 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

تكاليف التشغيل الآلي المخصص مكشوفة: ما لا تخبرك به ورش العمل مقدّمًا
ما المقصود فعليًّا بالتصنيع حسب الطلب في التصنيع الحديث
هل سبق أن تساءلتَ كيف يُنشئ المهندسون مكونات دقيقة لا وجود لها أصلًا على أي رفٍّ لدى المورِّدين؟ هنا يأتي دور التصنيع حسب الطلب. ففي جوهره، يعتمد هذا النهج التصنيعي على تقنية التشغيل الآلي باستخدام الحاسب (CNC) لإنتاج أجزاء مُصمَّمة وفق مواصفات دقيقة جدًّا — مثل أشكال هندسية فريدة، وتحملات ضيِّقة جدًّا، ومتطلبات خاصة بالعميل لا يمكن للطرق القياسية في الإنتاج تلبيتها.
وخلافًا للإنتاج الضخم الذي يُركِّز على إنتاج كميات كبيرة من المكونات المتطابقة ، فإن خدمات التصنيع حسب الطلب تركز على المرونة والدقة. فأنت لست مقيدًا بما هو متاحٌ مسبقًا. بل بدلاً من ذلك، يقوم فريقك الهندسي بإنشاء نموذج ثلاثي الأبعاد دقيق باستخدام برنامج التصميم بمساعدة الحاسوب (CAD) يحدِّد الأبعاد والأشكال والمتطلبات الخاصة بالمادة بدقة. ثم تقوم أنظمة التشغيل الآلي باستخدام الحاسب (CNC) والبرمجة بعد ذلك بترجمة هذا المخطط الرقمي إلى مكوِّن مادي بدقة مذهلة.
من المخطط التفصيلي إلى الواقع الدقيق
تتبع الرحلة من الفكرة إلى القطعة النهائية مسارًا منظمًا. أولاً، يقوم فريق الهندسة الخاص بك بتطوير تصميم شامل يحدّد كل الأبعاد الحرجة. ثم تأتي مرحلة إعداد النماذج الأولية، حيث تخضع الأجزاء المصنّعة لاختبارات صارمة للتحقق من وظيفتها. ولا تبدأ الإنتاج الضخم إلا بعد اجتياز هذه المرحلة الضرورية من التحقق والاعتماد.
فكّر في الأمر بهذه الطريقة: فالإنتاج الجماعي يسأل: «كم عدد القطع المتطابقة التي يمكننا تصنيعها في الساعة؟» أما التصنيع المخصص فيسأل: «ما المواصفات الدقيقة المطلوبة لهذه المكوّن الفريد تحديدًا؟» ويُشكّل هذا الاختلاف جوهريًّا طريقة تعامل المصنّعين مع مشروعك.
ويُعَد التصنيع المخصص الجسر الأساسي الذي يربط بين نية التصميم والواقع المادي — إذ يحوّل المفاهيم الهندسية المعقدة إلى مكونات دقيقة تؤدي وظيفتها بدقةٍ تامةٍ كما تم تصورها.
لماذا تفشل الأجزاء القياسية
تعمل المكونات القياسية الجاهزة بشكل جيد في التطبيقات العامة. ولكن ماذا يحدث عندما تتطلب مشاريعك تحملات دقيقة جدًّا تصل إلى ٠٫٠٠٣–٠٫٠٠٥ بوصة؟ أو عندما يتطلّب تصميمك هندسةً لا يمكن لأي عنصر مُدرَج في الكتالوج أن يطابقها؟ هذا بالضبط المكان الذي تبرز فيه خدمات التشغيل الآلي الدقيق كأداة لا غنى عنها.
تعتمد قطاعات مثل الطيران والفضاء، والأجهزة الطبية، والدفاع اعتمادًا كبيرًا على هذه المنهجية. ويجب أن تستوفي مكوناتها معايير صارمة جدًّا، حيث قد تُعرِّض أدنى الانحرافات المجهرية السلامة أو الأداء للخطر. فعلى سبيل المثال، لا يمكن لأداة جراحية أن تتسامح مع التغيرات البعدية المقبولة في المنتجات الاستهلاكية.
وتتجاوز المزايا الدقةَ المحضة:
- مواصفات مخصصة التي تحسِّن التوافق مع الأنظمة القائمة
- اختيار المواد المتفوقة بما في ذلك السبائك الغريبة والبلاستيكات الهندسية
- تصاميم مبتكرة التي تمنح الشركات ميزات تنافسية
- تقليل الأخطاء من خلال عمليات رقابة جودة أكثر دقة
طوال هذه المقالة، ستكتشف العمليات الأساسية لآلات التحكم العددي بالحاسوب (CNC) التي تُمكِّن التصنيع المخصص، وستتعلَّم كيفية اختيار المواد المناسبة، وفهم متطلبات التحمل (التوليرانس)، ومقارنة الطرق البديلة، وفي النهاية تحديد شريك التصنيع الأنسب لاحتياجاتك المحددة. سواء كنت تطوِّر نموذجًا أوليًّا أو تخطط لإنتاج محدود، فإن فهم هذه المبادئ الأساسية سيساعدك على اتخاذ قراراتٍ مستنيرة تتماشى مع أهداف مشروعك وميزانيتك.

العمليات الأساسية لآلات التحكم العددي بالحاسوب (CNC) التي تُمكِّن التصنيع المخصص
والآن بعد أن فهمتَ ما يوفِّره التصنيع المخصص بدقة، دعنا نستعرض الآلات الكامنة وراء هذه التقنية الساحرة. وتتكوَّن العمليات الأربعة الرئيسية لآلات التحكم العددي بالحاسوب (CNC) من العمود الفقري للتصنيع الدقيق، حيث تقدِّم كلٌّ منها إمكاناتٍ مميَّزةً لتطبيقات محددة. ومعرفة الوقت المناسب لاستخدام كل عملية — وكيفية تكاملها مع بعضها البعض — يمكن أن تؤثِّر تأثيرًا كبيرًا في نجاح مشروعك وميزانيته.
المبادئ الأساسية لعمليتي التفريز والتشكيـل على المخرطة باستخدام التحكم العددي بالحاسوب (CNC)
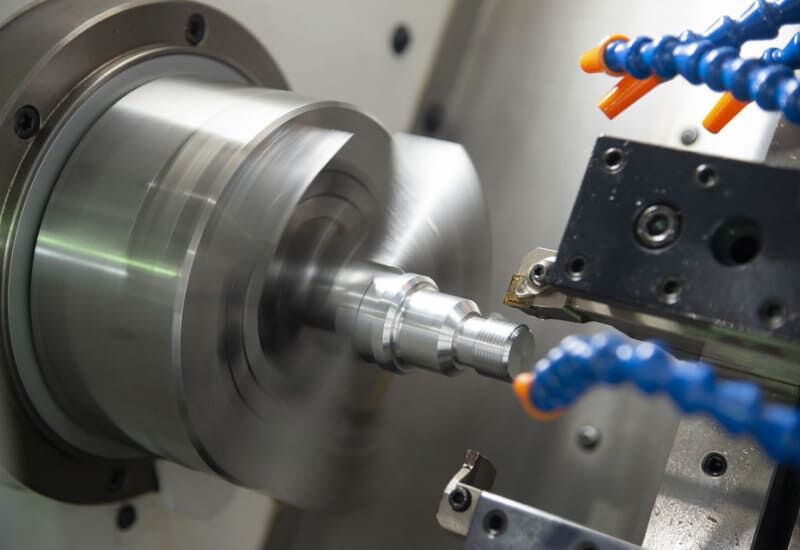
تخيَّل أنك تُشكِّل شكلًا ثلاثي الأبعاد معقَّدًا من بلوك صلب من الألومنيوم. هذا بالضبط ما تحققه عملية الطحن باستخدام الحاسب الآلي (CNC). حيث تتحرك أداة القطع الدوارة عبر قطعة العمل في اتجاهات متعددة، مُزيلةً المادة لإنشاء هندسات معقَّدة، وجُيوبٍ وشقوقٍ وميزات سطحية. ويمكن لماكينات الطحن الحديثة ذات المحاور الخمسة أن تقترب من قطعة العمل من أي زاوية تقريبًا دون الحاجة إلى إعادة وضعها — مما يقلِّل من تراكم التسامحات ويحقِّق دقة أبعادية ضمن ±0.0005 بوصة.
وما الذي يجعل عملية الطحن بهذه المرونة؟ إن آلة القطع باستخدام الحاسب الآلي (CNC) قادرة على تنفيذ ملامح معقَّدة، وإنتاج نصوع سطحية مفصَّلة، وإنشاء ميزات لا يمكن تحقيقها بالطرق اليدوية. سواء كنت بحاجة إلى هيكل نموذجي أولي يحتوي على تجاويف داخلية، أو مكوِّن إنتاجي يمتلك أسطح تركيب دقيقة، فإن عملية الطحن تتعامل بكفاءة مع التعقيد الهندسي.
تتبع عملية التدوير باستخدام الحاسب الآلي (CNC) نهجًا جذريًّا مختلفًا. ففي هذه العملية، يدور قطعة العمل بينما تبقى أدوات القطع ثابتة لتشكيلها على هيئة أشكال أسطوانية. وتشمل الأمثلة الشائع استخدامها: المحاور، والبطانات، والدبابيس، وأي مكوِّنٍ يتمتَّع بالتناظر الدوراني. ويمكن لخدمة تدوير عالية الجودة باستخدام الحاسب الآلي أن تحقِّق تحمُّلاتٍ تصل إلى ±0.0005 بوصة في أبعاد القطر، ما يجعل هذه العملية ضروريةً للأجزاء التي تتطلَّب دقةً عاليةً في التركيب.
إن المخارط الحديثة المستخدمة في عمليات التحكم العددي باستخدام الحاسب الآلي (CNC)، والمزوَّدة بأدوات تشغيل حيَّة (Live Tooling)، تمحو الفرق بين عمليتي التدوير والطحن. إذ يمكن لهذه الآلات إنجاز عمليات الحفر والثَّقب والطحن حتى أثناء بقاء قطعة العمل محكَّمةً في مكانها — مما يقلِّل من وقت الإعداد ويقضي على الأخطاء الناتجة عن التعامل المتكرِّر مع القطعة. وتتفوَّق آلات النوع السويسري (Swiss-type) في إنتاج المكونات الطويلة والرفيعة، حيث قد تواجه المخارط التقليدية صعوباتٍ في التعامل مع مشكلات الانحراف (Deflection).
متى ينبغي لك اختيار إحدى هاتين الطريقتين على الأخرى؟ فكِّر في الهندسة السائدة لقطعة العمل:
- أسطوانية في المقام الأول ومزودة بميزات دورانية → التدوير باستخدام الحاسب الآلي (CNC turning)
- أشكال ثلاثية الأبعاد معقدة ومزودة بتجاويف (Pockets) وتفاصيل مُنحنية (Contours) → الطحن باستخدام الحاسب الآلي (CNC milling)
- مزيج من كليهما → مراكز تحويل وطحن متعددة المحاور
عمليات الحفر الدقيقة
يبدو الأمر بسيطًا، أليس كذلك؟ مجرد إنشاء ثقوب؟ ليس تمامًا. فالحفر الدقيق في التصنيع المخصص يتضمَّن أكثر بكثيرٍ من دفع القاطع عبر المعدن. ويشمل هذا الإجراء التشطيب بالمبرد (Reaming) للحصول على أقطار دقيقة جدًّا، والتفريغ المُستوِي (Counterboring) لتثبيت رؤوس المسامير، والحفر العميق للمكونات التي تتطلَّب نسب طول إلى قطر تفوق ١٠:١.
تلعب التسامحات المسموح بها في الأبعاد الخاصة بالثقوب دورًا حاسمًا في تطبيقات التجميع. فمثلاً، يتطلَّب محور التحميل (Shaft Bearing) ثقبًا ذا أبعاد دقيقة جدًّا ليؤدي وظيفته بشكل سليم؛ إذ يؤدي التساهل الزائد في التسامح إلى اهتزاز، بينما يؤدي التضييق الزائد إلى احتكاكٍ يُسبِّب تآكلًا مبكرًا. وت loge عمليات الحفر باستخدام ماكينات التحكم العددي الحاسوبي (CNC) الحديثة بدقة موضعية تصل إلى ٠٫٠٠١ بوصة، وتسامحات قطرية تبلغ ±٠٫٠٠٠٥ بوصة في الملامح الحرجة.
متى تصبح تقنية التآكل الكهربائي (EDM) ضرورية
ماذا يحدث عندما لا تستطيع أدوات القطع التقليدية المستخدمة في ماكينات التحكم العددي الحاسوبي (CNC) الوصول إلى الشكل الهندسي المطلوب؟ أو عندما يكون مادة القطعة شديدة الصلادة لدرجة أن الأساليب التقليدية ستدمِّر الأدوات فورًا؟ هنا تصبح عملية التشغيل بالتفريغ الكهربائي (Electrical Discharge Machining) الحلَّ الأمثل.
تعمل تقنية التآكل الكهربائي (EDM) من خلال شرارات كهربائية خاضعة للتحكم تُسبب تآكل المادة دون تماس فيزيائي. وتُنتج تقنية التآكل الكهربائي بالسلك (Wire EDM) ملفات ثنائية الأبعاد معقدة بتسامح يصل إلى ±0.0001 بوصة — أي أدق بعشر مرات من التشغيل الميكانيكي القياسي. أما تقنية التآكل الكهربائي بالقالب (Sinker EDM) فتُنشئ تجاويف ثلاثية الأبعاد معقدة باستخدام إلكترودات على أشكال محددة لتشكيل السمات الداخلية. وفقًا لمتخصصي التشغيل الدقيق، تُحقِّق تقنية التآكل الكهربائي (EDM) تشطيبات سطحية تصل إلى ٠٫١ ميكرومتر Ra ، ما يؤدي غالبًا إلى استبعاد عمليات التلميع الثانوية تمامًا.
وتتفوق تقنية التآكل الكهربائي (EDM) بشكل خاص في معالجة المواد المُصلَّبة التي تتجاوز صلادتها ٦٠ HRC — مثل فولاذ الأدوات، وكربيد التنجستن، والسبائك الغريبة التي تتآكل أدوات القطع التقليدية عند معالجتها بسرعة كبيرة. وغالبًا ما يطلب مصنعو الأجهزة الطبية استخدام تقنية التآكل الكهربائي (EDM) في تصنيع الأدوات الجراحية التي تتطلب كلًّا من الصلادة الفائقة والهندسات المعقدة.
مقارنة سريعة بين العمليات
ويتوقف اختيار العملية المناسبة على متطلباتك المحددة. وهذه المقارنة تساعدك على فهم ما تحققه كل طريقة:
| نوع العملية | أفضل التطبيقات | الدقة النموذجية | التوافق المادي |
|---|---|---|---|
| تصنيع باستخدام الحاسوب CNC | الهندسات ثلاثية الأبعاد المعقدة، والسمات السطحية، والتجاويف، والشقوق | ±0.0005" إلى ±0.002" | الألومنيوم، والصلب، والتيتانيوم، والبلاستيك، والمركبات |
| CNC تدوير | الأجزاء الأسطوانية، والمحاور، والبطانات، والمكونات ذات الخيوط | ±0.0005" إلى ±0.001" | جميع المعادن القابلة للتشغيل والبلاستيكيات الهندسية |
| الحفر/التوسيع | الثقوب الدقيقة، والفتحات المُستوية (Counterbores)، وتطبيقات الثقوب العميقة | ±٠٫٠٠٠٥ بوصة للقطر، ±٠٫٠٠١ بوصة للموضع | معظم المعادن والبلاستيكيات |
| القطع الكهربائي بالأسلاك أو بالغمر (Wire/Sinker EDM) | المواد المصلدة، والأشكال المعقدة، والتجاويف الداخلية | ±0.0001" إلى ±0.0005" | أي مادة موصلة للكهرباء، وبخاصة الفولاذ المصلد |
دمج العمليات لإنتاج الأجزاء المعقدة
إليك ما لا يوضحه العديد من المورِّدين بصراحة في البداية: فمعظم المكونات الدقيقة تتطلب عمليات متعددة. فقد يحتاج غلاف مشغَّل باستخدام ماكينة التحكم العددي (CNC) إلى أجزاء أسطوانية مدوَّرة (bosses)، وثقوب تثبيت محفورة، وشقوق مقطوعة باستخدام تقنية القطع الكهربائي بالتفريغ (EDM) — وكل ذلك على نفس الجزء. وفهم هذه الحقيقة يساعدك على توقُّع أوقات التسليم والتكاليف الواقعية.
غالبًا ما تتعاون خدمات التدوير باستخدام ماكينات التحكم العددي (CNC) الموثوقة مع متخصصي تقنية القطع الكهربائي بالتفريغ (EDM)، أو تحتفظ بقدرات داخلية تشمل عمليات متعددة. وعند تقييم العروض السعرية، اسأل عن مسار تصنيع قطعتك خلال خط الإنتاج. فكلما قلَّ عدد مراحل التثبيت، زادت دقة التحكم في المواصفات وانخفضت التكاليف عمومًا. وبالمقارنة، فإن الورشة التي تقدِّم قدرات متكاملة تستطيع الحفاظ على مواصفات أكثر دقةً مقارنةً بتلك التي تقوم بإحالة العمليات إلى مقاولين من الباطن متعددين.
تصبح القضية الحقيقية هي: ما المادة التي يجب أن يُصنع منها مكوّنك الدقيق؟ ويؤثر هذا الاختيار ليس فقط على العمليات الأنسب للتصنيع، بل أيضًا على خصائص أداء الجزء النهائي.
دليل اختيار المواد للمكونات المصنَّعة حسب الطلب
قد يكون اختيار المادة المناسبة أهم قرارٍ ستتخذه للمشروع المخصص لتصنيع الأجزاء وفق الطلب . ولماذا؟ لأن اختيار المادة يؤثر تأثيرًا مباشرًا على معايير التشغيل الآلي، وجودة التشطيب السطحي، وكيفية أداء الجزء النهائي في الظروف الواقعية الفعلية. ومع ذلك، فإن العديد من ورش التصنيع تتجاهل هذه المسألة تمامًا، وتترك لك مهمة اكتشاف الحل بنفسك.
دعونا نستعرض خياراتك ضمن ثلاث فئات: المعادن والسبائك، والبلاستيكات الهندسية، والمواد الخاصة. وكل فئة تقدم مزايا مميزة تختلف باختلاف متطلبات تطبيقك.
المعادن والسبائك للتطبيقات الصعبة
عندما تكون القوة والمتانة والأداء الحراري هي العوامل الأهم، تظل المعادن الخيار الأول. لكن أي معدن بالضبط؟ يعتمد ذلك كليًّا على تطبيقك المحدد.
سبائك الألومنيوم تُهيمن هذه المواد الخفيفة الوزن على تطبيقات قطاعي الفضاء والسيارات لسبب وجيه. ووفقاً للدليل الخاص بالمواد من شركة زوميتري (Xometry)، فإن هذه المواد تتميّز بتوصيل حراري ممتاز، ويمكن معالجتها حرارياً لزيادة مقاومتها. فعلى سبيل المثال، يوفّر سبائك الألومنيوم 7075 مقاومة شد تبلغ ٥٤٠ ميجا باسكال مع الحفاظ على قابلية عالية للتشغيل الآلي — ما يجعله مثاليًا لمكونات الهيكل الجوي الإنشائية، حيث تنعكس وفورات الوزن مباشرةً في كفاءة استهلاك الوقود.
- ألمنيوم 6061 – قابلية ممتازة للحام، وتُستخدم على نطاق واسع في عمليات البثق، وهي مثالية للتطبيقات العامة الغرض
- ألمنيوم 7075 – مقاومة شد عالية (٥٤٠ ميجا باسكال)، ومقاومة تعب فائقة، وتُفضَّل في تطبيقات قطاع الفضاء
- الألومنيوم 5083 – أفضل مقاومة للتآكل بين السبائك غير القابلة للمعالجة الحرارية، ومناسبة للاستخدام في البيئات البحرية
فولاذ مقاوم للصدأ تصبح ضرورية عندما تكون مقاومة التآكل هي الأولوية. وتتميز الدرجات الأوستنيتية مثل 304 و316 بقابلية ممتازة للتشغيل الآلي في عمليات التشغيل بالدوران والتجويف والثقب والطحن. وتحتوي درجة 316 على الموليبديوم، الذي يحسّن الاستقرار أمام الأحماض الكلورية— ما يجعلها مثالية للأجهزة الطبية ومعدات معالجة المواد الكيميائية.
أما بالنسبة للتطبيقات المقاومة للاهتراء، فهنا تبرز أهمية تشغيل البرونز آليًّا. وتتفوق مكونات البرونز المُصنَّعة باستخدام أنظمة التحكم العددي الحاسوبي (CNC) في المحامل والبطانات وأسطح الانزلاق، حيث تقلل خصائصها ذاتية التزييت من متطلبات الصيانة. أما سبائك النحاس الأصفر— وهي مزيج من النحاس والزنك—فتوفر حرية ممتازة في القطع وقابليّة ممتازة للتشكيل الحراري في التطبيقات البحرية والسيارات.
سبيكة الزنك المعدنية وتستحق سبائك الألومنيوم اهتمامًا خاصًّا في التطبيقات automotive والإلكترونية. وتجمع هذه السبائك بين قابلية صب ممتازة وقابليّة جيدة للتشغيل الآلي في العمليات الثانوية، ما يجعلها اقتصادية التكلفة في تصنيع الهياكل المعقدة والدعائم والمكونات الإنشائية التي تتطلب قوة متوسطة.
البلاستيكيات الهندسية والمواد الخاصة
عندما تحتاج إلى مقاومة كيميائية أو عزل كهربائي أو ببساطة بديل أخف وزنًا للمعادن، فإن البلاستيكيات الهندسية تقدّم أداءً استثنائيًّا. والمفتاح يكمن في مطابقة خصائص المادة مع المتطلبات الوظيفية الخاصة بك.
مادة ديلرين (الاسم التجاري لشركة دو بونت لمادة الأسيتال المتجانسة) تتميّز في صناعة الأجزاء الميكانيكية عالية الدقة. ووفقًا لمواصفات شركة إكسومتري لتشغيل مادة الأسيتال، فإن مادة البوليأسيتال ديلرين توفر ثباتًا أبعاديًّا استثنائيًّا مع تحمل قياسي بمقدار ±٠٫٠١٠ بوصة وتحمل قابل للتحقيق بمقدار ±٠٫٠٠١ بوصة. وتُحافظ هذه المادة البلاستيكية «ديلرين» على خصائصها ضمن نطاق درجات حرارة يتراوح بين -٤٠°م و١٢٠°م — وهي درجة تفوق بكثير معظم المواد البلاستيكية الأخرى.
- ديلرين ١٥٠ – مقاومة عالية للتأثير، واحتكاك منخفض، ومثالية لصناعة التروس والبطانات
- ديلرين ١٠٠ أف – مُعزَّزة بمادة الـPTFE لتحسين مقاومتها للتآكل في تطبيقات المحامل
عندما تكون مقاومة التصادم هي العامل الأهم، فكّر في استخدام النايلون في تطبيقات التشغيل الآلي. ويُعد هذا البلاستيك الحراري ذا مقاومة شد استثنائية إلى جانب مقاومته للخدوش، ما يجعله مناسبًا للمكونات الإنشائية التي تتعرّض لدورات تحميل متكررة.
(بيك) (بولي إيثر إيثر كيتون) يمثل الفئة الممتازة من البلاستيكيات الهندسية. فهو يحتفظ بمقاومته الكيميائية عند درجات الحرارة المرتفعة، مع تقديم مقاومة استثنائية للتعب ومعامل احتكاك منخفض. وغالبًا ما تُحدَّد مادة الـPEEK لاستخدامها في الغرسات الطبية ومكونات قطاع الفضاء والطيران عندما تتطلّب متطلبات التوافق الحيوي أو الظروف القصوى أداءً من الدرجة الأولى.
- البوليكربونات – مقاوم للكسر، وذو صلابة عالية، ومناسب جدًّا للأجزاء الإنشائية الشفافة
- PTFE (تفلون) – مقاومة كيميائية فائقة، لكنه يصعب تحقيق التحملات الدقيقة فيه بسبب التمدد الحراري
- Uhmw polyethylene – مقاومة تآكل متفوّقة، ذات تشحيم ذاتي، وأداء ممتاز في درجات الحرارة دون الصفر
كيف تؤثر اختيار المادة على مشروعك
إليك ما لا يُبلغك به العديد من المورِّدين صراحةً في البداية: إن اختيار المادة يؤثِّر تأثيرًا متسلسلًا على كل جانب من جوانب مشروعك. فالمواد الأصلب تتطلب معدلات تغذية أبطأ وتغيير أدوات أكثر تكرارًا— وهو ما يؤثر مباشرةً على التكلفة. أما البلاستيكيات الأطرى فقد تحقِّق تشطيبات سطحية أفضل باستخدام أدوات التصنيع القياسية، لكنها قد تزحف (تتشوَّه تدريجيًّا) تحت الأحمال المستمرة.
ضع في اعتبارك هذه المفاضلات العملية:
- سهولة التشغيل مقابل الأداء – السبائك القابلة للتشغيل الحر تُقطَع بسرعة أكبر، لكنها قد تضحّي بالمتانة
- إمكانية إنهاء السطح – بعض المواد تلمع بشكلٍ رائع؛ بينما تتطلَّب مواد أخرى عمليات تصنيع ثانوية
- السلوك الحراري – البلاستيكيات ذات معامل التمدد المرتفع تجعل تحقيق التحملات الضيقة أمرًا صعبًا
- الآثار المترتبة على التكاليف – السبائك الغريبة والبلاستيكيات الخاصة تأتي بأسعار مرتفعة
ما أفضل نهجٍ يمكن اتباعه؟ حدد متطلبات الأداء الخاصة بك أولًا، ثم اعمل للوراء لتحديد المواد التي تفي بهذه المواصفات مع البقاء قابلة للتشغيل آليًّا وبتكلفة اقتصادية. وبالحديث عن المواصفات، فإن فهم متطلبات التحمل (التلرانس) يصبح الخطوة الحرجة التالية لضمان أداء المكونات المخصصة وفق التصميم المطلوب.
شرح تحمُّلات الدقة ومعايير مراقبة الجودة
لقد اخترتَ مادتك واخترتَ عملية التصنيع باستخدام الحاسب الآلي (CNC) المناسبة. والآن تأتي שאלהٌ تؤثِّر تأثيرًا كبيرًا في كلٍّ من ميزانيتك وأداء جزئك: ما مدى ضيق التحمُّلات المطلوبة فعليًّا؟ وهنا بالضبط تنجح مشاريع التصنيع المخصصة إما بشكلٍ مذهلٍ أو تتحول إلى دروسٍ باهظة الثمن في حالة تحديد مواصفات زائدة عن الحاجة.
وفقًا لمعايير ASME، تشير التسامحات إلى مجموع الانحراف المسموح به عن القيمة الأساسية لأي بُعد—وهو ما يضمن أن يناسب الجزء ويؤدي وظيفته بشكل صحيح. لكن إليكم ما لا توضحه ورش العمل عادةً: ليس كل بُعد يتطلب نفس مستوى الدقة. ويساعد فهم تصنيفات التسامحات في تحديد المواصفات المهمة فعليًّا، مع تجنُّب التكاليف غير الضرورية المرتبطة بالخصائص التي لا تتطلّب دقة عالية.
فهم تصنيفات التسامح وتأثيرها
تتفق متطلبات التسامح في تصنيفاتٍ مُميَّزة، وكل تصنيفٍ منها مناسبٌ لتطبيقات مختلفة. وتفي التسامحات التجارية القياسية تمامًا باحتياجات معظم أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) العامة التي لا يُعتبر فيها انطباق التجميع عاملًا حاسمًا. أما عند إنتاج خدمات تشغيل آلي دقيق باستخدام الحاسوب (CNC) للتطبيقات الجوية والفضائية أو الطبية، فستحتاج حينها إلى مواصفات أكثر صرامة—وبالتالي تزداد تعقيدات التصنيع تبعًا لذلك.
فكِّر في هذه المقارنة بين تصنيفات التسامح وانعكاساتها العملية:
| فئة التحمل | النطاق النموذجي | التطبيقات الشائعة | الأثر على التكلفة |
|---|---|---|---|
| تجاري قياسي | ±0.005" إلى ±0.010" | الدعامات، والغلاف الخارجي، والأجزاء الإنشائية غير الحرجة | التسعير الأساسي |
| الدقة | ±0.001" إلى ±0.005" | واجهات التجميع، تركيبات المحامل، مكونات التروس | علاوة تتراوح بين ١٥٪ و٣٠٪ |
| دقة عالية | ±0.0005" إلى ±0.001" | المكونات الهيدروليكية، الأجهزة الطبية، حوامل العدسات البصرية | علاوة تتراوح بين ٤٠٪ و٧٥٪ |
| الدقة الفائقة (التشغيل الآلي السويسري) | ±0.0001" إلى ±0.0005" | أجهزة الطيران والفضاء، الغرسات الجراحية، الإلكترونيات الدقيقة | علاوة تبلغ ١٠٠٪ فأكثر |
لاحظ كيف تزداد التكاليف مع تشديد الحدود التحملية؟ ويرجع ذلك إلى أن تحقيق الدقة الفائقة يتطلب سرعات تشغيل أبطأ، وفحوصات أكثر تكرارًا، وبيئات خاضعة للتحكم المناخي، وغالبًا ما يتطلب معدات متخصصة مثل مراكز التشغيل الآلي السويسري المصممة خصيصًا لتحقيق دقة تصل إلى الميكرون.
ووفقًا لمتخصصي التصنيع الدقيق، فإن دقة أدوات التشغيل الآلي تؤثر مباشرةً في الحدود التحملية القابلة للتحقيق. فانحراف المحور الدوار، وبلى المسارات التوجيهية، والتمدد الحراري تُحدث أخطاءً منهجية تتراكم أثناء الإنتاج. وهذا يفسّر سبب عدم قدرة كل ورشة على تقديم نفس المستوى من الدقة — إذ تتفاوت إمكانات معداتها اختلافًا كبيرًا.
متى تكون التسامحات الضيقة مهمة
إذن، متى يجب أن تحدد تحملات أكثر دقةً لأجزاء التشغيل الآلي الخاصة بك؟ ركّز على الأبعاد الوظيفية—أي الميزات التي تؤثر مباشرةً على أداء المكوّن وظيفته المقصودة:
- واجهات التجميع حيث يجب أن تنضم الأجزاء معًا بمسافات أو تداخلات محددة بدقة
- فتحات المحامل وأقطار العمود وتتطلب مقاطع تشغيل دقيقة
- أسطح الختم حيث يؤدي التسرب إلى إضعاف الأداء الوظيفي
- ميزات التثبيت التي تُنشئ المحاذاة مع المكونات الأخرى
إليك نصيحة عملية: طبّق أضيق التحملات فقط في المواضع التي تتطلبها الوظيفة. فقد تحتاج غلافٌ ما إلى تحمل ±0.0005 بوصة على فتحة محامله، بينما يكفي تحمل قياسي قدره ±0.005 بوصة لفتحات التثبيت. وهذه الطريقة الانتقائية—التي يُطلق عليها المهندسون «تحليل التحمل الوظيفي»—تُحسّن كفاءة ميزانيتك دون المساس بالأداء.
تتفاعل تحملات التشغيل الآلي المعدنية أيضًا مع خصائص المادة. فالألومنيوم، الذي يتميّز بمعامل تمدّد حراري مرتفع، يتطلّب إجراء القياسات في بيئة خاضعة للتحكم في درجة الحرارة. أما الفولاذ المُصلب فيحافظ على الأبعاد بشكل أفضل، لكنه يتطلّب تشغيلاً أكثر دقة. بل إن حالة السطح الناتجة عن التشغيل الآلي للمعادن تؤثر أيضًا في دقة القياس — إذ تُحدث الأسطح الخشنة عدم يقينٍ بشأن الموقع الفعلي للبعد.
طرق مراقبة الجودة التي تضمن الاتساق
إن تحديد التحملات لا معنى له دون أساليب تحقق قوية. وهنا تصبح مراقبة العمليات الإحصائية (SPC) ضرورية. ووفقًا لـ إرشادات معيار IATF 16949 ، فإن مراقبة العمليات الإحصائية (SPC) ترصد عمليات التصنيع لضمان التحسين المستمر في جودة المنتج، مع اكتشاف أي انحرافات قبل أن تؤدي إلى إنتاج أجزاء معيبة.
تتعقب مخططات التحكم التغيرات البُعدية طوال دورات الإنتاج. وعندما تقع نقاط البيانات المُرسومة بين حدود التحكم المُحددة، يظل العملية مستقرة. أما الاتجاهات التي تقترب من هذه الحدود فتُفعِّل إجراءات تصحيحية قبل أن تتجاوز القطع المواصفات المطلوبة— مما يحوِّل التركيز من الكشف عن العيوب بعد الإنتاج إلى الوقاية منها أثناء الإنتاج.
تفرض شهادات مثل IATF 16949 (لقطاع السيارات) وAS9100D (لقطاع الطيران والفضاء) نُهجًا نظاميةً في مجال الجودة. وهذه الشهادات ليست مجرد إجراءات ورقية. بل تتطلب ما يلي:
- إجراءات قياس موثَّقة ضمان اتساق أساليب الفحص
- المعدات المُ head="headibrated مع الالتزام بمعايير دقة قابلة للتتبع
- دراسات قدرة العملية والتقييم الكمي لقدرة المعدات على تلبية المواصفات باستمرار
- أنظمة الإجراءات التصحيحية التي تتناول الأسباب الجذرية لا الأعراض فقط
إن قدرة نظام القياس نفسه تؤثر في التحقق من التحمل. ووفقًا لمعايير الصناعة، يجب أن تكون عدم اليقين في القياس أقل من ١٠٪ من التحمل الذي يتم التحقق منه—أي أن تحملًا قدره ±٠٫٠٠١ بوصة يتطلب دقة قياس تبلغ ±٠٫٠٠٠١ بوصة أو أفضل من ذلك. وتوفّر آلات القياس الإحداثي (CMMs) هذه القدرة للأجزاء المعقدة التي تحتوي على عدة خصائص حرجة.
إن فهم كيفية تأثير التحملات على التكاليف والجودة يساعدك في وضع مواصفاتٍ مستنيرة. لكن كيف تقارن عمليات التشغيل المخصصة مع طرق التصنيع الأخرى التي قد تحقّق نتائج مماثلة عند نقاط سعرية مختلفة؟

التصنيع المخصص مقابل طرق التصنيع البديلة
والآن وبعد أن فهمتَ مفهوم التحملات ومراقبة الجودة، تبرز أمامك قضية أكبر: هل تشكّل عمليات التشغيل المخصصة بالفعل النهج المناسب لمشروعك؟ فكثيرٌ من ورش التصنيع لا تُجري هذه المناقشة لأنها تسعى للحصول على طلبك بغض النظر عن مدى ملاءمة الطريقة المستخدمة. ومع ذلك، فإن اختيار طريقة التصنيع غير المناسبة قد يكلّفك آلاف الدولارات هدرًا في أدوات التصنيع، أو تأخيرًا في الجداول الزمنية، أو أجزاء لا تؤدي الأداء المتوقع منها.
دعنا نقارن تصنيع الـ CNC بشكل موضوعي مع الطرق البديلة — الطباعة ثلاثية الأبعاد، والقولبة بالحقن، والصب — لكي تتمكن من اتخاذ قرارٍ مستنيرٍ استنادًا إلى متطلباتك المحددة بدلًا من عرض المبيعات الذي يقدمه المورِّد.
التصنيع حسب الطلب مقابل التصنيع الإضافي
غيَّرت الطباعة ثلاثية الأبعاد طريقة إعداد النماذج الأولية، لكنها ليست حلاً شاملاً. ووفقًا للمقارنة التصنيعية التي أجرتها شركة Xometry، فإن الأجزاء المصنَّعة باستخدام ماكينات التحكم العددي (CNC) تحافظ على الخصائص الأصلية للمواد المستخدمة (الكتلة الأولية)، دون أن تتأثر كثيرًا بخصائص عمليات التصنيع. وهذه ميزة كبيرة عندما يكون الأداء الميكانيكي عاملًا حاسمًا.
هذه هي الحقيقة: يُنشئ التصنيع الإضافي الأجزاء طبقةً تلو الأخرى، ما يؤدي إلى قيود جوهرية. فقد تصل مقاومة الشد للأجزاء المطبوعة بتقنية FDM من مادة ABS إلى ١٠٪ فقط من مقاومة الشد الأصلية للمادة، بينما يمكن لمادة النايلون المطبوعة بتقنية SLS أن تقترب من ١٠٠٪. وهذه التباينات تجعل من الطباعة ثلاثية الأبعاد خيارًا محفوفًا بالمخاطر في التطبيقات التي تتطلب تحمل الأحمال، حيث لا يمكن التنازل عن ثبات واتساق القوة.
تتفوق الأجزاء المصنَّعة حسب الطلب عندما تحتاج إلى:
- القوة الكاملة للمادة بدون عيوب اتجاهية ناتجة عن ربط الطبقات
- التشطيبات السطحية العالية والتي تجد طرق التصنيع الإضافي صعوبة في تحقيقها
- تحملات بعدين ضيقة أكثر مما يمكن لمعظم الطابعات ضمانه بموثوقية
- خيارات المواد بما في ذلك الفولاذ المُصلَّب والسبائك الغريبة التي لا يمكن للطباعة ثلاثية الأبعاد معالجتها
ومع ذلك، تتفوّق الطباعة ثلاثية الأبعاد من حيث سرعة الإعداد. فخدمة التشغيل بالتحكم العددي الحاسوبي (CNC) تتطلب برمجة وتثبيت القطعة على الآلة، وهي عمليات قد تستغرق وقتاً طويلاً قبل إجراء أول قطع. أما الطباعة؟ فما عليك سوى تحميل ملفك والبدء في البناء. وفي حالات التحقق من هندسة الجزء وفحص مدى ملاءمته، حيث لا تهم الخصائص الميكانيكية، فإن التصنيع الإضافي يوفّر وقت تسليم أسرع وبتكلفة أقل — وغالباً ما تكون تكلفة الأجزاء المُصنَّعة بهذه الطريقة أقل بخمسة إلى عشرة أضعاف من تكلفة الأجزاء المكافئة المُصنَّعة باستخدام CNC.
ويتوقف القرار في النهاية على الوظيفة المطلوبة. اسأل نفسك: هل يحتاج هذا الجزء إلى تحمل أحمال أثناء التشغيل، أم أنني أكتفي فقط بالتحقق من مدى ملاءمة التصميم؟
متى يكون الصب أو القولبة خياراً أكثر منطقية؟
وتتغيّر الأمور جذريًا عند زيادة الكمية. فعندما ترتفع الكميات الإنتاجية إلى آلاف القطع، تصبح عمليات الحقن بالبلاستيك والصب بالقوالب المعدنية جذّابةً بشكل متزايد، رغم ارتفاع تكاليف تصنيع القوالب الأولية.
وفقًا لدليل الإنتاج الخاص بشركة هابس، يُعتبر صب الحقن ربما أكثر طرق التصنيع شيوعًا للإنتاج الضخم. وبمجرد أن تقوم بتصميم وتصنيع القالب، تصبح العملية نفسها سريعة جدًّا—وهي مثالية للصناعات التي تشهد طلبًا مرتفعًا وجداول إنتاج ضيقة. أما العيب؟ فيتمثل في تكلفة تصنيع القوالب، والتي قد تتراوح بين ٣٠٠٠ دولار أمريكي للهندسات البسيطة و١٠٠٠٠٠ دولار أمريكي أو أكثر للقوالب المعقدة متعددة التجاويف.
ويوفِّر الصب بالقالب (Die casting) اقتصاديات مماثلة لتطبيقات التشغيل الآلي للمعادن. ووفقًا للمقارنات بين عمليات التصنيع، يمكن أن يحقِّق الصب بالقالب وفورات سنوية تتجاوز ٣٠٠٠٠٠ دولار أمريكي مقارنةً بالتشغيل الآلي باستخدام ماكينات التحكم العددي (CNC) عند إنتاج ١٠٠٠٠ وحدة. كما تنخفض تكلفة كل قطعة بشكل كبير، لأن استثمار الأدوات باهظ الثمن يُوزَّع على آلاف الوحدات.
ولكن إليكم ما تغفله هذه المقارنات عادةً: إن تصنيع النماذج الأولية باستخدام آلات التحكم العددي (CNC) يبرز بوضوح خلال مراحل التطوير. فعندما لا يكون تصميمك قد استقر بعدُ، فإن إنفاق ٥٠٬٠٠٠ دولار أمريكي على قوالب الحقن التي قد تحتاج إلى تعديل بعد الاختبارات لا يُعدّ من الناحية المالية قرارًا معقولًا. أما التشغيل الآلي للمعادن فيسمح لك بالتجريب السريع وصقل تصميمك قبل الالتزام بأدوات الإنتاج النهائية.
فكر في الصب عندما:
- تتجاوز أحجام الإنتاج ١٠٠٠–٥٠٠٠ وحدة سنويًّا
- تشمل هندسة القطعة تجاويف داخلية يصعب تشغيلها آليًّا
- لقد استقر تصميمك نهائيًّا ومن غير المرجح أن يتغيّر
- يسمح وقت التسليم المطلوب الذي يتراوح عادةً بين ٨ و١٦ أسبوعًا لتصنيع القوالب
مقارنة طرق التصنيع
تساعدك هذه المقارنة الشاملة في تقييم النهج الأنسب لمتطلبات مشروعك:
| الطريقة | نطاق الحجم المثالي | القدرة الهندسية | خيارات المواد | المدة الزمنية للتسليم | اتجاه تكلفة القطعة الواحدة |
|---|---|---|---|---|---|
| تصنيع باستخدام الحاسب الآلي CNC | 1-5,000 وحدة | ميزات خارجية معقَّدة، ومقاييس تحمل ضيقة | جميع المعادن والبلاستيكيات الهندسية | ١–١٥ يومًا عادةً | ثابت بغض النظر عن الحجم |
| الطباعة ثلاثية الأبعاد (FDM/SLS) | ١–٥٠٠ وحدة | هياكل داخلية على شكل شبكات، وأشكال عضوية | البلاستيكيات الحرارية، وبعض المعادن عبر تقنية DMLS | من ١ إلى ٥ أيام عادةً | ثابت لكل قطعة |
| حقن القالب | أكثر من 5000 وحدة | أشكال معقدة، وانحناءات داخلية تتطلب إجراءات جانبية | البلاستيكيات الحرارية، والبلاستيكيات الحرارية الصلبة | ٨–١٦ أسبوعًا (لتصنيع القوالب) + أيام (للإنتاج) | ينخفض بشكل كبير مع زيادة الحجم |
| الصب بالضغط | 2,000+ وحدة | أجزاء معدنية معقدة، وجدران رقيقة | سبيكة الألومنيوم، الزنك، المغنيسيوم | ١٠–٢٠ أسبوعًا (تصنيع القوالب) + أيام (الإنتاج) | ينخفض بشكل كبير مع زيادة الحجم |
| الصب الرملي | ١–٢٠٠٠ وحدة | أجزاء كبيرة، تجاويف داخلية | المعادن الحديدية وغير الحديدية | ٢–٦ أسابيع | متوسطة، وتقل مع زيادة الحجم |
اختيار القرار الصحيح لمشروعك
رحلة اتخاذ القرار التي يتجاهلها معظم المورِّدين تبدو كالتالي:
الخطوة ١: حدد متطلباتك من حيث الحجم. هل تُنتِج ٥ نماذج أولية، أم ٥٠٠ وحدة إنتاجية، أم ٥٠٠٠٠ وحدة؟ فهذا العامل الوحيد غالبًا ما يُقرِّر العملية التي تكون مجدية اقتصاديًّا.
الخطوة ٢: قدِّم تقييمًا لدرجة التعقيد الهندسي. الممرات الداخلية والهياكل الشبكية تفضِّل الطرق الإضافية (Additive). أما السمات الخارجية ذات التحملات الضيقة فتفضِّل التشغيل الآلي (Machining). أما التجاويف الداخلية المعقدة عند أحجام إنتاج عالية فتفضِّل الصب (Casting).
الخطوة ٣: قدِّر المتطلبات المتعلقة بالمواد. هل تحتاج إلى فولاذ أداة مُصلَّب أو تيتانيوم من الدرجة الجوية؟ تُعالج عمليات التشغيل بالتحكم العددي الحاسوبي (CNC) تقريبًا أي مادة هندسية. أما الصب والتشكيل فيحدان من خياراتك بشكل كبير.
الخطوة 4: ضع جدولك الزمني في الاعتبار. هل تحتاج نموذجًا أوليًّا عاجلًا الأسبوع المقبل؟ تتيح لك عمليات التشغيل بالتحكم العددي الحاسوبي (CNC) أو الطباعة ثلاثية الأبعاد التوصيل في الوقت المطلوب. أما إذا كنت تخطط لإطلاق منتج خلال ٦ أشهر مع إنتاج مستمر بعدها، فاستثمر في قوالب التشكيل أو القوالب المستخدمة في عملية الصب.
الخطوة ٥: احسب التكلفة الإجمالية للمشروع. قد تبدو عرض أسعار التشغيل بالتحكم العددي الحاسوبي (CNC) البالغ ٥٠ دولارًا أمريكيًّا لكل قطعة باهظ الثمن مقارنةً بقطع الصب بالحقن التي تبلغ تكلفتها دولارين أمريكيين لكل قطعة — حتى تأخذ في الاعتبار تكلفة القالب البالغة ٤٠٬٠٠٠ دولار أمريكي، والتي لا تكون مجدية اقتصاديًّا إلا عند إنتاج ١٠٬٠٠٠ وحدة فأكثر.
تشغل عمليات التشغيل الآلي المخصصة مكانة مميزة لا تُضاهيها أي طريقة أخرى: فهي تتميز بسرعة التسليم، ومرونة المواد، والدقة البعدية، والجدوى الاقتصادية التي تمتد من النماذج الأولية الفردية وحتى إنتاج الكميات المتوسطة. وفهم هذه المفاضلات يمكّنك من إجراء محادثات أكثر استنارة مع شركاء التصنيع المحتملين — وكذلك من التعرُّف على اللحظات التي يوجِّهونك فيها نحو حلول تخدم قدراتهم الخاصة بدلًا من متطلباتك.
وبالحديث عن التكاليف، ما العوامل التي تؤثر فعليًّا في أسعار عمليات التشغيل الآلي المخصصة؟ وهذا بالضبط ما تفضِّل أغلب الورش أن لا تسأل عنه في المرحلة الأولى.
عوامل التكلفة واستراتيجيات التسعير للمشاريع المخصصة
لقد قارنت طرق التصنيع وقررت أن التشغيل الآلي المخصص يناسب مشروعك. والآن تأتي المسألة التي يخشاها كل مدير مشتريات: لماذا تبدو هذه العرض السعري مرتفعةً إلى هذا الحد؟ إليك الحقيقة التي لا تُصرّح بها معظم ورش العمل عادةً—إن تكلفة معدن المُشغِّل تمثّل جزءًا ضئيلًا فقط من سعرك النهائي. وبفهمك للهيكل الكامل للتكاليف، يمكنك تحسين ميزانيتك دون التفريط في الجودة.
ما العوامل التي تُحدِّد تكاليف التشغيل الآلي المخصص؟
عندما تطلب عرض سعر لتصنيع باستخدام الحاسوب (CNC) عبر الإنترنت، فإن عدة عوامل مترابطة تُحدِّد سعرك. ووفقًا لتحليل التكاليف الصناعي، فإن وقت التشغيل الآلي غالبًا ما يكون العامل الرئيسي المؤثر في التكلفة—وخاصةً في الإنتاج عالي الحجم، حيث تتضاعف أوجه عدم الكفاءة الطفيفة في التصميم عبر آلاف القطع.
إليك العوامل الفعلية المؤثرة في عرض السعر الخاص بك:
- تكاليف المواد وقابلية التشغيل الآلي – المواد الأصعب مثل الفولاذ المقاوم للصدأ والتيتانيوم تتطلب سرعات قطع أبطأ وأدوات تقطيع متخصصة، ما يزيد من الوقت والتكلفة على حدٍّ سواء. أما المواد الأسهل مثل الألومنيوم فهي تُصنع بسرعة أكبر، لكنها قد تكون أكثر تكلفةً لكل كيلوجرام حسب السبيكة المستخدمة.
- التعقيد وزمن الإعداد – الأجزاء التي تتطلب إعدادات متعددة أو تثبيتات مخصصة أو تشغيلًا آليًّا باستخدام خمسة محاور ترفع تكاليف العمالة بشكل كبير. ووفقًا لأبحاث تحسين التصميم، فإن تكاليف الإعداد تكون بالغة الأهمية عند الكميات الصغيرة، لكنها تبقى ثابتة بغض النظر عن الكمية المُنتَجة.
- متطلبات التحمل – التشديد على التحملات الدقيقة يتطلب معدلات تغذية أبطأ وفحوصات أكثر تكرارًا، وأحيانًا بيئات خاضعة للتحكم المناخي. وكل خطوة تنتقل بها من التحملات التجارية القياسية إلى التحملات فائقة الدقة تضيف ما بين ١٥٪ و١٠٠٪ إلى التكلفة الأساسية.
- مواصفات تشطيب السطح – الانتقال من التشطيبات «كما هي بعد التشغيل الآلي» إلى التشطيبات المصقولة أو المؤكسدة أو المطلية يتطلب عمليات ثانوية تُضاف إليها كلٌّ من الوقت والتكلفة.
- كمية الطلب – هنا تصبح الأمور الاقتصادية مثيرةً للاهتمام. فتكاليف الهندسة غير المتكررة (NRE)—مثل البرمجة وتصميم التجهيزات والإعداد الأولي—تُوزَّع على كمية طلبك.
وفقًا لـ تحليل الجدوى الاقتصادية للنماذج الأولية ، إذ إن عرض السعر البالغ ٨٠٠ دولار أمريكي للقطعة الواحدة ليس مبالغًا فيه. فهذه التكاليف الهندسية غير المتكررة (NRE) تُحمَّل بالكامل على أولى قطعك. أما عند زيادة طلبك إلى خمس وحدات، فقد تنخفض تكلفة كل قطعة بنسبة تقارب النصف.
استراتيجيات لتحسين ميزانيتك
قد تؤدي عملية البحث عن عبارات مثل «مخرطة تحكم رقمي كمبيوتري قريبة مني» أو «مُخرِتٌ قريب مني» إلى العثور على ورشة محلية، لكن القرب الجغرافي وحده لا يضمن الحصول على أفضل قيمة. أما تحقيق أقصى درجات التحسين الذكي للتكلفة فيبدأ منذ مرحلة التصميم—وليس أثناء مرحلة إعداد عروض الأسعار.
نظر في هذه الاستراتيجيات المُثبتة لتقليل التكاليف:
- التصميم من أجل القابلية للتصنيع (DFM) – حدد نصف قطر الزوايا بما لا يقل عن ثلث عمق التجويف لتمكين استخدام أدوات قص أكبر وأسرع. وتجنب تمامًا إدراج أي ميزات تتطلب أدوات تخصصية أو عمليات تركيب متعددة.
- استبدال المواد – سبائك التشغيل الحر مثل الفولاذ المقاوم للصدأ من الدرجة 303 تُقَصّ بشكلٍ أسرع بكثيرٍ مقارنةً بالدرجة 304، ما يعوّض ارتفاع تكلفة المادة عند أحجام الإنتاج. ويتميّز الألومنيوم من الدرجة 6061 بقابلية ممتازة للتشغيـل وبتكلفة أقل للمواد الأولية مقارنةً بمعظم البدائل الأخرى.
- تحسين التحملات – طبِّق التحملات الضيقة فقط حيث تتطلّب الوظيفة ذلك. فالتحملات القياسية (±0.005 بوصة) لا تكلّف أيّة تكلفة إضافية؛ أما التحملات الدقيقة جدًّا (±0.0005 بوصة) فقد تضاعف وقت التشغيل لديك.
- دمج متطلبات التشطيب السطحي – تحديد أكثر من تشطيب سطحي واحد على نفس القطعة يتطلّب استخدام مواد عازلة (ماسكينغ) ومعالجة إضافية. لذا يُفضَّل اختيار تشطيب سطحي وحيد كلما أمكن ذلك.
- الطلب الاستراتيجي حسب الكميات – غالبًا ما تكشف عروض أسعار التشغيل الآلي عبر الإنترنت عن خصومات كبيرة جدًّا. لذا يُرجى طلب أسعار مرحلية لأعداد ١ و١٠ و٥٠ و١٠٠ وحدة لفهم منحنى التكاليف الخاص بك.
اقتصاديات زمن التسليم
هل تحتاج إلى القطع بسرعة؟ إن خدمات التسليم العاجل عادةً ما تترافق مع أعباء إضافية تتراوح بين ٢٥٪ و١٠٠٪، وذلك حسب درجة التسارع في ضغط الجدول الزمني. لكن متى يكون دفع هذه الأعباء الإضافية مبرَّرًا؟
فكّر في طلب التسليم العاجل عندما:
- تكاليف توقف خط الإنتاج تفوق رسوم التسارع
- تفويت موعد إطلاق منتج ما يترتب عليه آثار سلبية على الإيرادات
- تأخرات في التحقق من صحة التصميم تُعيق عدة أنشطة لاحقة
وبالمقابل، فإن الأوقات القياسية للتسليم — والتي تتراوح عادةً بين ١٠ و١٥ يوم عمل — تتيح غالبًا للمصانع دمج أجزائك مع طلبات مماثلة في دفعات واحدة، مما يحسّن كفاءتها ويقلل تكاليفك.
الاقتصاديات المقارنة بين النماذج الأولية والإنتاج
يُشكّل الانتقال من النموذج الأولي إلى مرحلة الإنتاج نقطة قرار استراتيجية. ووفقًا لأبحاث الاقتصاد التصنيعي، فإن الطريقة المثلى لإنتاج ١٠ وحدات قد تصبح مدمِّرة ماليًّا عند إنتاج ١٠٬٠٠٠ وحدة.
أما بالنسبة للنماذج الأولية، فإن عمليات التشغيل الآلي المخصصة تُعد مثالية نظرًا لانخفاض استثمارات الأدوات اللازمة لها. فتدفع مقابل البرمجة والإعداد مرة واحدة فقط، ثم تتحقق من صحة تصميمك، وبعد ذلك تقرر ما إذا كنت ستستمر في استخدام قطع الـCNC للإنتاج بكميات كبيرة، أم ستنتقل إلى الصب أو الحقن عند الحاجة إلى كميات أكبر.
لقد غيّرت أنظمة الاقتباس الإلكتروني الحديثة شفافية التسعير. قم برفع ملف CAD الخاص بك، وحدّد المادة والتسامح المطلوبَين، واحصل على اقتباسات فورية أو في نفس اليوم من عدة مورِّدين. ويُحقِّق هذا الأمر تعميم الوصول إلى أسعار تنافسية — ولكن تذكّر أن أدنى اقتباسٍ ليس بالضرورة أفضل قيمة. فأنظمة الجودة، وسرعة الاستجابة في التواصل، وسجل التسليم في الوقت المحدَّد تهمّ بقدر أهمية سعر القطعة الواحدة.
إن فهم عوامل التكلفة يضعك في موقفٍ ملائمٍ لإجراء محادثاتٍ مُثمرة مع المورِّدين المحتملين. ومع ذلك، فإن المتطلبات تختلف اختلافًا كبيرًا بين الصناعات المختلفة — فقد لا تفي المواصفات التي تناسب التطبيقات automotive بالمتطلبات الخاصة بالصناعات aerospace أو الطبية.
التطبيقات الصناعية من قطاع السيارات إلى قطاع الطيران والفضاء
يساعدك فهم عوامل التكلفة في إعداد ميزانية فعّالة، لكن إليك ما لا يُركِّز عليه العديد من المورِّدين: إن القطاع الذي تخدمه يؤثِّر جذريًّا في كل جانب من جوانب مشروعك الخاص بالتصنيع الدقيق. وتتفاوت متطلبات الامتثال التنظيمي، وشهادات المواد، والتوثيق اختلافًا كبيرًا بين القطاعات المختلفة— وبمجرد الخطأ في هذه المتطلبات، قد تؤدي إلى رفض الأجزاء أو إعادة تصنيعها بتكلفة باهظة أو أسوأ من ذلك.
فلننظر في كيفية اشتراط تطبيقات قطاعات السيارات والطيران والرعاية الصحية نُهجًا مختلفةً تمامًا في التصنيع الدقيق.
مكونات الدقة للسيارات
يعمل قطاع السيارات ضمن هوامش ربح ضيِّقة للغاية، ولا يسمح بأي تأخير في الإنتاج. وعندما يمكن لمشكلة واحدة تتعلَّق بمورِّد واحد أن توقف خط التجميع بالكامل بقيمة تزيد على ٥٠٬٠٠٠ دولار أمريكي في الدقيقة، فإن الاتساق في الجودة يصبح أمرًا غير قابل للتفاوض. ولهذا السبب أصبحت شهادة IATF 16949 المعيار الأساسي المتوقَّع من مورِّدي قطاع السيارات.
وفقًا لدليل الشهادات الصادر عن شركة مايكرو إنداستريز الأمريكية، فإن معيار IATF 16949 هو المعيار العالمي لإدارة جودة قطع غيار السيارات، والذي يجمع بين مبادئ ISO 9001 والمتطلبات الخاصة بالقطاع المتعلقة بالتحسين المستمر ومنع العيوب والإشراف الصارم على الموردين. ويجب على المصنّعين إثبات وجود نظامٍ قويٍّ لتتبع المنتجات والتحكم في العمليات للوفاء بمتطلبات التأهيل.
تشمل مكونات السيارات النموذجية التي تتطلب تشكيلاً آليًّا مخصصًا ما يلي:
- تجميعات الهيكل – مكونات هيكلية تتطلب تحكُّمًا دقيقًا في الأبعاد لضمان محاذاة المركبة السليمة وأداء السلامة
- مكونات ناقل الحركة – تروس ومحاور وغلافات تتطلب تحملات ضيقة لنقل الطاقة بسلاسة وضمان المتانة
- كواتم مخصصة – مكونات مصنوعة من البرونز مقاومة للتآكل ومُشكَّلة باستخدام ماكينات التحكم العددي (CNC) لأنظمة التعليق وتجميعات التوجيه
- أجزاء نظام الفرامل – مكونات حرجة من حيث السلامة، حيث يؤثر الدقة البعدية مباشرةً على أداء الفرملة
- دعامات تثبيت المحرك – واجهات دقيقة تُدار بها الاهتزازات وتضمن المحاذاة السليمة لنظام الدفع
ما الذي يميز تصنيع المركبات؟ إنها توقعات الإنتاج الضخم جنبًا إلى جنب مع متطلبات الجودة العالية. فقد تحتاج، على سبيل المثال، إلى ٥٠٬٠٠٠ وسادة مطاطية متطابقة سنويًّا، وكلٌّ منها يفي بمواصفات مطابقة تمامًا. وغالبًا ما تكمل عمليات ثقب الصفائح المعدنية وعمليات الثقب المعدني تصنيع القواعد (الدعامات)، في حين تُستخدم عملية الدوران الألومنيومي لإنتاج أغلفة خفيفة الوزن لأنظمة الكهرباء.
متطلبات قطاعَي الطيران والطب
عندما تطير المكونات على ارتفاع ٣٥٬٠٠٠ قدم أو تُزرع داخل أجسام البشر، تزداد المخاطر ازديادًا كبيرًا. فكلا مجالَي التصنيع باستخدام الحاسب الآلي في قطاع الطيران والتصنيع الطبي يشتركان في سمةٍ حرجةٍ واحدة: الفشل ليس خيارًا مسموحًا به.
تصنيع الطيران
تُعَد شهادة AS9100D المعيارَ الخاص بالجودة في قطاع الطيران، وهي تبني على أساس معيار ISO 9001 مع إضافات متطلبات خاصة بالطيران. ووفقًا لتحليل شركة سنو لاين للهندسة (Snowline Engineering) الخاص بشهادة AS9100D، فإن هذه الشهادة تشدد على إدارة المخاطر، والتوثيق الصارم، والتحكم في سلامة المنتج طوال سلسلة التوريد المعقدة.
يغطي إطار AS9100D عشرة أقسامٍ مُميَّزة تشمل كل شيء بدءًا من متطلبات القيادة ووصولًا إلى بروتوكولات التحسين المستمر. ويُظهر الحصول على هذه الشهادة والحفاظ عليها أن المنشأة تمتلك الانضباط والكفاءة اللازمين لتلبية التوقعات الصارمة — ليس فقط أثناء عمليات التدقيق، بل طوال دورة الإنتاج بأكملها.
تشمل مكونات الطيران النموذجية ما يلي:
- مكونات هيكل الطائرة – أجزاء من الألومنيوم والتيتانيوم التي تتطلب إمكانية تعقُّب كاملة للمواد
- مجموعات الهيكل الأرضي للهبوط – مكونات من الفولاذ عالي القوة مرفقةً بشهادات معتمدة لمعالجة الحرارة
- قطع غيار محركات التوربينات – مكونات من السبائك الغريبة المصنوعة بدقة عالية جدًّا ضمن تحملات أبعادية ضيقة للغاية
- آليات التحكم في الطيران – وصلات دقيقة تؤثر دقتها البعدية في قيادة الطائرة
تُضيف اعتمادية برنامج نادكاب (NADCAP) طبقةً إضافيةً للعمليات الخاصة. ووفقًا لخبراء التصديق، يركّز هذا البرنامج على اعتماد العمليات الحرجة، ومنها المعالجة الحرارية والمعالجة الكيميائية والفحص غير المدمر— مما يؤكد أنَّ المصانع قادرةٌ باستمرارٍ على تنفيذ العمليات المتخصصة وفق أعلى المعايير.
تصنيع الأجهزة الطبية
يفرض التصنيع الدقيق للأجهزة الطبية متطلبات التوافق الحيوي التي لا وجود لها في الصناعات الأخرى. وعندما يتلامس جزءٌ ما مع الأنسجة البشرية— أو يُزرع داخل الجسم بشكلٍ دائم— تصبح عملية اختيار المادة ونوعية التشطيب السطحي أمورًا حاسمةً تتعلَّق بالحياة أو الموت.
يُحدِّد معيار الآيزو 13485 الإطار الجودي لتصنيع الأجهزة الطبية. ووفقًا لمتخصصي شهادات القطاع، يجب على المرافق التي تسعى للحصول على هذه الشهادة أن تطبِّق ممارسات توثيقٍ مفصَّلة، وفحوصات جودةٍ شاملة، وآلياتٍ فعَّالةٍ للتعامل مع الشكاوى والاستدعاءات. ويجب أن يكون كل جزءٍ من أجزاء الأجهزة الطبية آمنًا وموثوقًا به تمامًا وقابلًا للتتبع الكامل.
تُضيف لائحة نظام الجودة الصادرة عن إدارة الأغذية والأدوية الأمريكية (FDA) والمعروفة باسم الجزء 820 من اللائحة الاتحادية الأمريكية (21 CFR) متطلبات محددة للولايات المتحدة. وفقًا لـ بحث تطوير الأجهزة الطبية ، تتطلب عمليات التحكم في التصميم تحديد أوجه القصور المحتملة في التصميم، وإنشاء عدة مفاهيم تصميمية، والتحقق من فعالية التصميم والتأكد منها عبر مراجعات تصميمية متكررة.
تشمل التطبيقات الشائعة للتشغيل الآلي للأجهزة الطبية ما يلي:
- أدوات جراحية – أدوات مصنوعة من الفولاذ المقاوم للصدأ والتيتانيوم وتتطلب تشطيبات سطحية استثنائية وقدرة عالية على الاحتفاظ بحدّة الحواف
- الأجهزة القابلة للزراعة – مكونات مُصنَّعة من مواد حيوية متوافقة مثل التيتانيوم وبولي إيثر إيثير كيتون (PEEK) وسبائك الكوبالت-كروم
- أغلفة معدات التشخيص – أغلفة دقيقة لأنظمة الإلكترونيات الحساسة
- زرع العظام – مكونات مخصصة للمريض تتطلب هندسات مخصصة وشهادات موثَّقة لمادة التصنيع
وتُستخدم أيضًا مكونات البرونز المُشغَّلة آليًّا في المعدات الطبية حيث توفر مقاومتها للتآكل وخصائصها المضادة للميكروبات مزايا وظيفية.
لماذا تهم الشهادات أكثر من كونها مجرد أوراق رسمية
تصوَّر أنك تتلقى عرض سعر من ورشتين: إحداهما معتمدة والأخرى غير معتمدة، وتكون الورشة غير المعتمدة أرخص بنسبة ٢٠٪. هل يبدو ذلك جذّابًا؟ فكِّر في ما تمثِّله الشهادات فعليًّا: إنها نُهج منهجية تهدف إلى منع العيوب بدلًا من اكتشافها فقط بعد الإنتاج.
إن العمليات المعتمدة تعني إجراءات موثَّقة، ومعدات معايرة بدقة، وعاملين مدربين جيدًا، وأنظمة لاتخاذ إجراءات تصحيحية تعالج الأسباب الجذرية. وعندما يتطلَّب المكوِّن الهيكلي الخاص بك في قطاع الطيران والفضاء إمكانية التعقُّب الكامل للمواد بدءًا من شهادة المصهر وحتى الفحص النهائي، أو عندما يحتاج جهازك الطبي إلى سجل إنتاج كامل لتقديمه إلى إدارة الأغذية والأدوية الأمريكية (FDA)، فإن هذه التوفيرة البالغة ٢٠٪ تتلاشى أمام تكلفة الأجزاء غير المطابقة للمواصفات.
إن فهم هذه المتطلبات الخاصة بكل قطاع يساعدك على تقييم ما إذا كان المورِّدون المحتملون قادرين فعليًّا على تلبية احتياجاتك — وليس مجرد التعهُّد بذلك فقط. لكن كيف يجري تدفق عملية الإنتاج الفعلية من التصميم الأولي الخاص بك حتى المكوِّنات النهائية؟

تدفق عملية التشغيل الآلي المخصصة الكاملة
لقد تعلّمتَ عن المواد والتسامح والمتطلبات الصناعية. لكن ما الذي يحدث فعليًّا بعد إرسال ملفات التصميم الخاصة بك؟ هذه هي المرحلة التي يكتنّها الغموض في العديد من الورش — وهي المرحلة التي يساعدك فيها فهم الرحلة الكاملة من ملف CAD إلى المكوّن النهائي على وضع توقعات واقعية وتجنب المفاجآت المكلفة.
تتبع عملية إنتاج الأجزاء المشغولة باستخدام آلات التحكم العددي (CNC) تسلسلاً منظمًا من المراحل المترابطة بعضها ببعض. وكل خطوةٍ منها تُبنى على الخطوة السابقة، وبتجاهل أي مرحلة أو التعجيل بها يعرّض الجودة لمشاكل لاحقًا. دعنا نستعرض معًا بدقة ما يحدث خلف الكواليس.
من ملف التصميم بمساعدة الحاسوب (CAD) إلى المكوّن النهائي
وفقًا لـ خبراء عمليات التشغيل الآلي ، ول изготовة جزءٍ مثاليٍّ بأبعاد دقيقة يتطلّب الأمر تخطيطًا مدروسًا وهندسةً ماهرةً وحرفيةً متفانيةً. وإليك سير العمل الكامل الذي تتبعه مشروعاتك:
- تقديم التصميم والمراجعة الأولية – تبدأ رحلتك عندما تقوم برفع ملفات التصميم بمساعدة الحاسوب (CAD) (عادةً بصيغة STEP أو IGES أو الصيغ الأصلية)، إلى جانب الرسومات الفنية التي تحدد الأبعاد الحرجة والتسامحات ومتطلبات تشطيب السطح. ويقوم المهندسون بمراجعة ملفاتك للتحقق من اكتمالها، والتأكد من أن جميع المواصفات الضرورية موثَّقة.
- تحليل التصميم من أجل قابليّة الت изготов – وهذه هي المرحلة التي تُضيف فيها ورش العمل المتمرسة قيمة حقيقية. فيقوم المهندسون بتقييم تصميمك وفقًا لقيود التصنيع، ويحددون العناصر التي قد يكون من المستحيل تصنيعها آليًّا، أو التي تتطلب تكاليف باهظة دون داعٍ، أو التي تكون عرضةً لمشاكل في الجودة. وستتلقى ملاحظاتٍ حول التحسينات المحتملة — كأن يُقترح، على سبيل المثال، زيادة نصف قطر الزاوية لتقليل وقت التشغيل الآلي، أو اقتراح استبدال المادة بواحدة تُشغَّل آليًّا أسرع دون التأثير سلبًا على الأداء.
- التسعير وتأكيد الطلب – واستنادًا إلى مراجعة إمكانية التصنيع (DFM)، تتلقى عرض أسعار مفصّلًا يشمل تكاليف المواد وعمليات التشغيل الآلي الأساسية والعمليات الثانوية وأي متطلبات خاصة. وبمجرد الموافقة عليه، يدخل طلبك قائمة الإنتاج.
- توفير المواد والإعداد – يتم توريد المواد الخام مع الشهادات المناسبة لتطبيقك. ووفقاً لمتخصصي التصنيع، تُخفض الألواح الكبيرة أو القضبان أو السبائك إلى أبعاد قابلة للإدارة ومناسبة للتشغيل الآلي. وتضمن هذه المرحلة التحضيرية أن تبدأ أجزاءك بقطع خام ذات أبعاد مناسبة—وهو أمرٌ بالغ الأهمية لأن إعداد المادة بشكل غير سليم يؤدي إلى أخطاء في مراحل الإنتاج بأكملها.
- برمجة CAM – تقوم برامج الحاسوب المُساعدة في التصنيع (CAM) بترجمة نموذجك ثلاثي الأبعاد (CAD) إلى تعليمات دقيقة للآلات. ويحدد المبرمجون الحركات الدقيقة التي ستتبعها أدوات القطع، مع تحسين مسارات الأدوات لتحقيق الكفاءة مع الحفاظ على الدقة. ويمكن اعتبار هذه العملية كأنها تنسيق رقصة معقدة يتطلب كل حركة فيها تخطيطاً دقيقاً.
- العمليات التشغيلية الأولية – هذه هي المرحلة التي يكتسب فيها جزؤك الشكل المادي. وحسب هندسة الجزء، قد تشمل العمليات التصنيع بالقطع باستخدام الحاسب الآلي (CNC) لتصنيع ميزات معقدة ثلاثية الأبعاد، أو التشغيل بالدوران (Turning) للعناصر الأسطوانية، أو الحفر لإنشاء فتحات دقيقة. ويمكن لماكينات التصنيع الحديثة متعددة المحاور أن تُكمل الأجزاء المعقدة في إعداد واحد، مما يقلل من عمليات المناولة ويحافظ على تحملات أكثر دقة.
- عمليات ثانوية وإنهاء – بعد التصنيع الأولي، غالبًا ما تتطلب الأجزاء معالجة إضافية. وتتمثل عملية إزالة الحواف الحادة (Deburring) في إزالة الحواف الحادة الناتجة عن أدوات القطع. أما المعالجات السطحية مثل التأكسد الكهربائي (Anodizing) أو الطلاء المعدني (Plating) أو الدهان فهي توفر مقاومة للتآكل وتحسّن المظهر الجمالي. وقد تُطبَّق المعالجة الحرارية لتحقيق متطلبات صلادة محددة.
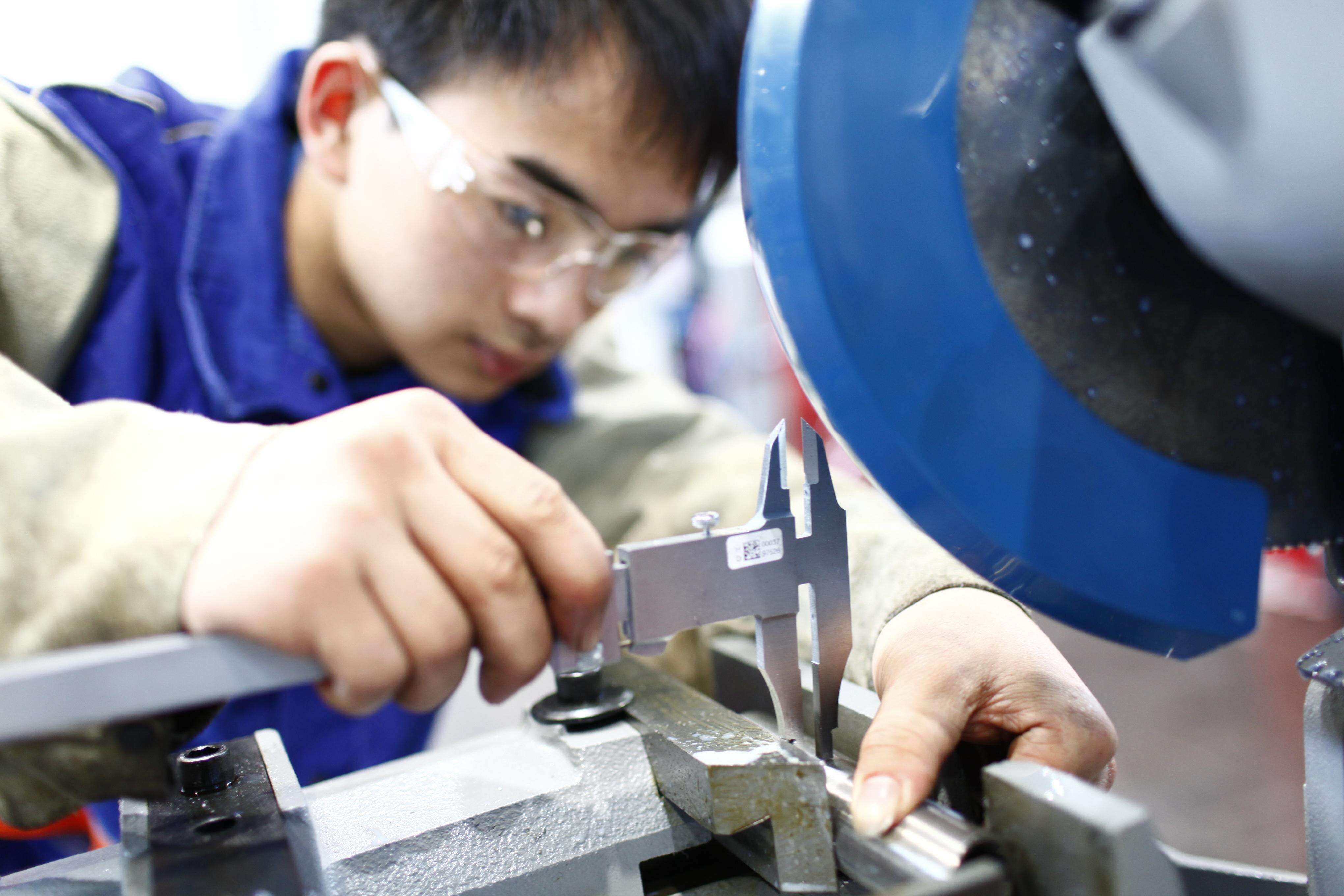
- الفحص النهائي والتوثيق – قبل الشحن، تؤكد عملية التحقق البُعدي أن جميع المواصفات قد تم الوفاء بها. وتُستخدم أدوات مثل الكاليبير أو الميكرومتر أو آلات قياس الإحداثيات (CMMs) للتحقق من أن الأجزاء تقع ضمن التحملات المحددة. ويضمن ضبط الجودة أن يفي كل جزء بوعده المتعلق بالدقة.
- التعبئة والتسليم – تُعبَّأ القطع المعتمدة بعناية لمنع تلفها أثناء النقل، وتُشحن وفق الجدول الزمني الذي حددته.
نقاط فحص الجودة خلال مراحل الإنتاج
إليك ما يميِّز العمليات الاحترافية عن ورش العمل التي تُصنِّع القطع فقط: فجودة المنتج ليست مجرد فحص نهائي، بل هي مُدمجة في كل مرحلة من مراحل الإنتاج. ويؤدي التحكم الإحصائي في العمليات (SPC) دورًا محوريًّا في رصد اتساق عملية التصنيع وكشف الانحرافات قبل أن تؤدي إلى إنتاج قطع معيبة.
أثناء التشغيل الآلي، يراقب العمال باستمرار تآكل الأدوات وتدفُّق سائل التبريد والدقة البُعدية. ووفقًا لأبحاث عمليات التصنيع، فإن الأتمتة مهمةٌ، لكن الخبرة البشرية تظل ضروريةً للتكيف مع التحديات غير المتوقعة. فالمُشغِّل الماهر يدرك متى تقترب الأداة من حدود التآكل قبل أن تؤثر على جودة القطعة.
تتعقب مخططات التحكم الأبعاد الحرجة في الوقت الفعلي. وعندما تتجه القياسات نحو حدود التحكم—حتى وإن بقيت ضمن المواصفات المحددة—يقوم المشغلون باتخاذ إجراءات تصحيحية. ويُجسِّد هذا النهج الاستباقي منع حدوث العيوب بدلًا من اكتشافها فقط بعد الانتهاء من عملية الإنتاج.
تنطبق اعتبارات إضافية على عمليات التشغيل الآلي بالحاسوب (CNC) للأكريليك وغيرها من المواد الخاصة. ويتطلب البلاستيك الحراري اهتمامًا دقيقًا بسرعات القطع وتطبيق المبردات لمنع الانصهار أو التلف السطحي. وتلتزم خدمة التشغيل الآلي بالحاسوب (CNC) الموثوقة للأكريليك ببروتوكولات محددة لهذه المواد الحساسة للحرارة.
يمتد تتبع المواد عبر العملية برمتها. فابتداءً من شهادات المصهر ووصولًا إلى تقارير الفحص النهائي، تُشكِّل الوثائق سلسلةً متواصلةً لا انقطاع فيها تربط الأجزاء المُصنَّعة النهائية بمصادر موادها الأولية—وهو أمرٌ جوهريٌّ في التطبيقات الجوية والفضائية والطبية والسيارات، حيث يُشترط التتبع الكامل.
تصنيع النماذج الأولية بسرعة وتوسيع الإنتاج
كيف تُنتج المرافق الحديثة نماذج أولية خلال فترات تسليم قصيرة تصل إلى يوم عمل واحد فقط، مع الحفاظ على معايير الجودة؟ والإجابة تكمن في تبسيط سير العمل وتوافر قدرات استجابة سريعة مخصصة.
ووفقاً لمتخصصي النماذج الأولية السريعة، فإن الطرق التقليدية لإنتاج النماذج الأولية تتطلب عادةً أسابيع أو حتى شهوراً من فترة التسليم. أما باستخدام تقنيات النماذج الأولية السريعة، فيمكن إنتاج الأجزاء خلال ساعات أو أيامٍ قليلة — وهي تحسينات جوهرية تُسرّع دورات تطوير المنتجات.
وبالنسبة لتشغيل مواد مثل النايلون والدلرين والبلاستيكيات الهندسية الأخرى، يصبح التسليم السريع أمراً ممكناً بدرجة كبيرة، لأن هذه المواد تُشغَّل بسرعة باستخدام أدوات التشغيل القياسية. وقد تتطلب النماذج الأولية المعدنية فترات تسليم أطول قليلاً اعتماداً على درجة تعقيدها، لكن المرافق ذات الخبرة يمكنها رغم ذلك تحقيق نتائج مذهلة من حيث السرعة عندما تتطلب جداولكم الزمنية ذلك.
والسحر الحقيقي يكمن في التوسّع من المرحلة النموذجية إلى مرحلة الإنتاج الفعلي. ومن بين هذه المرافق تكنولوجيا المعادن شاوي يي توضيح كيفية عمل هذه الانتقالات بسلاسة. وبفضل شهادة IATF 16949 وبروتوكولات التحكم الإحصائي الصارمة في العمليات، يضمنون جودةً متسقةً سواء أكان ذلك في إنتاج خمس وحدات نموذجية أم خمسة آلاف مكوِّن إنتاجي. وقدرتهم على تحقيق أوقات تسليم سريعة — تصل إلى يوم عمل واحد فقط للنماذج الأولية العاجلة — لا تُخلُّ بالدقة المطلوبة لتجميع الهياكل المعقدة أو البطانات المعدنية المخصصة.
ما الذي يمكِّن هذه القدرة على التوسع؟ عوامل عديدة تتضافر معًا:
- العمليات الموحدة التي تعمل بنفس الكفاءة عند أي حجم إنتاج
- مرونة سعة المعدات مما يسمح باستجابة سريعة للتغيرات في متطلبات الإنتاج
- الإجراءات الموثقة لكفالة الاتساق بغض النظر عن المشغل أو الجهاز الذي يُنتَج به قطعكم
- أنظمة ذات جودة التي تزداد تناسبيًّا مع حجم الإنتاج
إن فهم هذه العملية الكاملة—from تقديم ملفك الأولي حتى التسليم المُعبأ—يُمكّنك من طرح الأسئلة المناسبة عند تقييم الشركاء المحتملين في مجال التصنيع. وهذا يقودنا إلى القرار الحاسم: كيف تختار الورشة المناسبة لاحتياجاتك المحددة؟
كيف تختار شريك التصنيع المخصص المناسب
لقد اجتزت الرحلة الكاملة—from فهم عمليات التصنيع باستخدام الحاسوب (CNC) والمواد المستخدمة، إلى إدراك متطلبات التحمل والمعايير الخاصة بالصناعة. والآن يأتي القرار الذي يحدد ما إذا كان مشروعك سينجح أم سيتحول إلى درسٍ باهظ الثمن: وهو اختيار شريك التصنيع المناسب. فعند البحث عن عبارات مثل "تصنيع باستخدام الحاسوب قرب موقعي" أو "ورشة تصنيع باستخدام الحاسوب قرب موقعي"، تظهر أمامك عشرات الخيارات، لكن كيف يمكنك التمييز بين المرافق ذات الكفاءة الفعلية وتلك التي تكتفي بوعودٍ جذّابة دون أن تمتلك القدرة الفعلية على تنفيذ ما تريده؟
وفقًا لدليل اختيار الموردين الخاص بشركة 3ERP، فإن اختيار خدمة تشغيل بالقطع باستخدام الحاسب الآلي (CNC) يتطلب أكثر من مجرد مقارنة الأسعار. بل يتطلب تقييمًا دقيقًا للخبرة، والمعدات، وتوافر المواد، والشهادات، وأوقات التسليم، وفعالية التواصل. فلنُفصّص بدقة ما الذي يجب أن تبحث عنه— وما الذي ينبغي أن يدفعك إلى الانسحاب فورًا في الاتجاه المعاكس.
القدرات الأساسية التي يجب تقييمها
عند تقييم الشركاء المحتملين، سواء كنت تتصفح عبارات مثل "خدمات CNC قريبة مني" أو تقوم بتقييم موردين من الخارج، استخدم هذه القائمة الشاملة لتقييم قدراتهم الفعلية:
- شهادات صناعية ذات صلة – تُعَد شهادة الأيزو 9001 الأساس لنظم إدارة الجودة. أما بالنسبة للتطبيقات automotive، فإن امتلاك شهادة IATF 16949 إلزاميٌّ لا جدال فيه؛ فهي تُبرِز اعتماد الشركة لمناهج منهجية في منع العيوب وتحقيق التحسين المستمر. أما المشاريع aerospace فتتطلّب شهادة AS9100D. ووفقاً لمتخصصي الشهادات، فإن هذه الشهادات ليست مجرد رموز زخرفية، بل هي ضمانٌ لك بأن الشركة خضعت لعمليات تدقيق صارمة لإثبات كفاءتها.
- القدرات والمدى المتوفران في المعدات – إن الخدمة التي تمتلك أجهزة متنوعة ومتطورة تقنياً قادرة على تنفيذ مجموعة واسعة من المشاريع. اسأل تحديداً عن مراكز التشغيل باستخدام ماكينات التحكم العددي (CNC) ذات المحاور الثلاثة والمحورين الأربعة والمحورين الخمسة. هل يمكنها إجراء عمليات التفريز والتشكيـل الدوراني (turning) معاً؟ وهل تمتلك القدرة على استخدام تقنية التآكل الكهربائي (EDM) للمواد المصلدة؟ فتنوع المعدات وجودتها قد يُحقِّق نجاح مشروعك أو يُفشلـه.
- أنظمة ضبط الجودة – ابحث وراء الشهادات لفهم عمليات التفتيش الفعلية التي يعتمدونها. هل يستخدمون مراقبة العمليات الإحصائية (SPC) لمراقبة اتساق الإنتاج؟ وما هي أجهزة القياس التي يستخدمونها—الكاليبرات، أو آلات قياس الإحداثيات (CMMs)، أو المقارنات البصرية؟ إن وجود نظام صارم لمراقبة الجودة يعني إجراء فحوصات منتظمة أثناء الإنتاج، وليس فقط الفحص النهائي قبل الشحن.
- توفير المواد والخبرة الفنية – قد لا تتوفر لدى جميع ورش التشغيل الميكانيكي القريبة منك بالضبط المادة التي تحتاجها. اسأل عما إذا كانت هذه الورش قادرة على تأمين السبائك أو البلاستيكات الهندسية المحددة التي طلبتها بسهولة. ويمكن أن تؤدي التأخيرات في شراء المواد إلى تمديد أوقات التسليم وزيادة التكاليف بشكل كبير.
- موثوقية وقت التسليم – إن فهم أوقات التسليم النموذجية أمرٌ جوهريٌّ. ووفقًا لأبحاث القطاع، فإن طول أوقات التسليم قد يؤدي إلى توقف المشاريع وتسبّب خسائر مالية. لذا اسأل عن الخيارات العاجلة لتلبية المتطلبات الملحة، واطلب قائمة بالمراجع للتحقق من سجلّها في التسليم في الوقت المحدد.
- الاستجابة في التواصل – إن وجود عملية اتصال فعّالة يعني أن المزوِّد قادرٌ على معالجة استفساراتك فورًا، وإطلاعك بانتظام على سير العمل، وتصحيح أي مشكلات بسرعة. ابحث عن الخدمات التي تقدِّم قنوات اتصال شفافة وتحديثات دورية حول التقدُّم المحرَز.
- قابلية التوسع – هل يمكنهم تلبية احتياجاتك الحالية المتعلقة بالنماذج الأولية، والتوسُّع لاحقًا لتغطية أحجام الإنتاج الكبيرة؟ إن الشريك الذي يتكيف مع الزيادة في الطلب يضمن ألا تعرقل قيود السعة نموَّك المستقبلي.
- خبرة فنية – وفقًا لـ متخصصو تقييم المورِّدين ، وتتجاوز القدرات الفنية مجرد تشغيل الآلات. فعليك تقييم قدرتهم على فهم التصاميم المعقدة، واستخدام برامج التصميم بمساعدة الحاسوب (CAD) والتصنيع بمساعدة الحاسوب (CAM)، وتقديم ملاحظات ذات معنى حول إمكانية التصنيع (DFM).
على سبيل المثال، المنشآت مثل تكنولوجيا المعادن شاوي يي تُظهر ما تبدو عليه القدرات الشاملة في الممارسة العملية. وتجعل شهادتهم الخاصة بمعيار IATF 16949، والرقابة الصارمة على الجودة وفق منهجية التحكم الإحصائي في العمليات (SPC)، وقدرتهم على تحقيق أوقات تسليم تصل إلى يوم عمل واحد فقط، منهم مرشّحًا قويًّا لمشاريع التشغيل الآلي للسيارات — بدءًا من تجميعات الهيكل المعقدة ووصولًا إلى البطانات المعدنية الدقيقة. ويمثِّل هذا المزيج من الشهادات وأنظمة الجودة والتسليم الفعّال المعيار الذي ينبغي أن تتوقعه من شركاء التصنيع الجادِّين.
إشارات الخطر عند تقييم المورِّدين
إن معرفة ما يجب البحث عنه لا تمثِّل سوى نصف المعركة. أما التعرُّف على إشارات التحذير أثناء تقييمك فيمكن أن ينقذك من أخطاء مكلفة في المستقبل. وعليك الانتباه إلى هذه الإشارات الحمراء عند البحث عن ورش تشغيل آلي محلية أو ورش تشغيل آلي قريبة من موقعي:
- شهادات غامضة أو مفقودة – إذا ادّعى متجر ما أنه «يركّز على الجودة» لكنه غير قادر على تقديم وثائق شهادات حديثة، فعليك المضي قدمًا بحذرٍ شديد. فالشهادات الشرعية تتطلّب تدقيقًا سنويًّا والامتثال المستمر— ولذلك فإن طلب الاطّلاع على هذه الشهادات أمرٌ معقولٌ تمامًا.
- التهرّب من تقديم مراجع – ينبغي أن تقدّم ورش تصنيع الآلات باستخدام الحاسوب (CNC) الراسخة القريبة من موقعي مراجع العملاء أو دراسات الحالة بسهولةٍ تامّة. أما التردّد في ذلك فيوحي إما بقلّة الخبرة أو بعدم رضا العملاء السابقين.
- عروض أسعار منخفضة بشكل غير معتاد – وفقًا لخبراء القطاع، فإن الخيار الأرخص ليس دائمًا الأفضل؛ فلا ينبغي أبدًا التنازل عن الجودة من أجل التكلفة. فالعروض السعرية التي تكون أقلَّ بكثيرٍ من عروض المنافسين غالبًا ما تشير إلى التهاون في جودة المواد أو عمليات الفحص أو الوثائق.
- اتصال ضعيف خلال مرحلة تقديم العرض – إذا واجه المورِّد صعوبةً في الردّ عليك بسرعةٍ خلال مرحلة البيع—أي في الوقت الذي يكون فيه متحفِّزًا لإبهارك—فكّر في مدى تدهور التواصل معه بمجرد استلام طلبك.
- عدم تقديم ملاحظات حول تصميم القابلية للتصنيع (DFM) — متجرٌ يقتصر على اقتباس تصميمك دون تقديم أية اقتراحات تتعلق بإمكانية التصنيع إما أنه يفتقر إلى العمق التقني، أو لا يهتم بنجاح مشروعك.
- الامتناع عن مناقشة عمليات الجودة — تفخر المرافق الاحترافية بأنظمتها الخاصة بالجودة. أما الإجابات المُلتبسة حول أساليب الفحص، أو جداول المعايرة، أو إجراءات اتخاذ الإجراءات التصحيحية، فهي تدلّ على وجود ضوابط غير كافية.
- هياكل التسعير غير الواضحة — يجب الإفصاح مقدّمًا عن الرسوم المخفية المتعلقة بالإعداد أو البرمجة أو التعجيل في التسليم. فالمورِّدون الذين يُخبئون التكاليف في الحروف الصغيرة يخلقون مفاجآت مالية تُضرّ بالعلاقات طويلة الأجل.
- غياب الأدلة على التحسين المستمر — وفقًا لخبراء التصنيع، فإن الخدمات التي تتبع ممارسات التحسين المستمر تقوم بتحليل عملياتها وتحسينها بانتظام. لذا اسأل عن أحدث التحسينات التي نفذوها مؤخرًا؛ فاستثمارهم المستمر يعكس شريكًا ملتزمًا.
اتخاذ القرار النهائي
بعد تقييم عدة خيارات—سواءً كانت خدمات التشغيل الآلي المخصصة من شركة «إنك» أو ورش صغيرة متخصصة—قم بتجميع نتائجك باستخدام منهجية منظمة:
| معايير التقييم | الوزن | ما يجب التحقق منه |
|---|---|---|
| الشهادات ذات الصلة | عالية | اطلب نسخًا من الشهادات الحالية؛ وتحقق من تواريخ عمليات التدقيق |
| مزايا المعدات | عالية | قارن معداتهم مع متطلبات قطعك |
| أنظمة ضبط الجودة | عالية | اطلب بيانات القدرة الإنتاجية للعملية الخاصة بقطع مشابهة |
| سجل زمن التسليم | متوسطة - عالية | اطلب إحصائيات التسليم في الوقت المحدد؛ وتحقق من المراجع |
| الاستجابة في التواصل | متوسطة | قيّم أوقات الاستجابة خلال عملية تقديم العروض السعرية |
| شفافية التسعير | متوسطة | قارن العروض السعرية المفصَّلة؛ واستفسر عن أية رسوم إضافية محتملة |
| إمكانيات التوسع | متوسطة | ناقش سيناريوهات الحجم المستقبلي؛ وقيّم مرونة الطاقة الإنتاجية |
تذكَّر أن الشراكة الجيدة لا تقتصر على تلبية الاحتياجات الحالية فحسب. ووفقًا لخبراء اختيار المورِّدين، فإن الشريك الذي تختاره يجب أن يُظهر أيضًا قدرته على تلبية المتطلبات المستقبلية لشركتك، والتوسع جنبًا إلى جنب مع نمو شركتك، والتحسين المستمر لخدماته. ويصبح الشريك المثالي في مجال التشغيل الآلي المخصص أصلًا استراتيجيًّا—وليس مجرد موردٍ يفي بطلبات الشراء.
ابدأ بطلب تجريبي صغير عند الإمكان. فهذا يُثبت قدراتهم، ووضوح اتصالهم، وأداء التسليم لديهم قبل الالتزام بكميات أكبر. فحتى جولة المرافق الأكثر إثارةً أو عرض القدرات الأكثر إقناعًا لا يمكن أن يعوّض الخبرة الفعلية في الإنتاج وفق متطلباتك المحددة.
إن استثمارك في فحص المورِّدين بدقةٍ يُحقِّق عوائدٍ طوال دورة حياة منتجك. فالشريك المناسب يوفّر جودةً متسقةً، ويُفي بالمواعيد النهائية بشكلٍ موثوقٍ، ويُبادر بالتواصل عند ظهور أية تحديات. وهذه هي الفروق الجوهرية بين مورِّدٍ معاملاتيٍّ وبين شريك تصنيعٍ يساهم فعليًّا في نجاحك.
الأسئلة الشائعة حول التشغيل الآلي المخصص
١. ما هو السعر بالساعة لآلة التحكم العددي المحوسبة (CNC)؟
تتراوح أسعار التصنيع باستخدام الحاسب الآلي (CNC) بالساعة عادةً بين 25 دولارًا أمريكيًا و120 دولارًا أمريكيًا، وذلك تبعًا لنوع الجهاز ودرجة التعقيد. وتبلغ تكلفة آلات التصنيع ثلاثية المحاور (3-axis) عمومًا ما بين 25 و50 دولارًا أمريكيًا بالساعة، في حين تُفرض أسعار مرتفعة لآلات التصنيع خماسية المحاور (5-axis) والمعدات المتخصصة مثل أجهزة التآكل الكهربائي (EDM)، وتتراوح هذه الأسعار بين 75 و120 دولارًا أمريكيًا بالساعة. ومن العوامل المؤثرة في هذه الأسعار: صلادة المادة، ومتطلبات الدقة (التحملات)، والموقع الجغرافي. أما بالنسبة للمرافق المعتمدة التي تلتزم بمعايير IATF 16949 أو AS9100D، فقد تكون أسعارها أعلى، لكنها تشمل ضوابط جودة صارمة وتوثيقًا شاملًا.
٢. ما الفرق بين التصنيع باستخدام الحاسب الآلي (CNC) والتصنيع التقليدي؟
تتطلب عمليات التشغيل الميكانيكي التقليدية التحكم اليدوي من قِبل فني في أدوات القطع، بينما يعتمد تشغيل الآلات باستخدام الحاسوب (CNC) على الأتمتة الحاسوبية لقيادة العملية. ويُوفِّر تشغيل الآلات باستخدام الحاسوب دقة تكرار متفوِّقة مع تحملات تصل إلى ±0.0001 بوصة، وسرعات إنتاج أسرع، وقدرةً على إنتاج هندسات ثلاثية الأبعاد معقَّدة لا يمكن تحقيقها بالطرق اليدوية. كما يمكِّن تشغيل الآلات باستخدام الحاسوب من التشغيل غير المراقب ومراقبة التحكم الإحصائي في العمليات (SPC)، ما يجعله مثاليًا لمكونات الدقة في التطبيقات automotive والفضائية والطبية.
٣. متى ينبغي أن أختار التشغيل الميكانيكي المخصص بدلًا من الطباعة ثلاثية الأبعاد أو صب الحقن؟
اختر التشغيل الآلي المخصص عندما تحتاج إلى قوة كاملة للمواد دون نقاط ضعف ناتجة عن ربط الطبقات، أو تحملات دقيقة تفوق ما تحققه طابعات ثلاثية الأبعاد، أو خيارات مواد مثل الفولاذ المُصلب والسبائك الغريبة. ويتفوق التصنيع باستخدام الحاسب الآلي (CNC) في إنتاج النماذج الأولية وحتى الإنتاج متوسط الحجم (من وحدة واحدة إلى ٥٬٠٠٠ وحدة)، حيث لا تبرر تكاليف قوالب الحقن هذه الأخيرة. أما بالنسبة للإحجام التي تتجاوز ٥٬٠٠٠ وحدة مع تصاميم نهائية، فإن صب الحقن أو الصب بالقالب المعدني (Die Casting) يوفّر عادةً تكلفة أقل لكل جزء، على الرغم من الاستثمار الأولي الأعلى في القوالب.
٤. ما الشهادات التي يجب أن يمتلكها مورِّد الخدمات الخاصة بالتشغيل الآلي المخصص؟
تعتمد الشهادات الأساسية على قطاعك الصناعي. وتُعَد شهادة ISO 9001 المعيار الأساسي لإدارة الجودة. أما التطبيقات في قطاع السيارات فتتطلب شهادة IATF 16949، التي تفرض منع حدوث العيوب والإشراف على المورِّدين. وتحتاج مشاريع الطيران والفضاء إلى شهادة AS9100D مع بروتوكولات إدارة المخاطر. أما تصنيع الأجهزة الطبية فيتطلّب الامتثال لمعيار ISO 13485 ولقانون إدارة الأغذية والأدوية الأمريكية (FDA) الجزء 820 من الفصل 21 من اللوائح الاتحادية (21 CFR Part 820). وتُظهر المنشآت مثل شركة «شاويي ميتال تكنولوجي» الحاصلة على شهادة IATF 16949 ونظام التحكم في الجودة باستخدام الإحصاءات (SPC) النهج المنظَّم اللازم للتطبيقات ذات المتطلبات العالية.
٥. كيف يمكنني خفض تكاليف التشغيل الآلي المخصص دون التأثير على الجودة؟
حسّن التكاليف من خلال التصميم لتسهيل التصنيع، وذلك بتحديد نصف قطر الزوايا بحيث يكون لا يقل عن ثلث عمق التجويف لتسريع عملية القطع. وفّر التحملات الضيقة فقط عند الحاجة الوظيفية إليها— فالتحملات القياسية البالغة ±٠٫٠٠٥ بوصة لا تكلّف أي مبلغ إضافي، بينما تؤدي التحملات البالغة ±٠٫٠٠٠٥ بوصة إلى زيادة في التكلفة تتراوح بين ٤٠٪ و٧٥٪. ونظّر في استخدام سبائك سهلة التشغيل مثل الفولاذ المقاوم للصدأ من النوع ٣٠٣ أو الألومنيوم ٦٠٦١. ووحّد متطلبات تشطيب السطح لتقليل الحاجة إلى التغطية الجزئية أثناء المعالجة. واطلب أسعاراً مرحلية عند كميات مختلفة لفهم منحنى التكاليف وتحديد أحجام الطلبيات المثلى.