 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

أسرار ورش التصنيع المخصص: ٩ نقاط جوهرية يجب معرفتها قبل تقديم طلبك

ما هو مصنع التشغيل المخصص ولماذا يُعدّ مهمًا؟
تخيَّل أنك بحاجة إلى عنصر معدني متخصص غير متوفر في السوق إطلاقًا. ربما يكون هذا العنصر دعامة فريدة لمعدات الطيران والفضاء، أو تركيبة مخصصة لأجهزة طبية، أو ترس دقيق لآلة صناعية. فأين تتجه في هذه الحالة؟ هنا بالضبط تظهر القيمة الكبيرة لمصنع التشغيل المخصص.
مصنع تشغيل مخصص هو منشأة تصنيع متخصصة منشأة تُنتج أجزاءً مصمَّمة خصيصًا وفقًا للمواصفات الدقيقة التي تحددها أنت، بدلًا من إنتاج مكونات قياسية بشكل جماعي. وعلى عكس المصانع التصنيعية التقليدية التي تُنتج آلاف القطع المتطابقة، فإن هذه المصانع تركِّز على الدقة والمرونة وقدرتها على تحويل تصاميمك الفريدة إلى واقع ملموس.
فكّر في الأمر بهذه الطريقة: الإنتاج الضخم يشبه طلب الوجبات من قائمة ثابتة في مطعم للوجبات السريعة، بينما العمل مع ورشة آلات مخصصة يشبه الاستعانة بطاهٍ شخصي يُحضّر الأطباق خصيصًا وفقًا لتفضيلاتك الغذائية واحتياجاتك الصحية.
ما الذي يميّز التصنيع المخصص عن الإنتاج الضخم؟
الفرق الجوهري يكمن في النهج والقدرات. فتسعى مرافق التصنيع القياسية إلى تحقيق أقصى قدر من الحجم وكفاءة التكلفة، من خلال إنتاج كميات كبيرة من القطع المتطابقة تمامًا وبأقل تنوّع ممكن. أما التصنيع المخصص فيُركّز بدلًا من ذلك على التعقيد والخصوصية.
عندما تكون بصدد تطوير نموذج أولي، أو تحتاج إلى قطعة غيار لجهاز قديم، أو تتطلّب مكونات ذات الهندسة المعقدة والتسامحات الضيقة ، فإن الإنتاج الضخم لن يكون مناسبًا إطلاقًا. أما ورش التصنيع باستخدام الحاسوب (CNC) المتخصصة في الأعمال المخصصة، فهي قادرة على تنفيذ تصاميم معقّدة لا يمكن تحقيقها — أو يصعب جدًّا تنفيذها — عبر العمليات القياسية.
ضع في اعتبارك هذه الفروقات الرئيسية:
- معدات متخصصة: تستثمر ورش التصنيع المخصصة في آلات طحن رقمية تحكمية متقدمة (CNC)، وآلات خراطة، وآلات طحن، ومعدات تآكل كهربائي بالشرارة (EDM)، والتي تتيح تحقيق تحملات دقيقة جدًّا تصل إلى ±٠٫٠٠٠١ بوصة — وهي دقة نادرًا ما تتطلبها أو تحققها عمليات الإنتاج الضخم.
- مشغِّلو الآلات المهرة: توظِّف هذه المرافق حرفيين ذوي خبرةٍ يفهمون خصائص المواد واختيار الأدوات وتقنيات البرمجة اللازمة لإنجاز المشاريع المعقدة بنجاح.
- المرونة في القدرات الإنتاجية: سواء كنت بحاجة إلى نموذج أولي واحد أو دفعة مكوَّنة من ٥٠٠ عنصرٍ متخصص، فإن ورش التصنيع المخصصة تكيِّف عملياتها لتتوافق بدقة مع متطلباتك المحددة.
- عمليات تركز على الجودة: يحظى كل جزءٍ باهتمام فردي، وتُطبَّق إجراءات تفتيش صارمة ومراقبة جودة تضمن أن يتطابق كل مكوِّن تمامًا مع مواصفاتك الدقيقة.
دور التصنيع الدقيق في الصناعة الحديثة
ستجد أن خدمات التشغيل الدقيق هي العمود الفقري للابتكار في virtually كل صناعة متقدمة. فعندما يقوم المهندسون في شركات الطيران بتصميم مكونات طائرات جديدة، أو عند قيام مصنّعي الأجهزة الطبية بتطوير غرسات تنقذ الحياة، أو عند قيام مهندسي الصناعات automobile بتصنيع نماذج أولية لأنظمة الجيل القادم — فإنهم جميعًا يعتمدون على ورش تشغيل باستخدام الحاسب الآلي (CNC) القريبة مني والمرافق المتخصصة لتحويل تصاميمهم إلى واقع ملموس.
وفقًا لـ مصادر الصناعة والتشغيل الدقيق لا غنى عنه في التصنيع الحديث بسبب قدرته على إنتاج أجزاء عالية الجودة ومعقدة ذات تشطيبات ممتازة. وتتيح هذه التكنولوجيا تصنيع كل شيء بدءًا من الأدوات الجراحية التي تتطلب موادًا حيوية التوافق ووصولًا إلى مكونات الدفاع التي تفرض متطلبات صلابة تتوافق مع المعايير العسكرية.
ما الذي يجعل هذه القدرة بالغة الأهمية؟ في بيئة العمل التنافسية اليوم، غالبًا ما تكمن ميزة التميُّز المنتجات في التفوق الهندسي. فقد تفي المكونات الجاهزة باحتياجات التطبيقات الأساسية، لكن الابتكارات الثورية تتطلب حلولًا مخصصة. وتُشكِّل مرافق التشغيل الآلي المُجهَّزة جيدًا الجسر بين تصاميمك ثلاثية الأبعاد (CAD) والأجزاء الوظيفية المصنوعة بدقة عالية—محوِّلةً المفاهيم الرقمية إلى منتجات ملموسة تلبّي أشد المتطلبات صرامةً.
العمليات الأساسية لتشغيل المعادن التي يجب أن يفهمها كل مشترٍ
إذن لقد وجدت ورشة تشغيل معادن مخصصة—لكن هل تعرف العملية الأنسب لمشروعك؟ إن فهم الطرق الأساسية لتشغيل المعادن يساعدك على التواصل الفعّال مع المصنِّعين ويضمن لك اختيار النهج الأمثل لاحتياجاتك المحددة. ولنستعرض معًا العمليات الأربع الرئيسية التي ستواجهها.
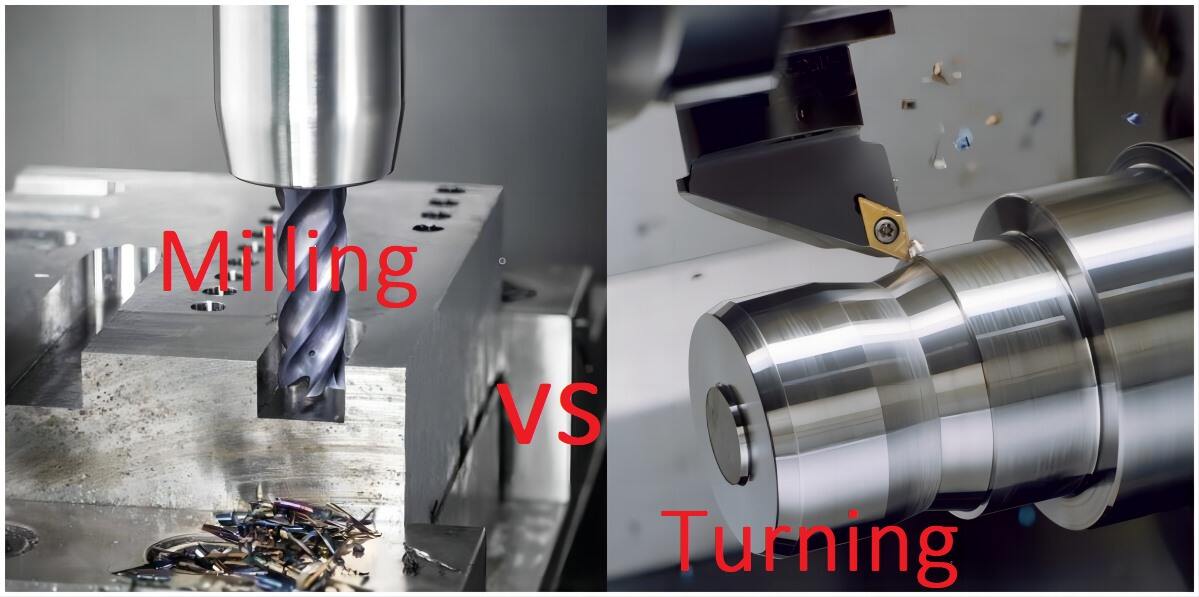
توضيح عمليتي الطحن والخراطة باستخدام CNC
عندما تُزيل عملية القطع باستخدام الحاسب الآلي (CNC) مادةً من قطعة العمل الخاصة بك، فإن الطريقة المستخدمة تحدد الأشكال والخصائص الممكنة. وأكثر عمليتين شائعَتين هما «الطحن» و«التشكيـل على مخرطة»، وتختلفان جوهريًّا في طريقة اقترابهما من إزالة المادة.
تصنيع باستخدام الحاسوب CNC وتتضمن هذه العملية قطعة عمل ثابتة بينما يتحرك أداة القطع الدوارة عبر محاور متعددة لاستئصال المادة. تخيل أنْ نحاتًا يستخدم مِبردَةً تدور بآلاف الدورات في الدقيقة، مستأصلةً المادة بدقةٍ لكشف الشكل المخفي داخلها. وتتفوق هذه العملية في إنشاء الهندسيات المعقدة، والأسطح المسطحة، والشقوق، والجيوب، والمنحنيات ثلاثية الأبعاد الدقيقة. وبفضل إمكانات التشغيل متعدد المحاور، يمكن لماكينات الطحن باستخدام الحاسب الآلي إنتاج أجزاء ذات أشكال غير منتظمة وميزات تفصيلية لا يمكن تحقيقها عبر أي طرق أخرى.
CNC تدوير وبالمقابل، تقوم هذه الطريقة بتدوير قطعة العمل نفسها بينما يظل أداة القطع ثابتةً لتشكيلها. فكّر في عجلة الفخار، لكن المخصصة للمعادن. وهذه الطريقة مثالية للأجزاء الأسطوانية أو الدائرية — مثل المحاور، والبطانات، والحلقات، والشفاه. وتوفّر عملية التدوير باستخدام الحاسب الآلي (CNC turning) كفاءة استثنائية في تصنيع المكونات المتناظرة، وغالبًا ما تُنهي إنجاز الأجزاء أسرع وأقل تكلفةً مقارنةً بالطحن باستخدام الحاسب الآلي (milling) عندما تسمح هندسة القطعة بذلك.
وهذا هو الفرق العملي: إذا كانت قطعتك ذات مقطع عرضي دائري وميزات متناظرة، فمن المرجح أن تكون عملية التدوير باستخدام الحاسب الآلي (CNC turning) هي الخيار الأمثل لك. أما إذا كنت بحاجة إلى جيوب معقدة، أو حدود غير منتظمة، أو ميزات متعددة الجوانب، فإن الطحن باستخدام الحاسب الآلي (CNC milling) هو الحل المناسب. وتستخدم العديد من المرافق المتقدمة حاليًّا مراكز مزدوجة الوظيفة (mill-turn centers) التي تجمع بين هاتين القدرتين، مما يمكّن من إنجاز تصنيع القطعة كاملةً ضمن إعداد واحد.
عمليات متخصصة للهندسات الهندسية المعقدة
وعندما تصل عمليتا الطحن والتدوير القياسيتان باستخدام الحاسب الآلي إلى حدودهما، تدخل عمليات متخصصة لتولّي المهام التي لا تستطيع عمليات CNC التقليدية تنفيذها.
الطحن تصبح عملية الطحن ضرورية عندما تتطلب الدقة ما يتجاوز القدرات التي يمكن أن تحققها المخرطة أو آلة التفريز. وتتم هذه العملية عن طريق تحريك القطعة المراد تشغيلها مقابل عجلة طحن دوارة، مما يُحقِّق تشطيبات سطحية وتسامحات لا يمكن للتشغيل الآلي وحده أن يحققها. ويُستخدم الطحن عادةً في تصنيع المحامل والمحاور وأسطح القياس وأي مكون يتطلب أبعادًا فائقة الدقة أو تشطيبات تشبه المرآة.
التفريغ الكهربائي (EDM) تتبع عملية التآكل الكهربائي بالتفريغ (EDM) نهجًا مختلفًا تمامًا. فبدلًا من قص المادة، تستخدم هذه العملية شرارات كهربائية مضبوطة لتآكل المادة من القطعة المراد تشغيلها. وهذه الطريقة غير التقليدية تتفوق في تشغيل المواد الصلبة جدًّا وإنشاء تفاصيل داخلية معقدة لا يمكن لأدوات القطع الوصول إليها إطلاقًا. ويمكن لعملية التآكل الكهربائي بالسلك (Wire EDM) تحقيق دقة هندسية تقترب من ±١ ميكرومتر، ما يجعلها ذات قيمة كبيرة في صناعة القوالب ومكونات قطاع الفضاء الجوي والأجهزة الطبية.
وتستحق تقنية التصنيع السويسرية الذكر هنا أيضًا. فهذه التقنية المتخصصة في التشغيل الآلي بالحاسوب (CNC) للدوران تستخدم رأس تشغيل انزلاقيًا لدعم قطعة العمل بالقرب من منطقة القطع، مما يمكّن من إنتاج مكونات دقيقة جدًّا وصغيرة للغاية. وهي العملية المفضلة لإنتاج الغرسات الطبية ومكونات الساعات والأجزاء الإلكترونية المصغَّرة التي تتطلب دقة استثنائية.
| نوع العملية | أفضل التطبيقات | التوافق المادي | الدقة النموذجية |
|---|---|---|---|
| تصنيع باستخدام الحاسوب CNC | أشكال معقدة، أسطح مستوية، تجاويف، ملامح ثلاثية الأبعاد، نماذج أولية | الألومنيوم، الفولاذ، النحاس، التيتانيوم، البلاستيكيات، المواد المركبة | ±0.001 بوصة إلى ±0.005 بوصة (±0.025 مم إلى ±0.127 مم) |
| CNC تدوير | أجزاء أسطوانية، عمود دوران، بطانات، حلقات، مكونات متماثلة ذات إنتاج عالي الحجم | الألومنيوم، الفولاذ، النحاس، النحاس الأحمر، التيتانيوم، البلاستيكيات الهندسية | ±0.001 بوصة إلى ±0.005 بوصة (±0.025 مم إلى ±0.127 مم) |
| الطحن | أسطح فائقة الدقة، المحامل، المغازل، التشطيب بدقة عالية جدًّا | الفولاذ المعالج حراريًّا، السيراميك، الكربيدات، فولاذ الأدوات | ±0.0001 بوصة إلى ±0.0005 بوصة (±0.0025 مم إلى ±0.0127 مم) |
| الـ EDM | تجاويف معقدة، مواد صلبة، سمات داخلية معقَّدة، صنع القوالب | المعادن المُصلَّبة، السبائك الغريبة، المواد الموصلة، الكاربايدات | ±0.0002 بوصة إلى ±0.001 بوصة (±0.005 مم إلى ±0.025 مم) |
إن فهم هذه العمليات يساعدك على مطابقة متطلبات مشروعك مع النهج الأنسب. ففي حالة تصنيع نماذج أولية باستخدام التصنيع الآلي بالحاسوب (CNC) لتصميم منتج جديد، توفر عملية الطحن المرونة التي تحتاجها. أما بالنسبة للإنتاج الضخم للمكونات الأسطوانية، فإن التصنيع الآلي بالحاسوب عبر عملية الخراطة يوفِّر الكفاءة المطلوبة. وعندما تتطلب مواصفاتك أضيق التسامحات أو أصعب المواد، فإن عمليتي الطحن والتفريغ الكهربائي (EDM) تقدّمان إمكاناتٍ لا يمكن للعمليات القياسية أن تحققها.
وبهذه المعرفة الأساسية بالعمليات التشغيلية، تكون جاهزًا الآن لاتخاذ القرار الحاسم التالي: اختيار المادة المناسبة لأجزاء التصنيع المخصصة الخاصة بك.
دليل اختيار المواد لأجزاء التصنيع المخصصة
الآن وبعد أن فهمتم العمليات التشغيلية المتوفرة، إليكم السؤال الحاسم التالي: ما المادة التي يجب أن يُصنع منها جزؤكم؟ إن هذا القرار يؤثر في كل شيء — من القوة والوزن والتكلفة ومقاومة التآكل، وحتى إمكانية استخدام عملية التشغيل المختارة أصلاً من عدمها.
إن اختيار المادة ليس مجرد بند فني روتيني. بل إنه يؤثر تأثيراً مباشراً على نجاح مشروعكم، وعلى الجدول الزمني والميزانية المخصصة له. و ورشة التشغيل حسب الطلب يمكنها التعامل مع عشرات المواد، لكن الاختيار الحكيم يتطلب فهماً دقيقاً للتوازن بين الأداء وسهولة التشغيل والتكلفة.
المعادن والسبائك المستخدمة في التطبيقات الإنشائية
عندما تكون القوة والمتانة ومقاومة الحرارة هي العوامل الأهم، فإن المعادن تُعد الخيار الأمثل. ومع ذلك، فليست جميع المعادن قابلة للتشغيل بنفس الكفاءة أو بتكلفة متساوية. ولنتناول أبرز الخيارات الشائعة.
سبائك الألومنيوم تُهيمن سبائك الألومنيوم على عمليات التشغيل المخصصة للأسباب الصحيحة. وفقًا لشركة Hubs، تتميز سبائك الألومنيوم بنسبة ممتازة بين القوة والوزن، وتوصيل حراري وكهربائي عالٍ، وحماية طبيعية ضد التآكل. كما أنها سهلة التشغيل، ما يجعلها الخيار الأكثر اقتصادية في العديد من المشاريع.
أشهر الدرجات تشمل:
- ألومنيوم 6061: السبيكة متعددة الاستخدامات ذات الخصائص المتوازنة، وتتميّز بقوة جيدة، وسهولة ممتازة في التشغيل، وتناسب التطبيقات العامة
- ألمنيوم 7075: السبيكة المفضَّلة في قطاع الطيران — يمكن معالجتها حراريًّا للوصول إلى مستويات صلادة مماثلة لتلك الخاصة بالفولاذ مع الحفاظ على خفة وزنها
- ألومنيوم 5083: مقاومة استثنائية لمياه البحر، ما يجعلها مثالية للتطبيقات البحرية ومشاريع الإنشاءات
الفولاذ والفولاذ المقاوم للصدأ تُستخدم الفولاذ المقاوم للصدأ عندما لا تتمكن سبائك الألومنيوم من تحقيق القوة أو الصلادة أو المقاومة الحرارية المطلوبة. وتوفِّر سبائك الفولاذ المقاوم للصدأ مثل 304 و316 مقاومة ممتازة للتآكل في البيئات الطبية وصناعات معالجة الأغذية والبيئات البحرية. أما بالنسبة للتطبيقات عالية الأداء، فيمكن ترسيب سبيكة الفولاذ المقاوم للصدأ 17-4 لزيادة صلادتها حتى تقترب من صلادة الفولاذ الخاص بالأدوات.
توفر الفولاذات الصلبة مثل 1018 و1045 حلولاً فعّالة من حيث التكلفة لمكونات الهياكل، والأدوات التثبيتية (الجيجز)، والتجهيزات (الفكّسشرز) حيث لا تُعتبر التآكل مشكلة رئيسية. و معدلات قابلية التشغيل الآلي لها تتفاوت بشكل كبير— إذ تصل نسبة قابلية التشغيل الآلي للفولاذ المخصّص للقطع الحر (SAE 12L14) إلى ١٧٠٪، بينما تنخفض هذه النسبة لدى فولاذ المحامل (SAE 52100) لتصل إلى نحو ٤٠٪.
البرونز والنحاس الأصفر تستحق اهتمامًا خاصًّا في التطبيقات المتخصصة. وعندما تحتاج إلى تشغيل البرونز آليًّا لإنتاج محامل مقاومة للتآكل، أو بطانات، أو معدات بحرية، فإن التشغيل الآلي للبرونز باستخدام ماكينات التحكم العددي (CNC) يوفّر مكونات تتميّز بمقاومة ممتازة للتآكل وخصائص انزلاق منخفضة. ويعتبر النحاس الأصفر C36000 أحد أكثر المواد قابليةً للتشغيل الآلي المتاحة، ما يجعله اقتصادي التكلفة في الإنتاج الضخم للوصلات والمكونات الزخرفية.
السبائك الخاصة تُستخدم هذه المواد لمواجهة البيئات القاسية. وتتميّز سبائك التيتانيوم مثل Ti-6Al-4V بنسبة استثنائية بين القوة والوزن، مما يجعلها مناسبةً لتطبيقات الطيران والغرسات الطبية، رغم أن معامل قابليتها للتشغيل لا يتجاوز ٢٠٪ تقريبًا. أما السبائك الفائقة المقاومة للحرارة مثل Inconel 718 — التي لا تتجاوز قابليتها للتشغيل ١٠٪ — فتحافظ على خصائصها الميكانيكية عند درجات الحرارة التي تؤدي إلى تدمير المعادن التقليدية.
البلاستيكيات الهندسية للمكونات المتخصصة
والمعادن ليست دائمًا الحل الأمثل. فتوفر البلاستيكيات الهندسية مزايا فريدة: خفة الوزن، والمقاومة الكيميائية، والعزل الكهربائي، وغالبًا ما تكون تكاليف تشغيلها أقل.
POM (ديلرين) يتميّز مادة الدلرين (Delrin) بأنها أكثر البلاستيكيات قابليةً للتشغيل. ويُعزى ذلك إلى اجتماع عدة خصائص فيها: القدرة العالية على تحقيق الدقة، والاستقرار الأبعادي الممتاز، وانخفاض الاحتكاك، وامتصاص ضئيل جدًّا للماء، ما يجعلها مثاليةً لتصنيع التروس والمحامل والمكونات الميكانيكية الدقيقة. وعندما تتطلب الأجزاء البلاستيكية تحديدًا دقيقًا للأبعاد، فإن مادة الدلرين عادةً ما تكون الخيار الأمثل.
عند تشغيل مكونات النايلون، فإنك تعمل مع مادة تُقدَّر لقوتها الصدمية، ومقاومتها الكيميائية، ومتانتها. ويعتبر نايلون 6 ونايلون 66 أكثر الدرجات شيوعًا في عمليات التشغيل باستخدام آلات التحكم العددي (CNC)، رغم أن تشغيل النايلون يتطلب الانتباه إلى خاصيته في امتصاص الرطوبة — فقد تحتاج الأجزاء إلى معالجة تكييفية قبل الاستخدام النهائي.
البوليكربونات يوفّر مقاومة صدمية استثنائية — أفضل من مادة ABS — مع وضوح بصري جيد. ويُشغَّل عادةً لتصنيع أجهزة التدفق السائل، والأغطية الواقية، وتطبيقات الزجاج Automotive حيث يكتسب كلٌّ من القوة والشفافية أهمية بالغة.
(بيك) يمثّل مادة PEEK الطرف عالي الأداء من البلاستيكيات الهندسية. وبفضل خصائصه الميكانيكية الممتازة، واستقراره الحراري عبر نطاق واسع من درجات الحرارة، ومقاومته الكيميائية الفائقة، غالبًا ما يحلّ مادة PEEK محل المعادن في التطبيقات الحساسة لوزن المكونات. كما تتيح الأنواع الطبية من هذه المادة تصنيع الغرسات الطبية والأدوات الجراحية.
أكريليك يوفر وضوحًا بصريًّا يقترب من زجاج، وبجزء بسيط من الوزن. ويُمكن تشغيله جيدًا لصناديق العرض، وأدلة الضوء، والمكونات الزخرفية، رغم أنه أكثر هشاشةً من البولي كربونات ويحتاج إلى معالجةٍ دقيقة.
مطابقة المواد مع تطبيقك
يتمثّل اختيار المادة المناسبة في مطابقة الخصائص مع المتطلبات المحددة الخاصة بك. وإليك كيفية ارتباط المواد عادةً بالتطبيقات الصناعية:
- مواد ذات مواصفات فضائية: ألومنيوم 7075، سبائك التيتانيوم، السبائك الفائقة المقاومة للحرارة، مادة PEEK — مع التركيز على نسبة القوة إلى الوزن وأداء التشغيل في البيئات القاسية
- المواد المتوافقة مع الاستخدام الطبي: الفولاذ المقاوم للصدأ 316، التيتانيوم Ti-6Al-4V، مادة PEEK الطبية، ديلرين — وهي مواد تتطلب توافقًا حيويًّا، وقدرةً على التعقيم، ومقاومةً للتآكل
- مكونات السيارات: ألومنيوم 6061، فولاذ السبائك 4140 و4340، برونز التشغيل الآلي باستخدام الحاسب (CNC) للبطانات، النايلون للمكونات المعرضة للتآكل — لتحقيق توازن بين الأداء والكفاءة التكلفة
- الاستخدام الصناعي العام: ألومنيوم 6061، فولاذ رقيق 1018، نحاس أصفر C36000، مادة POM، مادة ABS — مع التركيز على سهولة التشغيل والانتاج الاقتصادي
نصيحة احترافية: عند الشك في اختيار المادة، ابدأ أولاً بتحديد أهم متطلبٍ لديك—سواءً كان الوزن أو القوة أو مقاومة التآكل أو التكلفة—ثم قم بتضييق نطاق الخيارات بناءً عليه.
تذكَّر أن قابلية التشغيل الآلي تؤثر مباشرةً على تكلفة مشروعك. فالمواد ذات التصنيف الأعلى في قابلية التشغيل الآلي تُشغَّل بشكل أسرع، وتسبِّب اهتراءً أقل في الأدوات، وبالتالي تكون تكلفة إنتاجها أقل في النهاية. فقد تكون تكلفة تشغيل جزء مصنوع من نحاس قابل للقطع الحر نصف تكلفة تشغيل الجزء نفسه المصنوع من التيتانيوم—حتى قبل أخذ أسعار المواد الأولية في الاعتبار.
وبعد أن تحدد المادة المناسبة لمشروعك، تأتي الخطوة التالية وهي تحديد درجة الدقة المطلوبة لأجزائك بدقةٍ تامة. ويساعدك فهم المواصفات التحملية (Tolerances) على تجنُّب كلٍّ من المبالغة في تحديدها (ما يرفع التكاليف) والتفريط فيها (ما قد يعرّض الجزء للفشل).

توضيح مفهوم المواصفات التحملية لضمان نجاح المشروع
إليك سيناريو يُطبَّق باستمرار في قطاع التصنيع: يحدِّد مهندس تسامحاتٍ ضيقة جدًّا على كل أبعاد القطعة، ظانًّا أن الضيق يعني الأفضل. والنتيجة؟ عرض سعرٍ يفوق التوقعات بثلاثة أضعاف، ومدة تسليمٍ تتجاوز الموعد النهائي بشكلٍ كبير. هل يبدو هذا مألوفًا لك؟
إن فهم التسامحات ليس مجرَّد معرفة فنيةٍ— بل هو الفرق بين مشروعٍ فعَّال من حيث التكلفة ومشروعٍ باهظ الثمن دون داعٍ. فعند طلبك أجزاءً مصنوعة آليًّا من ورشة تصنيع مخصصة، فإن مواصفات التسامح تؤثِّر مباشرةً في المبلغ الذي تدفعه، وفي المدة التي تنتظرها، وفي ما إذا كانت مكوناتك ستعمل فعليًّا كما هو مقصود أم لا.
فهم رموز التسامح والمعايير المرتبطة بها
يُعرَّف التسامح بأنه المقدار الإجمالي المسموح به من التباين البُعدي عن القيمة المحدَّدة. ووفقًا لشركة «أمريكان مايكرو إنداستريز»، يُحدِّد المهندسون التسامحات لضمان أداء المكونات وظيفيًّا سليمًا داخل التجميعات، بينما يستخدمها المصنعون كمعايير جوهرية لمراقبة الجودة طوال عملية الإنتاج.
ستواجه مواصفات التحمل بعدة تنسيقات قياسية:
- التحملات الثنائية: السماح بالتغير في كلا الاتجاهين (مثل: ٢٥٫٠٠ ±٠٫٠٥ مم)
- التحملات الأحادية: السماح بالتغير في اتجاه واحد فقط (مثل: ٢٥٫٠٠ +٠٫٠٠/-٠٫١٠ مم)
- الأبعاد الحدية: تحديد القيم القصوى والدنيا المقبولة مباشرةً (مثل: ٢٤٫٩٥–٢٥٫٠٥ مم)
يُقدِّم المعيار الدولي ISO 2768 إرشادات عامة للتَّحمُّل مع درجات دقة تتراوح بين الدقة العالية (f) والدقة الخشنة جدًّا (v). ويشمل هذا الإطار الأبعاد الخطية، والأبعاد الزاوية، ونصف أقطار السطوح الخارجية، وارتفاعات التفريعات (Chamfer Heights). ومع ذلك، فإن هذه المواصفات تمثِّل معايير عامة قد لا تنطبق على جميع الأجزاء المصنَّعة حسب الطلب — فالتطبيق الخاص بك هو الذي يحدِّد ما هو مطلوب فعليًّا.
وهذا هو البُعد الجوهري: إن الدقة العشرية في مواصفات التحمُّل ترتبط ارتباطًا مباشرًا بصعوبة التصنيع وتكلفته. فعلى سبيل المثال، يسمح تحمُّلٌ قدره ±٠٫٠٢ بوصة بمدى أوسع بعشر مرات من تحمُّل ±٠٫٠٠٢ بوصة، مما يؤثر تأثيرًا كبيرًا على تعقيد الإنتاج وما ستدفعه فعليًّا.
كيف تؤثر متطلبات التحمُّل على مشروعك
فكّر في التسامحات على أنها عملية موازنة. فإذا كانت ضيقة جدًّا، فأنت تدفع مقابل دقةٍ لستَ بحاجةٍ إليها. وإذا كانت واسعة جدًّا، فلن تتناسب أجزاؤك مع بعضها أو تعمل بشكلٍ صحيح.
كما أن مهندسو التصنيع في شركة RPWORLD لاحظ أن الأشخاص غالبًا ما يعتقدون أن التسامحات الضيِّقة تحسِّن تلقائيًّا جودة المنتج. وفي الواقع، فإن التسامحات الضيِّقة تشير فقط إلى جودة إنتاج عالية للأجزاء الفردية—وليس لها علاقة مباشرة بجودة المنتج ككل. فالجودة النهائية للمنتج تعتمد في المقام الأول على كيفية تركيب الأجزاء مع بعضها وكيفية أداء وظائفها معًا.
ضع في اعتبارك الآثار المتعلقة بالتكلفة: فالمكونات المصنوعة باستخدام آلات التحكم العددي الحاسوبي (CNC) القياسية تحقِّق عادةً تسامحاتٍ قدرها ±٠٫٠٠٥ بوصة (٠٫١٢٧ مم) كحدٍّ أساسي. أما تحقيق مواصفات أكثر ضيقًا فيتطلَّب غالبًا عمليات ثانوية مثل الطحن أو التآكل الكهربائي (EDM)، ومعدات متخصصة، وبيئات خاضعة للتحكم في درجة الحرارة، وتدابير مُعزَّزة لمراقبة الجودة— وكلُّ ذلك يؤدي إلى ارتفاع التكاليف وزيادة أوقات التسليم.
| مستوى التحمل | النطاق النموذجي | أفضل التطبيقات | الأثر على التكلفة |
|---|---|---|---|
| القياسي | ±0.25 مم (±0.010") | المكونات الميكانيكية العامة، والدعامات، والغلاف الخارجي، والتجميعات غير الحرجة | الحد الأساسي—الأكثر اقتصادية |
| الدقة | ±٠٫٠٥ مم (±٠٫٠٠٢ بوصة) | الأجزاء المُترابطة، والمحامل، والمقاسات الدقيقة، ومكونات قطاع الفضاء الجوي | زيادة تتراوح بين ٥٠٪ و١٠٠٪ |
| الدقة الفائقة | ±0.0125 مم (±0.0005 بوصة) | الغرسات الطبية، والمكونات البصرية، وأجهزة القياس، والتجميعات الحرجة | زيادة تتراوح بين ١٠٠٪ و٢٠٠٪ |
تؤثر عدة عوامل في التحملات التي يمكن تحقيقها فعليًّا:
- تقلبات درجة الحرارة: تتمدد الأدوات الآلية وقطع العمل وتنكمش مع تغيرات درجة الحرارة، مما يؤثر في الأبعاد
- اهتراء الأداة: تتآكل أدوات القطع تدريجيًّا أثناء الإنتاج، ما يؤدي إلى انحراف الأبعاد
- خصائص المواد: تتفاوت معاملات التمدد الحراري وقابلية التشغيل الآلي والاستقرار البُعدي اختلافًا كبيرًا بين المواد المختلفة
- إعادة ضبط الإعداد: يمكن للفنيين ذوي المهارة العالية، عند استخدامهم للإجراءات الصحيحة، تحقيق دقة في إعادة ضبط الإعداد ضمن مدى ±٠٫٠٢٥ مم (±٠٫٠٠١ بوصة)
قاعدة عامة: حدد أضيق تسامح ممكن يضمن التشغيل السليم. واحتفظ بالتسامح الضيق فقط للميزات التي تتطلب الدقة فعلاً—مثل الأسطح المتداخلة، وتوصيلات المحامل، والواجهات الحرجة.
عند التعامل مع خدمات التصنيع باستخدام ماكينات التحكم العددي الدقيقة (CNC)، يجب أن توضح متطلباتك الوظيفية بوضوح. فالمصنع الجيد سيساعدك في تحديد الأبعاد الحرجة والتي تتطلب تسامحات دقيقة، وكذلك الأبعاد التي يمكن أن تكتفي بالتسامحات القياسية. ويؤدي هذا النهج التعاوني—بدلًا من تطبيق تسامحات ضيقة بشكل عام—إلى إنتاج أجزاء مصنَّعة تعمل بكفاءة تامة وبتكلفة معقولة.
فعلى سبيل المثال، قد تتطلب بطانة (Bushing) مُصمَّمة لتثبيت على عمود تسامحًا قدره ±٠٫٠٠٢ بوصة على القطر الداخلي لضمان التثبيت السليم. أما القطر الخارجي والطول فقد يعملان بكفاءة تامة عند تسامح ±٠٫٠١٠ بوصة. وفهم هذه الفروق يساعدك على تحديد التسامحات الضرورية فقط.
وبمجرد فهمك الدقيق للتسامحات المسموحة، ستكون مستعدًا للنظر في قرارٍ آخر يؤثر على التكلفة: ما إذا كنت بحاجة إلى كميات أولية تجريبية (بروتوتايب) أم دفعات إنتاجية كاملة — وكل منهما يتطلب نهجًا مختلفًا ويقدّم مزايا مختلفة.
التصنيع الأولي التجريبي مقابل الدفعات الإنتاجية
لقد صمّمتَ عنصرًا مبتكرًا جذريًّا. والآن تأتي שאלהٌ بالغة الأهمية: هل تحتاج إلى نموذج أولي واحد فقط للتحقق من صحة فكرتك، أم أنك مستعدٌ بالفعل لإنتاج مئات القطع الإنتاجية؟ إن الإجابة على هذا السؤال تغيّر جذريًّا الطريقة التي سيتعامل بها مصنع التصنيع المخصص مع مشروعك — وكذلك التكلفة التي ستدفعها.
لقد تآكلت الحدود الفاصلة بين التصنيع التجريبي والإنتاج بشكلٍ ملحوظ في السنوات الأخيرة. وفقًا لـ المحلِّلين الصناعيين ، لم تعد القواعد التقليدية التي كانت تُطبَّق فيها المنتجات تدريجيًّا من النماذج الأولية إلى الإنتاج التمهيدي ثم التصنيع الضخم سارية المفعول. فاليوم، يطالب العملاء بتخصيص عالٍ وبأسعار تتناسب مع التصنيع الضخم، ويجب على المصنّعين التكيُّف مع هذه المتطلبات وفقًا لذلك.
فهم المكان الذي يقع فيه مشروعك على هذا المحور— وكيف قد يتطور مع الوقت— يساعدك في اختيار شريك التصنيع المناسب وتجنب المفاجآت المكلفة على طول الطريق.
من النماذج الأولية السريعة إلى الإنتاج الكامل النطاق
يختلف الغرض الأساسي من تصنيع النماذج الأولية عن الغرض من التشغيل الإنتاجي، حتى لو أنتج كلاهما أجزاءً متطابقة. فتتفق الأولويات والعمليات وهيكل التكاليف بشكلٍ كبير.
عندما تكون في مرحلة النموذج الأولي، فإن السرعة عادةً ما تكون أولويةً أعلى من التكلفة لكل وحدة. فأنت بحاجةٍ إلى قطع معدنية وظيفية بين يديك بسرعةٍ لاختبار صحة التصاميم، أو التحقق من مدى ملاءمتها ووظائفها، أو عرض المفاهيم أمام أصحاب المصلحة. وقد يكون نموذج أولي واحد تبلغ تكلفته ٥٠٠ دولار أمريكي مقبولًا تمامًا إذا وصل خلال ثلاثة أيام وأثبت أن تصميمك سليم قبل أن تلتزم بتصنيع القوالب.
تُغيِّر دورات الإنتاج هذه الأولويات. فبمجرد اعتماد تصميمك، تصبح الاتساقية وكفاءة التكلفة والتحكم في الجودة أمورًا بالغة الأهمية. وقد يبلغ سعر نفس القطعة ٥٠ دولارًا أمريكيًّا لكل وحدة عند طلبها بكمية ١٠٠ وحدة — لكن تحقيق هذا السعر يتطلَّب اعتبارات مختلفة فيما يتعلَّق بالإعداد الأولي، وتحسين العمليات، وأنظمة الجودة.
وهنا حيث تؤثِّر كمية الدفعة تأثيرًا جذريًّا في تكلفة الوحدة الواحدة. وتوضِّح بيانات التصنيع الخاصة بشركة RapidDirect هذه العلاقة بوضوح:
| الكمية | سعر الوحدة (مثال على قطعة ألومنيوم) | تأثير تكلفة الإعداد |
|---|---|---|
| قطعة واحدة | $300+ | يتم احتساب تكلفة الإعداد بالكامل على وحدة واحدة فقط |
| 10 قطع | $45–75 | يتم توزيع الإعداد على دفعة الإنتاج |
| 100 قطعة | $15–30 | تصبح تكلفة الإعداد عاملًا ضئيل الأثر بالنسبة لكل وحدة |
| 500+ قطعة | $8–20 | تتحقَّق مزايا الحجم بالكامل |
ولماذا توجد مثل هذه الفروقات الكبيرة؟ إن تكاليف الإعداد — والتي تشمل برمجة أنظمة التصنيع بمساعدة الحاسوب (CAM)، وإعداد التثبيتات، وإعداد الأدوات، والتحقق من العينة الأولى — تظل نسبيًّا ثابتة بغض النظر عن الكمية. فعلى سبيل المثال، تضيف رسوم إعداد قدرها ٣٠٠ دولار أمريكي ٣٠٠ دولار أمريكي إلى تكلفة نموذج أولي واحد فقط، بينما تضيف ما لا يتجاوز ٣ دولارات أمريكيًّا فقط لكل قطعة في دفعة مكوَّنة من ١٠٠ قطعة. ويوضِّح هذا الواقع الاقتصادي سبب ارتفاع تكلفة النماذج الأولية بطبيعتها، وكذلك سبب الانخفاض الحاد في سعر الوحدة مع زيادة الكمية.
توسيع نطاق مشروعك مع الشريك المناسب
ليست جميع ورش التشغيل الميكانيكي القريبة مني تتعامل مع النماذج الأولية والإنتاج على حدٍّ سواء بكفاءة متساوية. فبعضها متخصص في الإنجاز السريع لأعمال التطوير، بينما يركّز البعض الآخر على تحقيق إنتاج عالٍ الحجم وباستمرار. ويساعدك فهم هذه الفروق في العثور على الشريك — أو الشركاء — الأنسب لدورة حياة مشروعك.
عند تقييم ورشة عمل للقيام بأعمال النماذج الأولية، ضع في الاعتبار الأولويات التالية:
- السرعة: هل يمكنها تسليم أجزاء وظيفية خلال أيام بدلًا من أسابيع؟
- القدرة على التحقق من صحة التصميم: هل تقدّم ملاحظاتٍ حول إمكانية التصنيع قبل البدء في قص المعدن؟
- المرونة في إجراء التعديلات: ما مدى سرعة تكيّفها مع التغييرات التصميمية بين المراجعات المختلفة؟
- مرونة المواد: هل يمكنها العمل باستخدام المادة المُقرَّر استخدامها في مرحلة الإنتاج أم أنها تقتصر فقط على بدائل مناسبة للنماذج الأولية؟
- سرعة الاستجابة في التواصل: هل سيجيب المهندسون عن استفساراتك ويتشاركوا معك في تحسين التصميم؟
يتحول التقييم الذي يركّز على الإنتاج إلى معايير مختلفة:
- الاتساق: ما أنظمة الجودة التي تضمن توافق كل جزء مع المواصفات المطلوبة طوال دورة الإنتاج بأكملها؟
- كفاءة التكلفة: كيف يحسّنون العمليات لتقليل التكلفة لكل وحدة عند الإنتاج بكميات كبيرة؟
- التحكم في الجودة: ما بروتوكولات الفحص ومراقبة الإحصاءات العملية (SPC) والتوثيق التي يقدمونها؟
- السعة: هل يمكنهم تلبية متطلباتكم من حيث الحجم ضمن الجداول الزمنية المطلوبة؟
- قابلية التوسع: إذا زاد الطلب، هل يمكنهم زيادة إنتاجهم دون المساس بالجودة؟
إن أكثر المرافق تنوعًا — والتي غالبًا ما تقدّم خدمات شاملة للتشكيـل الدقيق باستخدام الحاسب الآلي (CNC) بالدوران إلى جانب القدرات في التشكيـل بالطحن — يمكنها دعم مشروعكم من المرحلة الأولية للمفهوم وحتى مرحلة الإنتاج الكامل. ويوفّر هذا الاستمرارية مزايا كبيرة: إذ يكتسب المصنع خبرةً في أجزاء منتجاتكم، ويتفهّم متطلبات الجودة الخاصة بكم، ويحافظ على عمليات ثابتة مع ازدياد الكميات.
إن النهج العملي الذي يتبعه العديد من المهندسين يشمل التفكير ضمن أطر زمنية: «أين تتصور هذا المنتج بعد ستة أسابيع، وستة أشهر، وستة أعوام؟» ويُساعد هذا المنظور في توضيح احتياجات النماذج الأولية الفورية مقابل الرؤية الإنتاجية طويلة المدى. فنموذج المفهوم الذي يتطلب التحقق من قبوله في السوق يختلف جوهريًّا عن التصميم المُثبت جاهز للتصنيع الضخم — حتى لو كان ملف الـCAD متطابقًا تمامًا.
غالبًا ما تتفوق ورش الآلات المحلية في أعمال النماذج الأولية، حيث توفر تعاونًا وجهاً لوجه وتكرارًا سريعًا. أما بالنسبة لأحجام الإنتاج، فقد تُقيِّم خيارات أوسع تشمل مرافق ذات طاقة إنتاجية أكبر أو شهادات تخصصية تتطلبها صناعتك. فكثيرٌ من برامج تطوير المنتجات الناجحة تبدأ بالاستعانة بمُصنِّع آلات قريب من موقعك للنماذج الأولية، ثم تنتقل تدريجيًّا إلى شركاء مُحسَّنين للإنتاج مع زيادة أحجام التصنيع.
المفتاح هو مطابقة احتياجاتك الحالية مع القدرات المناسبة—مع الحفاظ على نظرة ثاقبة لكيفية تطور هذه الاحتياجات في المستقبل. وبما أن اعتبارات النماذج الأولية والإنتاج أصبحت واضحة، فأنت الآن جاهز لتقييم عاملٍ حاسمٍ آخر: شهادات الجودة التي تُثبت صحة عمليات المصنع وقدراته.

شهادات الجودة وما تعنيه لك
لعلك رأيت شعارات الشهادات مُلصَّقةً في جميع أنحاء مواقع ورش التصنيع الآلي—مثل ISO 9001 وAS9100 وIATF 16949. لكن ما المقصود فعليًّا بهذه الرموز المختصرة بالنسبة لأجزاء منتجك؟ فمعظم المنافسين يكتفون بسرد الشهادات دون توضيح أهميتها. ولنغيّر هذا الواقع.
إن فهم شهادات الجودة لا يتعلق بجمع الشارات أو الشعارات. بل يتعلق بمعرفة أي الشهادات ذات الأهمية لتطبيقك المحدد، وما الضمانات التي توفرها. فعندما تمتلك ورشة تصنيع مخصصة شهادةً ذات صلة، فإن ذلك يدل على وجود عمليات موثَّقة، وقدرات مُحقَّقة، ومساءلةٍ مباشرةٍ تؤثر في جودة الأجزاء التي تتلقاها.
ما تعنيه شهادات الجودة لأجزاء معداتك
فكّر في الشهادات على أنها تأكيدٌ من طرف ثالثٍ بأن المنشأة تُنفِّذ فعليًّا ما تدّعيه. ووفقًا لشركة American Micro Industries، فإن الشهادات تشكّل أعمدةً تدعم وتؤكد كل مرحلةٍ من مراحل عملية الإنتاج ضمن نظام إدارة الجودة. وهي تُؤسِّس الإجراءات رسميًّا، وتحدد نقاط الضبط، وترصد الامتثال المستمر.
ويُعَدّ معيار ISO 9001 أساس معظم شهادات التصنيع — وهو المعيار الدولي المعترف به عالميًّا لأنظمة إدارة الجودة. وهذه الشهادة الأساسية تضمن أن الورشة قد وضعت:
- سير العمل الموثَّق: يتم تدوين كل عمليةٍ كتابيًّا، وليس مجرد تذكُّرها من قِبل الموظفين الأفراد
- مراقبة الأداء: وتتتبّع المقاييس نتائج الجودة وتكشف عن المشكلات قبل أن تتحول إلى أنماط متكررة
- بروتوكولات الإجراءات التصحيحية: وعند ظهور المشكلات، تُطبَّق عمليات منهجيةٌ تعالج الأسباب الجذرية لا الأعراض فقط
- ## تركيز العملاء: وتنتقل متطلبات الجودة من مواصفاتك عبر كل خطوة إنتاجية
ولكن معيار ISO 9001 ليس سوى نقطة البداية فقط. أما الشهادات الخاصة بكل قطاع فهي تُبنى على هذه القاعدة، مع إضافات من المتطلبات المُخصَّصة لتلك القطاعات التي لا يُسمح فيها بأي فشل.
المعايير الخاصة بكل قطاع ومتطلباتها
وهنا تصبح عملية اختيار الشهادة بالغة الأهمية. فقد لا تفي ورشة حاصلة على شهادة في مجال صناعة السيارات بمتطلبات قطاع الطيران الفضائي — والعكس صحيح أيضًا. وفهم هذه الفروق يساعدك في تقييم ما إذا كانت المنشأة قادرةً فعليًّا على تلبية متطلبات تطبيقك المحددة.
كما أشارت TUV Nord فكلٌّ من معيار صناعة السيارات (IATF 16949) ومعيار الطيران الفضائي (AS9100) يبنيان على معيار ISO 9001، مع إضافة متطلبات خاصة بكل قطاع. إذ يركِّز قطاع السيارات على مستوياتٍ عاليةٍ جدًّا من الاتساق في ظل الإنتاج الضخم وتحسين العمليات، بينما يركِّز قطاع الطيران الفضائي على تصنيع أجزاءٍ صالحة للطيران، مع ضوابط دقيقة تحقِّق هذه المهمة.
عند العمل مع مواد متخصصة مثل سبيكة النيترونيك ٦٠ (Nitronic 60) للبيئات المسببة للتآكل أو السبائك الجوية الفضائية الصعبة، تضمن هذه الشهادات أن الورشة تمتلك الفهم اللازم لمتطلبات التعامل الفريدة والمعالجة والتفتيش التي تتطلبها هذه المواد.
| شهادة | تركيز الصناعة | الشروط الرئيسية | فوائد العملاء |
|---|---|---|---|
| ISO 9001 | التصنيع العام | نظام إدارة الجودة، والإجراءات الموثَّقة، والتحسين المستمر، وتركيزٌ على العميل | أساسٌ متسقٌ للجودة، وحلٌ منهجيٌ للمشكلات، وإجراءاتٌ موثَّقة |
| AS9100D | الفضاء الجوي، الفضاء، الدفاع | إدارة المخاطر، وإدارة التكوين، والتوثيق الدقيق، والتحكم في سلامة المنتج، وإدراج البيانات في قاعدة بيانات OASIS | مكونات جاهزة للطيران، وتتبعٌ كاملٌ، وعملياتٌ مُحقَّقةٌ للتطبيقات الحرجة |
| IATF 16949 | سلسلة توريد السيارات | الوقاية من العيوب، والحد من التباين، والقضاء على الهدر، والإشراف على المورِّدين، والتحسين المستمر | اتساقٌ عالٍ في الإنتاج الضخم، والتحكم الإحصائي في العمليات، وأنظمة جودةٍ قوية |
| ISO 13485 | الأجهزة الطبية | ضوابط التصميم، وإدارة المخاطر، والتتبع، وتحقق عمليات التعقيم، ومعالجة الشكاوى | الامتثال التنظيمي، وضمان سلامة المريض، وسجل توثيقيٌ كامل |
| نادكاب | العمليات الخاصة في مجال الطيران والفضاء | اعتماد خاص بالعملية لمعالجة الحرارة والمعالجة الكيميائية والاختبارات غير التدميرية | عمليات متخصصة مُوثَّقة، وطبقة إضافية من الجودة تتجاوز الشهادة العامة |
لخدمات التشغيل الآلي باستخدام الحاسب (CNC) في قطاع الطيران والتشغيـل الآلي لمعدن الكوفار (Kovar)، تُعتبر شهادة AS9100D عادةً إلزامية. وتظهر المؤسسات الحاصلة على هذه الشهادة في قاعدة بيانات OASIS (نظام المعلومات الإلكتروني لمورِّدي قطاع الطيران)، والتي توفر للعملاء سجلاً مُحقَّقًا من المورِّدين المتوافقين مع المتطلبات.
يتطلب التشغيل الآلي للأجهزة الطبية الامتثال لمعيار ISO 13485، الذي ينظِّم كل شيء بدءًا من ضوابط التصميم ووصولًا إلى التعامل مع الشكاوى. وتضمن هذه الشهادة إمكانية تتبع كل مكوِّن من مكونات الجهاز الطبي بشكلٍ كامل، وأن تظل عمليات التصنيع تحافظ على سلامة المريض كأولوية قصوى.
التطبيقات automotive التي تتطلب دقةً عاليةً في الإنتاج الضخم تتطلب عادةً شهادة IATF 16949. ويتناول هذا المعيار تحديدًا التحديات الفريدة المرتبطة بعمليات التشغيل الأولية التي تُغذّي سلاسل التوريد automotive— حيث يكتسب الاتساق عبر آلاف القطع نفس أهمية جودة كل قطعة على حدة.
كيف يضمن التحكم الإحصائي في العمليات الاتساق
الشهادات تتطلب أكثر من مجرد أوراق رسمية. فهي تفرض طرق مراقبة الجودة المنهجية التي تكشف المشكلات قبل شحن القطع المعيبة. ويُشكّل التحكم الإحصائي في العمليات (SPC) جوهر هذه المقاربة.
ويستخدم التحكم الإحصائي في العمليات (SPC) جمع البيانات في الوقت الفعلي والتحليل الإحصائي لمراقبة عمليات الإنتاج. فبدلًا من فحص القطع بعد تصنيعها، يقوم SPC بتتبع الأبعاد الحرجة أثناء الإنتاج— ليكشف عن الاتجاهات التي تشير إلى مشكلات محتملة قبل تجاوز الحدود المسموح بها للتسامح.
وهذا ما يبدو عليه التحكم الإحصائي في العمليات عمليًّا:
- مخططات التحكم: يقوم المشغلون برسم القياسات خلال دورات الإنتاج، ويراقبون الأنماط التي تدل على انحراف العملية
- دراسات قدرة العمليات: تؤكد التحليلات الإحصائية أن العملية قادرة باستمرار على الوفاء بالمواصفات مع هامش أمان كافٍ
- التحقق من القطعة الأولى: تخضع الأجزاء الأولية لفحص شامل قبل المضي قدمًا في الإنتاج
- الفحص أثناء العملية: تُفحص الأبعاد الحرجة على فترات محددة طوال عملية الإنتاج
عندما تعمل مع منشأة معتمدة، فأنت لا تعتمد فقط على وعودها الشفهية، بل تستفيد أيضًا من نظم موثَّقة خضعت لمراجعة من قِبل هيئات تسجيل مستقلة. وتتحقق هذه المراجعات من أن نظم الجودة تعمل فعليًّا وفقًا لما وُثِّقَ، مما يخلق مستوىً من المساءلة لا يمكن لأي وعود غير رسمية بشأن الجودة أن تصل إليه.
اسأل شركاء التشغيل المحتملين: «كيف تراقبون الجودة أثناء الإنتاج، وليس بعد الانتهاء منه فقط؟» فالإجابة على هذا السؤال تكشف ما إذا كانوا يطبِّقون فعليًّا ضبط العمليات أم أنهم يكتفون فقط بفحص الأجزاء المُصنَّعة.
يكتسب وجود الشهادات المناسبة أهمية كبيرةً خاصةً في القطاعات الخاضعة للتنظيم. فتواجه شركات تصنيع الأجهزة الطبية تدقيقًا من قِبل إدارة الأغذية والأدوية الأمريكية (FDA). ويجب على موردي قطاع الطيران والفضاء استيفاء متطلبات التدقيق التي تفرضها الشركات المُصنِّعة الرئيسية. أما موردو قطاع السيارات فيخضعون لعمليات تدقيق مخصصة تحددها العملاء. وفي كل حالةٍ من هذه الحالات، يُبسِّط التعامل مع شركاء التصنيع الآلي الحاصلين على الشهادات المناسبة عبء الامتثال الخاص بك، ويقلل من مخاطر سلسلة التوريد.
وبمجرد فهم متطلبات الشهادات، تكون قد أصبحت مستعدًّا لتقييم شركاء التصنيع الآلي وفقًا لاحتياجاتك المحددة—مع الأخذ في الاعتبار ليس فقط قدراتهم الفنية، بل أيضًا مدى انسجام مؤهلاتهم مع متطلبات قطاعك وتطبيقك.
كيفية تقييم واختيار شريك التصنيع الآلي المناسب
لقد حددت متطلبات مشروعك، واخترت المواد المناسبة، وفهمت التحملات المطلوبة. والآن تأتي المرحلة الحاسمة: أي شريك تصنيع آلي سيُنفِّذ تصميمك فعليًّا؟ إن الاختيار غير السليم يعني إضاعة الوقت، وتجاوز الميزانية، وأجزاء لا تتوافق مع المواصفات المطلوبة. أما الاختيار الحكيم فيعني إقامة علاقة تعاونية تُسهم في تسليم مكونات عالية الجودة في الموعد المحدَّد.
فكِّر في اختيار ورشة تشغيل رقمي (CNC) قريبة من موقعك على أنها عملية توظيف لمنصبٍ بالغ الأهمية. فأنت لا تشتري وقت التشغيل الآلي فقط، بل تختار شريكًا سيؤثِّر بشكل مباشر في نجاح مشروعك. ووفقًا لـ Modus Advanced ، فإن اختيار شريك خدمات التشغيل الرقمي (CNC) أمرٌ جوهريٌّ سواءً كنت مقاولًا لوزارة الدفاع الأمريكية أو مصمِّمًا للإلكترونيات الاستهلاكية. فليس أي مزوِّدٍ كافيًا لهذا الغرض.
دعنا نستعرض معًا منهجيةً منهجيةً لتقييم شركاء التصنيع المحتملين مقابل احتياجاتك المحددة.
الأسئلة الجوهرية التي يجب طرحها على شركاء التصنيع المحتملين
عامل تقييمك كمقابلة عمل. إن أفضل ورش التشغيل الميكانيكي ترحب بالأسئلة المعمقة — فهذا يدل على عميل جادٍّ يقدّر الجودة. أما الورش التي تتحاشى الإجابة عن الأسئلة أو تقدّم إجابات غامضة، فهي بذلك تكشف عن أمرٍ مهمٍّ يتعلق بكيفية تعاملها مع مشروعك.
ابدأ بطرح الأسئلة المتعلقة بالخبرة والكفاءة:
- ما نوع المشاريع التي تتخصصون فيها؟ تركّز بعض المرافق على قطاع الفضاء الجوي، بينما تركّز أخرى على أجهزة الرعاية الطبية أو مكونات السيارات. وتكتسب الخبرة في القطاع أهميةً بالغة، لأن ورش التشغيل الميكانيكي القريبة مني والتي تفهم قطاعك تعرف مسبقًا المعايير والمواد والتحديات التي تواجهها.
- هل يمكنك مشاركة أمثلة عن مشاريع مشابهة؟ إن الأعمال السابقة تُظهر الكفاءة بشكلٍ أفضل من أية وعود. لذا اطلب دراسات حالة أو مراجع من عملاء لديهم متطلبات مماثلة لمتطلباتك.
- ما المعدات والعمليات التي تقدمونها؟ تأكد من امتلاكهم الآلات المحددة المطلوبة لأجزاء مشروعك — مثل التفريز ثلاثي المحاور، والتفريز خماسي المحاور، والتشغيل السويسري (Swiss turning)، والتشغيل بالتفريغ الكهربائي (EDM). وكـ Pro-Type Industries الملاحظات: يجب أن توفر ورش العمل، بشكل مثالي، عمليات التدوير والطحن وجرش السطح كحد أدنى.
- ما هي طاقتك الإنتاجية والوقت الحالي المطلوب لإكمال الطلبات؟ ورشة عمل تمتلك إمكانيات ممتازة لكنها تعاني من تراكم طلبات يمتد لستة أسابيع قد لا تكون مناسبة للمشاريع العاجلة.
تساعد الأسئلة المرتبطة بالجودة في الكشف عن النضج التشغيلي:
- ما الشهادات التي تحوز عليها؟ يجب أن تتطابق الشهادات مع متطلبات صناعتك — فشهادة ISO 9001 تُعتبر الحد الأدنى، وشهادة AS9100 للصناعات الجوية، وشهادة IATF 16949 للصناعات automobile، وشهادة ISO 13485 للمنتجات الطبية.
- كيف تضمنون الجودة أثناء مرحلة الإنتاج؟ ابحثوا عن إجابات محددة تتعلق بأساليب التحكم الإحصائي في العمليات (SPC)، والتفتيش أثناء التنفيذ، والتحقق من القطعة الأولى (First-Article Verification)، بدلًا من الوعود العامة المتعلقة بالجودة.
- ما نوع معدات الفحص التي تستخدمونها؟ وجود أجهزة قياس ثلاثية الأبعاد (CMMs) وأجهزة المقارنة البصرية (Optical Comparators) وأدوات القياس المعايرة يدل على بنية تحتية جادة ومتطورة للجودة.
- هل تقدمون تقارير التفتيش وشهادات المواد؟ تتفاوت متطلبات التوثيق حسب القطاع الصناعي — تأكَّدوا من أن الطرف الآخر قادرٌ على تزويدكم بما تحتاجونه.
أسئلة الاتصال والخدمة تتنبأ بجودة العلاقة العملية:
- من سيكون جهتي الرئيسية للاتصال؟ الوصول المباشر إلى المهندسين أو مدراء المشاريع يُسرّع عملية حل المشكلات.
- كيف تتعاملون مع ملاحظات التصميم أو المخاوف المتعلقة بالقابلية للتصنيع؟ أفضل الشركاء يقدمون مدخلات حول «التصميم من أجل التصنيع» (DFM) التي تحسّن أجزاءكم وتقلل التكاليف.
- ما هي إجراءاتكم الخاصة بأوامر التغيير أو مراجعات التصميم؟ المرونة خلال مراحل التطوير تكتسب أهمية بالغة.
تقييم قدرات الورشة مقابل احتياجاتكم
وبعد جمع إجابات المقابلة، قيّموا كل شريك محتمل بشكل منهجي وفقًا لمتطلبات مشروعكم. فليس من الضروري أن تتفوق كل ورشة في جميع المجالات — بل يجب أن تتفوق حيثما يتطلب مشروعكم ذلك بالفعل.
استخدموا هذه القائمة المرجعية لتنظيم تقييمكم:
- مطابقة القدرة التقنية: هل يمكنهم تشغيل المواد المحددة من قبلك وفقًا للتسامح المطلوب باستخدام العمليات المناسبة؟
- مواءمة الشهادات: هل يمتلكون الشهادات التي تتطلبها صناعتك أو عملاؤك؟
- توافق الحجم: هل هم مجهَّزون لتلبية متطلبات الكميات الخاصة بك، سواءً كانت لنموذج أولي أو لإنتاج كمي؟
- جدوى زمن التسليم: هل يمكنهم الوفاء بجدولك الزمني بشكل واقعي دون المساس بالجودة بسبب التعجيل؟
- جودة التواصل: هل أجابوا عليك بسرعة، وأعطوك إجابات شاملة، وبَدُوا مهتمِّين حقًّا بمشروعك؟
- شفافية التسعير: هل عرض الأسعار الخاص بهم مفصَّلٌ وواضحٌ، أم غامضٌ ويصعب مقارنته؟
- الاعتبارات الجغرافية: هل يؤثر الموقع على تكاليف الشحن، أو سهولة التواصل، أو إمكانية زيارة المنشأة؟
راقب المؤشرات التحذيرية أثناء التقييم. وفقًا لـ OGBC وعدم وضوح أسعار الخدمات وسوء التواصل من المؤشرات التحذيرية المهمة. فإذا كانت خدمة التشغيل الآلي (CNC) مترددة في تقديم عروض أسعار واضحة أو بدت متحفظة في إجاباتها، فقد يؤدي ذلك إلى سوء فهم أو أخطاء في المراحل اللاحقة.
المحلات المحلية مقابل الخدمات الإلكترونية
هل ينبغي أن تبحث عن خدمة تشغيل آلي (CNC) قريبة مني، أم تفكر في استخدام خدمات التشغيل الآلي عبر الإنترنت؟ وكلا الخيارين يتمتّع بمزايا مشروعة تعتمد على طبيعة حالتك.
توفر ورش التشغيل المحلية مزايا مميزة، منها:
- يُبسِّط التواصل وجهاً لوجه المناقشات الفنية المعقدة
- يمكنك زيارة المنشأة، والاطلاع على المعدات، والالتقاء بالفريق العامل
- انخفاض زمن الشحن وتكلفته في المشاريع العاجلة
- سهولة التعاون أثناء مراحل تطوير النماذج الأولية والتكرار التصحيحي لها
- بناء العلاقات يدعم إقامة شراكات استراتيجية طويلة الأمد
أما خدمات التشغيل الآلي عبر الإنترنت فتوفر مزايا مختلفة:
- وصول أوسع إلى القدرات خارج منطقتك الجغرافية
- غالبًا ما تكون عروض أسعار التشغيل الآلي عبر الإنترنت أسرع بفضل الأنظمة الآلية
- أسعار تنافسية ناتجة عن عمليات إنتاج واسعة النطاق
- راحة تقديم العروض والطلبات على مدار الساعة طوال أيام الأسبوع
- عمليات قياسية تعمل بكفاءة عالية للأجزاء البسيطة
عند البحث عن ورشة تشغيل آلي رقمي (CNC) عبر الإنترنت، اختر واحدة تقدّم دعمًا مباشرًا (Live Support) للاستفادة من نفس راحة الورشة المحلية. فالتواصل المباشر مع خبيرٍ متخصص يرفع بشكل كبير احتمالات رضاك ونجاح مشروعك. وتوفّر العديد من مزوّدي الخدمات عبر الإنترنت الدعم عبر الهاتف أو الدردشة المباشرة أو البريد الإلكتروني.
فكّر في هذا النهج العملي: استخدم الورش المحلية عندما تحتاج إلى تعاون وثيق أو تكرار سريع أو أجزاء معقّدة تتطلب تواصلًا مباشرًا. واستفد من الخدمات الإلكترونية للأجزاء القياسية أو للحصول على أسعار تنافسية على التصاميم المُثبتة جودتها، أو عند غياب الخيارات المحلية التي تمتلك القدرات المحددة المطلوبة. ويحرص العديد من المهندسين على الحفاظ على علاقات مع كلا النوعين من الورش — مستخدمين كل نوع وفقًا لمجالات تفوّقه التي تتوافق مع متطلبات المشروع.
الحصول على عروض الأسعار ومقارنتها
يتطلب طلب عرض أسعار لآلات التحكم العددي بالحاسوب (CNC) عبر الإنترنت أو من ورش العمل المحلية تقديم معلومات متسقة لتمكين إجراء مقارنة عادلة. أعد حزمة طلب عروض أسعار كاملة تشمل:
- ملفات النماذج ثلاثية الأبعاد (CAD) بصيغ مقبولة على نطاق واسع (مثل STEP أو IGES أو الصيغ الأصلية)
- رسومات ثنائية الأبعاد مع تحديد الأبعاد الحرجة والتسامح المطلوب بوضوح
- مواصفات المادة، بما في ذلك الدرجة وأي متطلبات خاصة
- الكمية المطلوبة والكميات المتوقعة المستمرة
- تاريخ التسليم المطلوب وأي مرونة ممكنة فيه
- متطلبات التشطيب السطحي وأي عمليات ثانوية
- متطلبات الفحص والتوثيق
عند استلام عروض الأسعار، لا تكتفِ بالنظر إلى السعر الإجمالي النهائي. بل قيّم ما يشمله العرض — مثل رسوم الإعداد، والتفتيش، وشهادات توثيق المادة، والتغليف، والشحن. فعرض سعر أقل قد لا يكون في الواقع أرخص إذا كان يستثني عناصر تحتاجها.
تذكَّر: وعلى الرغم من أن اختيار الورشة التي تقدّم أقل الأسعار قد يبدو جذّابًا، فإن هذا الخيار ليس دائمًا الأفضل على المدى الطويل. فالأجهزة عالية الجودة تتضمّن تكاليف أولية أعلى، لكنها تُحقّق نتائج أفضل وتقلّل من الأخطاء التصنيعية.
حدّد توقعات الاتصال الواضحة قبل إصدار الطلبات. وتأكد من هوية جهتك المُتَواصلة معها، وكيفية إبلاغك بتحديثات التقدّم، وما هي خطوات الموافقة التي تتم قبل الشروع في الإنتاج. وتمنع هذه التفاصيل سوء الفهم وتحافظ على سير المشاريع وفق الجدول الزمني.
وبما أن معايير التقييم واضحة ومنهجية اختيار الشركاء منهجيةٌ منظمة، فأنت الآن في وضعٍ يسمح لك باختيار شريكك بحكمة. أما الخطوة التالية فهي إعداد وثائق مشروعك لضمان الحصول على عروض أسعار سلسة وعملية إنتاجٍ ناجحة — ما يهيئ لك ولشريكك المختار في مجال التشغيل الآلي للنجاح.
إعداد مشروعك لتحقيق النجاح في عمليات التشغيل الآلي المخصصة
لقد اخترت شريكك في مجال التشغيل الآلي — فماذا بعد؟ إن الفرق بين مشروعٍ سلسٍ ومشروعٍ مُربِكٍ غالبًا ما يعود إلى درجة الاستعداد المبدئي. فالوثائق غير المكتملة، والمواصفات غير الواضحة، وسوء الاتصال يسبّبان تأخيراتٍ وزياداتٍ في التكاليف أكثر من أي تحدٍّ فني. والخبر السار هو أن بذل جهدٍ بسيطٍ في المرحلة الأولية يحسّن نتائجك تحسينًا كبيرًا.
وفقًا لشركة ديبك، الوقت هو المال—وخاصةً في القطاعات التي تُحدِّد فترات التسليم والكفاءة التكلفة نجاح المشروع أو فشله. وتعتمد العروض السريعة والشفافة على الإعداد الصحيح والنهج الملائم. ولنستعرض معًا بالضبط كيفية إعداد مشروعك لتحقيق النجاح.
إعداد ملفات التصميم بمساعدة الحاسوب (CAD) والوثائق الفنية
ملفات التصميم بمساعدة الحاسوب (CAD) والرسومات الفنية الخاصة بك تشكّل الأساس الذي يقوم عليه مشروعك بأكمله. ويؤدي إعداد حزمة الملفات بشكل جيد إلى القضاء على أي غموضٍ بشأن الأبعاد والتسامحات والميزات. فإذا لم تتوافر لدى الورشة معلوماتٌ كاملة، فسيضطرّ الفريق إلى افتراضاتٍ—والافتراضات تؤدي إلى التأخيرات وأجزاء غير صحيحة وأوامر تغيير مكلفة.
تسلسل الإعداد الأساسي:
- حدد متطلباتك بوضوح. قبل استخدام برامج التصميم بمساعدة الحاسوب (CAD)، قم بتوثيق الوظيفة التي يجب أن يؤديها الجزء. ما الأحمال التي سيتحملها؟ وفي أي بيئة سيعمل؟ وما المكونات التي يجب أن يتصل بها؟ وتُشكّل هذه المتطلبات الوظيفية المحرك لكل قرار لاحق.
- أعد ملفات التصميم بمساعدة الحاسوب (CAD) الكاملة بصيغ مقبولة. تُعد تنسيقات STEP وIGES والتنسيقات الأصلية لبرامج التصميم بمساعدة الحاسوب (CAD) هي الأنسب؛ ويجب تجنب الاعتماد على الرسومات ثنائية الأبعاد وحدها، لأنها تفتقر إلى العمق والوضوح. ويشمل ذلك جميع السمات، والثقوب، والخيوط، والتفاصيل الهندسية. كما أن غياب المعلومات الحرجة من الملفات يؤدي إلى تأخير إعداد عروض الأسعار، بينما تطلب ورش العمل توضيحات إضافية.
- أنشئ رسومات فنية ثنائية الأبعاد مُعلَّقة. حتى مع وجود ملفات تصميم ثلاثية الأبعاد بمساعدة الحاسوب (CAD)، فإن الرسومات ثنائية الأبعاد المُعلَّقة تُسرِّع بشكلٍ ملحوظ عملية إعداد عروض الأسعار. وعليك تحديد الأبعاد الحرجة لوظيفة الجزء، وتحديد التحملات (tolerances) حيثما تتطلب الدقة ذلك، والإشارة إلى متطلبات نعومة السطح. وبذلك تُزال الأسئلة المتعلقة بالخيوط أو التشطيبات، ما يقلل من التبادلات المتكررة.
- حدد المواد والتشطيبات بدقة. تؤدي المواصفات الغامضة للمواد إلى توقف إعداد عروض الأسعار. لذا بدلًا من قول "ألمنيوم"، حدد "ألمنيوم 6061-T6". وبدلًا من قول "فولاذ مقاوم للصدأ"، استخدم التعبير "فولاذ مقاوم للصدأ من النوع 316L". كما يجب الإشارة إلى ما إذا كنت تطلب تشطيبات سطحية إضافية مثل التلميع أو الأكسدة أو الطلاء.
- حدِّد الكميات، ووفِّر نطاقات تقديرية إن كانت غير مؤكدة. يؤثر حجم الإنتاج تأثيرًا جذريًّا على التسعير ووقت التسليم. فعرض السعر الخاص بوحدة واحدة يختلف اختلافًا كبيرًا عن عروض الأسعار الخاصة بـ ١٠ أو ٥٠ أو ١٠٠ وحدة. وإذا كنت غير متأكد من الكميات النهائية، فاطلب عروض أسعار لعدة أحجام دفعات — مثل: «عرض سعر لـ ١٠ و٥٠ و١٠٠ وحدة»، وهي صيغة تعمل بشكل جيد.
- حدِّد جداول زمنية واقعية. كن دقيقًا بشأن متطلبات التسليم. هل تحتاج الأجزاء خلال ٧–١٠ أيام؟ أم أنك مرِنٌ في التسليم على امتداد بضعة أسابيع؟ واحرص على تضمين موقع التسليم حتى يمكن أخذ تكاليف الشحن وأوقات التسليم في الاعتبار بدقة عند إعداد عروض الأسعار.
- وثِّق العمليات الثانوية. هل تتطلب أجزاؤك التجميع أو النقش أو وضع العلامات أو عمليات التصنيع اللاحقة للتشغيـل الآلي مثل الربط أو اللحام؟ اذكر هذه المتطلبات منذ البداية. فتضمين جميع العمليات الضرورية يجنبك التأخيرات ويضمن حصولك على عرض سعر يشمل المهمة بأكملها.
نصيحة احترافية: إن تزويدنا بكلٍّ من ملف STEP والرسم الفني ثنائي الأبعاد مع التعليقات التوضيحية يمكن أن يُسرِّع عملية إعداد عروض الأسعار بشكل ملحوظ. فهذا يزيل أي استفسارات قد تطرأ حول التحملات أو الخيوط أو تشطيبات الأسطح — ما يعني وصول عروض الأسعار إلى صندوق بريدك الإلكتروني بشكل أسرع.
أفضل الممارسات في التواصل لضمان نجاح المشروع
حتى مع وجود وثائق مثالية، فإن الفجوات في التواصل قد تُعطل سير المشاريع. ولذلك، فإن إنشاء قنوات اتصال واضحة وتحديد التوقعات بوضوح قبل بدء الإنتاج يمنع سوء الفهم المكلف.
من الأخطاء الشائعة التي تؤدي إلى التأخير وتجاوز الميزانية ما يلي:
- إرسال الرسومات غير المكتملة. غياب الأبعاد أو عدم وضوح التحملات أو غياب مواصفات المواد يجبر ورش العمل على التعليق مؤقتًا وطلب التوضيح — ما يضيف أيامًا إلى الجدول الزمني الخاص بك.
- التقليل من تقدير أوقات التوريد المطلوبة. ويقلل المشترون أحيانًا من الوقت اللازم لتوريد المواد وإعداد المعدات والتشغيل والتفتيش والشحن — خاصةً بالنسبة للأجزاء المعقدة. خبراء في الصناعة نوصي بطلب أوقات التوريد الواقعية منذ البداية، مع أخذ وقت توريد المواد في الحسبان بشكل منفصل، وإدخال هامش صغير احتياطيًّا للتعامل مع المفاجآت.
- الاختيار بناءً على السعر فقط. غالبًا ما يصبح أرخص عرضٍ الخيار الأكثر تكلفةً. فالتوصيل المتأخر، وفشل عمليات الفحص، وإعادة العمل قد تكلّف أكثر بكثيرٍ من التوفير الأولي. لذا، راعِ القيمة الإجمالية للمشروع، وليس فقط التكلفة الوحدوية.
- تجاهل متطلبات توثيق الجودة. إذا كانت صناعتك تتطلب إمكانية التتبع، أو تقارير الفحص، أو شهادات المواد، فحدد هذه المتطلبات منذ البداية. فطلب التوثيق بعد اكتمال الإنتاج يؤدي إلى تأخيرات، وقد يثبت في بعض الأحيان أنه مستحيل التحقيق.
- إهمال بناء العلاقات. إذا كانت تفاعلاتك الوحيدة مع المُصنِّع تقتصر على إرسال طلب اقتباس (RFQ) والحصول على سعرٍ في المقابل، فأنت تفوّت فرصًا للجدولة ذات الأولوية، وحل المشكلات الاستباقي، وتحسين الأسعار تدريجيًّا.
للمكونات المصنوعة باستخدام آلات التحكم العددي بالحاسوب (CNC) والتي تتطلب تحملات ضيقة أو هندسات معقدة، نظّم مناقشةً مسبقةً للإنتاج مع شريكك في التشغيل الآلي. وراجع السمات الحرجة، وتأكد من نقاط الفحص، واتفق على آلية التواصل بشأن أية تغييرات. وهذه الاستثمار في التواصل يُحقّق عوائد كبيرة طوال دورة الإنتاج.
عندما تتضمن المشاريع عمليات متخصصة مثل تشغيل الأكريليك باستخدام ماكينات التحكم العددي (CNC) أو خدمة التشغيل بالدوران باستخدام ماكينات التحكم العددي (CNC turning) لمكونات دقيقة، ناقش متطلبات التعامل مع المواد بشكل محدَّد. فعلى سبيل المثال، تتطلب البلاستيكات مثل الأكريليك عنايةً خاصةً لتجنب التشقُّق أو التصدّع السطحي (crazing)، بينما يتطلّب التشغيل الدقيق بالدوران اهتمامًا خاصًّا بتثبيت القطعة (fixturing) واختيار الأدوات.
ضع في اعتبارك كيف يُبسِّط شركاء التشغيل الآلي الاستجابةَ السريعةُ للعملية برمتها. وتُظهر المرافق المعتمدة مثل تكنولوجيا المعادن شاوي يي ما ينبغي أن يبحث عنه المشترون في شريكٍ كفؤٍ — حيث تقدِّم حلولًا قابلةً للتوسُّع، بدءًا من النماذج الأولية السريعة وحتى الإنتاج الضخم، مع فترات تسليم تصل إلى يوم عمل واحد فقط. وتكفل شهادة الاعتماد وفق معيار IATF 16949 توافر أنظمة الجودة التي ناقشناها سابقًا فعليًّا، في حين أن استجابتها تعكس معايير التواصل التي تحقِّق نجاح المشاريع.
قبل إرسال طلب الاقتباس الخاص بك (RFQ)، راجع هذه القائمة النهائية:
- ملفات الـ CAD مكتملة وتشمل جميع الخصائص المُصمَّمة
- تشمل الرسومات ثنائية الأبعاد (2D) جميع الأبعاد والتسامحات الحرجة
- مواصفات المواد دقيقة، وليست عامة
- تم تحديد متطلبات الكمية بوضوح
- التوقعات المتعلقة بالجدول الزمني واقعية ومُبلَّغة بشكلٍ واضح
- العمليات الثانوية موثَّقة
- تم تحديد متطلبات الفحص والتوثيق
- تم تضمين موقع التسليم للحصول على عروض أسعار شحن دقيقة
إن الإعداد السليم يحوِّل عملية الحصول على العروض من تبادل مرهق وغير مباشر إلى تجربة سلسة. ويمكن لمصانع التصنيع تقديم عروض أسعار دقيقة بسرعة عندما تتوفر لديها معلومات كاملة — كما أن الإنتاج يسير بسلاسة عندما تكون التوقعات مُتناسقة منذ البداية.
وبما أن مشروعك جاهزٌ تمامًا، فأنت في وضعٍ ممتاز لتحقيق النجاح. لكن قبل إتمام نهجك التصنيعي، يجدر بك فهم كيفية مقارنة التشغيل الآلي المخصص بالطرق البديلة للتصنيع — لضمان اختيار العملية الأمثل لمتطلباتك المحددة.

التشغيل الآلي المخصص مقابل طرق التصنيع البديلة
إليك سؤالٌ قد يوفّر عليك آلاف الدولارات: هل بالفعل تشكيل المعادن باستخدام الحاسب الآلي (CNC) هو الخيار الأمثل لمشروعك؟ فعلى الرغم من أن ورش التصنيع المخصصة تقدّم دقةً استثنائيةً ومرونةً كبيرةً، فإنها ليست دائمًا الحل الأمثل. ففي بعض الأحيان، تُلبّي طرق التصنيع البديلة مثل الطباعة ثلاثية الأبعاد، أو صب الحقن، أو الصب التقليدي، أو تصنيع الصفائح المعدنية احتياجاتك بشكل أفضل—إما بتكلفة أقل أو في وقت أقصر.
إن إدراك اللحظة المناسبة لاختيار تشكيل المعادن باستخدام الحاسب الآلي (CNC) مقابل الطرق البديلة هو ما يميّز المشترين البارعين عن أولئك الذين يدفعون أكثر مما ينبغي لعملية غير مناسبة. وفقًا لـ تحليل شركة 3D People للتصنيع ، لا توجد عملية واحدة «أفضل» على الإطلاق؛ فلكل عملية مزاياها الخاصة، وأذكى النهج غالبًا ما يجمع بين عدة طرق عبر دورة حياة منتجك.
فلننظر معًا في الحالات التي يتفوّق فيها تشكيل المعادن باستخدام الحاسب الآلي (CNC) على الطرق البديلة، وكذلك في الحالات التي ينبغي فيها النظر في أساليب مختلفة تمامًا.
متى يتفوّق تشكيل المعادن باستخدام الحاسب الآلي (CNC) على الطرق البديلة
توفر آلة التحكم العددي بالحاسوب (CNC) المخصصة للمعادن قدراتٍ لا يمكن لأي عمليات تصنيع أخرى أن تُنافسها في سيناريوهات معينة. وفهم هذه المجالات المثلى يساعدك على الاستفادة من نقاط القوة في التشغيل الآلي، مع تجنّب المواقف التي تكون فيها الطرق البديلة أكثر ملاءمةً لك.
تؤدي متطلبات الدقة إلى ترجيح الكفة لصالح التحكم العددي بالحاسوب (CNC). عندما تنخفض تحملات الأبعاد لديك إلى أقل من ±٠٫٠٠٥ بوصة، أو عندما تحتاج إلى تشطيبات سطحية تتطلب عمليات طحن، يصبح التشغيل الآلي للمعادن ضروريًّا. فعادةً ما تحقِّق الطباعة ثلاثية الأبعاد تحملاتٍ تصل إلى ±٠٫١–٠٫٣ مم كحدٍّ أقصى، بينما تواجه صب الحقن صعوباتٍ في إنتاج الميزات التي تتطلب تحكُّمًا دقيقًا جدًّا في الأبعاد. أما بالنسبة للتجاويف الدقيقة، أو الأسطح الحاملة، أو الوصلات الحرجة، فإن تشغيل الألومنيوم والعمليات الأخرى باستخدام التحكم العددي بالحاسوب (CNC) تقدِّم الدقة المطلوبة.
غالبًا ما تُقرِّر خصائص المادة الخيارَ المتبع. هل تحتاج إلى معادن عالية القوة مثل التيتانيوم أو الفولاذ المُصلب أو سبائك الطيران؟ إن عمليات ماكينات القطع بالتحكم العددي (CNC) تتعامل مع مواد لا يمكن لتقنيات الطباعة ثلاثية الأبعاد والقولبة بالحقن معالجتها أصلًا. وعلى الرغم من أن التصنيع الإضافي قد توسع ليشمل المعادن، فإن التشغيل الآلي باستخدام ماكينات التحكم العددي لا يزال يوفّر خصائص ميكانيكية متفوقة وخيارات أوسع للمواد في التطبيقات ذات المتطلبات العالية.
تفضّل الكميات المنخفضة إلى المتوسطة اقتصاديات التشغيل الآلي. وكما توضح تحليلات التكلفة التي أجرتها شركة RPWORLD، فإن التشغيل الآلي باستخدام ماكينات التحكم العددي يوفّر تكاليف وحدة تنافسية لكميات تتراوح بين قطعة واحدة و5000 قطعة دون الحاجة إلى استثمارات باهظة في أدوات التصنيع. وبذلك تتجنب تكاليف القوالب التي تتجاوز 3000 دولار أمريكي والتي تتطلبها تقنية القولبة بالحقن، ما يجعل التشغيل الآلي الخيار الأمثل للمنتجات التي لا تبرّر تكاليف أدوات الإنتاج الضخم.
المرونة التصميمية أثناء مرحلة التطوير تدعم عملية التكرار والتحسين. وخلافًا لتقنية القولبة بالحقن التي تتطلب عند إدخال أي تغييرات على التصميم صنع قوالب جديدة، يمكن تعديل برامج التشغيل الآلي باستخدام ماكينات التحكم العددي بشكل نسبيٍّ يسير. وهذه المرونة تجعل التشغيل الآلي مثاليًا لتطوير النماذج الأولية وللمنتجات التي لا تزال تخضع لعمليات التحسين والتنقيح.
اعتبر التصنيع باستخدام الحاسب الآلي (CNC) خيارك الأفضل عندما تحتاج إلى:
- تسامح ضيق أقل من ±0.005 بوصة (±0.127 مم)
- معادن عالية القوة أو بلاستيكات ذات درجة هندسية متقدمة
- كميات تتراوح بين قطعة واحدة وعدة آلاف قطعة
- قدرة التكرار السريع في التصميم
- هندسات معقدة تحتوي على ميزات دقيقة
- تشطيبات سطح ممتازة تلبي المتطلبات الوظيفية أو الجمالية
مطابقة طرق التصنيع مع متطلبات المشروع
والآن دعونا نعكس المنظور. في أي الحالات تتفوق الطرق البديلة على التصنيع باستخدام الحاسب الآلي (CNC)؟ إن الإرشادات الصريحة حول هذه السيناريوهات توفر لك المال وتساعد في إدخال المنتجات إلى السوق بشكل أسرع.
يتفوق الطباعة ثلاثية الأبعاد في التعقيد والسرعة. عندما تتضمن تصميماتك أشكالاً عضويةً أو قنوات داخليةً أو هندساتٍ تتطلب تصنيعاً مكثفاً من عدة إعدادات، فإن التصنيع الإضافي (Additive Manufacturing) غالباً ما يكون الخيار الأمثل. وتُنتج الطباعة ثلاثية الأبعاد الأجزاء خلال ٢–٧ أيام دون أي تكلفة لصنع القوالب — وهي مثالية للنماذج الأولية السريعة والتحقق من التصميم. ومع ذلك، وبمرور الوقت... ملاحظات جيزموسبرينغ تصبح الطباعة ثلاثية الأبعاد مكلفةً بالنسبة للأجزاء الكبيرة، وتوفر خيارات محدودة من المواد مقارنةً بالتشكيـل الآلي.
يُهيمن صب الحقن على إنتاج البلاستيك بكميات كبيرة. وبمجرد أن تبدأ في إنتاج ١٠٬٠٠٠ قطعة بلاستيكية متطابقة فأكثر، تصبح الجدوى الاقتصادية لعملية صب الحقن جذّابةً للغاية. فتُوزَّع تكلفة الاستثمار العالية في القوالب (من ٣٬٠٠٠ إلى أكثر من ١٠٠٬٠٠٠ دولار أمريكي) على الحجم الكبير للإنتاج، ما يؤدي إلى خفض التكلفة لكل وحدة بشكل كبير مقارنةً بما يمكن تحقيقه عبر التشكيـل الآلي. أما فترة التسليم الأولية للقوالب، التي تتراوح بين ٢٠ و٦٠ يومًا، فهي الثمن الذي يُدفع مقابل الكفاءة التكلفة على المدى الطويل.
يُعد الصب مناسبًا للأجزاء المعدنية المعقدة عند الإنتاج بكميات كبيرة. وبالنسبة للهندسات المعدنية المعقدة في الكميات المتوسطة إلى الكبيرة، قد يثبت أن الصب الاستثماري أو الصب بالقالب المعدني أكثر اقتصاديةً من تشكيـل كل ميزةٍ آليًّا. ويتم عادةً إخضاع العديد من الأجزاء المصبوبة لعمليات تشكيـل آلي نهائية على الأسطح الحرجة — مما يجمع بين كفاءة عملية الصب ودقة التشكيـل الآلي حيثما كانت هذه الدقة ضروريةً للغاية.
يتعامل تصنيع صفائح المعادن بكفاءة مع الغلاف الخارجي والدعامات. عندما يتضمن تصميمك أشكالًا مسطحة تُثني لتصبح هياكل ثلاثية الأبعاد — مثل الغلاف الخارجي، والدعائم، ومكونات الهيكل — فإن عمليات ثقب الصفائح المعدنية وثقب المعادن غالبًا ما تُثبت أنها أسرع وأكثر اقتصادية من التشغيل الآلي للمواد الصلبة. وتؤدي عمليات الصفائح المعدنية إلى هدر أقل في المواد، كما أنها تتعامل بكفاءة أعلى مع الأشكال ذات الجدران الرقيقة.
| الطريقة | الأنسب لـ | نطاق الحجم | خيارات المواد | الوقت القياسي المطلوب |
|---|---|---|---|---|
| تصنيع باستخدام الحاسب الآلي CNC | أجزاء دقيقة، وتسامحات ضيقة، ومعادن، وبلاستيكيات هندسية، ونماذج أولية وإنتاج تام | من قطعة واحدة إلى ٥٬٠٠٠ قطعة | الأوسع نطاقًا: أكثر من ١٠٠ معدن وبلاستيك ومادة مركبة | 7–14 يومًا |
| الطباعة ثلاثية الأبعاد (SLS/MJF) | هندسات معقدة، ونماذج أولية سريعة، وأشكال عضوية، وميزات داخلية | من قطعة واحدة إلى ١٬٠٠٠ قطعة | محدودة: ٥–١٥ بلاستيكًا هندسيًّا | 2–7 أيام |
| حقن القالب | أجزاء بلاستيكية لإنتاج كميات كبيرة، وجودة متسقة، وأشكال معقدة | من ١٬٠٠٠ إلى مليون قطعة فأكثر | واسعة جدًّا: أكثر من ١٬٠٠٠ مادة حرارية بلاستيكية | ١٥–٦٠ يومًا (تشمل صناعة القوالب) |
| الصب | هندسة معقدة للأجزاء المعدنية، وكميات متوسطة إلى عالية، وأجزاء كبيرة الحجم | من ١٠٠ إلى ١٠٠٬٠٠٠ قطعة فأكثر | الألومنيوم، والزنك، والفولاذ، وسبائك البرونز | ٢٠–٤٥ يومًا |
| تصنيع الصفائح المعدنية | الغلاف الخارجي، والدعائم، وهيكل الجهاز، والأجزاء ذات الجدران الرقيقة | من قطعة واحدة إلى ١٠٬٠٠٠ قطعة فأكثر | الصلب، الألومنيوم، الفولاذ المقاوم للصدأ، النحاس | 5–15 يومًا |
اتخاذ القرار الصحيح لتطبيقك
يتمحور إطار اتخاذ القرار حول أربعة عوامل رئيسية: متطلبات الدقة، واحتياجات المادة، وتوقعات الكمية، والقيود الزمنية.
ابدأ بالدقة. إذا كانت التحملات المسموح بها قياسية (±٠٫٢٥ مم أو أقل دقةً) وكانت الحاجة تتجه نحو أجزاء بلاستيكية بكميات كبيرة، فإن قولبة الحقن تكون على الأرجح الخيار الأمثل. أما إذا كانت الحاجة تتطلب تحملات ±٠٫٠٥ مم أو أكثر دقةً في المكونات المعدنية، فإن التشغيل الآلي باستخدام الحاسب (CNC) هو الحل المناسب.
فكّر في أحجامك بشكل واقعي. تبدأ العديد من المشاريع بكميات أولية تجريبية (بروتوتايب)، ثم تتوسّع تدريجيًّا إلى الإنتاج بكميات منخفضة، ثم قد تصل في النهاية إلى التصنيع بكميات كبيرة. وأفضل نهجٍ غالبًا ما يشمل استخدام الطباعة ثلاثية الأبعاد للمفاهيم الأولية، والتصنيع باستخدام الحاسب الآلي (CNC) للنماذج الوظيفية والإنتاج المبكر، والقولبة بالحقن بعد أن تبرِّر الطلبَ استثمارَ تكلفة القوالب.
خُذْ متطلبات المواد في الاعتبار. تشير الحاجة إلى معادن عالية القوة، أو سبائك متخصصة، أو بلاستيكات هندسية تتطلّب درجات معيّنة إلى أن التصنيع باستخدام الحاسب الآلي (CNC) هو الخيار الأنسب. أما البلاستيكات الحرارية القياسية عند الإنتاج بكميات كبيرة فتفضّل عمليّة القولبة بالحقن. أمّا الأشكال الهندسية المعقدة المصنوعة من خيارات محدودة من البلاستيك فهي مناسبة جدًّا للطباعة ثلاثية الأبعاد.
بالنسبة للتطبيقات automotive التي تتطلّب مكونات ذات تحمل عالي الدقة، أو تجميعات هيكل معقدة، أو بطانات معدنية مخصصة، فإن خدمات التصنيع الدقيق باستخدام الحاسب الآلي (CNC) تثبت قيمتها بشكلٍ خاص. وتتضمن المرافق مثل تكنولوجيا المعادن شاوي يي تقدم ضوابط الجودة المدعومة بواسطة SPC ضمانًا للاتساق عبر دفعات الإنتاج المختلفة—وهو عامل تميّزٍ مهمٌّ في المواصفات automotive الصارمة، حيث يجب أن تفي كل مكوّنٍ بالمعايير الدقيقة جدًّا.
غالبًا ما يُحقِّق النهج الهجين أفضل النتائج: استخدم الطباعة ثلاثية الأبعاد لإثبات المفهوم بسرعة، واستخدم التشغيل الآلي باستخدام آلات التحكم العددي (CNC) لتصنيع النماذج الأولية الدقيقة والإنتاج المبكِّر، ثم انتقل إلى صب الحقن عندما تبرِّر الكميات المستهدفة الاستثمار في قوالب التصنيع.
وتذكَّر أن هذه الطرق ليست متنافيةً بعضها مع بعض. فكثيرٌ من المنتجات الناجحة تستخدم عمليات تصنيع متعددة—مثل تشغيل الميزات الدقيقة آليًّا، بينما تُصبّ أو تُحقن الأجزاء الأقل أهميةً من حيث الدقة. والهدف ليس إيجاد عملية واحدة «أفضل»، بل هو مطابقة كل ميزةٍ وكل مرحلةٍ من مراحل منتجك مع الطريقة المثلى المناسبة لها.
وبفهمك كلاً من نقاط القوة في التشغيل الآلي المخصص والمزايا المشروعة للطرق البديلة، تكون بذلك في وضعٍ ممتازٍ لاتخاذ قرارات تصنيعٍ تُحسِّن التكلفة والجودة والجدول الزمني وفقًا لمتطلباتك المحددة.
الأسئلة الشائعة حول ورش تصنيع القطع المخصصة
١. ما هي ورشة تصنيع القطع المخصصة، وكيف تختلف عن التصنيع القياسي؟
ورشة تصنيع القطع المخصصة هي منشأة متخصصة تُنتج أجزاءً مُصمَّمة بدقة وفقًا للمواصفات الدقيقة التي يحددها العميل، بدلًا من إنتاج مكونات قياسية بشكل جماعي. وعلى عكس المصانع التصنيعية التقليدية التي تُحسَّن لأجل إنتاج كميات كبيرة من العناصر المتطابقة، فإن الورش المخصصة تستثمر في معدات التحكم العددي بالحاسوب (CNC) المتقدمة القادرة على تحقيق تحملات دقيقة جدًّا تصل إلى ±٠٫٠٠٠١ بوصة، وتُوظِّف مشغِّلين مهرة يمتلكون فهمًا عميقًا لخصائص المواد المعقدة، وتقدِّم إمكانية إنتاج مرنة تشمل تصنيع نموذج أولي واحد أو دفعات إنتاجية. ويُركِّز هذا النهج على التعقيد والخصوصية، ما يجعله مثاليًّا لمعدات الطيران والفضاء، والأجهزة الطبية، والآلات الصناعية التي تتطلب مكونات دقيقة غير متوفرة في السوق.
٢. كيف أختار بين التشغيل بالطحن باستخدام الحاسوب (CNC Milling) والتشغيل بالحيك باستخدام الحاسوب (CNC Turning) لمشروعي؟
يعتمد الاختيار على هندسة القطعة المطلوب تصنيعها. ففي عملية التدوير باستخدام الحاسب الآلي (CNC turning)، تدور قطعة العمل بينما يظل الأداة ثابتة لتشكيلها، وهي طريقة مثالية للقطع الأسطوانية أو الدائرية مثل المحاور والبطانات والحلقات، وغالبًا ما تُنجز هذه المهمة بسرعة أكبر وبتكلفة أقل. أما في عملية الطحن باستخدام الحاسب الآلي (CNC milling)، فتبقى قطعة العمل ثابتة بينما تتحرك أدوات القطع الدوارة عبر محاور متعددة، مما يجعلها متفوّقة في تصنيع الأشكال الهندسية المعقدة والأسطح المستوية والجيوب والContours ثلاثية الأبعاد الدقيقة. فإذا كانت قطعتك ذات مقطع دائري وميزات متناظرة، فاختر عملية التدوير. أما إذا كانت قطعتك ذات أشكال غير منتظمة أو ميزات متعددة الجوانب أو جيوب معقدة، فالطحن هو الحل الأمثل. وتستخدم العديد من المرافق المتقدمة حاليًّا مراكز مزدوجة الوظيفة (mill-turn centers) التي تجمع بين كلا العمليتين لإتمام الإنتاج الكامل في إعداد واحد فقط.
٣. ما المواد التي يمكن لمصانع التشغيل الآلي المخصصة التعامل معها؟
تعمل ورش التشغيل المخصصة مع عشرات المواد التي تشمل المعادن والبلاستيكات الهندسية والسبائك الخاصة. ومن المعادن الشائعة سبائك الألومنيوم (6061، 7075، 5083)، والفولاذ المقاوم للصدأ (304، 316، 17-4)، والبرونز، والنحاس الأصفر، والتيتانيوم. أما البلاستيكات الهندسية فتتراوح بين مادة البولي أوكسي ميثيلين (POM) أو ما يُعرف بـ «ديلرين» المستخدمة في التروس الدقيقة، ومادة البولي إثير إيثر كيتون (PEEK) المستخدمة في التطبيقات عالية الأداء، بالإضافة إلى النايلون، والبولي كربونات، والأكريليك. ويؤثر اختيار المادة في مقاومة الشد، والوزن، ومقاومة التآكل، وسهولة التشغيل الآلي، والتكلفة. وتتطلب تطبيقات قطاع الطيران عادةً ألومنيوم 7075 أو تيتانيوم، بينما تحتاج الأجهزة الطبية إلى فولاذ مقاوم للصدأ حيوي أو مادة PEEK، أما مكونات قطاع السيارات فتوازن بين الأداء والتكلفة باستخدام ألومنيوم 6061 وسبائك الصلب.
٤. كيف تؤثر مواصفات التحمل على تكاليف التشغيل المخصص؟
تؤثر مواصفات التحمل مباشرةً على صعوبة التصنيع وتكلفة المشروع. وتمثل التحملات القياسية البالغة ±٠٫٢٥ مم (±٠٫٠١٠ بوصة) الحد الأدنى الأكثر اقتصاديةً لجميع المكونات العامة. أما التحملات الدقيقة البالغة ±٠٫٠٥ مم (±٠٫٠٠٢ بوصة) الخاصة بالأجزاء المتداخلة والمحامل فقد تؤدي إلى زيادة التكاليف بنسبة ٥٠–١٠٠٪. وفي المقابل، قد تتسبب التحملات فائقة الدقة البالغة ±٠٫٠١٢٥ مم (±٠٫٠٠٠٥ بوصة) الخاصة بالغرسات الطبية أو المكونات البصرية في مضاعفة التكاليف أو حتى ثلاثة أضعافها. وغالبًا ما تتطلب المواصفات الأضيق عمليات ثانوية مثل الطحن، والمعدات المتخصصة، والبيئات الخاضعة للتحكم في درجة الحرارة، ومراقبة الجودة المُعزَّزة. والمفتاح هنا هو تحديد أضخم تحمُّل ممكن يضمن الأداء السليم — مع الاحتفاظ بالتحملات الضيقة فقط للميزات الحرجة مثل الأسطح المتداخلة ومقاسات المحامل.
٥. ما الشهادات التي ينبغي أن أبحث عنها عند اختيار ورشة تشغيل مخصصة؟
تطابق الشهادات مع متطلبات قطاعك. توفر شهادة ISO 9001 أساساً لإدارة الجودة مناسباً للتصنيع العام. وتُعد شهادة AS9100D إلزاميةً للتطبيقات الجوية، وتكفل مكوناتٍ صالحةً للطيران مع إمكانية التتبع الكامل. أما شهادة IATF 16949 فهي مخصصة لسلاسل التوريد في قطاع السيارات، وتركّز على الاتساق في الإنتاج بكميات كبيرة والتحكم الإحصائي في العمليات (SPC). وتُنظّم شهادة ISO 13485 تصنيع الأجهزة الطبية مع التركيز على ضوابط التصميم وسلامة المريض. وتوفّر شهادة NADCAP اعتماداً خاصاً بالعمليات في مجالات المعالجة الحرارية والمعالجة الكيميائية للقطاع الجوي. وتُظهر المرافق الحاصلة على شهادات مثل شركة Shaoyi Metal Technology، التي تمتلك شهادة IATF 16949، عملياتٍ موثَّقةً وقدراتٍ مُحقَّقةً وضوابط جودةٍ مدعومةٍ بالتحكم الإحصائي في العمليات (SPC)، ما يضمن اتساق جودة القطع المصنَّعة.