 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

لماذا يتفوق القص بالليزر حسب الطلب على الطرق التقليدية في تصنيع القطع المخصصة

ما المقصود فعليًّا بـ«القطع بالليزر حسب الطلب»
هل سبق واحتاجت إلى قطعة واحدة فقط مخصصة مقطوعة بالليزر لنموذج أولي أو دفعة صغيرة من المكونات لمشروع شخصي؟ إن التصنيع التقليدي سيُجبرك على طلب مئات القطع — أو حتى آلافها — لمجرد جعل العملية اقتصاديًّا. وهنا تغيّر خدمة «القطع بالليزر حسب الطلب» كل شيء.
يُعَد التصنيع حسب الطلب نظام إنتاج يتم فيه تصنيع الأجزاء فقط عند الحاجة إليها وبأعداد مطلوبة بالضبط، مما يلغي الحاجة إلى تخزين المخزون والكميات الدنيا للطلب.
فكّر في الأمر كأنك تطلب وجبة مخصصة مقابل شراء وجبات مجمدة بكميات كبيرة. فتحصل بالضبط على ما تحتاجه، عندما تحتاجه، دون هدر أو مشكلات في التخزين. ويمثّل هذا النهج في القطع بالليزر المخصص تحولًا جذريًّا في طريقة عمل التصنيع منذ عقود.
ثورة التصنيع حسب الطلب
تعمل التصنيع التقليدي وفق مبدأ بسيط: إنتاج كميات هائلة لتقليل التكلفة لكل وحدة. وتستثمر المصانع بشكل كبير في أدوات التصنيع المتخصصة، وتُنشئ خطوط إنتاج معقدة، وتُنتج آلاف الأجزاء المتطابقة. ويعمل هذا النهج بكفاءة عالية في منتجات السوق الجماهيرية — لكن ماذا لو كنت بحاجةٍ إلى خمسة أجزاء فقط مقطوعة بالليزر لنموذج أولي؟
وهنا يصبح المشكل واضحًا. فتتطلب مصانع التصنيع التقليدية ما يلي:
- استثمارات أولية كبيرة في أدوات التصنيع (غالبًا ما تصل إلى آلاف الدولارات)
- كميات طلب حد أدنى قد تصل إلى المئات أو حتى الآلاف
- فترات انتظار طويلة لإعداد خطوط الإنتاج وجدولة عمليات التصنيع
- تكاليف التخزين وإدارة المخزون
أما نموذج التصنيع حسب الطلب فيقلب هذه المعادلة رأسًا على عقب. ووفقًا لأبحاث شركة «إكسومتري» حول اتجاهات التصنيع، فإن هذه المنظومة الثورية تتيح للمصنّعين إنتاج نماذج أولية واحدة أو دفعات صغيرة دون التكاليف التشغيلية التقليدية. ويتم إنشاء العرض فقط عند وجود الطلب — أي بدون هدرٍ على الإطلاق وبلا مخزون غير مباع.
كيف تُمكّن سير العمل الرقمية الإنتاج الجزئي المفرد
إذن ما هي قصّة القطع بالليزر في هذا السياق الحديث؟ إنها ليست مجرّد مسألة تكنولوجيا، بل تتعلّق بالنظام البيئي الكامل الذي يجعل الإنتاج الجزئي المفرد مجدٍ اقتصاديًّا. ويتحقّق هذا السحر من خلال ثلاث ابتكارات رئيسية:
تقديم الملفات رقميًّا: تقوم برفع ملفات التصميم الخاصة بك مباشرةً إلى منصات القطع بالليزر عبر الإنترنت. ولا داعي للاتصال الهاتفي أو تبادل الرسائل الإلكترونية المتكررة مع مندوبي المبيعات. وتتمّ تحليل نماذجك ثلاثية الأبعاد (CAD) فورًا.
التسعير الآلي: وتولّد المنصات المتقدّمة ملاحظاتٍ تتعلّق بتصميم المنتج لغرض التصنيع (Design-for-Manufacturing)، بالإضافة إلى عروض أسعار دقيقة خلال ثوانٍ معدودة. ويؤدي هذا الأتمتة إلى إلغاء عملية التقدير اليدوي التي كانت تقليديًّا تستغرق أيامًا لتُكمِل جداول مشاريعك الزمنية.
جدولة الإنتاج المرنة: وبدلًا من انتظار توافق مشروعك مع تقويم إنتاجي جامد، يمكن لمراكز التصنيع بالليزر أن تُدرج طلبك ضمن السعة التصنيعية المتاحة. وهذه المرونة تعني تسليمًا أسرع دون تحميل رسوم إضافية مقابل التنفيذ العاجل.
النتيجة؟ ما كان يتطلب في السابق ميزانيات على مستوى الشركات وعمليات شراء طويلة الأمد أصبح الآن بين يديك. سواءً كنت هاوياً تستكشف تصاميم مخصصة أو مهندساً تُجري اختباراً لمفهومٍ ما، فإن الخدمات المقدمة حسب الطلب تجعل أجزاء القطع بالليزر ذات الجودة الاحترافية متاحةً عملياً لأي شخصٍ يمتلك ملف تصميمٍ وفكرة. 
فهم تقنيتي الليزر CO2 والألياف
عند استكشافك لخدمات قطع الليزر المقدمة حسب الطلب، ستواجه نوعين رئيسيين من التقنيات: ليزر CO2 وليزر الألياف. إن فهم الفروق بينهما ليس مجرّد معلومة فنية ثانوية؛ بل يؤثر مباشرةً على أنواع المواد التي يمكنك قصّها، وجودة الأجزاء النهائية، بل وحتى تكلفة مشروعك. إذن، أي نوع من آلات القطع بالليزر هو الأنسب لتطبيقك؟
ليزر CO2 للتشغيل المتعدد للمواد
لقد كانت آلات قطع الليزر CO2 هي الآلات الأساسية في الصناعة منذ أوائل ستينيات القرن العشرين. وتستخدم هذه الأنظمة خليط غازاتٍ—عادةً ما يكون أكسيد الكربون والنيتروجين والهيليوم—لتوليد شعاع ليزر قوي عند طول موجي يبلغ 10.6 ميكرومتر. ويتفاعل هذا الطول الموجي الأطول تفاعلًا استثنائيًّا مع المواد العضوية وغير الفلزية.
ما يجعل ماكينة قطع المعادن بواسطة ليزر CO2 هل هي فعّالة؟ تتفوق هذه التكنولوجيا في التعامل مع المواد التي تمتص الضوء تحت الأحمر بكفاءة عالية. ووفقًا للتحليل التقني لشركة Xometry، فإن أنظمة الليزر CO2 تتعامل مع نطاقٍ مثيرٍ للإعجاب من المواد، ومنها:
- الأكريليك والبلاستيكات (PMMA، PETG، البولي كربونات)
- الخشب والخشب الرقائقي
- الجلود والأقمشة
- الورق والكرتون السميك
- المطاط والفلين
- الصفائح المعدنية السميكة (10–20 مم أو أكثر باستخدام الأكسجين المساعد)
أما الجانب السلبي فهو أن أنظمة الليزر CO2 تعمل بكفاءة تتراوح بين ٥٪ و١٠٪ فقط، أي إنها تستهلك كهرباءً تساوي ١٠ إلى ٢٠ ضعف الطاقة الضوئية الليزرية التي تُصدرها. وينتج عن هذا الاستهلاك العالي للطاقة ارتفاع تكاليف التشغيل—وهو أمرٌ يستحق النظر فيه عند إجراء عمليات إنتاجية.
ليزرات الألياف لتحقيق التميز في قطع المعادن
تمثل تكنولوجيا الليزر الليفية الجيل الأحدث من آلات قطع المعادن بالليزر. وتستخدم هذه الأنظمة أليافًا بصرية مُضافة إليها عناصر أرضية نادرة (عادةً إيتريوم) لتوليد شعاع ليزري عند طول موجي يبلغ ١,٠٦٤ ميكرومتر — أي ما يعادل تقريبًا عشرة أضعاف القصر مقارنةً بأطوال موجات الليزر CO₂. ويؤدي هذا الاختلاف الجوهري إلى مزايا أداء مذهلة في معالجة المعادن.
لماذا يهم الطول الموجي؟ إن الأطوال الموجية الأقصر تركّز الطاقة بدقة أكبر، وتُمتص بكفاءة أعلى على الأسطح المعدنية. والنتيجة هي جهاز قطع معادن بالليزر يقدّم ما يقارب من ٣ إلى ٥ أضعاف الإنتاجية للأنظمة المكافئة من نوع CO₂ ذات القدرة نفسها عند معالجة المواد المناسبة.
وتتفوّق أنظمة الليزر الليفي بشكل خاص في قطع المعادن العاكسة التي تشكّل تحديًّا لأنظمة CO₂:
- فولاذ مقاوم للصدأ
- الألومنيوم وسبائك الألومنيوم
- النحاس والنحاس
- التيتانيوم
قصة الكفاءة هنا مقنعة. فعادةً ما تحقق الليزرات الليفية كفاءة تزيد عن ٩٠٪—أي تحويل ما يقرب من كامل الطاقة المُدخلة إلى طاقة قطع. وعند دمجها مع عمر تشغيل يبلغ عادةً ٢٥٠٠٠ ساعة (ما يعادل تقريبًا ١٠ أضعاف عمر أجهزة الليزر CO2)، تثبت تقنية الليزر الليفي غالبًا أنها الأفضل لقطع المعادن، على الرغم من ارتفاع تكاليف المعدات الأولية.
| الخصائص | ليزر CO2 | الليزر المصنوع من الألياف |
|---|---|---|
| الطول الموجي | 10.6 مايكرومتر | 1.064 μm |
| كفاءة الطاقة | 5-10% | أكثر من 90% |
| أفضل المواد | المواد العضوية، والبلاستيك، والمعادن السميكة | المعادن (وخاصة الأنواع العاكسة) |
| سرعة القطع (للمعادن) | القياسي | أسرع بـ ٣–٥ مرات على الصفائح الرقيقة |
| جودة الحافة | ممتازة على المواد السميكة | دقة فائقة، وعرض شق أضيق |
| حياة العمل | ~2,500 ساعة | ~25,000 ساعة |
| التطبيقات النموذجية | اللافتات والإعلانات، والشاشات، وقطع الصفائح السميكة | الصناعات automobile، والإلكترونيات، والأجزاء الدقيقة |
| معالجة المعادن العاكسة | مهمة صعبة | ممتاز |
عند إرسالك مهمة إلى خدمة قطع بالليزر حسب الطلب، يقوم مقدّم الخدمة عادةً باختيار جهاز قطع بالليزر المناسب للمعادن أو غيرها من المواد استنادًا إلى مواصفاتك. ويساعدك فهم هذه الفروقات التكنولوجية في تصميم الأجزاء بحيث تستفيد من نقاط القوة الخاصة بكل نظام— وكذلك في طرح أسئلة مستنيرة حول كيفية تنفيذ مشروعك.
التدفق الكامل لعملية الطلب حسب الحاجة
لديك تصميمٌ في ذهنك وتفهم التكنولوجيا—ولكن ما الذي يحدث فعليًّا بين رفع ملفك واستلام الأجزاء المُصنَّعة النهائية على باب منزلك؟ سواء كنت تبحث عن خدمات قص بالليزر قريبة من موقعي أو تعمل مع مزوِّد بعيد، فإن سير العمل يتبع نمطًا متوقعًا يحقِّق أقصى كفاءة ويقلِّل من المفاجآت.
إعداد ملفات التصميم للنجاح
وهنا يتعثَّر العديد من المستخدمين الجدد لأول مرة. فملف تصميمك هو المخطط الهندسي لكل ما يليه، وتتطلَّب عملية القص الدقيقة بالليزر إدخالًا دقيقًا. ولذلك فإن إنجاز هذه المرحلة بشكل صحيح منذ البداية يوفِّر دورات المراجعة ويضمن أن تقدِّم لك خدمات القص بالليزر بالضبط ما تخيَّلته.
صيغ الملفات المقبولة:
- DXF (Drawing Exchange Format): المعيار العالمي لملفات المتجهات ثنائية الأبعاد. ويُفضِّل معظم مشغِّلي آلات القص بالليزر والتصنيع باستخدام الحاسوب (CNC) هذه الصيغة للأجزاء المسطحة.
- AI (أدوبي إليستريتور): ممتازة للتصاميم المعقدة التي تحتوي على منحنيات وعناصر فنية.
- SVG (الرسومات المتجهة القابلة للتوسيع): صيغة صديقة لمواقع الويب وتُترجم جيدًا إلى مسارات القص.
- STEP (معيار تبادل بيانات المنتج): مطلوبة للأجزاء ثلاثية الأبعاد أو عند أهمية معلومات الطي.
الأخطاء التصميمية الشائعة التي يجب تجنبها:
تخيّل أنك تُرسل ملفًّا تظنه مثاليًّا، ثم تتلقى ملاحظاتٍ تفيد بأن تصميمك لا يمكن قصّه كما هو مُقصود. وهذه الأخطاء الشائعة تُربك حتى المصمّمين ذوي الخبرة:
- الخطوط قريبة جدًا من بعضها: لأشعّة الليزر عرضٌ معين (يُسمّى «كرف»). وقد يؤدي اقتراب العناصر عن سماكة المادة إلى اندماجها أو تشكيل أجزاء هشّة.
- غياب المحيطات المغلقة: تُربك المسارات المفتوحة برامج القص. ويجب أن تكون كل صورة محاطةً بالكامل.
- النص غير محول إلى مخططات: قد لا تنتقل الخطوط بشكلٍ صحيح بين الأنظمة المختلفة. وعليه، يتعيّن تحويل جميع النصوص إلى مسارات متجهة قبل التحميل.
- تجاهل الحدود الدنيا الخاصة بكل مادة: فثقبٌ بقطر ١ مم يعمل جيدًا في ألمنيوم بسماكة ١ مم، لكنه يصبح مشكلةً في فولاذ بسماكة ٦ مم. لذا، يجب تنسيق أبعاد العناصر بما يتناسب مع سماكة المادة.
- إهمال تعويض الكرف: إذا كانت الدقة في التركيب أمراً حاسماً، فيجب أخذ مقدار ٠٫١–٠٫٣ مم من المادة التي يزيلها شعاع الليزر في الاعتبار.
أما بالنسبة للمستخدمين الذين يبحثون عن خدمة قص الأكريليك بالليزر تحديداً، فليُراعَ أن الخصائص الحرارية للأكريليك تختلف عن تلك الخاصة بالمعادن. ولذلك، ينبغي تصميم الزوايا الداخلية بمقاسٍ أكبر قليلاً لتفادي التشققات الناتجة عن الإجهادات، وتجنّب الأجزاء الرقيقة جداً التي قد تنحني أو تشوه.
من التحميل إلى التسليم في خمس خطوات
بمجرد أن يصبح ملفك جاهزًا، تبدأ رحلة الطلب حسب الحاجة عبر سلسلة مُبسَّطة. وإليك بالضبط ما يحدث خلف الكواليس:
-
تحميل الملف والتحليل الفوري
تُرسل تصميمك عبر منصة المزوِّد. وتقوم الأنظمة الآلية بفحصه لاكتشاف أية مشكلات — مثل المسارات غير المغلقة، أو الهندسة غير المدعومة، أو العناصر التي تقل أبعادها عن الحدود الدنيا. وتوفر العديد من المنصات تغذيةً راجعةً فوريةً، مع إبراز المشكلات مباشرةً على معاينة التصميم الخاص بك. -
التسعير الآلي واختيار المادة
يحسب النظام وقت القطع استنادًا إلى تعقيد الهندسة الإجمالية وطول المسار الكلي. وتختار أنت المادة وسمكها، وتولِّد المنصة عرض سعرٍ يأخذ في الاعتبار تكلفة المادة، ووقت التشغيل الآلي، وأي متطلبات للتشطيب. ويستغرق هذا عادةً بضع ثوانٍ فقط، بدلًا من الأيام التي كانت تتطلبها عمليات التسعير التقليدية. -
تأكيد الطلب وجدولة الإنتاج
بعد أن توافق على العرض السعري وتُكمل الدفع، يدخل طلبك إلى قائمة الإنتاج. وبفضل الجدولة المرنة، يمكن لطلبك المكوّن من جزء واحد أن يُنفَّذ خلال أوقات التشغيل المتاحة للآلات دون الحاجة إلى الانتظار حتى تكتمل الحد الأدنى لكمية الدفعة. وغالبًا ما تتراوح مدة التسليم بين الخيار العاجل (١–٣ أيام) والخيار القياسي (٥–١٠ أيام). -
القصّ والتحقق من الجودة
يقوم المشغلون بتحميل المادة المحددة من قِبلك وتشغيل برنامج قص الليزر عالي الدقة. وبعد إتمام عملية القص، يتم فحص الأجزاء للتحقق من دقة الأبعاد وجودة الحواف وحالة السطح. كما تُقاس التحملات الحرجة مقابل المواصفات المحددة. ويتم في هذه المرحلة أي عمليات إزالة الحواف الحادة أو التشطيب الثانوي الأخرى. -
التغليف والشحن
تُعبَّأ الأجزاء بعناية لمنع تلفها أثناء النقل. وتبقى الأغشية الواقية على الأسطح، بينما تحصل المكونات الهشة على وسائد واقية إضافية. وتصلك معلومات التتبع عبر بريدك الإلكتروني، وبذلك تبدأ أجزاؤك المخصصة في طريقها إليك.
نصائح احترافية لمعالجة أكثر سلاسة:
- أرفق رسمًا ثنائي الأبعاد يحتوي على الأبعاد الحرجة إذا كانت التحملات ذات أهمية
- حدّد أي الأسطح تعتبر تجميلية وأيها وظيفية
- لاحظ أي متطلبات خاصة في تعليقات الطلب
- اطلب عينات قصّ من المواد الجديدة قبل الالتزام بطلبات كبيرة
ما جمال هذه العملية؟ إن كل خطوة منها مُصمَّمة لاكتشاف المشكلات المحتملة قبل أن تتحول إلى مشكلات مكلفة. فعلى عكس التصنيع التقليدي، حيث قد لا تظهر الأخطاء إلا بعد إنتاج آلاف القطع، فإن مقدِّمي خدمة قص الليزر حسب الطلب القريبة منك يمكنهم التحقق من الجودة في كل قطعة على حدة — مما يمنحك الثقة سواء كنت تطلب نموذجًا أوليًّا واحدًا أو مئة قطعة إنتاجية. 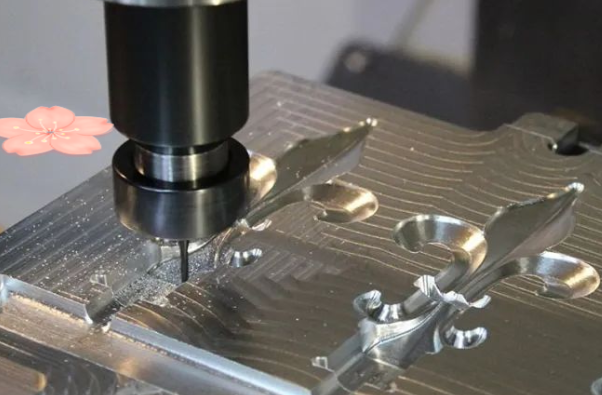
دليل اختيار المواد والتوافق معها
إن اختيار المادة المناسبة لا يتعلق فقط بما يبدو جذّابًا على الورق، بل يحدّد جوهريًّا أداء الجزء، وجودة الحواف، والتكلفة النهائية. وعند التعامل مع خدمات قص الليزر حسب الطلب، فإن فهم كيفية تفاعل المواد المختلفة مع طاقة الليزر يساعدك على التصميم بذكاء أكبر ووضع توقعات واقعية بشأن المكونات النهائية.
تتفاعل كل مادة بشكل مختلف مع طاقة الليزر المركزة. فبعض المواد تُقْطَع بسلاسة تامة وتترك حوافًا ناعمة كالمرآة، بينما تتطلب مواد أخرى تقنيات محددة لإدارة تراكم الحرارة أو الأكسدة أو تغير لون السطح. دعونا نستعرض أبرز ما يجب أن تعرفه عن أكثر المواد طلبًا في عمليات قص المعادن بالليزر وغيرها.
مواد المعادن وقدرات السماكة
وتظل المعادن العمود الفقري لتطبيقات قص الليزر الدقيقة. فسواءً كانت أجزاءً للسيارات أو غلافًا إلكترونيًّا، فإن قص صفائح المعادن بالليزر يغطي نطاقًا واسعًا من التطبيقات، بدءًا من الرقائق الدقيقة جدًّا ووصولًا إلى الصفائح السميكة جدًّا. ومع ذلك، فإن كل عائلة من عائلات المعادن تمتلك خصائصها الفريدة التي تؤثر على عملية القص.
الفولاذ اللين والفولاذ الكربوني:
وهو المادة الأساسية في التطبيقات الصناعية، ويتميز الفولاذ بقابلية قصٍّ متوقَّعة عبر نطاق واسع من السماكات. وعادةً ما يتراوح سمك الصفائح المعدنية التي تُقصُّ بالليزر من الفولاذ اللين بين ٠٫٥ مم و٢٥ مم أو أكثر، وذلك حسب قوة الليزر المستخدمة. وهناك طريقتان رئيسيتان لقص هذه المواد:
- القص التفاعلي (بمساعدة الأكسجين): وفقًا لدليل المواد الخاص بشركة زوميتري (Xometry)، فإن الأكسجين يُسرّع عملية القطع من خلال التأكسد، مما يسمح بمعالجة الأقسام السميكة بكفاءة. أما المقابل لذلك؟ فهو تكوّن طبقة رقيقة من الأكسيد على حواف القطع.
- القطع بالانصهار (مع غاز النيتروجين المساعد): يُنتج حوافًا أنظف وخاليةً من الأكاسيد، لكن سرعته أبطأ عند قطع الأقسام السميكة.
الصلب غير القابل للصدأ:
يتطلب قطع الفولاذ المقاوم للصدأ بالليزر اهتمامًا دقيقًا بإدارة الحرارة. فمحتوى الكروم في هذه المادة يمنحها مقاومة ممتازة للتآكل، ولكنه يؤثر أيضًا على استجابتها للطاقة الحرارية. وعند معالجتها باستخدام غاز النيتروجين المساعد، تتوقع الحصول على حواف نظيفة ولامعة — وهي ميزة ضرورية في التطبيقات الغذائية أو الطبية أو المعمارية، حيث قد يؤدي التأكسد إلى إضعاف الأداء أو المظهر.
عند قطع الفولاذ المقاوم للصدأ بالليزر، تتراوح السماكات النموذجية القابلة للقطع عادةً بين ٠٫٤ مم و٢٠ مم. وتُقطَع السماكات الأقل سمكًا بشكلٍ استثنائيٍ نظيفٍ وبحد أدنى من مناطق التأثير الحراري (HAZ)، بينما قد تظهر على الحواف في الأقسام الأسمك درجة خفيفة من تغير اللون، والتي يمكن معالجتها بسهولة عبر عمليات ما بعد المعالجة.
الألمنيوم وسبائك الألمنيوم:
يُعَد قص الألومنيوم بالليزر تحديًا فريدًا بسبب الانعكاسية العالية والتوصيل الحراري المرتفع لهذا المعدن. وتتفوق أنظمة الليزر الألياف في هذه المهمة، حيث تتغلب على مشكلات الانعكاسية التي تُعاني منها أنظمة الليزر CO2. وعند قص الألومنيوم بالليزر، يمكنك توقع ما يلي:
- جودة ممتازة للحواف على الصفائح الرقيقة (حتى ٦ مم)
- بعض الخشونة على حواف الأجزاء السميكة، مما يتطلب استخدام تقنيات القص بالانصهار
- المدى النموذجي للسماكة يتراوح بين ٠٫٥ مم و١٢ مم للخدمات القياسية حسب الطلب
إن التوصيل الحراري العالي للألومنيوم يعني أن الحرارة تتب рассеى بسرعة — وهي عادةً ميزة جيدة لتقليل منطقة التأثير الحراري (HAZ)، لكنها تتطلب طاقة أعلى للحفاظ على سرعة القص.
فهم التسامح المسموح:
ما الدقة التي يمكن توقعها فعليًّا؟ وفقًا لـ مواصفات التسامح الخاصة بشارلز داي ، تحقق خدمات القص بالليزر الاحترافية دقةً مذهلة:
| سماكة المادة | التسامح (للقطع التي لا يتجاوز طولها ٥٠٠ مم) | التسامح (من ٥٠٠ مم إلى ١٥٠٠ مم) | التسامح (من ١٥٠٠ مم إلى ٣٠٠٠ مم) |
|---|---|---|---|
| حتى ١٫٠ مم | ±0.12ملم | ±0.12ملم | ±0.12ملم |
| من ١٫٠ مم إلى ٣٫٠ مم | ±٠٫١٥ مم | ±٠٫١٥ مم | ±٠٫١٥ مم |
| من ٣٫٠ مم إلى ٦٫٠ مم | ±0.20مم | ±0.20مم | ±0.20مم |
| من ٦٫٠ مم إلى ٢٥ مم | ±0.25 مم | ±0.25 مم | ±0.25 مم |
| أكثر من ٢٥ مم حتى ٥٠ مم | ±0.50 مم | ±0.50 مم | ±0.50 مم |
تنطبق هذه التسامحات على أبعاد القطعة حتى ٣٠٠٠ مم — أي أن الألواح الكبيرة تظل تحافظ على دقة متسقة. وللتوضيح، فإن التسامح المقداره ±٠٫١٥ مم على قطعة بسماكة ٣ مم يعني أن العناصر المُصنَّعة تقع ضمن عرض شعرة بشرية من موضعها المقصود.
خيارات البلاستيك والمواد الخاصة
وبالإضافة إلى المعادن، تتعامل الخدمات حسب الطلب مع نطاق واسعٍ مثيرٍ للإعجاب من المواد غير المعدنية. وتتطلب كل مادةٍ منها معايير قصٍّ محددةً لتحقيق أفضل النتائج.
الأكريليك (PMMA):
النجم البارز بين البلاستيكيات. وتظل طلبات خدمة قص الأكريليك شائعةً لأن أشعة الليزر من نوع CO2 تُنتج حوافًا ملمَّعة باللهب لا تحتاج إلى تشطيب ثانوي. وعادةً ما تتراوح السماكات الممكنة بين ١ مم و٢٥ مم، مع الحفاظ على جودة الحواف عند مستوى استثنائي طوال هذه المدى. ويتبخر هذا المادة بسلاسة، تاركًا أسطحًا صافية بصريًّا وناعمةً تمامًا، وهي مثالية لتطبيقات اللافتات والعروض والديكور.
PETG:
أكثر مقاومةً للتأثير مقارنةً بالأكريليك، لكن قصَّه يشكِّل تحديًّا طفيفًا أكبر. وقد تظهر على الحواف درجة خفيفة من التجمُّد (التَّكَثُّف) بدلًا من الوضوح الزجاجي الذي يتميَّز به الأكريليك. وهو مناسب جدًّا للأغطية الواقية ولتطبيقات السلامة الغذائية حيث تهم المتانة أكثر من الكمال البصري.
بولي كربونات:
أقسى أنواع البلاستيكيات الشائعة، لكنه في الوقت نفسه الأصعب قصًّا باستخدام الليزر. وتميل مادة البولي كربونيت إلى الاصفرار عند الحواف المقطوعة، وقد تُنتِج أسطحًا أقل نعومةً مقارنةً بالأكريليك. أما في التطبيقات التي تتطلَّب مقاومتها الفائقة للتأثير، فإن اصفرار الحواف الطفيف غالبًا ما يكون مقبولًا — أو يمكن معالجته لاحقًا عبر عمليات التشطيب الإضافية.
POM (ديلرين/أسيتال):
بلاستيك هندسي يُقدَّر لاستقراره البُعدي وانخفاض احتكاكه. وفقًا للتوثيق الفني لشركة كسمتري، يمكن قص مادة البولي أوكسي ميثيلين (POM) بدرجة عالية من النظافة وبحد أدنى من منطقة التأثير الحراري (HAZ) باستخدام ليزر ثاني أكسيد الكربون. وتؤدي إعدادات مشابهة لتلك المستخدمة مع الأكريليك إلى نتائج جيدة، رغم أن خفض سرعة التغذية بنسبة ٢٥٪ تقريبًا يُنتج نتائج مثلى. ملاحظة هامة: يجب توفر تهوية مناسبة لأن تسخين مادة البولي أوكسي ميثيلين يؤدي إلى انبعاث أبخرة سامة.
الخشب والمنتجات الخشبية المصنَّعة:
يُوسِّع كلٌّ من الخشب الرقائقي ولوح الألياف المتوسطة الكثافة (MDF) نطاق خيارات المواد الخاصة بك لتصنيع النماذج الأولية، والتجهيزات، والقطع الزخرفية:
- الخشب الرقائقي: يمكن قص جميع الأنواع بالليزر، رغم أن محتوى الراتنج يؤثر في جودة الحواف ويتطلب تهوية جيدة. وتؤدي زيادة ضغط المروحة إلى قص أنظف.
- MDF: يتميَّز لوح الألياف المتوسطة الكثافة (MDF) بكثافته العالية واحتوائه على كميات كبيرة من المادة اللاصقة، ما يجعل قصه بطيئًا ويميل إلى إنتاج حواف محترقة أو ملوَّنة. ويُعالَج الليزر بقدرة ٨٠ واط لوحة MDF بسماكة ١٠ مم عند سرعة تبلغ حوالي ٣٫٥ مم/ثانية — وهي سرعة أبطأ بكثير من سرعة قص الخشب الرقائقي المكافئ.
منطقة التأثير الحراري وتوقعات جودة الحواف
هنا حيث تلتقي علوم المواد بالنتائج الواقعية. فكل عملية قطع حراري تُحدث منطقة متأثرة بالحرارة (HAZ)—أي المنطقة المجاورة لموضع القطع التي تتغير فيها خصائص المادة بسبب ارتفاع درجات الحرارة. ويساعدك فهم منطقة التأثر الحراري على تحديد التوقعات المناسبة وتصميم المكونات وفقًا لذلك.
وفقًا للتحليل الفني لشركة A-Laser، تظهر منطقة التأثر الحراري (HAZ) بعدة طرق:
- الخبث والحواف البارزة: الرواسب المتكررة للمواد المنصهرة على طول حواف القطع، وبخاصة في المعادن التي تتطلب عدة مرورات بالليزر
- الالتواء: قد يؤدي تركيز الحرارة إلى تشويه المواد الرقيقة أو تسبب في انحناء الحواف بحيث لا تبقى مستوية
- تغير اللون: قد تظهر تغيرات في اللون قرب حواف القطع لكلٍّ من المعادن والبلاستيكيات—وقد تكون هذه التغيرات تجميلية بحتة أحيانًا، أو قد تشير أحيانًا إلى تغيرات هيكلية
- الانفصال الطبقي: قد تنفصل المواد المركبة ذات الطبقات، مثل المواد المصفحة، عند تعرضها لدرجات حرارة مرتفعة جدًّا
تتحكم الخدمات الاحترافية حسب الطلب في هذه التأثيرات من خلال تحسين دقيق للمعايير: ضبط قوة الليزر وسرعة القطع وضغط غاز المساعدة لكل تركيبة من المواد والسمك. والنتيجة هي جودة عالية ومتسقة للحواف عبر جميع أجزائك.
| المادة | نطاق السمك النموذجي | خصائص جودة الحافة | أفضل التطبيقات |
|---|---|---|---|
| الفولاذ الطري | 0.5 مم – 25 مم | نظيف مع طبقة أكسيد (O₂) أو لامع (N₂) | دعامات، أغلفة، أجزاء هيكلية |
| فولاذ مقاوم للصدأ | ٠٫٤ مم – ٢٠ مم | لامع وخالٍ من الأكسيد باستخدام غاز النيتروجين كمساعد | معدات الأغذية، الأجهزة الطبية، العمارة |
| كعنصر أساسي في منتجاتها. | 0.5 مم – 12 مم | جيد على المواد الرقيقة؛ وخشونة طفيفة على المواد السميكة | الإلكترونيات، الهياكل خفيفة الوزن، مشتِّتات الحرارة |
| أكريليك | 1 مم – 25 مم | مُلمَّع باللهب، شفاف بصريًا | اللافتات، الشاشات، القطع الزخرفية |
| PETG | ١ مم – ١٢ مم | حواف مُبهَّمة قليلًا | أغطية واقية، تطبيقات آمنة للاستخدام مع الأغذية |
| البوليكربونات | ١ مم – ١٠ مم | قد يصفر؛ خشنة أكثر من الأكريليك | واقيات و أغطية مقاومة للتأثير |
| POM (ديلرين) | ١ مم – ١٥ مم | نقاء عالٍ جدًّا، منطقة تأثير حراري (HAZ) ضئيلة جدًّا | ترابيع، محامل، آليات دقيقة |
| خشب الرقائقي | ٣ مم – ١٨ مم | اسوداد خفيف على الحواف | نماذج أولية، قوالب تثبيت، قطع زخرفية |
| MDF | ٣ مم – ١٢ مم | حواف محترقة، واحتمال حدوث تلطيخ | قوالب، تركيبات غير تجميلية |
عند اختيار المواد لمشروعك المُنتَج حسب الطلب، يجب أن تطابق المتطلبات الوظيفية مع توقعات واقعية لجودة الحواف. فلعلّ إشارة ديكور من الأكريليك تتطلب معايير مختلفة عن تلك المطلوبة لبرacket تثبيت فولاذي مخفي. ويساعد فهم هذه الخصائص الخاصة بكل مادة في تحديد المواصفات بدقة — وبالتالي استلام أجزاء تعمل بالضبط كما هو مقصود.
عوامل التسعير واستراتيجيات تحسين التكاليف
ما المبلغ الذي ينبغي أن تتوقع دفعه مقابل خدمات القطع بالليزر حسب الطلب؟ الجواب الصادق هو: يعتمد ذلك. ولكن على عكس التصنيع التقليدي، حيث تبدو أسعار الخدمات كصندوق أسود، فإن فهم العوامل المتغيرة التي تؤثر في عرض سعر قطع الليزر يمكّنك من اتخاذ قرارات تصميمية أكثر ذكاءً وتحسين التكاليف قبل تقديم طلبك حتى.
والحقيقة هي أن تكاليف قص الليزر تتفاوت بشكل كبير اعتمادًا على متطلبات مشروعك المحددة. فسعر قطعة دعم مستطيلة بسيطة أقل بكثير من سعر لوحة زخرفية معقدة تحتوي على عشرات الفتحات. ولنكشف الستار عن العوامل الدقيقة التي تدخل في تحديد السعر الذي تتلقّاه.
العوامل الرئيسية التي تحدد عرض السعر الخاص بك
يعكس كل عرض سعر لقص الليزر مزيجًا من استهلاك الموارد: المواد، ووقت تشغيل الآلة، والعمالة، والتكاليف العامة. وهذه هي العوامل التي تؤثّر فعليًّا في السعر النهائي الذي تدفعه:
- نوع المادة والتكلفة: وفقًا لـ تحليل Strouse للتكلفة غالبًا ما تمثّل تكلفة المادة ٧٠–٨٠٪ من إجمالي تكاليف المشروع. وتتميّز الفولاذ المقاوم للصدأ بسعر أعلى من الفولاذ اللين. كما تُضيف السبائك الخاصة والبلاستيكات الهندسية تكاليف إضافية. وبذلك فإن اختيارك للمادة يشكّل الأساس الذي يستند إليه عرض السعر بأكمله.
- سمك المادة: تتطلب المواد الأسمك طاقة ليزر أكبر وسرعات قص أبطأ لتحقيق حواف نظيفة. ويستغرق قص صفيحة فولاذية بسماكة ١٠ مم وقتًا أطول بكثير من قص صفائح بسماكة ٢ مم — وهذا الوقت الإضافي لتشغيل الآلة يرفع التكلفة مباشرةً.
- درجة تعقيد التصميم وطول مسار القطع: التصاميم الأكثر تعقيدًا تتطلب مسارات قطع أطول. ويحتاج كل فتحة إلى نقطة بدء قطع (نقطة ثقب) حيث يبدأ الليزر عملية القطع. وتشير دليل أسعار نظام كوماكوت (Komacut) إلى أن التصاميم التي تحتوي على عدد كبير من الفتحات تتطلب دقةً أعلى وزمن قطعٍ أطول، ما يؤدي إلى ارتفاع التكاليف الإجمالية.
- أبعاد القطعة: الأجزاء الأكبر تستهلك كمية أكبر من المواد الخام وتتطلب مسارات قطع أطول. كما أنه لا يمكن ترتيب عدد كبير من الأجزاء الكبيرة على ورقة واحدة، مما يقلل من كفاءة استخدام المواد.
- الكمية المطلوبة: تتوزَّع تكاليف الإعداد على جميع الوحدات في طلبك. فطلب عشر وحدات لا يكلِّفك عادةً عشرة أضعاف تكلفة طلب وحدة واحدة — إذ تُوزَّع التكاليف الثابتة مثل إعداد الملفات وإعداد الجهاز على الكميات الأكبر.
- وقت التسليم: هل تحتاج الأجزاء غدًا؟ غالبًا ما يترتَّب على المعالجة العاجلة رسوم إضافية. أما أوقات التسليم القياسية فهي تتيح للمصانع تجميع مواد مماثلة معًا وتحسين جدولة العمليات، ما يسمح لها بتمرير هذه الكفاءات إليك.
- التشطيب الثانوي: تُضيف خطوات المعالجة اللاحقة مثل إزالة الحواف الحادة، وتسطيح الحواف، وتصنيع الخيوط، والطلاء بالبودرة أو غيرها من التكاليف المرتبطة بالعمالة والمعدات المتخصصة. وبذلك فإن القطعة ذات الحواف الخام تكلّف أقل من تلك التي تتطلب أسطحًا مصقولة.
عند طلبك أعمال قص معدنية مخصصة، ضع هذه العوامل في الاعتبار أثناء مرحلة التصميم. فالتعديلات البسيطة — مثل تقليل الفتحات غير الضرورية، أو دمج الميزات معًا، أو القبول بالتسامحات القياسية — يمكن أن تؤثر تأثيرًا ملموسًا على صافي ربحك.
تحسين التصاميم لتحقيق الكفاءة في التكلفة
وهنا تظهر أهمية التفكير الاستراتيجي الذي يُثمر عوائد جيدة. فعلى الرغم من أنك لا تستطيع التحكم في أسعار المواد الأولية، فإنك بالتأكيد تتحكم في مدى كفاءة استخدام تصميمك للموارد.
استفد من تقنية القص المتداخل (Nested Cutting) لتحقيق وفورات في المواد:
إن الترتيب الفعّال للأجزاء على صفائح المادة — أي ما يُعرف بالقص المتداخل — يحوّل الهدر إلى وفورات. ووفقًا لـ تحليل برنامج QBuild Software ، يوفّر القص المتين المُحسَّن فوائد متعددة، منها:
- تعظيم استغلال المادة عبر تركيب عدد أكبر من الأجزاء في كل صفيحة
- تقليل الهدر وتكاليف المواد الأولية
- تقصير زمن القص عبر تقليل المسافة التي يقطعها شعاع الليزر
- يقلل من تآكل الآلة من خلال تخطيط مسار أكثر كفاءة
عند طلب خدمات قص المعادن المخصصة، فإن مقدّمي الخدمة يتعاملون عادةً مع عملية الترتيب التلقائي (Nesting) تلقائيًا. ومع ذلك، فإن تصميم القطع مع أخذ هذه العملية في الاعتبار — مثل تجنّب الأشكال غير المريحة التي تُضيِع المواد، واستخدام سماكات متجانسة عبر جميع الأجزاء — يساعد البرمجيات على إيجاد ترتيبات أكثر كفاءة.
الاقتصاد في مرحلة النماذج الأولية مقابل الإنتاج:
تتغيّر معادلة التكلفة بشكل كبير بين النموذج الأولي الوحيد ودورات الإنتاج. وتؤدي عمليات القص بالليزر العينية نتائج ممتازة في مراحل النماذج الأولية السريعة والدُفعات الصغيرة المكوَّنة من ٥٠ إلى ١٠٠ جزء. وبذلك تحصل على التحقق من التصميم دون الالتزام بأدوات باهظة الثمن.
أما عند الكميات الكبيرة — أي بآلاف الأجزاء — فقد تصبح الاقتصاديات تميل إلى أساليب مختلفة. إذ يمكن للإنتاج الكامل على المعدات المُحسَّنة تحقيق تكاليف أقل لكل وحدة من خلال:
- توزيع تكاليف الإعداد على عدد أكبر من الوحدات
- الأهلية للحصول على خصومات حجمية على المواد
- تبسيط برمجة الماكينة ومعالجتها
تتمثل النقطة المثلى لقطع الليزر حسب الطلب عادةً في نطاق الكميات المنخفضة إلى المتوسطة: النماذج الأولية، والدُفعات الإنتاجية الصغيرة، وقطع الغيار، والتصاميم المخصصة الفريدة. أما بالنسبة لكميات ضخمة جدًا، فيجب مناقشة الأمر مع مقدِّم الخدمة لمعرفة ما إذا كانت الأدوات المخصصة أو العمليات البديلة قد تحقق قيمة أفضل.
استراتيجيات تبسيط التصميم:
كل عنصر تضيفه يزيد من وقت القطع. لذا، فكّر فيما إذا كانت العناصر الزخرفية تضيف بالفعل قيمةً فعليةً، أم أن الهندسات الأنظف تحقِّق أهدافك الوظيفية بشكل كافٍ. وبتبسيط التصاميم — مثل تقليل عدد الفتحات، وجعل المنحنيات مستقيمةً قدر الإمكان، والإلغاء التام للتسامحات الضيقة غير الضرورية — تنخفض تكاليف قطع الليزر مباشرةً دون المساس بالأداء.
النتيجة النهائية؟ عامل عرض أسعار قص الليزر كأداة لجمع التغذية الراجعة. فإذا بَدَا السعر مرتفعًا، فاحرص على دراسة تصميمك من خلال عدسة التصنيع. فغالبًا ما تؤدي التعديلات الصغيرة إلى خفض تكاليف قص الألواح بشكلٍ ملحوظ مع الحفاظ على الوظيفة نفسها تمامًا—وبذلك يتحول النموذج الأولي المكلف إلى جزء إنتاجي اقتصادي.
مقارنةً بين قص الليزر والطرق البديلة
إذن لديك تصميم جزء جاهز—ولكن هل يُعَدّ قص الليزر بالفعل الخيار الأمثل؟ فعلى الرغم من أن قص الليزر حسب الطلب يوفِّر مرونةً استثنائيةً ودقةً عاليةً، فإنه ليس دائمًا الحل الأمثل لكل مشروع. وبفهم الطريقة التي يقارن بها هذا الأسلوب بقص الماء تحت الضغط العالي (Waterjet)، وقص البلازما، والتنقير باستخدام الحاسب الآلي (CNC Routing)، وقص القوالب (Die Cutting)، يمكنك اتخاذ قرارات تصنيعية مستنيرة توازن بين الجودة والتكلفة والجدول الزمني.
تتميَّز كل تقنية قصٍّ بفوائد مميزة خاصة بها. وقد يؤدي اختيار الطريقة الخاطئة إلى دفع مبالغ زائدة مقابل دقة غير ضرورية، أو الحصول على أجزاء لا تلبّي معايير الجودة المطلوبة لديك. فلنُفصِّل متى يكون استخدام جهاز قص المعادن بالليزر منطقيًّا، ومتى تحقِّق الطرق البديلة نتائج أفضل.
القطع بالليزر مقابل طرق القطع البديلة
قطع الليزر:
وفقًا لـ التحليل المقارن لشركة Wurth Machinery ويتفوَّق قص الليزر عندما تحتاج إلى دقة جراحية في مواد رقيقة إلى متوسطة السماكة. ويُنتج الشعاع المركَّز حوافًا نظيفة جدًّا مع أقل قدر ممكن من المعالجة اللاحقة. ومن أبرز المزايا ما يلي:
- التسامح الضيق والقدرة على تنفيذ التفاصيل الدقيقة
- جودة ممتازة للحواف تتطلب تشطيبًا بسيطًا أو لا تتطلبه على الإطلاق
- سرعات قص سريعة على الصفائح الرقيقة
- عرض شق ضيق جدًّا يقلِّل هدر المواد
أفضل التطبيقات؟ الإلكترونيات، والأجهزة الطبية، وتصنيع الأجزاء الدقيقة، وأي مشروع يتطلَّب حوافًا نظيفة وتفاصيل دقيقة.
القطع بالبلازما:
عندما تعمل مع المعادن الموصلة السميكة، وتكاليف التشغيل تهمك أكثر من دقة الحواف، فإن قطع البلازما غالبًا ما يكون الخيار الأفضل. وإذا كنتَ قد بحثت يومًا عن «قطع بلازما قريب مني»، فمن المرجح أنك تتعامل مع تصنيع الفولاذ الثقيل. ويستخدم قطع البلازما قوسًا كهربائيًّا وغازًا مضغوطًا لاختراق المعادن بسرعة وكفاءة اقتصادية. أما المقابل لهذا الأسلوب فهو الحصول على حواف خشنة أكثر ومنطقة متأثرة بالحرارة أوسع مقارنةً بقطع المعادن بالليزر باستخدام معدات دقيقة.
- يتفوق في قطع صفائح الفولاذ التي يزيد سمكها عن بوصة واحدة
- أسرع بحوالي ٣–٤ مرات من قطع الماء عالي الضغط عند التعامل مع المعادن السميكة
- تكاليف معدات وتشغيل أقل من الليزر أو القطع بالماء
- مثالي لتصنيع الهياكل الفولاذية والمعدات الثقيلة وبناء السفن
القطع بتيار الماء:
هل تحتاج إلى قطع مواد لا تتحمل الحرارة؟ إن قطع الماء عالي الضغط يستخدم ماءً تحت ضغط عالٍ ممزوجًا بمادة كاشطة لقطع أي مادة تقريبًا — من الفولاذ إلى الحجر إلى المواد المركبة — دون التأثيرات الحرارية. ووفقًا لتوقعات القطاع، من المتوقع أن يصل سوق قطع الماء عالي الضغط إلى أكثر من ٢,٣٩ مليار دولار أمريكي بحلول عام ٢٠٣٤، مما يعكس الطلب المتزايد على طرق القطع الخالية من الحرارة. ومن أبرز المزايا:
- منطقة خالية تمامًا من تأثير الحرارة— لا تشوه ولا تغيير في خصائص المادة
- تقطع ما يكاد يكون أي مادة، بما في ذلك الزجاج والحجر والمواد المركبة
- ممتازة للمواد السميكة (حتى عدة بوصات)
- خيار متفوق للمواد الحساسة للحرارة أو المواد المُصلَّبة
أما العيب؟ فهو أن سرعة القطع أبطأ وتكاليف التشغيل أعلى، ما يجعل قطع المياه أقل اقتصاديةً في أعمال الصفائح الرقيقة عالية الحجم، حيث تؤدي آلات القطع بالليزر التحكمية العددية المهام بشكل أسرع.
الت_ROUTING بالكمبيوتر (CNC):
وبالنسبة للخشب والبلاستيكيات والرغوة والمواد الألطف، فإن آلات الليزر التحكمية العددية تواجه منافسةً من الم-routerات الميكانيكية. وتستخدم هذه الم-routerات أدوات قطع دوارة بدلًا من الطاقة الحرارية، ما يجعلها أكثر ملاءمةً للمواد غير المعدنية السميكة جدًّا وللمواد التي قد تذوب أو تحترق تحت تأثير حرارة الليزر. ومع ذلك، لا تستطيع الم-routerات مجاراة دقة الليزر في الأنماط المعقدة أو الأعمال التفصيلية الدقيقة.
القص بالقالب:
عندما تحتاج إلى آلاف القطع المتطابقة من مواد مرنة مثل الحشوات والعوازل أو البلاستيكيات الرقيقة، غالبًا ما يوفِّر القص بالقالب أقل تكلفة وحدوية. وفقًا لـ مقارنة شركة ESPE للتصنيع القطع بالقالب يتطلب استثمارًا أوليًا في الأدوات، لكنه يُنتج أجزاءً متجانسة بسرعةٍ فائقة بمجرد إعداد النظام. والشرط المفروض؟ إن تكلفة القوالب المخصصة قد تصل إلى مئات أو حتى آلاف الدولارات—وبالتالي فإن هذه الطريقة تكون اقتصادية فقط عند الإنتاج بكميات كبيرة.
| طريقة القطع | الدقة | مجموعة المواد | جودة الحافة | نطاق الحجم الأمثل | التكلفة النسبية |
|---|---|---|---|---|---|
| قطع الليزر | ±٠٫١٢ مم – ±٠٫٢٥ مم | المعادن، البلاستيك، الخشب، الأقمشة | ممتاز—غالبًا لا يحتاج إلى تشطيب إضافي | من جزء واحد إلى ١٠٠٠ جزء فأكثر | متوسطة |
| قطع البلازما | ±0.5 مم – ±1.5 مم | المعادن الموصلة فقط | حواف خشنة؛ وغالبًا ما تظهر شوائب (درس) | كميات منخفضة إلى متوسطة | منخفضة |
| قص الماء النفاث | ±0.1 مم – ±0.25 مم | تقريبًا أي مادة | جيد—لا تؤثر الحرارة على العملية | كميات منخفضة إلى متوسطة | عالية |
| تصنيع باستخدام الحاسب الآلي | ±0.1مم – ±0.5مم | الخشب، والبلاستيكات، والرغوة، والمعادن اللينة | جيد—قد يتطلب عملية صقل يدوية (سنْدِنْغ) | كميات متوسطة | متوسط-منخفض |
| قص بالقالب | ±٠٫٢٥ مم – ±٠٫٥ مم | مواد رقيقة مرنة | نظيف—ومتسق عبر الدفعات المختلفة | أكثر من 1,000 قطعة | منخفض (عند مستوى الصوت) |
اتخاذ القرار الصحيح في التصنيع
يبدو الأمر معقَّدًا؟ إليك إطار عمل عملي لاختيار طريقة القطع المناسبة لك استنادًا إلى خمسة معايير رئيسية:
١. نوع المادة:
ما الذي تقصّه؟ تُفضَّل تقنيات الليزر أو البلازما للمعادن. أما المركبات الحساسة للحرارة فتتطلّب قطع المياه. أما المواد اللينة مثل الخشب والرغوة، فيمكن قصّها إما بالليزر أو بالتنميط باستخدام ماكينات التحكم العددي (CNC). وإذا كنت بحاجة إلى خدمات قطع المعادن للمعادن العاكسة مثل النحاس أو البرونز، فإن تقنية الليزر الأليافية تتعامل مع هذه المواد بشكل أفضل من أنظمة البلازما أو الليزر CO₂.
٢. سماكة المادة:
فالصفائح الرقيقة (أقل من ٦ مم) تستفيد من مزايا الليزر—السرعة والدقة وجودة الحواف. أما الصفائح الفولاذية السميكة (أكثر من ٢٥ مم) فتصبح تقنيات البلازما أو قطع المياه أكثر عملية. ويمكن لتقنية الليزر قص المواد السميكة، لكن وقت المعالجة والتكاليف تزداد بشكل ملحوظ.
٣. متطلبات الدقة:
هل تحتاج إلى تحملات أقل من ±٠٫٢٥ مم؟ فتقنيتا الليزر وقطع المياه هما الأنسب. أما إذا كانت التحملات المقبولة لديك ±١ مم أو أكبر، فقد تكون تقنية البلازما ذات تكلفة أقل وبالتالي أكثر منطقية. لذا يجب أن تتناسب متطلبات دقة قطعك مع التقنية المستخدمة؛ إذ إن الدفع مقابل دقة غير ضرورية يُضيِّع المال.
٤. متطلبات جودة الحواف:
هل ستكون أجزاءك مرئية؟ هل تتطلب التجميع دون عمليات تشطيب ثانوية؟ تُنتج تقنية الليزر حوافًا معدنية أنظف بكثير. أما بالنسبة للمكونات الهيكلية المخفية داخل المعدات، فإن الحواف الخشنة الناتجة عن قص البلازما تكون مقبولة تمامًا.
٥. حجم الإنتاج:
هنا تصبح التصنيع التقليدي باستخدام القوالب أحيانًا أكثر جدوى اقتصاديًّا. فعملية القص بالقالب تتطلب قوالب مخصصة باهظة الثمن، ولكن بمجرد طلب آلاف القطع المتطابقة، تنخفض التكلفة لكل وحدة بشكل كبير جدًّا. أما قص الليزر عند الطلب فيتميَّز بفعاليته في إنتاج النماذج الأولية والكميات الإنتاجية التي لا تتجاوز بضعة مئات من القطع؛ وبعد تجاوز هذا العدد، ينبغي تقييم ما إذا كانت القوالب المخصصة توفر قيمة أفضل.
متى يتفوق التصنيع التقليدي:
الخدمات عند الطلب ليست دائمًا الحل الأمثل. وينبغي النظر في الأساليب التقليدية عندما:
- تحتاج إلى ٥٠٠٠ قطعة أو أكثر متطابقة ذات هندسة بسيطة
- تكون تكلفة الوحدة الفردية أكثر أهمية من وقت التسليم
- يكون التصميم النهائي قد استقر ولا يخضع لأي تغييرات لاحقة
- تكون المواد عبارة عن سبائك متخصصة تتطلب عمليات تصنيع مخصصة
لكل شيء آخر—النماذج الأولية، وتعديلات التصميم، والقطع المخصصة الفريدة، وقطع الغيار، والكميات الصغيرة للإنتاج—تُوفِّر تقنية قص الليزر عند الطلب مرونةً عاليةً وتحتاج إلى صفر أدوات، ما يُحقِّق عادةً أفضل قيمة. والمفتاح هو مطابقة متطلبات مشروعك المحددة مع التقنية التي تتعامل معها بكفاءةٍ أعلى ما يمكن.
التطبيقات عبر الصناعات وأنواع المستخدمين
من يستخدم خدمات قص الليزر عند الطلب فعليًّا؟ الجواب المختصر: الجميع، بدءًا من الهواة الذين يمارسون هواياتهم في عطلة نهاية الأسبوع ووصولًا إلى المهندسين العاملين في شركات قائمة ضمن قائمة فورتشن 500. لكن المهم هنا هو أن كل نوع من المستخدمين يتوجه إلى هذه الخدمات بطريقة مختلفة، ولديه أولوياتٌ فريدةٌ ومخاطر محتملة يجب تجنُّبها. سواء كنت تبحث عن جهاز قص ليزر قريب مني لمشروع شخصي، أو تقوم بتقييم مورِّدين لإنتاج احترافي، فإن فهم الطريقة الفعَّالة للاستفادة من هذه الخدمات يُحدث فرقًا كبيرًا.
تكمن جمالية التصنيع حسب الطلب في تعميم إمكانات التصنيع الدقيق. فلم تعد الحاجة إلى ميزانيات على نطاق المصنع شرطًا للوصول إلى إمكانيات الحفر والقطع بالليزر المخصصة ذات الجودة الاحترافية. دعونا نستعرض كيف يمكن لشرائح المستخدمين المختلفة تحقيق أقصى قيمة من هذه الخدمات.
- الهواة والصناع اليدويون: ركّز على تجريب المواد وفهم قيود التصميم. ابدأ بمواد ميسورة التكلفة مثل الأكريليك أو الخشب الرقائقي قبل الانتقال إلى المعادن. ويبحث الكثيرون عند بدء مشاريعهم الإبداعية عن خدمات قطع الخشب بالليزر قريبة مني أو قطع الخشب بالليزر قرب موقعي — حيث توفر مقدمو الخدمة المحليون غالبًا وقت تسليم أسرع لدعم التعلّم التكراري.
- مصممو المنتجات: أعط الأولوية للتكرار السريع والنماذج البصرية. واستخدم الخدمات المقدمة حسب الطلب لاختبار أشكال المنتج واختياراته الجمالية قبل الالتزام بالمواد الإنتاجية الفعلية. وفكّر في طلب عدة تنوعات تصميمية في وقت واحد لتسريع عملية اتخاذ القرار.
- المهندسون: ركّز على دقة الأبعاد ومواصفات المواد. وحدّد دائمًا التسامحات الحرجة بوضوح، واطلب شهادات المواد عند وجود اعتبارات تتعلق بالأداء الوظيفي. وجّه اختبارات التركيب والملاءمة باستخدام أجزاء أولية قبل توسيع حجم الطلبيات.
- مالكو المشاريع الصغيرة: وازن بين التكلفة لكل وحدة ومخاطر المخزون. وتتيح لك طريقة الإنتاج حسب الطلب اختبار استجابة السوق قبل الالتزام بإنتاج كميات كبيرة. وثّق المنتجات التي تبيع بشكلٍ ثابت لتحديد المرشّحين للطلبيات الحجمية التي تُقدَّم بأسعار وحدة أفضل.
استراتيجيات إعداد النماذج الأولية لتطوير المنتجات
تصوَّر أنك صمّمت غلافًا جديدًا لمنتج ما. هل يجب أن تطلب نموذجًا أوليًّا واحدًا أم خمسة؟ وفقًا لـ دليل ميغل لإعداد النماذج الأولية ، تتبع النماذج الأولية الناجحة المُصنَّعة بالقطع بالليزر منهجًا تكراريًّا: ابدأ بتصاميم أساسية لاختبار توافق المواد، ثم طوِّرها تدريجيًّا عبر إصدارات متتالية.
إليك ما يوصي به المصممون ذوو الخبرة:
- ابدأ ببساطة: اختبر الهندسة الأساسية وسلوك المادة قبل إضافة التعقيد
- خذ في الاعتبار عرض شق القطع (Kerf): ضبط التصاميم لمراعاة المادة التي تزيلها الليزر—وهو أمرٌ بالغ الأهمية للأجزاء المتشابكة
- وثق كل شيء: الاحتفاظ بسجلات الإعدادات والتعديلات للاستعانة بها في المستقبل
- اختبار عيّنات المواد: قص أقسام صغيرة لتقييم كيفية تفاعل المواد قبل الانتقال إلى تصنيع الأجزاء الكاملة
- التعاون المبكر: مشاركة النماذج الأولية مع أصحاب المصلحة للحصول على ملاحظاتهم قبل إقرار التصاميم نهائياً
هل تبحث عن خدمات قص الخشب المخصصة في منطقتك أو خدمات النقش بالليزر في منطقتك؟ غالبًا ما يوفّر مقدّمو الخدمات المحليون دورات تغذية راجعة أسرع لتكرارات النماذج الأولية—حيث قد يُنهون تصنيع القطع خلال ٢٤–٤٨ ساعة، مقارنةً بأسبوعٍ كاملٍ من المورِّدين البعيدين. وتُسهم هذه الميزة الزمنية في تسريع عملية التعلُّم وتقليص جداول التطوير.
التوسُّع من الأجزاء الفردية إلى عمليات الإنتاج الضخم
لقد قمتَ بالتحقق من صحة تصميمك باستخدام النماذج الأولية—فماذا بعد؟ يتطلّب الانتقال من مرحلة تصنيع النماذج الأولية الفردية إلى الكميات الإنتاجية تفكيراً استراتيجياً بشأن الجدوى الاقتصادية والاتساق.
وفقًا لـ رؤى شوبيفاي التصنيعية إن الإنتاج حسب الطلب يوفر مزايا واضحة لهذه المرحلة الانتقالية: يمكنك اختبار استجابة السوق عبر دفعات صغيرة قبل الالتزام بإنتاج كميات كبيرة. وإذا نفد شيءٌ ما من المخزون، فهذا يشير إلى وجود طلب عليه بدلًا من خلق مشكلات مكلفة تتعلق بالمخزون.
ضع في اعتبارك العوامل التالية عند التوسّع:
- عتبات التسعير حسب الحجم: يقدّم معظم المورّدين أسعارًا أفضل لكل وحدة عند إنتاج ٢٥ أو ٥٠ أو ١٠٠ قطعة فأكثر — لذا حدد هذه النقاط الحرجة.
- اتساق المادة: حدد مصادر المواد إذا كان لا بد من الحفاظ على تطابق الألوان أو الخصائص الميكانيكية عبر الدفعات المختلفة.
- توثيق الجودة: اطلب تقارير الفحص الخاصة بعمليات الإنتاج للتحقق من اتساق الجودة.
- استراتيجية المخزون: اطلب ما تحتاجه عندما تحتاجه — وتجنب الفخ التقليدي المتمثّل في تكديس المخزون الذي يُجمّد رأس المال.
تتراوح النقطة المثلى لخدمات الطلب حسب الحاجة عادةً بين جزء واحد وعدة مئات من الأجزاء. وعند تجاوز هذه العتبة، يجب تقييم ما إذا كانت أدوات التصنيع المخصصة أو طرق الإنتاج البديلة قد توفر اقتصاديات أفضل. ومع ذلك، فإن المرونة التي تتيح للشركات الصغيرة ومطوري المنتجات طلب الكميات المطلوبة بالضبط—دون الالتزام بكميات حد أدنى—تمثل القيمة الجوهرية التي تجعل التصنيع حسب الطلب قويًّا للغاية.

اختيار شريك التصنيع حسب الطلب المناسب
لقد أتقنت التكنولوجيا، وفهمت موادك جيدًا، وحسّنت تصميمك لتحقيق الكفاءة من حيث التكلفة. لكن هذه هي النقطة التي تتعثّر فيها العديد من المشاريع — فاختيار مزوِّد خدمة غير مناسب قد يُفقِد كل تلك الاستعدادات الدقيقة قيمتها. فليست جميع خيارات قصّ الليزر القريبة مني تقدّم نفس الجودة أو سرعة الاستجابة أو الدعم الفني. والفرق بين مورِّدٍ كافٍ وشريك تصنيعٍ استثنائي غالبًا ما يُحدِّد ما إذا كان مشروعك سيحقّق النجاح أم سيتحوّل إلى تجربة محبطة من دورات المراجعة المتكرّرة.
فكّر في اختيار مزوِّد خدمات قصّ الليزر الدقيق على أنه مثل اختيار شريك تجاري. فأنت لا تشترى وقت آلة فقط، بل تستثمر في الخبرة، وأنظمة الجودة، والبنية التحتية للاتصالات التي تؤثّر مباشرةً في نجاح منتجك. إذن، ما المعايير الفعلية التي يجب أن تراعيها عند تقييم الشركاء المحتملين؟
المعايير الأساسية لتقييم مزوِّدي الخدمات
وفقًا لـ تحليل شركة JP Engineering لعملية اختيار المزوِّدين عدة عوامل تُميِّز خدمات قص المعادن بالليزر الاستثنائية عن البدائل العادية. وإليك قائمة التقييم الخاصة بك:
- جودة التكنولوجيا والمعدات: لقد تطورت تقنية قص الليزر بشكلٍ كبير. وتأكد من أن مقدِّمي الخدمة يستخدمون أحدث المعدات القادرة على معالجة المواد المحددة الخاصة بك والوفاء بمتطلباتك الدقيقة في قص الليزر. اسأل عن عمر الآلة، وجدول الصيانة المنتظمة، ومواصفات القدرات.
- خبرة المواد: تتطلب المواد المختلفة تقنيات قص مختلفة. ويجب أن يُظهر مقدِّم الخدمة الموثوق خبرته في التعامل مع المواد الخاصة بمشروعك تحديدًا. واستفسر عن مشاريع سابقة مشابهة لمشروعك — فالموردون ذوو الخبرة يدركون الفروق الدقيقة التي قد يغفل عنها المشغلون الجدد.
- القدرات المخصصة وتصنيع النماذج الأولية: المرونة أمرٌ جوهريٌّ في مراحل التطوير التكرارية. وتساعدك مقدمي الخدمات الذين يوفرون حلول تصنيع النماذج الأولية السريعة على صقل تصاميمك بسرعة. وابحث عن شركاء قادرين على إنجاز النماذج الأولية خلال ٥ أيام أو أقل — فهذا يُسرِّع دورات التعلُّم بشكلٍ كبير.
- وقت الدورة الإنتاجية والطاقة الإنتاجية: غالبًا ما يكون الوقت عاملًا حاسمًا في التصنيع. قيّم ما إذا كان الموردون قادرين على الوفاء بمواعيد التسليم المحددة لك دون المساس بالجودة. ويُعد التواصل الواضح بشأن الجداول الزمنية أمرًا أساسيًّا لإقامة شراكة ناجحة.
- شهادات الجودة: الشهادات المعترف بها دوليًّا في القطاع تدل على التزامٍ بالحفاظ على جودةٍ متسقة. وللتطبيقات الدقيقة، ابحث عن شهادة ISO 9001 كحدٍ أدنى. أما بالنسبة لمكونات قطاعي السيارات والفضاء الجوي، شهادة IATF 16949 فإنها تمثّل المعيار الذهبي — الذي يُظهر وجود عمليات منهجية، واتخاذ القرارات المستند إلى الأدلة، وثقافة التحسين المستمر.
- أسعار شفافة: تؤدي الرسوم المخفية إلى مشكلات في الميزانية. ابحث عن موردين يقدمون عروض أسعار واضحة ومفصَّلة. واطلب تفصيلًا للتكاليف بما في ذلك أي رسوم إضافية محتملة للتشطيب أو التسليم العاجل أو مراجعات التصميم.
- سرعة الاستجابة في التواصل: ما مدى سرعة استجابتهم للاستفسارات؟ إن مدة إنجاز العروض السعرية غالبًا ما تُنبئ بمستوى الاستجابة العامة. فالمقدِّمون الذين يوفرون عروض أسعار خلال ١٢ ساعة يُظهرون امتلاكهم للبنية التحتية والالتزام اللازمين لتحسين التواصل طوال المشروع.
- توفر دعم التصميم: ليس كل مصمِّم خبيرًا في مجال التصنيع. فالمقدِّمون الذين يقدمون دعمًا لتصميم قابل للتصنيع (DFM) يساعدونك على تحسين التصاميم قبل البدء بالقطع، مما يسمح باكتشاف المشكلات المحتملة مبكرًا واقتراح تحسينات تؤدي إلى خفض التكاليف.
قيمة الدعم المتكامل للتصنيع
لماذا يكتسب دعم تصميم قابل للتصنيع (DFM) أهميةً بالغة؟ تخيل أنك قدّمت تصميمًا ثم اكتشفت—بعد الانتهاء من عملية القطع—أن أحد الميزات لا يمكن تصنيعها بالشكل المقصود. أما من خلال إجراء مراجعة شاملة لتصميم قابل للتصنيع (DFM)، فيتمكن المهندسون ذوو الخبرة من تحديد هذه المشكلات قبل بدء الإنتاج، مما يوفِّر الوقت والمال.
وفقًا لتحليل سميثيرز الخاص بالاعتماد، فإن المصنّعين الحاصلين على شهادة IATF 16949 يوفرون مزايا مميزة: المصداقية الناتجة عن التزامهم الواضح بالجودة، وتكامل العمليات الذي يقلل من الأخطاء، وثقافة التحسين المستمر التي تعود بالنفع على كل مشروعٍ يتعاملون معه. وفيما يخص خدمات قص الليزر باستخدام ماكينات التحكم العددي (CNC) المُستخدمة في التطبيقات automotive، فإن هذه الشهادة ليست اختيارية — بل هي ضرورية.
كيف يبدو أداء الخدمة عالمية المستوى فعليًّا في الممارسة العملية؟ خذ على سبيل المثال المصنّعين الذين يجمعون بين عدة قدرات تحت سقف واحد. شاويي (نينغبو) تقنية المعادن يُجسِّد هذا النهج المتكامل — حيث يقدم خدمات إنتاج نماذج أولية سريعة خلال ٥ أيام إلى جانب الإنتاج الحاصل على شهادة IATF 16949، ودعم شامل لتصميم القابلية للتصنيع (DFM)، وتقديم عروض الأسعار خلال ١٢ ساعة. ويمثِّل هذا المزيج من السرعة، والاعتماد على الجودة، والتواصل الفعّال بالضبط ما ينبغي أن تبحث عنه عند تقييم خدمات قص الأنابيب باستخدام الليزر أو أعمال المعادن الدقيقة.
وبالإضافة إلى الشهادات، ابحث عن مزودين يقدمون خدمات قص أنابيب الليزر والقدرات المتخصصة الأخرى إذا كانت مشاريعك تتطلب ذلك. ويُسهم المصنعون المتكاملون الذين يتولون عمليات متعددة—مثل القص، والثني، والتشطيب، والتجميع—في تبسيط سلسلة التوريد الخاصة بك وتقليل الصعوبات الناتجة عن التنسيق.
العلامات الحمراء التي يجب الانتباه لها:
- عروض أسعار غامضة دون تفصيلٍ بنودها
- غياب نظام موثَّق لإدارة الجودة
- التهرّب من مشاركة المرجعيات أو نماذج الأعمال المنفذة
- أوقات استجابة بطيئة خلال مرحلة إعداد عروض الأسعار
- عدم تقديم ملاحظات حول إمكانية التصنيع (DFM) أو عدم وجود عملية مراجعة للتصميم
العلامات الخضراء التي تدل على شركاء أكفاء:
- تواصل استباقي بشأن تحسينات التصميم
- توثيقٌ واضحٌ للتسامحات والقدرات الفنية
- الشهادات الصناعية الملائمة لتطبيقك
- خيارات النماذج الأولية السريعة للتطوير التكراري
- أسعار شفافة دون رسوم غير متوقعة
شريك التصنيع المناسب لا يكتفي بتنفيذ تصاميمك، بل يرتقي بها. ومن خلال إرشادات الخبراء في تصميم القابلية للتصنيع (DFM)، وأنظمة الجودة المعتمدة، والتواصل الفعّال، يصبح مقدمو الخدمات الممتازون امتدادًا لفريقك الخاص. سواء كنت تُجري نماذج أولية لمكوِّن واحد أو توسِّع الإنتاج ليشمل أحجامًا تجارية، فإن استثمار الوقت في اختيار المورِّد المناسب يُحقِّق عوائد مجزية طوال دورة حياة مشروعك. وعليك أن تأخذ معايير التقييم على محمل الجد، وأن تطرح الأسئلة المناسبة، فستجد شركاءً يوفرون باستمرار خدمات قص الليزر بدقةٍ تفوق التوقعات.
الأسئلة الشائعة حول خدمة قص الليزر عند الطلب
١. هل هناك طلبٌ على النقش بالليزر؟
نعم، تُعد أعمال النقش والقطع بالليزر مربحة للغاية بسبب الطلب المتزايد على المنتجات المخصصة والشخصية. وينفي نموذج التصنيع حسب الطلب تكاليف تخزين المخزون، مع إمكانية إنتاج قطعة واحدة فقط. وتستعين قطاعات صناعية عديدة — بدءًا من الصناعة automobile وحتى السلع الاستهلاكية — بهذه الخدمات لإنتاج النماذج الأولية والمكونات المخصصة والدُفعات الإنتاجية الصغيرة، ما يجعلها فرصة تجارية ممتازة تتسم بتكاليف مواد منخفضة نسبيًّا.
٢. كم تبلغ تكلفة القطع بالليزر لكل دقيقة؟
تتفاوت تكاليف القطع بالليزر تبعًا لعوامل متعددة، ولا يمكن تحديدها بمعدل ثابت لكل دقيقة. ومن أبرز العوامل المؤثرة في التسعير: نوع المادة وسمكها (واللذان يشكّلان غالبًا ٧٠–٨٠٪ من التكلفة الإجمالية)، وتعقيد التصميم وطول مسار القطع، وكمية الطلب، ووقت التسليم المطلوب، ومتطلبات التشطيب. وتقدّم معظم الخدمات المقدمة حسب الطلب عروض أسعار فورية استنادًا إلى ملفات التصميم التي تقوم برفعها، مما يتيح لك تحسين التكاليف قبل تقديم الطلب.
3. ما الفرق بين قطع الليزر CO2 وقطع الليزر بالألياف؟
تعمل الليزرات ذات ثاني أكسيد الكربون (CO2) عند طول موجي يبلغ 10.6 ميكرومتر، وهي ممتازة في قص المواد العضوية والبلاستيكيات والمعادن السميكة، رغم أن كفاءتها لا تتجاوز 5–10%. أما الليزرات الليفية فتستخدم طول موجي يبلغ 1.064 ميكرومتر، وتصل كفاءتها إلى أكثر من 90%، وتتفوق بسرعات قصٍّ على المعادن تصل إلى 3–5 أضعاف السرعة الم loge لليزرات CO2. وتتمكّن الليزرات الليفية من معالجة المعادن العاكسة مثل الألومنيوم والنحاس بكفاءة أعلى، بينما تُنتج ليزرات CO2 حوافًا ملمَّعة حراريًّا على الأكريليك.
٤. ما صيغ الملفات المقبولة للقص بالليزر حسب الطلب؟
تقبل معظم خدمات القص بالليزر حسب الطلب صيغة DXF (تنسيق تبادل الرسومات) باعتبارها المعيار العالمي للملفات المتجهية ثنائية الأبعاد، وصيغة AI (أدوبي إليستريتور) للتصاميم المعقدة التي تحتوي على منحنيات، وصيغة SVG (رسومات متجهة قابلة للتوسيع) للتنسيق الصديق للمواقع الإلكترونية، وملفات STEP للأجزاء ثلاثية الأبعاد أو عند الحاجة إلى معلومات الطي. ويجب دائمًا تحويل النصوص إلى مخططات متجهة (outlines) والتأكد من إغلاق جميع المحيطات قبل التحميل.
٥. متى ينبغي أن أختار القص بالليزر بدلًا من طرق القص الأخرى؟
اختر قص الليزر عندما تحتاج إلى تحملات ضيقة (±0.12 مم إلى ±0.25 مم)، وجودة ممتازة للحواف تتطلب أقل قدر ممكن من التشطيب، وسرعة في التسليم على المواد رقيقة إلى متوسطة السماكة. اختر قص البلازما للمعادن الموصلة السميكة حيث يكتسب العامل المالي أهمية أكبر من الكمال في جودة الحواف. استخدم قص الماء لمواد حساسة للحرارة أو المواد المركبة. ويصبح قص القوالب اقتصاديًّا فقط عند إنتاج كميات تتجاوز ١٠٠٠ جزء متطابق.