 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

فك شفرة أجزاء التحكم العددي بالحاسوب (CNC): من مكونات الماكينات إلى المنتجات المصممة حسب الطلب
ما المقصود فعليًّا بمصطلح «أجزاء التحكم العددي بالحاسوب» ولماذا يكتسب هذا المصطلح أهمية كبيرة؟
عند البحث عن عبارة «أجزاء التحكم العددي بالحاسوب»، قد تشعر بأن النتائج التي تظهر أمامك مُربكةٌ للغاية، وتتجه في اتجاهاتٍ مختلفة تمامًا. هل تبحث عن عمود دوران بديل لآلة الطحن الخاصة بك؟ أم أنك بحاجة إلى دعائم ألمنيوم مصنَّعة بدقة عالية لمشروعك القادم؟ ويُعزى هذا الالتباس إلى أن المصطلح يشمل فئتين مختلفتين تمامًا، تواجههما المشتريون والفنيون والمهندسين يوميًّا.
مكونات الماكينة مقابل المنتجات المصنَّعة
إن إدراك هذه الفروق الجوهرية يمكن أن يوفِّر عليك ساعات من الإحباط، بل وقد يجنبك أخطاءً مكلفةً محتملة. فعبارة «أجزاء التحكم العددي بالحاسوب» تشير إلى كلا الأمرين: المكونات الداخلية التي تكوِّن جهاز التحكم العددي بالحاسوب نفسه، والمنتجات النهائية التي تُنتِجها هذه الآلات. تخيل أنك تبحث عن قطع غيار للسيارات دون أن تعرف إن كنت بحاجة إلى قطعة تقع تحت غطاء المحرك أم إلى لوحة هيكل مصنَّعة خصيصًا. لوحة هيكل مصنَّعة خصيصًا —هذه هي التحديات التي يواجهها الكثيرون عند التنقل في هذه المصطلحات.
وبالنسبة للمشترين الذين يبحثون عن مكونات بديلة، فإن وضوح هذه المصطلحات يحدد ما إذا كنت ستتصل بمورد أدوات آلات مثل شركة CNC Router Parts LLC أو ستتواصل مع خدمة تشغيل مخصصة. أما فنيو الصيانة فيحتاجون إلى فهم أجزاء جهاز التحكم العددي بالحاسوب (CNC) لتشخيص المشكلات بدقة، بينما يحتاج المهندسون الذين يصممون المنتجات إلى مكونات مشغولة باستخدام معدات التحكم العددي بالحاسوب (CNC) ذات تحملات محددة وخصائص مادية مُعيَّنة.
فهم الانقسام في مصطلحات أجزاء التحكم العددي بالحاسوب (CNC)
ولمساعدتك على تحديد الفئة المناسبة لحالتك بسرعة، إليك هذا التفصيل:
| الفئة | تعريف | أمثلة | من يحتاج هذا |
|---|---|---|---|
| مكونات ماكينة CNC | الأجزاء الداخلية التي تكوِّن جهاز التحكم العددي بالحاسوب (CNC) نفسه | المحاور الدوارة، والبراغي الكروية، والتوجيهات الخطية، والمحركات الخطوية، ووحدات التحكم | مالكو الآلات، وفنيو الصيانة، وبناة الآلات |
| منتجات مُصَنَّعة بآلات CNC | أجزاء مخصصة تُصنَّع باستخدام معدات التحكم العددي بالحاسوب (CNC) | دعامات من الألومنيوم، ومحاور من الصلب، وغلاف بلاستيكي، وتوصيلات نحاسية | مصممو المنتجات، والمصنِّعون، ومختصو المشتريات |
في هذا الدليل ستجد معلومات مفصلة عن كلا الفئتين من مكونات CNC سواء كنت تقوم بإصلاح مشاكل قطعة CNC متآكلة في متجرك أو تحديد مكونات مُعدّلة مخصصة لتطبيقات الطيران والفضاء، ستقدم الأقسام التالية المعرفة العملية التي تحتاجها لاتخاذ قرارات مستنيرة.
المكونات الأساسية داخل كل جهاز تشغيل بالتحكم العددي الحاسوبي (CNC)
هل تساءلت يوماً ما الذي يحدث في الواقع تحت غطاء آلة CNC؟ بينما معظم الدلائل ببساطة تُدرج أسماء المكونات، فإن فهم كيفية عمل أجزاء آلة CNC هذه و العمل معاً يُحولك من مستخدم سلبي إلى شخص يمكنه تشخيص المشاكل، وتحسين الأداء، واتخاذ قرارات شراء أكثر ذكاءً. دعونا نقسم إلى أربع فئات رئيسية من المكونات التي تشكل قلب كل نظام CNC.
مكونات ميكانيكية تمكن الحركة الدقيقة
الأنظمة الميكانيكية لآلة CNC ترجمة الأوامر الرقمية إلى حركة مادية بدقة ملحوظة. وتتولى هذه المكونات في آلة التحكم العددي بالحاسوب (CNC) مسؤولية تحديد مواقع الأدوات وقطع العمل ضمن نطاق ميكروني من المواقع المقصودة لها.
- المشابك الدوارة: المحور الدوار هو القلب النابض لأي آلة تحكم عددي بالحاسوب (CNC)، حيث يثبت المحاور أدوات القطع ويُديرها بسرعات تتراوح بين بضعة مئات إلى عشرات الآلاف من الدورة في الدقيقة (RPM). وتولِّد المحاور عالية السرعة القدرة القطعية اللازمة لإزالة المادة بكفاءة مع الحفاظ على جودة تشطيب السطح.
- المسامير الكروية (Ball Screws): هذه العمود اللولبي عالي الدقة يحوِّل الحركة الدورانية القادمة من المحركات إلى حركة خطية. ووفقاً لمواصفات الصناعة، يمكن للمسامير الكروية تحقيق تغذية سريعة مع كفاءة حركة ممتازة وتوليد حراري ضئيل للغاية. كما أن الكرات الدوارة المتكررة داخلها تقضي عملياً على الانزياح الخلفي (Backlash)، ما يمكِّن من تحقيق دقة في التموضع لا يمكن للآليات المنزلقة أن تصل إليها أبداً.
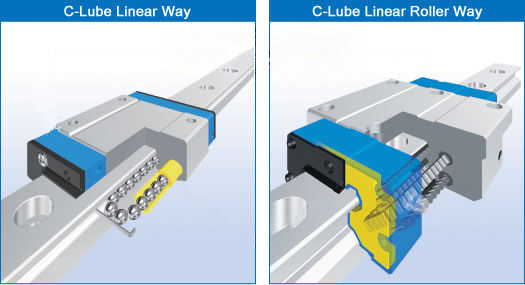
- المرشدين الخطيين (السكة): وتُسمى هذه المكونات أيضًا قضبان الانزلاق أو الأدلة الخطية، وهي تدعم وتوجّه المحاور المتحركة على طول مسارات حركتها. وتستخدم الأدلة الخطية الحديثة الاحتكاك المتداول بدلًا من الاحتكاك المنزلق، ما يقلل معامل الاحتكاك إلى نحو خمسين جزءًا من معامل الاحتكاك في الأدلة المنزلقة التقليدية. ويؤدي هذا التخفيض الكبير إلى حركة أكثر سلاسة، واستهلاك أقل للطاقة، وزيادة عمر المكونات.
- المحامل والبطانات: تدعم المحامل الدقيقة كل مكوّن دوار أو منزلق، وتقلل الاحتكاك إلى أدنى حدٍ مع الحفاظ على التحملات الضيقة تحت الأحمال الثقيلة والسرعات العالية.
أما بالنسبة لهواة البناء الذاتي والمبتكرين الهواة الذين يبحثون عن هذه المكونات الميكانيكية، فإن مورِّدين مثل متجر OpenBuilds Part Store يقدمون حلولًا وحدوية تبسّط عملية بناء الآلات المخصصة مع الحفاظ على معايير الجودة الاحترافية.
الأنظمة الكهربائية التي تُشغِّل عمليات التحكم العددي بالحاسوب (CNC)
يبدو الأمر معقَّدًا؟ فكّر في المكونات الكهربائية على أنها العضلات والجهاز العصبي لآلة التحكم العددي بالحاسوب (CNC) الخاصة بك — فهي توفر الطاقة والتغذية الراجعة اللازمة لتحقيق حركة دقيقة ومنسَّقة.
- المحركات المؤازرة: على عكس المحركات البسيطة التي تدور فقط، تعمل محركات السيرفو ضمن أنظمة حلقة مغلقة تراقب وتُعدِّل موضعها باستمرار. ويتكوَّن محرك السيرفو مع وحدة التحكم وجهاز التغذية الراجعة ليشكِّلا معًا نظام حلقة مغلقة، مما يمكِّن من التصحيح الفوري للحفاظ على دقة الموضع حتى تحت أحمال متغيرة.
- محركات الخطوات: تتحرَّك هذه المحركات في خطوات زاوية منفصلة، ما يجعلها مثاليةً للتطبيقات التي تتطلب تحديد مواقع دقيقة دون التعقيد الناتج عن استخدام إشارات التغذية الراجعة من المشفرات. وهي شائعةٌ في آلات التحكم العددي بالحاسوب (CNC) الصغيرة والطابعات ثلاثية الأبعاد.
- وحدات تشغيل CNC: تقوِّي وحدة تشغيل CNC إشارات التحكم لتزويد المحركات بالطاقة المناسبة. وتستخدم الوحدات الحديثة تعديل عرض النبضة (PWM) لتنظيم سرعة المحرك وعزم الدوران بكفاءة استثنائية. وتُرسل موجات PWM إشارات التعديل إلى المحركات، حيث تؤدي النبضات الأطول في حالة التشغيل (ON) إلى توصيل جهد أكبر وتسريع الدوران.
- أجهزة الاستشعار والمشفرات: توفر أجهزة ترميز الموضع ومفاتيح الحد وأجهزة استشعار القرب حلقة التغذية الراجعة الضرورية لتحقيق دقة عالية في عمليات التشغيل الآلي. وتبلغ هذه الأجهزة باستمرار عن مواضع المحاور ووجود الأداة وحالات السلامة إلى نظام التحكم.
- مصادر الطاقة: يمنع توصيل الطاقة المستقرة والنظيفة تأثر دقة تحديد المواقع بالضوضاء الكهربائية. كما تحمي مصادر الطاقة عالية الجودة الإلكترونيات الحساسة من قمم الجهد والتقلبات الجهدية.
بنية نظام التحكم وتكامل البرمجيات
يُشكّل نظام التحكم العقل المركزي الذي ينسّق جميع وظائف الماكينة. وعند تحميل برنامج G-code، تقوم هذه المكونات بتفسير الأوامر وتنظيم سلسلة الحركات المتناغمة التي تُنتج الجزء النهائي المطلوب.
- وحدات تحكم CNC: هذه الحواسيب المتخصصة تعالج برامج التشغيل الآلي وتولّد أوامر الحركة المتناسقة لكل محور. تستخدم وحدات التحكم خوارزميات PID (التناسبي، التكاملي، التفاضلي) لتقليل الفرق باستمرار بين المواقع المُوجَّهة والمواقع الفعلية— مما يضمن وصول قطعك بدقة إلى المكان المقصود.
- واجهة الإنسان-الآلة (HMI): تتيح شاشات اللمس ولوحات المفاتيح ولوحات العرض للمشغلين تحميل البرامج وضبط المعايير ومراقبة حالة الآلة في الوقت الفعلي.
- واجهات البرمجيات: تولِّد برامج الحاسوب المُساعِدة في التصنيع (CAM) مسارات الأدوات، بينما تقوم معالجات ما بعد المعالجة بترجمة هذه المسارات إلى أكواد مخصصة للآلة. وغالبًا ما تتضمَّن إكسسوارات CNC الحديثة إمكانية الاتصال بالشبكة لمراقبة التشغيل عن بُعد ونقل البرامج.
- بطاقات تحكُّم الحركة: في الأنظمة القائمة على الحاسوب الشخصي (PC)، تتعامل أجهزة التحكُّم في الحركة المخصصة مع الحسابات الزمنية الحقيقية المطلوبة لتحقيق حركة سلسة ومنسَّقة متعددة المحاور.
إن الدقة الحقيقية لآلة التحكم العددي باستخدام الحاسوب (CNC) لا تنبع من أي مكوِّن واحد فقط، بل من الكيفية التي تتواصل بها الأنظمة الميكانيكية والكهربائية ونظم التحكُّم مع بعضها البعض بسلاسةٍ، وتُعوِّض كلٌّ منها اختلافات الأخرى.
لا تعمل هذه الأنظمة الثلاثة بمعزل عن بعضها. فعندما يُحرّك محرك سيرفو محورًا ما، يضمن الدليل الخطي حركة سلسة، ويُحوّل لولب الكرات الحركة الدورانية إلى حركة خطية، ويؤكد المشفر الموضع، ويضبط المتحكم إشارة التشغيل - كل ذلك يحدث آلاف المرات في الثانية. يُفسّر هذا النهج المتكامل أهمية الجودة في جميع فئات المكونات: فأي خلل في أي حلقة من حلقات النظام يُؤثر سلبًا على أداء النظام بأكمله.
وبعد أن ترسّخت هذه الأساسيات، قد تتساءل عن المواد المستخدمة في تصنيع هذه المكونات الحرجة — ولماذا تؤثر هذه الخيارات مباشرةً على المدة التي تحتفظ فيها آلاتك بدقتها.
المواد التي تضمن موثوقية مكونات أنظمة التحكم العددي بالحاسوب (CNC)
هل سبق لك أن تساءلت لماذا يمكن لمغزل أن يدور بسرعة ٢٠٠٠٠ دورة في الدقيقة لسنوات دون أن يفشل، أو لماذا تحافظ الأدلة الخطية على دقة تصل إلى الميكرون رغم الاحتكاك المستمر؟ والإجابة تكمن في المواد المختارة بعناية—وكل مادة تُختار لخصائصها المحددة التي تتناسب مع متطلبات تطبيقها. ويساعدك فهم هذه الخيارات المتعلقة بالمواد على تقييم جودة المكونات ، والتنبؤ بمدة الخدمة، واتخاذ قرارات أكثر ذكاءً بشأن استبدال أجزاء ماكينات التحكم العددي الحاسوبي (CNC).
لماذا تحدد عملية اختيار المواد عمر المكون الافتراضي
ويتعرض كل مكوّن من مكونات التحكم العددي الحاسوبي (CNC) لمزيجٍ فريدٍ من الإجهادات: الأحمال الميكانيكية، والاحتكاك، وتوليد الحرارة، والتعرّض للعوامل البيئية. ويجب أن تتصدى المواد المستخدمة في التصنيع لجميع هذه التحديات في آنٍ واحد، مع الحفاظ على الاستقرار البُعدي طوال آلاف ساعات التشغيل.
فكّر فيما يحدث داخل محمل المغزل أثناء التشغيل عالي السرعة. فتتعرّض حلقات المحمل لما يلي:
- إجهاد دوري: التحميل والإفراغ المتكرر أثناء تحرك الكرات عبر الأسطح ملايين المرات
- حرارة الاحتكاك: درجات الحرارة التي قد تتجاوز ١٥٠°م أثناء عمليات القطع العنيفة
- التعرض للتلوث: ضباب التبريد، ورقائق المعدن، والجسيمات العالقة في الهواء التي تحاول الاختراق
- المتطلبات الدقيقة: التسامح المُقاس بوحدة الميكرون والذي يجب أن يظل ثابتًا رغم التمدد الحراري
ولهذا السبب تُستخدم في محامل المغزل سبائك فولاذ كرومية متخصصة مثل AISI 52100. ووفقًا لمبادئ علوم المواد، فإن هذا الفولاذ يحقق صلادة استثنائية (من ٦٠ إلى ٦٤ HRC بعد المعالجة الحرارية) مع الحفاظ على قدر كافٍ من المقاومة للتشقق الناتج عن الإجهاد المتكرر. أما محتوى الكروم — الذي يبلغ حوالي ١,٥٪ — فيوفّر مقاومة معتدلة للتآكل ويعزز قابلية التصلب عبر مقطع المحمل بالكامل.
تواجه مسامير الكرات تحديات مماثلة، لكن مع لمسة إضافية: فهي يجب أن تحوّل الحركة الدورانية إلى حركة خطية مع انعدام شبه تام للارتخاء العكسي. وعادةً ما يستخدم المصنعون فولاذ سبائكي مُصلب لعمود المسمار والصامولة، وغالبًا ما تُطبَّق عليهما معالجات سطحية مثل التصلب بالحث أو التنيتر. وتؤدي هذه العمليات إلى تكوين غلاف خارجي صلب (مقاوم للتآكل) فوق قلبٍ مقاوم للصدمات (مقاوم للأحمال الصدمية)—أي الجمع بين أفضل ما في العالمين لمكونات الحركة الدقيقة.
الفولاذ المُصلب مقابل الألومنيوم في بناء ماكينات التحكم العددي (CNC)
تجوَّل في أي ورشة آلات، وستلاحظ أن ماكينات التحكم العددي (CNC) تستخدم كلًّا من الفولاذ والألومنيوم على نطاق واسع—لكن في مواقع مختلفة جدًّا. وهذا ليس عشوائيًّا؛ بل يعكس مقايضات أساسية بين القوة والوزن والخصائص الحرارية والتكلفة.
الأماكن التي يسود فيها الفولاذ المُصلب:
- سكة التوجيه الخطية: تُستخدم هذه الأجزاء المتخصصة المصنوعة من الفولاذ ذي الطبقة الصلبة (عادةً ما تكون صلادة السطح بين ٥٨ و٦٢ درجة على مقياس روكويل) لأنها يجب أن تقاوم التآكل الناتج عن العناصر المتدرّجة مع الحفاظ على استواء وانسيابية السطح ضمن حدود الميكرون. أما المواد الأقل صلابةً فستتكوَّن فيها أخاديد بسرعة، مما يؤدي إلى تدمير دقة التموضع.
- محاور المغزل: تتمكّن فولاذات الأدوات عالية الكربون من تحمل قوى الانحناء الناتجة عن أحمال التشغيل مع الحفاظ على التمركز الدقيق عند سرعات دورانية عالية جدًّا.
- مجموعات المسمار الكروي: يتطلّب الجمع بين إجهادات التلامس العالية والحركة المستمرة موادًا تمتلك مقاومة استثنائية للتعب — وهي خاصية لا توفرها سوى سبائك الفولاذ عالية الجودة.
المجالات التي يتفوق فيها الألومنيوم:
- هياكل الآلات وإطاراتها: الألومنيوم يتمتّع بميزة ممتازة تتمثل في نسبة القوة إلى الوزن خفض الكتلة المتحركة، مما يمكّن من تحقيق تسارع وتراجع أسرع دون التضحية بالصلابة.
- أنظمة الجسر المتحرك: الوزن الأخف يعني أن المحركات يمكنها تحقيق سرعات أعلى باستهلاك أقل للطاقة وانخفاض في التآكل الذي يصيب مكونات النظام الدافع.
- مشتّتات الحرارة وحوامل المحركات: التوصيل الحراري للألومنيوم (أعلى بخمس مرات تقريبًا من الفولاذ) يُبدّد الحرارة بكفاءة من المحركات وأنظمة القيادة.
كما يدمج بعض مصنّعي مكونات الآلات الرقمية المبرمجة (CNC) سبائك النحاس والبرونز في تطبيقات محددة. فستجدون بطانات النحاس في الآلات القديمة أو المتخصصة، حيث تفوق خصائصها الذاتية للتزييت ومقاومتها للتآكل الحاجة إلى صلادة فائقة. أما سبائك البرونز، وبخاصة البرونز الفوسفوري، فهي تظهر في قضبان التوجيه اللولبية المستخدمة في التعديلات اليدوية، حيث يقل معامل الاحتكاك فيها من الجهد المطلوب على العامل.
لقد حجزت البوليمرات والبلاستيكات الهندسية مكانتها الخاصة في تصميم آلات التحكم العددي بالحاسوب (CNC) الحديثة. ويُستخدم الأسيتال (POM/دلرين) في صناعة الصواميل المقاومة للانعكاس في التطبيقات خفيفة الحمل، حيث يوفّر ثباتًا أبعاديًّا ممتازًا واحتكاكًا منخفضًا جدًّا وبتكلفة تقل بكثير عن تكلفة الفولاذ. أما المواد المستندة إلى مادة البولي تترافلوروإيثيلين (PTFE) فتُستخدم كأسطح تحمل وأختام في الحالات التي تكون فيها المقاومة الكيميائية والاحتكاك المنخفض جدًّا أكثر أهميةً من القدرة على التحميل.
إن استخدام المادة المناسبة في تطبيق غير مناسب يؤدي إلى فشلٍ سريعٍ — لكن استخدام المادة المناسبة في التطبيق المناسب قد يجعلها تدوم أطول من الجهاز نفسه.
عند تقييم قطع الغيار البديلة أو ترقية آلتك، فكّر في كيفية تأثير خيارات المواد على الأداء على المدى الطويل. فقد توفر دليل الحركة الخطية الأرخص المصنوع من الفولاذ غير المُصلب بشكل كافٍ مبلغًا من المال في البداية، لكن التآكل المتسارع سيكلّفك كثيرًا أكثر بسبب فقدان الدقة والاحتياج المتكرر لاستبدال القطعة. وفهم هذه المبادئ الأساسية للمواد يحوّلك من مجرد مشترٍ للقطع إلى مستثمرٍ في أداءٍ دائمٍ— ما يؤدي بطبيعة الحال إلى إدراك كيف أن جودة المكونات تؤثر مباشرةً في القطع التي تصنعها.
كيف تؤثر جودة مكونات الآلة في ناتجك
تخيل أنك تقوم بتصنيع دفعة من المحاور الدقيقة، ثم تكتشف أن كل محورٍ منها يزيد قياسه بمقدار ٠٫٠٥ مم على محورٍ واحد. فتتحقق من رمز G الخاص بك — وهو صحيحٌ. وتبدو أدوات التصنيع سليمة. وثبات التثبيت جيدٌ. إذن من أين جاء الخطأ؟ والجواب غالبًا ما يكون واضحًا أمام العين: لقد تدهورت قطع تصنيع CNC الداخلية في آلتك بما يكفي لدفع ناتجك خارج الحدود المسموح بها من التحمل.
العلاقة بين حالة المكونات الداخلية وجودة القطعة النهائية ليست مجرد نظرية — بل هي قابلة للقياس والتنبؤ بها، وهي بالغة الأهمية لأي شخص يُنتج منتجات التشغيل الآلي باستخدام الحاسب (CNC) التي تتطلب دقةً متسقةً باستمرار.
كيف تتحول تآكل المكونات إلى عيوب في القطع
يتعرض كل مكوّن ميكانيكي في جهازك لتشغيل آلي باستخدام الحاسب (CNC) لتآكل تدريجي. وما يجعل هذا التآكل تحديًا هو أنه لا يظهر بشكلٍ دراماتيكيٍّ — بل يتسلل تدريجيًّا، وغالبًا ما يُخفى بواسطة التعويض التلقائي أو التعديلات التي يقوم بها المشغل، حتى تبدأ فجأةً قطعك في الفشل أثناء الفحص.
تدهور المسمار الكروي وأخطاء التموضع
عندما يتآكل المسمار الكروي، لم تعد الكرات الدوارة تلامس خيوط المسمار بشكلٍ متسق. وهذا يؤدي إلى ظهور اللعب الخلفي (Backlash) — أي منطقة ميتة صغيرة يدور فيها المحرك دون أن تتحرك المحور المقابل. وفي قطع المخرطة التي تُشغَّل باستخدام الحاسب (CNC)، يظهر اللعب الخلفي على النحو التالي:
- تباين أبعادي بين السمات المصنَّعة في اتجاهين متعاكسين
- استيفاء دائري يُنتج أشكالًا بيضاويةً طفيفةً بدلًا من الدوائر الحقيقية
- المسافات بين الخيوط التي تختلف بشكل طفيف على امتداد طول القطعة المصنّعة
- مواقع الكتف التي تنجرف تبعًا لاتجاه الاقتراب
قد يبدو وجود فراغٍ مقداره ٠٫٠٢ مم في برغي كروي غير ذي أهمية، لكن عند تصنيع أجزاء ذات تحملات ±٠٫٠١ مم، فإن هذا الفراغ يستهلك كامل ميزانية الخطأ المتاحة قبل أن تُحسب حتى العوامل الأخرى.
مشاكل عدم انتظام دوران المغزل ونوعية التشطيب السطحي
عدم انتظام دوران المغزل — أي مقدار الانحراف الذي يظهر في المغزل الدوار عن المركزية المثالية — ينتقل مباشرةً إلى القطعة المصنّعة. وعندما تثبت أداة القطع في المغزل، يؤدي هذا الانحراف إلى جعل الأداة ترسم دائرةً قطرها أكبر قليلًا من القطر الاسمي لها. أما الضرر الحقيقي فيظهر في جودة التشطيب السطحي.
المغزل ذو الانحراف الدوراني البالغ ٠٫٠١ مم يجعل كل حافة قطعٍ في الواقع أداةً مختلفةً قليلًا. فتقطع إحدى الحواف بشكل أعمق، بينما تقطع التالية بشكل أقل عمقًا، مما يُنتج نمطًا مميزًا من التموجات على الأسطح المشغولة. وعلى المواد العاكسة مثل الألومنيوم، تصبح هذه التموجات مرئية بالعين المجردة. أما على أسطح الختم الدقيقة، فقد تتسبب في فشل وظيفي.
جودة نظام القيادة وإمكانية تكرار الأداء
نظام القيادة الخاص بك — أي المحركات وأجهزة الترميز والمكبرات العاملة معًا — هو الذي يحدد مدى اتساق عودة آلتك إلى الموضع نفسه. وتؤدي محركات القيادة ذات الجودة الرديئة أو المكونات المتدهورة إلى ما يلي:
- تمايل في السرعة يؤدي إلى تغيرات في جودة السطح أثناء التشغيل على طول المسارات المنحنية
- أخطاء في المتابعة تتراكم أثناء التغيرات السريعة في الاتجاه
- انجراف حراري نتيجة ارتفاع درجة حرارة المحركات أثناء العمليات الطويلة
- تسارع غير منتظم يؤثر على زوايا تلامس الأداة مع القطعة
سلسلة الدقة من الآلة إلى القطعة المشغولة
إليك ما لا يدركه العديد من المشغلين: الأخطاء الناتجة عن مكونات متعددة لا تتوسط ببساطة— بل تتراكم. وتُعرف هذه الفكرة باسم «تراكُم التسامح»، وهي تفسّر سبب إنتاج آلة تحتوي على عدة مكونات في حالة «مقبولة» مع ذلك أجزاءً غير مقبولة.
فعندما تتضافر أخطاء الارتخاء في عمود الكرات، وانحناء الدليل الخطي، وانحراف المحور الدوار عند طرف الأداة (Spindle runout)، وأخطاء دقة قراءة المُشفِّر (Encoder resolution)، فإن عدم اليقين الكلي في تحديد الموضع قد يتجاوز مجموع المواصفات الفردية— مما يحوّل المكونات المقبولة حدّيًا إلى أداء نظامي غير مقبول جماعيًا.
خُذْ على سبيل المثال عملية تفريز نموذجية تتطلّب تحديد موضع ثقب ضمن مدى ±٠٫٠٢٥ مم من موضعه الاسمي:
| مصدر الخطأ | المساهمة النموذجية | الأثر التراكمي |
|---|---|---|
| ارتخاء عمود الكرات في محور X | ±0.008mm | 0.008مم |
| ارتخاء عمود الكرات في محور Y | ±٠٫٠٠٦ مم | ٠٫٠١٤ مم |
| استقامة الدليل الخطي | ±0.005مم | ٠٫٠١٩ مم |
| انحراف المحور الدوار عند طرف الأداة | ±0.008mm | ٠٫٠٢٧ مم |
في هذه الحالة، وعلى الرغم من أن كل مكوّن يقع ضمن حدود التآكل المعتادة، فإن التأثير التراكمي يتجاوز متطلباتك المتمثلة في تحمل انحراف قدره ٠٫٠٢٥ مم. ولهذا السبب يُطبِّق مصنعو منتجات التشغيل الآلي الدقيق الحرجة حدودًا صارمة جدًّا على حالة المكونات — وليس فقط الحد الأدنى المقبول من المعايير.
لماذا تُحقِّق المكونات عالية الجودة عائدًا يستحق استثمارها
إن الاستثمار في المكونات الراقية لا يتعلَّق بالسعي وراء المواصفات المذكورة في الوثائق فحسب، بل يتعلق بالحفاظ على تحمل انحراف أضيق على مدى فترات خدمة أطول، وهو ما ينعكس مباشرةً في:
- انخفاض عدد القطع المرفوضة وتخفيض معدلات الهدر
- زيادة الفترات الزمنية بين عمليات المعايرة والضبط
- تحسُّن احتمالات الموافقة على العيّنة الأولى بشكل متسق عند تنفيذ مهام جديدة
- تقليل وقت الفحص نظرًا لوقوع القطع باستمرار ضمن الحدود المسموح بها
- تمديد فترة تشغيل الماكينة دون توقفها للصيانة
سلسلة الدقة التي تربط المكونات الداخلية لآلك بينك بالجودة النهائية للقطعة المصنَّعة لا تكون أقوى من أضعف حلقة فيها. وفهم هذه العلاقة يمكِّنك من إعطاء الأولوية للاستثمارات في الصيانة، وتشخيص مشاكل الجودة عند مصادرها، واتخاذ قرارات مستنيرة بشأن الوقت الذي يصبح فيه استبدال المكونات أكثر اقتصاديةً من الاستمرار في ضبطها وتعويض أخطائها.
إن التعرُّف على هذه الروابط المتعلقة بالجودة يثير بشكل طبيعي السؤال التالي: كيف تعرف متى يكون تدهور مكون معين قد بلغ درجة تتطلب استبداله؟
التعرُّف على الأجزاء التي تحتاج إلى استبدال في أنظمة التحكم العددي الحاسوبي (CNC)
لقد لاحظت أن أجزاءك لم تعد تُقاس بدقة كما كانت في الآونة الأخيرة. أو ربما ظهر صوت جديد قادم من المغزل لم يكن موجودًا الشهر الماضي. فكيف تعرف متى يحين الوقت لطلب قطع غيار CNC بديلة، بدلًا من مجرد تعديل برنامجك أو شدّ برغي؟ إن معرفة الفرق بين التشغيل الطبيعي والخلل الوشيك يمكن أن توفر عليك توقفًا طارئًا مكلفًا — وتمنع هدر الأجزاء التالفة التي تأكل من هوامش ربحك.
والتحدي يكمن في أن قطع الغيار الخاصة بأنظمة التحكم العددي الحاسوبي (CNC) نادرًا ما تفشل فشلاً كارثيًّا دون سابق إنذار. بل عوضًا عن ذلك، فإنها تتفاقم تدريجيًّا، وغالبًا ما تُخفى هذه التدهورات بواسطة خوارزميات التعويض أو التعديلات التي يقوم بها المشغل. وبمجرد أن يصبح الفشل واضحًا، فمن المرجح أنك كنت تُنتج أجزاءً ذات جودة مشكوكٍ فيها على مدى أسابيع.
العلامات البصرية التحذيرية لفشل المكونات
عيناك أداة تشخيصية قوية عندما تعرف ما الذي يجب أن تبحث عنه. فكثير من أجزاء آلات التحكم العددي بالحاسوب (CNC) تُظهر حالتها من خلال تغيرات مرئية تسبق الفشل الوظيفي.
البراغي الكروية والأدلة الخطية:
- تغير اللون أو التغميق: تغيرات اللون الناتجة عن الحرارة على قضبان البراغي الكروية تشير إلى تدهور مادة التشحيم أو احتكاك مفرط — وكلا الحالتين يسبقان التآكل المتسارع.
- آثار التآكل المرئية: المسارات اللامعة والملساء على قضبان الأدلة الخطية، حيث تتحرك العربات، تدل على تلف ناجم عن التلوث أو عدم كفاية التشحيم.
- الحفر أو التقشّر: الحفر الصغيرة أو التشققات والتقشّر على خيوط البرغي الكروي تشير إلى بدء فشل التعب — مما يجعل الاستبدال أمرًا عاجلًا.
- الصدأ أو التآكل: حتى أدنى درجات الأكسدة السطحية على الأسطح الدقيقة تدل على فشل فيلم التشحيم الواقي.
المشابك والمحامل:
- تسرب المادة التشحيمية: ظهور الزيت أو الشحوم من ختم المحور يشير إلى تدهور الختم واحتمال دخول الملوثات
- علامات الاحتراق على حاملات الأدوات: تغير اللون في مناطق تركيب الأدوات يوحي بوجود انحراف دوراني مفرط يولّد حرارة احتكاك
- جسيمات معدنية في سائل التبريد: الرقائق اللامعة في خزان سائل التبريد غالبًا ما تنشأ عن اهتراء محامل المحور
المكونات الكهربائية:
- رائحة احتراق أو تغير في اللون: المناطق المظلمة على غلاف المحرك أو وحدات الدفع تشير إلى حدوث ارتفاع في درجة الحرارة
- عازل الكابلات المُهترئ أو المتشقق: وخاصة في حاملات الكابلات حيث يتسبب الانثناء المتكرر في إجهاد العزل
- الاتصالات المُتآكِلة: التَّرسيبات الخضراء أو البيضاء على الطرفيات الكهربائية تزيد من المقاومة وتسبب أعطالاً متقطعة
أعراض الأداء التي تشير إلى وقت الاستبدال
عندما تبدأ قطع الغيار الخاصة بمعدات التحكم العددي الحاسوبي (CNC) في الفشل، فإن الماكينة تُنبِّهك إلى ذلك من خلال سلوكها — إذا كنت تستمع إليها. وغالبًا ما تظهر هذه الأعراض قبل أن تصبح العلامات البصرية واضحة.
مؤشرات الانحراف البُعدي:
- قياس الأجزاء بشكلٍ متسق خارج الحجم المطلوب (إما أكبر أو أصغر) في اتجاه محور واحد
- ظهور السمات الدائرية على شكل بيضاوي أثناء الفحص
- أخطاء في الموضع تتغير حسب اتجاه الاقتراب (وهي عَرَض كلاسيكي للانزلاق الخلفي)
- انحراف الأبعاد تدريجيًّا طوال دورة الإنتاج مع ارتفاع درجة حرارة الماكينة
- دقة الجزء الأول التي تزداد انخفاضًا بحلول نهاية النوبة التشغيلية
تدهور التشطيب السطحي:
- أنماط التموج التي تظهر على أسطح كانت ناعمة سابقًا
- علامات الاهتزاز رغم استخدام سرعات وتغذية مُثبتة فعاليتها
- عدم اتساق جودة التشطيب بين عمليات متطابقة
- ظهور آثار الأداة من ما كان ينبغي أن تكون عمليات تشطيب نهائية
الإشارات التحذيرية السمعية:
يطوّر المشغلون ذوو الخبرة حاسة سمعية دقيقة تجاه آلاتهم. وعندما تتغير الأصوات، فهذا يعني أن تغيّرًا ميكانيكيًّا قد طرأ:
- أصوات الطحن أو الكشط: التلامس المعدني-المعدني في أماكن يجب أن تحدث فيها حركة ناعمة — وغالبًا ما يشير ذلك إلى تلوث دليلي الحركة الخطية أو جفافهما
- أصوات النقر أو الطقطقة: وخاصة أثناء انعكاسات الاتجاه، ما يوحي بارتداء صامولة المسمار الكروي أو وجود اتصالات ميكانيكية فضفاضة
- صفير عالي النبرة: ضجيج المحمل الذي يزداد مع سرعة العمود يشير إلى تآكل المحمل أو عدم صحة التحميل المسبق
- الهدر أو الغرغرة: أصوات الاهتزاز ذات التردد المنخفض الصادرة عن المحركات أو علب التروس تشير إلى تدهور المحامل
- الصراخ المتقطع: غالبًا ما يرتبط بمشاكل شد الحزام أو تآكل محمل البكرة في المحاور التي تُدار بواسطة الحزام
استراتيجيات الاستبدال الوقائي مقابل الاستبدال التفاعلي
إن فهم هذه الأعراض يؤدي إلى اتخاذ قرارٍ جوهري: هل تقوم باستبدال القطع الخاصة بماكينات التحكم العددي المحوسب (CNC) وفق جدول زمني مُحدَّد، أم تنتظر حتى تظهر الأعراض التي تتطلب اتخاذ إجراء؟
الاستبدال التفاعلي يتم فيه الانتظار حتى تظهر مؤشرات واضحة على الفشل قبل طلب القطع. وتؤدي هذه الطريقة إلى تقليل تكاليف مخزون القطع، لكنها تنطوي على مخاطر توقف التشغيل غير المخطط له. وهي تعمل بشكل معقول جيد بالنسبة للمكونات غير الحرجة أو الماكينات التي تمتلك طاقة احتياطية.
الاستبدال الوقائي يُخطِّط هذا النهج لتغيير المكونات استنادًا إلى ساعات التشغيل أو الدورات أو الوقت التقويمي—بغض النظر عن حالتها الظاهرة. ويناسب هذه الاستراتيجية بيئات الإنتاج التي تفوق فيها تكاليف وقت التوقف تكاليف المكونات بكثير. فعلى سبيل المثال، قد يتم استبدال محامل المغزل الحرجة كل ٨٠٠٠ ساعة تشغيل، حتى لو كانت لا تزال تعمل بشكل مقبول.
غالبًا ما يثبت أن النهج الهجين هو الأكثر عملية: رصد المؤشرات الرئيسية، وإنشاء قياسات أساسية عند تركيب المكونات الجديدة، واستبدالها عندما تصل درجة التدهور إلى الحدود المحددة مسبقًا— ولكن قبل أن يصبح الفشل وشيكًا.
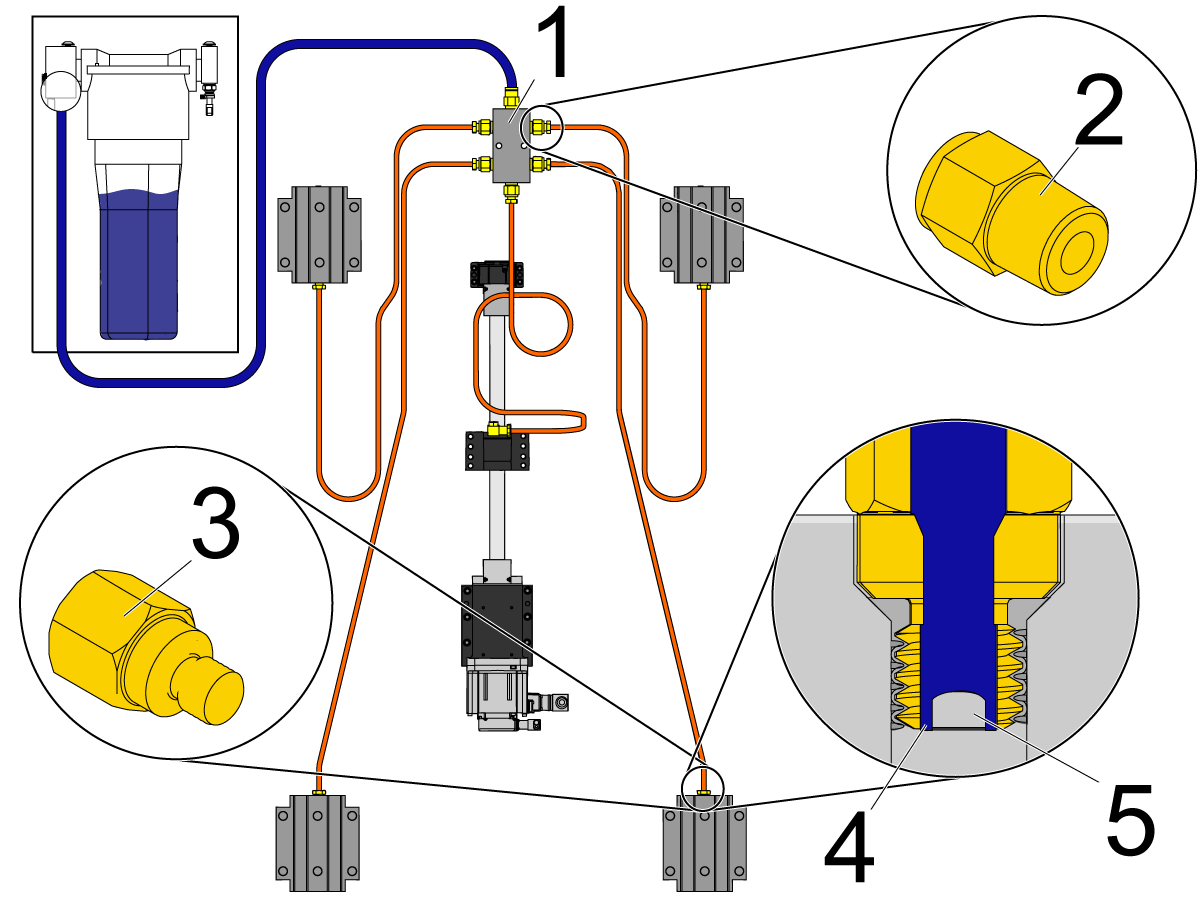
يؤدي التزييت السليم إلى تمديد الفترات بين عمليات الاستبدال بشكل كبير. فاستخدام مواد تزييت عالية الجودة مثل زيت Mobil SHC 220 للإرشادات الخطية والبراغي الكروية يحافظ على الفيلم الواقي الذي يمنع التلامس المباشر بين المعادن. وتتبنى العديد من الورش زيت SHC 220 أو زيوت شحمية صناعية معادلة له كمعيارٍ ثابت نظرًا لثباته الحراري وطول عمره الافتراضي، ما يبرر ارتفاع سعره مقارنةً بمواد التزييت التقليدية.
أفضل وقت لطلب قطع الغيار البديلة هو عند ملاحظتك الأولى للأعراض—وليس عندما تصبح الأعراض لا يمكن تجاهلها بعد الآن.
إن إنشاء مخزون صغير من قطع الغيار الحرجة لمachines CNC—مثل محامل المغزل، وصواميل المسمار الكروي، وأحزمة الدفع—يكفل أنك عند ظهور الأعراض ستتمكن من جدولة استبدال هذه القطع في الوقت الذي يناسبك، بدلًا من التصرف العاجل في حالات الطوارئ.
وبمجرد أن تحدد المكونات التي تحتاج إلى الاستبدال، تصبح التحدي التالي هو إيجاد قطع غيار متوافقة—وخاصةً عندما تستخدم آلاتك مزيجًا من المكونات القياسية والمكونات الخاصة بالشركة المصنعة.
فهم توافق قطع الغيار الخاصة بأنظمة التحكم العددي الحاسوبي (CNC) عبر الآلات المختلفة
إذن لقد حددتم مسمارًا كرويًّا مُستهلكًا أو محرك دفعٍ معطوبًا — والآن تأتي الجزء الصعب. هل يمكنكم ببساطة طلب قطعة بديلة من أي مورد، أم أنكم مقيدون بالشراء من الشركة المصنِّعة الأصلية لآلتكم؟ والإجابة تعتمد على ما إذا كانت قطع آلات التحكم العددي الحاسوبي (CNC) الخاصة بكم تتبع المعايير الصناعية أم أنها تستخدم تصاميم خاصة. وفهم هذه الفروق قد يوفِّر عليكم مبالغ كبيرةً من المال ويختصر وقت التوريد عند البحث عن قطع الغيار.
المكونات القياسية التي تعمل عبر العلامات التجارية
الخبر السار أولًا: فكثيرٌ من المكونات الحرجة في آلات التحكم العددي الحاسوبي (CNC) تتبع المعايير الدولية التي تضمن التوافق بين العلامات التجارية المختلفة. وهذه المكونات القياسية المستخدمة في تطبيقات آلات التحكم العددي الحاسوبي (CNC) تمنحكم مرونةً في التوريد، وغالبًا ما توفِّر لكم إمكانية الوصول إلى خيارات بديلة عالية الجودة من السوق الثانوي.
ومن أبرز المكونات القياسية ما يلي:
- الدلّاكات الخطية والمسارات: معظم الشركات المصنعة تلتزم بمعايير الأبعاد ISO لأعماق السكك الحديدية وأنماط تركيب العربة ومواصفات الارتفاع. دليل خطي عرضه 20 مم من مصنع واحد يتبادل عادة مع نموذج معادل لعلامة تجارية أخرى.
- المسامير الكروية (Ball Screws): غالبًا ما تتبع أبعاد القطر والرصاص والأبعاد المثبتة معايير DIN أو JIS. ومع ذلك، يمكن أن تختلف مواصفات تحميل المقدمة وأنظمة إرجاع الكرة بين الشركات المصنعة.
- محركات الخطوة والموترات الخدمية: أحجام الإطار NEMA (NEMA 17 ، NEMA 23 ، NEMA 34) تقسيم أنماط الثقوب المثبتة وأبعاد العمود. المكافئات المترات تتبع معايير IEC.
- واجهات أدوات الفولدر: تتبع BT و CAT و HSK وأنظمة التشعب الأخرى مواصفات دولية صارمة ، مما يسمح لحاملي الأدوات بالعمل عبر علامات تجارية مختلفة للآلات باستخدام نفس أسلوب التشعب.
- الموصلات الكهربائية: تستخدم العديد من المحركات والتحكمات أنواع الاتصالات القياسية وبروتوكولات الاتصال مثل RS-485 أو EtherCAT أو Modbus.
عند شراء أجزاء التصنيع باستخدام الحاسب الآلي القياسية، ركّز على مطابقة المواصفات الحرجة: تصنيفات التحميل، ودرجات الدقة، وفئات ما قبل التحميل. ويجب أن تؤدي عمود المسمار الكروي بدقة C3 من العلامة التجارية A أداءً مكافئًا لعمود المسمار الكروي بدقة C3 من العلامة التجارية B — حيث وُجد نظام التصنيف هذا بالضبط لضمان هذه القابلية للتبديل.
التعامل مع تحديات الأجزاء الخاصة
وهنا تصبح عملية التوريد معقَّدة. فكثيرٌ من مصنِّعي الآلات يستخدمون عمدًا مكونات خاصة للحفاظ على سيطرتهم على تدفق إيرادات الخدمة الخاص بهم — أو ببساطة لأن تصاميمهم تتطلب مواصفات غير قياسية.
ومن المكوّنات التي تكون عادةً خاصة ما يلي:
- وحدات تحكم التصنيع باستخدام الحاسب الآلي ولوحات الواجهة الرسومية البشرية (HMI): عادةً ما تؤدي التكامل بين البرمجيات والعتاد إلى حصر المستخدم في نظام الشركة المصنِّعة الأصلية البيئي.
- كرات المحاور الدوارة (Spindle cartridges): غالبًا ما تتطلب ترتيبات المحامل المخصصة، وقنوات التبريد، وتكامل أجهزة الاستشعار استبدالات محددة من الشركة المصنِّعة الأصلية (OEM).
- محركات التحكم الرقمي المخصصة: الآلات المصممة لتناسب نطاقات أداء محددة قد تستخدم محركات ذات لفات غير قياسية، أو مشفرات، أو ترتيبات تركيب غير قياسية
- محركات تشغيل متخصصة: وخاصةً في الآلات الأقدم التي سبقت هندسة التحكم فيها معايير الاتصال الحالية
قبل طلب أي قطعة بديلة، قم بتوثيق هذه المواصفات الحرجة:
- متطلبات كهربائية: جهد التشغيل، وتصنيفات التيار، وترتيب الطور، وترتيب دبابيس الموصلات
- الأبعاد المادية: أنماط فتحات التثبيت، وأحجام المحاور، والقيود المفروضة على الأبعاد الخارجية
- بروتوكولات الواجهة: معايير الاتصال، وأنواع المشفرات، وتنسيقات إشارات التغذية الراجعة
- المواصفات الفنية: تصنيفات السرعة، ومنحنيات العزم، وفئات الدقة، والحدود الحرارية
عند مقارنة خيارات الاستبدال، راعِ هذه العوامل بدقة:
| في الاعتبار | قطع الغيار الأصلية | بعد البيع |
|---|---|---|
| ضمان الجودة | توافق مضمون؛ تم اختباره لنوع جهازك المحدد | يتفاوت بشكل واسع؛ حيث يمكن أن تُطابق قطع الغيار الأصلية عالية الجودة أو تفوق جودة القطع الأصلية المصنَّعة من قِبل الشركة المصنِّعة (OEM) |
| تغطية الضمان | عادةً ما تكون المدة ١٢–٢٤ شهرًا؛ وقد تتضمن دعم التثبيت | غالبًا ما تكون المدة ٦–١٢ شهرًا؛ وتقتصر على فشل المكوِّن فقط |
| التكلفة | أسعار مرتفعة (غالبًا ما تكون أعلى بنسبة ٣٠–١٠٠٪ مقارنةً بقطع الغيار غير الأصلية) | إمكانية تحقيق وفورات كبيرة على المكونات الموحَّدة القياسية |
| المدة الزمنية للتسليم | قد تستغرق العملية أسابيع أو شهورًا للنماذج الأقل شيوعًا | توفر أسرع عادةً عبر قنوات توزيع متعددة |
| الدعم الفني | دعم تطبيقي كامل من قِبل الشركة المصنِّعة | محدود بالمواصفات المحددة؛ بينما يقع على عاتقك مسؤولية التكامل |
| تأثير الضمان على الآلة | يحافظ على حالة الضمان الأصلية | قد يلغي الضمان على الآلات الأحدث؛ تأكَّد من ذلك قبل التثبيت |
هل هذه طريقة عملية؟ استخدم قطع الغيار الأصلية (OEM) للمكونات الخاصة بالشركة المصنِّعة، أو تلك التي تتصل اتصالاً وثيقاً بالسلامة، أو التي تؤثر على صلاحية الضمان. أما بالنسبة للمكونات القياسية المستخدمة في ماكينات التحكم العددي الحاسوبي (CNC)، مثل الدليل الخطي، والبراغي الكروية، والمحركات ذات الإطار القياسي، فيمكن اختيار مصادر جودة عالية من قطع الغيار غير الأصلية، شريطة أن تتطابق مواصفاتها بدقة مع المواصفات المطلوبة وأن تبرر التوفيرات الناتجة أي جهد إضافي قد يتطلبه دمج هذه المكونات.
وبما أن اعتبارات التوافق أصبحت واضحة الآن، فأنت مستعدٌ لاستكشاف الجانب الآخر من معادلة قطع غيار ماكينات التحكم العددي الحاسوبي (CNC): أي المكونات الدقيقة المُصنَّعة حسب الطلب والتي تُنتجها هذه الماكينات لتطبيقات دقيقة تتطلب أداءً عاليًا عبر قطاعات صناعية لا تُحصى.

أجزاء مخصصة مصنوعة باستخدام ماكينات التحكم العددي الحاسوبي (CNC) للتطبيقات الدقيقة
الآن بعد أن استعرضنا المكونات الداخلية التي تُمكِّن آلات التحكم العددي الحاسوبي (CNC) من العمل، دعونا نغيّر المنظور تمامًا. فما هي المنتجات التي تُنتجها هذه الآلات بالفعل؟ إن الأجزاء المخصصة المصنوعة باستخدام تقنية التحكم العددي الحاسوبي تمثِّل الجانب الناتج من هذه التقنية — أي مكونات دقيقة تُصنع وفق مواصفاتٍ دقيقة جدًّا لتطبيقات تتطلَّب درجة عالية من الدقة، حيث لا يكفي أن تكون المواصفات «قريبة بما يكفي».
سواء كنت تطوِّر نموذجًا أوليًّا لمنتج جديد أو توسِّع الإنتاج ليصل إلى المستوى الكامل، فإن فهم كيفية تحويل عمليات التشغيل بالتحكم العددي الحاسوبي (CNC) للمواد الأولية إلى مكونات جاهزة يساعدك على التواصل الفعّال مع المورِّدين واتخاذ قرارات مستنيرة بشأن التوريد.
الصناعات التي تعتمد على المكونات المخصصة المصنوعة باستخدام تقنية التحكم العددي الحاسوبي
أصبح التصنيع باستخدام الحاسب الآلي (CNC) حجر الزاوية في التصنيع الدقيق عبر جميع الصناعات تقريبًا. ووفقًا لخبراء التصنيع، يُستخدم التصنيع باستخدام الحاسب الآلي على نطاق واسع في قطاعات مثل الطيران والفضاء، والسيارات، والرعاية الصحية، والروبوتات، وتصنيع المعدات الصناعية، وذلك لقدرته على إنتاج أشكال هندسية معقدة ضمن تحملات دقيقة جدًّا. لكن ما هي المكونات المحددة التي يتطلبها كل قطاع؟
الطيران والدفاع:
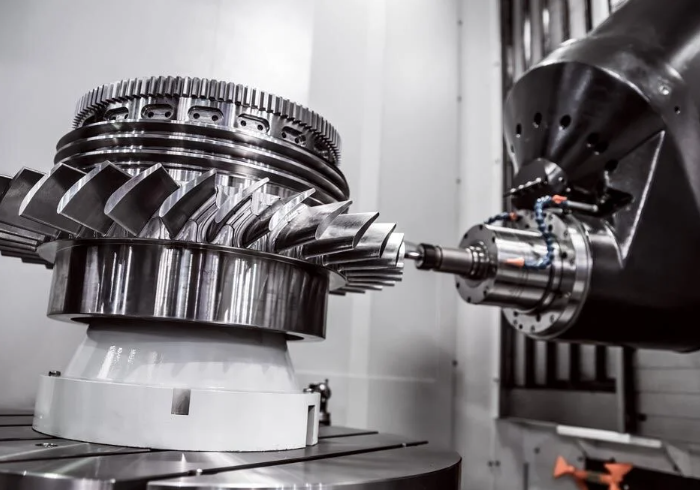
- شفرات التوربينات ومكونات المحركات التي تتطلب تشغيل سبائك غريبة
- الدعائم الإنشائية والتجهيزات التي تفرض متطلبات صارمة بالنسبة لنسبة الوزن إلى القوة
- القواطع الهيدروليكية ذات الممرات الداخلية المعقدة
- الغلاف الدقيق لأنظمة الإلكترونيات الجوية وأنظمة التوجيه
السيارات:
- كتل المحركات، ورؤوس الأسطوانات، وعلب نظم نقل الحركة
- مكونات نظام التعليق التي تتطلب دقة أبعادية متسقة
- أجزاء نظام الفرامل حيث تكون التحملات المتعلقة بالسلامة غير قابلة للتفاوض
- قطع الأداء المخصصة لتطبيقات السباقات والسوق الثانوي
الأجهزة الطبية:
- الأدوات الجراحية التي تتطلب مواد حيوية التوافق وأسطحًا عاكسة كالمرآة
- الغرسات العظمية المصنوعة من التيتانيوم وسبائك ذات الجودة الطبية
- أغلفة معدات التشخيص المزودة بميزات تركيب دقيقة للمستشعرات
- مكونات الأطراف الاصطناعية المصممة خصيصًا وفقًا للهندسة التشريحية الخاصة بكل مريض
الروبوتات والأتمتة:
- أغلفة المحركات الخطية ومكونات المفاصل
- ألواح التثبيت المخصصة والأطر الإنشائية
- مكونات علب التروس الدقيقة ووصلات العمود
- أدوات النهاية (End Effector) وآليات القبض
للمهتمين بالهوايات والصناعيين الهواة، فقد فتحت مكونات CNC الخاصة بالاستخدام الذاتي أبواب التصنيع المخصص التي كانت في السابق متاحة فقط للمصنّعين الصناعيين. فمنذ أطر الطائرات المسيرة المخصصة وحتى ألواح لوحات المفاتيح الميكانيكية، تتيح الأجزاء المقطوعة باستخدام ماكينات التحكم العددي حسب البرنامج للأفراد تحويل تصاميمهم إلى واقع مادي بدقة احترافية.
من النموذج الأولي إلى الأجزاء الجاهزة للإنتاج
ما الذي يجعل التصنيع باستخدام ماكينات التحكم العددي (CNC) مثاليًّا للمكونات الدقيقة؟ إن الرحلة من الفكرة إلى الجزء النهائي تُظهر بوضوح سبب هيمنة هذه التقنية عندما تكون الدقة أمرًا بالغ الأهمية.
عملية إنتاج أجزاء التصنيع باستخدام الحاسب الآلي المخصصة:
١. التصميم والهندسة
يبدأ كل جزء مخصص مُصنَّع باستخدام الحاسب الآلي كنموذج CAD — وهو تمثيل رقمي يُحدِّد جميع الأبعاد، والتسامحات، ومتطلبات تشطيب السطح. ويحدد المهندسون الخصائص الحرجة، ومواصفات المادة، والتسامحات الهندسية التي يجب أن يحققها الجزء النهائي.
2. برمجة CAM
تقوم برامج CAM بتحويل تصميمك إلى مسارات الأدوات — أي الحركات الدقيقة التي سيتبعها أداة القطع. ويختار المبرمجون استراتيجيات القطع، ومعدلات التغذية، والسرعات، وتسلسل الأدوات المُحسَّنة خصيصًا لمادتك وهندستك المحددة.
3. اختيار المواد
يتمثل اختيار المادة المناسبة في تحقيق توازن بين متطلبات الأداء من جهة، وقابلية التشغيل والتكلفة من جهة أخرى. ومن الخيارات الشائعة ما يلي:
- سبيكة الألمنيوم (6061، 7075): قابلية ممتازة للتشغيل، ونسبة قوة إلى وزن جيدة، ومقاومة للتآكل
- الصلب المقاوم للصدأ (303، 304، 316): مقاومة للتآكل في البيئات القاسية، مع اختلاف درجات قابلية التشغيل
- الصلب الكربوني (1018، 4140): قوة فعّالة من حيث التكلفة، ويمكن تقويتها حراريًّا لزيادة الصلادة
- سبائك التيتانيوم: نسبة استثنائية بين القوة والوزن، وتوافق حيوي عالٍ، وصعوبة في التشغيل
- البلاستيكيات الهندسية (ديلرين، بي إي إي كي، نايلون): خفيفة الوزن، مقاومة للمواد الكيميائية، وعازلة كهربائيًّا
٤. عمليات التشغيل الآلي
تتمثل العملية الفعلية للقطع في إزالة المادة بدقة مذهلة. ويؤتمتِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـِـ......
5. التحقق من الجودة
تخضع الأجزاء المُقطَّعة باستخدام الحاسب الآلي بعد الانتهاء منها لعملية فحص تتم بواسطة آلات قياس الإحداثيات (CMMs)، أو مقارنات بصرية، أو مقاييس دقيقة. وتُوثَّق الأبعاد الحرجة وتُقارن مع المواصفات المحددة قبل شحن الأجزاء.
ويتجلى القيمة الحقيقية للتشغيل الآلي باستخدام الحاسب الآلي عندما تحتاج إلى أجزاء متطابقة — سواءً كانت نموذجين أوليين أو ألفي وحدة إنتاجية، فإن كل جزءٍ منها يطابق النموذج الرقمي ضمن التحملات المحددة.
هذه القابلية للتكرار تفسّر سبب اعتماد الصناعات التي لا تتسامح مطلقًا مع التباين—مثل أجهزة الرعاية الصحية، والطيران والفضاء، والسيارات—على تكنولوجيا التحكم العددي بالحاسوب (CNC) اعتمادًا بالغًا. فالأداة الجراحية يجب أن تؤدي وظيفتها بشكلٍ متطابقٍ سواء كانت أول قطعة يتم تصنيعها أو العشرة آلاف قطعة.
وفي التطبيقات المُطلِبة، وبخاصة مكونات السيارات حيث يُشكّل الأمان والموثوقية عاملَيْن حاسمين، يصبح اختيار شريك التصنيع المناسب أمرًا في غاية الأهمية، بل يعادل أهمية التصميم نفسه. ويضمن الموردون المعتمدون الذين يمتلكون نظم جودة قوية أن أجزاء الـ CNC المخصصة الخاصة بك تفي بالمواصفات بشكلٍ ثابتٍ—وهذا موضوعٌ يستحق الاستكشاف عندما تنتقل من فهم التكنولوجيا إلى مرحلة الشراء الفعلي للمكونات لمشاريعك.
اختيار مورِّدين موثوقين لأجزاء الـ CNC
لقد صمّمت مكوّنك، وحدّدت المادة التي ستُستخدم في تصنيعه، ووضعت التسامحات المطلوبة. والآن تأتي لحظة اتخاذ قرارٍ قد يُحقّق نجاح مشروعك أو يُفشلّه: أي مورِّد لقطع الغزل المعدني بالتحكم العددي (CNC) ستثق به لإنتاج المكوّن؟ فالفروق بين المورِّدين ليست دائمًا واضحةً من ورقة الاقتباس السعرية وحدها. فالشهادات الخاصة بالجودة، وضوابط العمليات، وقدرات التسليم هي ما يميّز المصنّعين الذين يوفّرون منتجاتٍ متسقة الجودة باستمرارٍ عن أولئك الذين يتركونك تكافح لإنجاز المواعيد النهائية مع أجزاءٍ مرفوضة.
سواء كنت تشتري كمياتٍ تجريبيةً لأغراض النماذج الأولية، أو تُنشئ علاقة إنتاجٍ طويلة الأمد، فإن فهم العوامل التي تميّز مورِّدي قطع الغزل المعدني بالتحكم العددي (CNC) الممتازين عن المورِّدين الكافيين يساعدك على تجنّب الأخطاء المكلفة وبناء سلسلة توريدٍ موثوقة.
الشهادات التي تدل على التميز في التصنيع
فكّر في الشهادات على أنها سيرة المورِّد الذاتية؛ فهي تدلّ على كفاءته المُثبتة في تخصصات تصنيعية معيّنة. وعلى الرغم من وجود العديد من الشهادات، فإن بعضها يكتسب وزنًا خاصًّا في تطبيقات الغزل المعدني بالتحكم العددي (CNC) الدقيقة.
آي تي إف 16949: المعيار الذهبي لصناعة السيارات
إذا كنت تُورِد مكوناتٍ لتطبيقات السيارات، فإن شهادة آي تي إف 16949 ليست اختياريةً بل ضروريةٌ. ويتعدى هذا المعيارُ إدارة الجودة الأساسيةَ بكثير. ووفقًا لـ متطلبات التصديق الصناعي ، يحدّد آي تي إف 16949 خمسة أدوات أساسية يجب على المورِّدين تنفيذها لإنتاج أجزاء تسلسلية ذات عيوبٍ دنيا:
- تخطيط جودة المنتج المتقدم (APQP): نهج منظم لتطوير عمليات إنتاج مستقرة تقضي على المخاطر قبل بدء الإنتاج
- تحليل طرق الفشل والآثار (FMEA): التحديد والتصوُّر المنظَّم للمخاطر المحتملة في التصميم وعمليات التصنيع، وتخفيف آثارها
- التحكم الإحصائي في العمليات (SPC): المراقبة الفورية لمعايير العمليات الحرجة لاكتشاف أي انحرافات قبل أن تؤدي إلى عيوب
- تحليل نظام القياس (MSA): التحقق من أن معدات الفحص والأساليب المستخدمة تُوفِّر قياساتٍ موثوقة وقابلة للتكرار
- عملية موافقة القطع الإنتاجية (PPAP): توثيقٌ يثبت قدرة المورِّد على إنتاج الأجزاء وفق المواصفات المطلوبة من العميل بشكلٍ ثابتٍ ومستمر
تُنشئ هذه الأدوات المتكاملة نظامًا بيئيًّا عالي الجودة يمنع حدوث العيوب بدلًا من اكتشافها فقط. وعندما يمتلك شريك توريد قطع الغيار المصنَّعة باستخدام الحاسب الآلي (CNC) شهادة اعتماد IATF 16949، فأنت تتعامل مع منظمة أثبتت إتقانها لأنظمة الجودة الخاصة بالصناعات automotive.
ISO 9001: الأساس العالمي لإدارة الجودة
أما بالنسبة للتطبيقات غير المرتبطة بالسيارات، فإن شهادة اعتماد ISO 9001:2015 تؤكِّد أن المورد يطبِّق عمليات مُوثَّقة لإدارة الجودة. وعلى الرغم من أن هذه الشهادة أقل صرامةً من شهادة IATF 16949، فإنها تشير مع ذلك إلى التزام المورد بتوفير جودةٍ متسقةٍ، وقابلية تتبع المنتجات، والتحسين المستمر.
الشهادات البيئية وشهادات كفاءة الطاقة
ويزداد باستمرار عدد فرق المشتريات التي تقيِّم المورِّدين استنادًا إلى مؤهلاتهم في مجال الاستدامة. وتُظهر شهادة الاعتماد البيئي ISO 14001-2015 وجود أنظمة إدارة بيئية تعالج الانبعاثات، ومعالجة المواد، وتقليل النفايات — وهي عوامل ذات أهمية بالغة في التقارير المؤسسية المتعلقة بالاستدامة ومبادرات الشراء المسؤول.
تقييم قدرات المورِّد لتناسب احتياجاتك
الشهادات تفتح الباب، لكن مواءمة قدرات المورِّدين مع متطلباتك المحددة هي التي تُقرِّر نجاح المشروع. وإليك ما يقيِّمه محترفو المشتريات ذوي الخبرة عند اختيار مورِّدي أجزاء آلات التحكم العددي بالحاسوب (CNC).
تنفيذ السيطرة الإحصائية على العملية
اسأل المورِّدين المحتملين عن الطريقة التي يرصدون بها الأبعاد الحرجة أثناء عمليات الإنتاج. ويطبِّق المصنِّعون الذين يولون الجودة اهتمامًا خاصًّا نظام التحكم الإحصائي في العمليات (SPC) لمراقبة قدرة العملية في الوقت الفعلي. ووفقًا لأفضل الممارسات في تقييم المورِّدين، ينبغي أن تتضمَّن أنظمة مراقبة الجودة القوية مخططات تحكُّم إحصائية (SPC) للمعايير الحرجة، مع تحديد حدود التحكُّم في العملية وخُطط الاستجابة عند حدوث أي انحرافات.
المورِّد الذي يطبِّق نظام التحكم الإحصائي في العمليات (SPC) يكتشف الانحراف قبل أن ينتج أجزاءً لا تتوافق مع المواصفات المطلوبة. أما في حال غياب هذا النظام، فستعتمد على الفحص النهائي لاكتشاف المشكلات — بعد أن تكون قد نتجت بالفعل قطعٌ تالفة.
مدة التسليم والاستجابة
لا تعني القدرة التصنيعية أي شيء إذا وصلت المكونات متأخرةً جدًا. قيِّم المورِّدين بناءً على أوقات التسليم القياسية وقدرتهم على التعجيل في التسليم عند الحاجة. فبعض المصنِّعين المعتمَدين يحتفظون بسعة إنتاج مخصصة خصوصًا للطلبات التي تتطلب استجابةً سريعة — وبالفعل، فإن أوقات التسليم التي تصل إلى يوم عمل واحد فقط ليست مجرد وهم تسويقي عندما يُنظِّم المورِّدون عملياتهم لتحقيق المرونة.
على سبيل المثال, تكنولوجيا المعادن شاوي يي يوضِّح كيف يمكن للمورِّدين الحاصلين على شهادة IATF 16949 أن يجمعوا بين نظم الجودة والتسليم السريع، مع تقديم مكونات دقيقة للسيارات تتماشى مع متطلبات التصنيع حسب الطلب (Just-in-Time).
تقييم المعدات والطاقة الإنتاجية
إن فهم قائمة المعدات التي يمتلكها المورِّد يكشف عن قدراته الفعلية. وعند تقييم مقدِّمي خدمات التشغيل بالتحكم العددي (CNC)، ينبغي تقييم عمر الآلات وجداول الصيانة وحداثة التقنيات المستخدمة. فقد يواجه قسم أجزاء الـ CNC الذي يعمل بمعدات قديمة صعوباتٍ في تحقيق التحملات الضيقة أو الأشكال الهندسية المعقدة التي تتعامل معها الآلات الحديثة بسهولةٍ روتينية.
استخدم هذا الإطار عند مقارنة الشركاء المحتملين لتوريد أجزاء الـ CNC:
| معايير التقييم | ما الذي يجب البحث عنه؟ | الأعلام الحمراء |
|---|---|---|
| شهادات الجودة | معيار أي تي إف 16949 للصناعات automotive؛ الحد الأدنى هو معيار آيزو 9001 للتصنيع العام؛ تواريخ الشهادات الحالية | شهادات منتهية الصلاحية؛ عدم القدرة على توفير وثائق التدقيق |
| ضوابط العمليات | تنفيذ موثَّق لبرنامج التحكم الإحصائي في العمليات (SPC)؛ خطط تحكُّم للأبعاد الحرجة؛ إجراءات الاستجابة | الاعتماد فقط على الفحص النهائي؛ غياب التتبُّع الإحصائي |
| قدرات الفحص | أجهزة قياس ثلاثية الأبعاد (CMM)؛ أدوات قياس معتمدة ومعايرة؛ إجراءات فحص موثَّقة | فحص بصري فقط؛ معدات قديمة أو غير معايرة |
| أداء فترة التسليم | معدلات تسليم في الوقت المحدَّد موثَّقة وتتجاوز ٩٥٪؛ القدرة على التعجيل بالتسليم؛ اتصالٌ واضح | التزامات تسليم غامضة؛ سجلٌّ من التأخيرات في التسليم |
| تتبع المواد | شهادات مواد موثَّقة؛ تتبع الدفعات؛ فحص المواد الداخلة | عدم القدرة على تقديم شهادات المواد؛ غياب نظام إمكانية التتبُّع |
| خبرة فنية | دعم هندسي لملاحظات التصميم من أجل التصنيع؛ مبرمجون ذوو خبرة؛ معرفة بالمواد | تفاعل مقتصر على تقديم العروض السعرية فقط؛ لا تتوفر استشارات فنية |
| الاتصال | إدارة مشاريع سريعة الاستجابة؛ إخطار استباقي بالمشكلات؛ وثائق واضحة | صعوبة في الاتصال بالطرف الآخر؛ مفاجآت في يوم التسليم |
تقييم عيّنات الأجزاء
قبل الالتزام بكميات الإنتاج، اطلب أجزاء عيّنات مرفقة بتقارير قياس كاملة. إن مراجعة أجزاء العيّنات جنبًا إلى جنب مع وثائق القياس تُثبت المزاعم المتعلقة بالقدرات الدقيقة وتُظهر صرامة المورد في عمليات الفحص. وعليك ألا تنتبه فقط إلى ما إذا كانت الأبعاد ضمن الحدود المسموح بها أم لا، بل أيضًا إلى مدى تركّزها حول القيمة الاسمية — إذ يدل تحقيق المورد باستمرار للقيمة الاسمية على تحكّمٍ أفضل في العملية مقارنةً بموردٍ تتفاوت أبعاد منتجاته بين حدود التسامح.
أقل عرض سعري لا يؤدي غالبًا إلى أقل تكلفة إجمالية — لذا يجب أن تأخذ في الاعتبار معدلات الرفض، والموثوقية في التسليم، والنفقات الخفية الناتجة عن إدارة مورِّدين أداؤهم دون المستوى المطلوب.
إن بناء علاقات مع شركاء مورِّدين مؤهلين لمكونات الآلات الرقمية (CNC) يتطلب جهدًا أوليًّا، لكنه يُحقِّق عوائد كبيرة من خلال ضمان الجودة المستمرة، والتسليم الموثوق، وتخفيض التكاليف الإدارية المرتبطة بالمشتريات. وبمجرد إرساء هذه الشراكات، تصبح صيانة معدات التحكم العددي الحاسوبي (CNC) التي تُنتِج مكوناتك الخاصة — أو فهم كيفية قيام مورِّديك بصيانة معداتهم — القطعة الأخيرة في لغز التصنيع الدقيق.
صيانة مكونات التحكم العددي الحاسوبي (CNC) لأداءٍ طويل الأمد
لقد استثمرتَ في مكونات عالية الجودة، وجمعتَ مورِّدين موثوقين، وفهمتَ طريقة عمل جهاز التحكم العددي الحاسوبي (CNC) الخاص بك. لكن الواقع هو أن أفضل مستلزمات التحكم العددي الحاسوبي (CNC) والمكونات الدقيقة تتدهور دون رعايةٍ سليمة. والفرق بين الأجهزة التي تحقق دقةً مستمرةً على مدى عقودٍ والأجهزة التي تتطلب إصلاحاتٍ متكررةٍ يعود إلى عاملٍ واحدٍ فقط: الانضباط في الصيانة.
فكِّر في الصيانة على أنها حمايةٌ لاستثمارك. وفقًا لأبحاث شركة ديلويت عادةً ما تشهد الشركات المصنِّعة التي تنفِّذ برامج الصيانة الوقائية انخفاضًا بنسبة ٢٥–٣٠٪ في تكاليف الصيانة، وانخفاضًا بنسبة ٧٠–٧٥٪ في حالات الأعطال، وتحسُّنًا بنسبة ٣٥–٤٥٪ في وقت التشغيل الفعلي. وهذه ليست مكاسب هامشية — بل هي نتائج تحويلية تؤثِّر مباشرةً على صافي أرباحك.
إعداد جدول للصيانة الوقائية
الصيانة الفعَّالة لا تعتمد على عمليات التفتيش العشوائية، بل على إجراءات منتظمة ومُنظَّمة تكتشف المشكلات قبل أن تتفاقم. فملحقات جهاز التحكم العددي بالحاسوب (CNC) والمكونات الأساسية لكل جهاز تتطلَّب اهتمامًا دوريًّا بفترات مختلفة.
المهام اليومية (١٠–١٥ دقيقة لكل ماكينة):
- الفحص البصري للرقائق والشوائب وبقايا سائل التبريد على أسطح الجهاز
- التحقق من مستويات سائل التبريد وتركيزه — فالنسب الصحيحة تمنع نمو البكتيريا وتضمن كفاءة التبريد
- التحقق من عمل نظام التشحيم ومستويات الزيت في الخزانات
- اختبار أزرار الإيقاف الطارئ ووصلات السلامة التفاعلية
- فحص أغطية المسارات (Way Covers) والأغلفة المطاطية (Bellows) بحثًا عن أي تلف قد يسمح بدخول الملوثات
المهام الأسبوعية:
- تنظيف وفحص الدلائل الخطية (Linear Guides) للكشف عن آثار التآكل أو المناطق الجافة
- التحقق من شد الحزام ومحاذاة المحركات الدوارة (Spindle Drives)
- افحص التوصيلات الكهربائية للتأكد من وجود أي فكٍّ أو تآكل
- نظف فوهات سائل التبريد لضمان تدفقٍ سليم
- تحقق من قراءات الضغط الهيدروليكي والهوائي
المهام الشهرية:
- اختبر تركيز سائل التبريد باستخدام مقياس الانكسار — واحتفظ به بين ٥٪ و١٠٪ لتحقيق الأداء الأمثل
- استبدل فلاتر الهواء في الأنظمة الهوائية والغلاف الواقي
- افحص اللعب (الحركة الزائدة) في كل محور باستخدام برنامج التشخيص
- قس انحراف المغزل باستخدام مؤشر دوار
- افحص نقاط التزييت جميعها وأعد تزويدها بالشحم حسب الحاجة
يجب إيلاء عناية خاصة للتزييت السليم. وتوفِّر الشحوم الاصطناعية عالية الجودة، مثل شحم Mobil Mobilith SHC 220، حمايةً فائقةً للأدلة الخطية والمسمار الكروي مقارنةً بالمواد المُلَزِّقة التقليدية. وتبرِّر الاستقرار الحراري وطول عمر الخدمة لشحم Mobilith SHC 220 سعره المرتفع — إذ يظل المكونات محميةً حتى أثناء العمليات الشاقة التي تولِّد حرارةً كبيرةً. وتتبنّى العديد من ورش العمل المتخصصة في ماكينات التحكم العددي (CNC) شحم SHC 220 كمعيارٍ ثابتٍ نظراً لقدرته على الحفاظ على فيلمه الواقي تحت ظروفٍ تؤدي إلى تحلل مواد تزييت أقل جودةً.
ممارسات المعايرة التي تحافظ على الدقة
المعايرة ليست حدثًا لمرة واحدة—بل هي التزام مستمر بالدقة. وكما يشير خبراء الصيانة ، تضمن المعايرة الدقة أثناء التشغيل، وتساعد الفحوصات الدورية في الحفاظ على الدقة ومنع الأخطاء المكلفة.
يجب أن تتضمن المعايرة السنوية ما يلي:
- التحقق من الدقة الهندسية—مثل الزوايا القائمة، والتوازي، والاستقامة لجميع المحاور
- فحص دقة التموضع باستخدام التداخل الليزري أو اختبار الكرة-القضيب (Ballbar)
- فحص محامل المغزل للتأكد من وجود أي تآكل أو حركة زائدة أو تغيرات في التحميل المبدئي
- قياس الانزلاق العكسي (Backlash) لمسمار الكرة مقارنةً بالمواصفات المرجعية الأصلية
- عمل نسخة احتياطية كاملة من معايير الجهاز وإعدادات وحدة التحكم
وثّق كل نتيجة معايرة. فمع مرور الوقت، تكشف هذه البيانات عن الاتجاهات—مثل زيادة تدريجية في الانزلاق العكسي، والتي تشير إلى تآكل مسمار الكرة قبل وقت طويل من تسببه في رفض القطع المصنعة. ويتيح لك اكتشاف هذه الأنماط مبكرًا جدولة عمليات الاستبدال خلال فترات التوقف المخطط لها، بدلًا من التعرض لانقطاعات طارئة.
هل تفضل قضاء ١٥ دقيقة يوميًّا في مهام الصيانة، أم التعامل مع إيقاف تشغيل يستمر لعدة أيام وإصلاحات طارئة؟
قائمة الإجراءات الخاصة بصيانة ماكينات التحكم العددي بالحاسوب (CNC):
- وضع جداول صيانة يومية وأسبوعية وشهرية لكل ماكينة على حدة
- تخزين مستلزمات ماكينات التحكم العددي بالحاسوب (CNC) الحرجة، بما في ذلك مواد التشحيم والمرشحات والأجزاء المستهلكة الشائعة
- تدريب المشغلين على التعرُّف على علامات التآكل المبكرة في المكونات
- اعتماد نظام توثيق — سواءً سجلات ورقية أو برامج أنظمة إدارة الصيانة الحاسوبية (CMMS) — لتتبع جميع أنشطة الصيانة
- جدولة عملية معايرة احترافية سنوية باستخدام معدات القياس المناسبة
- بناء علاقات مع مورِّدين معتمدين قادرين على الاستجابة السريعة عند الحاجة إلى قطع غيار
سلسلة الدقة التي تربط حالة آلاتك بجودة القطع النهائية لا تظل قوية إلا بقدر أضعف ممارسة صيانة تقومون بها. وباعتمادكم هذه الإجراءات الروتينية، فإنكم لا تمنعون الأعطال فحسب، بل تضمنون أيضًا أن تفي كل قطعة تُنتجونها بالمواصفات المطلوبة، وأن تُحقَّق كل المواعيد النهائية، وأن تُحقِّق استثماركم في ماكينات التحكم العددي الحاسوبي (CNC) عوائد مجزية على مدى سنوات قادمة.
الأسئلة الشائعة حول أجزاء التصنيع باستخدام الحاسوب (CNC)
١. ما هي أجزاء التصنيع باستخدام الحاسوب (CNC)؟
مصطلح 'أجزاء CNC' يحمل معنيين: الأول هو المكونات التي تكوِّن ماكينات التحكم العددي الحاسوبي (مثل المحاور الدوارة، والبراغي الكروية، والتوجيهات الخطية، والمحركات)، والثاني هو المنتجات المصنَّعة بواسطة ماكينات التحكم العددي الحاسوبي (مثل القواطع الدقيقة، والمحاور، والغلاف الخارجي). وتتيح المكونات الآلية عمليات القطع الآلية، بينما تُعدُّ الأجزاء المصنَّعة قطعًا مخصصة تُصنع باستخدام معدات خاضعة للتحكم الحاسوبي من مواد مثل الألومنيوم والفولاذ والتيتانيوم والبلاستيك.
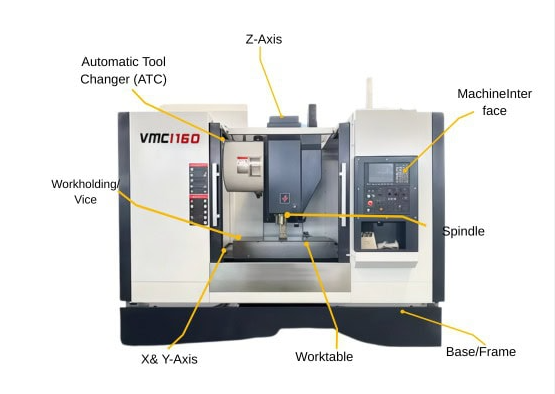
2. ما هي الأجزاء السبعة الرئيسية لجهاز CNC؟
تشمل المكونات السبعة الرئيسية لماكينات التحكم العددي بالحاسوب (CNC): وحدة التحكم في الماكينة (MCU) التي تعالج البرامج، وأجهزة الإدخال لتحميل الأكواد، وأنظمة الدفع المزودة بمحركات سيرفو أو محركات خطية، وأدوات الماكينة مثل المحاور والآلات القطعية، وأنظمة التغذية الراجعة المزودة بمُشفِّرات وأجهزة استشعار، والقاعدة والمنضدة لتثبيت القطعة المراد تشغيلها، وأنظمة التبريد لإدارة الحرارة. وتتعاون هذه المكونات معًا لتحويل التعليمات الرقمية إلى حركات فيزيائية دقيقة.
٣. كيف أعرف متى تحتاج أجزاء ماكينات التحكم العددي بالحاسوب (CNC) إلى الاستبدال؟
راقب المؤشرات البصرية مثل تغير لون المسمار الكروي، وآثار التآكل على الدلائل الخطية، وتسرب مواد التشحيم من المحاور. أما أعراض الأداء فتشمل الانحراف البُعدي، وتحول الأشكال الدائرية إلى أشكال بيضاوية، وتدهور جودة التشطيب السطحي، والأصوات غير المعتادة مثل صوت الطحن أو النقر أثناء التشغيل. وباستخدام الصيانة الوقائية مع مواد تشحيم عالية الجودة مثل زيت التشحيم Mobil SHC 220، يمكن إطالة عمر المكونات بشكل ملحوظ.
٤. ما الشهادات التي يجب أن يمتلكها موردو أجزاء ماكينات التحكم العددي بالحاسوب (CNC)؟
بالنسبة للتطبيقات automotive، يُعد اعتماد معيار IATF 16949 ضروريًّا، حيث يتطلب تطبيق أدوات الجودة التالية: APQP وFMEA وSPC وMSA وPPAP. أما معيار ISO 9001:2015 فيُعتبر الأساس الذي تستند إليه مورِّدو عمليات التشغيل الميكانيكية العامة. ويجمع المورِّدون المعتمدون مثل شركة Shaoyi Metal Technology بين هذه أنظمة الجودة وأوقات التسليم السريعة، مما يتيح لهم توريد مكونات دقة لقطاع السيارات خلال يوم عمل واحد فقط.
٥. هل أجزاء الـ CNC قابلة للتبديل بين علامات الماكينات المختلفة؟
تتبع العديد من المكونات المعايير الدولية، وبالتالي فهي قابلة للتبديل. فعلى سبيل المثال، تتبع الدلائل الخطية المعايير الأبعادية الصادرة عن المنظمة الدولية للمعايير (ISO)، وتتوافق المحركات مع أحجام الإطارات التي حددتها رابطة مهندسي الكهرباء الوطنية الأمريكية (NEMA) أو اللجنة الدولية الكهروتقنية (IEC)، كما أن واجهات الأدوات مثل المخاريط BT وCAT وHSK مُوحَّدة. ومع ذلك، فإن وحدات التحكم والكرتريجات الخاصة بالمغزل والمضخِّمات المتخصصة للدفع غالبًا ما تكون خاصة بالعلامة المصنِّعة. ولذلك، يجب دائمًا التحقق من المواصفات الفنية قبل طلب قطع الغيار، بما في ذلك الأبعاد وتصنيفات الجهد وبروتوكولات الواجهة.