 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

من رفع ملف التصميم بمساعدة الحاسوب إلى باب منزلك: كيف يعمل خدمة التصنيع باستخدام الحاسوب عبر الإنترنت فعليًّا

ما المقصود فعليًّا بخدمة التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت في التصنيع الحديث
هل سبق أن تساءلتَ كيف يحوِّل المهندسون التصميم الرقمي إلى قطعة معدنية دقيقة دون الحاجة أبدًا لزيارة ورشة آلات؟ هذا بالضبط ما تحقِّقه خدمة التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت. فكِّر فيها على أنها جسر رقمي يربط شاشة حاسوبك بمعدات التصنيع المتقدمة في أي مكانٍ من أنحاء العالم.
في جوهرها، تُعَدُّ خدمة التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت منصة قائمة على السحابة تسمح لك برفع ملفات التصميم ثلاثية الأبعاد (CAD)، والحصول فورًا على عروض أسعار، وتصنيع قطع التصنيع باستخدام الحاسب الآلي (CNC) بدقة وإرسالها مباشرةً إلى باب منزلك. لا مكالمات هاتفية. لا انتظار لأيام للحصول على العروض السعرية. ولا قيود جغرافية. فأنت ببساطة ترفع تصميمك، وتختار مواصفاتك، وتتولى المنصة كل شيء بدءًا من التشغيل الآلي وحتى فحص الجودة.
من الملف الرقمي إلى القطعة المادية
يحدث السحر من خلال تدفق رقمي مبسط عند تحميلك نموذج CAD (عادةً بتنسيق STEP أو IGES أو STL)، تقوم خوارزميات المنصة بتحليل هندسة الجزء الخاص بك فورًا. وتحسب وقت التشغيل الآلي، وتقيّم درجة التعقيد، وتُراعي تكاليف المواد. وفي غضون ثوانٍ، تتلقى عرض سعر رقمي لخدمات التشغيل الآلي بالحاسوب (CNC) الذي كان يتطلب في السابق أيامًا عديدة للحصول عليه عبر القنوات التقليدية.
تُلغي هذه العملية التصنيعية الرقمية لخدمات التشغيل الآلي بالحاسوب (CNC) تبادل الرسائل الإلكترونية المتكرر الذي كان يُشكّل في الماضي طابع العلاقات التصنيعية. وبدلًا من شرح متطلباتك لعدة مورِّدين، تقوم المنصة بقراءة ملف تصميمك مباشرةً وترجمته إلى بيانات إنتاج قابلة للتنفيذ.
ثورة التصنيع الإلكتروني
ولماذا يهم هذا؟ فغالبًا ما تتضمّن سير العمل التقليدية في عمليات التشغيل الآلي إرسال الطلبات إلى عدة ورش محلية، والانتظار لتقييمات يدوية، والمفاوضة حول الشروط. أما خدمة التشغيل الآلي بالحاسوب (CNC) عبر الإنترنت فتختصر هذه العملية بأكملها إلى دقائق بدلًا من أسابيع.
ويشمل كل منصة حديثة هذه المكونات الأساسية:
- محرك عروض الأسعار الفورية: أنظمة مدعومة بالذكاء الاصطناعي تحلل نموذجك ثلاثي الأبعاد وتولّد أسعارًا دقيقة استنادًا إلى الهندسة والتسامحات ومتطلبات الإنتاج
- واجهة اختيار المواد: مكتبات شاملة تضم المعادن والبلاستيك والمواد الخاصة مع مواصفات خصائص مفصلة
- خيارات المعالجة: الاختيار بين التشغيل بالطحن، والتشغيل بالدوران، والتشغيل متعدد المحاور، وعمليات التشطيب المختلفة المُصمَّمة خصيصًا لتطبيقك
- لوحة تتبع الطلبات: رؤية فورية في الوقت الفعلي لحالة الإنتاج ونتائج فحوصات الجودة وتحديثات الشحن
كيف تعمل عمليات التشغيل الآلي المستندة إلى السحابة
تخيَّل أنك تُرسل طلبك من جهاز الكمبيوتر المحمول الخاص بك في الساعة ٩ صباحًا، وتعرف بدقة متى ستصل أجزاءك الدقيقة — وكل ذلك دون إجراء أي مكالمة هاتفية واحدة. هذه هي قوة منصات خدمات التحكم العددي بالحاسوب (CNC) المستندة إلى السحابة.
تتبع سير العمل تسلسلاً منطقياً. أولاً، تقوم برفع ملفات التصميم الخاصة بك وتحديد المتطلبات مثل نوع المادة، والتشطيب السطحي، ومستويات التحمل. ثم يقوم النظام بإجراء تحليل تلقائي لتصميم القابلية للتصنيع (DFM)، يُبرز أي مشكلات محتملة قبل بدء الإنتاج. ويمنع هذا ارتكاب أخطاء مكلفة ويضمن أن تكون أجزاؤك مُحسَّنة لعمليات التشغيل الآلي بكفاءة.
وبمجرد الموافقة على الطلب، يتم توجيهه إلى شركاء التصنيع المعتمدين ضمن الشبكة العالمية للمنصة. وتتولى هذه المرافق التشغيل وفق بروتوكولات جودة قياسية، مما يضمن نتائج متسقة بغض النظر عن الموقع الجغرافي. وطوال فترة الإنتاج، تتحقق أنظمة مراقبة الجودة المدمجة من توافق كل بعد مع مواصفاتك المحددة.
وما النتيجة؟ اتصالٌ سلسٌ بين التصميم الرقمي والإنتاج المادي، يوفِّر أجزاء CNC دقيقةً بشكل أسرع، وأكثر شفافيةً، وغالباً ما تكون أقل تكلفةً مما تسمح به الطرق التقليدية.
فهم عمليات التصنيع باستخدام الحاسب الآلي (CNC) للطحن والتشغيل والقدرات متعددة المحاور
إذن قمت برفع ملف الـCAD الخاص بك وحصلت على عرض أسعار فوري. لكن الآن يطلب منك النظام تحديد عملية التصنيع المناسبة. هل هي الطحن باستخدام التحكم العددي (CNC)؟ أم التشغيل الدوراني باستخدام التحكم العددي (CNC)؟ أم التصنيع باستخدام ماكينة خمس محاور؟ وإذا بدت لك هذه الخيارات مُربكةً، فأنت لست الوحيد. فمعظم المنصات الإلكترونية تسرد هذه العمليات دون شرحٍ لكيفية تحديد العملية الأنسب لمشروعك.
وهذا هو الواقع: اختيار العملية المناسبة لا يتعلّق بالمصطلحات الفنية بل يتعلق بـ مطابقة شكل القطعة مع الطريقة التي تُنتجها بأكبر كفاءة ممكنة. ولنُفصّل كل خيارٍ منها بلغةٍ يمكنك استخدامها فعليًّا.
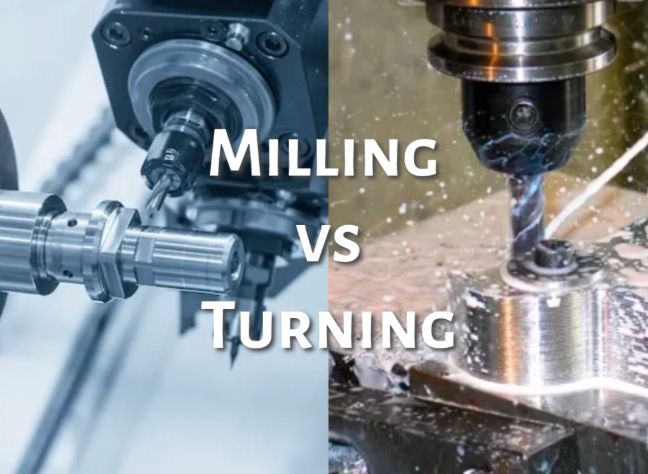
شرح مبسط للفرق بين الطحن والتشغيل الدوراني
الفرق الجوهري بين عمليتي الطحن باستخدام التحكم العددي (CNC) والتشغيل الدوراني باستخدام التحكم العددي (CNC) يعود إلى سؤالٍ واحد: ما المكوّن الذي يدور أثناء عملية القطع؟
في CNC تدوير في هذه العملية، يدور قطعة العمل الخاصة بك بسرعةٍ كبيرة بينما تزيل أداة قطع ثابتة المادة. تخيل قضيبًا دائريًا يدور داخل مخرطة بينما تقوم الأداة بإزالة المادة الزائدة. وتتفوق هذه العملية في إنتاج الأشكال الأسطوانية — مثل المحاور والدبابيس والبطانات والمكونات المُثبَّتة بالخيوط. فإذا كانت قطعتك تتكوّن أساسًا من شكل دائري أو متناظر حول محور مركزي، فإن خدمات التدوير باستخدام الحاسب الآلي (CNC Turning) عادةً ما تحقِّق أوقات إنتاج أسرع وتكاليف أقل.
في تصنيع باستخدام الحاسوب CNC أما في هذه العملية، فيحدث العكس تمامًا: فتبقى قطعة العمل ثابتة نسبيًّا بينما تتحرك أداة قطع متعددة النقاط وهي تدور عبر سطحها. فكِّر في مثقب نهاية (End Mill) يدور بسرعة عالية، ويُشكِّل جيوبًا وشقوقًا وهياكل معقدة على كتلة من الألومنيوم. وتُعدّ أجزاء التفريز باستخدام الحاسب الآلي (CNC Milling) مثاليةً عند الحاجة إلى أسطح مستوية أو ميزات مائلة أو هندسات ثلاثية الأبعاد معقدة لا تدور حول محور مركزي.
إليك طريقة عملية لاتخاذ القرار: انظر إلى المقطع العرضي لقطعتك. فإذا كان دائريًّا بالكامل، فغالبًا ما تكون عملية التشغيل بالدوران (Turning) هي الخيار الأمثل لك. أما إذا احتوت القطعة على أسطح مسطحة أو جيوب أو تفاصيل على عدة جهات، فإن الطحن يكون أكثر منطقية.
متى يكون التشغيل باستخدام آلات الخمس محاور منطقيًّا؟
يتحرك أداة القطع في الطحن القياسي ثلاثي المحاور (3-axis) على طول الاتجاهات X وY وZ. وهذا يكفي للعديد من الأجزاء، لكن ماذا يحدث عندما يحتوي تصميمك على تجاويف تحتية (Undercuts) أو أسطح منحنية أو تفاصيل بزوايا مركبة؟
وهنا تصبح خدمات التشغيل الآلي باستخدام ماكينات التحكم العددي (CNC) خماسية المحاور ضروريةً جدًّا. فهذه الماكينات المتقدمة تضيف محورين دورانيين، ما يسمح لأداة القطع بالاقتراب من قطعة العمل من أي زاوية تقريبًا. وبدلًا من إعادة وضع القطعة عدة مرات (وهو ما يؤدي إلى أخطاء في المحاذاة)، تُنفِّذ ماكينة خماسية المحاور الأشكال الهندسية المعقدة في إعداد واحد فقط.
متى يجب أن تحدِّد استخدام القدرات خماسية المحاور؟ فكِّر في هذه السيناريوهات:
- مكونات الفضاء الجوي: شفرات التوربينات، والدوارات (Impellers)، والدعائم الإنشائية ذات المنحنيات العضوية
- الغرسات الطبية: مفاصل الورك، ومكونات العمود الفقري، والأدوات الجراحية التي تتطلب أسطحًا ناعمة وملساء ذات انحناءات دقيقة
- قطع الغيار السيارات: علب المحركات ذات التجويفات العميقة والزوايا المركبة
- تجويفات القوالب: قوالب معقدة تحتوي على تجاويف عكسية (Undercuts) وتفاصيل سطحية معقدة للغاية
ما الثمن المطلوب دفعه مقابل ذلك؟ إن التشغيل الآلي الخماسي المحاور عادةً ما يكون أكثر تكلفة بسبب ارتفاع أسعار تشغيل الماكينات وتعقيد البرمجة. ومع ذلك، فإنه في حالة الأجزاء المعقدة غالبًا ما يوفّر المال إجمالاً من خلال التخلّص من الحاجة إلى إعدادات متعددة وتقليل خطر حدوث أخطاء تراكم التحملات (tolerance stack-up errors).
وبالنسبة للأجزاء الدوارة الصغيرة جدًّا والمعقدة — مثل تلك المستخدمة في الأجهزة الطبية أو الإلكترونيات — يوفّر التشغيل الآلي السويسري (Swiss machining) خيارًا متخصصًا آخر. فهذه الماكينات توجّه قضيب المادة الخام عبر بطانة (Bushing) تقع بالقرب الشديد من أداة القطع، مما يتيح دقة استثنائية في الأقطار الصغيرة جدًّا التي لا يمكن لمركبات التشغيل الدوراني القياسية تحقيقها.
مطابقة الجزء الخاص بك مع العملية المناسبة
إن الاختيار الخاطئ يعني دفع مبالغ أكبر من اللازم أو الانتظار لفترة أطول لتوصيل الطلب. واستخدم هذه المقارنة لتوجيه اختيارك:
| نوع العملية | أفضل التطبيقات | الدقة النموذجية | مستوى التعقيد | التكلفة النسبية |
|---|---|---|---|---|
| CNC تدوير | المحاور، والدبابيس، والبطانات، والقضبان المُخَرَّشة، والغلاف الأسطواني | ±0.001 بوصة إلى ±0.005 بوصة (±0.025 مم إلى ±0.127 مم) | منخفض إلى متوسط | $ (الأكثر اقتصاديةً للأجزاء الدائرية) |
| تصنيع باستخدام الحاسب الآلي بـ 3 محاور | المكونات المسطحة، والدعامات، والغلافات، والجيوب البسيطة، والفتحات | ±0.001 بوصة إلى ±0.005 بوصة (±0.025 مم إلى ±0.127 مم) | متوسطة | $$ (معياري للأجزاء الرباعية الشكل) |
| حفر CNC بـ 5 محاور | شفرات التوربينات، والعجلات الدوارة، والغرسات الطبية، والهياكل الجوية والفضائية، والقوالب المعقدة | ±٠٫٠٠٠٥ بوصة إلى ±٠٫٠٠٢ بوصة (±٠٫٠١٣ مم إلى ±٠٫٠٥ مم) | عالية | $$$ (متميز للهندسات المعقدة) |
| تشغيل سويسري | البراغي المصغَّرة، والدبابيس الطبية، والتوصيلات الإلكترونية، ومكونات الساعات | ±0.0002 بوصة إلى ±0.001 بوصة (±0.005 مم إلى ±0.025 مم) | عالية | $$$ (متخصص للأقطار الصغيرة) |
لاحظ كيف تلبي أجزاء التشغيل بالتحكم العددي الحاسوبي (CNC) بالدوران وأجزاء التشغيل بالتحكم العددي الحاسوبي (CNC) بالطحن متطلبات تصميمٍ جوهرية مختلفة. فعملية التشغيل الدقيقة بالتحكم العددي الحاسوبي ليست مسألة اختيار أكثر الخيارات تقدُّمًا، بل هي مسألة مطابقة القدرات مع احتياجاتك الفعلية.
تقدم العديد من المنصات الإلكترونية الآن توصيات آلية للعمليات استنادًا إلى الهندسة التي تقوم برفعها. ومع ذلك، فإن فهم هذه الاختلافات يساعدك على التحقق من تلك التوصيات واتخاذ قرارات مستنيرة عندما يقع مشروعك ضمن المجالات الغامضة.
وبعد تحديد العملية المناسبة، تأتي قرارك الحاسم التالي المتمثل في الاختيار من بين عشرات المواد المتاحة — وكل منها يتمتّع بخصائص مميزة تؤثر مباشرةً على الأداء وسهولة التشغيل والتكلفة.
دليل الاختيار الكامل للمواد لمشاريع التصنيع باستخدام الحاسب الآلي (CNC)
لقد اخترت عملية التشغيل بالآلة. والآن تأتي المسألة التي تؤثر مباشرةً على أداء الجزء المصنّع ومدى عمره الافتراضي وتكلفته: أي مادة يجب أن تختارها؟ ويؤثر هذا القرار في كل شيء، بدءاً من سرعة تصنيع الجزء وانتهاءً بسلوكه تحت الإجهادات الواقعية.
تقدم معظم المنصات الإلكترونية عشرات المواد المستخدمة في التشغيل بالآلة باستخدام الحاسب الآلي (CNC)، لكنها نادراً ما توضّح لماذا لماذا تختار إحداها على الأخرى. ولنُغيّر ذلك الآن. سواء كنت بحاجة إلى قوة الألومنيوم الخفيف الوزن في عمليات التصنيع باستخدام الحاسب الآلي (CNC)، أو مقاومة التآكل التي يوفّرها البرونز عند التشغيل بالآلة، فإن فهم خصائص المواد يساعدك على تحقيق توازنٍ بين الأداء والميزانية.
المعادن من أجل القوة والمتانة
تظل المعادن العمود الفقري للتصنيع الدقيق . وتجعل مزيج خصائصها — من القوة والتوصيل الحراري والمتانة — استخدامها أمراً لا غنى عنه في التطبيقات الحاملة للأحمال، والغلاف الخارجي للمكونات، والأجزاء المعرّضة لبيئات قاسية.
كعنصر أساسي في منتجاتها. يسيطر على مشهد التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت لسبب وجيه. فهو يُصنّع بسرعة، ويقلّ تكلفة إنتاجه، ويوفر نسبة ممتازة بين القوة والوزن. وتتميّز سبائك مثل 6061-T6 بمقاومة جيدة للتآكل وقدرة ممتازة على اللحام، ما يجعلها مثاليةً لتصنيع الغلاف الخارجي والدعائم والمنتجات الاستهلاكية. أما بالنسبة للتطبيقات التي تتطلّب قوة أعلى، فإن سبيكة 7075-T6 تقدّم أداءً يقترب من أداء بعض أنواع الفولاذ، وإن كان ذلك مقابل تكلفة أعلى للمواد.
فولاذ يظهر الفولاذ عندما تحتاج إلى قوة خالصة. فالفولاذ الكربوني مثل 1018 يُصنّع بسهولة ويقبل معالجات حرارية متنوعة. أما الفولاذ المسبق التصلب 4140 فيوفّر توازنًا عمليًّا للأدوات الصلبة أو المكونات المقاومة للتآكل. ومع ذلك، فإن كثافة الفولاذ تعني أجزاءً أثقل، كما أن صلابته تزيد من وقت التصنيع مقارنةً بالألمنيوم.
فولاذ مقاوم للصدأ يجمع بين مقاومة التآكل وقوة جيدة. وتُستخدم الدرجة 304 في معظم التطبيقات العامة، بينما تتفوق الدرجة 316 في البيئات البحرية والكيميائية. أما المقابل لهذا الأداء؟ فهو أن الفولاذ المقاوم للصدأ يتصلّب نتيجة التشغيل أثناء القطع، ما يستدعي خفض سرعة التشغيل واستخدام أدوات تقطيع متخصصة — وهو ما يرفع تكاليف الإنتاج.
البرونز والنحاس توفر السبائك النحاسية مزايا فريدة. ويتم تشغيل النحاس الأصفر بدقة عالية، مما يُنتج تشطيبات سطحية ممتازة مع أقل قدر ممكن من تآكل الأدوات. وهو مثالي لتصنيع الأجزاء الزخرفية، والمكونات الكهربائية، والتجهيزات. أما سبائك البرونز المستخدمة في التشغيل بالتحكم العددي (CNC)، مثل برونز التحميل C932، فهي تتفوق في تطبيقات البطانات والمحامل نظراً لخصائصها التشحيمية الطبيعية ومقاومتها للتآكل. وعند تشغيل البرونز، ستجد أنه أغلى ثمناً قليلاً من النحاس الأصفر، لكنه يستحق التكلفة في المكونات الحرجة من حيث الاحتكاك.
البلاستيكيات الهندسية للاحتياجات المتخصصة
عندما يكون الوزن أو العزل الكهربائي أو المقاومة الكيميائية أكثر أهميةً من القوة الصلبة، فإن البلاستيكيات الهندسية تُقدِّم أداءً استثنائيًّا. وغالبًا ما تحل هذه المواد محل المعادن في التطبيقات التي تبرِّر فيها خصائصها الفريدة هذا التحوُّل.
ديلرين (POM/أسيتال) يتميَّز مادة الديلرين هذه باعتبارها المادة المفضَّلة لتصنيع المكونات الميكانيكية الدقيقة. ويوفِّر هذا البلاستيك من نوع ديلرين ثباتًا أبعاديًّا استثنائيًّا، واحتكاكًا منخفضًا، ومقاومةً ممتازة للتآكل. كما أن صلابته ومقاومته للزحف تجعلانه مثاليًّا لتصنيع التروس والمحامل وميكانيكيات الانزلاق، حيث يكتسب الأداء المتسق أهميةً بالغة على مر الزمن. ويُعالَج الديلرين بسلاسةٍ فائقة — إذ تنتج عمليات التشغيل قطعًا نظيفةً، ومقاييس دقيقة جدًّا، وأسطحًا ناعمةً تمامًا.
النيلون (PA) يوفر مرونة أكبر ومقاومة أعلى للتأثير مقارنةً بمادة ديلرين. وتُعد صناعة النايلون بالقطع الآلي مناسبة جدًّا للأجزاء التي يجب أن تمتص الصدمات أو تنثني تحت الأحمال. ومع ذلك، فإن النايلون القابل للتشغيل بالقطع الآلي يمتص الرطوبة من البيئة المحيطة، مما قد يؤثر على أبعاده وخصائصه الميكانيكية. وهذه الخاصية الهيجروسكوبية تعني أن أجزاء النايلون قد تتغير قليلًا في الظروف الرطبة — وهي اعتبارٌ بالغ الأهمية في التطبيقات الدقيقة.
إذن متى تتفوق مادة ديلرين على النايلون؟ اختر ديلرين عندما تحتاج إلى:
- استقرار أبعادي متفوق في ظل تغيرات الرطوبة
- معامل احتكاك أقل في التطبيقات المنزلقة
- تسامح أضيق وتشطيب سطحي أكثر نعومة
- مقاومة التزحزح (الانزياح التدريجي) تحت الأحمال المستمرة
اختر النايلون عندما تحتاج إلى:
- مقاومة أعلى للتأثير والتعب
- مرونة أكبر واستطالة أعظم
- تكاليف مواد أقل في التطبيقات الأقل حساسية
البوليكربونات يظهر في الصورة عندما تكون الوضوح البصري أو مقاومة التصادم القصوى أمراً بالغ الأهمية. فهو أقوى بكثير من الأكريليك مع الحفاظ على شفافيته. وتُستخدم مادة البولي كربونات عادةً في الغطاء الواقي، والزجاج المراقب، ومكونات السلامة. ومع ذلك، فإنها تخدش بسهولة أكبر من الزجاج وتحتاج إلى معالجة دقيقة أثناء التشغيل الآلي لمنع التشقق الناتج عن الإجهادات.
اختيار المواد بناءً على تطبيقك
إن اختيار المادة لا يتعلّق فقط بالخصائص الفيزيائية — بل يتعلق أيضاً بمطابقة هذه الخصائص لمتطلباتك المحددة مع إدارة التكاليف. وفيما يلي مقارنة شاملة لتوجيه قراراتك:
| المادة | الخصائص الرئيسية | أفضل التطبيقات | تصنيف القابلية للتشغيل الآلي | الفئة السعرية |
|---|---|---|---|---|
| Aluminum 6061-T6 | خفيف الوزن، مقاوم للتآكل، ويمكن لحامه | الغلاف الخارجي، والدعائم، والمنتجات الاستهلاكية، ومشتِّتات الحرارة | ممتاز | $ |
| ألمنيوم 7075-T6 | قوة عالية، ومقاومة جيدة للإجهاد المتكرر | هياكل طيران فضائي، مكونات خاضعة لإجهادات عالية | جيد | $$ |
| الفولاذ 1018 | قابل للطرق، وسهل اللحام، ويمكن تقويته سطحياً | المحاور، والدبابيس، والأجزاء الميكانيكية العامة | جيد | $ |
| فولاذ 4140 | عالية القوة، وقابلة للتصنيع الحراري | التروس، والمحاور، ومكونات الأدوات | معتدلة | $$ |
| الفولاذ المقاوم للصدأ 304 | مقاومة للتآكل، وغير مغناطيسية | معدات الأغذية، والتجهيزات الطبية، والأجهزة البحرية | معتدلة | $$ |
| الفولاذ المقاوم للصدأ 316 | مقاومة متفوقة للتآكل | معالجة كيميائية، بحرية، غرسات طبية | معتدلة | $$$ |
| النحاس الأصفر C360 | قابلية ممتازة للتشغيل الآلي، موصل كهربائي | موصلات كهربائية، أجهزة تزيينية، تركيبات | ممتاز | $$ |
| النحاس الأصفر C932 | مقاوم للبلى، ذات تزييت ذاتي | حلقات ارتكاز، محامل، غسالات دفع | جيدة جدًا | $$ |
| ديلرين (POM) | منخفض الاحتكاك، مستقر أبعاديًا، صلب | ترابيع، محامل، آليات دقيقة | ممتاز | $$ |
| نايلون 6/6 | مقاوم للصدمات، مرن، قوي | أقراص مقاومة للتآكل، بكرات، مكونات هيكلية | جيد | $ |
| البوليكربونات | شفاف، مقاوم للصدمات | نوافذ رؤية، أغطية واقية، عدسات | جيد | $$ |
متى يتفوق الألومنيوم على الفولاذ؟ يتفوق الألومنيوم عندما يكون الوزن عاملًا حاسمًا، وعندما تكون مقاومة التآكل مهمة، وعندما يؤدي التشغيل الآلي الأسرع إلى خفض التكاليف. أما الفولاذ فيتفوق عندما تكون أقصى درجات القوة أو الصلادة أو مقاومة البلى هي الأولوية القصوى — وعندما لا يكون الوزن عامل تقييد.
يؤثر تصنيف قابلية التشغيل الآلي مباشرةً على هامش ربحك. فالمواد التي تحمل التصنيف «ممتازة» تُقَصّ بشكل أسرع، وتتطلب عددًا أقل من تغييرات الأدوات، وتُنتج تشطيبات سطحية أفضل مباشرةً بعد الخرج من الماكينة. ووفقًا لأبحاث صناعية حول اختيار المواد لآلات التحكم العددي الحاسوبي (CNC)، فإن قابلية التشغيل الآلي للمادة تؤثر مباشرةً على الوقت والتكلفة — إذ يمكن قص المواد ذات القابلية الجيدة للتشغيل الآلي بشكل أسرع وتتطلب تغييرات أدوات أقل، مما يقلل النفقات الإجمالية.
ضع في اعتبارك بعنايةً التنازلات بين التكلفة والأداء. فقد يكون سعر قطعة مصنوعة من النحاس الأصفر أعلى من سعر قطعة مماثلة مصنوعة من الألومنيوم من حيث تكلفة المواد الأولية، ولكن إذا وفّر النحاس الأصفر الخصائص المطلوبة لمقاومة البلى بينما يفشل الألومنيوم في الخدمة الفعلية، فإن التكلفة الأولية الأعلى تمنع حدوث عمليات استبدال مكلفة في الموقع.
وبالإضافة إلى خصائص المادة، تكتسب الشهادات أهميةً بالغةً في القطاعات الخاضعة للتنظيم. وتُقدِّم تقارير اختبار المواد (MTRs) إثباتًا موثَّقًا للتركيب والخصائص — وهي ضروريةٌ في التطبيقات الجوية والفضائية والطبية والسيارات. وعند الطلب عبر المنصات الإلكترونية، تأكَّد من أن المادة التي اخترتها تتضمَّن خيارات الشهادات المناسبة.
وبعد تحديد مادتك، تأتي العوامل الحرجة التالية — وهي التسامحات وأوجه التشطيب السطحي — التي تحدد ما إذا كانت قطعتك تفي بالمتطلبات الوظيفية أم لا، أو ما إذا كانت تقل عن التوقعات المطلوبة.
شرح تحمُّلات التصنيع وتشطيبات الأسطح في التطبيقات العملية
لقد اخترت عملية التشغيل الميكانيكي الخاصة بك وحددت المادة المثالية. والآن تأتي قرارٌ يُربك حتى المهندسين ذوي الخبرة: ما مدى ضيق التحملات التي يجب تحديدها، وما نوع تشطيب السطح الذي تحتاجه فعليًّا؟ فإذا حددت التحملات بشكل فضفاض جدًّا، فلن تعمل أجزاء التشغيل الميكانيكي الخاصة بك بشكل سليم. أما إذا حددتها بشكل ضيِّق جدًّا، فستدفع مبلغًا كبيرًا إضافيًّا دون أن تحقق أي فائدة فعلية.
إليك ما لا تخبرك به معظم المنصات: فقد يؤدي تحديد تحمُّلٍ قدره ٠٫٠٠١ بوصة، الذي على وشك تحديده، إلى مضاعفة تكلفة الجزء الخاص بك وزيادة زمن التسليم ثلاث مرات. وفهم اللحظات التي تبرِّر فيها خدمات التشغيل الميكانيكي الدقيق ارتفاع أسعارها — واللحظات التي تكون فيها التحملات القياسية كافية تمامًا — يوفِّر المال مع ضمان أداء أجزاء التشغيل الميكانيكي الدقيق الخاصة بك بالضبط كما هو مطلوب.
ما التحمُّل الذي تحتاجه فعليًّا؟
يُعرَّف التسامح بأنه مدى الانحراف المسموح به لبعدٍ ما عن قيمته المحددة. فعندما يكون قياس جزء مصنوع باستخدام آلة تحكم رقمي حاسوبي (CNC) هو ٢٥٫٠٠ مم مع تسامح ±٠٫١٠ مم، فإن أي قيمة بين ٢٤٫٩٠ مم و٢٥٫١٠ مم تمرّ بنجاح في عملية الفحص. وهذا بسيطٌ بما يكفي. لكن الآثار التصنيعية الناتجة عن تشديد هذا التسامح ليست بسيطة على الإطلاق.
التسامح القياسي في عمليات التشغيل الآلية—والذي يتراوح عادةً بين ±٠٫١٠ مم (±٠٫٠٠٤ بوصة)—يكفي بكفاءة لمعظم التطبيقات العامة. وتُدار ورشة التشغيل الآلي الخاصة بك بسرعات طبيعية، وتستخدم أدوات قياسية، وتقوم بعمليات فحص جودة روتينية. أما عند الانتقال إلى تسامح دقيق قدره ±٠٫٠٢٥ مم (±٠٫٠٠١ بوصة)، فإن كل شيء يتغير. فتصبح البيئات الخاضعة للتحكم الحراري ضرورية، وتتطلب الآلات استقرارًا حراريًّا، وتتوسّع إجراءات الفحص بشكل كبير. ووفقًا لـ أبحاث تكاليف التصنيع ، فإن الانتقال من التسامح القياسي إلى التسامح الدقيق يؤدي عادةً إلى مضاعفة التكاليف، بينما قد تؤدي المواصفات فائقة الدقة إلى زيادة النفقات بنسبة تصل إلى ٢٤ ضعفًا.
إذن، متى تبرر المواصفات الأكثر دقة الاستثمار الإضافي؟ ضع في اعتبارك هذه السيناريوهات:
- أسطح الاتصال: عندما يجب أن تنطبق مكونتان مصنوعتان باستخدام ماكينة التحكم العددي (CNC) بدقة شديدة — مثل عمود داخل محمل أو مكبس داخل أسطوانة
- واجهات التجميع: عندما يتصل جزؤك بمكونات دقيقة أخرى بمسافات فراغية ضئيلة جدًا
- تطبيقات الإغلاق (الختم): عندما تتطلب الحشوات أو الحلقات المطاطية (O-rings) ضغطًا معينًا لأداء وظيفتها
- الدوران عالي السرعة: عندما يؤدي اختلال التوازن عند التحملات الضيقة إلى اهتزاز أو فشل مبكر
بالنسبة للأبعاد غير الحرجة — مثل مناطق إزالة المادة، أو الثقوب التوصيلية، أو الميزات الجمالية — فإن التحملات القياسية عادةً ما تكون كافية تمامًا. وأغلى تحملٍ غالبًا هو ذلك الذي لا يقدّم أي فائدة وظيفية.
| فئة التحمل | النطاق النموذجي | التطبيقات | الأثر على التكلفة |
|---|---|---|---|
| قياسي/تجاري | ±٠٫١٣ مم (±٠٫٠٠٥ بوصة) | الأجزاء الميكانيكية العامة، والدعامات، والغلاف الخارجي، والميزات غير الحرجة | الأساس ($) |
| الدقة | ±٠٫٠٢٥ مم (±٠٫٠٠١ بوصة) | الأسطح المتداخلة، ومقاسات المحامل، وواجهات التجميع، والمكونات الهيدروليكية | ضعف القيمة الأساسية ($$) |
| دقة عالية | ±0.013 مم (±0.0005 بوصة) | الهياكل الجوية، والغرسات الطبية، وحوامل العدسات البصرية، والأجهزة القياسية | من 4 إلى 8 أضعاف القيمة الأساسية ($$$) |
| الدقة الفائقة | ±٠٫٠٠٢٥ مم (±٠٫٠٠٠١ بوصة) | أجهزة القياس الدقيق، وأدوات تصنيع أشباه الموصلات، والأجهزة العلمية المتخصصة | 24 ضعفًا فأكثر من القيمة الأساسية ($$$$) |
خيارات التشطيب السطحي ومتى تكون ذات أهمية
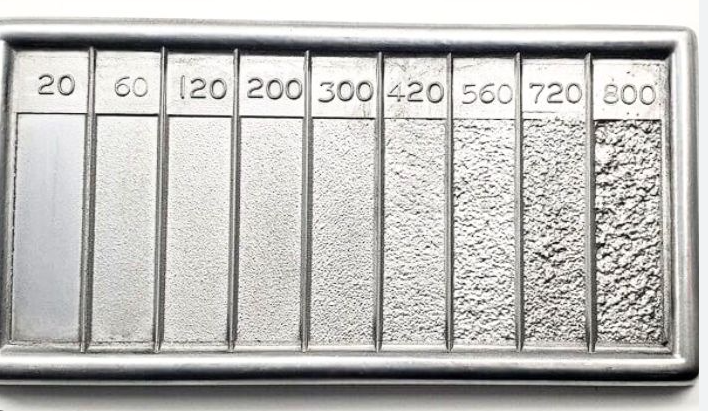
يصف تشطيب السطح نسيج السطح الخارجي لقطعتك على المستوى المجهري. ويقاس هذا التشطيب بوحدة Ra (متوسط الخشونة)، حيث تشير الأرقام الأصغر إلى أسطح أكثر نعومة. لكن ما يهم عمليًّا هو أن تشطيب السطح يؤثر في الاحتكاك والتآكل ومقاومة التآكل والشكل الظاهري.
عندما تُصنَّع القطع مباشرةً على ماكينة التحكم العددي بالحاسوب (CNC)، فإنها تخرج بتشطيب «كما صُنعت». وتبقى آثار الأدوات مرئية، لكن هذا التشطيب الأساسي غالبًا ما يكون كافيًا للمكونات الداخلية أو للقطع التي تتلقى معالجة نهائية ثانوية. ومن هذه النقطة، تتسع الخيارات وفقًا لمتطلباتك الوظيفية والجمالية:
- كما صُنعت (Ra 3.2 ميكرومتر / 125 مايكرو إنش): تشطيب آلي قياسي مع مسارات أداة مرئية. مناسب للمكونات الداخلية أو النماذج الأولية أو الأجزاء التي تتلقى تشطيبًا إضافيًا. وهو الخيار الأكثر اقتصادية.
- تشطيب آلي ناعم (Ra 1.6 ميكرومتر / 63 مايكرو بوصة): تقليل آثار الأدوات عبر معايير قطع مُحسَّنة. مناسب للأسطح المرئية العامة وأسطح التلامس المتقابلة.
- تشطيب آلي دقيق (Ra 0.8 ميكرومتر / 32 مايكرو بوصة): آثار أدوات قليلة جدًّا مرئية. مناسب للتجهيزات الدقيقة، وأسطح الإغلاق، والتطبيقات الجمالية.
- التنقية بالوسائط: ملمس غير لامع متجانس يخفي آثار التشغيل الآلي. ويُنتج مظهرًا متناسقًا على جميع الأجزاء ويحسِّن التصاق الطلاء. وغالبًا ما يُدمج مع عملية الأكسدة الكهربائية لتحقيق مظهر منتج فاخر.
- أكسدة كهربائية (النوع الثاني أو النوع الثالث): عملية كهروكيميائية تُكوِّن طبقة أكسيد متينة مقاومة للتآكل على سطح الألومنيوم. وتتوفر بعدة ألوان. ويُضيف النوع الثالث (الطبقة الصلبة) مقاومة عالية جدًّا للتآكل في التطبيقات الصعبة.
- مطلي بالمسحوق: تشطيب طلاء دائم متوفر تقريبًا بأي لون. يضيف سماكة تتراوح بين ٠٫٠٥ و٠٫١٥ مم—وهو أمر بالغ الأهمية للميزات الحساسة من حيث التحمل والتي قد تتطلب تغطية جزئية.
- مُعالَج كهربائيًا: عملية كيميائية تُنتج تشطيبات تشبه المرآة على الفولاذ المقاوم للصدأ. وتقلل من خشونة السطح مع تحسين مقاومته للتآكل. وتُستخدم عادةً في المعدات الطبية ومعدات معالجة الأغذية.
- أكسيد أسود: طلاء تحويلي للصلب يوفّر مقاومة معتدلة للتآكل ومظهرًا أسود جذّابًا. ويُحدث تغيّرًا بسيطًا جدًّا في الأبعاد.
يؤثر اختيار تشطيب السطح مباشرةً على تعقيد عملية التصنيع. وكما توضح دراسات عمليات التشطيب، فإن الطلاء الكهروستاتيكي والتوكسيد تضيفان سماكة مادية قد تتعارض مع التحملات الضيقة، مما يستلزم تغطية جزئية للميزات الحرجة—وهي عملية يدوية تستغرق وقتًا طويلاً وتزيد من التكلفة ووقت التسليم.
موازنة الدقة مع الميزانية
تتعامل الصناعات المختلفة مع التحملات والتشطيبات وفق فلسفات جوهرية مختلفة. فتطبيقات الطيران والفضاء غالبًا ما تدفع حدود الدقة إلى أقصى درجة بسبب قيود الوزن ومتطلبات السلامة—فالجرام الواحد يكتسب أهمية بالغة عند الطيران. أما الأجهزة الطبية فتركّز على التصنيع المتسق والموثوق به لضمان سلامة المريض. وفي المقابل، توازن المنتجات الاستهلاكية عادةً بين الجاذبية البصرية وكفاءة التكلفة.
والنهج الأذكى هو: تطبيق تحملات ضيقة فقط في المواضع التي تتطلبها الوظيفة. وعليه، يجب إنشاء تسلسل هرمي للتحملات:
- الأبعاد الحرجة: الميزات المؤثرة في التداخل أو الأداء الوظيفي أو السلامة—حدد تحملات دقيقة لها
- الأبعاد المهمة: الميزات المؤثرة في التجميع أو الأداء—استخدم التحملات القياسية مع شروط تفتيش واضحة
- الأبعاد المرجعية: الميزات غير الحرجة—اقبل ما تنتجه عملية التصنيع تلقائيًّا
كما أن درجة الحرارة تلعب دورًا أكبر مما يدركه العديد من المهندسين. فعلى سبيل المثال، يزداد طول قطعة ألومنيوم بطول ٣٠٠ مم بمقدار ٠٫٠٧ مم تقريبًا عن كل تغيُّر في درجة الحرارة بمقدار ١٠°م. وتحديد تحملات أضيق من التغيرات الحرارية المتوقَّعة يؤدي إلى وضع تصنيعي مستحيل.
عند رفع الملفات إلى منصة خدمة التصنيع باستخدام الحاسوب (CNC) عبر الإنترنت، ابحث عن ملاحظات تتعلق بتصميم القابلية للتصنيع (DFM)، والتي تشير إلى التحملات الضيقة غير الضرورية. فتقوم العديد من الأنظمة حاليًّا باقتراح أماكن يمكن فيها تخفيف المواصفات دون التأثير على الوظيفة — ما يوفِّر لك المال مع الحفاظ على جودة خدمات التشغيل الدقيق التي تتطلبها تطبيقاتك فعلًا.
وبعد فهم التحملات والتشطيبات، تكون جاهزًا الآن لاستكمال سير العمل الكامل الخاص بالطلب — بدءًا من إعداد ملفات النماذج ثلاثية الأبعاد (CAD) بشكل صحيح، وانتهاءً بتتبع قطعك خلال مراحل الإنتاج والتسليم.
السير الكامل للعملية من رفع ملفات النماذج ثلاثية الأبعاد (CAD) حتى تسليم القطع
لقد اخترتَ عملية التصنيع، وحددتَ المادة المناسبة، وضبطتَ التحملات التي توازن بين الدقة والميزانية. والآن حان لحظة الحقيقة: إتمام طلبك فعليًّا. ما الذي يحدث بعد النقر على زر "تحميل"؟ وما الإجراءات التي تُنفَّذ خلف الكواليس قبل أن تصل أجزاء التشغيل بالآلات الرقمية (CNC) إلى باب منشأتك؟
إن فهم هذه سلسلة العمليات يحوِّلك من عميلٍ سلبيٍّ إلى شريكٍ واعٍ في عملية التصنيع. فعندما تعرف ما الذي يحدث في كل مرحلة، يمكنك إعداد الملفات بشكل أفضل، وتوقُّع الجداول الزمنية بدقة، وتجنب الأخطاء الشائعة التي تؤخِّر المشاريع وتزيد التكاليف.
إعداد ملفات الـ CAD الخاصة بك لتحقيق النجاح
إن جهاز التشغيل بالآلات الرقمية (CNC) لا يكون بأفضل حالاته إلا إذا قدَّمتَ له ملفًّا مثاليًّا. وهذا ليس مبالغةً، بل هو واقعٌ تصنيعيٌّ. فالهندسة غير المكتملة، أو صيغ الملفات الخاطئة، أو النماذج المعقدة أكثر من اللازم، تُسبِّب مشكلات متراكمة تنتشر عبر كامل سلسلة الإنتاج.
ابدأ بصيغة الملف الصحيحة. ووفقًا لأفضل الممارسات الصناعية لإعداد ملفات التشغيل بالآلات الرقمية (CNC)، فإن الصيغ التالية هي الأنسب لخدمات التشغيل بالآلات الرقمية عبر الإنترنت:
- STEP (.stp, .step): المعيار العالمي لآلات التحكم العددي بالحاسوب (CNC). يحافظ بدقة على الهندسة الصلبة ويعمل مع ما يكاد يكون كل أنظمة التصنيع بمساعدة الحاسوب (CAM)
- IGES (.igs, .iges): تنسيق قديم لا يزال مدعومًا على نطاق واسع. مناسب لطرز الأسطح، لكنه قد يفقد أحيانًا بعض البيانات أثناء الترجمة
- باراسوليد (.x_t، .x_b): تنسيق أصلي لبرنامج SolidWorks والعديد من أنظمة التصنيع بمساعدة الحاسوب (CAM). ويتميز بالحفاظ الممتاز على الهندسة
- ملفات CAD الأصلية: تقبل بعض المنصات ملفات SolidWorks أو Fusion 360 أو Inventor مباشرةً.
تجنَّب التنسيقات القائمة على الشبكات (Mesh) مثل STL أو OBJ في عمليات التشغيل الآلي. فعلى الرغم من كونها مثالية للطباعة ثلاثية الأبعاد، فإن هذه التنسيقات تُجزِّئ المنحنيات الناعمة إلى مثلثات صغيرة جدًّا، مما يُسبِّب مشكلات في توليد مسارات الأدوات. وبذلك يصبح نصف القطر المصمم بدقةٍ شديدة مجرد تقريب متعدد الوجوه لا يمكن تشغيله آليًّا بدقة.
قبل التصدير، افحص النقاط التالية سريعًا:
- تحقق من أن طرزتك عبارة عن جسم صلب مغلق تمامًا وخالٍ من التسرب — أي دون أسطح مفتوحة أو فجوات
- أزل أي هندسة مكرَّرة أو متداخلة، لأنها تُربك برامج التصنيع بمساعدة الحاسوب (CAM)
- التخلص من الجدران الرقيقة جدًّا (أقل من ٠٫٥ مم للمعادن، وأقل من ١٫٠ مم للبلاستيك)
- تأكد من أن الزوايا الداخلية مزودة بمنحنيات (Fillets) تتطابق مع أنصاف أقطار الأدوات المتاحة
- تأكد من صحة وحدات القياس — فالأخطاء بين المليمترات والبوصات شائعة أكثر مما يتوقع المرء
من التسعير إلى جدول التسليم
بمجرد أن يصبح ملفك جاهزًا، يتبع عملية الطلب تسلسلًا منطقيًّا. وإليك بالضبط ما يحدث في كل مرحلة:
- تحميل الملف والتحليل الفوري: تقوم برفع ملف CAD الخاص بك عبر بوابة المنصة. وخلال ثوانٍ، تقوم الخوارزميات الآلية بتحليل الهندسة، وحساب حجم إزالة المادة، وتحديد التحديات المحتملة في التصنيع. وتدعم معظم المنصات رفع الملفات الدفعة الواحدة لأوامر تحتوي على أجزاء متعددة.
- اختيار المواصفات: تختار المادة والكمية ومتطلبات التحمل والتشطيب السطحي. ويُعيد النظام حساب السعر فورًا أثناء تعديلك للمعايير— مما يساعدك على إيجاد النقطة المثلى بين الأداء والميزانية.
- مراجعة إمكانية التصنيع (DFM): تقوم خوارزميات المنصة — أو المهندسون البشريون بالنسبة للأجزاء المعقدة — بتقييم تصميمك وفق قيود التصنيع. وستتلقى ملاحظاتٍ حول العناصر التي قد تسبب مشاكل: مثل الجدران الرقيقة جدًّا، أو الثقوب العميقة جدًّا، أو التراجعات (Undercuts) التي تتطلب أدوات خاصة. وهذه الخطوة تمنع المفاجآت المكلفة لاحقًا.
- إنشاء الاقتباس: تتلقى عرض سعر ملزم يشمل سعر الوحدة ورسوم الإعداد (إن وُجدت) والوقت المطلوب للتسليم وخيارات الشحن. وعادةً ما تصل عروض أسعار التشغيل الآلي عبر الإنترنت خلال دقائق لقطع الغيار القياسية، مقارنةً بأيامٍ عبر القنوات التقليدية.
- تأكيد الطلب والدفع: بمجرد موافقتك على عرض السعر، يُفعِّل معالجة الدفع جدولة الإنتاج. ويتم إدخال طلبك في قائمة التصنيع مع تحديد تاريخ التسليم المؤكد.
- تصنيع: تبدأ أجزاء التشغيل المخصصة الخاصة بك في مرحلة الإنتاج. ويقوم مبرمجو أنظمة التحكم العددي الحاسوبي (CNC) بتوليد مسارات الأدوات المُحسَّنة استنادًا إلى هندستك. ثم يقوم المشغلون بإعداد الآلات والتحقق من القطع الأولى، وتشغيل خط الإنتاج. وتراقب أنظمة الجودة الدقة البعدية طوال العملية.
- فحص الجودة: تخضع الأجزاء المُنتَجة للتحقق البُعدي مقابل مواصفاتك. ويتراوح هذا التحقق، وفقًا لمتطلباتك، بين فحص عينات عشوائية للأبعاد الحرجة وفحص شامل باستخدام جهاز قياس الإحداثيات (CMM) مع تقارير مفصلة.
- التشطيب والمعالجة اللاحقة: إذا كنت قد حددت معالجات سطحية — مثل الأكسدة الكهربائية أو الطلاء بالبودرة أو الطلاء الكهربائي — فإن الأجزاء تنتقل إلى العمليات الثانوية قبل التغليف النهائي.
- الشحن والتسليم: يتم تغليف الأجزاء بعناية لمنع تلفها أثناء النقل. وتتيح معلومات التتبع لك مراقبة التقدم حتى وصول الأجزاء المصنوعة باستخدام ماكينات التحكم العددي (CNC) إلى باب منشأتك.
يستغرق الدورة الكاملة لخدمات تصنيع النماذج الأولية عادةً ما بين ٣ إلى ١٠ أيام عمل، وذلك حسب درجة التعقيد وتوافر المادة والمتطلبات الخاصة بالتشطيب. وبطبيعة الحال، فإن زيادة أحجام الإنتاج تمتد بالمدة الزمنية المطلوبة، لكنها تستفيد في المقابل من مكاسب الكفاءة التي تؤدي إلى خفض التكلفة لكل جزء.
تجنب الأخطاء الشائعة عند رفع الملفات
وبعد معالجة آلاف الطلبات، تلاحظ المنصات الإلكترونية تكرار نفس الأخطاء القابلة للتجنب مرارًا وتكرارًا. والابتعاد عن هذه الأخطاء يُسرّع الجدول الزمني الخاص بك ويمنع التعديلات المكلفة.
غياب التحملات أو تحديد تحمّلات غير صحيحة: إذا لم تُحدِّد التحملات، فإن الشركات المصنعة تطبّق التحملات القياسية الخاصة بها (عادةً ±٠٫١٣ مم). وقد يكون ذلك كافيًا — أو قد يؤدي إلى فشل في التجميع. لذا يجب أن تكون دقيقًا جدًّا عند تحديد الأبعاد الحرجة.
الزوايا الداخلية المستحيلة: أدوات القطع تكون دائرية الشكل. ومن المستحيل هندسيًّا تصنيع زاوية داخلية بزاوية ٩٠ درجة. لذا، إما أن تُضاف زوايا مستديرة (فيلتات) تتطابق مع نصف أقطار الأدوات القياسية (مثل ٣ مم، ٥ مم، ٦ مم وهي شائعة)، أو أن تتوقع طلب المصنِّع توضيحًا إضافيًّا — ما قد يُطيل جدولك الزمني بعدة أيام.
الخيوط دون تحديدات تفصيلية: قد يظهر نموذج التصميم ثلاثي الأبعاد (CAD) ثقوبًا مُخَرَّشة، لكن آلات التحكم العددي (CNC) تحتاج إلى مواصفات خيطية صريحة. ويجب تضمين نوع الخيط (مثل UNC أو المتري)، والمسافة بين الدورتين (Pitch)، وعمق التخريش، ودرجة التحمل (Class of fit) في الرسم الفني التفصيلي أو الملاحظات المرافقة.
غياب الرسومات ثنائية الأبعاد لمتطلبات معقدة: وبينما تُوجَّه عمليات التشغيل الآلي بواسطة النماذج ثلاثية الأبعاد، فإن الرسومات ثنائية الأبعاد تُعبِّر عن المتطلبات الخاصة مثل تعليمات الهندسة الهندسية والتوصيفية (GD&T)، ومواصفات نعومة السطح على أوجه محددة، أو معايير الفحص والاختبار. أما بالنسبة لتصنيع النماذج الأولية باستخدام آلات التحكم العددي (CNC) للأجزاء ذات الهندسة البسيطة، فقد تكفي ملفات النماذج ثلاثية الأبعاد وحدها عادةً؛ لكن الأجزاء الإنتاجية تستفيد كثيرًا من وجود رسومات تكميلية.
تشديد التسامحات بشكل مفرط: تحديد ±0.01 مم على كل بعد يدلّ على قلة الخبرة ويرفع أسعار الاقتباسات. وينبغي تطبيق التحملات الضيّقة فقط حيث تتطلب الوظيفة ذلك. ويتميّز المهندسون ذوو الخبرة في التمييز بين المقاسات الحرجة والمقاسات العامة.
نصيحة احترافية لتسريع وقت التسليم: بسّط العناصر التي لا تؤثّر في الأداء الوظيفي. فهل تلك الحافة المائلة الزخرفية التي تتطلّب أداة خاصة؟ أم تلك الشقّة العميقة والضيّقة التي تحتاج أدوات ذات مدى تمدّد إضافي؟ إن كل عنصر غير قياسي يضيف وقتًا إضافيًّا للإعداد. وعندما تكون المواعيد النهائية ضيّقة، فإن تبسيط التصميم غالبًا ما يكون أكثر أهمية من الشحن العاجل.
وتتبع تحسين التكلفة منطقًا مشابهًا. فالمواد القياسية (مثل ألمنيوم 6061، والفولاذ المقاوم للصدأ 304) أقل تكلفةً وأسرع تسليمًا مقارنةً بالسبائك الغريبة. كما أن التحملات الأقل دقةً تقلّل من وقت الفحص. وزيادة الكميات توزّع تكاليف الإعداد على عدد أكبر من القطع. وبالمثل، فإن تصميم القطع بحيث تتناسب مع تجهيزات التثبيت بكفاءة — مثل القواعد المسطّحة، والعناصر سهلة الوصول، وتسلسل التشغيل المنطقي — يقلّل من وقت الإنتاج دون المساس بالجودة.
وبعد أن قدمتم طلبكم وبدأت عملية الإنتاج، فإن فهم العوامل التي تؤثر في التسعير يساعدكم على اتخاذ قرارات أكثر ذكاءً بشأن المشاريع المستقبلية— وقد يُسهم أيضًا في خفض التكاليف المرتبطة بالمشاريع الحالية قبل الانتهاء من تحديد المواصفات النهائية.
فهم تسعير التشغيل الآلي باستخدام الحاسب (CNC) وتحسين التكاليف
هل سبق أن تسائلتم لماذا تختلف أسعار عروض التشغيل الآلي باستخدام الحاسب (CNC) اختلافًا كبيرًا لقطعتين تبدوان متشابهتين ظاهريًّا؟ أنتم لستم وحدكم في ذلك. فمعظم المنصات الإلكترونية تعرض أمامكم رقمًا دون شرح الطريقة التي استُخدمت لحسابه. وهذه الغموض يجعلكم تتكهنون ما إذا كنتم تحصلون على أسعار عادلة أم تدفعون أكثر مما ينبغي مقابل ميزات لا تحتاجونها فعليًّا.
وهذا هو الواقع: إن تكاليف التشغيل الآلي باستخدام الحاسب (CNC) ليست عشوائية. بل تتبع أنماطًا متوقعة تستند إلى عوامل محددة يمكنكم التأثير فيها. وفهم هذه العوامل يحوِّلكم من مشترٍ سلبي إلى شخصٍ قادرٍ على تحسين التصاميم استراتيجيًّا لتحقيق الكفاءة التكلفة. فلنكشف الستار عن العوامل الفعلية التي تحدد تكلفة معالجة المعادن لدى المُشغل.
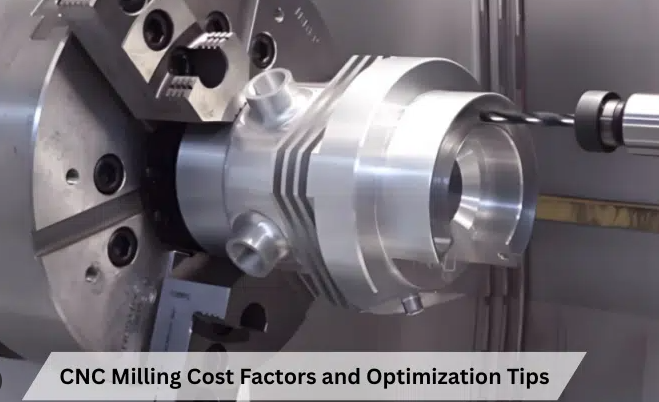
ما العوامل الفعلية التي تؤثر في تكاليف تصنيع الأجزاء باستخدام آلات التحكم العددي (CNC)؟
كل عرض سعر تتلقاه يعكس ستة عوامل رئيسية تؤثر في التكلفة. وبعضها يمكنك التحكم فيه أثناء مرحلة التصميم، بينما يعتمد البعض الآخر على متطلبات الإنتاج لديك. وكل هذه العوامل تتفاعل بطرق تُتيح فرصاً للتحسين والترشيد.
اختيار المادة يؤثر هذا العامل في التكاليف بطريقتين: أولاً، تتفاوت أسعار المواد الأولية بشكل كبير؛ فسعر التيتانيوم يبلغ نحو ٢٠ ضعفاً للكيلوجرام الواحد مقارنةً بألومنيوم. وثانياً، يؤثر قابلية التشغيل الآلي على وقت الإنتاج؛ إذ تتم عملية تشغيل الألومنيوم بشكل أسرع بكثير من تشغيل الفولاذ المقاوم للصدأ، لأن المواد الأقل صلابة تسمح بمعدلات تغذية أعلى وعمر أطول للأدوات. ووفقاً لتحليل التكاليف الصناعي، يتراوح سعر الألومنيوم عادةً بين ١–٣ دولارات أمريكي لكل كيلوجرام، بينما يتراوح سعر التيتانيوم بين ١٥–٥٠ دولاراً أمريكياً لكل كيلوجرام.
تعقيد الجزء يؤثر هذا العامل مباشرةً في وقت التشغيل الآلي — والوقت يعني المال. فالهندسات المعقدة تتطلب إعدادات متعددة، وأدوات تشغيل متخصصة، وسرعات قص أبطأ للحفاظ على الدقة. فقد تستغرق عملية تشغيل دعامة بسيطة ١٥ دقيقة، بينما قد يحتاج هيكل معقد يحتوي جيوبًا عميقة وزوايا مركبة إلى ساعات.
متطلبات التحمل تؤدي إلى زيادة أسعارية أسية. وتُحقَّق التحملات القياسية (±٠٫١٣ مم) عمليًّا مجانًا مع التشغيل الآلي العادي. أما التحملات الدقيقة (±٠٫٠٢٥ مم) فهي تتطلب ضوابط بيئية، وقياسات دقيقة، ومعالجة أبطأ. وقد تؤدي المواصفات فائقة الدقة إلى زيادة التكاليف بعشرات المرات أو أكثر.
الكمية توزِّع التكاليف الثابتة على عدد أكبر من القطع. فتكاليف الإعداد، ووقت البرمجة، والتفتيش على القطعة الأولى تحدث مرة واحدة فقط، بغض النظر عما إذا كنت قد طلبت قطعة واحدة أم ألف قطعة. وبذلك تنخفض هذه التكاليف الثابتة بشكل كبير عند ارتفاع أحجام الإنتاج.
التشطيب السطحي يُضيف وقت معالجة إضافيًّا وأحيانًا عمليات ثانوية. فالقطع المُصنَّعة كما هي لا تكلِّف أيَّة تكلفة إضافية. أما الأسطح المصقولة فهي تتطلب مرورات إضافية. وتتضمَّن عمليات الأكسدة الكهربائية (Anodizing)، أو الطلاء بالبودرة (Powder Coating)، أو الطلاء المعدني (Plating) خطوات معالجة منفصلة لها تكاليفها الخاصة.
المدة الزمنية للتسليم تؤدي إلى فرض رسوم استثنائية عند الحاجة إلى القطع بشكل عاجل. فطلبات الإنجاز السريع تُخلُّ بجداول الإنتاج وقد تتطلَّب تشغيلًا إضافيًّا خارج أوقات الدوام أو شراء مواد بطرق مُسرَّعة.
| عامل | مستوى التأثير | استراتيجية التحسين |
|---|---|---|
| اختيار المواد | عالية | اختر المواد المتوفرة بسهولة والتي تتميز بقابلية جيدة للتشغيل الآلي. استخدم سبيكة الألومنيوم 6061 بدلًا من 7075؛ واستخدم الفولاذ المقاوم للصدأ 304 بدلًا من 316 عندما تسمح متطلبات مقاومة التآكل بذلك. |
| تعقيد الجزء | عالية | بسّط الخصائص غير الوظيفية. وقلّل عمق الجيوب. واستخدم نصف أقطار الأدوات القياسية للزوايا الداخلية. وقسّم الأجزاء المعقدة جدًّا إلى مجموعات تجميعية. |
| مواصفات التحمل | عالية | طبّق التحملات الضيقة فقط على الأسطح الوظيفية الملائمة للارتكاز أو التوصيل. واقبل التحملات القياسية على الأبعاد غير الحرجة. |
| كمية الطلب | عالية | اجمع الطلبيات في دفعات لتوزيع تكاليف الإعداد. وفكّر في طلب الاحتياجات المستقبلية معًا للاستفادة من خصومات الكمية. |
| التشطيب السطحي | متوسطة | حدّد تشطيب «كما هو بعد التشغيل الآلي» حيث لا يهم المظهر. واستخدم عملية النثر بالكرات (Bead Blasting) بدلًا من التلميع للحصول على مظهر متجانس وبتكلفة أقل. |
| المدة الزمنية للتسليم | متوسطة | خطّط مسبقًا لتفادي الرسوم الإضافية الناتجة عن الطلبات العاجلة. فعادةً ما تكون أوقات التسليم القياسية (من ٧ إلى ١٠ أيام) أقل تكلفة بنسبة ١٥–٣٠٪ مقارنةً بالخيارات المُعجَّلة. |
استراتيجيات ذكية لتقليل تكاليف الأجزاء
تخفيض التكاليف لا يعني قبول جودة رديئة. بل يعني القضاء على الهدر — كالدقة غير الضرورية، أو الخصائص المصمَّمة بشكل مفرط، أو التصاميم غير الفعّالة التي تزيد من وقت التشغيل الآلي دون إضافة قيمة وظيفية.
ابدأ بuestioning كل تحمل ضيق. وفقًا لـ أبحاث تكاليف التصنيع ، فإن التحمل الافتراضي ±٠٫١٢٧ مم دقيقٌ بالفعل وكافٍ لمعظم التطبيقات. وكل خطوة أضيق تُضيف وقت فحص أطول، وسرعات قطع أبطأ، واحتمال رفض القطع.
صمّم لأجل تشغيل المعادن بكفاءة من خلال تجنّب الميزات التي تتطلب أدوات تشكيل متخصصة. فالشقوق العميقة والضيقة تُجبر أدوات القطع ذات المدى الممتد على الانحراف وتتطلب معدلات تغذية أبطأ. أما الجدران الرقيقة فتحتاج إلى دعم دقيق وقطع لطيف. وأحجام الثقوب غير القياسية تتطلب ثاقبات مخصصة بدلًا من الأدوات الجاهزة.
ضع في اعتبارك هذه التحسينات العملية:
- زيادة نصف قطر الزوايا الداخلية لتطابق أحجام ماكينات الطحن القياسية (٣ مم، ٥ مم، ٦ مم). فالأنصاف القطرية الأكبر تسمح بسرعات قطع أسرع وعمر أطول للأداة.
- حدّ من عمق التجاويف إلى أربعة أضعاف العرض. فالجيوب الأعمق تتطلب أدوات تشكيل متخصصة ومعدلات تغذية أبطأ بشكل كبير.
- استخدم مقاسات الثقوب القياسية التي تتطابق مع أقطار الثاقبات الشائعة بدلًا من الأبعاد التعسفية.
- تجنب مواصفات التشطيب السطحي غير الضرورية على الأسطح الداخلية أو المخفية.
- تصميم قواعد مسطحة لتحقيق ثبات في تثبيت القطع أثناء التشغيل بدلًا من الحاجة إلى تجهيزات مخصصة.
في أوامر تشغيل الآلات باستخدام الحاسوب (CNC) الصغيرة، غالبًا ما تفوق تكاليف الإعداد تكاليف المواد ووقت التشغيل معًا. فقد تبلغ تكلفة قطعة واحدة معقدة ١٥٠ دولارًا أمريكيًّا، بينما قد لا تتجاوز تكلفة طلب عشر قطع مماثلة ٣٠٠ دولار أمريكي — لأن عملية الإعداد تُنفَّذ مرة واحدة فقط. لذا، ينبغي دائمًا التفكير فيما إذا كان طلب كميةٍ أكبر قليلًا من الحاجة الفورية يُعد خيارًا اقتصاديًّا معقولًا أم لا.
نقاط الانخفاض حسب الكمية والأسعار الحجمية
تتبع أسعار الكميات في خدمات التشغيل المخصص باستخدام الآلات الرقمية (CNC) نمطًا متوقعًا. فتصنيع القطعة الأولى يحمل أعلى عبءٍ على كل وحدة، لأنه يشمل البرمجة والإعداد والتحقق من صحة العملية. أما كل قطعة لاحقة فهي تستفيد من المكاسب في الكفاءة.
الحسابات تميل بشكل كبير لصالحك. وتُظهر بيانات الأسعار الواقعية أن تكلفة قطعة واحدة تبلغ ١٣٤ جنيهًا إسترلينيًّا، ثم تنخفض إلى ٣٨ جنيهًا إسترلينيًّا للقطعة الواحدة عند إنتاج ١٠ قطع — أي انخفاض بنسبة ٧٠٪. وعند إنتاج ١٠٠ قطعة، تنخفض التكلفة إلى ١٣ جنيهًا إسترلينيًّا للقطعة الواحدة، ما يمثل انخفاضًا بنسبة ٩٠٪ مقارنةً بسعر القطعة الفردية.
هذا ليس سحرًا—بل هو اقتصاد التصنيع. يقوم مبرمج آلات التحكم العددي بالحاسوب (CNC) بإنشاء مسارات الأدوات مرة واحدة فقط. ويُعدّ المُشغل الآلي تثبيت القطعة المراد تشغيلها مرة واحدة فقط. وتُحدِّد فحوصات الجودة بروتوكولات القياس مرة واحدة فقط. وتتوزَّع جميع تلك التكاليف الثابتة على كامل طلبك.
ويستفيد المشترون الأذكياء من هذه الحقيقة بعدة طرق:
- دمج الطلبات بدلًا من إجراء عدة مشتريات صغيرة على فترات متقطِّعة
- اطلب نماذج أولية في دفعات صغيرة (من ٥ إلى ١٠ وحدات) بدلًا من طلب قطعة واحدة فقط عند اختبار التكرارات
- تنبَّأ باحتياجات الإنتاج والتزم بكميات أكبر للحصول على أسعار أفضل
- تفاوض على أوامر شاملة للاحتياجات المستمرة مع جداول إصدار مُخطَّطة
ومع ذلك، فإن زيادة الكمية ليست دائمًا الحل. ففي حالة التشغيل الآلي للنماذج الأولية أو التحقق من صحة التصميم، فإن طلب مئات القطع قبل التأكُّد من وظيفتها يُضيِّع الموارد. والنهج الأمثل هو الموازنة بين الاحتياجات الحالية والوفورات الواقعية القائمة على الكمية—مع تجنُّب طلب كميات تفوق ما ستستخدمه فعليًّا فقط لتحقيق خفض في السعر.
وبما أن عوامل التسعير أصبحت واضحة، يتحول اهتمامك التالي إلى تقييم مقدّمي خدمات التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت الذين يوفرون فعليًّا الجودة والشهادات والتواصل اللازمين لمشاريعك.
كيفية تقييم مقدّمي خدمات التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت ومقارنتهم
لقد تعلّمت كيف يعمل نظام التسعير وما العوامل التي تؤثّر في التكاليف. لكن هناك سؤالًا لا يقل أهميةً عن ذلك: كيف يمكنك التأكّد من أن المقدّم المختار سيُسلّم أجزاءً عالية الجودة وفي الوقت المحدّد؟ فليست جميع خدمات التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت تعمل وفق نفس المعايير. فبعضها يطبّق أنظمة جودة صارمة وعمليات معتمدة رسميًّا، بينما يعمل البعض الآخر كوسيطٍ يربطك بورش تصنيع آلي غير معروفة الهوية وتتفاوت قدراتها بشكل كبير.
إن اختيار مقدّم خدمة غير مناسب لا يؤدي فقط إلى هدر المال، بل يؤخّر المشاريع ويسبّب مشكلات في التجميع وقد يؤثّر سلبًا على سمعتك لدى عملائك الخاصين بك. والخبر السار هو أن معايير تقييم موضوعيةً موجودةٌ بالفعل، وتُميّز بين الشركاء الموثوقين والخيارات المحفوفة بالمخاطر.
الشهادات التي تحظى بالفعل بأهمية
الشهادات الصناعية ليست مجرد شعارات جذابة تظهر على موقع إلكتروني. بل هي إثبات موثَّقٌ بأن المُصنِّع يتبع عمليات جودة قياسيةً تحقَّق فيها جهات تدقيق مستقلة. ووفقًا لأبحاث الشهادات التصنيعية، فإن هذه الشهادات تشكِّل أعمدةً تدعم وتؤكِّد كل مرحلة من مراحل عملية الإنتاج ضمن نظام إدارة الجودة.
ولكن أيُّ هذه الشهادات يهم فعليًّا في تطبيقك؟ إليك ما تدلُّ عليه كل شهادة رئيسية:
ISO 9001 تُحدِّد هذه الشهادة الحد الأدنى لأنظمة إدارة الجودة على مستوى العالم. وهي تُبرهن على أن المنشأة تتبع إجراءات موثَّقة، وتراقب مؤشرات الأداء، وتعالج حالات عدم المطابقة عبر اتخاذ إجراءات تصحيحية. وإذا كان المورِّد لا يمتلك حتى هذه الشهادة الأساسية، فعليك المضي قدمًا بحذرٍ بالغ.
AS9100D يُبنى على معيار ISO 9001 مع متطلبات خاصة بقطاع الطيران تشمل إدارة المخاطر بدقةٍ شديدة، وتوثيقًا صارمًا، والتحكم في سلامة المنتج طوال سلاسل التوريد المعقدة. ويجب أن تأتي أي أجزاء مُخصَّصة لتطبيقات الطيران من مرافق حاصلة على شهادة AS9100D.
IATF 16949 ينظم إدارة جودة قطاع السيارات، مدمجًا مبادئ معيار ISO 9001 مع المتطلبات الخاصة بهذا القطاع فيما يتعلَّق بالتحسين المستمر، ومنع العيوب، والإشراف الصارم على المورِّدين. وإذا كنت تُصنِّع ورش ماكينات التحكم العددي (CNC) القريبة مني لتطبيقات السيارات، فإن هذه الشهادة إلزاميةٌ ولا مجال للتفاوض بشأنها.
ISO 13485 يغطي تصنيع الأجهزة الطبية مع ضوابط صارمة تشمل التصميم، وإمكانية التعقُّب، والتخفيف من المخاطر. وتتطلب المكونات الطبية هذه الشهادة لتلبية متطلبات الجهات التنظيمية ولضمان سلامة المرضى.
نادكاب تركّز اعتمادات الجودة بشكل خاص على العمليات الخاصة الحاسمة في قطاعي الطيران والدفاع— مثل معالجة الحرارة، والمعالجة الكيميائية، والفحص غير المدمر. ويمثّل هذا طبقة إضافية من ضمان الجودة تتجاوز الشهادات العامة.
أسئلة يجب طرحها قبل الطلب
تشير الشهادات إلى أنظمة الجودة. لكنك تحتاج أيضًا إلى فهم كيفية تعامل مقدّم الخدمة المحدّد مع متطلباتك الخاصة. وقبل الالتزام بأي خدمة رقمية لآلات التحكم العددي (CNC)، اجمع الإجابات عن هذه الأسئلة الحاسمة:
- عملية ضمان الجودة: ما هي طرق الفحص التي يستخدمونها؟ هل يقومون بفحوصات أثناء التصنيع أم يكتفون بالفحص النهائي فقط؟ هل يمكنهم تزويدك بتقارير جهاز قياس الإحداثيات (CMM) للأبعاد الحرجة؟ ويجب أن تكون المرافق ذات أنظمة رقابة جودة قوية قادرةً على شرح قدراتها في القياس وبروتوكولات المعايرة بشكلٍ واضحٍ.
- القابلية لتتبع المواد: هل يمكنهم تزويدك بتقارير اختبار المواد (MTRs) التي توثّق التركيب والخصائص؟ ففي القطاعات الخاضعة للتنظيم، تُعدّ هذه الوثائق إلزاميةً— وليس اختيارية.
- قدرات الآلة: ما المعدات التي يعملون بها؟ تُوسّع الآلات متعددة المحاور، والماكينات الدوارة السويسرية، وقدرات التآكل الكهربائي (EDM) نطاق الإمكانيات المتاحة. اسأل عن عمر الماكينات وجداول الصيانة — فالماكينات التي تُصان جيدًا تُنتج نتائج متسقة.
- سياسات المراجعة والتصحيح: ماذا يحدث إذا وصلت القطع خارج المواصفات المطلوبة؟ يوضح الموردون الموثوقون سياساتهم الخاصة بإعادة التصنيع بوضوح، ويستجيبون بسرعة لشواغل الجودة.
- قنوات الاتصال: هل يمكنك التواصل مع مهندس فعلي عند حدوث المشكلات؟ فبعض المنصات تقدّم دعم الدردشة الآلية فقط، بينما توفر منصات أخرى وصولاً مباشرًا إلى الموظفين الفنيين الذين يفهمون التحديات المرتبطة بالتشغيل الآلي.
- موثوقية مدة التسليم: ما سجلهم في التسليم في الوقت المحدد؟ اطلب بيانات فعلية، وليس وعودًا فقط. فالتسليم المنتظم أهم من التقديرات المتفائلة.
- جودة ملاحظات تصميم من أجل التصنيع (DFM) ما مدى تفصيل تحليلهم لتصميم القابلية للتصنيع (DFM)؟ إن الموردين الذين يكتشفون المشكلات المحتملة قبل بدء الإنتاج يوفّرون عليك الوقت والمال.
عند تقييم الردود، ابحث عن التحديد والدقة. فالإجابات العامة مثل «لدينا عمليات ضمان جودة» تحمل معنىً أقل مقارنةً بالشروحات المفصلة لبروتوكولات الفحص، وجداول المعايرة، والإجراءات الموثَّقة.
الورش الآلية عبر الإنترنت مقابل الورش المحلية
إليك تقييمًا صادقًا لا تقدِّمه معظم المنصات الإلكترونية: ففي بعض الأحيان تكون الورش الآلية المحلية خيارًا أكثر منطقية. ويعتمد الاختيار بين البحث عن «ورشة تشغيل رقمي (CNC) قريبة مني» واستخدام الخدمات الإلكترونية على وضعك الخاص.
تتفوق الخدمات الإلكترونية لتشغيل الأجزاء رقميًّا (CNC) عندما:
- تحتاج إلى عروض أسعار فورية دون الحاجة إلى إجراء مكالمات هاتفية أو الانتظار
- لا يهم الموقع الجغرافي — فأي منشأة مرخَّصة تفي بالغرض
- تناسب متطلباتك المواد القياسية والتسامحات المسموحة
- تطلب نماذج أولية أو دفعات إنتاج صغيرة
- تلعب الشفافية في التسعير وتتبع الطلبات دورًا محوريًّا في سير عملك
- لا تمتلك علاقات سابقة مع ورش تشغيل آلي مؤهلة قريبة منك
من المنطقي اللجوء إلى ورش الآلات المحلية عندما:
- تتطلب أجزاءك تعاونًا وثيقًا وتطويرًا تكراريًا مكثفًا
- تحتاج إلى فحص المرافق والمعدات والعمليات شخصيًّا
- المواعيد النهائية الضيقة جدًّا تتطلب تسليمًا في نفس اليوم أو في اليوم التالي
- المشاريع المعقدة تستفيد من مناقشات التصميم وجهاً لوجه
- أنت تطوّر منتجات خاصة تتطلب سرية تامة
- علاقات الإنتاج المستمرة تبرر زيارة ورشة تشغيل آلي قريبة منك بانتظام
وفقًا للتحليل المقارن بين التشغيل الآلي التقليدي والتشغيل الآلي عبر الإنترنت، فإن خدمات التحكم العددي الحاسوبي (CNC) التقليدية تركز على الدقة، وتوفير المساعدة اليدوية المباشرة، والفحوصات الصارمة للجودة — حيث تبني رابطة وثيقة مع المصنع، مما يساعد في المشاريع الكبيرة أو الخاصة. أما المنصات الإلكترونية فتركّز على السرعة، والسهولة، والوصول الفوري، لكنك قد لا تتفاعل كثيرًا مع الأشخاص الذين يصنعون أجزاءك.
الواقع العملي؟ يستخدم العديد من المشترين كلا النهجين بشكل استراتيجي. فتُعنى المنصات الإلكترونية بالقطع البسيطة التي تتطلب السرعة ووضوح الأسعار في المقام الأول، بينما تُعنى ورش التشغيل المحلية القريبة مني بالمشاريع المعقدة التي تتطلب تعاونًا وثيقًا وتكرارًا سريعًا للتصاميم.
فكّر في هذا الإطار التحليلي لاتخاذ القرار: فإذا أمكنك تحديد متطلباتك بدقة كاملة في ملف CAD ومواصفات مكتوبة، فإن الخدمات الإلكترونية عادةً ما تُوفّر التسليم الأسرع والأكثر كفاءة من حيث التكلفة. أما إذا كان مشروعك يتطلب حوارًا مستمرًا، أو تعديلات تصميمية أثناء التنفيذ، أو عمليات متخصصة تتجاوز عمليات التشغيل القياسية، فإن ورش التشغيل المحلية تقدّم مزايا تتعلق بالعلاقة والثقة لا يمكن للمنصات الرقمية أن تُعيد إنتاجها.
وبعد وضع معايير التقييم، يساعد فهم الطريقة التي تطبّق بها القطاعات المختلفة هذه المعايير— وما تطلبه من متطلبات متخصصة— في مطابقة المورِّدين مع احتياجات تطبيقك المحددة.

التطبيقات الصناعية من قطاع السيارات إلى قطاع الطيران والفضاء
إن فهم الشهادات ومعايير التقييم يمنحك الأساس. ولكن كيف تُرجم هذه المعايير إلى سيناريوهات التصنيع في العالم الحقيقي؟ إن القطاعات المختلفة لا تفضّل شهادات معينة فحسب، بل تفرض عملياتٍ وموادَ وبروتوكولات جودة محددةً تشكّل بشكلٍ جوهريٍّ طريقة عمل خدمات التصنيع باستخدام الحاسوب (CNC) عبر الإنترنت داخل كل قطاع.
سواء كنت تطوّر مكونات معدنية مصنوعة باستخدام الحاسوب (CNC) لتجميعات السيارات، أو تقدّم خدمات التشغيل الدقيق باستخدام الحاسوب (CNC) للأدوات الجراحية، أو تشغيل قطع الطيران باستخدام الحاسوب (CNC) للهياكل الحرجة في مجال الطيران والفضاء، فإن كل قطاع يفرض متطلباتٍ فريدة. دعونا نستعرض ما تعنيه هذه المتطلبات عمليًّا—وكيف تعالج أبرز الشركات المصنّعة هذه المتطلبات.
متطلبات تصنيع السيارات
يعتمد قطاع صناعة السيارات على مبدأ بسيط: الصفر عيوب عند الإنتاج الكمي. فعند إنتاج آلاف المكونات المتطابقة التي يجب أن تناسب بدقة في خطوط التجميع العاملة بسرعات عالية، فإن الاتساق ليس خيارًا—بل هو شرط للبقاء.
تشكل شهادة IATF 16949 حجر الزاوية في إدارة جودة قطاع السيارات. ويتجاوز هذا المعيار متطلبات ISO 9001 الأساسية لمعالجة التحديات الخاصة بالإنتاج عالي الحجم. ووفقاً لأبحاث التصديق الصناعي، يدمج معيار IATF 16949 مبادئ ISO 9001 مع المتطلبات الخاصة بالقطاع فيما يتعلق بالتحسين المستمر ومنع العيوب والإشراف الصارم على المورِّدين.
ما المقصود بهذا بالنسبة لمشاريعك في مجال التصنيع باستخدام الحاسب الآلي (CNC) للسيارات؟ يجب أن يُثبت المصنِّعون الذين يخدمون هذا القطاع ما يلي:
- التحكم الإحصائي في العمليات (SPC): المراقبة المستمرة للأبعاد الحرجة طوال دورة الإنتاج، وليس فقط عند الفحص النهائي
- التخطيط المتقدم لجودة المنتج (APQP): عمليات منهجية لتطوير الأجزاء الجديدة وإطلاقها بهدف تقليل مخاطر الإنتاج إلى أدنى حدٍّ ممكن
- عملية موافقة أجزاء الإنتاج (PPAP): أدلة موثقة تثبت أن عمليات التصنيع تنتج باستمرار قطعًا تتماشى مع المواصفات
- تحليل وضع الفشل وآثاره (FMEA): تحديد منهجي لحالات الفشل المحتملة قبل وقوعها
- التعقب الكامل: توثيق يربط كل جزء بدلائل محددة تشمل دفعات المواد المستخدمة وإعدادات الآلات والإجراءات التي نفذها المشغلون
تشمل تطبيقات التصنيع باستخدام الحاسب الآلي (CNC) في قطاع السيارات عادةً أقواس الهيكل، وعلب نظم نقل الحركة، ومكونات نظام الفرامل، وأجزاء آلية التوجيه، والبطانات المعدنية المخصصة. وغالبًا ما تتطلب هذه الأجزاء تشغيلًا من الفولاذ المقاوم للصدأ لمقاومة التآكل في التطبيقات المكشوفة، أو من الألومنيوم في المكونات الحرجة من حيث الوزن.
أما بالنسبة للمصنّعين الذين يوسعون عملياتهم من تصنيع النماذج الأولية إلى الإنتاج الكامل، فإن قطاع السيارات يتطلّب شركاء قادرين على الحفاظ على اتساق الجودة خلال الانتقال من الكميات الصغيرة إلى الكميات الكبيرة. تكنولوجيا المعادن شاوي يي ويُجسِّد هذا القدرةَ على نحوٍ مثالي — حيث تجمع منشأته المعتمدة وفق معيار IATF 16949 بين رقابة صارمة باستخدام تقنيات المراقبة الإحصائية للعمليات (SPC) والتوسّع السريع من مرحلة النماذج الأولية إلى مرحلة الإنتاج، مع تقديم فترات تسليم تصل إلى يوم عمل واحد فقط لتجميعات الهيكل والمكونات الدقيقة. ويُعالج هذا المزيج من الاعتماد الرسمي، والرقابة على العمليات، والسرعة التحدي الأساسي الذي يواجهه قطاع السيارات: إيصال الأجزاء عالية الجودة إلى خطوط التجميع دون تأخير.
معايير الدقة في قطاعي الطيران والرعاية الصحية
إذا كانت صناعة السيارات تتطلب الاتساق على نطاق واسع، فإن قطاعي الطيران والرعاية الصحية يتطلّبان الدقة دون أي تنازل. فنتائج الفشل—سواءً كان ذلك في شفرة توربينية تنكسر على ارتفاع ٣٠٬٠٠٠ قدم أو غرسة جراحية تُسبّب ضررًا للمريض—تجعل متطلبات الجودة غير قابلة للتفاوض جوهريًّا.
متطلبات التشغيل الآلي باستخدام الحاسب (CNC) في قطاع الطيران
تطوّر تطبيقات الطيران قدرات التشغيل الآلي إلى أقصى حدودها. ووفقًا لـ أبحاث التصنيع الدقيقة فإن أجزاء الطيران مثل شفرات التوربينات ومكونات المحرك والدعائم الإنشائية تتطلّب تحملات دقيقة جدًّا تصل إلى ±٠٫٠٠٠٥ بوصة (±٠٫٠١٣ مم)—أي ما يدخل في نطاق الدقة الفائقة الذي يستلزم ضوابط بيئية ومعدات قياس متخصصة.
تُعتبر شهادة AS9100D إلزامية لمورِّدي قطاع الطيران. وتُوسّع هذه المعايير معيار ISO 9001 بإضافتها متطلبات محددة تتعلّق بالسلامة الجوية:
- تعزيز إدارة المخاطر: إجراءات رسمية لتحديد المخاطر والتخفيف منها طوال دورة تطوير المنتج
- إدارة التكوين: ضوابط صارمة تضمن مطابقة الأجزاء تمامًا للتصاميم المعتمدة
- ضوابط سلامة المنتج: منع استخدام المواد المزيفة والبدائل غير المصرح بها
- التفتيش الأول للمادة (FAI): التحقق الشامل من أن عمليات الإنتاج تُعيد إنتاج الأجزاء المؤهلة بدقة
تتطلب متطلبات المواد في قطاع الطيران خبرة متخصصة. وتتميّز سبائك التيتانيوم بنسبة استثنائية بين القوة والوزن، لكنها تُشغَّل ببطءٍ شديد وتُسبّب اهتراءً سريعًا في أدوات التشغيل. أما سبائك النيكل الفائقة مثل إنكونيل وغيرها فتتميّز بمقاومتها للحرارات القصوى، لكنها تطرح تحديات كبيرة في عمليات التشغيل. وحتى تصنيع نماذج أولية من ألياف الكربون للهياكل المركبة يتطلّب فهم سلوك هذه المواد تحت تأثير قوى القطع.
تشمل المكوّنات النموذجية في قطاع الطيران الأقواس الهيكلية ودعامات المحرك ومكوّنات نظام الهبوط وعلب المحركات الخطية (Actuator housings) وتجهيزات أنظمة الوقود — وكلٌّ منها يتطلّب شهادات مادية موثَّقة والتحقق الكامل من الأبعاد.
معايير التشغيل الآلي للأجهزة الطبية
ويضيف تصنيع الأجهزة الطبية متطلبات التوافق الحيوي إلى متطلبات الدقة الصارمة. ويُنظِّم هذا القطاع شهادة ISO 13485 التي تفرض ضوابط صارمة على التصميم والتصنيع وإمكانية التتبع والتخفيف من المخاطر.
ما الذي يميز التصنيع الطبي:
- المواد البيولوجية المتوافقة: درجات التيتانيوم ٥ و٢٣، والصلب المقاوم للصدأ الجراحي (٣١٦ل، ١٧-٤فه)، والبلاستيكيات المتخصصة مثل مادة البوليميد (PEEK) التي لا تسبب ردود أفعال سلبية في الجسم
- متطلبات تشطيب السطح: تشطيبات ناعمة خالية من الحواف الحادة التي تمنع إلحاق الضرر بالأنسجة وتراكم البكتيريا
- التوافق مع عمليات التنظيف والتعقيم: أجزاء مصممة لتحمل دورات التعقيم بالبخار (الأوتوكلاف) المتكررة دون أن تتأثر خواصها أو تتدهور
- إمكانية التتبع الكاملة: إمكانية تعقب كل مكوّن إلى دفعات المواد المحددة الخاصة به لتسهيل استرجاعه في حال ظهور أي مشكلات
تغطي تطبيقات التصنيع الطبي مجموعة واسعة من المنتجات، بدءاً من الأدوات الجراحية والغرسات العظمية ووصولاً إلى أغلفة معدات التشخيص ومكونات أجهزة توصيل الأدوية. ويجب أن يرفق كل جزء حزمة وثائقية تفي بمتطلبات إدارة الغذاء والدواء الأمريكية (FDA) والمعايير الدولية الخاصة بالأجهزة الطبية.
من النموذج الأولي إلى التوسع في الإنتاج
وربما يكون أصعب تحول في مجال التصنيع ليس تحقيق الدقة، بل هو الحفاظ على تلك الدقة مع ازدياد أحجام الإنتاج من نموذج وحيد إلى آلاف الوحدات الإنتاجية. ووفقاً لأبحاث التوسع في التصنيع، فإن أحد أصعب الأمور التي يمكن القيام بها بالنسبة لمنتج ما هو تحديد سعره؛ فإذا أخطأت في ذلك، فإن البرنامج بأكمله يخرج عن مساره.
تؤدي عمليات النمذجة الأولية باستخدام التشغيل الآلي بالحاسوب (CNC) أغراضاً جوهرية مختلفة تماماً عن التصنيع الإنتاجي. فتشغيل النماذج الأولية يُستخدم للتحقق من مفاهيم التصميم، واختبار الوظائف، وتحديد المشكلات قبل الالتزام بالإنتاج الضخم. وفي هذه المرحلة، عادةً ما تكون السرعة أكثر أهمية من التكلفة لكل وحدة.
ويظهر تحدّي الانتقال عندما يتعيّن تحويل النماذج الأولية الناجحة إلى واقع إنتاجي. ويشمل ذلك:
- تحسين التصميم لتسهيل التصنيع (DFM): تعديل تصاميم النماذج الأولية لتحسين كفاءة الإنتاج
- التحقق من العملية: التأكد من أن طرق الإنتاج قادرة باستمرار على إعادة إنتاج أداء النموذج الأولي
- اتساق المادة: ضمان مطابقة مواد الإنتاج تمامًا لخصائص مواد النموذج الأولي
- إنشاء نظام الجودة: تنفيذ بروتوكولات الفحص المناسبة للتصنيع بكميات كبيرة
- تحسين التكاليف: تخفيض التكلفة لكل وحدة من خلال كفاءة العمليات دون المساس بالجودة
ويتعامل المصنعون الذكيون مع هذه التحديات من خلال الشراكة مع خدمات التشغيل الآلي الدقيقة باستخدام الحاسب (CNC) القادرة على التعامل مع كلا المرحلتين. ويؤدي العمل مع نفس المنشأة منذ مرحلة النموذج الأولي وحتى مرحلة الإنتاج إلى القضاء على مخاطر نقل المشاريع بين المورِّدين — حيث غالبًا ما تُفقد المعرفة الضمنية المتعلقة بالأجزاء المحددة.
هذا هو المكان الذي تُظهر فيه مقدِّمو الخدمات مثل شركة شاويي لتكنولوجيا المعادن قيمةً استثنائيةً بوضوح. فقدرتها على تسليم نماذج أولية سريعة خلال يومٍ واحد، ثم التوسُّع لتصنيع كميات إنتاج كاملة ضمن نفس نظام الجودة IATF 16949، تقضي على الانقطاع الذي يُعاني منه عادةً الانتقال من النموذج الأولي إلى مرحلة الإنتاج الفعلي. وبخاصة في التطبيقات automotive، فإن خبرتها الراسخة في تجميع الهيكل (Chassis Assembly) ورصد مراقبة العمليات الإحصائية (SPC) باستمرارٍ يضمنان أن أجزاء الإنتاج تطابق النماذج الأولية المؤكَّدة بدقةٍ تامة.
الاستنتاج الجوهري؟ إن اختيار خدمة تشغيل بالقطع العددية عبر الإنترنت ليس مجرَّد مسألة إنجاز النموذج الأولي اليومي. بل هو أمرٌ يتعلق بإيجاد شريكٍ تتماشى قدراته مع دورة حياة منتجك الكاملة — بدءًا من التحقق من صحة الفكرة الأولية وصولًا إلى إنتاج كميات كبيرة مستدامة. فالشهادات والإجراءات والخبرة الصناعية التي تقيّمونها الآن هي ما يحدِّد ما إذا كان تصنيعكم سيتوسَّع بسلاسةٍ أم سيواجه عثراتٍ عند كل نقطة انتقال.
وبما أن متطلبات القطاع أصبحت مفهومةً لديك، فأنت الآن جاهزٌ لاتخاذ الخطوة الأخيرة: إعداد طلبك الأول باستخدام قائمة تحقق واضحة تضمن نجاح العملية.
البدء بطلبك الأول عبر الإنترنت لخدمات التشغيل الآلي بالحاسوب (CNC)
لقد استوعبتَ كميةً كبيرةً من المعلومات — العمليات، والمواد، والتسامحات، وعوامل التسعير، ومعايير التقييم. والآن تأتي المسألة العملية: كيف تُنفِّذ فعليًّا طلبك الأول؟ والأهم من ذلك: كيف تتأكد ما إذا كانت خدمات التشغيل الآلي بالحاسوب (CNC) عبر الإنترنت مناسبةً حقًّا لمشروعك المحدَّد؟
فلنختصر كل ما سبق إلى إرشادات قابلة للتطبيق. سواء كنت تطلب أجزاءً مخصصةً مشغولةً آليًّا بالحاسوب (CNC) لنموذج أولي، أو تخطط لإنتاج دفعات من أجزاء الآلات المشغولة آليًّا بالحاسوب (CNC)، فإن هذا القسم الختامي يوفِّر لك إطار عملٍ واضحٍ لاتخاذ قراراتٍ واثقة.
قائمة مراجعة الطلب المسبق
قبل النقر على زر «تحميل»، راجع هذه الاعتبارات الأساسية. ويمنع كل بندٍ من هذه البنود الأخطاء الشائعة التي قد تؤدي إلى تأخير المشاريع أو ارتفاع التكاليف:
- تم تأكيد اختيار العملية: هل قررت ما إذا كانت قطعتك تتطلب التشغيل بالطحن، أو التشغيل بالدوران، أو التشغيل متعدد المحاور؟ فالقطع الأسطوانية تُفضَّل عادةً عملية التشغيل بالدوران؛ أما الأشكال الهندسية المعقدة ذات الوجوه المتعددة فتتطلب عمليات الطحن؛ وقد تبرِّر التفاصيل الدقيقة والمعقدة استخدام قدرات التشغيل الخمسية المحاور.
- تم تحديد المادة بشكل صحيح: هل المادة التي اخترتها مناسبة لمتطلبات التطبيق الميكانيكية والحرارية والبيئية؟ وهل تحققت من توفر هذه المادة بسهولة عبر المنصة التي اخترتها؟
- أُعطيت التحملات الأولوية: هل حددت الأبعاد الحاسمة فعلاً مقابل تلك التي يمكن أن تقبل التحملات القياسية؟ إن تطبيق مواصفات ضيقة على جميع الأبعاد يرفع التكاليف بشكل غير ضروري.
- تم التحقق من صحة ملف الـCAD: هل نموذجك عبارة عن جسم صلب مغلق وخالٍ من التسربات؟ وهل قمت بإزالة أي هندسة مكررة، والتحقق من وحدات القياس (المليمتر مقابل الإنش)، والتأكد من أن الزوايا الداخلية تمتلك نصف قطر قابل للتشغيل آلياً؟
- تم تحسين تنسيق الملف: هل تقوم برفع ملفات بصيغة STEP أو IGES أو Parasolid بدلاً من تنسيقات الشبكة مثل STL؟ فهذا النوع من النماذج الصلبة يُترجم بسلاسة إلى تعليمات التصنيع.
- توثيق الخيوط والميزات الخاصة: هل قدمت إشارات صريحة للخيوط، ومتطلبات التشطيب السطحي على الأسطح المحددة، أو تفاصيل أخرى لا يمكن أن تعبّر عنها هندسة النموذج ثلاثي الأبعاد (CAD) وحدها؟
- الكمية مُؤخذة في الاعتبار بشكل استراتيجي: هل يؤدي حجم طلبك إلى توزيع تكاليف الإعداد بكفاءة؟ وهل قد يؤدي طلب كمية أكبر قليلًا إلى خفض التكلفة لكل وحدة بما يكفي لتبرير ذلك؟
- المدة الزمنية المُخطَّط لها واقعية: هل خصصت وقت إنتاج كافٍ، أم أنك تدفع رسوم تسريع غير ضرورية مما يرفع سعر عرض السعر لديك؟
- تم التحقق من الشهادات: هل يمتلك المورِّد الشهادات الملائمة لصناعتك — مثل شهادة ISO 9001 كحد أدنى، بالإضافة إلى شهادات IATF 16949 أو AS9100D أو ISO 13485 عند الحاجة؟
- متطلبات توثيق الجودة واضحة: هل تحتاج إلى تقارير فحص أو شهادات مواد أو شهادات مطابقة؟ حدِّد هذه المتطلبات مسبقًا بدلًا من طلبها بعد الانتهاء من الإنتاج.
اتخاذ القرار الصحيح في التصنيع
هذه حقيقة صريحة: خدمات التشغيل الآلي عبر الإنترنت ليست دائمًا الحل الأمثل. وفهم اللحظات التي تكون فيها البدائل أكثر معقولية يوفِّر الوقت والمال ويقلل الإحباط.
اختر التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت عندما:
- يتطلب جزءك الدقة أو القوة أو خصائص المادة التي يوفّرها التصنيع فقط
- تحتاج إلى نماذج أولية وظيفية مصنوعة من مواد تُستخدم في الإنتاج الفعلي — وليس مجرد نماذج بصرية توضيحية
- تتراوح الكميات المطلوبة بين جزء واحد وعدة مئات من الأجزاء
- تقدّر وجود أسعار شفافة، وعروض أسعار فورية، وتتبع الطلبات
- تناسب متطلباتك المواد القياسية والتسامحات المسموحة القياسية
- تنسجم فترات التسليم التي تتراوح بين ٣ و١٠ أيام مع جدولك الزمني
فكّر في الطباعة ثلاثية الأبعاد بدلًا من ذلك عندما:
- تشمل هندسة الجزء قنوات داخلية أو هياكل شبكيّة أو أشكالًا عضوية لا يمكن تصنيعها بالطرق التقليدية
- تحتاج إلى كميات ضئيلة جدًّا (من ١ إلى ٥ أجزاء) من النماذج الأولية غير الوظيفية وبسرعة
- خصائص المادة أقل أهميةً من السرعة وحرية التصميم الهندسي
- ميزانيتك محدودة للغاية، ومتطلبات الدقة متواضعة
وفقًا لبحث مقارنة التصنيع، تتفوق الطباعة ثلاثية الأبعاد في إنتاج الأجزاء التي تفتقر إلى القيود الهندسية، بينما توفر عمليات التشغيل بالآلات الرقمية (CNC) اقتصاديات حجم أكثر فاعلية لكميات تتجاوز ١٠٠ وحدة عند التعامل مع أشكال هندسية بسيطة.
فكّر في صب الحقن عندما:
- الكميات تتجاوز ٥٠٠–١٠٠٠+ وحدة بلاستيكية متطابقة
- تكلفة الوحدة الواحدة أكثر أهميةً من الاستثمار الأولي في قوالب الإنتاج
- تم الانتهاء من تصميمك ولا يرجّح أن يتغيّر
فكر في ورش الآلات المحلية عندما:
- تتطلب المشاريع تعاونًا واسع النطاق وتطويرًا تكراريًّا
- التسليم في نفس اليوم أو في اليوم التالي يُعد أمرًا حاسمًا فعليًّا
- من شأن المناقشات التصميمية وجهاً لوجه أن تحسّن النتائج
- تتطلب المخاوف المتعلقة بالملكية الفكرية أقصى ضوابط سرية ممكنة
يستخدم العديد من المشترين الناجحين نهجًا متعددًا بشكل استراتيجي. وتتيح عمليات التصنيع السريع باستخدام الحاسب الآلي (CNC) عبر المنصات الإلكترونية التحقق من صحة التصاميم بسرعة. وقد يتم تحويل أحجام الإنتاج لاحقًا إلى صب الحقن. أما عمليات القطع المتخصصة جدًّا باستخدام الحاسب الآلي (CNC) فقد تبقى مع شركاء محليين موثوقين.
الخطوات التالية لمشروعك
وأنت الآن مزوَّد بالمعرفة اللازمة للتنقُّل في مجال التصنيع الإلكتروني باستخدام الحاسب الآلي (CNC) بثقة. لكن المعرفة دون تطبيق تظل نظريةً بحتة. وإليك كيفية المضي قدمًا عمليًّا:
ابدأ بطلب تجريبي. إذا لم تكن قد استخدمت منصةً معينةً من قبل، فابدأ بقطعةٍ أبسط بدلًا من أهم مكوِّناتك. فهذا يسمح لك بالتحقق من جودتها، ووضوح اتصالها، وموثوقية تسليمها قبل الالتزام بمشاريع أكبر.
ابحث عن شركاء جاهزين للإنتاج. إذا كان من الممكن أن يتوسع مشروعك من تصنيع نماذج أولية باستخدام ماكينات التحكم العددي (CNC) إلى الإنتاج الضخم، فاختر مورِّدين قادرين على التعامل مع كلا المرحلتين. ووفقًا لمعايير تقييم التصنيع، ينبغي أن تتناول الشراكة الجيدة ليس فقط الاحتياجات الحالية، بل أيضًا القدرة على تلبية المتطلبات المستقبلية والتوسع جنبًا إلى جنب مع نمو شركتك.
ما الذي يميِّز المورِّدين الجاهزين للإنتاج؟ ابحث عن القدرات المُثبتة مثل أوقات التسليم خلال يوم واحد للنماذج الأولية العاجلة، والشهادات التي تتطابق مع متطلبات صناعتك، والإجراءات الموثَّقة للجودة (وخاصةً مراقبة التحكم الإحصائي في العمليات SPC لضمان الاتساق). تكنولوجيا المعادن شاوي يي يتميَّز هذا المورِّد بهذه الخصائص — حيث تُظهر شهادته الخاصة بمعيار IATF 16949، وخبرته في تجميع الهيكل، وقدرته على إنجاز الطلبات بسرعةٍ عاليةٍ ما ينبغي أن تقدِّمه المورِّدون الذين يركِّزون على الإنتاج.
تقبَّل منحنى التعلُّم. على الأرجح لن تكون طلبك الأول مثالية. وستكتشف تفاصيل دقيقة تتعلق بتحديد التسامحات، وإعداد الملفات، وصياغة المتطلبات، وهي أمور لا يمكن لأي دليل أن يتوقعها بالكامل. وكل مشروعٍ يبني خبرتك، ما يجعل الطلبيات اللاحقة أكثر سلاسةً وأقل تكلفةً.
استمر في التكرار والتحسين. تستمر منصات التشغيل الآلي باستخدام الحاسوب (CNC) عبر الإنترنت في التطور — مع خوارزميات أكثر دقةً لتقديم العروض السعرية، وتوسيع نطاق خيارات المواد، وقدرات أسرع في إنجاز الطلبيات. ابقَ فضوليًّا حيال الميزات الجديدة ولا تفترض أن القيود الحالية ستبقى قائمةً دائمًا.
لقد شهد قطاع التصنيع تحولًا جذريًّا. فما كان يتطلب سابقًا أسابيع من المكالمات الهاتفية، والزيارات الميدانية، ومفاوضات العروض السعرية، أصبح اليوم يتم في دقائق عبر المنصات الرقمية. وأنت الآن تمتلك إمكانية الوصول إلى قدرات التصنيع الدقيق التي لم يجرؤ مهندسو الأجيال السابقة سوى على الحلم بها.
واستفد من هذا الوصول بحكمة. صمِّم بتأمُّلٍ عميق. وحدِّد المتطلبات بدقةٍ عالية. وتعاون استراتيجيًّا مع الشركاء. ثم حوِّل تصاميمك الرقمية إلى واقعٍ ماديٍّ بثقةٍ تامة.
الأسئلة الشائعة حول خدمات التصنيع باستخدام الحاسب الآلي (CNC) عبر الإنترنت
١. كم تكلفة التشغيل الآلي باستخدام الحاسوب (CNC)؟
تعتمد تكاليف التشغيل بالقطع باستخدام الحاسب الآلي (CNC) على ستة عوامل رئيسية: اختيار المادة (فتكلفة الألومنيوم تتراوح بين ١–٣ دولارات أمريكي لكل كيلوجرام، بينما تتراوح تكلفة التيتانيوم بين ١٥–٥٠ دولارًا أمريكيًّا لكل كيلوجرام)، وتعقيد القطعة، ومتطلبات التحمل (التوريدات)، وكمية الطلب، ومواصفات تشطيب السطح، والوقت المطلوب للتسليم. وتُبقي التوريدات القياسية التكاليف عند مستواها الأساسي، في حين قد تضاعف التوريدات الدقيقة هذه التكاليف. كما أن أوامر الكميات الكبيرة تقلل بشكل ملحوظ التكلفة لكل وحدة — فعلى سبيل المثال، قد تنخفض تكلفة قطعة واحدة من ١٣٤ دولارًا أمريكيًّا إلى ٣٨ دولارًا أمريكيًّا لكل قطعة عند طلب ١٠ قطع. ويساعد تحسين التصاميم باستخدام نصف قطر الأدوات القياسي، والحد من أعماق التجاويف، واختيار المواد المتاحة بسهولة، على تقليل التكاليف دون التأثير سلبًا على الجودة.
٢. ما أفضل خدمة لتشغيل القطع باستخدام الحاسب الآلي (CNC) عبر الإنترنت؟
يعتمد أفضل خدمة إلكترونية لتشغيل الآلات باستخدام التحكم العددي الحاسوبي (CNC) على متطلباتك المحددة. قيِّم مقدِّمي الخدمة استنادًا إلى شهادات الاعتماد (مثل ISO 9001 كحدٍ أدنى، بالإضافة إلى IATF 16949 للصناعات automotive أو AS9100D للصناعات الجوية والفضائية)، وعمليات ضمان الجودة، وخيارات المواد المتاحة، وموثوقية أوقات التسليم، وجودة التواصل. ولتطبيقات الصناعات automotive التي تتطلب شهادة IATF 16949 مع مراقبة التحكم الإحصائي في العمليات (SPC) والتوسع السريع من النماذج الأولية إلى الإنتاج، تُقدِّم شركة Shaoyi Metal Technology أوقات تسليم تبلغ يومًا واحدًا وخبرةً في تجميع الهيكل. ويجب دائمًا طلب تقارير اختبار المواد والتحقق من قدرات الفحص قبل الالتزام بطلبات كبيرة.
٣. كيف أحصل على عرض سعر فوري لتشغيل الآلات باستخدام التحكم العددي الحاسوبي (CNC)؟
قم برفع ملف CAD الخاص بك (ويفضَّل أن يكون بصيغة STEP أو IGES أو Parasolid) إلى منصة تصنيع رقمية عبر الحاسوب (CNC). وتقوم خوارزميات النظام تلقائيًّا بتحليل الشكل الهندسي، وحساب وقت التشغيل، ومراعاة تكاليف المواد. ثم اختر مواصفاتك المطلوبة — مثل نوع المادة، والكمية، والتسامح المسموح به، ونوع التشطيب السطحي — لتتلقى تحديثات فورية للأسعار. وتقدِّم أغلب المنصات عروض أسعار ملزِمة خلال دقائق، مقارنةً بأيامٍ عدَّة عبر القنوات التقليدية. وتأكد من أن نموذجك يشكِّل جسماً صلباً مغلقاً ومُحكماً (watertight)، مع نصف قطر زوايا داخلية قابلة للتشغيل آليًّا، وذلك لضمان دقة الاقتباس التلقائي.
٤. ما صيغ الملفات الأنسب لتصنيع القطع رقمياً عبر الحاسوب (CNC) عبر الإنترنت؟
ملفات STEP (.stp، .step) هي المعيار العالمي للتصنيع باستخدام الحاسب الآلي (CNC)، حيث تحافظ بدقة على الهندسة الصلبة عبر جميع أنظمة التصنيع بمساعدة الحاسوب (CAM). وتعمل تنسيقات IGES وParasolid أيضًا بشكل جيد. ويجب تجنب التنسيقات القائمة على الشبكات (mesh-based) مثل STL أو OBJ، لأنها تحوّل المنحنيات الناعمة إلى تقريبات متعددة الأوجه غير مناسبة للتصنيع الدقيق. وقبل التصدير، تأكَّد من أن نموذجك مُحكم الإغلاق (watertight)، وأزل أي هندسة مكرَّرة، واحذف الجدران التي يقل سمكها عن ٠٫٥ مم بالنسبة للمعادن، وتأكد من صحة وحدات القياس لتفادي أخطاء التحميل الشائعة التي تؤخِّر الإنتاج.
٥. متى يجب أن أختار التصنيع باستخدام الحاسب الآلي عبر الإنترنت بدلًا من الطباعة ثلاثية الأبعاد أو ورش التشغيل المحلية؟
اختر التصنيع باستخدام الحاسب الآلي عبر الإنترنت عندما تحتاج إلى الدقة والمتانة والمواد ذات الجودة الإنتاجية لتصنيع نماذج أولية وظيفية أو كميات تتراوح بين جزء واحد وعدة مئات من الأجزاء. أما الطباعة ثلاثية الأبعاد فهي مناسبة للأجزاء التي تحتوي على قنوات داخلية أو هياكل شبكية أو نماذج توضيحية سريعة حيث تكون خصائص المادة أقل أهمية. وتتفوق ورش التشغيل المحلية في المشاريع التي تتطلب تعاوناً وثيقاً، أو تسليمًا في نفس اليوم، أو مناقشات تصميمية مباشرة وجهاً لوجه. ويستخدم العديد من المشترين هذه الطرق الثلاث جميعاً بشكل استراتيجي: المنصات الإلكترونية للأجزاء البسيطة، والورش المحلية للمشاريع المعقدة التي تتطلب تعاوناً وثيقاً، والطباعة ثلاثية الأبعاد لتحقيق الحرية الهندسية الكاملة.