 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

أسرار ورش التشغيل باستخدام ماكينات التحكم العددي (CNC) والخدمات المرتبطة بها: ما لا يُخبرك به أحد عند شرائك لأول مرة

ما الذي تشمله ورشة التشغيل الآلي (CNC) والخدمة المقدمة فعليًّا
هل سبق لك أن مشيتَ بجانب منشأة تصنيعٍ وتساءلتَ عمّا يحدث داخلها فعليًّا؟ وعندما تسمع عبارة «ورشة تشغيل آلي (CNC) وخدمة مرتبطة بها»، فقد تتخيل صفوفًا من الآلات الغامضة التي تهمس أثناء عملها — لكن ما المقصود فعليًّا بهذه العبارة بالنسبة لشخص يحتاج إلى إنتاج قطع غيار؟
إليك الإجابة المباشرة: ورشة التشغيل الآلي (CNC) هي منشأة متخصصة تستخدم آلات خاضعة للتحكم الحاسوبي لـ تصنيع مكونات دقيقة من المواد الأولية مثل المعادن والبلاستيك أو المواد المركبة. أما الجزء المتعلق «بالخدمة» فيمتدُّ بعيدًا جدًّا عن مجرد قطع المادة — بل يشمل كل شيء بدءًا من التشغيل الآلي المخصص وتصنيع النماذج الأولية (Prototyping)، ووصولًا إلى صيانة المعدات وإصلاحها ومعايرتها، بل وحتى تدريب المشغلين.
ما الذي يميِّز ورشة التشغيل الآلي (CNC) عن التصنيع العام
فكّر في منشأة التصنيع العامة على أنها متجر كبير - فهي تتعامل مع مجموعة واسعة من احتياجات الإنتاج. أما ورشة التشغيل بالتحكم العددي الحاسوبي (CNC)، فتُشبه أكثر من ذلك متجر تخصصي يركّز بالكامل على عمليات التشغيل الدقيقة.
ما الفرق الجوهري؟ إنها تقنية التحكم العددي الحاسوبي (CNC). فعلى عكس التشغيل التقليدي الذي يتطلب تشغيلًا يدويًّا لكل عملية قطع، فإن آلات التحكم العددي الحاسوبي تتبع تعليمات مبرمَجة لأتمتة عمليات القطع والحفر والطحن والتشكيـل الدوراني. وفقًا لـ شركة كريمين المحدودة (Kremin Inc.) ، فإن هذه الأتمتة تضمن «جودةً فائقةً، وتكرارًا دقيقًا، وكفاءةً تكلّفيةً» لا يمكن للعمليات اليدوية أن تصل إليها أبدًا.
غالبًا ما تؤدي عمليات البحث عن «ورش تشغيل بالتحكم العددي الحاسوبي قريبة مني» إلى هذه المرافق المتخصصة، لأنها تقدّم ما لا تستطيع المنشآت التصنيعية العامة عادةً تقديمه: تحملات دقيقة تقاس بالميكرونات (أي جزء من ألف ملمتر)، والقدرة على إنتاج أجزاء متطابقة مرارًا وتكرارًا دون أي تباين.
شرح شامل لطيفـة خدمات التشغيل بالتحكم العددي الحاسوبي (CNC)
عندما تبحث عن ورش تصنيع قريبة مني، فإن فهم النطاق الكامل للخدمات المتاحة يساعدك في طرح الأسئلة المناسبة. وتقدِّم مرافق التصنيع باستخدام الحاسوب (CNC) الحديثة عادةً ما هو أكثر بكثير من التشغيل الآلي الأساسي.
الخدمات الأساسية للتشغيل الآلي:
- تصنيع باستخدام الحاسوب CNC - يستخدم أدوات قطع دوارة لإزالة المادة، وهو مثالي للأشكال المعقدة والأسطح المسطحة
- التشغيل الآلي بالحفر/التشكيـل على المخرطة - يدوّر القطعة المراد تشغيلها مقابل أدوات القطع، وهو مثالي للمكونات الأسطوانية
- معالجة متعددة المحاور - تُنشئ الآلات ذات المحاور الخمسة أشكالًا هندسية معقدة جدًّا في إعداد واحد، مما يقلل من وقت الإنتاج
- تصنيع الكهرباء المنبعثة (EDM) - تُنشئ أشكالًا معقدة وتفاصيل دقيقة يصعب تحقيقها باستخدام طرق القطع التقليدية
خدمات التصميم والتطوير:
- دعم أنظمة التصميم بمساعدة الحاسوب (CAD) وتصنيع بمساعدة الحاسوب (CAM) - استلام ومعالجة ملفات التصاميم التي تم إنشاؤها بواسطة الحاسوب
- تطوير النماذج الأولية - إنتاج كميات صغيرة لأغراض الاختبار قبل الإنتاج الكامل
- الهندسة العكسية - إعادة إنتاج الأجزاء الموجودة حاليًّا عندما لا تكون التصاميم الأصلية متوفرة
- المساعدة في التصميم - المساعدة في تحسين الأجزاء من حيث قابلية التصنيع والكفاءة التكلفة
التشطيب والعمليات الثانوية:
- التشطيب السطحي - الأكسدة الكهربائية، والتلدين الكهربائي، والطلاء بالدهان، والطلاء بالبودرة
- معالجة حرارية - إزالة الإجهادات، والتقوية، وعملية التلدين
- فحص الجودة - التحقق من الدقة وتوثيقها باستخدام جهاز قياس الإحداثيات (CMM)
- خدمات التجميع - دمج مكونات متعددة في تجميعات نهائية
هل يبدو الأمر معقَّدًا؟ قد يكون كذلك — لكن هذا بالضبط سبب اعتماد ورش CNC الموثوقة على محترفين مؤهلين، ومنهم برمجيو CNC، ومشغلو الآلات، ومختصو ضبط الجودة، والمهندسين الذين يحوِّلون متطلبات مشروعك إلى أجزاء جاهزة. وبصفتك مشتريًا لأول مرة، لستَ بحاجةٍ إلى فهم كل التفاصيل الفنية. بل تحتاج فقط إلى أن تدرك أن شريك خدمة CNC ذا جودة عالية سيُرشدك خلال العملية وسيوصي بالنهج الأنسب لتطبيقك المحدَّد.

المعايير الفنية والشهادات المعتمدة: تفسير مبسَّط
لقد وجدتَ ماكينة CNC قريبة مني يبدو ذلك واعداً. وتعرض موقعهم الإلكتروني شارات اعتماد مُثيرة للإعجاب — مثل ISO 9001، وAS9100D، وIATF 16949. لكن ما المقصود فعلياً بهذه الرموز الاختصارية بالنسبة لمشروعك؟ وهل يجب أن تشعر بالإعجاب أم بالقلق عندما تُقدّم ورشة تصنيع تحملات بقيمة ±0.001 بوصة؟
دعنا نتخطى المصطلحات الفنية المعقدة ونوضّح ما تعنيه هذه المواصفات فعلاً لأجزاء مشروعك.
فهم مواصفات التحمل بلغة بسيطة
تخيل أنك بحاجة إلى عمود يدخل بدقة داخل محمل. فإذا كان العمود كبيراً جداً، فلن يدخل. وإذا كان صغيراً جداً، فإنه سيهتز. أما التحمل فيحدد بدقة مدى التباين المسموح به عن البُعد المثالي.
وهذا هو كيفية تطبيق التحمل عملياً:
- التحملات القياسية (±0.005 بوصة أو ±0.127 مم) - مناسبة لمعظم الأجزاء العامة التي لا تتطلب دقة متناهية في التركيب. كأمثلة: الدعامات، والغلاف الخارجي، أو المكونات الزخرفية.
- التحملات الدقيقة (±0.001 بوصة إلى ±0.002 بوصة أو ±0.025 مم إلى ±0.05 مم) - مطلوب عندما يجب أن تناسب الأجزاء بعضها بدقة. وشائع في التجميعات الميكانيكية، والتروس، والمكونات الوظيفية.
- تسامح فائق الدقة (±٠٫٠٠٠٥ بوصة أو ±٠٫٠١٢٧ مم وأضيق من ذلك) - يُحتَفَظ به لتطبيقات الطيران والفضاء، والأجهزة الطبية، والتطبيقات البصرية، حيث تؤثر التغيرات المجهرية بشكلٍ بالغ الأهمية.
لماذا يهمك هذا؟ تتطلب التسامحات الأضيق معدات أكثر تطورًا، وسرعات تشغيل أبطأ، وفحوصات جودة إضافية — وكل ذلك يؤدي إلى ارتفاع التكلفة. ويجب أن يساعدك أي ورشة ماكينات موثوقة في باتون روج أو في أي مكان آخر على تحديد التسامح الذي تحتاجه فعليًّا، بدلًا من الافتراض تلقائيًّا بأقصى درجة تسامح ممكنة (وهي الأعلى تكلفة).
عند مناقشة مشاريعك مع ورش العمل المحتملة، اطرح هذا السؤال البسيط: "ما التسامح الذي يمكنكم ضمانه باستمرار، وكيف تتحققون منه؟" وتستخدم المرافق عالية الجودة آلات قياس الإحداثيات (CMMs) والضوابط الإحصائية لعمليات التصنيع للتحقق من الأبعاد — وليس الفحص البصري فقط.
ما المقصود فعليًّا بالشهادات الصناعية بالنسبة لمشروعك
إن شارات الاعتماد ليست مجرد زخارف تسويقية. بل إنها تمثل أنظمة مُوثَّقة لمنع الأخطاء، وتتبع الجودة، وتحسين العمليات بشكل مستمر. ومع ذلك، فإن كل شهادة اعتماد تخدم غرضًا مختلفًا.
ووفقًا لشركة كيمتيك (Qimtek)، فإن معيار ISO 9001 هو «على الأرجح المعيار التصنيعي الأكثر شيوعًا»، ويطلب من الشركات «اعتماد منهجية قائمة على العمليات، بالإضافة إلى تحليل أي أخطاء تحدث تحليلًا دقيقًا فور حدوثها.»
إليك ما تعنيه كل شهادة اعتماد رئيسية من الناحية العملية:
| شهادة | ما الذي يشمله | الصناعات المخدومة | الشروط الرئيسية |
|---|---|---|---|
| ISO 9001 | أنظمة إدارة الجودة العامة | جميع القطاعات — المعيار الأساسي | عمليات موثَّقة، وتحليل للأخطاء، وأنظمة لجمع آراء العملاء، وتحسين مستمر |
| AS9100D | إدارة جودة الطيران والفضاء | مكونات قطاع الطيران والفضاء والدفاع | متطلبات معيار ISO 9001 بالإضافة إلى بروتوكولات السلامة، وإمكانية التتبع، والتدقيق الدوري، وإدارة المخاطر |
| IATF 16949 | إدارة جودة السيارات | مصنِّعو سلسلة التوريد في قطاع السيارات | متطلبات معيار ISO 9001 بالإضافة إلى الوقاية من العيوب، وضوابط المراقبة الإحصائية للعمليات (SPC)، وتوثيق إجراءات التأهيل الأولي للقطع (PPAP)، وتحليل طرق وآثار الفشل (FMEA) |
| ISO 13485 | نظام إدارة جودة الأجهزة الطبية | الأجهزة الطبية وقطاع الرعاية الصحية | إمكانية التتبع الكامل، والتحكم في التصميم، وإدارة المخاطر، والامتثال التنظيمي |
نقطة جوهرية يغفل عنها العديد من المشترين: يُبنى معيار IATF 16949 على معيار ISO 9001 من خلال إدخال متطلبات محددة لقطاع صناعة السيارات. وكما توضح مؤسسة NSF: "لا يمكن تحقيق شهادة IATF 16949 دون الوفاء بمعايير ISO 9001." وهذا يعني أن المنشأة الحاصلة على شهادة IATF قد أثبتت بالفعل كفاءتها العامة في مجال الجودة قبل تبنيها البروتوكولات الخاصة بصناعة السيارات.
وبالنسبة للتطبيقات الخاصة بصناعة السيارات تحديدًا، يشترط معيار IATF 16949 أن تستخدم المنشآت أدوات متخصصة تشمل ما يلي:
- رقابة العملية الإحصائية (SPC) - الرصد الفوري لعمليات التشغيل الآلي لاكتشاف أي انحرافات قبل أن تتحول إلى عيوب
- تحليل وضع الفشل وأثره (FMEA) - التعرف المنظم على ما قد ي malfunction وسبل الوقاية منه
- عملية موافقة القطع الإنتاجية (PPAP) - إثبات موثَّقٌ بأن المنشأة قادرة باستمرار على إنتاج قطع تتوافق مع مواصفاتك
إذن، ما المقصود بهذا عند تقييم ورش العمل؟ إذا كنت تشتري قطع الغيار لتطبيقات السيارات، فإن امتلاك المرفق لشهادة اعتماد IATF 16949 ليس خيارًا اختياريًّا — بل هو شرطٌ مطلوبٌ على الأرجح من قِبل عميلك. أما بالنسبة لأعمال الطيران والفضاء، فتُعد شهادة الاعتماد AS9100D ضرورية بنفس القدر. وفي التطبيقات الصناعية العامة، توفر شهادة ISO 9001 ضمانًا لإدارة الجودة وفق منهجية منظمة.
الخلاصة: لا تكتفِ بالبحث عن الشارات أو الشهادات فقط. اسأل ورش العمل المحتملة كيف تؤثر شهادتها المعتمدة على مشروعك المحدد — وانتبه جيدًا لأولئك الذين يستطيعون شرح الفوائد العملية بدلًا من ترديد عبارات التسويق فقط.
الاختيار بين خدمات التشغيل الآلي بالقطع (CNC) بالطحن، والتشكيـل بالدوران، والتفريغ الكهربائي (EDM)
أصبحت الآن تدرك مفاهيم التحملات والشهادات. لكن السؤال الذي يُربك معظم المشترين الجدد هو: أي عملية تشغيل آلي (CNC) ينبغي أن تطلبها فعليًّا؟ هل يجب أن تُصنع قطعتك بالطحن أم بالتشكيـل بالدوران؟ ومتى يكون استخدام التفريغ الكهربائي (EDM) منطقيًّا؟ إن الاختيار الخاطئ للعملية لا يؤدي فقط إلى هدر المال، بل قد ينتج عنه قطعٌ لا تتوافق مع مواصفاتك.
والخبر السار؟ لست بحاجة إلى شهادة هندسية لاتخاذ قرارات ذكية إن فهم بعض المبادئ الأساسية سيساعدك على طرح الأسئلة الصحيحة وتقييم التوصيات من أي خدمات لماكينات CNC بالقرب منك.
مطابقة مشروعك مع عملية CNC المناسبة
ابدأ بفحص هندسة القطعة. وفقًا لدليل مقارنة عمليات التصنيع من RapidDirect، "بالنسبة للقطع الأسطوانية في الغالب، يُعد الخراطة باستخدام الحاسوب (CNC) خيارًا مناسبًا. أما القطع المعقدة والمنشورية التي تحتوي على تجاويف أو انحناءات، فيُفضل استخدام الطحن باستخدام الحاسوب (CNC)".
إليك كيفية عمل كل عملية رئيسية ومتى يجب اختيارها:
التصنيع باستخدام الحاسوب (CNC) بالحفر: تخيل أداة قطع دوارة تتحرك فوق كتلة ثابتة من المادة، تنحت طبقات منها لتكشف عن القطعة المطلوبة. تبقى قطعة العمل ثابتة بينما تتحرك الأداة على طول محاور متعددة (س، ص، ع - وأحيانًا أكثر).
- الأفضل لـ: أسطح مستوية، وجيوب، وفتحات، وميزات مائلة، وخطوط ثلاثية الأبعاد معقدة
- يفكر: الهياكل، والأقواس، ومكونات المحرك، واللوحات المخصصة ذات الميزات المتعددة
- المزايا: متعدد الاستخدامات للغاية — يتعامل مع كل شيء بدءًا من الحفر البسيط إلى الأشكال النحتية الدقيقة
تشغيل باستخدام CNC: تصوروا نهجًا عكسيًا: حيث يدور المادة بسرعة عالية بينما تشكل أداة قطع ثابتة سطحها. ويؤدي هذا إلى إنتاج أجزاء دائرية متناظرة بكفاءة.
- الأفضل لـ: الأجزاء الأسطوانية، والمحاور، والقضبان، والبطانات، والمكونات ذات الخيوط
- يفكر: الدبابيس، والعجلات المرنة (البكرات)، وأسطوانات الهيدروليك، والمحاور، وأي جزء يتمتع بالتناظر الدوراني
- المزايا: أسرع من التفريز وأقل تكلفةً في تصنيع الأجزاء الدائرية
التجويف الكهربائي (EDM): تستخدم هذه العملية شرارات كهربائية لتآكل المادة بدلًا من قصها. وبما أن هناك عدم اتصال فيزيائي بين الأداة وقطعة العمل، فإنه يمكن إنشاء أشكالٍ مستحيلة التحقيق باستخدام عمليات القطع التقليدية.
- الأفضل لـ: المواد شديدة الصلادة، والميزات الداخلية المعقدة، والزوايا الحادة، والجدران الرقيقة
- يفكر: تجويفات قوالب الحقن، ومكونات الطيران والفضاء، والغرسات الطبية، والأدوات الدقيقة
- المزايا: تُشغِّل المواد المُصلَّبة التي قد تدمِّر أدوات القطع التقليدية
إليك مقارنة عملية لتوجيه قراركم:
| عملية CNC | أفضل التطبيقات | الدقة النموذجية | التوافق المادي | القيود |
|---|---|---|---|---|
| تصنيع باستخدام الحاسوب CNC | أجزاء من نوع البريزمات، وContours معقدة، وجيبات، وشقوق، ومكونات متعددة الملامح | ±0.001 بوصة إلى ±0.005 بوصة (±0.025 مم إلى ±0.127 مم) | الألومنيوم، والصلب، والتيتانيوم، والنحاس الأصفر، والبلاستيك، والمواد المركبة | أبطأ في تصنيع الأجزاء الأسطوانية البسيطة؛ وتزداد درجة تآكل الأداة مع ازدياد صلادة المعادن |
| CNC تدوير | الأجزاء الأسطوانية، والمحاور، والقضبان، والمكونات ذات الخيوط، والملامح المتماثلة | ±٠٫٠٠١ بوصة إلى ±٠٫٠٠٣ بوصة (±٠٫٠٢٥ مم إلى ±٠٫٠٧٦ مم) | معظم المعادن والبلاستيك؛ ممتازة لتصنيع القطع المأخوذة من قضبان المواد | لا يمكن إنتاج الملامح المسطحة أو الزاوية أو غير المتناظرة دون عمليات ثانوية |
| الـ EDM | المواد المُصلَّبة، والتجاويف المعقدة، والزوايا الداخلية الحادة، والأجزاء رقيقة الجدران | ±0.0001 بوصة إلى ±0.001 بوصة (±0.0025 مم إلى ±0.025 مم) | أي مادة موصلة للكهرباء، بما في ذلك فولاذ الأدوات المُصلَّب والسبائك الغريبة | عملية بطيئة؛ وتكاليف أعلى؛ وتعمل فقط على المواد الموصلة كهربائيًّا |
عندما تُحدث الخدمات المتخصصة الفارق
فهم الأوقات التي لا يكون فيها كل عملية مناسبة يوفر عليك الوقت ويمنع ارتكاب أخطاء مكلفة. وإليك التحليل الصادق:
لا تختار الطحن عندما:
- يكون جزءك أسطوانيًا في المقام الأول — فالتشكيـل الدوراني سيكون أسرع وأقل تكلفة
- تحتاج إلى تحملات ضيقة جدًّا على الميزات الداخلية في المواد المصلدة — فكر في استخدام التآكل الكهربائي (EDM) بدلًا من ذلك
- حجم الإنتاج مرتفعٌ للغاية وشكل الجزء بسيط — فقد تقدِّم عمليات أخرى اقتصاديات أفضل
لا تختار التشكيـل الدوراني عندما:
- يحتوي جزؤك على أسطح مسطحة أو جيوب أو ميزات غير متناظرة حول محور مركزي
- تحتاج إلى ثقوب مائلة أو شقوق جانبية أو ملامح ثلاثية الأبعاد معقدة
- يتطلب شكل الجزء الوصول إليه من اتجاهات متعددة
لا تختار التآكل الكهربائي (EDM) عندما:
- يمكن للطحن أو التشغيل القياسي تحقيق التحملات المطلوبة - حيث تكلفة التآكل الكهربائي (EDM) أعلى بكثير
- مادة القطعة غير موصلة كهربائيًا (مثل البلاستيك والسيراميك ومعظم المواد المركبة)
- الوقت المطلوب لإنهاء التصنيع حرجٌ جدًّا - لأن التآكل الكهربائي (EDM) يُزيل المادة بوتيرة أبطأ مقارنةً بالقطع التقليدي
وماذا عن التشغيل ثلاثي المحاور مقابل التشغيل خماسي المحاور؟ وفقًا لشركة RapidDirect، فإن الاختيار يعتمد على تعقيد القطعة. فماكينات التشغيل ثلاثية المحاور تحرك أداة القطع في ثلاثة اتجاهات خطية — وهي كافية لمعظم الأجزاء البسيطة التي تتوفر سطوحها للوصول إليها بسهولة. أما ماكينات التشغيل خماسية المحاور فتضيف حركتين دورانيتين، مما يسمح لأداة القطع بالاقتراب من قطعة العمل من أي زاوية تقريبًا.
ما التأثير العملي لذلك؟ إن التشغيل الآلي ذا الخمسة محاور يقلل من عمليات الإعداد، ويحسّن تشطيب الأسطح على الأجزاء ذات الأشكال المنحنية، ويجعل إنتاج أشكال هندسية مستحيلة التحقيق باستخدام معدات التشغيل الآلي ثلاثية المحاور. ومع ذلك، تشير شركة RapidDirect إلى أن التشغيل الآلي خماسي المحاور يتطلب «آلات باهظة الثمن، وبرمجيات متقدمة، وعاملين مدربين»، ما يعني ارتفاع التكاليف. أما بالنسبة للأجزاء البسيطة، فإن التشغيل الآلي ثلاثي المحاور يوفّر جودةً مكافئةً بتكلفة أقل.
عند تقييم أي ورشة آلات في باتون روج أو أي مزوِّد لخدمات التصنيع باستخدام الحاسوب (CNC)، اطرح هذه الأسئلة:
- "استنادًا إلى الشكل الهندسي لقطعتي، ما العملية التي توصي بها ولماذا؟"
- "ما البدائل المتاحة، وكيف تقارن من حيث التكلفة ومدة التسليم؟"
- "هل توجد تعديلات في التصميم يمكن أن تجعل تصنيع هذه القطعة أسهل؟"
إن ورشة العمل الجيدة لن تكتفي بقبول طلبك فقط، بل ستساعدك على فهم ما إذا كانت العملية المطلوبة تتناسب حقًّا مع احتياجاتك. وتزداد أهمية هذا النهج التعاوني أكثر فأكثر عند اختيار المواد، الأمر الذي يطرح بدوره مجموعةً خاصةً من المفاضلات التي يجب أخذها في الاعتبار.

دليل اختيار المواد لمشاريع التصنيع باستخدام الحاسب الآلي (CNC)
لقد حددت العملية المناسبة لتصنيع جزئك باستخدام ماكينات التحكم العددي (CNC). والآن تأتي مرحلة اتخاذ قرارٍ يؤثر مباشرةً على الأداء والمتانة والميزانية: أي مادة يجب أن تختارها؟ وهنا يشعر العديد من المشترين الجدد بالارتباك — وهي اللحظة التي تبرز فيها أهمية التعامل مع ورشة تصنيع دقيقة باستخدام ماكينات التحكم العددي (CNC) عالية الجودة.
والحقيقة هي أن اختيار المادة ليس مسألة العثور على «أفضل» خيارٍ متاح. بل هو العثور على الخيار الأنسب لتطبيقك المحدد. فقد تكون مادةٌ مثالية لمشروعٍ ما غير مناسبةٍ تمامًا لمشروعٍ آخر.
الخصائص المادية التي تهم تطبيقك فعليًّا
قبل الغوص في المواد المحددة، فكّر في الوظيفة الفعلية التي سيؤديها جزؤك. بروتولابس وفقًا لـ
العوامل الرئيسية التي يجب تقييمها تشمل:
- الأحمال الميكانيكية - هل سيحمل الجزء وزنًا، أم يقاوم الصدمات، أم يتحمل دورات إجهادٍ متكررة؟
- بيئة التشغيل - هل هناك تعرُّض لدرجات حرارة قصوى، أو الرطوبة، أو المواد الكيميائية؟
- الحساسية تجاه الوزن - هل يهم كل غرامٍ في الوزن، أم أن الكتلة غير ذات أهمية؟
- متطلبات السطح - هل المطلوب تشطيب زخرفي، أو مقاومة التآكل، أو أسطح تماس وظيفية؟
- حجم الإنتاج - هل الكميات مخصصة للنماذج الأولية، أم لإنتاج كميات كبيرة؟
وبعد تحديد هذه الأولويات، دعونا نستعرض أداء المواد الشائعة عبر فئات التطبيقات المختلفة.
التطبيقات الإنشائية والخاضعة لأحمال عالية:
- الفولاذ الكربوني - تمتلك نسبة ممتازة بين القوة والتكلفة؛ وهي مثالية للدعامات والإطارات والمكونات الحاملة للأحمال حيث لا توجد مخاوف تتعلق بالتآكل
- الفولاذ المقاوم للصدأ (304، 316) - تجمع بين القوة ومقاومة التآكل؛ وتُفضَّل في الأجزاء الإنشائية المعرَّضة للرطوبة أو المواد الكيميائية
- ألمنيوم 7075 - وفقًا لشركة وييرغ، فإن هذه السبيكة «إحدى أقوى السبائك، وتُستخدم في قطاع الفضاء والصناعات العسكرية وسباقات السيارات»، وتقدِّم قوةً تقارب قوة الفولاذ مع وزنٍ يبلغ نحو ثلث وزنه تقريبًا
التطبيقات الخفيفة الوزن والأداء العالي:
- ألمنيوم 6061 - سبيكة العمل الأساسية؛ تصفها شركة وييرغ بأنها "متعددة الاستخدامات للغاية، وذات مقاومة ميكانيكية جيدة، وقابلة للتشكل بسهولة ممتازة"، وهي مناسبة للعديد من القطاعات
- الألومنيوم 5052 - مقاومة متفوقة للتآكل في البيئات البحرية وخزانات الوقود
- سبائك التيتانيوم - أفضل أداء من حيث نسبة القوة إلى الوزن في تطبيقات الطيران والغرسات الطبية؛ وبتكلفة أعلى بكثير
التطبيقات في البيئات التآكلية:
- الفولاذ المقاوم للصدأ 316/316L - تشير شركة وييرغ إلى أن هذه الدرجات توفر "مقاومة ممتازة للتآكل، وهي مثالية للبيئات القاسية أو التطبيقات الغذائية والكيميائية"
- الألومنيوم (عام) - مقاومٌ للتآكل بشكل طبيعي بفضل طبقة أكسيد حامية تتكون على سطحه
- النحاس - مناسبٌ جدًا لأجزاء المعدات البحرية والمكونات الزخرفية؛ وهو مضادٌّ للميكروبات بشكل طبيعي
تطبيقات درجات الحرارة العالية:
- الفولاذ المقاوم للصدأ (الدرجات عالية النيكل) - يحافظ على قوته عند درجات الحرارة المرتفعة
- PEEK (Polyether Ether Ketone) - تحدّد شركة بروتولابس هذه المادة باعتبارها خيارًا شائعًا للتطبيقات البلاستيكية ذات درجات الحرارة العالية؛ فهي تتحمل التعرُّض المستمر لدرجة حرارة 480° فهرنهايت (250° مئوية)
- ألتم - بلاستيكي حراري عالي الأداء آخر مناسب للبيئات الحرارية الصعبة
التطبيقات الجمالية ومنخفضة الإجهاد:
- الألومنيوم (المكثَّف سطحيًّا) - يقبل التشطيبات اللونية بشكل استثنائي جيد؛ وخفيف الوزن ويمنح مظهرًا احترافيًّا
- الأسيتال (ديلرين) - بلاستيك أملس ومنخفض الاحتكاك، مثالي للمكونات الظاهرة والآليات
- ABS - بلاستيك اقتصادي التكلفة يُستخدم في أغلفة وأغطية ومكونات غير هيكلية
مقايضة التكلفة مقابل الأداء في اختيار المواد
إن قرار التصنيع بين الألومنيوم والصلب يوضح بشكل مثالي كيفية عمل المفاضلات في الواقع العملي.
ابدأ بالنظر إلى الوزن أولًا. ووفقًا لتحليل شركة وييرغ، فإن الألومنيوم «أخفُّ بثلاث مرات تقريبًا من الصلب». وهذه الفروقة حاسمةٌ في القطاعات التي يؤثر فيها الوزن تأثيرًا مباشرًا على الأداء — مثل كفاءة استهلاك الوقود في الطيران، والتسارع في المركبات، وسهولة الاستخدام الإنجوبيّة للمعدات المحمولة.
إلا أن الصلب يوفّر عمومًا مقاومةً ميكانيكيةً مطلقةً أعلى. وتوضّح وييرغ الفرق العملي: فالألومنيوم «أقلُّ صلابةً من الصلب، لكنه يتمتّع بنسبة ممتازة جدًّا بين القوة والوزن». والمقصود بذلك هو أن الصلب قادرٌ على تحمل أحمالٍ أثقل عند نفس الأبعاد الفيزيائية، بينما يستطيع الألومنيوم تحمل أحمالٍ مكافئةٍ باستخدام وزنٍ أقل، لكنه يتطلب أبعادًا أكبر.
تؤثر قابلية التشغيل الآلي على التكلفة بشكل كبير. فالألومنيوم يُشغَّل آليًّا بسرعة أكبر وبانحدار أقل في أدوات التشغيل، ما يعني خفض أسعار ورشة العمل وتحقيق وقت تسليم أسرع. أما الفولاذ فيتطلب أدوات تشغيل أكثر متانة وسرعات تشغيل أبطأ، وغالبًا ما يحتاج إلى سائل تبريد — مما يرفع التكلفة لكل جزء. ومع ذلك، فإن سعر المادة الخام الأقل للفولاذ قد يعوّض أحيانًا هذه الزيادات في تكاليف التشغيل الآلي للقطع البسيطة.
أما بالنسبة للبلاستيكيات، فتتغيّر عوامل الموازنة. فتوفر مادتا الـ ABS والأسيتال حلولًا اقتصاديةً للنماذج الأولية والتطبيقات ذات الإجهادات المنخفضة. أما مادة الـ PEEK فتوفر أداءً استثنائيًّا لكنها تكلّف أكثر بكثير — وهي تستحق التكلفة فقط عندما تتطلّب مقاومة الحرارة أو التوافق الكيميائي أو الخصائص الميكانيكية ذلك فعليًّا.
توصي شركة Protolabs باستخدام نفس الراتنج (المادة البلاستيكية) في النماذج الأولية المشغَّلة آليًّا كما في القطع الإنتاجية المُحقونة بالقالب، لضمان أن «يمكن اختبار النماذج الأولية وأن تؤدي أداءً مماثلًا لأداء القطع الإنتاجية».
خيارات التشطيب السطحي ومتى تكون ذات أهمية
التشطيب السطحي — الذي يُقاس بقيم Ra (متوسط الخشونة) — غالبًا ما يُهمَل حتى يتسبب في مشاكل. وإليك ما تعنيه مستويات التشطيب المختلفة عمليًّا:
- Ra 3.2 ميكرومتر (125 مايكرو إنش) — تشطيب آلي قياسي - آثار أدوات التصنيع مرئية؛ ويُقبل هذا المستوى على الأسطح غير الملامسة، والميزات الداخلية، والأجزاء التي ستُطلَى لاحقًا
- Ra 1.6 ميكرومتر (63 مايكرو إنش) — تشطيب آلي دقيق - مظهر أكثر نعومة؛ ومناسب لمعظم التجميعات الميكانيكية والمكونات الظاهرة
- Ra 0.8 ميكرومتر (32 مايكرو إنش) — تشطيب طحني دقيق - مطلوب للأسطح المانعة للتسرب، وأسطح المحاور الداعمة، والتجاويف المنزلقة الدقيقة
- Ra 0.4 ميكرومتر (16 مايكرو إنش) وأدق من ذلك - تشطيبات ملمَّعة تُستخدم في التطبيقات البصرية، والأجهزة الطبية، والأدوات عالية الدقة
تُوسّع المعالجات الثانوية الخيارات بشكل أكبر. وتلاحظ شركة بروتولابس أنه بالنسبة لسبائك الألومنيوم: «إن التأكسد الكهربائي يُفضَّل عند الحاجة إلى المتانة، في حين أن الطلاء الكروماتي يُعد خيارًا أفضل إذا كانت الأولوية تكمن في المظهر الجمالي». ويُكوّن التأكسد الكهربائي طبقة أكسيد صلبة مقاومة للخدوش وقابلة لامتصاص الألوان الصبغية. أما التحويل الكروماتي فيوفّر حمايةً ضد التآكل مع مظهرٍ مميّز.
عند تحديد التشطيبات، تذكّر أن المتطلبات الأكثر دقةً تؤدي إلى ارتفاع التكلفة. اسأل نفسك ما إذا كانت التطبيق يتطلب فعليًّا تشطيبًا بقيمة Ra 0.8 ميكرومتر، أم أن تشطيب Ra 1.6 ميكرومتر يوفّر أداءً وظيفيًّا مكافئًا. وسيساعدك مُرشدٌ متمكّن من مشاريع التصنيع باستخدام الحاسب الآلي (CNC) في تحديد المواضع التي تضيف فيها التشطيبات الدقيقة قيمةً حقيقيةً، مقابل المواضع التي لا تضيف فيها سوى تكلفة إضافية.
وبعد توضيح قرارات المادة والتشطيب، قد تتساءل كيف يقارن التصنيع باستخدام الحاسب الآلي (CNC) بالطرق التصنيعية الأخرى تمامًا. وتبيّن هذه المقارنة متى يوفّر التصنيع الدقيق القيمة الأفضل — ومتى تكون البدائل أكثر منطقية.
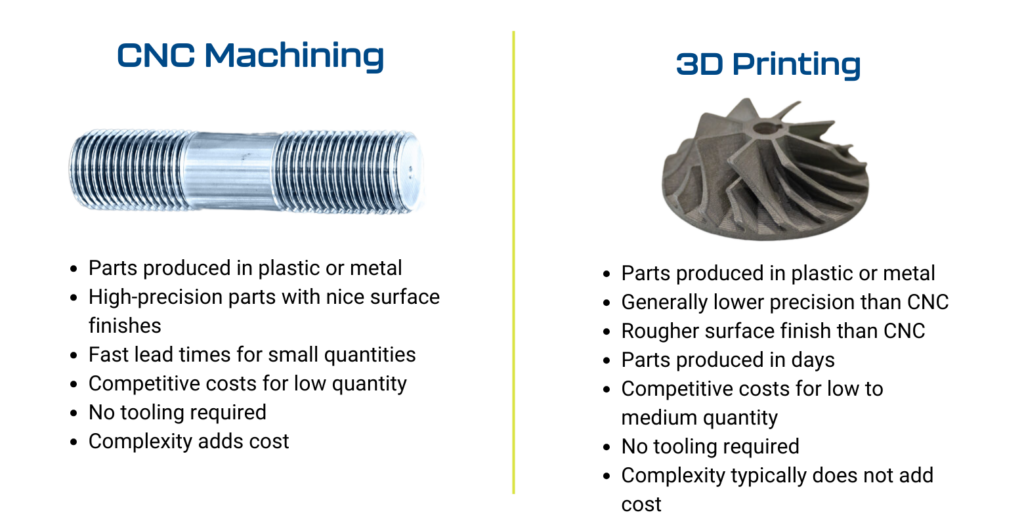
التصنيع باستخدام الحاسب الآلي مقابل الطباعة ثلاثية الأبعاد، والقولبة بالحقن، والصب
لقد اخترت المادة المناسبة وفهمت عمليات التصنيع باستخدام الحاسب الآلي. لكن هناك سؤالًا جديرًا بالطرح قبل الالتزام: هل يُعد التصنيع باستخدام الحاسب الآلي في الواقع الطريقة التصنيعية الأنسب لمشروعك؟ أحيانًا تكون الإجابة بنعم. وأحيانًا لا تكون كذلك فعليًّا.
معظم ورش التصنيع باستخدام الحاسب الآلي لن تُخبرك متى تكون الطرق البديلة أكثر منطقية — فهي في النهاية تعمل في مجال التصنيع باستخدام الحاسب الآلي. لكن فهم هذه المفاضلات يساعدك على اتخاذ قرارات أكثر ذكاءً وتجنب الأخطاء المكلفة. دعونا نفحص كيف يقارن التصنيع باستخدام الحاسب الآلي مع الطباعة ثلاثية الأبعاد، والقولبة بالحقن، والصب، وبصراحة تامة.
متى تكون عمليات التصنيع باستخدام الحاسب الآلي (CNC) أفضل من البدائل الأخرى؟
احتفظ التصنيع باستخدام الحاسب الآلي بموقعه المهيمن في التصنيع الدقيق لأسباب وجيهة. ووفقًا لشركة Northeast Precision CNC: «يوفِّر التصنيع باستخدام الحاسب الآلي دقةً فائقةً وتسامحاتٍ ضيقةً غالبًا ضمن حدود الميكرونات. وهذا يجعله مثاليًّا لإنتاج الأجزاء التي تتطلب دقةً عاليةً، مثل مكونات المحرك أو الغرسات الطبية.»
هنا حيث تتفوق عمليات التشغيل الآلي بالحاسوب (CNC) فعليًّا على الطرق البديلة:
الدقة والتحكم في التسامح: عندما تتطلب تطبيقاتك أبعادًا دقيقة جدًّا، فإن عمليات التشغيل الآلي بالحاسوب (CNC) تحقِّق ذلك. ووفقًا لـ The Steel Printers ، فإن عمليات التشغيل الآلي بالحاسوب (CNC) «قادرة على تحقيق تسامحٍ بمقدار ±٠٫٠٠١ مم — وهو ما يفوقُ بكثيرٍ كلاً من الصب والطباعة ثلاثية الأبعاد للمعادن.» ولا تقترب كلٌّ من الطباعة ثلاثية الأبعاد أو عملية الصب من هذه الدقة البُعدية دون إجراء عمليات تشغيل ثانوية.
مرونة المواد: تعمل آلات التشغيل الآلي بالحاسوب (CNC) مع أي مادة قابلة للتشغيل تقريبًا — المعادن، والبلاستيك، والخشب، والمواد المركَّبة. وتوضح شركة Northeast Precision CNC أن «آلات التشغيل الآلي بالحاسوب (CNC) يمكنها التعامل مع طائفة واسعة من المواد، بما في ذلك المعادن (الألومنيوم، والصلب، والتيتانيوم)، والبلاستيك، بل وحتى الخشب.» أما صب الحقن فيقيِّدك أساسًا بالبلاستيك، بينما تقدِّم الطباعة ثلاثية الأبعاد مجموعةً متناميةً لكنها لا تزال محدودةً من المواد.
سرعة الإنجاز للنماذج الأولية والكميات الصغيرة: هل تحتاج إلى قطع غيار بسرعة؟ لا تتطلب عمليات التشغيل بالتحكم العددي الحاسوبي (CNC) تطوير أدوات خاصة. وتوضح شركة The Steel Printers أن «الطباعة ثلاثية الأبعاد للمعادن هي أسرع طريقة» لإنتاج الدفعات الصغيرة، لكن عمليات التشغيل بالتحكم العددي الحاسوبي تليها عن كثب — وغالبًا ما تكون الخيار الأفضل عند أخذ متطلبات المعالجة اللاحقة في الاعتبار. وتضيف شركة Northeast Precision أن «بمجرد إعداد نموذج CAD وإنشاء رمز G-Code، يمكن للآلة أن تبدأ القطع فورًا تقريبًا.»
المرونة في التصميم دون الحاجة لاستثمار في أدوات التصنيع: إن إدخال التعديلات أمرٌ مباشرٌ وبسيط. فإذا احتاجت الأبعاد إلى ضبط، فيمكن للمُشغِّل تعديل رمز G-Code مباشرةً. وقارن ذلك بعملية الحقن بالقالب، حيث تشير شركة Northeast Precision إلى أنه «في حال إدخال أي تغيير على الجزء المطلوب، يلزم إدخال تغيير مماثل على القالب، مما يساهم أكثر في إطالة زمن التسليم.»
نوعية التشطيب السطحي: تتطلب الأسطح المصنعة عادةً معالجة لاحقة أقل مقارنةً بالأجزاء المسبوكة أو المطبوعة. ويلاحظ مصنعو الطابعات الفولاذية أن «الجزء المصنّع النهائي يحتاج عادةً فقط إلى معالجة حرارية لاحقة»، في حين أن الأجزاء المسبوكة والمطبوعة ثلاثيًا الأبعاد تتطلب غالبًا عمليات تشغيل آلية لتحقيق التشطيبات المطلوبة.
الحالات التي تكون فيها الطرق الأخرى أكثر منطقية
هذه هي الحقيقة الصريحة: التصنيع باستخدام الحاسب الآلي (CNC) ليس دائمًا الخيار الأفضل. وتحديد هذه الحالات يوفّر المال ويقلل الإحباط.
متى تتفوَّق الطباعة ثلاثية الأبعاد:
- الهندسات المعقدة للغاية - ويُشير مصنعو الطابعات الفولاذية إلى أن «الطباعة ثلاثية الأبعاد للمعادن يمكنها أيضًا إنتاج هياكل خفيفة الوزن وملامح تجويف داخلية لا يمكن إنتاجها باستخدام التصنيع باستخدام الحاسب الآلي (CNC).» فكِّر في الهياكل الشبكية، القنوات التبريدية الداخلية، أو الأشكال العضوية.
- الأجزاء الفريدة عالية التخصيص - وعندما يختلف كل وحدة عن الأخرى، فإن الطباعة ثلاثية الأبعاد تلغي وقت الإعداد بين الاختلافات.
- المخاوف المتعلقة بكفاءة استخدام المواد - التصنيع باستخدام الحاسب الآلي (CNC) هو عملية طرحية، أي أن المادة تُزال بالقطع وتُهدر غالبًا. ويوضح موقع The Steel Printers أن «الطباعة ثلاثية الأبعاد للمعادن تستخدم فقط الكمية المطلوبة من المادة لإنشاء القطعة، ويمكن عادةً إعادة تدوير أي فائض منها.»
متى يكون الحقن بالقالب هو الخيار الأمثل:
- إنتاج البلاستيك بكميات كبيرة - إذا كنت بحاجة إلى آلاف أو ملايين القطع البلاستيكية المتطابقة، فإن اقتصاديات التكلفة لكل وحدة في عملية الحقن بالقالب تصبح لا تُضاهى. وبما أن القالب باهظ الثمن، فإنه يُغطي تكلفته عبر كبر حجم الإنتاج.
- هندسة بلاستيكية معقدة مع ضمان جودة ثابتة - وبمجرد إتقان القالب، تخرج كل قطعة مطابقة تمامًا للأخريات.
- الميزات المتكاملة - وصلات انقر (Snap fits)، ومفاصل مرنة (living hinges)، وتجميعات معقدة ضمن قطعة واحدة مُحقونة.
متى يكون الصب هو الخيار الأمثل:
- الأجزاء المعدنية الكبيرة - ويوضح موقع The Steel Printers أن «عند إنتاج أجزاء كبيرة، يكون الصب هو الطريقة المفضلة. وبشكل عام، فإن طرق التصنيع التقليدية تكون أكثر كفاءة بكثير في إنتاج الأجزاء الكبيرة.»
- حجوزات إنتاج عالية جدًا - عند إنتاج آلاف الوحدات، تهيمن اقتصاديات الحجم في عملية الصب. ويلاحظ مصنعو الطابعات الفولاذية أن "مع زيادة كمية الأجزاء، يمكن توزيع التكلفة الثابتة لإنتاج قالب الصب... على عدد كبير من الأجزاء."
- الأجزاء التي يمكن أن يتدفق فيها المادة بسهولة - أشكال هندسية أبسط دون ميزات داخلية معقدة.
مقارنة بين طرق التصنيع المخصصة
تساعدك هذه الجدول الشامل في تقييم الطريقة الأنسب لمتطلبات مشروعك المحددة:
| عامل | تصنيع باستخدام الحاسب الآلي CNC | الطباعة ثلاثية الأبعاد (معدنية) | حقن القالب | الصب |
|---|---|---|---|---|
| التكلفة عند شراء ١–١٠ وحدات | متوسطة — لا حاجة إلى قوالب | متوسطة إلى عالية — تُحسب التكلفة لكل جزء | مرتفعة جدًّا — تهيمن تكلفة القالب | عالية — يتطلب الأمر نموذجًا وقالبًا |
| التكلفة عند ١٠٠ وحدة | متوسط - توزيع تكاليف الإعداد على الوحدات المنتجة | مرتفع - قياس خطي | متوسط - توزيع تكلفة القوالب على عدد أكبر من الوحدات | متوسط - يصبح تنافسيًّا بشكل متزايد |
| التكلفة عند شراء ١٠٠٠ وحدة فأكثر | أعلى تكلفة وحدة مقارنة بالبدائل | الأعلى - لا يُظهر كفاءة جيدة في التوسع | الأدنى بالنسبة للبلاستيك | الأدنى بالنسبة للمعادن |
| الدقة المحققة | ممتاز (يمكن تحقيق دقة ±٠٫٠٠١ مم) | جيد (عادةً ±٠٫١–٠٫٢ مم) | جيد (±0.05–0.1 مم عادةً) | متوسط (غالبًا ما يحتاج إلى تشغيل آلي) |
| خيارات المواد | الأوسع نطاقًا — المعادن، والبلاستيك، والمواد المركبة | في طور النمو لكنه محدود بالنسبة للمعادن/البوليمرات | بشكل أساسي البلاستيك الحراري | معظم المعادن قابلة للصب |
| وقت التسليم (الجزء الأول) | أيام إلى أسبوعين | أيام إلى أسبوع واحد | أسابيع إلى أشهر (إنشاء القالب) | أسابيع (النمط والقالب) |
| مرونة تغيير التصميم | ممتاز — عدّل ملف CAD | ممتاز — عدّل ملف CAD | ضعيف - يتطلب تعديل القالب | ضعيف - يتطلب نموذجًا جديدًا |
| التعقيد الهندسي | محدودة بسبب سهولة الوصول إلى القالب | ممتاز - يمكن تنفيذ الميزات الداخلية | جيد مع تصميم قالب مناسب | متوسط - قيود تتعلق بالتدفق |
| مدى حجم القطعة | صغير إلى كبير | محدود بحجم البناء الخاص بالطابعة | صغير إلى متوسط عادةً | صغير إلى كبير جدًّا |
اختيار القرار الصحيح لمشروعك
تلخّص طابعات الفولاذ الإطار القراري جيدًا: «العلاقة المباشرة بين التعقيد والكمية» تُحدِّد الطريقة المثلى لك. وإليك التوجيه المبسَّط المستند إلى تحليلهم:
- وحدات فردية تصل إلى عشرات الأجزاء: الطباعة ثلاثية الأبعاد أو التشغيل الآلي باستخدام الحاسب (CNC)، وفقًا لدرجة تعقيد الشكل الهندسي
- عشرات الأجزاء حتى مئات الأجزاء: التشغيل الآلي باستخدام الحاسب (CNC)، مع احتمال الانتقال إلى الصب للأشكال الهندسية البسيطة
- مئات الأجزاء حتى آلاف الأجزاء: الصب للمعادن، والقولبة بالحقن للبلاستيك
- آلاف الأجزاء وما بعدها: الصب أو القولبة بالحقن يتفوقان دائمًا من حيث الجدوى الاقتصادية
وكما يخلُص مقدمو خدمة The Steel Printers: «لا توجد طريقة واحدة تتفوّق دائمًا على غيرها. وللتحسن في المستقبل، تكمن الفكرة في أن تكمل تقنيات التصنيع التقليدية والطباعة ثلاثية الأبعاد للمعادن بعضها البعض، بحيث تسد كلٌّ منهما الفجوات التي تتركها الأخرى.»
أفضل رؤية مُكتسبة؟ لا تفترض أن التشغيل الآلي باستخدام الحاسب (CNC) هو الخيار الصحيح تلقائيًا لمجرد أنه الخيار الأكثر شيوعًا. قيِّم متطلباتك من حيث الكمية والدقة ومواصفات المواد والجدول الزمني بصدقٍ وواقعية. فالمحلّ الذي يتخصص في التشغيل الآلي باستخدام الحاسب (CNC) والمتميّز بالموثوقية سيُخبرك فعليًّا حينما تكون البدائل أكثر ملاءمةً لمشروعك — وهذه الصراحة تبني نوع الشراكة التي تُحقِّق القيمة عبر مشاريع عديدة.
وبعد تحديد طريقة التصنيع، يتعلَّق القرار التالي باختيار ما بين ورش الماكينات المحلية والخدمات الإلكترونية — وكلٌّ منهما يقدم مزايا مميزة تختلف حسب نطاق مشروعك ومتطلبات الدعم المطلوبة.
البحث عن ورشة التشغيل الآلي باستخدام الحاسب (CNC) المناسبة لنطاق مشروعك
لقد قررت أن التصنيع باستخدام الحاسب الآلي (CNC) يناسب مشروعك. والآن تأتي خطوة قرارٍ يتجاهلها عددٌ قليلٌ مُدهشٌ من الدلائل بصراحة: هل يجب أن تعمل مع ورشة ماكينات محلية قريبة منك، أم تستخدم منصة إلكترونية لخدمات التصنيع باستخدام الحاسب الآلي (CNC)؟ والإجابة ليست مباشرةً — وباختيارك الخاطئ قد تدفع أسعاراً مرتفعةً مقابل راحةٍ لا تحتاجها فعلاً، أو تضحي بدعمٍ بالغ الأهمية لنجاح مشروعك.
ولكلٍّ من هذين النهجين نقاط قوة حقيقية. وفهم اللحظة التي يتفوق فيها كلٌّ منهما يساعدك على مطابقة متطلبات مشروعك مع الشريك المناسب.
ورش الماكينات المحلية مقابل الخدمات الإلكترونية للتصنيع باستخدام الحاسب الآلي (CNC)
وأهم الاختلافات بين هاتين الطريقتين تكمن في طريقة التواصل، وكيفية سير الطلبيات، وما نوع الدعم الذي تتلقاه. ووفقاً لـ شركة XTJ للتصنيع الدقيق عندما تختار خدمات التصنيع باستخدام الحاسب الآلي (CNC) التقليدية، فإنك تعمل مع مصنع... وغالبًا ما تتحدث مع فريق المصنع حول احتياجاتك وموادك. أما المنصات الإلكترونية، من ناحية أخرى، فهي «تتيح لك طلب الأجزاء عبر موقع إلكتروني» مع نظام آلي لتقديم العروض السعرية والحد الأدنى من التفاعل المباشر.
إليك ما يقدّمه كل نهجٍ بالفعل:
المزايا التي تقدمها ورش التشغيل المحلية:
- التواصل المباشر مع عمال التشغيل والمُهندسين - يمكنك مناقشة المتطلبات المعقدة وجهاً لوجه، وطرح الأسئلة والحصول على توضيح فوري للتفاصيل الفنية
- استشارة التصميم والخبرة الفنية - تشير شركة XTJ إلى أن الورش التقليدية «توفر مساعدة خبرائية في التصميم. ويمكنك الحصول على نصائح لتحسين قطعتك وتوفير المال»
- بناء العلاقات - يؤدي العمل مباشرةً مع المنشأة إلى بناء الثقة والتفاهم، مما يعود بالنفع على المشاريع المستقبلية
- أسعار شفافة - «تدفع المبلغ للمصنع مباشرةً، وبالتالي تتجنب التكاليف الإضافية الناتجة عن الوسطاء»، أي تجنّب رسوم المنصات التي قد تضيف ١٠–٢٠٪ إلى تكلفة المشروع
- الاستمرارية في الجودة - تتحكم الورش المحلية «في كل خطوة داخل مصنعها الخاص» بمراقبة مباشرة لكل عملية
- الخدمة والدعم المستمران - هل تحتاج إلى صيانة المعدات أو إصلاحها أو معايرتها؟ غالبًا ما تقدِّم المرافق المحلية هذه الخدمات جنبًا إلى جنب مع التصنيع
مزايا خدمات التشغيل الآلي باستخدام الحاسوب عبر الإنترنت:
- تقديم عروض أسعار فورية - قم بتحميل ملف التصميم ثلاثي الأبعاد (CAD) الخاص بك واحصل على السعر فورًا دون الانتظار لتقديرات يدوية
- شبكات واسعة من المورِّدين - الوصول إلى عدة ورش تصنيع معتمدة عبر منصة واحدة يوسع خياراتك
- إدارة طلبات مريحة - تتبع الطلبات وإدارة المشاريع ومعالجة الوثائق عبر واجهات الويب
- خيارات التسليم المرنة - اختر بين الشحن القياسي أو العاجل أو الاقتصادي حسب درجة الاستعجال والميزانية
- إمكانية الوصول 24/7 - تقديم الطلبات في أي وقت دون الحاجة إلى تنسيق الجداول الزمنية أو الفروق الزمنية
- التكرار السريع للتصميم - يلاحظ XTJ أن المنصات الإلكترونية "تتيح لك تحميل تصاميم جديدة وتغيير الطلبات بسرعة. ويمكنك اختبار الأفكار والحصول على القطع بسرعة"
ولكن ما يُهمَل غالبًا هو أن هذه المنصات الإلكترونية تعتمد على شبكات من المورِّدين، مما قد يؤدي إلى تباين في النتائج. ويوضح XTJ أن "الجودة قد تتغير مع كل مورِّد. وقد تنطوي المنصات الإلكترونية على مخاطر أكبر تتعلق بالأخطاء أو التأخير في تسليم القطع نظرًا لاعتمادها على عدد كبير من الورش.
مطابقة نوع الورشة مع حجم إنتاجك
يؤثر حجم إنتاجك بشكل كبير على مدى ملاءمة النهج المُعتمَد. فمتطلبات التشغيل الآلي باستخدام ماكينات التحكم العددي (CNC) للدُفعات الصغيرة تختلف عن متطلبات الإنتاج عالي الحجم باستخدام نفس التقنية — وبالتالي يتغير نوع الشريك الأنسب وفقًا لذلك.
للنماذج الأولية والدُفعات الصغيرة (من ١ إلى ٥٠ قطعة):
كلا الخيارين يعملان هنا، لكن الأولويات تختلف. فإذا كانت نموذجك الأولي يتطلب إجراء تعديلات متكررة وتقديم ملاحظات حول التصميم، فإن الورش المحلية تتفوق في هذا المجال. وتوضح شركة RapidDirect أن ورش التشغيل الآلي باستخدام الحاسوب (CNC) يمكنها «تعديل تصاميمها بسرعة وبأقل تكلفةٍ وزمنٍ ممكنَيْن لتحسين جودة الإنتاج». ويحدث هذا التحسين التعاوني بشكلٍ أكثر طبيعية عندما تعمل مباشرةً مع المهندسين.
أما المنصات الإلكترونية فتتألق عندما يكون لديك تصاميم نهائية وتحتاج إلى تسليم سريع دون استشارة موسعة. وبالنسبة للأجزاء البسيطة التي ثبتت سلامة هندستها، فإن رفع الملفات واستلام الأجزاء خلال أيام يوفّر كفاءة واضحة.
للإنتاج المتوسط (من ٥٠ إلى ٥٠٠ قطعة):
غالبًا ما يُفضَّل في هذا النطاق اللجوء إلى ورش التشغيل الآلي المحلية أو إقامة علاقات مباشرة مع المصانع. ووفقًا للمقارنة التي أجرتها شركة XTJ: «إذا كنت تبحث عن أقل سعرٍ للمهام الكبيرة وتحتاج إلى قطع دقيقة تمامًا، فاختر خدمة تشغيل آلي مباشر باستخدام الحاسوب (CNC).» وتزداد رسوم المنصات أهميةً كلما زادت الكميات، بينما تتيح القدرة على التفاوض المباشر في الأسعار مع المصنّعين مزايا تكلفةً واضحة.
وبالإضافة إلى ذلك، تستفيد الدفعات متوسطة الحجم من الاتساق الناتج عن الإنتاج من مصدر واحد. فتأتي كل القطع من نفس الآلات، ونفس العمال، وتخضع لنفس عمليات ضبط الجودة.
للإنتاج عالي الحجم (٥٠٠ قطعة فأكثر):
وعند التصنيع على نطاق واسع، تصبح العلاقات المباشرة ضرورية. ويؤكد «ريبيدي دايركت» أنه عند تقييم ورش العمل، يجب أخذ ما يلي في الاعتبار: «الطاقة الإنتاجية للورشة المتخصصة في التشغيل الآلي باستخدام الحاسب (CNC)، وقدرتها على التوسع، وما الحجم الذي يمكن أن تنتجه الورشة خلال فترة زمنية محددة؟». فالعمل عالي الحجم يتطلب ورش عمل تمتلك طاقة كافية من الآلات، وبرامج تشغيل فعّالة، وأنظمة صارمة لمراقبة الجودة.
وقد تواجه المنصات الإلكترونية صعوبات في هذا السياق، لأنها توزّع العمل على عددٍ من المورِّدين، مما قد يؤدي إلى عدم الاتساق. أما الشراكات المباشرة فهي تتيح جدولة إنتاج مخصصة، والتفاوض على أسعار خاصة حسب الكميات، وتبسيط سلاسل التوريد.
التوقعات المتعلقة بمدة التسليم والوقت الفعلي للإنجاز
إن فهم الجداول الزمنية الواقعية يمنع الإحباط ويساعدك على التخطيط بفعالية. وفيما يلي ما يمكنك توقعه فعلاً:
جداول أعمال ورشة الآلات المحلية:
- الطلبات العاجلة: ١–٣ أيام للأجزاء البسيطة المتاحة السعة الإنتاجية لها
- النماذج الأولية القياسية: 3-7 أيام عمل
- الأجزاء المعقدة أو الدقيقة: 1-2 أسابيع
- دورات الإنتاج: ٢–٤ أسابيع حسب الكمية والتعقيد
يُشير XTJ إلى أن مرافق التصنيع باستخدام الحاسب الآلي التقليدية "يمكنها إنتاج الأجزاء خلال ٣–٧ أيام. وأنت تتحدث مباشرةً مع المصنع، لذا يمكنك طلب الطلبات العاجلة." وتتيح هذه الاتصال المباشر مرونةً عند اقتراب المواعيد النهائية الحاسمة.
جداول أعمال المنصات الإلكترونية:
- الخدمة العاجلة: ٣–٥ أيام عمل (بأسعار مميزة)
- التوصيل القياسي: ٢–٣ أسابيع عادةً
- خيارات الاقتصاد: 3-4 أسابيع
تشير تحليلات شركة XTJ إلى أن «معظم المهام تستغرق حوالي ثلاثة أسابيع، لكن بإمكانك الدفع أكثر للحصول على إنجاز أسرع.» والمقايضة واضحة: السرعة تتطلب دفع مبلغ إضافي على المنصات الإلكترونية، في حين قد تقدِّم ورش التشغيل المحلية وقت تسليم قياسيًا أسرع من خلال الجدولة المباشرة.
عامل الخدمة: ما وراء تصنيع القطع فقط
أحد المزايا التي تقدِّمها ورش التشغيل المحلية ولا يمكن للمنصات الإلكترونية منافستها هو إقامة علاقات خدمة شاملة. فعند حاجتك لصيانة المعدات أو إصلاحها أو الحصول على الدعم الفني الذي يتجاوز تصنيع القطع، فإن المرافق المحلية توفِّر قيمة مستمرة.
ووفقًا لشركة Wisconsin Metal Tech، فإن بناء علاقات قوية مع العملاء يعني «أننا نشارك عملاءنا بنشاط لفهم احتياجاتهم الخاصة. سواءً كانت متطلبات مادية محددة، أو تحملات دقيقة جدًّا، أو قيود تصميمية، فإننا نكيِّف خدماتنا في التشغيل الآلي باستخدام الحاسوب (CNC) وفقًا لذلك.»
يمتد هذا النهج التعاوني ليشمل حل المشكلات. وتؤكد شركة ويسكونسن ميتال تك على أن «المشكلات تظهر بالفعل، لكن نهجنا التعاوني يضمن أن نجد الحلول معًا». وعندما تحدث المشكلات — وهي تحدث أحيانًا في مجال التصنيع — فإن وجود شريكٍ يفهم تطبيقاتك ويمكنه الاستجابة بسرعةٍ يُحدث فرقًا كبيرًا.
وفي العلاقات المستمرة التي تتضمّن طلبات متكررة أو تطورات في التصميم أو توسيع نطاق الإنتاج، عادةً ما تقدّم الشراكات المحلية قيمةً أكبر. أما بالنسبة للمشاريع ذات المرّة الواحدة والتي تتميّز بمواصفات واضحة ولا يُتوقع أن تتبعها مشاريع أخرى، فإن المنصات الإلكترونية توفّر معاملاتٍ فعّالة.
الاختيار الصحيح لا يتعلّق بما إذا كانت إحدى الطريقتين أفضل بشكل عام، بل يتعلّق بالطريقة التي تتوافق مع متطلبات مشروعك المحددة، والجدول الزمني الخاص به، واحتياجات العلاقة بين الأطراف.
وبعد تحديد نوع ورشتك، يساعدك فهم آلية تحديد الأسعار على تقييم العروض السعرية بكفاءة وتجنب التكاليف غير المتوقعة — وهو ما يقودنا إلى العوامل التي تؤثّر فعليًّا في أسعار خدمات التشغيل الآلي باستخدام الحاسوب (CNC).
فهم تسعير خدمات التصنيع باستخدام الحاسب الآلي (CNC) والعوامل المؤثرة في التكلفة
هل سبق أن تلقيت عرض سعر لتصنيع قطعة باستخدام الحاسب الآلي (CNC) وتساءلت لماذا تكلفة تلك القطعة الصغيرة مرتفعةٌ إلى هذا الحد؟ أو لماذا جاء عرضا سعر مشروعين يبدوان متشابهَيْن بشكل كبير بأسعار مختلفةٍ اختلافاً جذرياً؟ أنت لست الوحيد. فعملية تسعير خدمات التصنيع غالباً ما تبدو غامضةً للمشترين الجدد، وهذه الغموضية تُحدث احتكاكاً حتى قبل أن تبدأ المشاريع أصلاً.
وهذا هو الواقع: تكاليف التصنيع باستخدام الحاسب الآلي (CNC) ليست عشوائية. بل تتبع أنماطاً متوقعةً تستند إلى عوامل محددة. وفهم هذه العوامل يحوّلك من مستلمٍ سلبيٍّ لعروض الأسعار إلى عميلٍ واعٍ قادرٍ على اتخاذ قرارات ذكية، بل وقد يقلل التكاليف قبل إرسال طلب الاقتباس الأول (RFQ).
العوامل الرئيسية التي تؤثر في تكاليف التصنيع باستخدام الحاسب الآلي (CNC)
وفقاً لتحليل كوماكوت (Komacut) للتكاليف، فإن عدة عناصر مترابطة تحدد المبلغ الذي ستدفعه مقابل القطع المصنعة. ولنوضحها هنا حسب الترتيب النموذجي لأثرها.
نوع المادة وكميتها المستخدمة:
يؤثر اختيارك للمواد على التكلفة بعدة طرق تتجاوز مجرد سعر المادة الخام. ويوضح كوماكوت أن «المواد مثل الفولاذ المقاوم للصدأ والتيتانيوم، التي تكون أصعب وأكثر متانة، تتطلب وقتًا أطول وأدوات تشغيل متخصصة، مما يؤدي إلى زيادة التكاليف.» وعلى العكس من ذلك، «فإن المواد الأقل صلابة مثل الألومنيوم أسهل في التشغيل الآلي، ما قد يقلل من وقت التشغيل الآلي وارتداء الأدوات.»
- تكلفة المواد الخام - يبلغ سعر التيتانيوم لكل كيلوجرام أكثر بكثير من سعر الألومنيوم أو الفولاذ اللين
- بسهولة التشغيل - تتطلب المواد الأصلب سرعات قطع أبطأ، ما يزيد من وقت تشغيل الآلة
- ارتداء الأدوات - تستهلك المواد الكاشطة أو الصلبة أدوات القطع بشكل أسرع، ما يضيف تكاليف الاستبدال
- مُعالجة خاصة - تتطلب بعض المواد مواد تبريد محددة أو معدلات تغذية أو إعدادات آلة معينة
وقت التشغيل:
الوقت الآلي للماكينة يُحدِّد بشكل مباشر تكاليف العمالة والمعدات. وتُحدِّد منظومة «كوماكوت» عاملَيْ زمن رئيسيين: «سماكة المواد المستخدمة وتعقيد تصميم القطعة». فالمواد الأسمك تتطلب عدة ممرات لتحقيق العمق المطلوب، بينما تتطلب التصاميم الهندسية المعقدة سرعات أبطأ لضمان الدقة وتغيير أدوات التشغيل بشكل متكرر.
تعقيد القطعة وخصائص التصميم:
وفقًا للدليل الإرشادي الخاص بتخفيض التكاليف الصادر عن شركة «فيكتيف»، فإن عناصر التصميم المحددة تؤثر تأثيرًا كبيرًا على السعر:
- تحملات - «المقاييس الضيقة جدًّا = تكلفة أعلى.» فتحقيق تحمل ±٠٫٠٠١ بوصة يتطلب تشغيلًا آليًّا أكثر دقةً مقارنةً بالمقاييس القياسية.
- حجم الفتحة وعمقها - «الثقوب العميقة والضيقة بطيئة في التشغيل بدقة، ومعرَّضة لكسر الأداة.»
- الأنصاف الداخلية - «كلما قل نصف القطر، احتاج الأمر إلى قطع نهاية أصغر... وبالتالي يجب أن يكون التشغيل أبطأ.»
- عمق القطع - الجيوب الإضافية العميقة تتطلب وقت تشغيل أطول وقد تحتاج إلى أدوات خاصة.
- سماكة الجدار - الجدران الرقيقة تتطلب عناية إضافية لمنع الاهتزاز والتشوه.
- الحصون - الخصائص مثل أخاديد حلقات التوصيل (O-ring grooves) تتطلب أدوات تخصصية ترفع التكاليف.
وقت الإعداد والمعالجة:
قبل بدء عملية القطع، تتم إجراءات تحضيرية كبيرة. وتوضح شركة كوماكوت أن «إعداد آلة التحكم العددي المحوسب (CNC) يتطلب جهدًا يدويًّا كبيرًا وتكاليف باهظة، ويشمل تركيب الأدوات والتجهيزات المناسبة، وإعداد المادة، وضبط معايير التشغيل للآلة.» وتشمل تكلفة الهندسة غير المتكررة (NRE) ما يلي:
- برمجة CAM - إنشاء مسارات الأدوات وتعليمات رمز G
- إعداد التثبيتات - تثبيت قطعة العمل بشكلٍ مناسبٍ لكل عملية
- تثبيت الأداة - تحميل أدوات القطع ومعايرتها
- فحص المقال الأول - التحقق من أن القطعة الأولى تتوافق مع المواصفات المطلوبة
نوع الآلة وقدراتها:
تتفاوت أسعار التكلفة بالساعة حسب نوع المعدات المستخدمة. ويُظهر تحليل شركة كوماكوت أن آلات الطحن ذات المحاور الخمسة تكلّف أكثر في الساعة مقارنةً بآلات الطحن ثلاثية المحاور بسبب «تكلفتها العالية، وبرمجياتها المتطورة، واحتياجها لعاملين مدربين.» أما التدوير باستخدام الحاسب (CNC) فهو «أعمَلُ عمومًا وأقل تكلفةً من الطحن لإنتاج الأشكال الدائرية.»
الكمية وحجم الدفعة:
يؤثر الحجم تأثيرًا كبيرًا على السعر لكل وحدة. ويوضح كوماكوت أن «الكميات الأكبر تُوزِّع تكاليف الإعداد الثابتة... على عدد أكبر من الوحدات، وبالتالي تقلل التكلفة لكل جزء». علاوةً على ذلك، «غالبًا ما تترتب خصومات على شراء المواد بالجملة.» والعلاقة واضحة: إن طلب ١٠٠ قطعة يكلِّف أقل لكل قطعة مقارنةً بطلب ١٠ قطع.
كيفية الحصول على عروض أسعار دقيقة لمشروعك
يتطلب الحصول على عروض أسعار مفيدة تقديم معلومات كاملة منذ البداية. ووفقًا لدليل التسعير الخاص بشركة لونغشنغ، فإن تقييم عروض الأسعار يتضمَّن «نظرًا شاملًا في مجموعة متنوعة من العوامل الرئيسية»، ومنها «تكاليف المواد، وتكاليف العمالة، ورسوم استخدام المعدات، والتكاليف المحتملة للعمليات اللاحقة.»
لكي تتلقى عروض أسعار دقيقة وقابلة للمقارنة:
- قدِّم ملفات CAD الكاملة - نماذج ثلاثية الأبعاد (STEP، IGES) بالإضافة إلى رسومات ثنائية الأبعاد مع الأبعاد والتسامحات
- حدد المادة بدقة - اذكر الدرجة والمُعالجة (Temper) وأي متطلبات شهادة
- حدِّد التسامحات بدقة - بيِّن الأبعاد الحرجة مقابل التسامحات العامة
- متطلبات كمية الحالة - تشمل الاحتياجات الفورية والVolumes المحتملة في المستقبل
- وصف متطلبات تشطيب السطح - تحديد قيم Ra أو عمليات التشطيب المطلوبة
- تحديد العمليات الثانوية - المعالجة الحرارية، الطلاء، الأكسدة الكهربائية، متطلبات التجميع
الأخطاء الشائعة التي تزيد من تكاليف التشغيل بالآلات الرقمية (CNC)
العديد من العوامل المؤثرة في التكلفة خاضعة لسيطرتك. وتُحدِّد شركة Fictiv عدة أخطاء يمكن تجنُّبها والتي ترفع الأسعار بشكل غير ضروري:
المبالغة في تحديد التحملات: طلب تحمل ±0.001 بوصة على جميع الأبعاد بينما تتطلب فقط بعض الميزات ذلك فعلاً يؤدي إلى زيادة كبيرة في التكلفة. وتقترح شركة Fictiv البدء بـ "فئة التحمل المتوسط وفق معيار ISO 2768" باعتبارها "معيارًا معقولًا لأغراض النماذج الأولية"، مع تشديد التحمل فقط عند الحاجة الوظيفية لذلك.
تجاهل تعقيد عملية الإعداد: التصاميم التي تتطلب إعدادات متعددة تكون أكثر تكلفة. وتوصي شركة Fictiv بالنظر فيما إذا كان يمكن "تقسيم التصميم إلى مكونات متعددة يمكن تشغيلها بسهولة ثم تجميعها لاحقًا" أو "تبسيط التصاميم عبر تمكين إنجاز جميع عمليات التشغيل على وجه واحد فقط."
اختيار مواد باهظة الثمن دون ضرورة: تنصح شركة فيكتيف: "اختر ببساطة أرخص مادة ممكنة تفي بمتطلبات التصميم الخاصة بك. وإذا كنت تقوم فقط بتصنيع نماذج وظيفية أولية، فحاول الالتزام بالخيارات الأقل تكلفة، مثل البلاستيك ABS أو الألومنيوم المُصنَّع باستخدام ماكينات التحكم العددي (CNC)."
طلب وحدة واحدة فقط: تتفوّق تكاليف الإعداد الأولي (NRE) على تكاليف الطلبيات التي تتضمّن قطعة واحدة فقط. وتوصي فيكتيف بـ"تصنيع أكثر من قطعة واحدة من كل جزء، بحيث تنخفض تكلفة الوحدة، دون أن تبالغ في العدد لدرجة تصنيع أجزاء غير مطلوبة."
تصميم ميزات تتطلب تثبيتات خاصة: قد تحتاج الأجزاء ذات الهندسة المعقدة إلى إضافات تثبيت مخصصة مثل الفكوك اللينة أو القضبان الجيبية (sine bars) لتحديد موضعها بدقة. وتقترح فيكتيف "تقليل التعقيد الهندسي قدر الإمكان" أو تقسيم "المكوِّن إلى أجزاء أبسط يمكن تجميعها لاحقًا."
تذكَّر العوامل الثلاثة الرئيسية التي تؤثِّر في التكلفة وفقًا لشركة فيكتيف والتي ينبغي تقليلها قدر الإمكان: "تكاليف المواد، بما في ذلك حجم المادة الخام وقيمتها؛ وإعدادات التثبيت، سواء من حيث العدد أو التعقيد؛ وزمن التشغيل الآلي، وذلك عبر التخلّص من الميزات والهندسات المعقدة في القطعة قدر الإمكان."
وباستخدام هذه المعرفة المتعلقة بالأسعار، يمكنك تقييم العروض السعرية بشكلٍ ذي معنى، وتحديد الفرص المتاحة لتحسين التكاليف، وبناء علاقات إنتاجية مع شركاء التشغيل الآلي. وما هي الخطوة النهائية؟ معرفة الصفات التي تميّز ورشة تشغيل آلي رقمي (CNC) موثوقة تستحق الشراكة معها لتلبية احتياجاتك في التصنيع الدقيق.
اختيار شريكٍ موثوقٍ في مجال ورش التشغيل الآلي الرقمي (CNC)
لقد تجاوزتَ مرحلة التحملات المسموح بها (Tolerances)، والشهادات، والمواد، وعوامل التسعير. والآن تأتي اللحظة الحاسمة التي تجمع كل هذه العناصر معًا: كيفية اختيار ورشة تشغيل آلي رقمي (CNC) تُقدِّم نتائج متسقة وتتطور جنبًا إلى جنب مع احتياجاتك. فاختيار الشريك الخاطئ يعني تفويت المواعيد النهائية، ومشاكل الجودة، وهدر الميزانية. أما الشريك الصحيح فيصبح ميزة تنافسية لك.
إليك كيفية تقييم الشركاء المحتملين في مجال التشغيل الآلي باستخدام المعرفة التي اكتسبتها طوال هذا الدليل.
ما الذي ينبغي البحث عنه في شريك خدمات التشغيل الآلي الرقمي (CNC)
ابدأ تقييمك باستخدام هذه المعايير الأساسية — وكل منها مرتبطٌ ارتباطًا مباشرًا بالمعايير الفنية والقدرات التي ناقشناها سابقًا:
- الشهادات ذات الصلة بصناعتك - هل تتذكّر تفصيل الشهادات الذي قدمناه سابقًا؟ قم بمطابقة مؤهلات المتجر مع متطلبات تطبيقك. ففي خدمات التصنيع باستخدام الحاسب الآلي الدقيقة للسيارات، تُعد شهادة IATF 16949 إلزامية لا جدال فيها. وتتمتّع منشآت مثل تكنولوجيا المعادن شاوي يي بهذه الشهادة، إلى جانب تنفيذ نظام التحكم الإحصائي في العمليات (SPC) — وهي أنظمة جودةٍ تمنع العيوب بدلًا من اكتشافها فقط.
- القابلية للتوسع من النموذج الأولي إلى الإنتاج - هل يستطيع المتجر تلبية احتياجاتك الحالية ومواكبة نموّك في الوقت نفسه؟ ابحث عن شركاء يقدمون خدمة النماذج الأولية السريعة والإنتاج الضخم ضمن منشأة واحدة. فهذا يلغي عملية الانتقال المُعقَّدة بين مورِّدي النماذج الأولية ومنشآت الإنتاج، والتي غالبًا ما تؤدي إلى تباينات في الجودة.
- قدرات زمن التسليم - اسأل بشكلٍ محدَّد عن وقت الإنجاز. فبعض المنشآت المعتمدة تُسلِّم مكونات عالية الدقة خلال فترة تسليم تصل إلى يوم عمل واحد فقط في الحالات الطارئة. وهذه الاستجابة السريعة ذات أهمية بالغة عندما تكون جداول الإنتاج ضيِّقة.
- الشفافية فيما يتعلَّق بالمعدات والطاقة الإنتاجية - وفقًا ل قائمة مراجعة الهندسة الدقيقة لـ QTime ، وفهم "خيار السعة والقابلية للتوسع" الخاص بالورشة يساعدك في تقييم ما إذا كانت قادرة على "التسليم ضمن إطار زمني محدد." واطلب قوائم المعدات واستخدام السعة الحالية.
- عمليات التحقق من الجودة - كيف يثبتون أن الأجزاء تفي بالمواصفات؟ إن إجراء فحوصات باستخدام جهاز القياس ثلاثي الأبعاد (CMM)، وتقارير العينة الأولى، والبيانات الموثَّقة لإحصائيات ضبط العمليات (SPC) تدل على وجود نظام منظم لإدارة الجودة، وليس على التصنيع القائم على الأمل فقط.
- الميل إلى تقديم الاستشارات الفنية - هل تساعدك الورشة في تحسين تصاميمك، أم أنها تقتصر فقط على اقتباس السعر لما قدّمته أنت؟ إن الشركاء الذين يقترحون تحسينات يُظهرون خبرةً تعود بالنفع على مشاريعك على المدى الطويل.
تقييم القدرات الخاصة بالتطبيقات automotive والدقيقة
تتطلب التطبيقات automotive والتطبيقات عالية الدقة مزيدًا من التدقيق. فالمخاطر أعلى هنا — سواء من الناحية المالية أو من حيث الآثار المتعلقة بالسلامة.
عند تقييم الورش لهذه التطبيقات الصعبة، تأكَّد من:
- القدرة على إعداد وثائق PPAP - هل يمكنها توفير وثائق عملية موافقة أجزاء الإنتاج (PPAP) التي يتطلبها عملاؤك في قطاع السيارات؟
- تنفيذ تحليل أسباب العطل وتأثيراتها (FMEA) - هل يقومون بتحليل طرق الفشل وآثاره بشكل استباقي، أم ينتظرون ظهور المشكلات؟
- أنظمة تتبع المنتج - هل يمكنهم تتبع كل قطعةٍ حتى دفعات المواد المحددة والآلات والمشغلين المسؤولين عنها؟
- الخبرة في أنواع المكونات التي تستخدمها - قد لا تكون ورشة العمل المتميِّزة في تجميع الهياكل (Chassis Assemblies) الخيار الأمثل لتصنيع غلاف الإلكترونيات (Electronic Housings). اطلب دراسات حالة ذات صلة.
ويتوقَّف عملية التقييم في النهاية على الثقة المدعومة بالأدلة. وتوفِّر الشهادات ضمانًا أساسيًّا. لكن الجمع بين هذه المؤهلات وقدرات مُثبتة عمليًّا — مثل القدرة على معالجة البطانات المعدنية المعقدة (Metal Bushings) أو المكونات automotive الدقيقة بدقةٍ ثابتة — هو ما يميِّز شركاء التصنيع الموثوقين عن الورش التي تمتلك فقط المعدات المناسبة.
إن أفضل علاقة مع ورشة تشغيل بالتحكم العددي الحاسوبي (CNC) ليست علاقة تعاقدية بحتة، بل هي شراكةٌ يُحقِّق نجاحك من خلالها نجاحهم. ابحث عن ورش عمل تسأل عن تطبيقك، وتقترح تحسيناتٍ على تصاميمك، وتُظهر اهتمامًا حقيقيًّا بحل التحديات التصنيعية التي تواجهها.
وباستخدام المعرفة المستفادة من هذا الدليل، لم تعدَ مشترًٍا لأول مرة تدخل منطقةً غير مألوفة. فأنت تدرك الآن ما تشمله خدمات التصنيع باستخدام الحاسب الآلي (CNC)، وكيفية تقييم الشهادات، ومتى تُطبَّق العمليات المختلفة، وما العوامل التي تؤثر في تحديد الأسعار. واستخدم هذه المعرفة لطرح أسئلة مستنيرة، ومقارنة العروض السعرية بشكلٍ ذي معنى، وبناء علاقات مع ورش التصنيع التي تقدِّم الدقة والموثوقية والخدمة التي تستحقها مشاريعك.
الأسئلة الشائعة حول ورش التصنيع باستخدام الحاسب الآلي (CNC) والخدمات المقدمة منها
١. ما الذي تقوم به ورشة تصنيع باستخدام الحاسب الآلي (CNC)؟
تستخدم ورشة تصنيع باستخدام الحاسب الآلي (CNC) آلات خاضعة للتحكم الحاسوبي لإنتاج مكونات دقيقة من المواد الأولية مثل المعادن أو البلاستيك أو المواد المركبة. وتمتد الخدمات المقدمة إلى ما وراء القطع الأساسي لتشمل التشغيل المخصص، وتصنيع النماذج الأولية، وصيانة المعدات، وإصلاحها، ومعايرتها، وتدريب المشغلين. وتضم ورش التصنيع باستخدام الحاسب الآلي (CNC) مبرمجين ومُصنِّعين ومتخصصين في ضبط الجودة يتمتعون بمهارات عالية، ويقومون بترجمة متطلبات المشروع إلى أجزاء جاهزة بدقة تُقاس بالميكرون.
٢. ما هي خدمة التصنيع باستخدام الحاسب الآلي (CNC)؟
تشمل خدمة التحكم العددي بالحاسوب (CNC) كامل طيف عمليات التشغيل الآلية باستخدام الحاسوب، مثل الطحن باستخدام الحاسوب (CNC milling)، والتشكيـل الدوراني (turning)، والتشغيل متعدد المحاور (multi-axis machining)، والتفريغ الكهربائي (EDM). وبجانب التصنيع، تشمل أيضًا دعم التصميم مثل معالجة ملفات التصميم بمساعدة الحاسوب (CAD/CAM)، والهندسة العكسية (reverse engineering)، وتحسين التصميم (design optimization). أما الخدمات الثانوية فتشمل التشطيب السطحي مثل الأكسدة الكهربائية (anodizing) والتلدين الكهربائي (electroplating)، ومعالجة الحرارة (heat treatment)، وفحص الجودة باستخدام أجهزة قياس الإحداثيات ثلاثية الأبعاد (CMM verification)، وخدمات التجميع.
٣. كيف أختار بين الطحن باستخدام الحاسوب (CNC milling)، والتشكيل الدوراني (turning)، والتفريغ الكهربائي (EDM)؟
اختر بناءً على هندسة القطعة: فالطحن باستخدام الحاسوب (CNC milling) مناسب للأسطح المسطحة والجيوب والContours المعقدة ثلاثية الأبعاد باستخدام أدوات قطع دوّارة. أما التشكيل الدوراني باستخدام الحاسوب (CNC turning) فهو أسرع وأقل تكلفةً للقطع الأسطوانية مثل المحاور والبطانات، حيث يدور الجسم المراد تشغيله. أما التفريغ الكهربائي (EDM) فيستخدم الشرارات الكهربائية لتشغيل المواد شديدة الصلادة وإنشاء ملامح داخلية معقدة لا يمكن تحقيقها بالطرق التقليدية للقطع، لكنه أكثر تكلفةً ويعمل فقط على المواد الموصلة للكهرباء.
٤. ما الشهادات التي ينبغي أن أبحث عنها في ورشة تصنيع باستخدام الحاسب الآلي (CNC)؟
توفر شهادة ISO 9001 أساس إدارة الجودة لجميع القطاعات. أما في التطبيقات الفضائية، فإن شهادة AS9100D تُعد ضرورية. وتتطلّب مشاريع قطاع السيارات شهادة IATF 16949، التي تُبنى على أساس ISO 9001 مع إضافات تشمل التحكم الإحصائي في العمليات (SPC)، وتحليل أسباب الفشل والتأثيرات (FMEA)، وتوثيق إجراءات التأهيل الأولي للقطع (PPAP). أما تصنيع الأجهزة الطبية فيحتاج إلى شهادة ISO 13485. لذا، يجب أن تختار الشهادة المناسبة لمتطلبات قطاعك بدلًا من الاقتصار على عدّ الشارات أو الشهادات فقط.
٥. هل ينبغي عليَّ استخدام ورشة محلية للآلات أم خدمة تشغيل رقمية عبر الإنترنت؟
تقدم الورش المحلية إمكانية التواصل المباشر مع العاملين في مجال التشغيل الآلي، وخبرة استشارية في التصميم، وشفافية في التسعير دون رسوم منصات، ودعمًا مستمرًّا للخدمات المتعلقة بالصيانة والإصلاح. أما المنصات الإلكترونية فتوفر اقتباسات فورية، وإمكانية الوصول إليها على مدار ٢٤ ساعة يوميًّا و٧ أيام أسبوعيًّا، وشبكات واسعة من المورِّدين. وللمشاريع المعقدة التي تتطلب عمليات تكرارية، تتفوّق الشراكات المحلية. أما بالنسبة للأجزاء البسيطة ذات التصاميم النهائية، فإن المنصات الإلكترونية توفر معاملات فعّالة. أما الإنتاج الضخم فيميل عادةً إلى العلاقات المباشرة مع المصانع.