 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

اختيار مصنّع أجزاء التحكم العددي بالحاسوب (CNC): ٩ عوامل حاسمة يغفل عنها معظم المشترين

فهم تصنيع أجزاء التحكم العددي الحاسوبي (CNC) وتأثيره الصناعي
هل سبق أن تساءلتَ ما الذي يجعل الأجزاء الدقيقة الحديثة دقيقةً إلى هذه الدرجة؟ الجواب يكمن في تقنيةٍ غيّرت عالم التصنيع إلى الأبد. وعندما تقوم بشراء المكونات اللازمة لمشروعك، فإن فهمك للأساسيات المتعلقة بكيفية عمل شركة مصنِّعة لأجزاء التحكم العددي الحاسوبي (CNC) يمنحك ميزةً كبيرةً في اتخاذ قراراتٍ مستنيرة.
يُعد التصنيع باستخدام التحكم العددي الحاسوبي (CNC) عملية تصنيع طرحية، حيث تتحكم برامج حاسوبية مُبرمَجة مسبقًا في حركة الأدوات والآلات المصانعية لإنتاج أجزاء دقيقة من المواد الأولية بدقةٍ قابلة للتكرار.
من الرسم البياني إلى المكوِّن الدقيق
إذن، ما المقصود حقًا بـ CNC؟ في جوهره، يشير مصطلح CNC إلى التحكم العددي بالحاسوب (Computer Numerical Control)، وهي طريقة تُوجَّه بها أدوات القطع رقميًّا بدقة استثنائية. تخيل أنك تأخذ تصميمًا ثلاثي الأبعاد معقدًا من شاشة حاسوبك وتشاهده يتحول أمام عينيك إلى عنصر مادي دقيقٍ حتى جزء من الألف من البوصة. وهذا بالضبط ما يحدث يوميًّا في مرافق التشغيل الحديثة.
يبدأ هذا العملية بملف CAD (التصميم بمساعدة الحاسوب)، الذي يتضمَّن جميع أبعاد الجزء المطلوب ومواصفاته. ويتم تحويل هذه الخريطة الرقمية إلى رمز G-code، أي اللغة التي تفهمها آلات الـ CNC. وبمجرد برمجة الآلة، فإنها تنفِّذ كل مسار قطع بدقة ميكانيكية لا يمكن لليد البشرية أن تُعيد إنتاجها باستمرار.
الثورة الرقمية في تصنيع القطع
إن فهم ماهية التحكم العددي بالحاسوب (CNC) يساعدك على إدراك السبب الذي جعل هذه التكنولوجيا لا غنى عنها. فقبل التحكم الحاسوبي، كان المشغّلون المهرة يُشغِّلون المعدات يدويًّا، ما كان يؤدي إلى اختلاف طفيف في كل قطعة عن سابقتها. وتمتد دلالة مصطلح «CNC» أبعد من مجرد الأتمتة؛ فهي تمثِّل تحولًا جذريًّا نحو الدقة القابلة للبرمجة والقابلة للتكرار.
وتتكامل أنظمة التحكم العددي بالحاسوب (CNC) الحديثة بسلاسة مع برامج التصميم، مما يتيح تصنيع النماذج الأولية بسرعة والإنتاج الضخم انطلاقًا من نفس الملفات الرقمية. ويؤدي هذا الربط بين مرحلتي التصميم والتصنيع إلى القضاء على أخطاء التفسير ويقلِّل فترات التسليم بشكل كبير. فعند إرسال المواصفات إلى المُصنِّع، يمكن لآلاتِه غالبًا أن تبدأ في إنتاج القطع خلال ساعات قليلة.
لماذا تهيمن تقنية التحكم العددي الحاسوبي (CNC) على التصنيع الحديث؟
ويشمل تعريف التحكم العددي بالحاسوب (CNC) أكثر من كونه مجرد معدات؛ بل إنه يصف منهجيةً كاملةً للإنتاج. وإليك الأسباب التي تجعل هذه التكنولوجيا هي المهيمنة:
- الاتساق: تطابق كل قطعةٍ مع سابقتها تمامًا، سواء طلبتَ ١٠ وحدات أو ١٠٠٠٠ وحدة
- التعقيد: تصبح الهندسات المعقدة التي كانت تُعدُّ مستحيلةً سابقًا أمورًا روتينية
- السرعة: تُحقِّق تغييرات الأدوات الآلية والتشغيل المستمر أقصى قدر ممكن من الإنتاجية
- المرونة: يتطلب التحويل بين أجزاء مختلفة تغيير البرنامج فقط
وبينما تستكشفون مشهد تصنيع أجزاء التحكم العددي الحاسوبي (CNC)، ستكتشفون أن اختيار الشريك المناسب يتعدى بكثير مجرد تقييم المعدات. وتفصِّل الأقسام التالية العوامل الحاسمة التي يتجاهلها معظم المشترين—ابتداءً من عمليات التشغيل بالآلات واختيار المواد، وصولاً إلى مواصفات التحمل والشهادات الصناعية التي تؤثر تأثيراً مباشراً على نجاح مشروعكم.
عمليات التشغيل الأساسية بالتحكم العددي الحاسوبي (CNC) التي يجب أن يعرفها كل مشترٍ
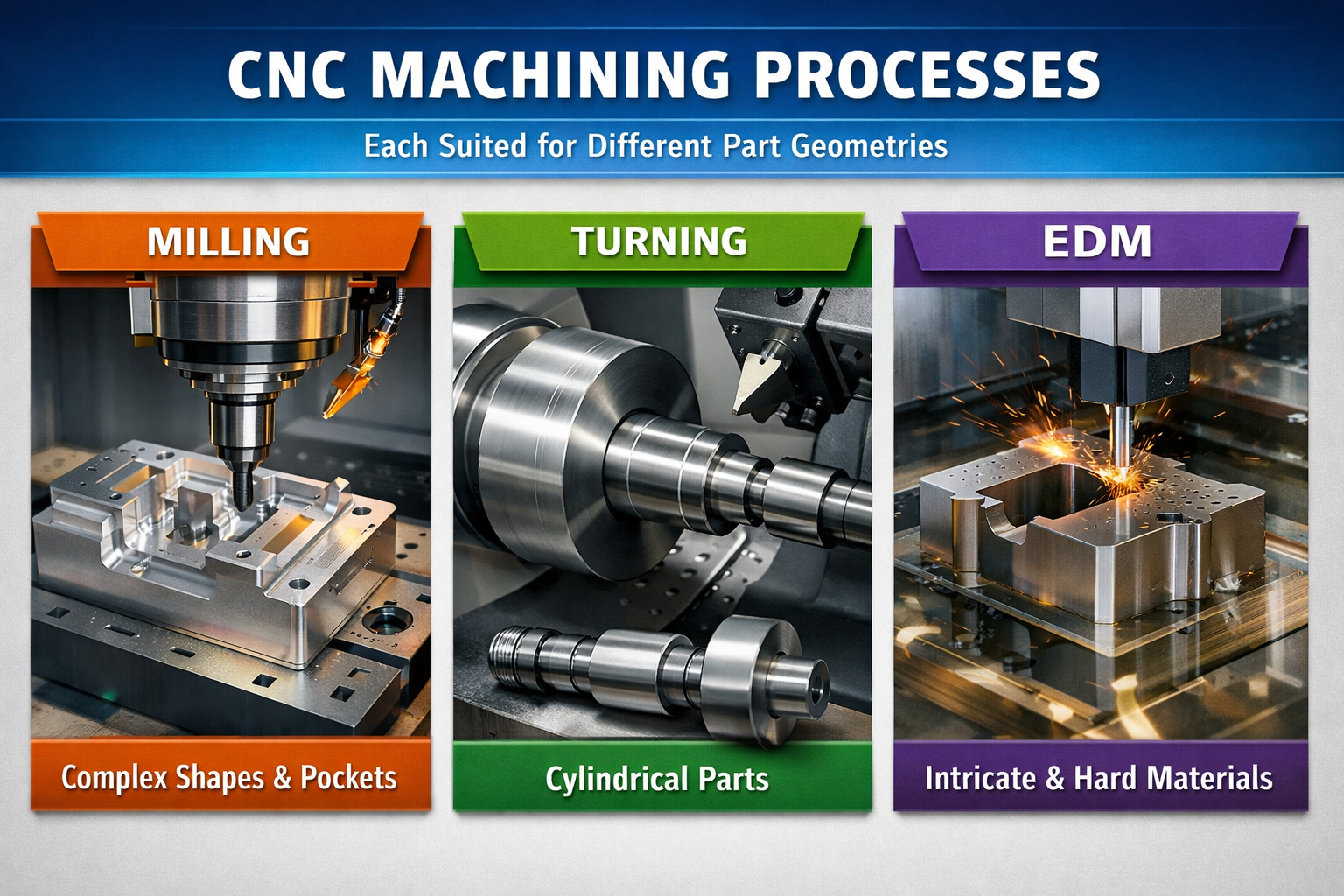
يبدو ذلك معقَّداً؟ إليكم الأمر: فليست كل عمليات التحكم العددي الحاسوبي (CNC) مناسبة لكل جزء. وعند تقييم مصنِّع لأجزاء التحكم العددي الحاسوبي (CNC)، فإن فهم الاختلافات الأساسية بين عمليات التفريز والتشكيك والتفريز الكهربائي (EDM) يساعدكم على توصيل متطلباتكم بوضوح، وتقييم ما إذا كان المورِّد يمتلك القدرات المناسبة لمشروعكم.
شرح عملية الطحن باستخدام التحكم العددي بالحاسوب
تصوروا أداة قطع دوارة تتحرك عبر قطعة عمل ثابتة، وتزيل المادة طبقةً تلو الأخرى. هذه هي جوهر عملية التفريز. وتستخدم ماكينة التفريز الرقمية المُبرمَجة (CNC) أدوات تفريز دوارة لإزالة المادة من قطعة العمل، مُشكِّلةً أسطحًا مستويةً وفتحاتٍ وجيوبًا وContours ثلاثية الأبعاد معقدة بدقةٍ استثنائية.
التكوينان الرئيسيان اللذان ستواجههما هما ماكينة التفريز الرأسية وماكينة التفريز الأفقية. وفي ماكينة التفريز الرأسية، يكون محور الدوران (السبيندل) موجَّهًا رأسيًّا — وهي مثالية للمشاريع التي تركز على الأعمال التفصيلية في جانبٍ معين من المكوِّن، مثل الألواح المعدنية الكبيرة أو قوالب الغمر . أما ماكينات التفريز الأفقية فتوضع فيها محور الدوران أفقيًّا، ما يجعلها أكثر ملاءمةً للأجزاء الثقيلة وقطع الأخاديد وإنشاء الفتحات.
إليك أبرز الميزات التي تميِّز ماكينات التفريز الأفقية:
- تفريغ أفضل للرقائق بفضل جاذبية الأرض التي تسحب المخلفات بعيدًا عن منطقة القطع
- إمكانية استخدام عدة أدوات تفريز في وقتٍ واحد عبر تركيبها على عمود توصيل (أربور)
- أداء أفضل في التعامل مع قطع العمل الثقيلة والمعقدة
- انخفاض انحراف الأداة أثناء عمليات القطع العنيفة
عند طلبك عروض أسعار، يساعدك معرفة ما إذا كانت هندسة جزئك مناسبة للطحن الرأسي أو الأفقي في تحديد المصنّعين الذين يمتلكون المعدات المناسبة.
عمليات التشغيل بالدوران وقدرات المخرطة
بينما يقوم الطحن بتدوير الأداة، فإن التشغيل بالدوران يعكس هذه العملية — أي أن قطعة العمل تدور بينما تقوم أداة قطع ثابتة بتشكيلها. وتتفوق المخرطة التحكمية الرقمية (CNC) في إنتاج الأجزاء الأسطوانية أو الدائرية مثل المحاور والبطانات والمكونات ذات الخيوط. وإذا كانت تصميماتك تتميز بالتناظر الدوراني، فإن التشغيل بالدوران يكون عادةً أسرع وأقل تكلفةً من الطحن.
تشبه معدات الطحن، حيث تتوفر آلات الخراطة بالتكوينين الأفقي والعمودي. وتُهيمن مراكز الخراطة الأفقية على معظم خطوط التصنيع نظراً لمرونتها وملاءمتها للأجزاء الأطول مثل المحاور. وهي قادرة على استيعاب وحدات تغذية القضبان ودعامات الذيل، ما يوسع من تنوع استخداماتها. أما مراكز الخراطة العمودية — والتي تُسمى أحياناً مخارط البرج العمودية — فهي أكثر كفاءة في معالجة الأجزاء ذات القطر الكبير والثقيلة والقصيرة. ويُساعد الجاذبية في تثبيت القطعة وتفريغ الرقائق، ما يجعلها شائعةً بشكل خاص في إنتاج مكونات السيارات.
عند تقييم قدرات الشركة المصنِّعة في مجال الخراطة، ينبغي أن تأخذ في الاعتبار ما إذا كانت قادرةً على معالجة نسبة طول قطعتك إلى قطرها ومتطلبات وزنها.
متى تصبح تقنية التآكل الكهربائي (EDM) ضرورية
بعض الأشكال الهندسية لا يمكن تحقيقها أصلًا باستخدام عمليات القطع التقليدية. وهنا تدخل تقنية التآكل الكهربائي (EDM) في الصورة. فماكينة التآكل الكهربائي تستخدم شرارات كهربائية لتآكل المادة، مُشكِّلةً أشكالاً معقدةً في المعادن المُصلَّبة دون أي اتصال فيزيائي بين الأداة وقطعة العمل.
ماكينة التآكل الكهربائي بالسلك تمرِّر سلكًا رفيعًا يعمل كإلكترود عبر المادة، لقطع الملامح المعقدة بدقة استثنائية— وبتحمّلات تصل إلى ±.٠٠٠١ بوصة. وهذا ما يجعل عملية التآكل الكهربائي ضروريةً في الحالات التالية:
- فولاذ الأدوات المُصلَّب الذي يؤدي قطعه باستخدام أدوات القطع التقليدية إلى تدمير تلك الأدوات
- الزوايا الداخلية الحادة التي يتعذَّر إنجازها باستخدام الأدوات الدوارة
- الأجزاء الحساسة التي لا تتحمل قوى القطع
- تشطيبات سطحية دقيقة جدًّا دون الحاجة إلى عمليات ثانوية
مقارنة خيارات العمليات الخاصة بك
تلخّص الجدول التالي الحالات التي تحقِّق فيها كل عملية أفضل النتائج:
| نوع العملية | أفضل التطبيقات | الدقة النموذجية | ملاءمة المادة |
|---|---|---|---|
| تصنيع باستخدام الحاسوب CNC | الأسطح المستوية، والجيوب، والشقوق، والملامح ثلاثية الأبعاد، والأجزاء المنشورية | ±.٠٠٠٢ بوصة إلى ±.٠٠١ بوصة | معظم المعادن والبلاستيكيات؛ الألومنيوم والصلب والنحاس الأصفر ممتازة |
| CNC تدوير | الأجزاء الأسطوانية، والمحاور، والمكونات ذات الخيوط، والبطانات | ±.٠٠٠٢ بوصة إلى ±.٠٠١ بوصة | المواد الأسطوانية الصلبة؛ ممتازة للصلب والألومنيوم |
| الـ EDM | المواد المُصلَّبة، والملامح المعقدة، والزوايا الحادة، والتفاصيل الدقيقة | ± ٠٫٠٠٠١ بوصة | المواد الموصلة فقط؛ مثالية للفولاذ المستخدم في صنع القوالب والكربايدات |
تتطلب العديد من المشاريع استخدام عمليات متعددة تعمل معًا. ويمكن لمصنِّعٍ يمتلك قدرات شاملة — تشمل التشغيل بالطحن، والتشغيل بالحيود (الدوران)، والتفريغ الكهربائي (EDM) تحت سقف واحد — أن يبسِّط سلسلة التوريد الخاصة بك ويحافظ على تحكمٍ أدق في الجودة. وعند المضي قدمًا في عملية الاختيار لديك، فإن العامل الحاسم التالي يتمثَّل في فهم كيفية تأثير اختيار المادة على كلٍّ من عملية التشغيل الآلي وأداء الجزء النهائي الخاص بك.
دليل اختيار المواد لمكونات التشغيل الآلي باستخدام الحاسوب (CNC)
لقد حددتم العملية المناسبة للتشكيـل الآلي— والآن تأتي قرارٌ لا يقل أهميةً عن ذلك. فالمواد التي تختارونها تؤثر تأثيرًا مباشرًا على وقت التشكيـل، وارتداء الأدوات، وأداء القطع المصنّعة، وكذلك على ربحيتكم النهائية. وعند تقييم مُصنِّع قطع التحكم العددي الحاسوبي (CNC)، فإن فهم خبرته في التعامل مع المواد يساعدكم على تقييم قدرته على تسليم قطع مشكَّلة تفي تمامًا بمواصفاتكم الدقيقة.
المعادن التي تُشغَّل آلياً بأفضل كفاءة
ليست جميع المعادن تتصرف بنفس الطريقة تحت أداة القطع. فقابلية التشكيـل— أي مدى سهولة قطع المادة مع تحقيق تشطيب سطحي جيّد وطول عمر للأداة— تتفاوت بشكل كبير بين السبائك المختلفة. وفيما يلي أبرز ما ينبغي أن تعرفوه عن أكثر الخيارات شيوعًا:
الألومنيوم (6061 و7075)
يُعَد الألومنيوم العمود الفقري في عمليات التشكيـل الآلي بالتحكم العددي الحاسوبي. ووفقًا لتحليل شركة JLCCNC، يظهر سبائك الألومنيوم 6061 كأفضل أداء عام للقطع المستخدمة في التطبيقات العامة حيث تكون القوة المعتدلة والتكلفة المنخفضة هما العاملان الأهم. وبما أن تقييم قابلية تشكيـله مرتفع، فإن ذلك يعني أوقات دورة أسرع، وانخفاض في ارتداء الأدوات، وتخفيض في التكلفة لكل قطعة.
- تقييم قابلية التشكيـل: ممتاز (حوالي ٢٧٠٪ مقارنةً بالفولاذ)
- القوة: متوسط؛ مناسب للمكونات الإنشائية التي لا تتعرض لأحمال شديدة
- الاعتبارات التكلفة: الخيار الأكثر اقتصادية لمرحلة النماذج الأولية والإنتاج
- أفضل التطبيقات: أقواس الطيران والفضاء، وغلاف الإلكترونيات، وتجهيزات السيارات
الفولاذ والفولاذ المقاوم للصدأ
عندما تكون المتانة أو الصلادة أو مقاومة التآكل هي الأولوية القصوى، أجزاء CNC الفولاذية تصبح الخيار المنطقي. ويُمكن تشغيل فولاذات الكربون المنخفض نسبيًّا بسهولة، بينما تتطلب درجات الفولاذ المقاوم للصدأ جهودًا أكبر من أدوات القطع، لكنها تقدّم أداءً متفوقًا في البيئات الصعبة.
- تقييم قابلية التشكيـل: متوسط (درجات الفولاذ المقاوم للصدأ أكثر صعوبةً من فولاذات الكربون)
- القوة: عالية؛ ممتازة للتطبيقات الحاملة للأحمال والمقاومة للتآكل
- الاعتبارات التكلفة: تكاليف تشغيل أعلى بسبب زيادة تآكل الأدوات وانخفاض سرعات التغذية
- أفضل التطبيقات: الأدوات الطبية، ومعدات معالجة الأغذية، ومكونات ناقل الحركة في السيارات
النحاس والبرونز
يُحقِّق النحاس الأصفر توازنًا مثاليًّا للمكونات المصنَّعة الوظيفية والجمالية، لا سيما في الدفعات الصغيرة. وتتيح خصائصه الجيدة في التشغيل الآلي تحقيق تحملات دقيقة جدًّا وأسطح نهائية ممتازة مباشرةً بعد التشغيل الآلي. أما النحاس، رغم تشابهه مع النحاس الأصفر في بعض الخصائص، فيجب اقتصار استخدامه على التطبيقات التي تتطلب توصيلًا كهربائيًّا أو حراريًّا عاليًا.
- تقييم قابلية التشكيـل: ممتاز للنحاس الأصفر؛ جيد للنحاس
- القوة: متوسِّط؛ غير مناسب للأجزاء الإنشائية عالية الإجهاد
- الاعتبارات التكلفة: تكلفة المادة أعلى من الألومنيوم؛ لكن تكلفة التشغيل الآلي أقل بسبب تشكُّل الر chips بكفاءة عالية
- أفضل التطبيقات: موصلات كهربائية، تجهيزات صحية، أقفال زخرفية
التيتانيوم
يوفِّر التيتانيوم نسبة قوة إلى وزن لا مثيل لها ومقاومة استثنائية للتآكل — لكن ذلك يتم بتكلفة إضافية كبيرة. وهذه المادة تكون اقتصادية التكلفة فقط في القطاعات التي تفوق متطلبات الأداء فيها جميع العوامل الأخرى، مثل قطاع الطيران والغرسات الطبية.
- تقييم قابلية التشكيـل: ضعيف؛ ويحتاج إلى أدوات تخصُّصية وسرعات تشغيل أبطأ
- القوة: استثنائي؛ فهو يمتلك أعلى نسبة قوة إلى وزن بين المعادن الشائعة
- الاعتبارات التكلفة: تكاليف مرتفعة جدًّا للمادة والتشغيل الآلي؛ وتبرَّر هذه التكاليف فقط في التطبيقات الحرجة
- أفضل التطبيقات: مكونات هيكلية لقطاع الفضاء الجوي، وغرسات طبية، وأجزاء عالية الأداء لسباقات السيارات
البلاستيكيات الهندسية للأجزاء الدقيقة
الأجزاء المصنوعة من المعادن باستخدام ماكينات التحكم العددي (CNC) ليست دائمًا الحل الأمثل. فتوفر البلاستيكات الهندسية مزايا مميزة تشمل انخفاض الوزن، والمقاومة الكيميائية، والعزل الكهربائي. ويستخدم مصنعو الأجزاء المُعالَجة باستخدام ماكينات التحكم العددي (CNC) بشكل متزايد بوليمرات متقدمة لتلبية متطلبات التطبيقات المتنوعة.
تشمل البلاستيكات الشائعة القابلة للتشغيل باستخدام ماكينات التحكم العددي (CNC):
- الأسيتال (ديلرين): استقرار أبعادي ممتاز، واحتكاك منخفض، وهو مثالي لتصنيع التروس والمحامل
- نايلون: مقاومة جيدة للتآكل ومتانة عالية؛ ومناسب لتصنيع البطانات والأسطوانات الدوارة
- PEEK: خيار عالي الأداء يتمتع بمقاومة استثنائية للمواد الكيميائية والحرارة
- البولي تيترا فلورو إيثيلين (PTFE): خامل كيميائيًّا بشكل استثنائي ومعامل احتكاك منخفض جدًّا
- ABS: ذو تكلفة اقتصادية مناسبة لتصنيع النماذج الأولية وللمكونات غير الحرجة لماكينات التشغيل باستخدام التحكم العددي (CNC)
- البولي إيثيلين عالي الكثافة (HDPE) والبولي بروبيلين (PP): خيارات مقاومة للمواد الكيميائية لتطبيقات الخزانات ومعالجة السوائل
مطابقة المواد مع متطلبات التطبيق
يقتضي الاختيار بين المعادن والبلاستيك — أو اختيار السبيكة المناسبة — الموازنة بين عوامل متعددة. وينبغي مراعاة المبادئ التوجيهية التالية:
فيما يلي الحالات التي يكون فيها استخدام الأجزاء المصنوعة من المعادن باستخدام ماكينات التصنيع الآلي بالتحكم العددي (CNC) مناسبًا:
- وجود أحمال ميكانيكية عالية أو تركيزات إجهادية
- تتجاوز درجات حرارة التشغيل الحدود القصوى للمواد البلاستيكية (عادةً فوق ٢٥٠°فهرنهايت)
- يُشترط وجود توصيل كهربائي أو حراري
- يتمثّل المعيار الحاسم في صلادة السطح ومقاومته للتآكل
- يتطلب الجزء عمل خيوط لولبية أو استيعاب تضمينات مضغوطة داخله
فيما يلي الحالات التي تُقدِّم فيها المواد البلاستيكية مزايا:
- يكون تقليل الوزن هدف التصميم الرئيسي
- العزل الكهربائي ضروري
- التعرض للمواد الكيميائية يؤدي إلى تآكل المعادن
- تقلل الخصائص ذاتية التزييت من احتياجات الصيانة
- التطبيقات الحساسة من حيث التكلفة، حيث تكون خصائص المادة كافية
كما يؤثر اختيار المادة تأثيرًا مباشرًا على جدول مشروعك الزمني. ففي الإنتاج بكميات صغيرة أو عند إعداد النماذج الأولية، تقلل مواد مثل الألومنيوم والنحاس من المخاطر والتكاليف نظرًا لقصر أوقات التشغيل الآلي وسهولة إعداد الماكينات. وعند النظر في خيارات المواد هذه، يُعد العامل الحاسم التالي هو فهم كيفية ترجمة مواصفات التحمل إلى الأداء الفعلي في العالم الحقيقي — وكذلك الآثار التكلفة التي يتجاهلها العديد من المشترين.
شرح مواصفات التحمل والمتطلبات الدقيقة
إليك سؤالٌ يُميِّز المشترين ذوي الخبرة عن المبتدئين: ما مدى ضيق التحملات التي تحتاجها فعليًّا؟ إن فهم مواصفات التحملات هو الموضع الذي تفشل فيه العديد من قرارات الشراء — إما بتحديد تحملات أكثر صرامةً مما هو مطلوب، ما يؤدي إلى ارتفاع التكاليف دون داعٍ، أو بتحديد تحملات أقل صرامةً مما هو مطلوب، فينتهي الأمر بأجزاء لا تعمل وظيفيًّا كما ينبغي. وعند تقييم مُصنِّع أجزاء التحكم العددي الحاسوبي (CNC)، فإن قدراته في تحقيق التحملات تكشف الكثير عن جودة معداته ودقة التحكم في عملياته.
التصنيع بالتحملات القياسية مقابل التصنيع بالتحملات الضيقة
فكِّر في التحملات على أنها النطاق المقبول للتغير الأبعادي عن التصميم المقصود. ووفقًا للمعايير الصناعية، فإن التحملات القياسية في تصنيع أجزاء التحكم العددي الحاسوبي (CNC) تتراوح عادةً حول ±٠٫٠٠٥ بوصة (٠٫١٣ مم)، وتُضبط وفق درجة «متوسطة» حسب المواصفة القياسية الدولية ISO 2768-1. ويُراعي هذا المستوى المرجعي التغيرات الطبيعية في دقة الماكينة والتأثيرات الحرارية وارتداء الأدوات، مع الحفاظ في الوقت نفسه على معدلات إنتاج اقتصادية.
ولكن ماذا يحدث عندما لا تكون التسامحات القياسية كافية؟ إن أجزاء التشغيل الآلي باستخدام الحاسب (CNC) عالية الدقة تتطلب مناهج متخصصة. ويمكن لعمليات التشغيل عالية الدقة أن تحقق تسامحات دقيقة جدًّا تصل إلى ±٠٫٠٠١ بوصة (٠٫٠٢٥ مم)، بينما قد تتطلّب التطبيقات شديدة الصرامة—مثل الأدوات الجراحية—تسامحات تتراوح بين ±٠٫٠٠٠٢ بوصة و±٠٫٠٠٠٥ بوصة (٠٫٠٠٥ إلى ٠٫٠١٣ مم). ومع ذلك، فإن نحو ١٪ فقط من الأجزاء تتطلّب فعليًّا تسامحات ضمن هذا النطاق المتطرف.
تختلف أجزاء CNC عالية الدقة عن المكونات القياسية المشغَّلة باستخدام الحاسب (CNC) بعدة طرق رئيسية:
- متطلبات المعدات: محاور عالية الدقة مزوَّدة بمحامل سيراميكية أو هوائية تحافظ على الانحراف الدوراني (runout) عند أقل من ٠٫٠٠٠١ بوصة
- ضوابط البيئة: مناطق خاضعة للتحكم في درجة الحرارة تحافظ على استقرارها ضمن ±٠٫٥°م
- التحقق من الجودة: بروتوكولات تفتيش محسَّنة تستخدم أدوات قياس معينة ومُعايرة بدقة
- وقت التشغيل: سرعات تغذية ودوران أبطأ لتقليل التشوه الحراري
عندما تكون الدقة هي الأهم
ليست كل الميزات في قطعتك تتطلب نفس مستوى التحمل. والمواصفات الذكية تعني تطبيق تحملات ضيقة فقط حيثما تتطلب الوظيفة ذلك— مثل الأسطح المتداخلة، أو تركيبات المحامل، أو ملامح التحاذى الحرجة— بينما تُترك الأبعاد غير الحرجة عند التحملات القياسية.
فكر في هذه السيناريوهات التي تبرر فيها استثمار مكونات الخراطة باستخدام الحاسوب (CNC) الدقيقة:
- واجهات التجميع: الأجزاء التي يجب أن تتداخل بدقة مع مكونات أخرى
- التجميعات الدوارة: المحاور والمحامل التي تتطلب تركيبات محددة
- أسطح الإحكام: حيث تمنع الدقة البعدية حدوث التسربات
- الغلاف البصري أو الإلكتروني: التطبيقات التي تتطلب تحاذياً دقيقاً
وتطرح خراطة الأجزاء الكبيرة باستخدام الحاسوب (CNC) تحديات فريدة في التحكم بالتحملات. فتصبح ظاهرة التمدد الحراري أكثر أهمية كلما زادت أبعاد الجزء، ما يجعل البيئات الخاضعة للتحكم في درجة الحرارة أكثر حرجاً للحفاظ على الدقة عبر قطع العمل الكبيرة.
العلاقة بين التكلفة والتسامح
هذه هي الحقيقة التي يغفل عنها معظم المشترين: إن تشديد التسامحات بما يتجاوز ما هو ضروري وظيفيًا لا يحسّن جودة قطعتك—بل يؤدي فقط إلى زيادة تكاليفك. وفقًا لـ بيانات التشغيل الدقيق ، فإن الانتقال من التشغيل العادي إلى التشغيل الخاضع للتحكم في درجة الحرارة يرفع التكاليف بنسبة ٢٥–٥٠٪، بينما قد تؤدي تحقيق أضيق التسامحات باستخدام تحكم بيئي كامل إلى رفع التكاليف بنسبة ١٠٠–٢٠٠٪.
والجدول أدناه يوضح ما تعنيه درجات التسامح المختلفة لمشروعك:
| نطاق التسامح | التطبيقات النموذجية | الأثر على التكلفة | المعدات المطلوبة |
|---|---|---|---|
| ±0.010" (±0.25 ملم) | أجزاء صناعية عامة، ودعامات، وعلب تغليف | الخط الأساسي | معدات CNC قياسية، وبيئة ورشة عمل طبيعية |
| ±٠٫٠٠٥ بوصة (±٠٫١٣ مم) | التجميعات الوظيفية، والمكونات automobiles | زيادة بنسبة ١٠–٢٥٪ | آلات مُحافظ عليها جيدًا، مع مراقبة المناخ |
| ±0.002 بوصة (±0.05 مم) | السيارات عالية الأداء، والمعدات الصناعية | زيادة تتراوح بين ٥٠٪ و١٠٠٪ | محور دقيق، والتحكم في درجة الحرارة ±٣°م |
| ± 0.001" (± 0.025 ملم) | مكونات الطيران والفضاء، والأجهزة الطبية | زيادة تتراوح بين ١٠٠٪ و١٥٠٪ | آلات عالية الدقة، وتثبيت محسَّن |
| ±0.0005 بوصة (±0.013 مم) | الأدوات الجراحية، والمعدات البصرية | زيادة تتراوح بين ١٥٠٪ و٢٠٠٪ | تحكم بيئي كامل، وعزل الاهتزازات |
كما أن اختيار المادة يؤثر على التحملات القابلة للتحقيق. فالأجزاء المصنوعة بدقة باستخدام آلات التحكم العددي (CNC) من الألومنيوم تحقق تحملات أضيق بسهولة أكبر مقارنةً بتلك المصنوعة من التيتانيوم، وذلك بسبب الاختلافات في قابلية التشغيل الآلي. أما البلاستيكيات فتطرح تحديات إضافية—إذ إن مرونتها وحساسيتها الحرارية غالبًا ما تحدّ من التحملات العملية إلى درجة «متوسطة» وفق المعيار ISO 2768-1.
عند التواصل مع المصنّعين، أدرج جدول التحملات مباشرةً على الرسومات ثنائية الأبعاد (2D) الخاصة بك، مع تحديد الأبعاد الحرجة بدقة. ويمنع هذا الممارسةَ المفرطة في تحديد التحملات، ويساعد المصنّعين على إعداد عروض أسعار دقيقة. وإن فهم هذه الديناميكيات المتعلقة بالتحملات يُعدّك لاعتبارٍ حاسمٍ تالٍ: وهو أن المتطلبات الخاصة بكل صناعة تفرض شروطًا محددةً تؤثر في اختيار المصنّعين، بما يتجاوز القدرات العامة في مجال التشغيل الآلي.
المتطلبات الخاصة بكل صناعة لتصنيع الأجزاء باستخدام آلات التحكم العددي (CNC)
هل لاحظت يومًا كيف تتعامل ورشة محلية لتصنيع قطع السيارات بالآلات بشكل مختلف عن منشأة تُنتج أدوات جراحية؟ هذا ليس صدفةً على الإطلاق. فكل قطاعٍ صناعي يفرض متطلباتٍ مختلفةٍ تمامًا على شركائه المصنِّعين لقطع التحكم العددي الحاسوبي (CNC)، وبفهم هذه الفروق يمكنك تحديد المورِّدين المؤهلين فعليًّا لتطبيقك المحدَّد، بدلًا من الاقتصار على أولئك الذين يدَّعون فقط امتلاك قدراتٍ واسعة النطاق.
معايير التشغيل الآلي في قطاع صناعة السيارات
عندما تبحث عن مكوناتٍ لتطبيقات السيارات، تصبح الثباتية عند الإنتاج بكميات كبيرة أمرًا محوريًّا. سواء كنت تبحث عن ورشة محلية لتصنيع قطع السيارات بالآلات قريبة من موقعك، أو تقوم بتقييم مورِّدين عالميين، فإن تصنيع قطع السيارات بالآلات يتطلب قدراتٍ محددةً قد تفتقر إليها ورش التصنيع العامة.
يعمل قطاع السيارات وفق معيار IATF 16949 — وهو المعيار العالمي لإدارة جودة قطاع السيارات، الذي يدمج مبادئ ISO 9001 مع المتطلبات الخاصة بهذا القطاع. وهذه الشهادة ليست مجرد أوراق روتينية؛ بل تمثِّل التزامًا أساسيًّا بـ:
- منع العيوب: أنظمة مُصمَّمة لاكتشاف المشكلات قبل وصولها إلى خط التجميع الخاص بك
- التحسين المستمر: إجراءات موثَّقة لتحقيق كفاءة مستمرة ومكاسب في الجودة
- الإشراف على المورِّدين: تأهيلٌ دقيقٌ ورصدٌ مستمرٌ لمصادر المواد
- إمكانية تعقُّب المنتج: توثيق كامل من المواد الخام حتى المكون النهائي
تواجه ورشة تشغيل المحركات التي تعمل على مكونات نظام الدفع تحدياتٍ مختلفةً عن تلك التي تواجهها ورشة التصنيع التي تُنتج ألواح الهيكل. ويجب أن تتحمّل أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) الخاصة بالسيارات الاهتزازَ، والتغيرات الحرارية، والإجهادات الميكانيكية على مدى مئات الآلاف من الأميال. وهذا يعني أنَّ المصانع بحاجةٍ إلى ضوابط عمليةٍ قويةٍ تضمن أن يتطابق كل جزءٍ — سواء كان الجزء الأول أو الجزء العاشر ألف — مع المواصفات نفسها بدقة.
متطلبات تصنيع الأجهزة الطبية
يتم تشغيل تصنيع الأجهزة الطبية في بيئة تنظيمية يترتَّب على الأخطاء فيها عواقب تمس الحياة أو الموت. ولذلك تتطلَّب هذه المخاطر أطر شهاداتٍ أكثر صرامةً بكثيرٍ من تلك المطبَّقة في الاستخدامات الصناعية العامة.
يُعَد معيار ISO 13485 المعيارَ المُحدِّد لإدارة الجودة في إنتاج الأجهزة الطبية. وتتطلَّب هذه الشهادة ما يلي:
- إدارة المخاطر: التحديد المنهجي وتحييد طرق الفشل المحتملة
- ضوابط التصميم: التحقق الموثَّق الذي يضمن أن الأجزاء تعمل وفق الغرض المقصود منها
- إمكانية التتبع الكاملة: يمكن تتبع كل مكوِّنٍ إلى دفعات المواد المحددة والآلات والمشغلين المسؤولين عنه
- معالجة الشكاوى: إجراءات رسمية للتحقيق في المشكلات المتعلقة بالجودة ومعالجتها
- اعتبارات التعقيم: اختيارات المواد والتشطيبات التي تدعم متطلبات التعقيم
وبالإضافة إلى معيار ISO 13485، يجب أن تمتثل المرافق للفصل 820 من اللائحة التنظيمية رقم 21 CFR الصادرة عن إدارة الأغذية والأدوية الأمريكية (FDA)، والمتعلقة بنظام الجودة الخاص بتصنيع الأجهزة الطبية في الولايات المتحدة. وتضمن هذه المتطلبات المشتركة أن تفي أدوات الجراحة والغرسات والمعدات التشخيصية بمعايير السلامة والأداء الدقيقة جدًّا.
متطلبات الدقة الخاصة بالطيران والفضاء
ويُعَدُّ تصنيع قطع الطيران والفضاء أشد البيئات اشتراطًا من حيث الاعتماد في مجال التشغيل الدقيق. فعندما تعمل المكونات على ارتفاع ٣٠٬٠٠٠ قدم، لا يمكن التنازل عن الجودة أبدًا — بل إنها مسألة حاسمة للبقاء على قيد الحياة.
يُبنى معيار AS9100 على أساس معيار ISO 9001، مع إضافة متطلبات خاصة بقطاع الطيران والفضاء تُميِّز المصنِّعين المؤهلين عن ورش العمل الميكانيكية العامة:
- إدارة التكوين: ضوابط صارمة تضمن توثيق التغييرات في التصاميم وتنفيذها بشكلٍ سليم
- التفتيش الأول للمادة (FAI): تحقق شاملة تضمن مطابقة أجزاء الإنتاج للتصاميم المعتمدة
- الوقاية من الحطام الغريب (FOD): بروتوكولات تمنع تلوث التجميعات الحرجة
- منع القطع المقلدة: ضوابط سلسلة التوريد التي تضمن أصالة المواد
- ضوابط العمليات الخاصة: رقابة مُعزَّزة على عمليات المعالجة الحرارية، والطلاء، وغيرها من العمليات الحرجة
كما تتطلب العديد من برامج الطيران والفضاء أيضًا اعتماد NADCAP للعمليات الخاصة. وعلى عكس الشهادات العامة، يركِّز اعتماد NADCAP على ضوابط العمليات المحددة على مستوى تفصيلي دقيق— ويُثبت أن عمليات المعالجة الحرارية، والمعالجة الكيميائية، واختبارات الفحص غير التدميري تتوافق مع أعلى المعايير الصناعية.
بالنسبة للأعمال المرتبطة بالدفاع، يُضيف الامتثال لتنظيمات التجارة الدولية في المعدات العسكرية (ITAR) طبقةً إضافيةً من المتطلبات. وتُنظِّم هذه اللوائح التعامل مع البيانات الفنية الحساسة والمكونات ذات الصلة، وتشترط التسجيل لدى وزارة الخارجية الأمريكية وتطبيق بروتوكولات صارمة لأمن المعلومات.
مقارنة الشهادات: مواءمة المتطلبات مع التطبيقات
إن فهم الشهادات التي تهم تطبيقك يمنع كلاً من تكاليف التأهيل الزائد والمخاطر الناجمة عن اختيار مورِّد غير مؤهلٍ بما يكفي:
| شهادة | الصناعة الرئيسية | مجالات التركيز الرئيسية | لماذا يهم ذلك؟ |
|---|---|---|---|
| ISO 9001 | التصنيع العام | نظم إدارة الجودة، والتحسين المستمر | شهادة أساسية تُظهر التزام المؤسسة بالجودة |
| IATF 16949 | سيارات | منع العيوب، والإشراف على المورِّدين، وإمكانية تتبع المنتجات | مطلوبة من قِبل كبرى شركات تصنيع المعدات الأصلية (OEMs)؛ حيث تفرض ٦٧٪ من شركات تصنيع المعدات الأصلية في قطاع السيارات شهادة ISO 9001 كحد أدنى |
| AS9100 | الفضاء | إدارة المخاطر، والتحكم في التكوين، والفحص الأولي للقبول (FAI) | ضرورية للمشاركة في سلسلة التوريد الخاصة بالصناعات الجوية والفضائية |
| ISO 13485 | الأجهزة الطبية | إدارة المخاطر، وإمكانية تتبع المنتجات، والامتثال التنظيمي | مطلوب لمكونات الأجهزة الطبية الخاضعة لتنظيم إدارة الأغذية والأدوية (FDA) |
| نادكاب | الفضاء/الدفاع | اعتماد العمليات الخاصة | يُثبت كفاءة القدرات في معالجة الحرارة، والفحص غير التدميري (NDT)، والمعالجة الكيميائية |
| ITAR | الدفاع | أمن المعلومات، والضوابط المتعلقة بالتصدير | إلزامي للبيانات التقنية والمكونات المرتبطة بالدفاع |
إليك ما يغفله العديد من المشترين غالبًا: الشهادات ليست قابلة للتبادل. فورشة آلات للسيارات تحمل شهادة IATF 16949 تُظهر كفاءات مُخصصة لقطاع السيارات، لكن هذه الشهادة لا تؤهلها لأعمال الطيران والفضاء التي تتطلب شهادة AS9100. وبالمثل، قد تفتقر ورشة التصنيع التي تمتلك شهادة ISO 9001 فقط إلى أنظمة الجودة المتخصصة المطلوبة في التطبيقات الطبية أو الفضائية.
وفقًا لـ الأبحاث الصناعية وبالفعل، تفوز ورش العمل الحاصلة على شهادات مُخصصة حسب القطاع بنسبة أعلى بمتوسط ١٥٪ في الحصول على العقود مقارنةً بتلك التي تمتلك شهادات جودة عامة فقط. ويُعد الاستثمار في شهادة متخصصة مؤشرًا على الكفاءة والالتزام اللذين يدركهما فرق المشتريات.
عند تقييم شركاء التصنيع المحتملين، تأكَّد من صحة شهاداتهم مباشرةً—اطلب نسخًا من الشهادات وتأكد من سريانها الحالية مع الجهات المُصدِرة لها. وتكتسب هذه الإجراءات الوقائية أهميةً أكبر عندما تنظر في خيارات التشطيب السطحي، التي تؤثر تأثيرًا كبيرًا على أداء الأجزاء والامتثال التنظيمي في التطبيقات الصعبة.
خيارات التشطيب السطحي للأجزاء المصنوعة باستخدام ماكينات التحكم العددي (CNC)
لقد اخترت العملية والمواد والتسامح المناسبة—إلا أن هناك عاملًا إضافيًّا واحدًا قد يُحقِّق النجاح أو يُسبِّب الفشل في مشروعك. فالتشطيب السطحي يحوِّل الأجزاء غير المُنقَّاة والمصنوعة باستخدام ماكينات التحكم العددي (CNC) من مكونات وظيفية إلى منتجات نهائية جاهزة للتجميع أو للاستخدام النهائي. وفهم خياراتك يساعدك على توصيل المواصفات بوضوحٍ لأي شركة مصنِّعة للأجزاء المصنوعة باستخدام ماكينات التحكم العددي (CNC)، ويضمن أن أداء أجزائك يتماشى تمامًا مع المتطلبات المنشودة.
التشطيبات الوظيفية مقابل التشطيبات الجمالية
إليك تمييزًا يغفله العديد من المشترين: فليست كل التشطيبات تؤدي الغرض نفسه. فبعض التشطيبات تُركِّز أساسًا على تحسين المظهر، في حين أن البعض الآخر يوفّر فوائد وظيفية حاسمة مثل الحماية من التآكل أو تحسين مقاومة البلى. أما التحديد الذكي للتشطيب فيعني الاختيار استنادًا إلى متطلباتك الفعلية بدلًا من الاعتماد افتراضيًّا على خيارات باهظة الثمن التي لا تحتاجها.
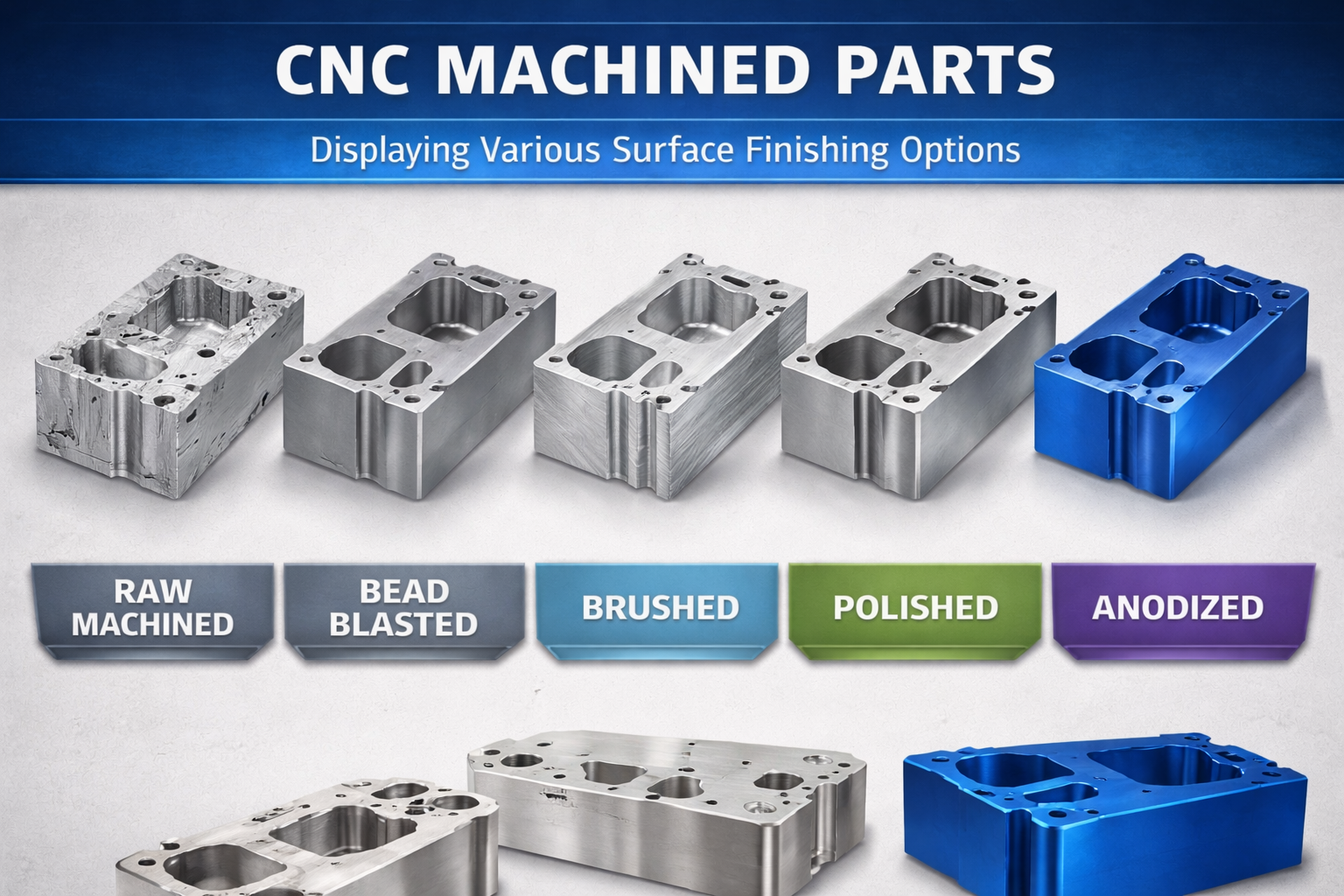
تشطيب كما هو بعد التشغيل الآلي
الخيار الأقل تكلفةً يترك أجزاء التصنيع باستخدام الحاسب الآلي (CNC) مع نسيج السطح الناتج عن عملية التشغيل الآلية. ووفقًا لمعايير التشطيب الصناعية، يتراوح متوسط خشونة السطح (Ra) للتشطيبات كما تُصنع عادةً بين ١,٦ ميكرومتر (وهو المعيار الصناعي القياسي للتطبيقات العامة) و٣,٢ ميكرومتر لقطع لا تكون جودة سطحها ذات أهمية بالغة. ويُعد هذا التشطيب مناسبًا عندما:
- تكون القطع مخبأة عن الأنظار في التجميعات النهائية
- لا يؤثر نسيج السطح على الوظيفة
- تفرض قيود الميزانية إعطاء الأولوية لتقليل التكلفة
- ستتلقى القطع تشطيبًا إضافيًّا لاحقًا في سلسلة التوريد
التصقيل والتلميع
عندما يكتسب المظهر البصري أهميةً بالغة، فإن عملية التلميع تُزيل آثار التشغيل الآلي وتُنشئ أسطحًا ناعمةً لامعةً. ويؤدي تحقيق خشونة سطحية تبلغ ٠٫٤ ميكرومتر (Ra) إلى الحصول على تشطيبٍ يكاد يكون كأنه مرآة، وهو ما يُعد ضروريًّا للمكونات التي تتطلب أقل احتكاكٍ ممكن أو مظهرًا فاخرًا. ومع ذلك، فإن هذه النعومة تأتي بتكلفةٍ — إذ تُضيف عملية التلميع عادةً وقت معالجةٍ وتكاليف إضافيةً كبيرةً في إنتاج الأجزاء المشغَّلة باستخدام ماكينات التفريز.
تفجير كرات الزجاج
هذه العملية الميكانيكية تدفع حبيبات الزجاج نحو سطح القطعة، مُولِّدةً نسيجًا غير لامعٍ متجانس. وتُزيل عملية رش الحبيبات بفعالية العيوب السطحية الطفيفة، كما تعدّ الأجزاء استعدادًا للعمليات اللاحقة لتغطيتها. وهي شائعةٌ بشكلٍ خاصٍّ في المنتجات المشغَّلة باستخدام ماكينات التحكم العددي (CNC)، حيث يُفضَّل مظهرٌ متسقٌّ وغير عاكسٍ دون تحمل تكلفة عملية التلميع.
الطلاءات الواقية للبيئات القاسية
عندما تتعرَّض أجزاؤك لمواد كيميائية مسببة للتآكل أو للعوامل الجوية الخارجية أو لظروف تشغيلٍ صعبة، تصبح التشطيبات الواقية ضرورةً لا اختيارًا.
أنودة
تُشكِّل عملية الأكسدة الكهربائية طبقة أكسيد متينة على أجزاء الألومنيوم، مما يحسّن مقاومة التآكل وصلادة السطح بشكل كبير. وهناك ثلاثة أنواع تلبي احتياجات مختلفة:
- النوع الأول (حمض الكرومات): أرق طبقة تحافظ على التحملات الدقيقة؛ وتُفضَّل في التطبيقات الجوية والفضائية التي تتطلب مقاومة الإرهاق الميكانيكي
- النوع الثاني (حامض الكبريتيك): الخيار الأكثر شيوعًا الذي يوازن بين التكلفة والأداء؛ ويمكن صبغه بألوان متنوعة لتخصيص المظهر الجمالي
- النوع الثالث (الطبقة الصلبة): أثخن طبقة وأكثرها متانةً، وتُستخدم في التطبيقات الصناعية والعسكرية التي تتطلب مقاومة قصوى للتآكل الميكانيكي
طلاء المسحوق
هذه الطبقة النهائية متعددة الاستخدامات تُطبَّق على هيئة مسحوق جافٍ كهروستاتيكيًّا، ثم تُثبت حراريًّا لتكوين طبقة واقية متينة. وتوفِّر الطلاءات البودرية متانة استثنائية ضد الصدمات والمواد الكيميائية والتعرُّض لأشعة فوق البنفسجية. وبما أنَّها تتوافر بعدد واسع من الألوان، فإنها تقدِّم حماية وظيفية جوهرية وجاذبية بصرية في آنٍ واحد — ما يجعلها مثالية للمنتجات الاستهلاكية والمعدات الخارجية.
خيارات الطلاء المعدني
تترسب عمليات الطلاء المعدني طبقات رقيقة من المعادن الواقية أو الوظيفية على أسطح الأجزاء:
- النيكل غير الإلكتروليتي: طلاء متجانس دون تيار كهربائي؛ ويوفّر مقاومة ممتازة للتآكل والصلادة على جميع الأشكال الهندسية المعقدة
- التغطية بالكروم: يُنتج أسطحًا لامعةً وعاكسةً ذات مقاومة جيدة للتآكل
- صبغ الزنك: حماية فعّالة من التآكل من حيث التكلفة، وتُستخدم عادةً في التطبيقات automotive
- صبغ الذهب: توصيل كهربائي متفوّق للموصلات الإلكترونية
التجاوز
لمنتجات الفولاذ المقاوم للصدأ المصنوعة باستخدام ماكينات التصنيع الآلي بالتحكم العددي (CNC)، تحسّن عملية التمرير (Passivation) المقاومة الطبيعية للتآكل عن طريق إزالة الحديد الحر من السطح وتعزيز تكوّن طبقة أكسيد واقية. وهذه المعالجة الكيميائية ضرورية لمكونات القطاعات الطبية وصناعات معالجة الأغذية، حيث يُعد منع التلوث أمرًا حاسمًا.
اختيار التشطيب حسب الاستخدام
يتطلب اختيار التشطيب المناسب الموازنة بين احتياجات الحماية، ومتطلبات المظهر، وقيود الميزانية. ويوفر الجدول أدناه إرشادات لتوفيق التشطيبات مع التطبيقات الشائعة:
| نوع النهاية | مستوى الحماية | مظهر | أفضل التطبيقات | التكلفة النسبية |
|---|---|---|---|---|
| كما هو مشكّل | منخفضة | علامات أداة مرئية؛ مظهر وظيفي | المكونات الداخلية، النماذج الأولية، الأجزاء المخفية | $ |
| تفجير كرات الزجاج | منخفض-متوسط | ملمس غير لامع موحد | الأجهزة الإلكترونية الاستهلاكية، التحضير للطلاء | $$ |
| تلميع | منخفضة | تشطيب عالي اللمعان، يشبه المرآة | الأجهزة الطبية، المكونات الزخرفية، الهياكل البصرية | $$$ |
| أكسدة كهربائية (النوع الثاني) | متوسطة - عالية | غير لامع أو حريري؛ متوفر بألوان متعددة | دعائم صناعة الطيران، منتجات استهلاكية، أغلفة إلكترونية | $$ |
| الأكسدة (النوع الثالث) | مرتفع جداً | عادةً ما يكون بلون رمادي داكن أو أسود | المعدات العسكرية، الآلات الصناعية، الأسطح المعرضة للتآكل | $$$ |
| طلاء المسحوق | عالية | طيف واسع من الألوان؛ أملس أو مزخرف نسيجيًا | المعدات الخارجية، أجزاء السيارات، السلع الاستهلاكية | $$ |
| نيكل كهربائي غير محفز | عالية | تشطيب معدني لامع | الهندسات المعقدة، المكونات الهيدروليكية، الصمامات | $$$ |
| طلاء كرومي | متوسطة - عالية | عالية الانعكاس، تشبه المرآة | تجهيزات السيارات، الأجزاء المعدنية الزخرفية | $$$$ |
| طلاء زنك | متوسطة | كرومات فضي-أزرق أو أصفر | البراغي، القواعد، المكونات السفلية للسيارات | $$ |
وفقًا لتقديرات تكلفة التشطيب، تتراوح تكاليف التشطيبات البسيطة مثل التفجير بالكرات (Bead Blasting) عادةً بين ٣٠ و٥٠ دولارًا أمريكيًّا لكل قطعة، في حين قد ترتفع تكاليف التشطيبات المعقدة مثل الأكسدة الكهربائية (Anodizing) أو الطلاء النيكلي غير الكهربائي (Electroless Nickel Plating) إلى ما بين ١٠٠ و٢٠٠ دولار أمريكيًّا لكل قطعة، وذلك حسب الحجم والتعقيد. ويُجنب التخطيط لهذه التكاليف أثناء مرحلة التصميم حدوث مفاجآت غير متوقعة في الميزانية.
كما أن اختيار نوع التشطيب يؤثر أيضًا على أوقات التسليم. فتستغرق التشطيبات البسيطة بضع ساعات إضافية في عملية الإنتاج، بينما تمتد الجداول الزمنية للتشطيبات المعقدة مثل الأكسدة الكهربائية (Anodizing) أو الطلاء الكهربائي (Electroplating) بمقدار ٢٤ إلى ٤٨ ساعة — باستثناء أوقات التحضير والتجفيف. وعند تقييم الشركات المصنِّعة، تأكَّد من امتلاكها القدرات الداخلية لإجراء عمليات التشطيب أم أنها تلجأ إلى مورِّدين خارجيين، مما قد يضيف وقت نقل إضافي ويزيد من تعقيد التنسيق.
إن فهم خيارات التشطيب يُعدّك للعامل الحاسم التالي في اختيار المصنّع: كيف تتضافر عوامل التكلفة المختلفة لتحديد سعر كل قطعة من قطعك النهائي، وأين تكمن الفرص لتحسين استثمارك دون التضحية بالجودة.
عوامل التكلفة المؤثرة في تسعير قطع التصنيع باستخدام الحاسب الآلي (CNC)
إليك سؤالٌ يفاجئ العديد من المشترين: لماذا تختلف أسعار عرضَيْ سعرٍ لقطعتين تبدوان متشابهتين إلى حدٍ كبيرٍ بشكلٍ كبيرٍ؟ والإجابة تكمن في فهم عوامل التكلفة الخفية التي تحدد تسعير قطع التصنيع باستخدام الحاسب الآلي (CNC). سواء كنت تعمل مع مصنّع محلي لقطع التصنيع الآلي أو مع مصنع عالمي متخصص في قطع التصنيع باستخدام الحاسب الآلي (CNC)، فإن العوامل الأساسية نفسها هي التي تشكّل فاتورتك النهائية.
عوامل التكلفة الحقيقية في تصنيع قطع التصنيع باستخدام الحاسب الآلي (CNC)
عند طلبك عرض سعر لقطع مخصصة مصنوعة باستخدام الحاسب الآلي (CNC)، يقوم المصنّعون بتقييم عدة متغيرات تتراكم لتُكوّن سعر كل قطعة. وفقًا لـ تحليل تسعير الصناعة ، ترتّب هذه العوامل حسب تأثيرها من الأعلى إلى الأدنى:
- تعقيد التصميم: تتطلب التصاميم المعقدة ذات الميزات التفصيلية أو الهندسات المعقدة برمجةً أكثر شمولاً، وتجهيزات إضافية للآلات، وأحيانًا أدوات متخصصة. وتبلغ تكلفة تصنيع التصاميم البسيطة ما يقارب ٢٠ دولارًا أمريكيًّا لكل ساعة، بينما ترتفع أسعار تصنيع الأجزاء المعقدة لتصل إلى ٣٥–٧٠ دولارًا أمريكيًّا لكل ساعة.
- اختيار المواد: تتفاوت تكاليف المواد الأولية بشكل كبير؛ إذ يتراوح سعر الألمنيوم بين ٥ و١٠ دولارات أمريكية لكل رطل، في حين يتراوح سعر الفولاذ المقاوم للصدأ بين ٨ و١٦ دولارًا أمريكيًّا لكل رطل. وبجانب سعر المادة، فإن قابلية التشغيل الآلي تؤثر في زمن الدورة وارتداء الأدوات، ما يضاعف التكاليف.
- متطلبات التحمل: تتطلب التحملات الأضيق سرعات تشغيل أبطأ، وتغييرات أدوات أكثر تكرارًا، وفحوصات جودة مُحسَّنة. وقد يؤدي تحديد التحمل عند ±٠٫٠٠١ بوصة بدلًا من ±٠٫٠٠٥ بوصة إلى زيادة زمن التشغيل بنسبة ٥٠٪ أو أكثر.
- حجم الإنتاج: تتوزَّع التكاليف الثابتة مثل البرمجة والتجهيز على جميع الوحدات المنتجة. ولذلك تكون التكلفة لكل وحدة أعلى في الإنتاج بكميات منخفضة، بينما تستفيد الطلبات الكبيرة الحجم من وفورات الحجم.
- نوع الجهاز: تتراوح تكلفة تشغيل آلات المحاور الثلاثة عادةً بين ١٠ و٢٠ دولارًا أمريكيًّا لكل ساعة، في حين تبلغ تكلفة تشغيل آلات المحاور الخمسة بين ٢٠ و٤٠ دولارًا أمريكيًّا لكل ساعة نظرًا لتقنياتها المتقدمة وتعقيدها التشغيلي.
- متطلبات التشطيب: يُضاف لكل تشطيب إضافي—مثل التأكسد الكهربائي، أو الطلاء الكهربائي، أو التلميع—تكاليف يد عاملة ووقت آلات ومواد إلى مشروعك.
إن فهم هذه التسلسل الهرمي يساعدك على تحديد الأولويات في أماكن التحسين. فغالبًا ما تحقِّق تغييرات طفيفة في درجة تعقيد التصميم وفورات أكبر في التكلفة مقارنةً بتغيير المواد المستخدمة.
التسعير حسب الحجم والاقتصاد الناتج عن الحجم
تصوَّر أنك تطلب نموذجًا أوليًّا واحدًا مقابل طلب ١٠٠٠ جزء إنتاجي. فعملية البرمجة وإعداد ملفات التصميم بمساعدة الحاسوب (CAD) وإعداد الآلة تتم مرة واحدة فقط—بغض النظر عن كمية الطلب. وهذا يخلق علاقة عكسية بين حجم الطلب وتكلفة الوحدة الواحدة، وهي علاقة يدركها خبراء تصنيع قطع الغيار الميكانيكية باعتبارها أقوى أداة متاحة للتحكم في التكلفة.
وهذا ما تبدو عليه الأرقام عمليًّا:
- وحدة واحدة: تكاليف الإعداد الكامل والبرمجة تُحمَل على جزء واحد فقط—أعلى سعر وحدوي
- ٥ وحدات: ينخفض السعر الوحدوي بنسبة تقارب ٥٠٪ مقارنةً بالسعر المُطبَّق على وحدة واحدة
- ١٠٠ وحدة: تصبح تكاليف الإعداد ضئيلة جدًّا بالنسبة لكل جزء؛ بينما تتحكَّم تكاليف المواد وزمن الدورة في تحديد السعر
- ١٠٠٠ وحدة فأكثر: يمكن أن ينخفض سعر الوحدة إلى ما بين ١٠٪ و٢٠٪ من تكلفة الوحدة الفردية
بالنسبة لأجزاء التشغيل الآلي المخصصة للإنتاج، فإن دمج الطلبات في دفعات أكبر—حتى لو استدعى ذلك الاحتفاظ ببعض المخزون—يقلل غالبًا من إجمالي تكاليف المشروع بشكل كبير. ويقدّم العديد من مصنّعي أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) هياكل أسعار متدرجة تكافئ التزامات الكميات الكبيرة.
وتُشكّل الكميات الصغيرة للطلبات أيضًا تحديات عملية. ووفقًا لبيانات القطاع، يفرض العديد من الموردين حدًّا أدنى لحجم الطلب قد يفوق ما تحتاجه في الإنتاج ذي الحجم المنخفض. ولذلك، عند مرحلة النماذج الأولية، ينبغي أخذ هذه الحقيقة في الاعتبار أثناء اختيار المورِّد.
موازنة الجودة مقابل الميزانية
يؤثر كل قرار تصميمي تتخذه قبل إرسال الملفات إلى مصنع أجزاء التشغيل الآلي باستخدام الحاسوب (CNC) على إمكانية التصنيع—والتكلفة. أما المشترون الأذكياء فيقومون بتحسين تصاميمهم لتناسب عملية الإنتاج بدلًا من اعتبار التشغيل الآلي أمرًا ثانويًّا.
ومن الاستراتيجيات التصميمية التي تقلل التكاليف دون التأثير على الوظائف:
- تجنب التجاويف العميقة: تتطلب الفراغات المجوفة ذات العمق الكبير مقارنةً بالعرض أدوات تشكيل متخصصة وسرعات تشغيل أبطأ
- استخدم أحجام الثقوب القياسية: اتّباع مقاسات الثقوب القياسية (بفروق ١/٦٤ بوصة) يلغي الحاجة إلى أدوات تشكيل مخصصة
- الزوايا الداخلية الدائرية: تتطلب الزوايا الداخلية الحادة أدوات تشكيل متخصصة وتزيد من درجة التعقيد — لذا يُوصى بتقريب حافتي الزاوية (إضافة نصف قطر)
- زيادة سماكة الجدار: الأجزاء ذات الجدران الرقيقة تتطلّب تحكّمًا أكثر دقةً وتثبيتًا متخصصًا، ما يرفع التكاليف
- الحد من التخريش: يُضيف كل عنصر مُخرَّش وقت تشغيل إضافيًّا؛ لذا يُفضَّل النظر في طرق بديلة لتثبيت الأجزاء عند الإمكان
- تجنّب النصوص غير الضرورية: يُضيف النقش أو التنقير وقت تشغيل إضافيًّا دون فائدة وظيفية، ما لم يُقتضِ الأمر ذلك للتعريف أو التمييز
كما أن العلاقة بين أوقات التسليم وأسعار التكلفة تستحق الانتباه أيضًا. فتسمح أوقات التسليم القياسية للمصنّعين بتخطيط تنفيذ طلبك بكفاءة جنبًا إلى جنب مع المشاريع الأخرى. أما الطلبات العاجلة — ولا سيما تلك التي تتطلب شراء مواد بشكل مُسرَّع أو تشغيل عمالة إضافية خارج أوقات الدوام الرسمي — فقد تؤدي إلى زيادة التكاليف بنسبة ٢٥–٥٠٪ أو أكثر. ويظل التخطيط المسبق أكثر استراتيجيات خفض التكاليف إهمالًا.
وعند مقارنة عروض الأسعار الخاصة بالأجزاء المصنوعة حسب الطلب باستخدام ماكينات التحكم العددي (CNC) مع المكونات القياسية المدرجة في الكتالوجات، فتذكر أن التصنيع حسب الطلب ينطوي بطبيعته على تكاليف إضافية تتعلَّق بالبرمجة والإعداد الأولي. ومع ذلك، فإن الأجزاء المخصصة تقدِّم بالضبط ما تتطلبه تطبيقك، ما قد يؤدي إلى استبعاد العمليات الثانوية أو خطوات التجميع التي قد تتطلبها المكونات القياسية.
وتتمثل إحدى المقاربات العملية في استخدام هذه الصيغة لتقدير ما إذا كان المشروع منطقيًّا من الناحية المالية:
التكلفة المُقدَّرة = (تكلفة المادة + تكلفة الإعداد) + (زمن التشغيل × السعر بالساعة) + تكلفة التشطيب
يساعدك هذا التحليل في تحديد مكونات التكلفة التي توفر أكبر إمكانات للتحسين لمشروعك المحدد. وباستنادٍ إلى هذه الفهم العميق لعوامل التكلفة، ستكون مستعدًّا لتقييم شركاء التصنيع المحتملين بناءً على العوامل التي تهم حقًّا: قدراتهم، وأنظمتهم الخاصة بالجودة، وقدرتهم على تسليم نتائج متسقة وبأسعار تنافسية.

كيف تختار مُصنِّع أجزاء التحكم العددي بالحاسوب (CNC) المناسب
لقد أتقنت الأساسيات التقنية — مثل العمليات والمواد والمقاييس والتشطيبات. والآن يأتي القرار الذي يحدّد ما إذا كانت كل هذه المعرفة ستنعكس فعليًّا في تصنيع أجزاء ناجحة: أي اختيار شريك التصنيع المناسب. فاختيار مورد لأجزاء التشغيل بالتحكم العددي بالحاسوب (CNC) ليس مجرّد البحث عن أقل عرض سعر. بل هو تحديد شريكٍ تتماشى قدراته وأنظمته المتعلقة بالجودة وممارساته في التواصل مع متطلبات مشروعك.
تقييم قدرات الصانع
عند تقييم مصنّعي الأجزاء المُعالَجة آليًّا المحتملين، تحتاج إلى منهجية منهجية تتجاوز الادعاءات السطحية. ووفقًا لأفضل الممارسات الصناعية، فإن تقييم مورِّدي التصنيع باستخدام الحاسوب (CNC) يتطلب فحص أبعاد متعددة لعملياتهم.
تقييم المعدات والتكنولوجيا
إن مورِّد الأجزاء المُعالَجة آليًّا المزوَّد بمراكز تصنيع متعددة المحاور المتقدمة يُظهر قدرته على معالجة الأشكال الهندسية المعقدة. لكن لا تتوقَّف عند عدد الآلات فقط— بل افحص هذه العوامل المحددة:
- عمر الماكينة وحالتها: عادةً ما تحافظ المعدات الأحدث على تحملات أكثر دقة مع انخفاض وقت التوقف عن العمل
- تكامل برامج التصميم بمساعدة الحاسوب (CAD) وبرامج التصنيع بمساعدة الحاسوب (CAM): تتيح البرمجيات الحديثة برمجة أسرع وأخطاء ترجمة أقل في ملفات تصميمك
- القدرات على الأتمتة: تشير أنظمة التحميل الروبوتية وأنظمة المنصات (Pallet Systems) والتصنيع دون إشراف بشري (Lights-out Machining) إلى كفاءة الإنتاج
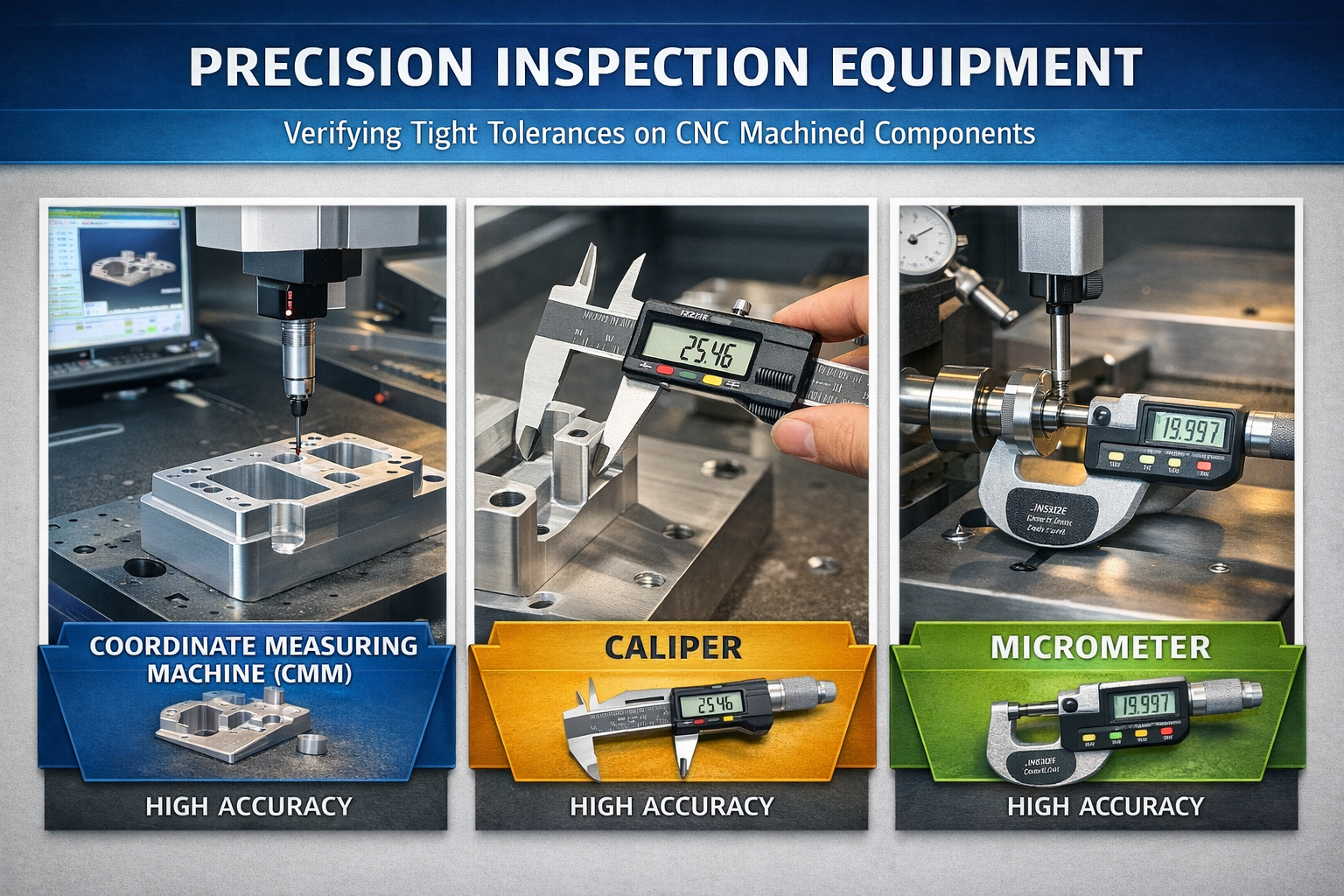
- معدات التفتيش: تُثبت آلات قياس الإحداثيات (CMMs) والمُقارنات البصرية (Optical Comparators) وأجهزة اختبار خشونة السطح دقة الادعاءات المتعلقة بالدقة
تمثل الخبرة في المواد مؤشرًا حيويًّا آخر على القدرات. فالمصنِّعون المتخصصون في تصنيع المكونات الآلية، والذين لديهم خبرة سابقة في التعامل مع المادة المحددة التي تستخدمها—سواء كانت ألومنيومًا أو تيتانيومًا أو بلاستيكًا هندسيًّا—يمكنهم توقُّع التحديات المرتبطة بالتصنيع الآلي وتحسين العمليات وفقًا لذلك. كما أن امتلاك محفظة واسعة من المواد يدلُّ على الكفاءة الفنية والمرونة في مختلف التطبيقات.
تقييم القدرة الإنتاجية
هل يستطيع المصنِّع تلبية طلبك الحالي وكذلك نموّك المستقبلي؟ قيِّم المؤشرات التالية المتعلقة بالسعة الإنتاجية:
- عدد الآلات المخصصة لنوع القطعة التي تطلبها (الطحن، أو التشغيل على المخرطة، أو التآكل الكهربائي EDM)
- جدولة الورديات—وردية واحدة، أو ورديتان، أو تشغيلٌ على مدار ٢٤ ساعة يوميًّا
- نسبة استغلال السعة الإنتاجية الحالية وأوقات التسليم النموذجية
- إمكانية التوسُّع من الكميات الأولية النموذجية (Prototypes) إلى أحجام الإنتاج الكاملة
يقلِّل المورِّد الذي تتوافر لديه سعة إنتاج قابلة للتوسُّع من مخاطر حدوث اختناقات عندما ينتقل مشروعك من مرحلة النماذج الأولية إلى مرحلة الإنتاج الكامل. وبالنسبة للتطبيقات automotive، فإن مصنِّعين مثل تكنولوجيا المعادن شاوي يي يُجسِّد هذه القدرة، ويقدِّم نماذج أولية سريعة بمدة توريد تصل إلى يوم عمل واحد فقط، مع إمكانية التوسُّع بسلاسة لتشمل أحجام الإنتاج الضخم— وهي مزيجٌ يدعم دورات تطوير المنتجات المرنة.
أنظمة الجودة التي تهم فعلاً
فوق الشهادات المُعلَّقة على المواقع الإلكترونية، فإن فهم الطريقة التي يطبِّق بها المصنِّعون مراقبة الجودة فعليًّا هو ما يميِّز الشركاء الموثوقين عن أولئك الذين يكتفون بوضع علامة في خانات الامتثال فقط.
رقابة العملية الإحصائية (SPC)
يمثِّل التحكم الإحصائي في العمليات (SPC) المعيار الذهبي لمراقبة العمليات في التصنيع الدقيق. فبدلًا من فحص القطع بعد الانتهاء منها—أي بعد وقوع العيوب بالفعل—يراقب التحكم الإحصائي في العمليات المتغيرات العملية في الوقت الفعلي، ما يمكن المشغلين من اكتشاف الانحرافات قبل أن تؤدي إلى إنتاج قطع معيبة.
وفقًا لـ بحث إدارة الجودة ويحقِّق تطبيق التحكم الإحصائي في العمليات (SPC) بكفاءة فوائد قابلة للقياس:
- الكشف المبكر عن تآكل الأدوات قبل أن يؤثر على الدقة البُعدية
- مقاييس قدرة العملية (قيم Cpk) التي تُظهر أداءً ثابتًا
- تحليل الاتجاهات الذي يمنع الانحراف التدريجي نحو حدود التحمل
- الوثائق التي تدعم متطلبات إمكانية التتبع
عند تقييم مورد محتمل لمكونات التشغيل بالقطع العددي (CNC)، اسأل عن تنفيذه لإدارة العمليات الإحصائية (SPC). فالشركات المصنِّعة التي تعتمد أنظمة جودة مدعومة بإدارة العمليات الإحصائية—مثل المرافق الحاصلة على شهادة IATF 16949—تُظهر التزامًا بمنع العيوب بدلًا من الاكتفاء باكتشافها فقط.
بروتوكولات التفتيش
التفتيش القوي لا يقتصر على امتلاك معدات فاحصة باهظة الثمن. وعليك التحقق من سير عمل التفتيش لدى الشركة المصنِّعة:
- التفتيش الأول للمادة (FAI): التحقق البُعدي الشامل قبل بدء عمليات الإنتاج
- الفحص أثناء العملية: الفحوصات الدورية أثناء الإنتاج للكشف المبكر عن المشكلات
- الفحص النهائي: التحقق الكامل وفقًا لمواصفاتك قبل الشحن
- الوثائق: تقارير التفتيش، وشهادات المواد، وسجلات إمكانية التتبع
تحافظ المورِّدون من الطراز الرفيع على معدلات الشكاوى أقل بكثير من المتوسط الصناعي بفضل نهجهم المنظم في ضمان الجودة. كما أن إجراء اختبارات مزدوجة—أي التفتيش عند نقطة التصنيع يليه تحقق مستقل—يقلل من نسبة العيوب التي تصل إلى العملاء إلى أجزاء من النسبة المئوية.
علامات تحذيرية يجب الانتباه لها
يُعلِّم الخبرة المشترين كيفية التعرُّف على العلامات التحذيرية التي تنبئ بالمشاكل المستقبلية. راقب هذه المؤشرات أثناء تقييمك:
- ادعاءات غامضة حول القدرات: قد تدل الشركات المصنِّعة غير القادرة على تحديد قدراتها في مجال التحمُّل أو خبرتها في المواد على نقصٍ حقيقي في الكفاءة
- الأسعار المنخفضة بشكلٍ ملحوظ مقارنةً بالمنافسين: غالبًا ما تشير العروض السعرية غير الواقعية إلى اختصاراتٍ في المواد أو ضبط الجودة، أو إلى رسومٍ خفية ستظهر لاحقًا
- التلكؤ في تقديم المراجع: إن المورِّدين ذوي السمعة الطيبة يُقدِّمون بسهولةً أسماء جهات اتصال العملاء للتحقق من قدراتهم
- استجابة ضعيفة في التواصل: الاستجابات البطيئة أو غير الكاملة أثناء مرحلة تقديم العروض السعرية تنبئ بحدوث مشاكل مماثلة أثناء الإنتاج
- الشهادات المفقودة أو المنتهية صلاحيتها: يجب دائمًا التحقق من سريان الشهادات مباشرةً مع الجهات الصادرة لها
- غياب إدارة المشروع المخصصة: تتطلب مكونات التحكم العددي الحاسوبي (CNC) المعقدة دعمًا فنيًّا طوال دورة الإنتاج — والمورِّدون الذين لا يوفرون دعم الهندسة يتركونك وحدك لتخطِّي المشكلات
وفقًا لبحث تقييم المورِّدين، فإن هيكل التسعير الشفاف يُعَدُّ بنفس أهمية الرقم النهائي. فعرض سعر مفصَّل يُبيِّن تكاليف المواد، ووقت التشغيل الآلي، والخدمات النهائية يدلُّ على أن المورِّد يفهم هيكل تكاليفه الخاص — وبالتالي يمكنه الحفاظ على استقرار الأسعار وجودة المنتج.
بناء علاقات مُنتجة مع المورِّدين
إن العثور على المصنِّع المناسب هو مجرد البداية. أما تحقيق أقصى قيمة ممكنة فيتطلَّب بناء علاقات تعاونية تعود بالنفع على الطرفين.
ممارسات الاتصال
تمنع التواصل الواضح سوء الفهم الذي يؤدي إلى التأخير وإعادة العمل والإحباط. قيِّم الشركاء المحتملين بناءً على ما يلي:
- سرعة الاستجابة للاستفسارات التقنية
- توافر الدعم الهندسي لتحسين التصميم
- التواصل الاستباقي بشأن حالة الإنتاج أو أية مشكلات محتملة
- الكفاءة اللغوية التي تتوافق مع احتياجات فريقكم
الموردون الذين يوفرون مديري مشاريع مخصصين يقدمون توجيهًا أفضل طوال مراحل التصميم والإنتاج. ويُبسّط هذا الاتصال الموحَّد عملية التنسيق ويضمن ألا تضيع متطلباتك في الترجمة بين الأقسام.
فوائد الشراكة طويلة المدى
إن التعامل مع توريد قطع الغيار المصنوعة باستخدام ماكينات التحكم العددي (CNC) كعملية تعاقدية بحتة يحد من القيمة التي يمكن أن تستخلصها من علاقات التصنيع. فالشراكات طويلة الأمد توفر مزايا لا يمكن للطلبات ذات المرّة الواحدة تحقيقها:
- تحسين العملية: يحسّن الموردون الملمّون بقطع غيارك باستمرار الكفاءة.
- جدولة أولوية: غالبًا ما تعني العلاقات الراسخة معاملةً تفضيليةً خلال فترات القيود على الطاقة الإنتاجية.
- إدخال التصميم: يكتشف الشركاء ذوو الخبرة مشكلات قابلية التصنيع قبل أن تتحول إلى مشكلات مكلفة.
- برامج المخزون: تقلل أوامر الشراء الشاملة وترتيبات كانبان (Kanban) من تكاليف حمل المخزون لديك.
قائمة تقييم المصنّعين
استخدم هذه القائمة الشاملة عند مقارنة مورِّدي مكونات التشغيل بالتحكم العددي (CNC) المحتملين:
| فئة التقييم | الأسئلة الرئيسية | ما الذي يجب البحث عنه؟ |
|---|---|---|
| القدرات التقنية | ما أنواع الماكينات والتكوينات المحورية المتاحة؟ وما أنظمة التصميم بمساعدة الحاسوب (CAD) والتصنيع بمساعدة الحاسوب (CAM) المستخدمة؟ | آلات متعددة المحاور، وبرامج حاسوبية حديثة، وقدرات أتمتة |
| خبرة في المواد | ما المواد التي تُجري عليها عمليات التشغيل بانتظام؟ هل يمكنك تزويدي بأمثلة؟ | الخبرة في التعامل مع موادك المحددة؛ ويُشير اتساع المحفظة إلى المرونة والتنوع |
| شهادات الجودة | ما شهادات التصديق الصناعية التي تحصلتَ عليها؟ ومتى أُجريت آخر مراجعة تدقيقية لها؟ | شهادة ISO 9001 الحالية كحدٍّ أدنى؛ وشهادة IATF 16949 للقطاع automotive؛ وشهادة AS9100 للقطاع aerospace |
| أنظمة ذات جودة | كيف تطبِّق نظام التحكم الإحصائي في العمليات (SPC)؟ وما معدات الفحص التي تستخدمها؟ | قدرات أجهزة قياس الإحداثيات (CMM)، وإجراءات التحكم الإحصائي في العمليات (SPC) الموثَّقة، وبروتوكولات الفحص أثناء التنفيذ |
| القدرة الإنتاجية | ما هي أوقات التسليم النموذجية؟ وهل يمكنك التوسُّع من مرحلة النموذج الأولي إلى الإنتاج الكمي؟ | جداول زمنية واقعية، وقدرة مُثبتة على التوسُّع، وتخطيط احتياطي لمواجهة الطوارئ |
| الاتصال | من سيكون جهتي الاتصال الأساسية؟ وكيف تتعاملون مع الاستفسارات الفنية؟ | إدارة مشاريع مخصصة، وتوافر الدعم الهندسي، والاستجابة السريعة |
| شفافية التسعير | هل يمكنكم تزويدنا بتفصيل تام لبنود التكلفة؟ | فصلٌ واضحٌ بين تكاليف المواد، والتشغيل الآلي، والتشطيب، وإعداد المعدات |
| السجل التاريخي | هل يمكنكم تزويدي بمراجع العملاء؟ وما نسبة التسليم في الوقت المحدَّد لديكم؟ | مراجع قابلة للتحقق منها، ومؤشرات تسليم تفوق ٩٥٪، ومعدل شكاوى منخفض |
بالنسبة للمشترين الذين يبحثون عن مكونات سيارات مصنوعة باستخدام ماكينات التحكم العددي (CNC)، فإن شهادة IATF 16949 توفر ضماناً أساسياً لاستعداد المورِّد لتلبية المتطلبات الصارمة التي يفرضها قطاع صناعة السيارات. ويجمع مصنعو مثل شركة «شاويي ميتال تكنولوجي» بين هذه الشهادة وأنظمة الجودة المدعومة بالإحصاءات العملية (SPC) وقدرات النماذج الأولية السريعة — وهذه المجموعة المتكاملة هي بالضبط ما ينبغي أن يبحث عنه المشترون عند بناء سلاسل التوريد الخاصة بالسيارات، والتي توازن بين السرعة والجودة والفعالية من حيث التكلفة.
وباتباع نهج منهجي لتقييم المصنِّعين، تكونون الآن مستعدين للانتقال من مرحلة التقييم إلى اتخاذ الإجراءات الفعلية. وتتمثل الخطوة النهائية في تحويل متطلباتكم إلى مواصفات واضحة وإقامة علاقات عمل منتجة تُحقِّق نتائج متسقة على المدى الطويل.
اتخاذ إجراءات بشأن متطلبات أجزاء التحكم العددي الحاسوبي (CNC)
لقد استوعبتم العوامل الحاسمة التي يغفل عنها معظم المشترين — والآن حان الوقت لترجمة هذه المعرفة إلى إجراءات فعلية. ويقتضي الانتقال من مرحلة البحث إلى تحقيق النتائج اتباع نهج منظم يحوِّل فهمكم لأجزاء التحكم العددي الحاسوبي (CNC) المُصنَّعة إلى نتائج ناجحة للمشاريع. ولنُفصِّل معًا بالضبط كيفية المضي قدمًا.
خارطة طريقكم لاكتساب أجزاء التحكم العددي الحاسوبي (CNC)
مستعدون لاكتساب الجزء التالي الخاص بكم من أجزاء التحكم العددي الحاسوبي (CNC)؟ اتبعوا هذه السلسلة المُثبتة نجاحها لتقليل المخاطر وتعظيم النتائج:
- أكملوا ملفات التصميم النهائية: أعدّوا نماذج تصميم ثلاثية الأبعاد (CAD) كاملة بصيغ عالمية (مثل STEP وIGES)، مرفقةً برسمين ثنائيي الأبعاد يحدِّدان التحملات الحرجة وأساليب التشطيب السطحي والمتطلبات الخاصة بالمادة.
- حدِّدوا مواصفاتكم بوضوح: درجة جودة مادة المستند، ومتطلبات التحمل لكل بُعدٍ حرج، ومواصفات التشطيب، وأي شهادات صناعية مطلوبة
- تحديد المصنّعين المحتملين: فرز الموردين استنادًا إلى قدرات المعدات، والشهادات ذات الصلة، والخبرة في تطبيقك المحدد
- طلب عروض أسعار مفصلة: إرسال طلبات العروض (RFQs) مع الوثائق الكاملة، وطلب تفصيل تكلفة منفصلة تشمل المواد، والتشغيل الآلي، والتشطيب
- تقييم المراجعات ومقارنتها: تقييم القدرة الفنية، وأنظمة الجودة، وسرعة الاستجابة في التواصل، والقيمة الإجمالية — وليس السعر فقط
- إجراء فحص دقيق: التحقق من الشهادات، وطلب المرجعيات، والتأكد من الالتزامات المتعلقة بأوقات التسليم قبل إصدار الطلبيات
- البدء بالتحقق من النموذج الأولي: اطلب كميات عينات للتحقق من دقة الأبعاد وجودة التشطيب قبل الالتزام بكميات الإنتاج.
من المواصفات إلى الإنتاج
التواصل الواضح يمنع سوء الفهم المكلف. وعند تقديم متطلبات أجزاء التصنيع باستخدام الحاسب الآلي (CNC)، تأكَّد من تضمين العناصر الأساسية التالية:
- جداول التحمل: حدد الأبعاد الحرجة مقابل الأبعاد القياسية — وتجنب تطبيق تحمل زائد على السمات غير الوظيفية.
- شهادات المواد: اذكر ما إذا كنت تتطلب تقارير اختبار المصهر أو إمكانية تتبع محددة للمواد.
- متطلبات الفحص: عرِّف احتياجات فحص القطعة الأولى وتوقعاتك المتعلقة بالتوثيق الجودي المستمر.
- اعتبارات تجميع الأجزاء المشغولة آليًّا: إذا كان جزؤك يتفاعل مع أجزاء أخرى، فزودنا برسم الأجزاء المتداخلة أو سياق التجميع.
ووفقًا لخبراء إعداد التصاميم، فإن استشارة التقنيين في شركة التصنيع الخاصة بك أثناء مرحلة التصميم يمكن أن تقلل التكاليف بنسبة ٢٠–٣٠٪ مع تحسين قابلية التصنيع. وهذه الطريقة التعاونية تكتشف المشكلات المحتملة قبل أن تتحول إلى مشكلات إنتاج مكلفة.
اتخاذ الخطوة التالية
وباستخدام العوامل التسعة الحاسمة التي يغطيها هذا الدليل، تكونون في وضعٍ مثالي لاتخاذ قرارات مستنيرة بشأن التوريد، توازن بين الجودة والتكلفة والموثوقية. سواء كنتم بحاجة إلى جزء واحد فقط من أجزاء ماكينة التحكم العددي (CNC) لغرض النماذج الأولية، أو إلى آلاف المكونات الإنتاجية، فإن المبادئ تبقى ثابتة: حددوا المتطلبات بوضوح، وقيّموا الخيارات بشكل منهجي، وابنوا علاقات مع شركاء أكفاء.
وبالنسبة للتطبيقات automotive التي تتطلب تجميعات هيكل دقيقة، أو بطانات معدنية مخصصة، أو مكونات حرجة أخرى، فإن المصنّعين الحاصلين على شهادة IATF 16949 وأنظمة ضمان الجودة المدعومة بالإحصاءات العملية (SPC) يوفرون الاتساق الذي تتطلبه سلسلة التوريد الخاصة بكم. تكنولوجيا المعادن شاوي يي ويُجسِّد ذلك هذه القدرة الشاملة — حيث يقدم خدمات التشغيل الآلي الدقيق باستخدام ماكينات التحكم العددي (CNC) التي تمتد من النماذج الأولية السريعة ذات فترات التسليم القصيرة التي قد تصل إلى يوم عمل واحد فقط، وحتى أحجام الإنتاج الضخم الكاملة.
يبدأ مشروع أجزاء التصنيع باستخدام الحاسب الآلي (CNC) القادم لديك بخطوة واحدة فقط: إعداد مواصفاتك والاتصال بمصنّعين مؤهلين قادرين على تحويل تصاميمك إلى مكونات دقيقة.
الأسئلة الشائعة حول تصنيع أجزاء التصنيع باستخدام الحاسب الآلي (CNC)
١. ما هو التشغيل الآلي باستخدام الحاسوب (CNC) وكيف يعمل؟
يُعد التصنيع باستخدام الحاسب الآلي (CNC) عملية تصنيع تكميلية، حيث تتحكم برامج حاسوبية مُبرمَجة مسبقًا في أدوات القطع لإنتاج أجزاء دقيقة من المواد الأولية. وتبدأ هذه العملية بملف CAD يحتوي على مواصفات الجزء، ثم يُحوَّل هذا الملف إلى رمز G-code الذي تفهمه آلات التصنيع باستخدام الحاسب الآلي (CNC). وبعد ذلك، تنفِّذ الآلة كل مسار قطع بدقة ميكانيكية عالية، مما يتيح تحقيق تحملات دقيقة جدًّا تصل إلى ±0.0002 بوصة في عمليات التصنيع القياسية، و±0.0001 بوصة في عمليات التآكل الكهربائي (EDM). وتتيح هذه التقنية دقة قابلة للتكرار سواء أكانت الكمية المُنتَجة ١٠ وحدات أم ١٠٠٠٠ وحدة متطابقة.
٢. ما الشهادات التي ينبغي أن أبحث عنها في مصنّع أجزاء التصنيع باستخدام الحاسب الآلي (CNC)؟
تعتمد الشهادات التي تحتاجها على قطاعك الصناعي. وتُعَد شهادة ISO 9001 المعيار الأساسي لإدارة الجودة في التصنيع العام. أما شهادة IATF 16949 فهي ضرورية للتطبيقات automotive، وتركّز على الوقاية من العيوب وإمكانية التعقّب. وتشترط شهادة AS9100 لتصنيع مكونات قطاع aerospace، وتغطي إدارة التكوين والتفتيش على العينة الأولى. وتُنظّم شهادة ISO 13485 تصنيع الأجهزة الطبية مع متطلبات صارمة لإدارة المخاطر. كما أن اعتماد NADCAP يُثبت صلاحية العمليات الخاصة مثل المعالجة الحرارية في تطبيقات قطاع aerospace. ويجب دائمًا التحقق من سريان الشهادة مباشرةً مع الجهات المانحة قبل إقامة شراكة مع أي مصنّع.
٣. كم تبلغ تكلفة التشغيل باستخدام ماكينات التحكم العددي بالحاسوب (CNC)؟
تتفاوت تكاليف التشغيل بالآلات الرقمية (CNC) وفقًا لعدة عوامل مرتبة حسب درجة تأثيرها: تعقيد التصميم (فالتصاميم البسيطة تكلّف ٢٠ دولارًا أمريكيًّا للساعة مقابل ٣٥–٧٠ دولارًا أمريكيًّا للساعة للأجزاء المعقدة)، واختيار المادة (الألومنيوم بسعر ٥–١٠ دولارات أمريكية لكل رطل مقابل الفولاذ المقاوم للصدأ بسعر ٨–١٦ دولارًا أمريكيًّا لكل رطل)، ومتطلبات التحمل (فالمتطلبات الأضيق في التحمل قد تزيد من وقت التشغيل بنسبة ٥٠٪)، وحجم الإنتاج (حيث تُوزَّع تكاليف الإعداد على جميع الوحدات المنتجة)، ونوع الآلة (الآلات ثلاثية المحاور بسعر ١٠–٢٠ دولارًا أمريكيًّا للساعة مقابل الآلات خماسية المحاور بسعر ٢٠–٤٠ دولارًا أمريكيًّا للساعة)، ومتطلبات التشطيب. وبفضل وفورات الحجم، يمكن أن تنخفض التكلفة لكل وحدة إلى ما بين ١٠٪ و٢٠٪ من سعر الوحدة الواحدة عند طلب ١٠٠٠ قطعة فأكثر.
٤. ما المواد التي يمكن تشغيلها باستخدام الحاسب الآلي؟
تعمل آلات التحكم العددي الحاسوبي (CNC) مع مجموعة واسعة من المعادن والبلاستيكيات. ويُعتبر سبائك الألومنيوم 6061 الخيار الأمثل من حيث الأداء العام للأجزاء المستخدمة في الاستخدامات العامة، نظراً لسهولة تشغيلها الممتازة. وتوفّر الفولاذ والفولاذ المقاوم للصدأ متانةً فائقةً ومقاومةً ممتازةً للتآكل في التطبيقات الصعبة. أما النحاس الأصفر فيتميّز بسهولة تشغيله الممتازة، مما يجعله مناسباً جداً لموصلات الكهرباء والأجهزة الزخرفية. ويتميّز التيتانيوم بأعلى نسبة قوة إلى وزن، لذا يُستخدم على نطاق واسع في قطاع الطيران والغرسات الطبية. أما البلاستيكيات الهندسية مثل ديلرين (Delrin) والنايلون (Nylon) وبولي إتر إيثير كيتون (PEEK) وبولي تيترافلوروإيثيلين (PTFE)، فتوفر مزايا تشمل انخفاض الوزن، والمقاومة الكيميائية، والعزل الكهربائي، وذلك في تطبيقات محددة.
٥. كيف أختار بين التشغيل بالطحن باستخدام التحكم العددي الحاسوبي (CNC milling)، والتشغيل بالدوران (turning)، والتفريغ الكهربائي (EDM)؟
اختر بناءً على هندسة الجزء ونوع المادة المستخدمة. وتتم عملية التصنيع باستخدام الحاسب الآلي بالقطع (CNC milling) بواسطة أدوات قطع دوّارة تعمل على قطع غيار ثابتة، وهي مناسبة جدًّا للأسطح المسطحة والجيوب والشقوق والأشكال ثلاثية الأبعاد على الأجزاء المنشورية. أما التصنيع باستخدام الحاسب الآلي بالتشكيك (CNC turning) فيتم فيه تدوير قطعة العمل مقابل أداة ثابتة، وهو الأنسب للأجزاء الأسطوانية مثل المحاور والبطانات والمكونات ذات الخيوط. وتستخدم تقنية التآكل الكهربائي (EDM) الشرارات الكهربائية لتآكل المادة دون تماسٍ مادي، وهي ضرورية عند معالجة فولاذ الأدوات المُصلَّب، والزوايا الداخلية الحادة، والأجزاء الدقيقة التي لا تتحمّل قوى القطع. وكثيرًا ما تتطلب المشاريع استخدام عمليات تصنيع متعددة، لذا فإن وجود مصنّعين يمتلكون جميع هذه القدرات تحت سقف واحد يُعدُّ ميزة كبيرة فيما يتعلق بمراقبة الجودة.