعيار الذهبي لإدارة جودة قطاع السيارات. وقد نشره الفريق الدولي المعني بمهام السيارات (IATF)، وهو يرتكز على معيار ISO 9001 مع إضافة متطلبات محددة لقطاع السيارات. ووفقاً لـ إرشادات الاعتماد الصادرة عن رابطة مصنّعي المعدات الصناعية الأمريكية (AIAG) ، يحدد معيار IATF 16949:2016 متطلبات نظام إدارة الجودة للمنظمات العاملة في قطاع السيارات عالمياً.
ما الذي يميّز معيار IATF 16949 عن شهادات الجودة العامة؟ يركّز هذا المعيار على ما يلي:
- منع العيوب — منهجيات منهجية لتحديد الفشلات المحتملة والقضاء عليها قبل وقوعها
- خفض التباين — بروتوكولات تحسين مستمر تُعزِّز التحكم في العمليات تدريجياً
- القضاء على الهدر — مبادئ التصنيع الرشيق المُدمجة في إدارة الجودة
- متطلبات العملاء الخاصة — المرونة في دمج مواصفات الشركات المصنعة الأصلية (OEM) الفردية
رقابة العملية الإحصائية (SPC) تلعب دورًا حيويًّا في التصنيع automotive. وبدلًا من فحص القطع بعد الإنتاج، تراقب أنظمة التحكم الإحصائي في العمليات (SPC) العمليات في الوقت الفعلي لاكتشاف أي انحرافات قبل أن تؤدي إلى إنتاج مكونات معيبة. وتصبح مخططات التحكم ومؤشرات القدرة وتحليل الاتجاهات أدوات قياسية للمنشآت الحاصلة على الشهادات.
وبالنسبة لمراكز تشغيل الآلات باستخدام الحاسب الآلي (CNC) في كاليفورنيا، ولمرافق مراكز تشغيل الآلات باستخدام الحاسب الآلي (CNC) المتخصصة في قطاع الطيران والتي تخدم العملاء في قطاع السيارات، فإن هذه الشهادات ليست مجرد امتيازات اختيارية — بل هي شروطٌ مسبقةٌ لمزاولة النشاط التجاري. وتطلب الشركات المصنعة الأصلية الكبرى، ومنها جنرال موتورز وفورد وستيلانتيس، الحصول على شهادة IATF 16949 من موردي عمليات التشغيل الآلي لديها.
المرافق المعتمدة مثل تكنولوجيا المعادن شاوي يي تلبية متطلبات قطاع صناعة السيارات من خلال شهادة IATF 16949 والبروتوكولات الصارمة لضبط العمليات الإحصائية (SPC). وتؤدي عملياتها إلى إنتاج وحدات هيكلية ذات تحمل عالٍ ومكونات دقيقة، مع الحفاظ على الوثائق والقدرة على تتبع المكونات التي يتطلبها سلسلة التوريد في قطاع السيارات.
معايير الدقة في صناعة الطيران والفضاء
إذا كانت متطلبات قطاع السيارات تتمحور حول الاتساق، فإن متطلبات قطاع الطيران والفضاء تتمحور حول الكمال — مع إثبات مكتوب. ويجب توثيق كل مادةٍ، وكل عمليةٍ، وكل قياسٍ، مع ضمان إمكانية تتبعها. وعندما قد تؤدي فشل المكونات إلى عواقب كارثية، فإن متطلبات الشهادات تعكس هذه المخاطر الجسيمة.
شهادة AS9100 تُبنى شهادة AS9100 على أساس معيار ISO 9001، مع إضافة متطلبات جودة صارمة مصممة خصيصًا لقطاعات الطيران والدفاع والأنظمة الفضائية. ووفقًا لأبحاث القطاع، فإن أكثر من ٨٠٪ من شركات الطيران العالمية تشترط حصول مورِّدي ماكينات التحكم العددي (CNC) على شهادة AS9100.
ما الذي يميز معيار AS9100 عن معايير الجودة العامة؟
- تتبع المواد بالكامل —يرتبط كل مكوِّنٍ بالمواد الأولية المعتمدة، مع توثيق أرقام الدفعات الحرارية وشهادات المصانع
- فحص القطعة الأولى (FAI) — وثائق متوافقة مع معيار AS9102 تُثبت أن الإنتاج الأولي يفي بجميع المواصفات
- إدارة الإعدادات — ضوابط صارمة لإدارة المراجع تضمن توافق الأجزاء مع الإصدارات الهندسية الحالية
- إدارة المخاطر — عمليات رسمية لتحديد المشكلات المحتملة المتعلقة بالجودة وتقييمها والتخفيف من آثارها
- الوقاية من قطع الغيار المزيفة — إجراءات التحقق تضمن أصالة المواد
تستمر أعباء التوثيق طوال دورة الإنتاج. ويجب أن تحتفظ ورشة تشغيل بالحاسوب العددي (CNC) في كاليفورنيا، والتي تخدم العملاء في قطاع الفضاء الجوي، بسجلات توضح ما يلي:
- شهادات المواد الأولية والتحقق من مصدرها
- مسارات الأدوات وبرامج التشغيل بالحاسوب العددي (CNC) المستخدمة في كل عملية
- مؤهلات المشغلين وسجلات تدريبهم
- حالة المعايرة لجميع معدات القياس
- بيانات الفحص الكاملة لكل بُعدٍ حرجٍ
بالنسبة لمزودي خدمات تصنيع المعادن في سان خوسيه بكاليفورنيا والمحلات الإقليمية الأخرى، فإن الحصول على شهادة AS9100 يتطلب استثمارًا كبيرًا في نظم التوثيق والتدريب والاستعداد للتدقيق. ومع ذلك، فإن هذه الشهادة تفتح الباب أمام عقود الطيران التي لا يمكن لمنافسين غير مُصدَّقين السعي وراءها.
اعتبارات تصنيع الأجهزة الطبية
ويُضيف تصنيع الأجهزة الطبية طبقةً إضافيةً من التعقيد التنظيمي. وعندما تصبح المكونات المصنَّعة جزءًا من معدات التشخيص أو الأجهزة القابلة للغرس، فإن سلامة المريض تُشكِّل المحرك الرئيسي وراء كل متطلَّب.
وفقًا لـ التوجيه التنظيمي لإدارة الأغذية والأدوية (FDA) يجب على المصنِّعين إنشاء أنظمة الجودة واتباعها لضمان أن منتجاتهم تفي باستمرار بالمتطلبات والمواصفات المطبَّقة. وتُعرف أنظمة الجودة هذه الخاصة بالأجهزة الخاضعة لتنظيم إدارة الأغذية والأدوية باسم «ممارسات التصنيع الجيدة الحالية» (CGMP).
شهادة ISO 13485 يركِّز تحديدًا على إدارة جودة الأجهزة الطبية. وعلى الرغم من تشابه هيكله مع معيار ISO 9001، فإنه يضيف متطلباتٍ تشمل:
- ضوابط التصميم —التحقق المنهجي من أن الأجهزة تفي بمتطلبات الاستخدام المقصود منها
- التحقق من صحة العملية —إثبات موثَّق بأن عمليات التصنيع تُنتج نتائج مقبولة بشكلٍ ثابتٍ ومستمرٍ
- توثيق التوافق الحيوي —إثباتٌ على أن المواد لن تُسبِّب ردود أفعال سلبية لدى المرضى
- التحقق من التعقيم —التحقق من أن عمليات التعقيم تحقِّق مستويات الضمان المطلوبة للتعقيم
- التعامل مع الشكاوى —أنظمة رسمية لتتبع المشكلات المتعلقة بالمنتج والتحقيق فيها
توفر لائحة إدارة الأغذية والأدوية الأمريكية (FDA) الخاصة بنظام الجودة (الجزء 820 من اللائحة الاتحادية رقم 21) الإطار التنظيمي في الولايات المتحدة. ووفقاً لوثائق إدارة الأغذية والأدوية، فإن لائحة نظام الجودة تتبنَّى نهجاً «شاملاً» يتطلب من الشركات المصنِّعة وضع إجراءاتٍ ومن ثم اتباعها، بحيث تكون هذه الإجراءات مناسبةً لأجهزتها المحددة.
ما المقصود بهذا بالنسبة لشريكك في التشغيل الآلي؟ يجب عليه أن يحتفظ بما يلي:
- سجلات كاملة لتاريخ الجهاز لكل دفعة يتم إنتاجها
- عمليات تصنيع مُصادَقٌ عليها مع معايير موثَّقة
- أجهزة قياس مُعايرةٌ ومُتتبَّعةٌ إلى المعايير الوطنية
- البيئات الخاضعة للرقابة والمناسبة لمتطلبات المنتج
- سجلات تدريب الموظفين التي تُثبت كفاءتهم
أصدرت إدارة الأغذية والأدوية الأمريكية (FDA) مؤخرًا القاعدة النهائية لتنظيم نظام إدارة الجودة (QMSR)، والتي تدمج معيار ISO 13485:2016 في الإطار التنظيمي. ويعني هذا التوحيد أن موردي ماكينات تصنيع الأجهزة الطبية باتوا في ازديادٍ يحتاجون إلى الامتثال المزدوج لمتطلبات إدارة الأغذية والأدوية الأمريكية (FDA) والمعايير الدولية على حدٍّ سواء.
اختيار الشريك المعتمَد المناسب
يحدِّد قطاع عملك الشهادات التي تكتسب أهميةً قصوى. وفيما يلي مرجعٌ سريع:
| الصناعة | الشهادة الأساسية | الشروط الرئيسية |
|---|---|---|
| سيارات | IATF 16949 | التحكم الإحصائي في العمليات (SPC)، ومنع العيوب، والمتطلبات الخاصة بالعملاء |
| الفضاء/الدفاع | AS9100 | إمكانية التتبع الكامل، والفحص الأولي للقطع (FAI)، وإدارة التكوين |
| الأجهزة الطبية | ISO 13485 | ضوابط التصميم، وتحقق العمليات، ومعالجة الشكاوى |
| الصناعة العامة | ISO 9001 | المبادئ الأساسية لإدارة الجودة، والتحسين المستمر |
لا تفترض أن ورشة العمل المعتمدة في مجال صناعي واحد مؤهلة تلقائيًا للعمل في مجال صناعي آخر. فقد تفتقر المورِّدون في قطاع الطيران والفضاء، الحاصلون على شهادة AS9100، إلى أنظمة الإنتاج الضخم التي تتطلبها صناعة السيارات. كما قد لا يمتلك متخصصو الأجهزة الطبية خبرةً في التعامل مع السبائك الغريبة التي يقتضيها قطاع الطيران والفضاء.
عند تقييم الشركاء المحتملين، تحقَّق من الشهادات مباشرةً. اطلب نسخًا من الشهادات، وافحص تواريخ انتهائها، وتأكد من أن نطاق الاعتماد يشمل أنواع منتجاتك المحددة. وتُوفِّر هيئات الاعتماد قواعد بيانات عامة يمكنك من خلالها التحقق من حالة المورد بشكل مستقل.
تؤدي هذه المتطلبات المتعلقة بالاعتماد إلى زيادة التكلفة والتعقيد في خدمات التشغيل الآلي — لكن وجودها مُبرَّرٌ تمامًا. فعندما تُدمج مكوناتك في المركبات أو الطائرات أو الأجهزة الطبية، فإن المخاطر المرتبطة بذلك تبرِّر الاستثمار في أنظمة جودة صارمة. وبفهمك لمتطلبات كل قطاع على حدة، يمكنك اختيار شركاء قادرين حقًّا على الوفاء بوعودهم.
تُنشئ الشهادات أنظمة الجودة الأساسية، ولكن كيف يتحقق مقدمو خدمات التشغيل الآلي فعليًّا من أن الأجزاء الفردية تتوافق مع مواصفاتك؟ والإجابة تكمن في أساليب الفحص وبروتوكولات ضمان الجودة—وهي موضوعنا التالي.
ضمان الجودة والتحقق من التحمل
يتمتّع شريكك في مجال التشغيل الآلي بشهادةٍ مذهلة. لكن السؤال الحقيقي هو: كيف يثبت فعليًّا أن أجزائك تتوافق مع المواصفات المطلوبة؟ فالشهادات تُنشئ الأنظمة، أما الفحص فيُحقِّق النتائج. ويساعدك فهم الطريقة التي تقيس بها المرافق المهنية الأبعاد، وتُوثِّقها، وتتحقق منها، على تقييم ادّعاءات الجودة وتفسير تقارير الفحص التي تتلقاها مع شحناتك.
سواء كنت تعمل مع منشأة ورشة تشغيل آلي في سانتا كلارا أو تشتري من ورش تشغيل آلي في سانتا كلارا بكاليفورنيا، فإن أساسيات ضمان الجودة تبقى متسقةً عبر مقدّمي الخدمة الموثوقين.
فهم مواصفات التحمل
قبل إجراء أي قياس، يجب أن يتفق الجميع على معنى مصطلح "مقبول". وتحدد مواصفات التحمل الانحراف المسموح به عن الأبعاد الاسمية، ويساعد فهم هذه اللغة في التواصل الفعّال مع شريكك في عمليات التشغيل الآلية.
تظهر التحملات بعدة أشكال على الرسومات الهندسية:
- التحملات الثنائية — الانحراف المسموح به في كلا الاتجاهين (مثل: ٢٥٫٠٠ ±٠٫٠٥ مم)
- التحملات أحادية الجانب — الانحراف المسموح به في اتجاه واحد فقط (مثل: ٢٥٫٠٠ +٠٫٠٠/-٠٫١٠ مم)
- أبعاد الحدود — القيم القصوى والدنيا المحددة صراحةً (مثل: ٢٤٫٩٥–٢٥٫٠٥ مم)
- إشارات نظام الأبعاد والتحملات الهندسية (GD&T) — رموز الأبعاد والتحملات الهندسية التي تتحكم في الشكل والموضع والاتجاه
ولماذا يكتسب هذا الأمر أهميةً في التحقق من الجودة؟ وفقًا لـ بحث مقياس التنسيق الآلي (CMM) يمكن للأنظمة المتقدمة قياس الأشكال الهندسية المعقدة بدقة استثنائية، وغالبًا ما تحقق عدم يقين في القياس ضمن حدود الميكرومتر. لكن حتى أكثر المعدات تطورًا لا قيمة لها إذا لم تُعرَّف مواصفات التحمل بوضوح.
تبدأ عملية الفحص بالرسم البياني الخاص بك. ويتم قياس كل بعد مُشار إليه على أنه حرجٌ وتوثيقه. أما السمات ذات التحملات القياسية فقد تخضع لفحص عيني عوضًا عن فحص شامل بنسبة ١٠٠٪ — وهي طريقة عملية توازن بين الشمولية والكفاءة من حيث التكلفة.
طرق وأجهزة الفحص
تستخدم مرافق التشغيل الآلي الخدمية الاحترافية مجموعةً متنوعةً من تقنيات الفحص، وكل منها مناسبةٌ لتحديات قياسية محددة. ويساعد فهم هذه الأدوات في إدراك ما يدخل في التحقق من صحة أجزائك.
أجهزة قياس الإحداثيات (CMMs) تمثل أجهزة قياس الإحداثيات (CMM) المعيار الذهبي للتحقق من الأبعاد. ووفقاً لوثائق الصناعة، فإن أجهزة قياس الإحداثيات تلتقط نقاط البيانات التي تعالجها البرمجيات لحساب الأبعاد والتسامحات والعلاقات الهندسية. وتُشغَّل هذه الأجهزة المتطورة ضمن نظام إحداثي ثلاثي الأبعاد، مستخدمةً المحاور X وY وZ لتحديد المواقع الدقيقة.
ما الذي يجعل أجهزة قياس الإحداثيات (CMM) ذات قيمةٍ خاصة؟ فهي تتفوق في:
- قياس الهندسات الثلاثية الأبعاد المعقدة التي لا يمكن للأدوات اليدوية الوصول إليها
- توفير نتائج قابلة للتكرار وغير معتمدة على عامل التشغيل
- إنشاء تقارير فحص آلية مرفقة بكافة الوثائق والبيانات
- التحقق من مواصفات هندسة التصميم والتصنيع (GD&T)، بما في ذلك التسامحات الخاصة بالموضع الحقيقي والملف الشخصي
المقارنات البصرية إسقاط ملفات أجزاء مكبَّرة على شاشات لمقارنة مرئية مقابل طبقات مرجعية. وتؤدي هذه الأنظمة غير التماسية أداءً جيداً في:
- الأجزاء الهشة أو التي يسهل تشويهها
- ملفات الخيوط وأسنان التروس
- انكسارات الحواف والتشطيبات المائلة
- التحقق البصري السريع أثناء الإنتاج
أجهزة قياس خشونة السطح قياس النسيج المجهرى لأسطح الأجزاء المصنعة. وعندما يحدد الرسم الفنى قيم Ra (متوسط الخشونة الحسابى)، فإن هذه الأجهزة تتحقق من المطابقة عن طريق سحب مسبار عبر السطح وتحليل الملف الناتج.
إليك مقارنة بين طرق الفحص الشائعة:
| طريقة الفحص | الدقة النموذجية | أفضل التطبيقات | القيود |
|---|---|---|---|
| آلة قياس الإحداثيات (CMM) باللمس | ±٠٫٠٠١–٠٫٠٠٣ مم | الهندسة ثلاثية الأبعاد المعقدة، والتحقق من مواصفات الهندسة الهندسية والتوصيف الهندسى (GD&T)، والأجزاء المنتجة | أبطأ في القياسات البسيطة، وتتطلب بيئة خاضعة للتحكم |
| جهاز مقارنة بصري | ±٠٫٠١–٠٫٠٢٥ مم | فحص الملف، والتحقق من الخيوط، والمقارنة البصرية | ثنائية الأبعاد فقط، ويُطلب تفسير المشغل |
| ميكرومترات/كاليبرات | ±٠٫٠١–٠٫٠٢٥ مم | فحوص سريعة، الأبعاد الخارجية، الميزات البسيطة | تشغيل يدوي، محدود بالأسطح القابلة للوصول |
| أجهزة قياس الارتفاع | ±0.01mm | ارتفاعات الخطوات، مراجع المستوى المرجعي، أعمال لوحة السطح | يتطلب سطح مرجعي مستوٍ |
| جهاز قياس خشونة السطح | دقة قياس تصل إلى ٠٫٠٠١ ميكرومتر (Ra) | التحقق من نعومة السطح، التحقق من صلاحية العملية | يقاس به نسيج السطح فقط، وليس الدقة البُعدية |
| مسح ثلاثي الأبعاد | ±٠٫٠٢٥–٠٫١ مم | الأشكال المعقدة، الهندسة العكسية، رسم خرائط الانحرافات | دقة أقل من آلة القياس بالإحداثيات (CMM)، ويُتطلَّب معالجة لاحقة |
عادةً ما تجمع ورشة الآلات في سانتا كلارا بكاليفورنيا أو أي منشأة تركز على الجودة بين طرق متعددة. وتُستخدم أجهزة قياس الإحداثيات ثلاثية الأبعاد (CMMs) للتفتيش النهائي على السمات الحرجة، بينما تدعم أدوات القياس اليدوية عمليات الفحص أثناء التشغيل الآلي.
التوثيق والتتبع
لا تعني بيانات القياس شيئًا دون التوثيق المناسب. ويتجاوز ضمان الجودة الاحترافي مجرد أخذ القياسات ليشمل إمكانية التتبع الكامل من المواد الأولية وحتى الشحنة النهائية.
فحص القطعة الأولى (FAI) يشكّل التفتيش التمهيدي (FAI) أساس جودة الإنتاج. ووفقاً لأبحاث التصنيع الصادرة عن شركة PMP Metals، فإن التفتيش التمهيدي هو عملية رسمية مكتوبة تضمن أن تصنيع القطعة أو التجميع يتماشى مع مواصفات التصميم أو الرسومات أو المتطلبات المحددة من قِبل العميل أو قسم الهندسة.
ما الذي يشمله التفتيش التمهيدي الشامل؟
- رسم بالون — كل بعد مرقّم كمرجع
- جدول النتائج البعدية — القيم المقاسة مُقارَنةً بالتسامحات المحددة
- شهادات المواد — توثيق يثبت صحة السبيكة والمعالجة الحرارية المستخدمة
- سجلات العمليات — معلومات حول الآلات والأدوات المستخدمة في الإنتاج
- التصديقات — توقيعات المشغل والمفتش للتأكيد على التحقق
يتم إجراء التحقق الأولي (FAI) عند النقاط الحرجة: في أول دفعات الإنتاج، وبعد التغييرات الهندسية، أو عند تغيُّر مواقع التصنيع، أو بعد فترات توقف طويلة في الإنتاج. ويُعد هذا النظام من نقاط التحقق وسيلةً لاكتشاف المشكلات قبل أن تتضاعف عبر كميات الإنتاج الكاملة.
الفحص أثناء العملية يوفر التحقق المستمر أثناء عمليات الإنتاج. ويقوم المشغلون بالتحقق من الأبعاد الحرجة على فترات منتظمة — ربما كل جزء عاشر أو خمس وعشرين جزءًا — للتأكد من استقرار العملية. وأي انحراف يُحفِّز إجراء تحقيقٍ فوري قبل أن تتراكم أجزاء غير مطابقة للمواصفات.
الفحص النهائي تتحقق البروتوكولات من الأجزاء المكتملة قبل الشحن. وحسب متطلباتك ومعايير الصناعة السائدة، قد يشمل ذلك:
- فحص جميع الخصائص الحرجة بنسبة ١٠٠٪
- أخذ عينات إحصائية استنادًا إلى حجم الدفعة ومستويات الجودة المقبولة (AQL)
- شهادة مطابقة توثِّق الامتثال للمواصفات
- تقارير أبعاد كاملة تتضمن القيم المقاسة الفعلية
أنظمة إدارة الجودة ربط هذه العناصر معًا. ووفقًا لبحث معيار ISO 9001:2015، فإن هذا المعيار المعترف به دوليًّا يُحدِّد المعايير التي يجب أن تحقِّقها الشركات وتتفوَّق عليها لتلبية توقُّعات العملاء. وقد نفَّذت ورشة الآلات الحاسبية الحاصلة على شهادة ISO نظام إدارة جودةٍ قويًّا يضمن اتساق الجودة والموثوقية.
ما المقصود فعليًّا بشهادة ISO 9001:2015 لأجزاءك؟
- توفر الإجراءات الموثَّقة عملياتٍ متسقةً بغضِّ النظر عن المشغل الذي يقوم بتنفيذ طلبك.
- تتحقق برامج المعايرة من دقة معدات القياس.
- تتناول أنظمة الإجراءات التصحيحية المشكلات بطريقة منهجية بدلًا من التكرار المتكرر لها.
- تضمن مراجعة الإدارة التحسين المستمر بدلًا من الجمود.
وبالإضافة إلى معيار ISO 9001، تُضيف الشهادات الخاصة بكل قطاع متطلباتٍ متخصِّصةً. فمعيار AS9102 ينظِّم وثائق التفتيش الأولي (FAI) في قطاع الطيران والفضاء. ويشترط معيار IATF 16949 بروتوكولات التحكم الإحصائي في العمليات (SPC) في قطاع صناعة السيارات. أما معيار ISO 13485 فيتناول إمكانية تتبع الأجهزة الطبية. وتحدد طبيعة تطبيقك المعايير الواجب تطبيقها — وكذلك الوثائق التي ينبغي أن تتوقعها من شريكك في عمليات التشغيل الآلي.
وتتلخَّص ضمانات الجودة في النهاية في الثقة التي تُؤكَّد بالدليل الملموس. فالشهادات تُنشئ أنظمةً معتمدةً، ومعدات الفحص توفِّر القدرات الفنية اللازمة، بينما تُثبت الوثائق النتائج الفعلية المحقَّقة. وعند تقييم مقدِّمي خدمات التشغيل الآلي، لا تكتفِ بالقدرات المُعلَّنة، بل احرص على فهم الكيفية التي يُجري بها هؤلاء المقدِّمون التحقق الفعلي من ما يسلِّمونه.

مقارنةً بين خدمات التشغيل الآلي وطرق التصنيع البديلة
لقد استكشفت كيفية عمل التشغيل الآلي للخدمات، وما تكلّفه، وكيف يتم التحقق من جودته. لكن السؤال الذي يُبقِي مدراء العمليات مستيقظين ليلًا هو: هل التشغيل الآلي الخارجي هو الخيار الصحيح حقًّا لمشروعك؟ أم أن الإنتاج الداخلي أو الطباعة ثلاثية الأبعاد أو الصب سيحقّق نتائج أفضل؟
والإجابة تعتمد على وضعك المحدّد — فمتطلبات الحجم، واحتياجات التحمل (التوريد)، والقيود المتعلقة بالمواد، والضغوط الزمنية، كلُّها عوامل تؤثّر في المسار الأمثل. ولنبنِ إطار قرارٍ يساعدك على تقييم هذه المفاضلات بشكل موضوعي.
التشغيل الآلي للخدمات مقابل العمليات الداخلية
ويُعَدُّ قرار التصنيع الخارجي أو الاستثمار في القدرات الداخلية أحد أكثر القرارات تأثيرًا التي تواجهها شركات التصنيع. ووفقًا لـ أبحاث الت manufacturing ، يكون من الأفضل عمومًا اللجوء إلى التصنيع الخارجي في المرحلة الأولية ما لم تكن بحاجة إلى أكثر من ٤٠٠٠–٥٠٠٠ قطعة سنويًّا، أو كانت لديك متطلبات صارمة تتعلّق بحقوق الملكية الفكرية أو الشهادات المعتمدة، أو كنت قادرًا على تحمل نفقات أولية تتراوح بين ٢٠٠٠٠٠ دولار أمريكي و٧٠٠٠٠٠ دولار أمريكي بالإضافة إلى نفقات تدريب المشغلين.
ما الذي يجعل هذه الحسابات معقدةً إلى هذا الحد؟ فكّر في المتطلبات الفعلية للتصنيع الداخلي:
- الاستثمار الرأسمالي — يمكن أن تصل تكلفة جهاز واحد لآلة التحكم العددي بالحاسوب (CNC) ذات المحاور الخمسة إلى ما بين ٢٠٠٠٠٠ دولار أمريكي و٧٠٠٠٠٠ دولار أمريكي قبل التركيب، وتوفير الأدوات، والتدريب
- مشغّلون مهرة — يظل التصنيع باستخدام آلات التحكم العددي بالحاسوب (CNC) عملية تتطلب مهاراتٍ عاليةً، وتحتاج باستمرارٍ إلى تحديث القدرات
- الصيانة المستمرة — تتطلب المعدات معايرةً منتظمةً وإصلاحًا دوريًّا واستبدالًا في نهاية المطاف
- مساحة الأرضية والمرافق — تحتاج أدوات التشغيل الآلي إلى أسسٍ مناسبةٍ، وتزويدٍ كهربائيٍّ مناسبٍ، والتحكم في المناخ
متى يكون الاستعانة بمصادر خارجية خيارًا أكثر منطقيةً؟ بالنسبة للأحجام السنوية التي تقل عن ١٠٠٠ وحدة، تُرجِّح المعادلات الرياضية بوضوحٍ اللجوءَ إلى شركاء خارجيين. فقد تقدّم ورشة تصنيع تعاقدية نموذجية عرض سعرٍ قدره ١٨ دولارًا أمريكيًّا لكل قطعةٍ في عمليات التشغيل الآلي المنخفضة الحجم للمعادن الخفيفة مثل الألومنيوم — وهي تكلفةٌ أقل بكثيرٍ من التكلفة المستهلكة على مدى الزمن لمعداتٍ مملوكةٍ تبقى جزئيًّا دون استخدام.
ومع ذلك، يتغير الحساب عند التوسع في الإنتاج. فعندما تتجاوز الكميات المنتجة سنويًّا ٥٬٠٠٠ وحدة مع التحملات القياسية، يبدأ الاستثمار الداخلي في تحقيق تكاليف أقل لكل وحدة. إذ تُوزَّع تكاليف الإعداد على عدد كافٍ من القطع بحيث يصبح التصنيع الداخلي اقتصاديًّا.
إذا كنت تبحث عن «مشغِّلين لآلات التحكم العددي بالحاسوب بالقرب مني» لأنك بحاجة إلى إنتاج نماذج أولية بشكل عرضي أو إنتاج متوسط الحجم، فإن خدمات التشغيل الآلي توفر قيمة أفضل على الأرجح مقارنةً بالاستثمار الرأسمالي.
متى يكون التصنيع الإضافي خيارًا أكثر منطقية
لقد أحدث الطباعة ثلاثية الأبعاد ثورةً في اقتصاد التصنيع — لكنها لم تحلَّ محل التشغيل الآلي. وبفهمك للمجالات التي يتفوق فيها كل أسلوب، يمكنك الاختيار المناسب.
وفقًا للمقارنة بين العمليات التي أجرتها شركة «زومتري»، تُنتج الطباعة ثلاثية الأبعاد أجزاءً جاهزة للتشغيل بسرعة، بينما يتطلب التشغيل الآلي باستخدام الحاسوب (CNC) إعدادًا فرديًّا وبرمجة يدوية عمومًا بالإضافة إلى الإشراف. ومن الشائع أن تكون تكلفة المكونات المُصنَّعة باستخدام CNC أعلى بعشر مرات من تكلفة الأجزاء المطبوعة ثلاثيًّا للأحجام المنخفضة والهندسات المعقدة.
أين تتفوق التصنيع الإضافي؟
- الهندسات الداخلية المعقدة — هياكل شبكية، وقنوات تبريد مُلائمة للشكل الهندسي، وأشكال عضوية لا يمكن لأدوات القطع الوصول إليها
- التكرار السريع — تتطلب التعديلات تغيير الملفات فقط، وليس تصنيع أدوات جديدة أو برمجتها من جديد
- إنتاج بكميات قليلة — تكاليف الإعداد ضئيلة للغاية، ما يجعل إنتاج قطعة واحدة اقتصاديًّا
- فرص دمج المكونات — يمكن تحويل التجميعات إلى مكون واحد مطبوع
إلا أن الطباعة ثلاثية الأبعاد تواجه قيودًا كبيرة. فتتفاوت عمليات الطباعة المختلفة في مقاومتها مقارنةً بالخصائص الأصلية للمواد — إذ قد تنخفض مقاومتها إلى ١٠٪ فقط من مقاومة الشد القصوى للمادة في تقنية FFF باستخدام مادة ABS، بينما قد تصل إلى ١٠٠٪ في تقنية SLS لمادة النايلون. أما التشغيل الآلي باستخدام آلات التحكم العددي (CNC) فيُنتج أجزاءً من المواد الأصلية دون انقطاع، لذا تكون مقاومتها عمومًا عالية جدًّا.
ويشكِّل تشطيب السطح تحديًّا آخر. فتتأثر جودة سطح القطع المطبوعة ثلاثيًّا عمومًا بآليات العملية — وبخاصة دقة الاتجاه العمودي (Z-resolution)، التي تؤدي إلى ظهور سطوح متدرجة واضطرابات مرئية. أما تشطيب السطح باستخدام آلات التحكم العددي (CNC) فيمكن أن يكون متجانسًا للغاية ودقيقًا جدًّا إذا بُرمت مسارات القاطع لتحقيق تشطيب ناعم.
نقطة القرار العملية؟ اختر التصنيع الإضافي للنماذج الأولية، والهندسات المعقدة، والإنتاج الذي يقل عن ٥٠ وحدة. وانتقل إلى التشغيل الآلي بالخدمات عندما تحتاج إلى خصائص مواد تصلح للإنتاج، أو تحملات دقيقة جدًّا، أو أسطح ناعمة.
بدائل الصب والقالبة
لإنتاج الكميات الكبيرة، قد لا يمثل كلٌّ من التشغيل الآلي والطباعة ثلاثية الأبعاد الخيار الأمثل لديك. ويوفِّر كلٌّ من الصب والقولبة بالحقن تكاليف أقل بكثير لكل قطعة — شريطة أن تتحمَّل استثمار تكلفة القوالب أولًا.
يمكن لقولبة الحقن إنتاج أجزاء بلاستيكية متطابقة خلال ثوانٍ بدلًا من ساعات. لكن تكلفة القوالب نفسها تتراوح بين آلاف الدولارات وсотات الآلاف منها، حسب درجة التعقيد. ولا يكون هذا الاستثمار مُبرَّرًا إلا عند إنتاج عشرات الآلاف من المكونات المتطابقة.
يُقدِّم الصب بالقالب فوائد اقتصادية مماثلة لأجزاء المعادن. ويمكن إنتاج مكونات الألومنيوم أو الزنك المعقدة بسرعة بمجرد توفر القوالب. ومع ذلك، لا يمكن للصب بالقالب أن يحقق نفس دقة التشغيل الآلي دون عمليات ثانوية، كما أن إدخال تغييرات على التصميم يتطلب تعديلات مكلفة في القوالب.
متى تتفوق هذه الطرق على التشغيل الآلي حسب الطلب؟
- أحجام تتجاوز ١٠٬٠٠٠ وحدة — تُوزَّع تكاليف القوالب على عدد كبير من الوحدات لتصبح تأثيرها على التكلفة لكل قطعة ضئيلاً للغاية
- تصاميم مستقرة — التغييرات مكلفة، لذا يجب أن تكون القطع جاهزة للإنتاج
- تسامح معتدل — الدقة الناتجة مباشرة عن الصب أو التشكيل تفي بالمتطلبات
- تشغيل إنتاجي مطوّل — سيُنتَج التصميم نفسه لعدة أشهر أو سنوات
مقارنة بين طرق التصنيع لمحة عامة
استخدم هذه الجدول المرجعي عند تقييم أساليب الإنتاج لمشروعك القادم:
| معايير | التشغيـل بالخدمة | التشغيـل داخـل المنشأة | الطباعة ثلاثية الأبعاد | حقن القالب | الصب بالضغط |
|---|---|---|---|---|---|
| نطاق الحجم المثالي | 1-5,000 وحدة | أكثر من ٥٠٠٠ وحدة سنويًّا | 1-50 وحدة | 10,000+ وحدة | أكثر من 5000 وحدة |
| خيارات المواد | معادن وبلاستيكات شبه غير محدودة | محدودة بمعدات الملكية | بوليمرات خاصة بكل عملية، وبعض المعادن | البلاستيكيات الحرارية بشكل رئيسي | سبيكة الألومنيوم، الزنك، المغنيسيوم |
| قدرة التحمل | قابل للتحقيق ±0.001" | قابل للتحقيق ±0.001" | ±٠٫٠٠٥–٠٫٠١٠ بوصة (نوعي) | ±٠٫٠٠٢–٠٫٠٠٥ بوصة (نوعي) | ±٠٫٠٠٥ بوصة (نوعي)، والتشغيـل للحصول على تحمل أضيق |
| المدة الزمنية للتسليم | أيام إلى أسابيع | ساعات إلى أيام | ساعات إلى أيام | أسابيع لإعداد القوالب، ثم إنتاج سريع | أسابيع لإعداد القوالب، ثم إنتاج سريع |
| تكلفة الإعداد/الوسائل | منخفضة-معتدلة | استثمار رأسمالي مرتفع | الحد الأدنى | من ٥٠٠٠ إلى ١٠٠٠٠٠ دولار أمريكي فأكثر للقوالب | من ١٠٠٠٠ إلى ١٠٠٠٠٠ دولار أمريكي فأكثر للقوالب المعدنية (الدايز) |
| تكلفة لكل قطعة (الكميات الصغيرة) | معتدلة | عالية | منخفضة-معتدلة | مرتفع جداً | مرتفع جداً |
| تكلفة لكل قطعة (الكميات الكبيرة) | معتدلة | منخفضة | عالية | جداً منخفض | جداً منخفض |
| مرونة التصميم | عالية | عالية | مرتفع جداً | منخفض بعد إعداد القوالب | منخفض بعد إعداد القوالب |
| قوة المادة | خصائص المواد الأصلية الكاملة | خصائص المواد الأصلية الكاملة | ١٠–١٠٠٪ حسب العملية | خصائص البوليمرات شبه الكاملة | خصائص السبائك شبه الكاملة |
اختيار القرار الصحيح لمشروعك
تعتمد طريقة التصنيع المثلى على موقع مشروعك عبر محاور قرار متعددة. فكّر في هذه السيناريوهات:
اختر الخدمة الميكانيكية عندما:
- أنت بحاجة إلى أجزاء معدنية جاهزة للإنتاج وبكميات تتراوح بين ١٠ وآلاف القطع
- المتطلبات تشمل تحملات أضيق من ±٠٫٠٠٥ بوصة
- قد يتطور تصميمك استنادًا إلى نتائج الاختبارات أو ملاحظات العملاء
- لا تمتلك رأس المال اللازم للاستثمار في المعدات أو تشغيل المشغلين المهرة
- تحتاج إلى الوصول إلى ورش عمل ماكينات خمسية المحاور أو عمليات متخصصة دون امتلاكها
اختر التشغيل الآلي الداخلي عندما:
- تتجاوز الكميات السنوية باستمرار ٥٠٠٠ وحدة من الأجزاء المتشابهة
- التحكم في زمن التسليم أمرٌ بالغ الأهمية — فأنت بحاجة إلى الأجزاء خلال ساعات، وليس أيامًا
- تشكل مخاوف حماية الملكية الفكرية (IP) خطرًا في حال الاستعانة بمصادر خارجية
- لديك بالفعل فريق عمل ماهر قادر على تشغيل المعدات، أو يمكنك تطوير مثل هذا الفريق
اختر الطباعة ثلاثية الأبعاد عندما:
- تشمل الهندسات القنوات الداخلية، والهياكل الشبكية، أو الأشكال العضوية
- أنت تقوم بتكرار التصاميم بسرعة وتحتاج إلى ملاحظات سريعة
- الكميات منخفضة جدًّا — وبخاصة النماذج الأولية الفردية
- متطلبات مقاومة المواد معتدلة
اختر الصب أو القولبة عندما:
- يكون التصميم قد استقر وتم إقراره نهائياً للإنتاج المطوّل
- تبرر الكميات استثمار الأدوات — عادةً ١٠٬٠٠٠ وحدة فأكثر
- يُعد سعر الجزء الواحد العامل الرئيسي المُحرِّك
- يمكن تحقيق متطلبات التحمل دون الحاجة إلى عمليات تشغيل ثانوية
يستفيد العديد من المشاريع من الأساليب الهجينة. فاستخدم الطباعة ثلاثية الأبعاد لإنشاء النماذج الأولية، وتحقق من صحتها باستخدام التشغيل الآلي الخارجي، ثم قم بالانتقال إلى القولبة عند استقرار التصاميم. ويمكن لمحل تشغيل آلي في سان فرانسيسكو أو محل تشغيل آلي في سان فرانسيسكو بكاليفورنيا أن يساعدك في إدارة هذه الانتقالات — حيث يقدّم العديد منها خدمات التشغيل الآلي بالإضافة إلى التوجيه بشأن الأنسب من الطرق البديلة.
بالنسبة للمصنّعين الذين يستكشفون خيارات التصنيع باستخدام الحاسب الآلي (CNC) في كاليفورنيا أو بالقرب منها، يظل إطار اتخاذ القرار متسقًا بغض النظر عن الموقع. قيِّم توقعاتك للحجم الإنتاجي، ومتطلبات التحمل (الدقة)، والضغوط الزمنية، والقيود الرأسمالية. ويظهر الأسلوب التصنيعي المناسب من خلال تقييمٍ صادقٍ لهذه العوامل — وليس من خلال افتراضاتٍ حول أَي تقنيةٍ هي «الأفضل».
وباستخدام هذا الإطار لاتخاذ القرار، تكون الخطوة النهائية هي اختيار شريك التصنيع المناسب لتنفيذ النهج الذي اخترته. وتُحدِّد معايير التقييم — وكذلك الأسئلة التي ينبغي أن تطرحها — ما إذا كان مشروعك سينجح أم سيواجه صعوبات.
اختيار شريك التصنيع المناسب
لقد حلَّلت العمليات، وقارنت أساليب التصنيع، وفهمت العوامل التي تؤثر في التكاليف. والآن تأتي اللحظة الحاسمة التي تُقرِّر ما إذا كان مشروعك سينجح أم سيتعثَّر: وهي اختيار شريك التصنيع المناسب. فهذا الاختيار يؤثر في كل شيء — الجودة، والتسليم، والتكلفة، وقدرتك على التوسُّع مع نمو الطلب.
وفقًا لدليل اختيار الشركاء الخاص بشركة Principal Manufacturing Corporation، فإن اختيار شريك مناسب في مجال التشغيل الآلي باستخدام الحاسب (CNC) يضمن نجاح مشروعك. ويمكن لشركة ذات خبرة واسعة أن تؤثر تأثيرًا إيجابيًا على كل جانب من جوانب عملية الإنتاج، بدءًا من الجودة ووصولًا إلى التسليم في الوقت المحدد.
سواء كنت تقيّم خيارات ورش الآلات في سان خوسيه أو تستكشف ورش الآلات في أوكلاند بكاليفورنيا، فإن هذه المعايير تساعدك على التمييز بين الشركاء الاستثنائيين والشركاء الكافيين فقط.
المعايير الرئيسية لتقييم شركاء التشغيل الآلي
ما الفرق بين شريك تشغيل آلي موثوق وشريك آخر يُسبّب تعقيدات؟ ابحث وراء الأسعار المقدَّمة لتقييم هذه العوامل الأساسية:
- الشهادات ذات الصلة — تأكَّد من حصولها على شهادة ISO 9001 كحد أدنى، بالإضافة إلى المعايير الخاصة بالصناعة مثل IATF 16949 للقطاع automotive، أو AS9100 للقطاع aerospace، أو ISO 13485 للأجهزة الطبية
- مزايا المعدات — تأكَّد من امتلاكها الآلات المناسبة لأجزاء مشروعك، سواء كانت ماكينات طحن خماسية المحاور (5-axis milling)، أو ماكينات تحويل سويسري (Swiss turning)، أو ماكينات تآكل كهربائي متخصصة (EDM)
- أداء فترة التسليم — اسأل عن مدة التسليم النموذجية لمدى أحجام الإنتاج التي تخطط لها، وعن سجلها في الوفاء بالالتزامات المتعلقة بالتسليم
- الاستجابة في التواصل — لاحظ مدى سرعة استجابتهم للاستفسارات الأولية، إذ يُعد ذلك مؤشرًا غالبًا على جودة التواصل طوال مدة المشروع
- سجل الجودة — اطلب شهادات توصية من مشاريع مشابهة، واسأل عن معدلات الرفض وتاريخ الإجراءات التصحيحية
- خبرة فنية — قيّم قدرتهم على تقديم ملاحظات حول إمكانية التصنيع (DFM) واقتراح تحسينات، وليس فقط تنفيذ الرسومات التي تزودهم بها بشكل أعمى
- القدرة وقابلية التوسع — تأكَّد من أنهم قادرون على تلبية احتياجاتك الحالية والنمو معك مع زيادة أحجام الإنتاج
ووفقًا لأبحاث القطاع، فإن الشركة ذات التوجه نحو العميل تعمل بشكل وثيق مع العميل لتقديم رؤى قيمة، ومناقشة تحسينات التصميم، واقتراح تدابير لتوفير التكاليف. ويجب أن يكون الشركاء مستشارين موثوقين يشاركون خبراتهم لمساعدة العميل على تحقيق أفضل النتائج الممكنة.
عند البحث عن ورشة تشغيل آلي في فريمونت بكاليفورنيا أو في أي مكان آخر، اطلب شهادات تقييم من عملاء سبق لهم التعامل مع الشركة في مشاريع مشابهة. فتجارب هؤلاء العملاء تكشف أكثر مما قد تقدمه أي عرض مبيعات.
الاستعداد لنجاح مشروعك
حتى أفضل شريك تصنيعي لا يمكنه تعويض المشاريع التي لم تُعدّ جيدًا. ولتبدأ مشروعك على قاعدة ناجحة، راعِ العناصر التالية قبل إرسال طلبك الأول للحصول على عرض أسعار:
- ملفات التصميم الكاملة — قدِّم نماذج النماذج ثلاثية الأبعاد (CAD) بصيغة STEP (وهي الصيغة المفضلة)، والرسومات ثنائية الأبعاد المُقاسة مع تحديد التسامحات بوضوح
- مواصفات المادة — حدِّد الدرجات المحددة بدقة، وليس فقط عائلات المواد (مثل: "6061-T6" بدلًا من مجرد قول "ألمنيوم")
- تحديد الخصائص الحرجة — سلِّط الضوء على الأبعاد والخصائص التي تؤثر وظيفيًّا في أداء القطعة، مُميِّزًا إياها عن التسامحات العامة
- متطلبات الكميات والجدول الزمني — كن واضحًا بشأن أحجام الإنتاج، وتاريخ التسليم، وما إذا كانت هذه المتطلبات قد تتغيَّر لاحقًا
- متطلبات الوثائق المتعلقة بالجودة — حدد تقارير الفحص أو الشهادات أو متطلبات إمكانية التتبع التي تحتاجها
وفقًا للدليل التصنيعي الخاص بشركة Fictiv، فإن التعاون مع شريك تصنيعي خبير منذ المرحلة الأولى يوفِّر مسارًا مبسَّطًا لشراء القطع خلال عملية تطوير المنتج، ويساعد في تقليل المخاطر في المراحل اللاحقة.
كلما زادت السياق الذي تقدمه مُقدَّمًا، زادت دقة الاقتباسات التي تتلقاها. ولا تجعل الشركاء المحتملين يخمنون المتطلبات — فالغموض يؤدي إما إلى ارتفاع الأسعار (لأنهم يغطون المجهولات) أو إلى مفاجآت لاحقًا عندما تتبين خطأ الافتراضات.
قد تقدِّم ورش محلية مثل ورشة خوسيه للمعالجة الميكانيكية أو ورشة دياس للمعالجة الميكانيكية مزايا للتعاون وجهاً لوجه أثناء المشاريع المعقدة. ومع ذلك، لا تقتصر بحثك جغرافياً إذا كانت القدرات المتخصصة أهم من القرب الجغرافي.
التوسع من النموذج الأولي إلى الإنتاج
إليك ما يفاجئ العديد من المصنِّعين: فالورشة التي تتفوق في تصنيع النماذج الأولية قد تواجه صعوبات في التعامل مع أحجام الإنتاج الكبيرة — والعكس صحيح. ولذلك فإن العثور على شريكٍ قادرٍ على إدارة كلا المرحلتين ينقذك من تغيير المورِّدين وسط المشروع، وهو أمرٌ مؤلمٌ ومُعقِّد.
وفقاً لأبحاث التصنيع، من الضروري العمل مع شركةٍ قادرةٍ على استيعاب النمو المستقبلي. فمع توسع نشاطك التجاري أو زيادة متطلبات المشروع، يستطيع الشريك الموثوق به التعامل بسلاسة مع أحجام إنتاج أكبر والمتطلبات المتغيرة.
كيف تبدو قابلية التوسع في الممارسة العملية؟
- مرونة النموذج الأولي — القدرة على إنتاج كميات صغيرة بسرعة، وغالبًا ما تكون مدة التسليم يومًا واحدًا لتلبية الاحتياجات العاجلة
- القدرة على الإنتاج الانتقالي — التعامل مع الإنتاج بكميات منخفضة (عشرات إلى مئات الوحدات) أثناء قيامك بالتحقق من صحة التصاميم
- القدرة الإنتاجية — توفر المعدات والقوى العاملة اللازمة لدعم إنتاج آلاف القطع شهريًّا عند ظهور الطلب الفعلي
- اتساق العملية — الحفاظ على معايير الجودة المتطابقة بغض النظر عن حجم الدفعة
- الاستجابة للطلب — زيادة أو خفض الكميات حسب الحاجة دون المساس بجداول التسليم المتفق عليها
كما يدرك شركاء التشغيل الآلي القابلون للتوسع أهمية الاستثمار في أحدث التقنيات. ويقومون باستمرار بتحديث معداتهم وبرمجياتهم وعمليات التصنيع لديهم للبقاء في صدارة المنافسة وتلبية المتطلبات الصناعية المتغيرة.
وبالنسبة للتطبيقات automotive على وجه التحديد: تكنولوجيا المعادن شاوي يي يُجسِّد هذا النموذج القابل للتوسُّع. وتقدِّم منشأتهم خدمات التصنيع باستخدام الحاسب الآلي (CNC) الدقيقة، مع فترات تسليم تصل إلى يوم عمل واحد فقط للنماذج الأولية العاجلة، مع الحفاظ في الوقت نفسه على القدرة الإنتاجية وشهادة IATF 16949 والبروتوكولات الصارمة لمراقبة العمليات الإحصائية (SPC) التي تتطلبها سلاسل التوريد في قطاع السيارات. ويؤدي هذا المزيج من السرعة والحجم إلى ضمان ألا تتجاوز احتياجات مشروعك قدرات شريكك أثناء تطور المشروع من مرحلة الفكرة إلى الإنتاج الكامل.
أسئلة يجب طرحها قبل الالتزام
قبل توقيع أمر الشراء الأول، احصل على إجابات واضحة لهذه الأسئلة الحرجة:
- ما الشهادات التي تمتلكونها، ومتى كانت آخر مرة خضعتم فيها للتدقيق؟
- هل يمكنكم مشاركة مراجع من عملاء يعملون في قطاعي؟
- ما هي فترة التسليم النموذجية لديكم لمدى الكميات الذي أحتاجه؟
- كيف تتعامل مع التغييرات في التصميم أثناء الإنتاج؟
- ما هي القدرات الفاحصة المتاحة لديكم داخليًّا؟
- كيف ستقومون بإبلاغي بحالة المشروع وأي مشكلات قد تظهر؟
- ماذا يحدث إذا لم تستوفِ القطع المواصفات المطلوبة؟
إن هذه الإجابات تكشف ليس فقط عن الكفاءة، بل أيضًا عن الطابع المهني. فالشركاء الذين يتحاشون طرح الأسئلة أو يبالغون في وعودهم يجب أن يثير ذلك مخاوف جدية. أما الشركاء الذين يقدمون إجابات مباشرة ومحددة — بما في ذلك الاعتراف الصادق بالقيود الموجودة — فيُظهرون الشفافية التي تتطلبها العلاقات الناجحة.
يعتمد نجاح التشغيل الآلي للخدمات في النهاية على جودة الشراكة بقدر اعتماده على القدرات الفنية. فالشريك المناسب يوفّر لك الخبرة التي تفتقر إليها، ويكتشف المشكلات قبل أن تتحول إلى تكاليف باهظة، وينمو جنباً إلى جنب مع عملك. ولذلك، استثمر الوقت الكافي لاختيار الشريك بعناية، وسيحقّق مشروعك الخاص بالتشغيل الآلي النتائج المطلوبة — في الوقت المحدّد، ضمن الميزانية المُخصّصة، وبالمواصفات المطلوبة.
الأسئلة الشائعة حول التشغيل الآلي للخدمات
١. ما هو السعر بالساعة لآلة التحكم العددي المحوسبة (CNC)؟
تتراوح أسعار التشغيل الآلي باستخدام الحاسب (CNC) بالساعة عادةً بين ٣٠ و١٠٠ دولار أمريكي، وذلك حسب الموقع الجغرافي وتعقيد الماكينة والمادة التي تُعالَج. وتؤدي عوامل مثل القدرة على التشغيل الخمسي المحور (5-axis)، والتسامحات الضيقة (tight tolerances)، والمواد الغريبة إلى فرض أسعار أعلى. وغالبًا ما تُحتسب تكاليف الإعداد بشكل منفصل، وتُوزَّع على كميات الإنتاج، مما يجعل الطلبات الأكبر أكثر فعالية من حيث التكلفة لكل قطعة. أما الطلبات العاجلة فهي تتضمّن عادةً رسوماً إضافية تتراوح بين ١٥٪ و٥٠٪ فوق الأسعار القياسية.
٢. ما المقصود بالتشغيل الآلي؟
التشغيل الآلي هو عملية تصنيع تكميلية تُنشئ الأشكال المطلوبة عن طريق إزالة المواد غير المرغوب فيها من قطع العمل الأكبر. وعلى عكس الطباعة ثلاثية الأبعاد التي تضيف المادة طبقةً تلو الأخرى، فإن التشغيل الآلي يستخدم أدوات قطع دوارة أو عجلات كاشطة لتنحِت المادة الأصلية بدقة. أما التشغيل الآلي باستخدام التحكم العددي الحاسوبي (CNC) فيُجرّي هذه العملية تلقائيًا باستعمال مسارات أداة مبرمجة، مما يتيح إنتاجًا ثابتًا للأجزاء المعقدة مع تحملات دقيقة تصل إلى ±0.001 بوصة عبر المعادن والبلاستيكيات والمركبات.
٣. كم تستغرق مدة التشغيل الآلي باستخدام التحكم العددي الحاسوبي (CNC) من وقت الطلب حتى التسليم؟
تتفاوت فترات التسليم لخدمات التشغيل الآلي حسب درجة التعقيد والكمية وقدرة الورشة. ويمكن شحن النماذج الأولية البسيطة خلال ١–٣ أيام من المرافق التي تقدّم خدمة التسليم السريع. أما عمليات الإنتاج القياسية عادةً ما تتطلب ١–٣ أسابيع، وتتضمن مراجعة التصميم وبرمجة الآلة وتشغيلها والفحص. أما الأجزاء المعقدة التي تتطلب عمليات ثانوية مثل المعالجة الحرارية أو الأكسدة الكهربائية (أنودة) فهي تتطلب أيامًا إضافية. ويقدّم موردو قطع الغيار المعتمدون في قطاع السيارات، مثل شركة شاويي لتكنولوجيا المعادن، فترات تسليم سريعة جدًّا تصل إلى يوم عمل واحد فقط للنماذج الأولية العاجلة.
٤. ما صيغ الملفات التي تقبلها ورش تشغيل الآلات باستخدام الحاسوب (CNC)؟
تُفضِّل أغلب ورش الآلات الاحترافية ملفات STEP (.stp، .step) باعتبارها المعيار العالمي لتبادل النماذج ثلاثية الأبعاد، والتي يمكن قراءتها من قِبل أي برنامج CAM تقريبًا. وتظل ملفات IGES مدعومةً على نطاق واسع للهندسة السطحية والصلبة. أما ملفات DXF/DWG ثنائية الأبعاد فهي ضرورية للأجزاء المسطحة والأبعاد التكميلية. وتحفظ ملفات CAD الأصلية من برامج SolidWorks أو Inventor أو Fusion 360 النوايا التصميمية الكاملة عندما تستخدم الورش البرامج المطابقة لها. ويجب دائمًا تضمين رسومات PDF مُمَيَّزة بالأبعاد تحدِّد التسامحات وأوجه التشطيب السطحي والخصائص الحرجة.
٥. كيف أختار بين التشغيل الآلي باستخدام آلات التحكم العددي (CNC) والطباعة ثلاثية الأبعاد؟
اختر التصنيع باستخدام الحاسب الآلي (CNC) عندما تحتاج إلى قوة مادية تصلح للإنتاج، أو تحملات دقيقة تقل عن ±0.005 بوصة، أو تشطيبات سطحية ناعمة، أو أجزاء معدنية بأحجام تتجاوز ٥٠ وحدة. أما الطباعة ثلاثية الأبعاد فهي متفوقة في إنتاج هندسات داخلية معقدة، وتكرار التصاميم بسرعة، والكميات الضئيلة جدًّا، والأشكال العضوية التي يتعذَّر تصنيعها باستخدام الآلات التقليدية. وتظل خصائص المواد الأصلية محفوظة بنسبة ١٠٠٪ في الأجزاء المصنَّعة باستخدام الحاسب الآلي (CNC)، بينما تحقِّق بعض عمليات الطباعة ثلاثية الأبعاد ما نسبته ١٠–٥٠٪ فقط من قوة المادة. وكثيرٌ من المشاريع تستفيد من إعداد نماذج أولية باستخدام الطباعة ثلاثية الأبعاد، ثم الانتقال إلى التصنيع باستخدام الحاسب الآلي (CNC) للإنتاج النهائي.