 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

مصنّعو صفائح الفولاذ المجلفن: تفسير معايير ASTM

فهم صفائح المعدن المجلفن وأهميتها الصناعية
عندما تبحث عن مواد للاستخدامات الصناعية، فهناك عدد قليل جدًّا من الخيارات التي توفر التوازن المثالي بين المتانة والفعالية من حيث التكلفة ومقاومة التآكل مثل صفائح المعدن المجلفن. لكن ما الذي يجعل هذه المادة بالتحديد أساسيةً في مختلف قطاعات التصنيع؟ وكيف يمكنك تقييم مصنّعي صفائح المعدن المجلفن العديدين الذين يتنافسون على أعمالك؟ مصنّعو صفائح المعدن المجلفن الذين يتنافسون على أعمالك؟
يقدّم هذا الدليل الشامل للمشترين شرحًا تفصيليًّا لكل ما يحتاجه مدراء المشتريات والمهندسين لمعرفته — بدءًا من فهم آليات طبقة الزنك الواقية وانتهاءً بفك رموز معايير الجمعية الأمريكية لاختبار المواد (ASTM) التي تميّز المورِّدين ذوي الجودة العالية عن غيرهم.
ما الذي يجعل صفائح المعدن المجلفن أساسيةً للتطبيقات الصناعية؟
الصفيح المجلفن هو فولاذ تم طلاؤه بطبقة واقية من الزنك لمنع التآكل. وتُشكِّل صفائح الفولاذ المجلفن هذه العمود الفقري للعديد من التطبيقات الصناعية، بدءًا من مكونات هيكل المركبات إلى قنوات أنظمة التدفئة والتهوية وتكييف الهواء (HVAC) والمعدات الزراعية. والسبب بسيط: فالفولاذ غير المحمي يتآكل بسرعة كبيرة عند تعرضه للرطوبة والعوامل البيئية، بينما يمكن لصفائح المعدن المجلفن أن تدوم عقودًا مع الحد الأدنى من الصيانة.
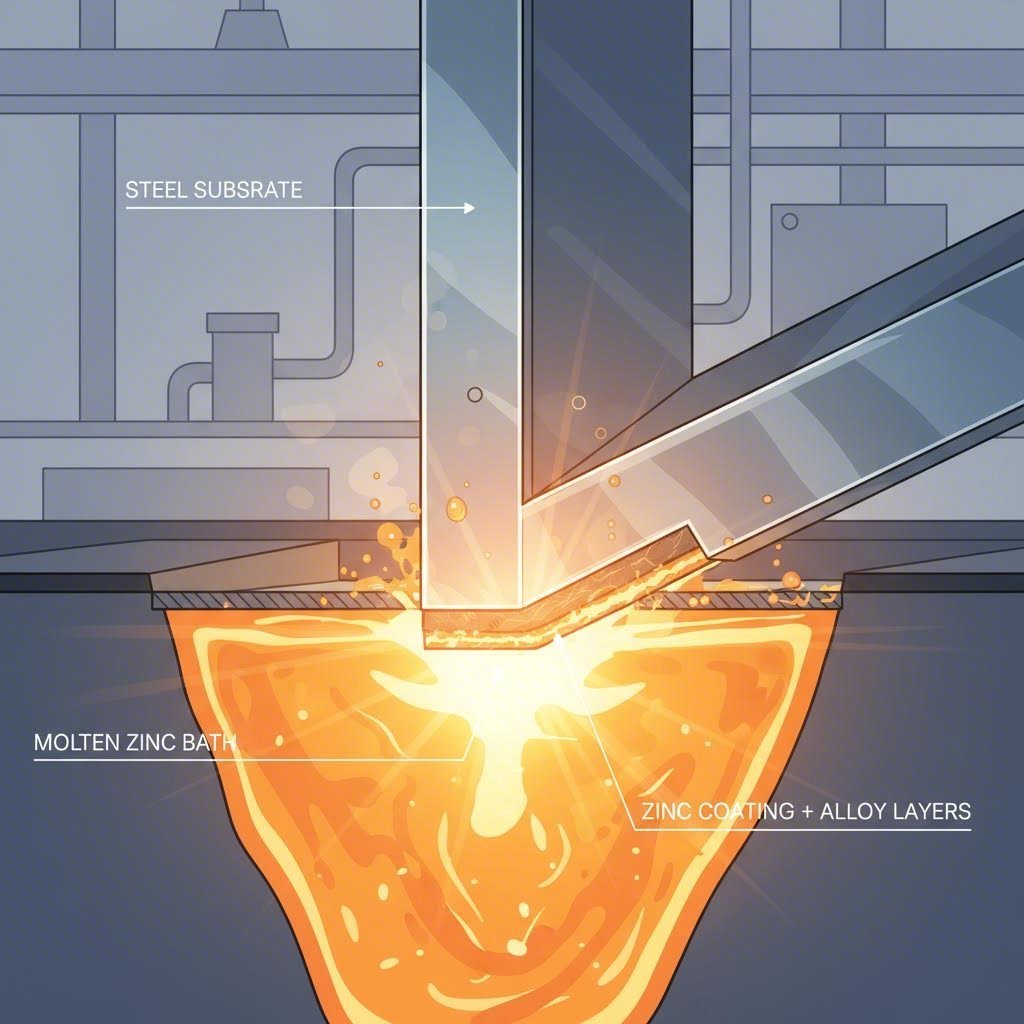
وفقًا لدليل المواد الخاص بشركة زوميتري (Xometry)، فإن عملية التصنيع تتضمن عادةً غمر الفولاذ في حمام من الزنك المنصهر عند درجة حرارة تبلغ حوالي ٤٥٠°م. ويتم الارتباط المعدني بين الزنك والفولاذ على سطحه، ما يُكوِّن تدرجًا سبائكيًّا يجمع بين المتانة البنائية للفولاذ ومقاومة الزنك الفائقة للتآكل. وهذه الطبقة المجلفنة عالية الكثافة (HD) لا تبقى فقط على السطح، بل تصبح جزءًا من التركيب الكيميائي للمعدن.
بالنسبة للمهندسين ومشتري المواد، فإن فهم هذه الخاصية الأساسية أمرٌ بالغ الأهمية. وعلى عكس البدائل المطلية أو المغلفة بمسحوق الطلاء، فإن صفائح المعدن المجلفن توفر حماية لا تتقشَّر ولا تتناثر ولا تتطلب إعادة تطبيق طوال فترة خدمتها.
فهم آليات حماية طبقة الزنك
تعمل قوة الحماية التي يوفِّرها صفائح المعدن المجلفن من خلال آلتين مختلفتين تعملان معًا. وهذه الحماية الثنائية هي ما يميِّز المواد المجلفنة عن طبقات الحماية الحاجزية البسيطة.
ويوفِّر الزنك حماية حاجزية — أي يعزل الفولاذ فيزيائيًّا عن العناصر المسببة للتآكل — وكذلك حماية كاثودية تضحيّة، حيث يتأكسد طلاء الزنك تفضيليًّا لحماية الفولاذ الكامن تحته حتى عند خدش الطلاء أو تضرُّره.
وفيما يلي شرح لكيفية عمل كلٍّ من هاتين الآليتين:
- الحماية من العوائق: يُشكِّل طلاء الزنك طبقة صلبة مترابطة معدنيًّا تغطي سطح الفولاذ بالكامل، محتجزةً إياه عن الرطوبة والأكسجين والعوامل المسببة للتآكل الأخرى الموجودة في البيئة.
- حماية الأنود التضحية: وبما أن الزنك يكون في وضع أنودي بالنسبة للحديد والصلب في معظم الإلكتروليتات الشائعة تقريبًا، فإنه يصدأ أولًا عندما يتعرّض كلا المعدنين للعوامل الخارجية. وعندما توضّح شركة AZZ ، فهذا يعني أن الزنك «يتضحّى» ذاتيًّا لحماية الصلب الأساسي—حتى عند الخدوش أو حواف القطع أو أي انقطاعات طفيفة في الطلاء.
ويُفسِّر هذا المبدأ الوقائي للصلب المجلفن سبب بقائه فعّالًا حتى بعد تلف السطح الذي قد يُضعف الطلاء أو غيره من الطلاءات الحاجزية البحتة. ولفرق المشتريات التي تقيّم مصنّعي صفائح الصلب المجلفن، فإن فهم هذه المبدأ الوقائي يساعدكم على تقييم ما إذا كانت مواصفات الطلاء التي يقدمها المورّد ستلبّي متطلبات مقاومة التآكل الخاصة بتطبيقكم.
وطوال هذا الدليل، سنفكّ رموز المعايير والمواصفات ومعايير التقييم التي تميّز المصنّعين الموثوقين عن أولئك الذين يتجاهلون الجوانب الأساسية—مزوّدين إياكم بالمعرفة اللازمة لاتخاذ قرارات شراء واثقة.
طرق الجلفنة وعمليات التصنيع
الآن بعد أن فهمتَ كيف تحمي طبقة الزنك الفولاذ وبالتالي، يصبح السؤال التالي: كيف يطبّق مصنعو صفائح الصلب المجلفنة هذه الطبقة فعليًّا؟ والإجابة ليست واحدة تناسب جميع الحالات. فهناك ثلاث طرائق مختلفة للتجفيف بالغمس في الزنك تهيمن على هذه الصناعة، وكلٌّ منها يُنتج موادًا تتميّز بخصائص مختلفة تلائم تطبيقات محددة.
ويؤثّر اختيار الطريقة المناسبة تأثيرًا مباشرًا على أداء مشروعك وتكاليفه ومتطلبات المعالجة اللاحقة. لذا دعونا نحلّل كل عملية على حدة كي تتمكن من مطابقة مواصفاتك مع النهج التصنيعي الأنسب.
شرح عملية الجلفنة بالغمر الساخن
تُعدّ عملية الجلفنة بالغمر الساخن أكثر الطرق انتشارًا بين مصنّعي صفائح الصلب المجلفنة — ولسبب وجيه. ووفقًا لدليل المواد الصادر عن شركة «إكسومتري» (Xometry)، تتضمّن هذه العملية غمر الصلب في حمّام من الزنك المنصهر عند درجة حرارة تبلغ حوالي ٤٥٠°م. وعندما يبرد الصلب، يرتبط الزنك ارتباطًا معدنيًّا بالحديد الموجود في الصلب، مكوّنًا طبقة متينة متعددة الطبقات.
ما يميز الفولاذ المجلفن بالغمر الساخن هو التفاعل الكيميائي الذي يحدث أثناء الغمر. فبدلًا من الالتصاق البسيط بالسطح، يكوّن الزنك تدرجًا سبائكيًّا مع المعدن الأساسي. والنتيجة؟ طبقةٌ تُعتبر جزءًا لا يتجزأ من تركيب الفولاذ نفسه، وليست مجرد طبقة موضوعة على سطحه.
إليك ما يجب أن تعرفه عن الفولاذ المجلفن بالغمر الساخن:
- سمك الطلاء: يتراوح سمكها عادةً بين ٥٠–١٠٠ ميكرومتر — أي أسمك بكثيرٍ من البدائل المجلفنة كهربائيًّا
- المظهر: تشتهر بلونها الفضي المميز وملمسها المتلألئ الذي يُمكن تمييزه فورًا
- التحمل والمتانة: يمكن أن تحتفظ بحالتها الجديدة لعقودٍ عديدة، حتى في المناخات القاسية
- الشفاء الذاتي: تستمر الطبقة الزنكية المحيطة في حماية الخدوش الطفيفة عبر الحماية الكاثودية
تكاليف الجلفنة بالغمر الساخن تنافسية عمومًا في مشاريع البنية التحتية الكبيرة، لأن المواد لا تتطلب أي طلاء أو دهان إضافي بعد الإنتاج. وبما أن شركة ساوث أتلانتيك المحدودة تشير ، فإن ذلك يلغي الوقت والتكلفة الإضافيين مقارنةً بالطرق التي تتطلب معالجات ثانوية.
يُفضِّل المصنِّعون هذه الطريقة للصلب المدرفل على الساخن المغلفن المُخصَّص للتطبيقات الخارجية، والمكونات الإنشائية، وأي مكانٍ تُعتبر فيه مقاومة التآكل القصوى أولوية قصوى.
الغلفنة الكهربائية مقابل طرق الغلفنة الحرارية
وبينما تهيمن الغلفنة بالغمر الساخن على التطبيقات الصناعية الثقيلة، فإن طريقتين بديليتين تخدمان احتياجات متخصصة يصادفها محترفو المشتريات بشكلٍ متكرر.
التحميص الكهربائي وتستخدم هذه الطريقة الترسيب الكهروكيميائي بدلًا من غمر الصلب في الزنك المنصهر. ويُغمَس الصلب في محلول أملاح الزنك بينما تؤدي تيار كهربائي إلى ربط أيونات الزنك بالسطح. والنتيجة هي صلب مغلفن كهربائيًا بطبقة رقيقة جدًّا ومتجانسة — وعادةً ما تكون سماكتها بين ٥ و١٥ ميكرومترًا فقط.
ولماذا نختار طبقةً بهذا الرِّقّة؟ لأن الدقة هي السبب. فعملية الغلفنة الكهربائية تُنتج أسطحًا ناعمةً ومتسقةً تمامًا، وهي مثالية للتطبيقات التي تتطلب تحملات دقيقة جدًّا. وغالبًا ما تُستخدم لفائف الصلب المغلفن بهذه الطريقة في:
- بلاطات سقف صوتية
- إطارات الأبواب وعلب النوافذ
- الألواح الكهربائية ووحدات التحكم والخزائن الكهربائية
- المكونات التي تتطلب طلاءً ثانويًّا
العيب المترتب على ذلك؟ إن هذا الطلاء الرقيق يعني حماية تضحياتية أقل وعمر افتراضي أقصر في البيئات المسببة للتآكل. وتحتاج معظم المواد المغلفنة كهربائيًّا إلى طلاء إضافي أو طبقة دهان لضمان حماية كافية على المدى الطويل.
التلدين الغالفاني يجمع بين أفضل ما في الطريقتين: فيبدأ بالغلفنة بالغمر الساخن، ثم يُمرَّر الفولاذ المغلفن فورًا عبر فرن تلدين عند درجة حرارة تبلغ نحو ٥٦٥°م. وتؤدي هذه المعالجة الحرارية إلى انتشار الحديد من الفولاذ الأساسي داخل طبقة الزنك، مكوِّنةً صفائح فولاذية غالفانية ذات سطح مكوَّن من سبيكة زنك-حديد.
ووفقًا للدليل المقارن الصادر عن شركة يونيون فاب، فإن هذا التحوُّل السبائكي يحقِّق عدة مزايا:
- تماسك ممتاز للدهان دون الحاجة إلى تحضير السطح
- قابلية ممتازة للحام مع تقليل انبعاث الغازات السامة
- سطح أكثر صلادة ومقاومةً للاحتكاك
- تشطيب رمادي غير لامع ومتجانس، وهو مثالي للتطبيقات الجمالية
تعتمد صناعة السيارات اعتمادًا كبيرًا على الفولاذ المغلفن والمُسخّن (Galvannealed) لألواح الهيكل بالضبط لأن عملية لحامه نظيفة، ويقبل طبقة الطلاء بسلاسة — وهما شرطان حاسمان للإنتاج الضخم.
| معايير | التغليف بالغمس الساخن | التحميص الكهربائي | التلدين الغالفاني |
|---|---|---|---|
| سمك الطبقة الخارجية | ٥٠–١٠٠ مايكرون | ٥–١٥ ميكرومتر | ٥–١٥ ميكرومتر |
| المقاومة للتآكل | ممتاز (في البيئات الخارجية) | متوسط (يتطلب طبقة تغطية ثانوية) | جيد عند طلائه |
| قابلية الحركة | مقبول (قد يتبخر الزنك) | عادل | ممتاز |
| قابلية الطلاء | محدود (يتطلب تحضير السطح) | جيد مع استخدام البرايمر | ممتاز جدًّا (لا يتطلب أي تحضير) |
| المظهر السطحي | لامع، فضي بلون رقائقي | أملس، متجانس | رمادي باهت غير لامع |
| التطبيقات النموذجية | الهياكل الخارجية، الدرابزين، أنظمة التدفئة والتهوية وتكييف الهواء | الغلاف الكهربائي، ألواح السقف | ألواح السيارات، الأجهزة المنزلية |
| التكلفة النسبية | معتدلة | أقل | أعلى قليلاً |
عند تقييم مصنّعي صفائح الفولاذ المجلفن، فإن فهم الطرق التي يوفرونها — والطرق التي يوصون بها لتطبيقك المحدّد — يكشف الكثير عن خبرتهم التقنية. فالمورِّد المُلمّ لا يكتفي بتنفيذ طلبك فقط، بل يرشدك نحو طريقة الجلفنة التي تحسّن الأداء وفقًا لمتطلباتك الخاصة.
وبعد توضيح طرق الجلفنة، فإن المواصفة الحرجة التالية التي يجب فهمها هي وزن الطلاء — وهي النظام الموحَّد الذي يستخدمه المصنعون لتحديد كمية حماية الزنك التي تحصل عليها بدقة.
أوزان طلاء الزنك ومستويات الحماية
لقد رأيتَ التسميات المذكورة في ورقات المواصفات الفنية — مثل G30 وG60 وG90 — لكن ما المقصود فعليًّا بهذه الأرقام؟ إن فهم تسميات وزن طبقة الزنك أمرٌ بالغ الأهمية لتوافق مواصفات المادة مع متطلبات مقاومة التآكل في تطبيقك. ومع ذلك، يظل هذا أحد أكثر جوانب شراء الفولاذ المجلفن سوء فهمٍ على الإطلاق.
إليك ما تمثِّله هذه الأرقام حقًّا وكيف يمكنك استخدامها لاتخاذ قرارات أكثر ذكاءً بشأن الشراء.
فك رموز تسميات وزن طبقة الزنك
يُعرِّف نظام التسمية "G"، المحدَّد في المواصفة القياسية ASTM A653/A653M، كمية طبقة الزنك التي تحمي فولاذك بدقة. ووفقًا لـ الوثائق الفنية لمراكز معلومات الجلفنة (GalvInfo Center) ، فإن الرقم الذي يلي الحرف "G" يمثل الحد الأدنى لوزن الزنك بوحدة الأوقية لكل قدم مربع، ويُقاس كمتوسط اختبار ثلاث نقاط (TST) على كلا وجهي الورقة.
خُذْ فولاذ G90 المجلفن كمثالٍ. وتشير "90" إلى أدنى وزن لطبقة التغطية وهو ٠,٩٠ أونصة/قدم² إجماليًّا—أي ما يعادل تقريبًا ٠,٤٥ أونصة/قدم² على كل سطح عند تطبيقها بشكل متساوٍ. وتُرجم هذه الطبقة الزنكية G90 إلى سمك زنك يبلغ حوالي ٢١ ميكرون لكل جانب، مما يوفّر حماية قوية للتطبيقات الخارجية والشديدة.
ولكن إليكم ما يغفله العديد من المشترين: إن وزن الطبقة يرتبط ارتباطًا مباشرًا بمدة الحماية. وكما يؤكد دليل اختيار الطبقات الصادر عن مركز «غالڤإنفو» (GalvInfo Center)، فإن هذه العلاقة تقريبية خطية—أي أن مضاعفة وزن الطبقة تضاعف تقريبًا عمر الخدمة في أي بيئة معطاة.
| رمز الطبقة | وزن الزنك (أونصة/قدم²) | السُمك التقريبي لكل جانب | التطبيقات الموصى بها |
|---|---|---|---|
| مجموعة الثلاثين | ٠,٣٠ إجمالي | حوالي ٢,٥ ميكرون | إطارات داخلية، مكونات الأجهزة الكهربائية المنزلية، بيئات جافة |
| G60 galvanized | ٠,٦٠ إجمالي | حوالي ٥ ميكرون | أنظمة التدفئة والتبريد وتكييف الهواء (HVAC)، استخدام خارجي خفيف، هياكل مغطاة |
| G90 مجلفن | 0.90 المجموع | ~7.5 ميكرومتر | الأسقف، والجدران الخارجية، ومعدات الزراعة، والاستخدام العام في الأماكن المفتوحة |
| G115 | 1.15 المجموع | ~10 ميكرومتر | التعرض الممتد في الأماكن المفتوحة، والبيئات الصناعية المعتدلة |
| G140 | 1.40 المجموع | ~12 ميكرومتر | الظروف الجوية القاسية، والمنشآت الصناعية |
| G235 | 2.35 إجمالي | ≈ ٢٠ ميكرومتر | الحواجز الواقية، والمباني المعدنية ذات الأعمدة، والهياكل البحرية/الساحلية، وأقصى درجات الحماية |
مطابقة وزن الطلاء مع متطلبات الاستخدام
اختيار سُمك الطلاء المجلفن المناسب لا يقتصر فقط على اختيار أثقل طبقة متوفرة. فعلى الرغم من أن الطبقات الأسمك توفر حماية متفوقة، فإنها تزيد أيضًا من تكاليف المواد وقد تؤثر على قابلية التشكيل في عمليات الختم المعقدة . والمفتاح هو مطابقة طبقة الطلاء g90 — أو أي تصنيف تختاره — مع ظروف الخدمة الفعلية.
خذ العوامل التالية في الاعتبار عند تحديد وزن الطلاء المناسب:
- بيئة التعرّض: تتعرض التطبيقات الساحلية والبحرية لرشّ الملح العدائي الذي يُسرّع من استهلاك الزنك. وبالمثل، تتطلب المناطق الصناعية المعرَّضة لثاني أكسيد الكبريت أو الكلوريد طبقات طلاء أكثر سماكة. أما البيئات الجافة الداخلية فقد تحتاج فقط إلى حماية من النوع G30 أو G60.
- المدة المتوقعة للخدمة: وفقًا لنماذج التآكل التي وضعتها شركة GalvInfo، يمكن أن تدوم فولاذ الطبقة G90 في الظروف suburban المتوسطة حوالي ٢٠ سنة قبل ظهور صدأ أحمر بنسبة ٥٪. هل تحتاج إلى مدة تجاوز ٣٠ سنة؟ فكر في استخدام الطبقة G140 أو أثقل منها.
- الطبقات الطلائية الثانوية: إذا كنت تنوي طلاء المنتج النهائي أو تغطيته بطبقة بودرة، فقد لا تحتاج إلى أقصى تغطية ممكنة بالزنك. فتوفر طبقة الطلاء حماية إضافية كحاجز، ما قد يسمح لك بتحديد طبقة G90 أخف وزنًا وبالتالي خفض التكاليف.
- متطلبات التشكيل: قد تتشقق الطبقات الأثقل أثناء عمليات التشكيل العنيفة. ولعمليات السحب العميق أو الختم المعقد، غالبًا ما تؤدي الطبقات الأخف أداءً أفضل مع توفير حماية كافية في الوقت نفسه.
- اعتبارات الميزانية: الزنك هو سلعة تتقلب أسعارها. وبما أن الطبقات الأثقل تعني كمية أكبر من الزنك لكل قدم مربع، فقد تؤثر أحيانًا تأثيرًا كبيرًا على تكاليف المواد الخاصة بالطلبات الكبيرة الحجم.
كما أن تلاحظ شركة هاسكال ستيل أن المواصفة الأكثر شيوعًا للتطبيقات الخارجية العامة تظل فولاذ الجلفنة المُحدَّدة بمواصفة G90، والتي توفر التوازن الأمثل بين درجة الحماية والتكلفة وخصائص المعالجة لمعظم الاستخدامات الصناعية.
إن فهم رموز وزن الطبقة يمكِّنك من إجراء محادثاتٍ مستنيرة مع مصنِّعي صفائح الفولاذ المجلفن. فبدلًا من قبول توصيتهم القياسية دون نقاش، يمكنك تحديد المتطلبات الدقيقة لتطبيقك بدقة—والتحقق من أن منتجاتهم تفي بتلك المتطلبات عبر بروتوكولات الاختبار القياسية وفقًا لمعايير ASTM.
وبالحديث عن المعايير، دعونا نفك شفرة مواصفات ASTM التي تنظم كيفية إنتاج الشركات المصنِّعة لمنتجات الجلفنة وكيفية اعتمادها—بدءًا من المواصفة الحرجة A653 التي تحدد درجات الفولاذ ومتطلبات الجودة.

معايير ASTM ومواصفات درجات الفولاذ
لقد اخترت طريقة الجلفنة الخاصة بك وحدّدت وزن الطلاء المناسب—إلا أن هناك طبقةً حرجةً أخرى في مواصفات الفولاذ المجلفن تُفرِّق بين المشترين المطلعين وأولئك الذين يطلبون المواد دون وعي كافٍ. فمعايير ASTM التي تنظّم إنتاج صفائح الفولاذ المجلفن بالغمر الساخن لا تُعرِّف متطلبات الطلاء فحسب، بل تُحدِّد أيضًا الخصائص الأساسية للفولاذ التي تقرّر ما إذا كانت المادة ستؤدي الأداء المتوقَّع منها أم لا.
عند مراجعة العروض السعرية من مصنِّعي صفائح الفولاذ المجلفن، ستصادف رموزًا مثل CS-B أو DS أو SS Grade 33. فما المقصود الحقيقي لهذه الرموز بالنسبة لتطبيقك؟ دعونا نفكّ شفرة المعايير الأكثر أهمية.
شرح متطلبات معيار ASTM A653
معيار ASTM A653 هو المواصفة الأساسية لصفائح ولفائف الفولاذ المجلفن بالغمر الساخن في أمريكا الشمالية. وكـ دليل فيتينا روف الفني يوضح هذا المعيار—الذي وضعته الجمعية الأمريكية لاختبار المواد (ASTM)—جميع الجوانب بدءًا من متطلبات وزن الطلاء وصولًا إلى الخصائص الميكانيكية وجودة السطح.
ولكن إليكم ما يغفله العديد من مسؤولي المشتريات: فمعيار ASTM A653 لا يحكم طبقة الزنك فقط، بل يحدد أيضًا خصائص الفولاذ الأساسي من خلال نظام تصنيف الدرجات. أما المعيار المرافق له، ASTM A924، فيتناول المتطلبات العامة بما في ذلك معلومات الطلب وطرق الاختبار ومعايير التفتيش التي تنطبق على جميع منتجات الصفائح المجلفنة.
وبالاشتراك، تضمن هذه المعايير أنه عند طلبك فولاذ A653 بدرجة معينة، فإنك تحصل على مادة تمتلك خصائص قابلة للتنبؤ بها ومتسقة—بغض النظر عن الشركة المصنعة التي أنتجتها. وهذه التوحيد هو ما يجعل الشراء القائم على المواصفات ممكنًا عبر سلسلة التوريد العالمية.
العناصر الرئيسية التي يغطيها معيار ASTM A653 تشمل:
- تصنيفات وزن الطلاء: مواصفات السلسلة G (G30 إلى G235) التي ناقشناها سابقًا
- تصنيفات درجات الفولاذ: الرموز التي تشير إلى قابلية التشكيل، والمتانة، والغرض المقصود من الاستخدام
- متطلبات الخواص الميكانيكية: القيم الدنيا لمقاومة الخضوع، ومقاومة الشد، والاستطالة
- معايير جودة السطح: متطلبات المظهر ومستويات العيوب المسموحة
- طرق الاختبار: الإجراءات الخاصة بالتحقق من وزن الطلاء، والالتصاقه، والخصائص الميكانيكية
إن فهم متطلبات المواصفة القياسية ASTM A653 يمكّنك من صياغة المواصفات الفنية التي تعبّر بوضوح عن احتياجاتك — وكذلك التحقق من أن المواد الواردة تفي فعليًّا بتلك المتطلبات.
رموز درجات الفولاذ ومعانيها
رمز درجة الفولاذ هو المكان الذي تصبح فيه المواصفة القياسية ASTM A653 مفيدةً حقًّا للمهندسين ومشتري المواد. فهذه الدرجات تُبيّن لك بدقة ما يمكن أن يحققه الفولاذ الأساسي — أي كيف سيتشكل، ومدى متانته، والتطبيقات التي يناسبها.
وفيما يلي تفصيل لأهم درجات صفائح الفولاذ المجلفن التي ستواجهها:
- CS-A وCS-B (الصلب التجاري): الأنواع الأساسية في سوق صفائح الصلب التجاري المغلفنة. وتُعد درجات الصلب التجاري مواد عامة الغرض، مناسبة للثني والتشكيل المعتدل واللحام. وتتميّز درجة CS-B بضوابط أكثر صرامةً فيما يتعلّق بالتركيب الكيميائي مقارنةً بدرجة CS-A، ما يوفّر قابليةً أفضل قليلًا للتشكيل. ومن أبرز التطبيقات النموذجية لها: ألواح التسقيف، والتجليفات الخارجية، وخزانات التخزين، ومكونات أنظمة التدفئة والتبريد وتكييف الهواء (HVAC)، حيث لا يلزم إجراء تشكيل معقّد.
- FS (الصلب القابل للتشكيل): عندما تتطلّب تطبيقاتك تشكيلًا أوسع نطاقًا مما يمكن أن تحققه أنواع الصلب التجاري — مثل التشكيل بالدرفلة أو السحب المعتدل — فإن درجة FS توفر الأداء المطلوب. ويوفّر ارتفاع محتوى الكربون في هذه الدرجة مقارنةً بأنواع الصلب القابلة للسحب مقاومةً أعلى مع الحفاظ على قابلية كافية للتشكيل لمكونات ذات أشكال معينة.
- DS (الصلب القابل للسحب): مُصمَّم للاستخدامات التي تتطلب تشويهًا بلاستيكيًّا كبيرًا. صفائح الصلب منخفضة الكربون المغلفنة من الدرجة DS تحتوي على مستويات مُتحكَّمٍ بها من الكربون والمنغنيز لتعزيز القابلية للسحب. وتُستخدم هذه الدرجة عادةً في مكونات السيارات، وغلاف الأجهزة المنزلية، وأي منتج يتطلَّب أشكالًا عميقة دون التشقُّق.
- DDS (صلب قابل للسحب العميق): وبالانتقال إلى درجة أعلى من القابلية للتشكيل، تتميَّز درجة DDS بمحتوى كربون منخفض جدًّا وشوائب مُتحكَّمٍ بها بدقة شديدة. ويؤدي ذلك إلى خصائص ممتازة في الاستطالة — وتبلغ عادةً ٤٢٪ كحدٍّ أدنى — ما يسمح للصلب بالامتداد إلى أشكال ثلاثية الأبعاد معقَّدة. وتُستخدم مواد درجة DDS عادةً في أحواض المطبخ، وقواعِد هيكل السيارات، وغلاف فلاتر الزيت.
- EDDS (صلب قابل للسحب العميق الإضافي): أكثر فولاذ مجلفن قابل للتشكيل، ويُستخدم الفولاذ المُسمى EDDS عندما لا يكون الفولاذ المُسمى DDS كافيًا تمامًا. وتؤدي تركيبته الخالية من العناصر البينية (أي انخفاض شديد في محتوى الكربون والنيتروجين) إلى قابلية استثنائية للسحب، مما يجعله مناسبًا لأكثر عمليات الختم تطلبًا. ومن التطبيقات النموذجية له ألواح هيكل السيارات والأجزاء المعقدة للأجهزة المنزلية.
- SS (الفولاذ الإنشائي): وخلافًا لدرجات الفولاذ القابلة للتشكيل، فإن رموز SS تُركّز أولًا على المتانة بدلًا من القابلية للتشكيل. فدرجة SS-33 تضمن حدًّا أدنى لمقاومة الخضوع يبلغ ٣٣ كيلو باوند لكل بوصة مربعة (ksi)، بينما تضمن درجة SS-50 حدًّا أدنى لمقاومة الخضوع يبلغ ٥٠ كيلو باوند لكل بوصة مربعة. وتُستخدم صفائح الفولاذ المجلفن هذه في التطبيقات الحاملة للأحمال — مثل هياكل المباني وأبراج خطوط النقل ومكونات الجسور — حيث تكتسب سلامة البنية أهمية أكبر من القدرة على التشكيل.
| رمز الدرجة | مستوى القابلية للتشكيل | مقاومة الخضوع النموذجية | الخصائص الرئيسية | التطبيقات الشائعة |
|---|---|---|---|---|
| CS-A/CS-B | منخفض إلى متوسط | غير محدد | غرض عام، وقابل لللحام | الأسقف، والواجهات الخارجية، وأنابيب التهوية، والخزانات |
| FS | معتدلة | غير محدد | تحسين القابلية للتشكيل مقارنةً بدرجات CS | الأقسام المشكَّلة بالتدحرج، والسحب المعتدل |
| دس | جيد | غير محدد | منخفض الكربون، وذو تركيب كيميائي خاضع للرقابة | أغلفة الأجهزة، أجزاء السيارات |
| DDS | جيدة جدًا | غير محدد | منخفض جدًا في الكربون، مطيلية لا تقل عن ٤٢٪ | أجزاء مشكلة عميقًا، أحواض المطبخ |
| EDDS | ممتاز | غير محدد | خالي من العناصر بينية الذرّات، أقصى درجة من القابلية للسحب | قطع مطروقة معقدة، ألواح الهيكل الخارجي |
| الفولاذ المقاوم للصدأ الدرجة ٣٣ | محدود | ٣٣ كيلو باوند لكل بوصة مربعة كحد أدنى | القوة الإنشائية، خصائص مُعرَّفة بدقة | إطارات بنائية، عوارض سقفية، هياكل خفيفة |
| الفولاذ المقاوم للصدأ الدرجة ٥٠ | محدود | 50 كسي كحد أدنى | هيكلي عالي القوة | هيكلي ثقيل، جسور، أبراج |
إن التمييز بين هذين النوعين يكتسب أهمية أكبر مما قد تتوقعه. اطلب صفائح الفولاذ التجارية المجلفنة عندما تحتاج إلى قابلية تشكيل من الدرجة DDS، وإلا فإن أجزاءك ستتشقق أثناء عملية الختم. وحدد درجة EDDS عندما يكون الفولاذ التجاري القياسي كافياً، فحينها تكون تدفع مبلغاً إضافياً مقابل قدرات لا تحتاجها فعلاً.
إن مصنّعي صفائح المعدن المجلفن ذوي الخبرة سيطرحون عليك أسئلة تفصيلية حول عمليات التشكيل التي تقوم بها قبل أن يوصوا بدرجة معينة. أما إذا قدّم لك المورّد ببساطة عبارة «فولاذ مجلفن» دون مناقشة مواصفات الدرجة، فهذه إشارة تحذيرية تدل على محدودية خبرته التقنية.
وبعد توضيح معايير ASTM ودرجات الفولاذ، أصبحت الآن مؤهلاً لصياغة مواصفات دقيقة. لكن المواصفات وحدها لا تكفي لإكمال الصورة — بل يجب أيضاً أن تفهم أشكال المنتجات وقواعد التحجيم التي يستخدمها المصنعون لتوريد المواد المجلفنة إلى منشأتك.
أشكال المنتجات والمواصفات القياسية
لقد حددت طريقة الجلفنة ووزن الطلاء ودرجة الفولاذ بدقة—ولكن الآن تأتي مسألةٌ مفاجئةٌ وصعبةٌ إلى حدٍّ ما: كيف ينبغي أن تصل المواد فعليًّا؟ فمصنّعو صفائح الفولاذ المجلفن يوفرون منتجاتهم على أشكالٍ متعددة، ولكل شكلٍ مزايا مُميَّزةٌ تعتمد على تركيب خط إنتاجك وحجم طلبياتك.
إن فهم أحجام صفائح المعدن الورقية ومقاييس السُمك (الجوج) واتخاذ القرار بين التوريد على هيئة لفائف أو صفائح قد يُحدث فرقًا جوهريًّا بين إنتاجٍ سلسٍ وهدرٍ مكلفٍ في المواد. دعونا نستعرض بالتفصيل ما تحتاج معرفته.
الأحجام القياسية لصفائح المعدن الورقية ومقاييس السُمك (الجوج)
إليك أمرٌ يُربك حتى المشترين ذوي الخبرة: أرقام الجوج ليست قياساتٍ عالميةً موحدةً. ووفقًا للدليل الشامل لمقياس الجوج الصادر عن شركة «ماكفرس»، فإن صفيحة فولاذ بسُمك ١٦ جوج لا تساوي صفيحة ألمنيوم بسُمك ١٦ جوج— كما أن الفولاذ المجلفن له مقياسه الخاص تمامًا.
نظام القياس (Gauge) نشأ كاختصار تصنيعي في القرن التاسع عشر. وكلما قلَّ رقم القياس، زادت سُمك المادة. لكن المفارقة هنا هي أن هذه العلاقة ليست خطية، بل تتفاوت باختلاف نوع المعدن. ولذلك يجب دائمًا التحقق من السُّمك الفعلي بالمليمترات أو البوصات بدلًا من الاعتماد على أرقام القياس وحدها.
أما بالنسبة لأوراق الصلب المجلفن والأوراق المعدنية المسطحة، فإن معظم المورِّدين يتبعون نظام قياس أسلاك برمنغهام (BWG). فورقة الصلب ذات القياس ٢٠ (20 gauge)—وهي إحدى أكثر السُّمك المحددة شيوعًا—يبلغ سمكها التقريبي ٠٫٩١ مم أو ٠٫٠٣٥٩ بوصة. ويُستخدم هذا النوع من صفائح الصلب ذات القياس ٢٠ على نطاق واسع في أنابيب تكييف الهواء (HVAC)، والغطاء الخارجي للإضاءة، والتصنيع العام حيث يجتمع المتانة المعتدلة مع سهولة التشغيل.
| رقم القياس | السماكة (بوصة) | السماكة (مم) | التطبيقات الشائعة |
|---|---|---|---|
| ٢٦ GA | 0.0179 | 0.45 | أنابيب تكييف الهواء الخفيفة، والألواح الصوتية العازلة، والزخارف التزيينية |
| ٢٤ GA | 0.0239 | 0.61 | أنظمة تكييف الهواء (HVAC)، ولوحات الأجهزة الكهربائية، والغطاء الواقي للمعدات الكهربائية |
| ٢٢ GA | 0.0299 | 0.76 | السقف، والواجهات الخارجية، والتصنيع متوسط الشدة |
| المعدن الصلب بسماكة 20 غاوج | 0.0359 | 0.91 | التصنيع العام، والدعائم، والأغطية، وأنابيب التكييف |
| ١٨ GA | 0.0478 | 1.21 | المكونات الهيكلية، وأجزاء السيارات، والغلاف الخارجي الثقيل |
| 16 جوج | 0.0598 | 1.52 | مكونات الهيكل، والإطارات، والمعدات الصناعية |
| 14 جوج | 0.0747 | 1.90 | الهياكل الثقيلة، والمعدات الزراعية، والمقطورات |
| 12 جوج | 0.1046 | 2.66 | الهياكل عالية التحمل، وواقيات الماكينات |
| 10 جوج | 0.1345 | 3.42 | التطبيقات الصفائحية، والمكونات الخاضعة لأحمال شديدة |
وكما تشير شركة «أول ميتالز فابريكيشن»، فإن الصفائح المعدنية تنتقل إلى نطاق «الألواح» عندما يتجاوز سمكها 7 جوج (أي ما يعادل تقريبًا 0.188 بوصة). وبعد هذه النقطة، يتم الانتقال من التصنيفات بالجوج إلى التصنيفات العشرية — أي أنك ستشتري لوحًا بسمك 0.250 بوصة أو 0.500 بوصة بدلًا من تحديد رقم الجوج.
أبعاد صفائح الزنك القياسية تأتي عادةً بعرضين شائعين: أربعة أقدام (٤٨ بوصة) وخمسة أقدام (٦٠ بوصة). أما خيارات الطول فتشمل عادةً صفائح بطول ٨ أقدام و١٠ أقدام و١٢ قدمًا، مع كون التكوين ٤ أقدام × ١٠ أقدام هو الحجم الأكثر توفرًا على نطاق واسع لدى الموزعين.
ولماذا يهم هذا؟ إن تحسين ترتيب أجزائك بما يتوافق مع أبعاد الصفائح القياسية يقلل من الهدر إلى أدنى حد. فعلى سبيل المثال، فإن قص قطعة بطول ٦ أقدام من صفيحة بطول ١٠ أقدام يترك جزءًا متبقيًا بطول ٤ أقدام — وقد يكون ذلك هدرًا غير ضروري ما لم تتمكن من استخدام هذه القطعة في مكان آخر.
دليل الاختيار بين الشكل الحلزوني والشكل المُسطّح
وبالإضافة إلى الصفائح المسطحة، تقدم شركات تصنيع صفائح الفولاذ المجلفن المادة على هيئة لفائف — أي لفات ملفوفة بإحكام تُفك أثناء المعالجة. ووفقًا لـ دليل المواصفات الخاص بشركة MD Metals ، فإن الاختيار بين لفائف صفائح الفولاذ المجلفن والصفائح المقطوعة مسبقًا يتطلب موازنة عدة عوامل إنتاجية.
تُنتج لفائف الصفائح المعدنية المجلفنة من نفس عملية الإنتاج التي تُنتَج منها الصفائح—وفي الواقع، تبدأ الصفائح كلفائف. وتستخدم مصانع المعالجة آلات تسوية ضخمة لفك اللفائف وتنعيم المادة وقطعها إلى أطوال قابلة للتراكم في مكدسات. وعند طلبك اللفائف مباشرةً، فإنك تتلقى المادة فعليًّا قبل هذه الخطوة الثانوية من المعالجة.
ضع في اعتبارك العوامل التالية عند اتخاذ القرار بين هذين الشكلين:
- قدرات المعدات: تتطلب معالجة اللفائف استخدام أجهزة فك اللفائف (Decoilers) وأجهزة التسوية (Straighteners) وأنظمة التغذية (Feeding Systems). فإذا كانت مرافقك تفتقر إلى هذه المعدات، فإن الصفائح المقطوعة مسبقًا تلغي الحاجة إلى استثمار رأسمالي. ومع ذلك، تستفيد العمليات التي تمتلك خطوط لفائف من التغذية المستمرة التي تُحسِّن أقصى وقت تشغيل للماكينات.
- تقليل النفايات: تسمح لك اللفائف بتحديد أطوال القطع حسب الأبعاد المحددة لأجزائك. وبذلك لا تضطر للتعامل مع الصفائح القياسية الطويلة ١٠ أقدام، بل يمكنك برمجة قطع خام دقيقة تقلل الهدر إلى أدنى حد. وفي الإنتاج عالي الحجم، غالبًا ما تبرر هذه الكفاءة تكلفة معدات التعامل مع اللفائف.
- كميات الطلب الدنيا: عادةً ما تتطلب أوامر اللفائف التزامات أكبر—غالبًا ما تكون الحد الأدنى ١٠٬٠٠٠ رطل فأكثر—مقارنةً بمشتريات الصفائح التي قد تطلب فيها بضعة قطع فقط. وقد تجد العمليات ذات الحجم المنخفض أن الصفائح أكثر عمليةً رغم ارتفاع تكلفة كل رطل منها قليلًا.
- متطلبات التخزين: تتيح اللفائف التخزين عالي الكثافة، حيث تشغل مساحة أرضية أقل من الكميات المكافئة من الصفائح. ومع ذلك، فإنها تتطلب أنظمة رفوف مناسبة ومعدات للمناولة (مثل الرافعات الشوكية المزودة بأذرع لرفع اللفائف أو خطافات على شكل حرف C) التي لا تتطلبها الصفائح.
- أوقات التسليم: عادةً ما تُشحن أحجام الصفائح القياسية بشكل أسرع من مخزون الموزِّعين. أما تقطيع اللفائف حسب الطلب أو المتطلبات الخاصة بالعرض فقد يضيف وقت معالجة إضافيًا إلى طلبك.
بالنسبة لعمليات الختم أو التشكيل بالدرفلة الآلية التي تُنتج آلاف القطع، فإن استخدام اللفائف يُعد في الغالب الخيار الأمثل. فالتغذية المستمرة للمواد تقلل من وقت التعامل بين القطع الفارغة وتسمح بتداخل أكثر إحكامًا للقطع. وعلى العكس من ذلك، فإن ورش العمل التي تُنتج أعمالًا متنوعة وبكميات منخفضة غالبًا ما تفضّل المرونة التي توفرها المخزون من الصفائح المعدنية— حيث يمكن أخذ ما هو مطلوب دون الحاجة إلى إعداد أنظمة التعامل مع اللفائف لكل مهمة.
ويقدّم بعض المصنّعين كلا الشكلين (الصفائح واللفائف) من نفس المنشأة، مما يتيح لك شراء الصفائح لمرحلة النماذج الأولية والتحول إلى اللفائف بمجرد أن تبرر أحجام الإنتاج هذه الخطوة. وهذه المرونة تستحق التقييم عند تأهيل موردين جدد.
وبعد توضيح أشكال المنتجات واتفاقيات التحجيم، تكون قد أصبحت مستعدًّا لمطابقة هذه المواصفات مع التطبيقات الصناعية المحددة— حيث تُحدد المتطلبات الواقعية لقطاعات السيارات والبناء والزراعة بالضبط أي التركيبات من السُمك والطلاء والشكل هي التي تحقق الأداء الأمثل.
التطبيقات الصناعية ومتطلبات المواد
معرفة قياس السماكة (الغوج)، ووزن الطلاء، ودرجة الفولاذ أمرٌ بالغ الأهمية—ولكن كيف تُترجَم هذه المواصفات إلى أداء فعلي في العالم الحقيقي؟ فتتطلّب القطاعات الصناعية المختلفة خصائص مادية مختلفة، ويقوم مصنعو صفائح الصلب المجلفنة بتكييف عروضهم وفقًا لذلك. فما قد ينجح تمامًا في أنابيب تكييف الهواء والتهوية (HVAC) قد يفشل فشلًا ذريعًا في المعدات الزراعية. كما أن ما يتفوق في ألواح هيكل السيارات قد يكون مبالغًا فيه بالنسبة للإطارات الإنشائية الداخلية.
فلنُمعِن النظر في المتطلبات المحددة التي تحفِّز اختيار المواد عبر ثلاثة قطاعات رئيسية—والمواصفات التي تميِّز الأداء الكافي عن النتائج المثلى.
مواصفات ومتطلبات قطاع صناعة السيارات
يمثِّل قطاع صناعة السيارات إحدى أكثر التطبيقات طلبًاً على صفائح الصلب المجلفنة. فمنذ مكوّنات الهيكل وحتى ألواح الهيكل الخارجي، تتطلّب المركبات موادًا تتحمّل ملح الطرق، والتعرُّض للرطوبة، وعقودًا من الخدمة—وبالتوازي مع ذلك، يجب أن تستوفي معايير صارمة تتعلّق بالقابلية للتشكيل واللحام.
وفقًا لدليل المواصفات الخاص بشركة BJCX Steel، يحدد مصنعو المركبات عادةً الفولاذ المجلفن من الدرجة SGLC نظرًا لمقاومته المحسَّنة للتآكل وقابليته للتشكيل. وتظل هذه الدرجة تحتفظ بطبقة الحماية الخاصة بها في الظروف القاسية، مع السماح في الوقت نفسه بعمليات التشكيل المعقدة التي تتطلبها تصاميم المركبات الحديثة.
إليك ما تتطلبه تطبيقات المركبات عادةً:
- مكونات الشاسيه والتعليق: الفولاذ الهيكلي المجلفن من الدرجات SS (بقوة خضوع تبلغ ٣٣ كيلو باوند/البوصة المربعة أو ٥٠ كيلو باوند/البوصة المربعة) للأجزاء الحاملة للحمولة. وتوفِّر طبقات الطلاء G90 أو الأثقل حمايةً ضد رذاذ الطريق والملح. ويكتسب قابلية اللحام أهميةً بالغة هنا؛ إذ تتفوق المواد المُجلفنة-المُعالجة حراريًّا غالبًا على البدائل المجلفنة بالغمر الساخن لأنها تُنتج أبخرة سامة أقل ووصلات لحام أنظف.
- الأسطح الخارجية وأغطية الجسم: وتسيطر درجات EDDS أو DDS على هذا المجال، حيث توفر قابلية تشكيل استثنائية تلائم التفاصيل المعقدة. وتُفضَّل طبقات الطلاء المُجلفنة-المُعالجة حراريًّا لأنها تتوافق مع أنظمة طلاء المركبات دون الحاجة إلى إعداد سطحي مكثف — وهي عامل تكلفة بالغ الأهمية في الإنتاج الضخم.
- التعزيزات الهيكلية: توفر صفائح الفولاذ المقاوم للصدأ من الدرجات DS أو FS توازنًا بين القابلية للتشكيل والمتانة. ولا تتطلب هذه المكونات قدرة سحب متطرفة مثل الألواح الخارجية للهيكل، لكنها ما زالت بحاجة إلى حماية موثوقة ضد التآكل.
- المكونات المكشوفة في الجزء السفلي من الهيكل: يُعطى أقصى مقاومة للتآكل الأولوية القصوى. وتُستخدم طبقات الطلاء G140 أو G235 جنبًا إلى جنب مع الجلفنة بالغمر الساخن لحماية خزانات الوقود وصفائح الأرضية وتجاويف العجلات من البيئة العدائية التي تتميز بالملح والرطوبة الموجودة أسفل المركبات.
ويرجع تركيز قطاع صناعة السيارات على قابلية اللحام إلى هيمنة الفولاذ المجلفن المُسخَّن (Galvannealed Steel) في تطبيقات ألواح الهيكل. فعندما تقوم الشركات المصنِّعة بلحام مئات الوصلات لكل مركبة بسرعات خط الإنتاج، فإن اتساق جودة اللحام ليس أمرًا اختياريًّا، بل هو ضرورةٌ لضمان السلامة الإنشائية وسلامة الحماية أثناء التصادم.
التطبيقات الإنشائية والزراعية
تواجه قطاعا البناء والزراعة تحديًا مشتركًا: فيجب أن تتحمل المنتجات الظروف الخارجية القاسية لفترات طويلة مع الحد الأدنى من الصيانة. ومع ذلك، فإن متطلباتها المحددة تختلف اختلافًا كبيرًا وفقًا لمتطلبات الاستخدام.
تطبيقات البناء
ويمتد نطاق استخدامات البناء، من أنابيب التكييف والتهوية (HVAC) إلى الإطارات الإنشائية، ليشمل كامل طيف منتجات صفائح الفولاذ المجلفن والأوراق المسطحة. والمفتاح هنا هو مواءمة مقاومة التآكل مع ظروف التعرّض، ومواءمة القابلية للتشكيل مع أساليب التصنيع.
- مجاري تهوية وتدفئة وتكييف الهواء (HVAC): وتُستخدم الصفائح المعدنية المسطحة بسماكة تتراوح بين ٢٠ و٢٤ جوج (gauge) وبطبقة جلفنة G60 في معظم التطبيقات الداخلية. وتوفّر هذه الطبقة ذات الوزن المعتدل حماية كافية في البيئات الخاضعة للتحكم المناخي، مع الحفاظ على تكاليف المواد ضمن حدود معقولة. كما توفر درجات الفولاذ التجارية (CS-A أو CS-B) قابلية تشكيل كافية لتصنيع الأنابيب النموذجية.
- الأسقف والجدران المعدنية: تتطلب التعرضات الخارجية طبقات طلاء أثقل— G90 كحد أدنى في معظم المناخات، وG140 أو G235 في البيئات الساحلية أو الصناعية. وكما تشير شركة BJCX Steel، فإن التصنيف Z275 (أي طبقة طلاء بوزن 275 غرام/م²) يُحدد عادةً للتطبيقات التي تتطلب عمر خدمة ممتداً في الظروف القاسية.
- الإطارات الإنشائية: توفر صفائح الفولاذ المجلفن من الدرجات SS القوة المطلوبة للتطبيقات الحاملة للأحمال. وتستخدم أنظمة الإطارات الفولاذية ذات العيار الخفيف (LGSF) عادةً مواد بعيار 18 أو أثقل مع طبقة طلاء G60 للتطبيقات الداخلية أو G90 للتعرض الخارجي.
- التزيين المعماري والألواح العازلة: يكتسب المظهر أهميةً مماثلةً لأداء المادة. فطبقات الطلاء الناعمة والمتجانسة الناتجة عن عمليات الجلفنة الكهربائية أو الجلفنة المُسخَّنة تكون أكثر ملاءمةً للتطبيقات المرئية مقارنةً بالتشققات اللامعة المميزة لمادة الجلفنة بالغمر الساخن.
تطبيقات المعدات الزراعية
تواجه المعدات الزراعية بعض أشد تحديات التآكل طلبًا مقارنةً بأي قطاعٍ آخر. وكما توضح شركة ناشيونال ماتيريال، يعتمد المزارعون المعاصرون على الفولاذ المجلفن في جميع مجالات عملياتهم تقريبًا، وتؤثر خصائص هذا المادة المقاومة للصدأ وقليلة الصيانة تأثيرًا مباشرًا على كفاءة التشغيل.
فكِّر في ظروف التعرُّض: فالمعدات تتلامس باستمرار مع الأسمدة والمبيدات الحشرية وفضلات الحيوانات والرطوبة. وتتقلب مرافق التخزين بين الظروف الرطبة والجافة موسميًّا. أما الأسوار فهي تتحمّل سنوات من التعرُّض للعوامل الجوية دون أي ميزانية مخصصة للصيانة.
- تخزين الحبوب ومعالجتها: تتطلب صناديق التخزين والمراوح اللولبية (الآلات الناقلة بالدوران) وأغطية الناقلات طبقات مجلفنة سميكة جدًّا (G115 أو أكثر سمكًا) لمقاومة الطبيعة الكاشطة والتآكلية للتلامس مع الحبوب. وتوفِّر صفائح الفولاذ المعتدل من الدرجات CS قابلية تشكيل كافية لهذه المكونات.
- معدات تربية الماشية: تتعرض البوابات، والمنافذ التغذوية، ولوحات التغليف للتلامس مع الحيوانات والتعرض للنفايات. وتُعتبر أوزان الطلاء الدنيا من النوع G90 معيارًا قياسيًّا، بينما تطلب العديد من المواصفات استخدام طلاء G140 لتمديد عمر الخدمة ليتجاوز ٢٠ عامًا.
- معدات الري: يتطلب التعرُّض المستمر للماء—الذي غالبًا ما يحتوي على معادن مذابة ومواد كيميائية معالجة—أقصى درجات مقاومة التآكل. وقد تتفوَّق طبقات الطلاء AZ (سبائك الألومنيوم-الزنك) في بعض الأحيان على الزنك النقي في هذه التطبيقات.
- الأسوار والمكونات الإنشائية: وفقًا لشركة ناشيونال ماتيريال (National Material Company)، يُعَد السياج المجلفن أحد أكثر تطبيقات الزراعة انتشارًا. ويصل هذا المادة جاهزة للتركيب دون الحاجة إلى طلاء إضافي، كما أن طول عمره يجعله اقتصاديًّا رغم تكلفته الأولية الأعلى مقارنة بالبدائل غير المعالجة.
ما الذي يجعل التطبيقات الزراعية بالغة التطلب؟ فعلى عكس البيئات automotive أو الإنشائية، حيث تكون الظروف متوقعة إلى حدٍ ما، فإن معدات المزارع تتعرَّض لظروف متغيرة — تخزين جاف في موسم واحد، وتشغيل في الحقول والوحل في الموسم التالي. وهذه التقلبات تعني أن التحديد يجب أن يتم وفق أسوأ الظروف الممكنة، وهو ما يدفع عادةً إلى اختيار أوزان طبقات الطلاء نحو الطرف الأثقل من الخيارات المتاحة.
كما تختلف المعادلة الاقتصادية أيضًا. فبينما يمكن لمصنِّعي المركبات أن يُدرجوا تكاليف الدهان والطلاءات الثانوية ضمن تكاليف إنتاجهم، فإن معدات القطاع الزراعي تعتمد غالبًا على الحماية الجلفانية وحدها لمقاومة التآكل. وبذلك، فإن اختيار وزن الطبقة المناسبة منذ البداية هو ما يحدِّد ما إذا كانت المعدات ستستمر لمدة ١٥ عامًا أم ٣٠ عامًا.
وبعد توضيح متطلبات التطبيق في هذه القطاعات الرئيسية، يصبح السؤال الحاسم التالي هو: كيف تقيّم مصنّعي صفائح المعدن المجلفنة الذين يمكنهم فعليًّا توريد المواد التي تتوافق مع هذه المواصفات؟ فتتفاوت شهادات الجودة وقدرات الإنتاج ومستويات الخدمة تفاوتًا كبيرًا بين المورِّدين، ويُعدُّ فهم العوامل التي يجب الانتباه إليها الفارق بين عمليات الشراء الناجحة والأخطاء المكلفة.
تقييم جودة المصنِّع وقدراته
لقد حددت مواصفاتك—طريقة الجلفنة، ووزن الطبقة، ودرجة الفولاذ، وشكل المنتج. والآن يأتي السؤال الذي يحدد ما إذا كانت هذه المواصفات ستتحول فعليًّا إلى أجزاء عالية الجودة تصل في الوقت المحدَّد: أي مصنّعي صفائح المعدن المجلفنة قادرون على التوريد الموثوق لما يتعهدون به؟
قد يكون الفجوة بين قدرات المورد المذكورة ورقيًّا وأدائه الفعلي في العالم الحقيقي هائلة. فبعض مصنِّعي لفائف الصلب يتفوقون في الإنتاج الضخم للسلع الأساسية، لكنهم يواجهون صعوبات في تلبية المتطلبات المخصصة. أما آخرون فيقدِّمون دعمًا فنيًّا استثنائيًّا، لكنهم غير قادرين على التوسُّع لتلبية متطلبات الإنتاج. ويساعدك فهم كيفية تقييم هذه العوامل بشكل منهجي في تحديد شركاء حقيقيين بدلًا من مورِّدين عاديين فقط.
شهادات الجودة المهمة
توفر شهادات الجودة أدلة موضوعية على أن المصنِّع قد نفَّذ عمليات منهجية تضمن إنتاجًا متسقًّا. لكن ليس جميع الشهادات تحظى بنفس الوزن — وبعضها يكتسب أهمية بالغة مقارنةً بغيره، وذلك حسب طبيعة قطاعك الصناعي.
ISO 9001: الأساس
تشير شهادة الأيزو 9001 إلى أن المُصنِّع قد أنشأ نظام إدارة جودة موثَّق يغطي كل شيء بدءًا من فحص المواد الداخلة وصولًا إلى اختبار المنتج النهائي. ووفقًا لدليل تقييم المصانع الخاص بشركة نيويندز، ينبغي أن تكون التحقق من حصول المُصنِّع على شهادة الأيزو 9001 إحدى أولى الخطوات التي تقوم بها عند تقييم أي مُصنِّعين للصلب المجلفن.
ولكن إليك ما يغفله العديد من المشترين: شهادة الأيزو 9001 تُشكِّل الحد الأدنى المطلوب، وليست عامل تميُّز. فبالكاد يوجد مُصنِّع جادٌّ لا يمتلك هذه الشهادة. وبالتالي فإن غيابها يُعدُّ إشارة تحذيرية حمراء، أما وجودها فيعني ببساطة أن المورِّد يستوفي الحد الأدنى من المعايير المهنية.
IATF 16949: المعيار الخاص بالصناعة автомобильية
أما بالنسبة لتطبيقات سلسلة التوريد في قطاع السيارات، فإن شهادة أيتف 16949 تكتسب أهميةً بالغةً تفوق بكثير أهمية شهادة الأيزو 9001 وحدها. ووفقًا لـ وثائق أيتف 16949 الصادرة عن رابطة صناعة السيارات الأمريكية (AIAG) ، فإن هذه المواصفة "تحدد متطلبات نظام إدارة الجودة للمؤسسات العاملة في قطاع صناعة السيارات العالمي"، وقد وُضعت بمشاركة غير مسبوقة من قِبل أطراف الصناعة.
يُبنى معيار IATF 16949 على أساس معيار ISO 9001، ولكنه يضيف متطلبات خاصة بالصناعة automotive تشمل ما يلي:
- منع العيوب: مناهج منهجية لمنع مشكلات الجودة بدلًا من اكتشافها بعد الإنتاج
- تقليل التباين: ضوابط إحصائية للعمليات تقلل إلى أدنى حدٍ التفاوت بين القطع المُنتَجة
- التحسين المستمر: طرق موثَّقة لتحسين الجودة بشكل مستمر
- متطلبات سلسلة التوريد: توقُّعاتٌ تتعلَّق بالجودة تمتد عبر شبكة المورِّدين بأكملها
عند شراء المكونات المجلفنة للأجزاء الهيكلية أو نظام التعليق أو الأجزاء الهيكلية في المركبات، فإن حصول المورِّد على شهادة IATF 16949 ليس أمرًا اختياريًّا — بل هو عادةً شرطٌ إلزاميٌّ تفرضه الشركات المصنِّعة للمعدات الأصلية (OEMs). وتتمسَّك شركات مثل شاويي (نينغبو) تقنية المعادن بهذه الشهادة تحديدًا لخدمة متطلبات الجودة الصارمة التي تفرضها قطاع السيارات على أجزاء الختم المعدني المخصصة والوحدات الدقيقة.
الشهادات الخاصة بالصناعة
وبالإضافة إلى هذه الشهادات الأساسية، ابحث عن المؤهلات ذات الصلة بتطبيقك المحدَّد:
- ISO 14001: شهادة نظام الإدارة البيئية — وهي تكتسب أهمية متزايدة بالنسبة للشركات التي تلتزم بمتطلبات الاستدامة
- شهادات العمليات الخاصة: CQI-9 (المعالجة الحرارية)، CQI-11 (الطلاء الكهربائي)، CQI-12 (الطلاء)، وتقييمات أخرى مماثلة صادرة عن رابطة مصنّعي المعدات الأصلية (AIAG) للمصنّعين الذين يقومون بعمليات ثانوية
- موافقات مُخصَّصة من العملاء: تحتفظ العديد من شركات تصنيع المعدات الأصلية (OEMs) بقوائم المورِّدين المعتمدين لديها، والتي تتطلب مؤهلات إضافية تتجاوز الشهادات القياسية
تقييم القدرات الإنتاجية ومستويات الخدمة
الشهادات تُعلِّمك عن الأنظمة والإجراءات. أما القدرات الإنتاجية فتكشف لك ما إذا كان المصنّع قادرًا فعليًّا على تنفيذ متطلباتك المحددة. ووفقًا لإطار التقييم الذي وضعته شركة Newinds، فإن تقييم خطوط الإنتاج والآلات ودرجة اعتماد التكنولوجيا يوفّر رؤى جوهرية حول مدى ملاءمة المورِّد.
دعم تصميم من أجل الصنع (DFM)
إن أفضل موزِّعي الفولاذ المجلفن لا يكتفون فقط بتعبئة الطلبيات— بل يساعدونك في تحسين تصاميمك لتحقيق كفاءة إنتاجية أعلى. وكما هو مذكور في دليل OpenBOM الخاص بالتصميم من أجل التصنيع (DFM) يوضّح أن «التصميم من أجل التصنيع» يمكّن التصميم من التصنيع بكفاءة عالية والتجميع بسهولة مع أقل تكلفة ممكنة للعمالة.
يقوم المصنّعون ذوو الجودة العالية بمراجعة تصاميمك قبل بدء الإنتاج، لتحديد أية مشكلات محتملة تتعلق ب:
- متطلبات القابلية للتشكيل مقارنةً باختيار درجة المادة
- اعتبارات الأدوات التي تؤثر على جودة القطعة
- تراكم التسامحات الذي قد يتسبب في مشاكل التجميع
- فرص خفض التكاليف من خلال التعديلات التصميمية
ووفقًا لمنصة OpenBOM، فإن دعم تصميم القابلية للتصنيع (DFM) الشامل يساعد في تقليل «الفجوة بين مرحلة التطوير والنماذج الأولية والإنتاج الضخم». ويُظهر المصنّعون الذين يقدمون هذه القدرة عمقًا فنيًّا يتجاوز التصنيع الأساسي؛ إذ يتحولون إلى شركاء هندسيين ملتزمين بنجاحك.
فعلى سبيل المثال، يقدّم مورّدون مثل Shaoyi دعمًا شاملاً لتصميم القابلية للتصنيع (DFM)، يُحسّن التصاميم قبل الاستثمار في صنع القوالب، ما قد يوفّر تكاليف كبيرة مع تحسين جودة القطع.
قدرات النمذجة السريعة
ما مدى سرعة قيام المصنّع بإنتاج قطع عيّنية للتحقق من صحتها؟ وهذه القدرة ذات أهمية بالغة بالنسبة لجداول تطوير المنتجات الجديدة. فبعض موردي لفائف الفولاذ يستغرقون أسابيع لإنتاج العيّنات الأولية، بينما يقدّم آخرون بروتوكولات نموذجية سريعة تختصر هذه المدة إلى أيام.
ابحث عن المصنّعين الذين يقدمون:
- سعة مخصصة لإنشاء النماذج الأولية، منفصلة عن خطوط الإنتاج
- خيارات القوالب اللينة للتحقق الأولي قبل الاستثمار في القوالب الصلبة
- إنتاج عينات سريع الدوران — وتُمثِّل فترة خمسة أيام للنمذجة الأولية السريعة قدرة رائدة في القطاع
- دعم المراجعات التكرارية دون فرض غرامات كبيرة على زمن التسليم
سعة الإنتاج الضخم والقابلية للتوسع
المصنِّع الذي يُنتج نماذج أولية ممتازة لكنه لا يستطيع التوسُّع ليصل إلى الإنتاج الكمي يخلق مخاطر في سلسلة التوريد. قيِّم ما يلي:
- إجمالي سعة الإنتاج مقارنةً بالVolumes المتوقعة لك
- تعدد المعدات الاحتياطية — هل يمكنه مواصلة الإنتاج إذا تعطلت إحدى الآلات؟
- عمق القوى العاملة وبرامج التدريب
- نسبة استغلال السعة — فالمورِّدون الذين يعملون بنسبة ٩٥٪ من طاقتهم يمتلكون مرونة محدودة لاستيعاب نموك
تشير القدرات الإنتاجية الجماعية الآلية إلى استثمارٍ في إنتاجٍ متسقٍ وبكمياتٍ عالية. وقد تُجدي العمليات اليدوية نفعًا في مراحل النماذج الأولية، لكنها غالبًا ما تواجه صعوبات في تلبية متطلبات التكرار المطلوبة عند الإنتاج بكميات كبيرة.
استجابة الخدمة والدعم الفني
عندما تظهر المشكلات — وهي لا محالة ستظهر — فما مدى سرعة استجابة مورِّد لفائف الفولاذ الخاص بك؟ وغالبًا ما تُميِّز عوامل الخدمة المورِّدين الكافيين عن الشركاء الاستثنائيين:
- وقت استلام عرض الأسعار: كم يستغرق الوقت من لحظة تقديم طلب الاقتباس (RFQ) حتى إصدار الاقتباس الرسمي؟ إن الشركاء الرائدين في مجال توريد الفولاذ المجلفن يقدمون فترة انتظار لا تتجاوز ١٢ ساعة لإصدار الاقتباسات الخاصة بالطلبات القياسية — وهي ميزةٌ كبيرةٌ جدًّا عندما تكون في وضع المقارنة بين مصادر متعددة تحت ضغط المواعيد النهائية.
- إمكانية الحصول على الدعم الفني: هل يمكنك التحدث مباشرةً مع المهندسين، أم يجب أن تمرَّ جميع الأمور عبر ممثلي المبيعات؟ ويؤدي الوصول المباشر إلى المهندسين إلى تسريع عملية حل المشكلات وتحسين التصميم.
- سرعة الاستجابة في التواصل: قيّم مدى سرعة استجابة المورِّدين للاستفسارات الروتينية. وعادةً ما يعكس سلوكهم خلال عملية البيع مدى استجابتهم بعد أن تصبح عميلًا لهم.
- سجل حل المشكلات: اطلب قائمة بالمرجعيات واسأل تحديدًا عن كيفية تعامل المورِّد مع مشكلات الجودة أو التحديات المتعلقة بالتسليم. ومن النادر جدًّا أن توجد سجلات مثالية تمامًا؛ بل إن الاستجابات الاحترافية للمشكلات هي ما يهم أكثر.
قائمة تقييم المصنّعين
استخدم هذا الإطار عند تقييم مصنِّعي صفائح المعادن المجلفنة المحتملين:
- تم التحقق من الشهادات: ISO 9001 (الحد الأدنى)، IATF 16949 (لقطاع السيارات)، والشهادات الخاصة بالصناعة التي تم التحقق منها وتحديثها حديثًا
- نظم الجودة التي خضعت لمراجعة: الفحص عند الاستلام، والضوابط أثناء التصنيع، والاختبار النهائي، وسجلات المعايرة، وسجلات الإجراءات التصحيحية التي تمت مراجعتها
- قدرات الإنتاج التي تم تقييمها: قائمة المعدات، وتحليل السعة الإنتاجية، ومستوى التشغيل الآلي، ومؤهلات القوى العاملة الموثَّقة
- تم التأكيد على دعم هندسة قابلية التصنيع (DFM): توافر الموارد الهندسية، وتحديد إجراءات مراجعة التصميم، وتقديم أمثلة على عمليات التحسين
- تم التحقق من سرعة إنشاء النماذج الأولية: تم تأكيد جدول إنشاء النماذج الأولية بسرعة، وتم مراجعة جودة العينات، وفهم عملية المراجعة
- تم تقييم القدرة على التوسع: تم حساب هامش السعة المتاحة، وتم التأكيد على وجود احتياطي للمعدات، وتم مناقشة إمكانية استيعاب النمو
- تم التحقق من موثوقية سلسلة التوريد: تم التحقق من مصادر المواد الخام، ومراجعة ممارسات المخزون، وحصلنا على مقاييس التسليم في الوقت المحدد
- تم اختبار مستويات الخدمة: تم تجربة مدة إعداد العروض السعرية، وتقييم استجابة الدعم الفني، وتقييم جودة التواصل
- تم الاتصال بالمرجعيات: تم مقابلة عملاء ذوي أحجام طلبات مشابهة، ومناقشة أمثلة على حل المشكلات، وتأكيد مستوى الرضا العام
كما توصي شركة Newinds، فكر في استخدام مصفوفة تقييم وزنية—ربما تكون النسب كالتالي: الجودة ٣٠٪، التسليم ٢٥٪، التكلفة ٢٠٪، الامتثال ١٥٪، الخدمة ١٠٪—لمقارنة الموردين بشكل موضوعي عبر هذه الأبعاد. ويُخلّص هذا النهج المنظَّم العاطفة من قرارات الشراء، ويوفر وثائق تدعم اختيارك.
تستغرق عملية التقييم وقتًا، لكن هذا الاستثمار يُحقِّق عوائدٍ من خلال توفير موثوق، وجودة ثابتة، وشراكات تتقوّى مع مرور الوقت. وبذلك يصبح المصنّع الذي يستوفي هذه المعايير أكثر من مجرد موردٍ—بل يتحول إلى امتدادٍ لقدرات إنتاجك.
وبالطبع، فإن الفولاذ المجلفن ليس دائمًا الخيار الأمثل. وفهم اللحظات التي قد تكون فيها مواد مقاومة للتآكل بديلة أكثر ملاءمة لتطبيقك يضمن اتخاذك قرارات شراء مستنيرة تمامًا—وهذا بالضبط ما سنبحثه في الخطوة التالية.
الفولاذ المجلفن مقابل المواد البديلة
يُهيمن الفولاذ المجلفن على تطبيقات المعادن المقاومة للتآكل—لكن هل هو دائمًا الخيار الأمثل؟ إن فهم الحالات التي تتفوق فيها المواد البديلة على الخيارات المجلفنة يساعدك في اتخاذ قرارات الشراء التي تُحسِّن الأداء والتكلفة معًا. ففي بعض الأحيان، يكون دفع مبلغ إضافي مقابل الفولاذ المقاوم للصدأ منطقيًّا؛ بينما في حالات أخرى، يوفِّر الفولاذ المغلفن بالألمنيوم-الزنك (غالفالوم) قيمة أفضل. والمفتاح يكمن في مطابقة خصائص المادة مع متطلبات تطبيقك المحددة.
فلننظر في أداء الفولاذ المجلفن مقارنةً بأكثر البدائل شيوعًا—وفيما تصلح كل خيارات هذه المواد.
مقارنة أداء الفولاذ المجلفن والفولاذ المغلفن بالألمنيوم-الزنك (غالفالوم)
يمثِّل الفولاذ المغلفن بالألمنيوم-الزنك (غالفالوم) أقرب منافس للفولاذ المجلفن التقليدي، حيث يستخدم طبقة سطحية من سبيكة الألمنيوم-الزنك (بنسبة تقارب ٥٥٪ ألمنيوم و٤٣,٥٪ زنك و١,٥٪ سيليكون) بدلًا من الزنك النقي. ووفقًا لـ المقارنة الفنية لشركة إنغلرت إنك. ، اخترعت شركة بيتهلم ستيل الفولاذ المغلفن بالألمنيوم-الزنك (غالفالوم) في ستينيات القرن العشرين كتحسينٍ على عملية الجلفنة التقليدية.
إذن، ما الفرق العملي؟ إن مكوّن الألومنيوم في لفافة فولاذ جالفالوم يشكّل طبقة أكسيد مستقرة تقاوم التآكل بشكل أكثر فعاليةً من الزنك النقي في العديد من البيئات. وفي الوقت نفسه، لا يزال محتوى الزنك يوفّر حماية تضحيةً عند الحواف المقطوعة والخدوش. وعادةً ما يحقّق هذا المزيج عمرًا افتراضيًّا يتراوح بين ضعفين وأربعة أضعاف عمر الفولاذ المجلفن القياسي في ظل ظروف مماثلة خلال اختبارات رش الملح واختبارات التآكل الدوري.
إليك ما يجب أن تعرفه عن الاختلافات في الأداء:
- طول العمر: تتراوح المدة الزمنية التي تدومها لفافة الفولاذ المجلفن عادةً بين ٢٠ و٥٠ عامًا حسب نوع البيئة؛ بينما تمتد هذه المدة في حالة الجالفالوم إلى ما بين ٤٠ و٧٠ عامًا في الظروف المثلى.
- مقاومة الحرارة: إن محتوى الألومنيوم في الجالفالوم يعكس كميةً أكبر من الإشعاع الشمسي، مما يؤدي إلى خفض درجات حرارة السطح وتقليل الإجهاد الحراري.
- التقلبات الحرارية: ويقاوم سبيكة الألومنيوم-الزنك التشقق الدقيق بشكل أفضل أثناء دورات التسخين والتبريد المتكررة.
- الأداء في المناطق الساحلية: في البيئات عالية الملوحة، يتفوق الجالفالوم عمومًا على الفولاذ المجلفن، رغم أن كليهما لا يُضاهي الألومنيوم الخالص في الظروف البحرية
ومع ذلك، لا يزال للفولاذ المجلفن على هيئة لفائف مزايا في حالات محددة. فالطلاء الزنك النقي على الفولاذ المجلفن يوفّر حماية تضحية أولية متفوقة — أي قدرة أفضل على الإصلاح الذاتي في المناطق التالفة خلال المرحلة الأولى من عمر الخدمة. وفي التطبيقات التي تنطوي على خطر عالٍ للخدوش أو التآكل، فإن هذه الخاصية ذات أهمية بالغة.
متى يجب النظر في مواد بديلة
وبعيدًا عن الجالفالوم، هناك عدة مواد مقاومة للتآكل تتنافس مع منتجات لفائف الفولاذ المجلفن. وكل منها يقدّم مزايا مميزة لتطبيقات محددة — ومدى تأثيرها على التكلفة يختلف أيضًا.
فولاذ مغلفن بالألومنيوم
عندما تكون أداء المادة عند درجات الحرارة العالية أكثر أهمية من مقاومتها العامة للتآكل، فإن الفولاذ المألمن يتفوق. فطلاء الألومنيوم يتحمل درجات حرارة تصل إلى ١٢٥٠°ف (٦٧٥°م) دون تدهور ملحوظ — وهي درجة تفوق بكثير ما يمكن أن تتحمله لفائف الفولاذ المجلفن. ومن أبرز التطبيقات الشائعة:
- أنظمة العادم automotive والدرع الحرارية
- مكونات الأفران الصناعية
- أجزاء الأفران ومعدات التسخين
- معدات الشواء والطهي
ما المقابل؟ يفتقر الفولاذ المغلفن بالألومنيوم إلى آلية الحماية التضحية التي توفرها الطلاءات القائمة على الزنك. فالخدوش أو الحواف المقطوعة لا تُصلح ذاتيًّا، ما يجعل المادة أقل ملاءمةً للتطبيقات التي تنطوي على أضرار ميكانيكية أو احتكاك.
فولاذ مقاوم للصدأ
وبالنسبة لأقصى مقاومة ممكنة للتآكل دون الاعتماد على أي طلاء، يظل الفولاذ المقاوم للصدأ بلا منازع. ووفقًا لمقارنة التآكل التي أجرتها شركة MetalTek، فإن اختيار المادة يتضمن موازنةً بين التكلفة والأداء — ويحتل الفولاذ المقاوم للصدأ الطرف الأعلى في كلا المقياسين.
وتتمثّل الدرجات الشائعة من الفولاذ المقاوم للصدأ، مثل 304 و316، في مقاومتها للتآكل عبر محتواها من الكروم، الذي يشكّل طبقة أكسيد سلبية واقية. وهذه الحماية جزءٌ جوهريٌّ من المادة نفسها بدل أن تكون مطبَّقةً من الخارج، ما يعني أنها لا تتآكل ولا تستنفد مع مرور الزمن. ومن التطبيقات التي يُوصى فيها باستخدام الفولاذ المقاوم للصدأ:
- معدات معالجة الأغذية (المتوافقة مع متطلبات هيئة الغذاء والدواء الأمريكية FDA)
- أنظمة التعامل مع المواد الكيميائية
- تجهيزات بحرية تتعرض باستمرار لمياه البحر المالحة
- المعدات الطبية والصيدلانية
- الخصائص المعمارية التي تتطلب خدمة خالية من الصيانة على مدى عقود
ما مضاعف التكلفة؟ وفقًا للدرجة والظروف السوقية، فإن أسعار الفولاذ المقاوم للصدأ تبلغ عادةً ٣–٥ أضعاف تكلفة صفائح الفولاذ المجلفن المكافئة. ويُبرَّر هذا الفارق السعري فقط عندما تتجاوز متطلبات مقاومة التآكل ما يمكن أن توفره طبقات الزنك — أو عندما تتطلب التطبيقة الخصائص الجوهرية للمادة بدلًا من الحماية الناتجة عن الطلاء.
الفولاذ المطلي بالدهان أو بالبودرة
عندما تكون الجوانب الجمالية هي العامل المحوري في تحديد المواصفات، فإن الفولاذ المطلي بالدهان أو بالبودرة يوفِّر خيارات ألوان لا يمكن لسطوح الفولاذ المجلفن أو الفولاذ المغلفن بالزنك والألومنيوم (Galvalume) العارية أن تُنافسه فيها. وتضيف هذه الطلاءات حماية حاجزية فوق المعالجة الأساسية للمعدن، مما قد يطيل عمر الخدمة مع توفير تشطيبات زخرفية.
تطبّق أنظمة طلاء اللفائف الحديثة الدهان على قواعد مجلفنة أو مغلفنة بالزنك والألومنيوم (Galvalume)، مما يجمع بين فوائد حماية الزنك ومتانة اللون. وهذه الطريقة مناسبة لما يلي:
- الألواح المعمارية وواجهات المباني
- هيكل الأجهزة
- الإكسسوارات وعروض البيع بالتجزئة
- مكونات التزيين الخارجية للسيارات
الاعتبار هنا ليس ما إذا كانت الفولاذ المطلي يتفوق على الفولاذ المجلفن، بل ما إذا كانت المتطلبات الجمالية تبرر التكلفة الإضافية للطلاء واحتمال تدهور الطلاء مع مرور الوقت.
| معايير | الفولاذ المجلفن | الفولاذ المغلفن | فولاذ مغلفن بالألومنيوم | فولاذ مقاوم للصدأ | طلاء/بودرة مطلية |
|---|---|---|---|---|---|
| المقاومة للتآكل | جيد (٢٠–٥٠ سنة) | ممتاز (٤٠–٧٠ سنة) | جيد (بدون حماية تضحية) | متفوق (متأصل) | جيد إلى ممتاز (يعتمد على الطلاء) |
| التكلفة النسبية | 1.0x (الأساس) | ١.٠٥–١.١٥× | ١.١–١.٣× | 3-5x | ١٫٢–١٫٥ ضعف |
| المقاومة الحرارية | متوسط (حتى ٤٠٠°فهرنهايت) | جيد (انعكاسية أفضل) | ممتاز (حتى 1250°ف) | ممتاز | محدود (تدهور الطلاء) |
| قابلية التشكيل | جيد | جيد | جيد | متوسط إلى جيد | جيد (يعتمد على القاعدة) |
| قابلية الحركة | جيد (أبخرة الزنك) | جيد | جيد | يتطلب إجراءات خاصة | يتطلب إزالة الطلاء |
| يُصلح نفسه تلقائيًّا عند الحواف | ممتاز | جيد | فقراء | غير متاح (حماية جوهرية) | فقراء |
| أفضل التطبيقات | لاستخدام عام في الهواء الطلق، والزراعة، وأنظمة التدفئة والتهوية وتكييف الهواء | السقفات، والاستخدام الخارجي طويل الأمد | بيئات درجات الحرارة العالية | كيميائي، غذائي، بحري | معماري، جمالي |
إطار اتخاذ القرار بسيط: ابدأ بالفولاذ المجلفن كأساسٍ لك، ثم انتقل إلى البدائل فقط عندما تتطلب متطلبات التطبيق المحددة خصائصها الفريدة. ويُعد الفولاذ المغلفن بسبيكة الألومنيوم والزنك (غالفالوم) خيارًا منطقيًّا عندما تبرر مدة العمر الافتراضي الأطول أو قدرة الانعكاس الحراري العالية الزيادة الطفيفة في التكلفة. أما الفولاذ المغلفن بالألومنيوم فهو مناسب للتطبيقات ذات درجات الحرارة المرتفعة التي يفشل فيها الطلاء القياسي. وتُحتَفَظ بالفولاذ المقاوم للصدأ للبيئات شديدة التآكل أو عند توافر متطلبات تنظيمية صارمة. أما التشطيبات المطلية فتضيف قيمةً فقط عندما يكون اللون والمظهر هما العاملان الحاسمان في تحديد المواصفات.
إن فهم هذه البدائل — وملامح علاقتها بين التكلفة والفوائد — يضمن أنك تحدد المادة المناسبة لكل تطبيق بدلًا من الاعتماد تلقائيًّا على الخيارات المألوفة. ففي بعض الأحيان يظل لفائف الفولاذ المجلفن هي الخيار الأمثل؛ وفي أحيانٍ أخرى، يؤدي إنفاق مبلغٍ أكبر على البدائل إلى تحقيق قيمة أفضل على المدى الطويل.
وبعد توضيح البدائل المادية، أصبح لديك الآن الأساس التقني الكامل لاتخاذ قرارات مشترياتٍ مستنيرة. والخطوة النهائية هي تحويل هذه المعرفة إلى إجراءٍ فعليٍّ — أي العمل بكفاءة مع المصنِّعين لتوريد المواد التي تلبي مواصفاتك بدقة وفعالية من حيث التكلفة.
اتخاذ قرارات مستنيرة بشأن اختيار المصنِّعين
لقد استعرضت طرق الجلفنة، وفكَّشت أوزان الطلاءات، وفهمت درجات الفولاذ، وقيَّمت البدائل المادية. والآن حان الوقت الذي يُقرِّر ما إذا كانت كل تلك المعرفة ستتحول إلى مشتريات ناجحة: أي اختيار مصنِّعي صفائح الفولاذ المجلفن والتعامل معهم فعليًّا، بحيث يوفِّروا لك ما تحتاجه، وفي الوقت الذي تحتاجه فيه.
وهذا لا يتعلَّق ببساطة بإيجاد أدنى سعر للفولاذ المجلفن — رغم أن التكلفة بالتأكيد عاملٌ مهمٌّ. بل يتعلق الأمر ببناء علاقات توريدٍ تدعم متطلبات إنتاجك بشكلٍ موثوقٍ على المدى الطويل. فالمصنِّع المناسب يصبح شريكًا، أما المصنِّع غير المناسب فيتحوَّل إلى عنق زجاجة.
أبرز النقاط المتعلقة باختيار المواد
قبل التواصل مع المورِّدين، قم بتجميع متطلباتك في مواصفاتٍ واضحة. ووفقاً لدليل المورِّدين الصادر عن شركة ميتال زينيث (Metal Zenith)، فإن الفهم العميق للمواصفة القياسية نفسها يُعَدُّ خط دفاعك الأول ضد المواد الرديئة. وقد يفتقر المورِّد الذي لا يستطيع مناقشة التفاصيل التقنية بثقة إلى العمق اللازم ليقدِّم لك الخدمة الفعّالة التي تحتاجها.
المورِّد المثالي لا يقدِّم فقط سعراً تنافسياً للصلب المجلفن، بل يوفِّر أيضاً ضماناً للجودة، وخبرة تقنية عميقة، وسلسلة توريد موثوقة يمكنك الاعتماد عليها.
يجب أن تتضمَّن مواصفاتك هذه العناصر الحرجة:
- طريقة الجلفنة: الغمر الساخن أو الجلفنة الكهربائية أو الجلفنة المُعالَجة حرارياً — وتُختار وفقاً لمتطلباتك المتعلقة بالقابلية للتشكيل واللحام والدهان
- وزن الطلاء: من G30 إلى G235، ويتم مطابقته مع بيئة التعرُّض المتوقعة وعمر الخدمة المتوقع
- درجة الفولاذ: درجات CS وDS وDDS وEDDS وSS، المُنسَّقة مع عمليات التشكيل المطلوبة ومتطلبات القوة
- شكل المنتج: صلب ورقي مجلفن على هيئة صفائح مقطوعة مسبقًا أو لفائف، بسماكة وأبعاد مناسبة لمعدات الإنتاج الخاصة بك
- الشهادات المطلوبة: شهادة ISO 9001 كحد أدنى، وشهادة IATF 16949 للتطبيقات automotive، بالإضافة إلى أي شهادات متخصصة تتعلق بالصناعة
وبمجرد تحديد هذه المواصفات، يمكنك تقييم الموردين وفقًا لمعايير موضوعية بدلًا من الاعتماد فقط على العروض الترويجية المقدمة من فرق المبيعات.
الخطوات التالية في عملية الشراء الخاصة بك
وفقًا لقائمة تقييم الموردين الخاصة بشركة Fry Steel، فإن اختيار المورد المناسب للمعادن ليس مجرد قرار شراءٍ فحسب، بل هو شراكةٌ تؤثر في جودة منتجك، وجداول إنتاجك، وربحيتك على المدى الطويل. وعلى الرغم من أن سعر الصلب المجلفن لكل رطل يُعَد عاملًا مهمًّا، فإنه لا يمثل سوى جزءٍ واحدٍ من اللغز الكلي.
اتبع خطة العمل هذه للانتقال من مرحلة البحث إلى إقامة علاقات مع موردين مؤهلين:
- اختَر قائمة مبدئية تضم ٣–٥ موردين محتملين: استنادًا إلى متطلباتك الفنية والاعتبارات الجغرافية واحتياجات الحجم، حدد المصنّعين الذين يبدو أنهم قادرون على تلبية مواصفاتك. وخذ في الاعتبار كلًّا من موزِّعي لفائف الفولاذ والمصنّعين المباشرين بناءً على أحجام طلبياتك.
- طلب عروض أسعار مفصلة: قدِّم طلبات عروض الأسعار (RFQs) التي تحدِّد بدقة ما تحتاجه — ولا تقبل أسعارًا غامضةً لـ "فولاذ مجلفن للبيع" عامٍّ. ويستجيب المورِّدون ذوو الجودة بسرعة؛ فعلى سبيل المثال، تقدِّم الشركات الرائدة في القطاع مثل شاويي (نينغبو) تقنية المعادن turnaround time لتقديم العروض خلال ١٢ ساعة للطلبات القياسية.
- اطلب تقارير اختبار المصهر (MTRs): وكما يؤكد Metal Zenith، اطلب دائمًا تقارير اختبار المصهر أو شهادات اختبار المواد لكل لفافة أو دفعة. وتُثبت هذه الوثائق أن المادة تتوافق مع مواصفتك ASTM A653، مع تحليل كيميائي وميكانيكي مفصَّل.
- تحقق من الشهادات بشكل مستقل: لا تكتفِ بالاعتماد على الشهادات المُعلَّنة دون تحقُّق. واطلب نسخًا من الشهادات السارية وتأكد من صحتها لدى هيئات الاعتماد. فعلى سبيل المثال، يمكن التحقق من حالة الاعتماد وفق معيار IATF 16949 عبر قاعدة بيانات IATF.
- اطلب العيّنات وقيِّمها: قبل الالتزام بكميات الإنتاج، احصل على عينات لاختبارها بنفسك. وتحقق من أن قابلية التشكيل، والتصاق الطلاء، والمظهر تتوافق مع معاييرك. وتُسرّع إمكانات النماذج الأولية السريعة—مثل فترة تسليم مدتها ٥ أيام—هذه المرحلة من التحقق بشكل كبير.
- تقييم جودة الدعم الفني: شارك المورِّدين في مناقشات فنية حول تطبيقك. هل يطرحون أسئلة ذكية حول عمليات التشكيل الخاصة بك؟ وهل يقدمون دعمًا لتحسين التصميم من أجل التصنيع (DFM) لتحسين تصاميمك؟ ويُساعد الدعم الشامل لتحسين التصميم من أجل التصنيع (DFM) في تقليل الفجوة بين مرحلتي التطوير والإنتاج الضخم.
- تقييم موثوقية سلسلة التوريد: وفقًا لإطار عمل شركة فراي ستيل (Fry Steel)، فإن أوقات التسليم الأطول من المتوقع يمكن أن تُحدث اختناقات هائلة في نشاطك التجاري. واستفسر عن أوقات التسليم النموذجية، وعمق المخزون، وسجل التسليم في الوقت المحدد.
- تفاوض على الشروط وأبرم الاتفاقات: بمجرد أن تحدد الموردين المؤهلين، فاوض على الأسعار وشروط الدفع والكميات الدنيا للطلب وجداول التسليم. وفكّر في إصدار أوامر شراء شاملة أو إصدار طلبات متدرجة إذا كانت استهلاكك قابلاً للتنبؤ.
المصنّعون مقابل الموزِّعين: اتخاذ القرار الصحيح
هل يجب أن تعمل مباشرةً مع مصنّعي الفولاذ المجلفن أم من خلال موزِّعي الفولاذ المجلفن؟ يعتمد الجواب على وضعك الخاص.
علاقات مباشرة مع المصنعين تناسب عادةً المشترين الذين:
- يطلبون كميات كبيرة تبرر الشراء المباشر من المصانع
- يحتاجون إلى مواصفات مخصصة غير متوفرة في المخزون
- يتطلبون عمليات معالجة ذات قيمة مضافة مدمجة مع الإنتاج
- يستفيدون من التعاون التقني المباشر بشأن تحسين التصميم
العمل من خلال الموزِّعين يكون منطقياً عادةً عندما:
- تنخفض أحجام الطلبات دون الحد الأدنى للمصانع (غالبًا 20,000 رطل أو أكثر)
- تحتاج إلى تسليم سريع من المخزون المحلي
- يُطلب أنواع متعددة من المواد من مصدر واحد
- تقيّد قيود التخزين قدرتك على استلام الشحنات الكبيرة
تجمع العديد من استراتيجيات الشراء الناجحة بين كلا النهجين: استخدام الموزعين للطلبات الصغيرة ولأغراض النماذج الأولية، ثم الانتقال تدريجيًّا إلى علاقات مباشرة مع المصنِّعين مع زيادة أحجام الإنتاج.
وبالنسبة للتطبيقات automotive التي تتطلب مكونات لوح فولاذي مغلفن مُصنَّعة بدقة عالية، فإن التعامل مع مصنِّعين متخصصين غالبًا ما يحقِّق أفضل النتائج. فعلى سبيل المثال، تجمع شركات مثل Shaoyi بين جودة معتمدة وفق معيار IATF 16949 وقدرات النماذج الأولية السريعة والإنتاج الضخم الآلي — وهي بالضبط المجموعة المثلى التي تبسِّط عملية الشراء ابتداءً من العيّنات الأولية وصولًا إلى الإنتاج الضخم.
الاستثمار الذي قمت به لفهم مواصفات الفولاذ المجلفن والمعايير ومعايير التقييم يُحقِّق عوائدٍ مجزيةً طوال فترة علاقاتك مع الموردين. وبفضل هذه المعرفة، فأنت لست مجرد مشترٍ فحسب، بل شريكٌ واعٍ قادرٌ على المطالبة بالجودة التي تتطلبها تطبيقاتك والتحقق منها.
الأسئلة الشائعة حول مصنّعي صفائح الفولاذ المجلفن
ما الفرق بين الفولاذ المجلفن من النوع G30 والفولاذ المجلفن من النوع G90؟
تشير الرمزية G إلى وزن طبقة الزنك بوحدة الأوقية لكل قدم مربع. ويحتوي الفولاذ من النوع G30 على ٠,٣٠ أوقية/قدم² من الزنك الإجمالي (أي ما يعادل تقريباً ٢,٥ ميكرومتر لكل جانب)، وهو مناسب للتطبيقات الداخلية. أما الفولاذ من النوع G90 فيحتوي على ٠,٩٠ أوقية/قدم² (أي ما يعادل تقريباً ٧,٥ ميكرومتر لكل جانب)، مما يوفّر حمايةً قويةً للتطبيقات الخارجية والاستخدام العام. ومقاومة التآكل تتناسب طردياً مع وزن الطبقة الواقية — إذ تحمي طبقة G90 المعدن الأساسي لمدة أطول بثلاث مرات تقريباً مقارنةً بطبقة G30 في ظروف مماثلة.
أيُّهما أكثر تكلفة: الفولاذ المجلفن أم الفولاذ المقاوم للصدأ؟
عادةً ما تكلّف الفولاذ المقاوم للصدأ من ٣ إلى ٥ أضعاف تكلفة الفولاذ المجلفن. وعلى الرغم من أن الفولاذ المقاوم للصدأ يوفّر مقاومةً فائقةً للتصدّع دون الحاجة إلى طلاءات، فإن الفولاذ المجلفن يوفّر حمايةً ممتازةً لمعظم التطبيقات الصناعية وبجزءٍ بسيطٍ من التكلفة. اختر الفولاذ المقاوم للصدأ فقط عند وجود بيئات شديدة التآكل، أو عند الحاجة إلى الامتثال لمتطلبات هيئة الأغذية والأدوية الأمريكية (FDA)، أو في الظروف البحرية التي تتطلّب خصائصه المتفوّقة.
٣. ما الشهادات التي ينبغي أن أبحث عنها عند اختيار مصنّعي صفائح الفولاذ المجلفن؟
تُعد شهادة ISO 9001 المعيار الأساسي الذي يدلّ على وجود أنظمة موثّقة لإدارة الجودة. أما بالنسبة لتطبيقات سلسلة التوريد في قطاع السيارات، فإن شهادة IATF 16949 ضروريةٌ؛ فهي تضمن الوقاية من العيوب، والحدّ من التباين، وتحقيق التحسين المستمر بما يتماشى مع المتطلبات الخاصة بقطاع السيارات. ويتمتّع مصنّعون مثل شركة شاويي (نينغبو) لتكنولوجيا المعادن بشهرة IATF 16949، إضافةً إلى دعم شامل لتصميم القابلية للتصنيع (DFM) وقدرات متقدّمة في إنجاز النماذج الأولية بسرعة.
٤. ما الفرق بين الجلفنة بالغمر الساخن والجلفنة الحرارية؟
تتضمن الجلفنة بالغمر الساخن غمر الصلب في الزنك المنصهر عند درجة حرارة ٤٥٠°م، مما يُكوّن طبقة سميكة (٥٠–١٠٠ ميكرومتر) ذات تشطيب لامع مميز ومقاومة ممتازة للتآكل في البيئات الخارجية. أما الجلفنة الحرارية فهي تضيف خطوة معالجة حرارية تُكوّن سطحًا من سبيكة الزنك والحديد، مما يؤدي إلى قابلية لحام فائقة، والتصاق ممتاز للدهان دون الحاجة إلى تحضير السطح، وتشطيب رمادي غير لامع — لذا فهي المفضلة في ألواح هيكل السيارات والتطبيقات التي تتطلب طلاءً.
٥. كيف أختار بين طلب الصلب المجلفن على شكل لفائف أو صفائح؟
اختر الشكل الحلزوني (اللفائف) للعمليات الإنتاجية عالية الحجم مثل الختم الآلي أو التشكيل بالدرفلة، حيث يتيح التغذية المستمرة تحقيق أقصى كفاءة، وتقليل الهدر عبر قص الأطوال حسب الطلب. أما الصفائح المقطوعة مسبقًا فهي مناسبة للإنتاج منخفض الحجم أو لإعداد النماذج الأولية أو للمنشآت التي لا تمتلك معدات معالجة اللفائف. وعادةً ما تتطلب اللفائف حدًّا أدنى للطلب يبلغ ١٠٠٠٠ رطل فأكثر، بينما توفر الصفائح مرونة أكبر في تنفيذ المهام المتنوعة وبكميات أصغر.