 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

فك شفرة خدمات ماكينات التحكم العددي الحاسوبي (CNC): من ملفات الـ CAD إلى الأجزاء المُصنَّعة

فهم خدمات ماكينات التشغيل الآلي باستخدام الحاسب (CNC) وكيفية عملها
هل سبق أن تساءلتَ كيف تتحول الأجزاء المعدنية المعقدة من تصميم رقمي على شاشة حاسوب شخصٍ ما إلى مكوِّن ملموس دقيق يمكنك الإمساك به بيديك؟ هذه التحوُّلات تتم عبر خدمات ماكينات التشغيل الآلي باستخدام الحاسب (CNC)، وفهم هذه العملية قد يوفِّر عليك وقتًا ومالًا كبيرين ويجنِّبك مشكلاتٍ عديدة في مشروعك التصنيعي القادم.
ما الذي تؤديه بالفعل خدمات ماكينات التشغيل الآلي باستخدام الحاسب (CNC)
دعنا نوضّح الأمر بشكلٍ بسيط. إن اختصار CNC يرمز إلى «التحكم العددي بالحاسب». وعندما تتعاون مع مزود يقدم خدمات التشغيل الآلي باستخدام الحاسب (CNC) ، فأنت تستفيد من إمكانات تصنيعية تُدار بواسطة برامج حاسوبية مُبرمَجة مسبقًا، والتي تتحكم في حركة أدوات القطع بدقةٍ استثنائية.
خدمات ماكينات التحكم العددي بالحاسوب (CNC) هي حلول تصنيع احترافية تستخدم أنظمة تحكم حاسوبية لتشغيل أدوات الآلات، ومنها ماكينات الطحن وماكينات الخراطة والأنظمة متعددة المحاور، وذلك لتحويل كتل المواد الأولية إلى أجزاء مصممة خصيصًا بدقة عالية وإمكانية تكرار عالية.
فكّر في الأمر بهذه الطريقة: بدلًا من أن يقوم المشغّال يدويًّا بتوجيه كل عملية قصٍّ، يقرأ الحاسوب ملف التصميم الرقمي الخاص بك ويحوّله إلى حركات دقيقة. وتتبع الماكينة تعليمات مشفرة تُحدِّد كل شيء، بدءًا من سرعة العمود الدوار وصولًا إلى المسار الدقيق لرأس الأداة القاطعة. وهذه الأتمتة تعني أن أجزاءك ستخرج متطابقةً ودقيقةً تمامًا كما ورد في المواصفات — سواء كنت بحاجة إلى نموذج أولي واحد أو إلى آلاف المكونات الإنتاجية.
من التصميم الرقمي إلى القطعة المادية
تتم رحلة التحويل من ملف التصميم بمساعدة الحاسوب (CAD) إلى المكوّن النهائي وفقًا لتدفق عمل مبسَّط صقلته خدمات التشغيل بالتحكم العددي بالحاسوب (CNC) الدقيقة على مدى عقود:
- إنشاء نموذج CAD: يُحدِّد تصميمك ثنائي الأبعاد أو ثلاثي الأبعاد أبعاد الجزء النهائي وهندسته ومواصفاته.
- تحويل برنامج التصنيع بمساعدة الحاسوب (CAM): يقوم البرنامج المتخصص بترجمة تصميمك إلى رمز G — لغة البرمجة التي تفهمها آلات التحكم العددي بالحاسوب (CNC)
- إعداد الجهاز: يُثبِّت المشغلون المادة الأولية الخاصة بك ويُركّبون أدوات القطع المناسبة
- التشغيل الآلي للآلة: تنفِّذ الآلة البرنامج، وتزيل المادة بدقةٍ لإنشاء قطعتك المطلوبة
هذه السلسلة الرقمية-الفيزيائية هي ما يجعل خدمات آلات التحكم العددي بالحاسوب (CNC) الحديثة ذات قيمةٍ كبيرةٍ. ووفقاً لـ توماس ، تُستخدم عمليات التشغيل بالتحكم العددي بالحاسوب (CNC) على نطاق واسع في مختلف الصناعات، ومنها صناعة السيارات والفضاء الجوي والاتصالات السلكية واللاسلكية — أي في أي مكان تتطلب فيه الدقة العالية والجودة المتسقة.
الميزة التنافسية للتصنيع الطردي
إليك مفهوماً جديرًا بالفهم: إن تشغيل الآلات بالتحكم العددي بالحاسوب (CNC) هو عملية تصنيع طرحيّة. وعلى عكس الطباعة ثلاثية الأبعاد التي تبني الأجزاء طبقةً تلو الأخرى، فإن صيانة آلات التحكم العددي بالحاسوب (CNC) تبدأ من كتلة صلبة من المادة — معدن أو بلاستيك أو مادة مركبة — وتزيل منها بشكل منهجي كل ما لا يدخل في تركيب الجزء النهائي الخاص بك.
ولماذا يهم هذا مشاريعك؟ توفر عمليات التصنيع الطرحيّة مزايا مميزة:
- سلامة المادة: أنت تعمل مع مواد خام صلبة، وليست رواسب طبقية، مما يعني خصائص ميكانيكية متفوقة
- جودة السطح: يمكن أن تحقق الأسطح المُصنَّعة تشطيبات ممتازة مباشرةً بعد الخرج من الآلة
- تنوع المواد: تتعامل عمليات التحكم العددي الحاسوبي (CNC) مع المعادن مثل الألومنيوم والفولاذ المقاوم للصدأ والنحاس والتيتانيوم، بالإضافة إلى البلاستيكات الهندسية والمركبات
- تحكم دقة: يمكن تحقيق تحملات قياسية بمقدار ±٠٫٠٠٥ بوصة (٠٫١٢٧ مم)، مع إمكانية تحقيق تحملات أضيق عند الحاجة
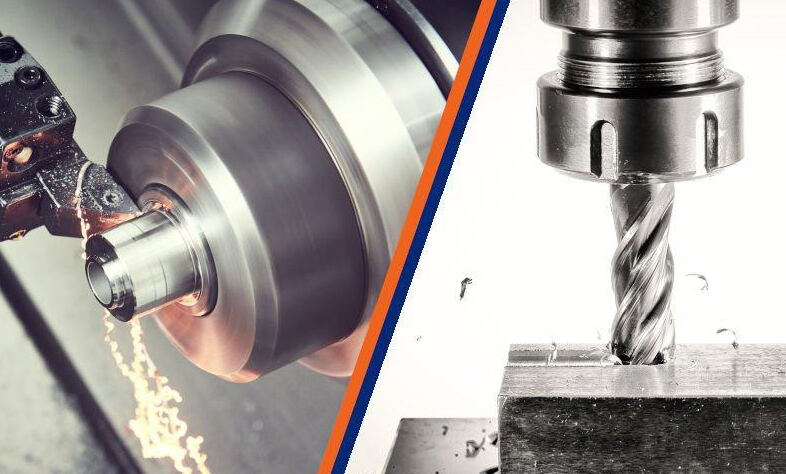
نطاق العمليات المتاحة أوسع بكثير مما يتصوره الكثيرون. فعملية التفريز تستخدم أدوات قطع متعددة النقاط الدوارة لتشكيل هندسات معقدة. أما عملية الخراطة فهي تستخدم المخارط للأجزاء الأسطوانية. وتسمح الآلات متعددة المحاور — ومنها الأنظمة ذات المحور الرابع والمحور الخامس — بالوصول إلى جوانب متعددة من القطعة في إعداد واحد، مما يقلل من عمليات المناورة ويزيد من الدقة. وستساعدك الأقسام التالية على تحديد العملية الأنسب لاحتياجاتك المحددة بدقة.
أنواع عمليات التصنيع باستخدام الحاسوب (CNC) وتطبيقاتها
الآن وبعد أن فهمت المبادئ الأساسية، فإن السؤال المنطقي التالي هو: أي عملية تشغيل بالتحكم العددي الآلي (CNC) هي الأنسب لقطعتك المحددة؟ ويعتمد الجواب على هندسة القطعة، والمواد المستخدمة، ومتطلبات التحمل الدقيق (tolerance)، وحجم الإنتاج. دعونا نستعرض الفئات الرئيسية حتى تتمكن من مطابقة احتياجات مشروعك مع النهج المناسب للتشغيـل الآلي.
شرح عمليات الطحن
يُعد التفريز (Milling) على الأرجح أكثر عمليات التشغيل بالتحكم العددي الآلي تنوعًا. ويتحرك أداة قطع دوّارة متعددة النقاط عبر قطعة العمل الخاصة بك، لإزالة المادة وتكوين أسطح مستوية، وشقوق، وجيوب، وحواف منحنية، وأشكال معقدة ثلاثية الأبعاد. وعندما تتواصل مع مزوِّد يقدِّم خدمات ماكينة التفريز CNC ، فأنت تستفيد من آلاتٍ قادرة على التعامل مع كل شيء بدءًا من الدعامات المستطيلة البسيطة وصولًا إلى الهياكل المعقدة المستخدمة في صناعة الطيران والفضاء.
وهناك نوعان رئيسيان من التكوينات التي ينبغي فهمها:
- التفريز العمودي: يتم تشغيل المغزل بشكل عمودي على سطح الطاولة. ويتفوق هذا الترتيب في عمليات التفريز السطحي، والتنقيب، وإنشاء الميزات على الأسطح المسطحة. وتُستخدم خدمات التشغيل الآلي بالقطع الرأسي (CNC) عادةً في تصنيع النماذج الأولية، والقوالب، والأجزاء التي تحتوي على ميزات رئيسية على وجه واحد فقط.
- التفريز الأفقي: يتم تشغيل المغزل بشكل موازٍ لسطح الطاولة. ويوفر هذا الترتيب تحسينًا في إخراج الرقائق المعدنية، ويُفضَّل استخدامه في عمليات القطع الثقيلة، أو مع الأجزاء الطويلة، أو في الإنتاج بكميات كبيرة. وتبرز خدمات التشغيل الآلي بالقطع الأفقي (CNC) عندما تحتاج إلى تشغيل عدة جوانب من قطعة ما بكفاءة عالية.
ويتجلى القوة الحقيقية لعملية التفريز عند أخذ عدد المحاور الداخلة في العملية بعين الاعتبار — وهي النقطة التي يشعر فيها العديد من المشترين بالارتباك.
متى يجب اختيار التشغيل الآلي الخماسي المحاور بدلًا من الثلاثي المحاور؟
تصور أنك تقوم بتشغيل قطعة ما. ففي التشغيل الثلاثي المحاور، يتحرك أداة القطع على طول ثلاثة اتجاهات خطية: محور X (يمين-يسار)، ومحور Y (أمام-خلف)، ومحور Z (أعلى-أسفل). وهذا يتعامل جيدًا مع معظم الأشكال الهندسية البسيطة، لكن ماذا يحدث عندما تحتاج إلى ميزات تحتية (Undercuts)، أو ميزات بزوايا مائلة، أو ملامح معقدة؟
هنا تأتي المحاور الإضافية في الصورة. وإليك التفصيل العملي:
| تكوين المحاور | القدرات | التطبيقات النموذجية | مستوى التعقيد |
|---|---|---|---|
| 3 محاور | الحركة الخطية في الاتجاهات X وY وZ. ويجب إعادة وضع القطعة للوصول إلى عدة أوجه. | الأجزاء المسطحة، والدعائم البسيطة، والألواح، والميزات ثنائية الأبعاد والنصف (2.5D) مثل الجيوب والشقوق | منخفضة — وهي الأكثر فعالية من حيث التكلفة للأشكال الهندسية المباشرة |
| محور 4 | تضيف دورانًا حول المحور X (المحور A). التشغيل المستمر للسطوح الأسطوانية أو المائلة. | الأجزاء التي تتطلب التشغيل الدوراني حول محور مركزي، والنقش على السطوح المنحنية، وبعض المكونات الجوية | متوسطة — تقلل من عدد مراحل التثبيت مقارنةً بالآلات ثلاثية المحاور |
| محور 5 | تضيف محورين دورانيين (عادةً المحورين A وB). ويمكن لأداة التشغيل أن تقترب من قطعة العمل من أي زاوية تقريبًا في تثبيت واحد. | الأجزاء الجوية المعقدة، وشفرات التوربينات، والغرسات الطبية، والدوارات، وتجويفات القوالب ذات الانحناءات العميقة | عالية — أقصى درجة من الحرية الهندسية، وأعلى تكلفة للماكينة |
إذن، متى يجب أن تستثمر في خدمات التشغيل الآلي باستخدام ماكينات التحكم العددي الخماسية المحاور؟ ضع في اعتبارك هذا النهج:
- اختر ماكينات التحكم العددي ثلاثية المحاور عندما يمكن تصنيع جزئك بالكامل من اتجاه واحد أو اتجاهين مع إعادة توجيه بسيطة. وهي الخيار الأكثر اقتصادية.
- اختر ماكينات التحكم العددي رباعية المحاور عندما تحتاج إلى تشغيل مستمر حول محور دوراني — مثل عمود الكامات أو التروس الحلزونية أو الأجزاء التي تحتوي على ميزات في مواضع زاوية متعددة.
- اختر ماكينات التحكم العددي خماسية المحاور عندما تتضمن هندسة الجزء زوايا مركبة أو تجاويف عميقة أو أجزاء مُستَوية من الأسفل (Undercuts)، أو عندما يكون تقليل عمليات الإعداد أمرًا حاسمًا للحفاظ على تحملات دقيقة جدًّا عبر ميزات متعددة.
الفرق في التكلفة حقيقي، وكذلك الفوائد. فغالبًا ما يقلل التشغيل الآلي خماسي المحاور التكلفة الإجمالية للأجزاء المعقدة من خلال إلغاء عمليات الإعداد المتعددة، وتحسين نعومة السطح، والحفاظ على دقة أفضل في المواضع النسبية بين الميزات.
خدمات التشغيل بالدوران والآلات الدوارة للأجزاء الأسطوانية
بينما تتفوق عملية الطحن في تصنيع الأجزاء المنشورية، فإن عملية الخراطة هي العملية المفضلة لأي جزء أسطواني. وعند الحاجة إلى تصنيع المحاور أو الدبابيس أو البطانات أو أي جزء يمتلك تماثلًا دورانيًّا، فإن خدمات خراطة التحكم العددي (CNC) تُقدِّم نتائج ممتازة.
وهكذا تتم عملية الخراطة: حيث يدور المادة الخام — والتي تكون عادةً على شكل قضيب دائري — بسرعة عالية بينما تقوم أداة قطع ثابتة بإزالة المادة. وفقًا لـ Turntech Precision ، تشمل عمليات الخراطة الأكثر شيوعًا: الخراطة الخارجية، والتشطيب الطرفي، وعمل الأخاديد، والقطع النهائي، وتصنيع الخيوط، والحفر، والتنفيد، والتجعيد، والتنصيف.
وتخدم كل عملية غرضًا محدَّدًا:
- الدوران: تقلِّل القطر الخارجي للقطعة المصنَّعة. وتُجرَى الخراطة الخشنة لإزالة كمية كبيرة من المادة بسرعة، أما الخراطة النهائية فتُحقِّق الأبعاد النهائية مع سطوح ناعمة.
- التقليم (Facing): تُشكِّل الطرف المُقابل للقطعة بحيث يكون عموديًّا على محور الدوران، ما ينتج أسطحًا طرفية مسطحة ويُحكَم فيه الطول الكلي للقطعة.
- التثبيت: تُنشئ أخاديد حلزونية للبراغي والمسامير والوصلات ذات الخيوط.
- الأخاديد والقطع النهائي: تُنشئ قنوات ضيقة أو تقطع القطعة المُصنَّعة نهائيًّا من قضيب المادة الخام.
- التنشير: يُوسّع الثقوب الموجودة أو يُنشئ ميزات داخلية بدقة عالية.
غالبًا ما تجمع المخارط الحديثة التي تعمل بالتحكم العددي الحاسوبي (CNC) بين عملية التشغيل بالدوران وأدوات التصنيع النشطة — وهي أدوات طحن وحفر مزودة بمحرك، قادرة على إنشاء ميزات خارج المحور دون الحاجة إلى نقل القطعة إلى جهاز منفصل. وتؤدي هذه القدرة إلى تداخل حدود عمليتي التشغيل بالدوران والطحن، مما يوفّر مكاسب كبيرة في الكفاءة للأجزاء التي تتطلب كلا العمليتين.
التصنيع السويسري للمكونات الصغيرة الدقيقة
ماذا لو كانت أجزاءك صغيرة جدًّا أو رفيعة جدًّا أو تتطلّب تحملات دقيقة جدًّا؟ فالمخارط القياسية التي تعمل بالتحكم العددي الحاسوبي (CNC) تواجه صعوبات في معالجة قطع العمل ذات القطر الصغير، لأن المادة غير المدعومة قد تنثني أثناء عملية القطع، مما يؤدي إلى عدم دقة في الأبعاد.
وهذا هو السبب بالضبط وراء وجود خدمات التصنيع السويسري باستخدام الحواسيب (CNC Swiss Machining). فقد وُضعت هذه الآلات المتخصصة في الأصل لصالح صناعة الساعات السويسرية، وتستخدم نظام غلاف توجيهي (guide bushing) يدعم قطعة العمل في موقعٍ قريبٍ جدًّا من منطقة القطع. وكما يوضح موقع Fictiv، فإن هذا النهج يمنع الانحراف ويسمح بتحقيق تحملات تصل إلى ٠٫٠٠٠١ بوصة على المكونات الحساسة.
توفر ماكينات التصنيع باستخدام الحاسب الآلي السويسرية عدة مزايا مميزة:
- دقة استثنائية: يحافظ غلاف التوجيه على استقرار المادة بدقة في الموضع الذي تتم فيه عملية القطع، مما يلغي الأخطاء الناتجة عن الانحناء.
- عمليات متعددة تتم في وقتٍ واحد: يمكن لماكينات التصنيع السويسرية إجراء عمليات التشغيل بالدوران والطحن والثقب والتشعير في إعداد واحد فقط عبر مناطق متعددة.
- مثالية للأجزاء الرفيعة: وتتراوح أقطار قطع العمل عادةً بين ٠٫٠٣٠ بوصة و٢ بوصة، وهي بذلك مثالية لتصنيع الدبابيس والمحاور والبراغي الصغيرة.
- كفاءة الإنتاج بكميات كبيرة: وتتيح طريقة التغذية بالقضبان والتشغيل المتزامن جعل التصنيع السويسري الخيار الأمثل لكميات الإنتاج الكبيرة.
ومن القطاعات التي تعتمد اعتماداً كبيراً على التصنيع السويسري: تصنيع الأجهزة الطبية (مثل البراغي الجراحية ودبابيس العظام والغرسات السنية)، والإلكترونيات (مثل دبابيس الموصلات والتلامسات)، والطيران والفضاء (مثل البراغي المصغَّرة ومكونات المحركات الخطية). فإذا كانت قطعك صغيرة الحجم وعالية الدقة وتُنتج بكميات كبيرة، فإن التصنيع السويسري هو على الأرجح أفضل خيارٍ لك.
إن فهم أنواع العمليات هذه يضعك في موقف أقوى عند طلب عروض الأسعار وتقييم المورِّدين. لكن العملية المناسبة ليست سوى جزءٍ من المعادلة — فاختيارك للمواد يلعب دوراً بالغ الأهمية أيضاً في تحديد التكلفة، ووقت التسليم، والجودة القابلة للتحقيق.
دليل اختيار المواد للأجزاء المشغولة باستخدام التحكم العددي الحاسوبي (CNC)
لقد حددتَ العملية الآلية المناسبة لهيئة القطعة الخاصة بك. والآن تأتي خطوة اتخاذ قرارٍ يؤثر على كل شيء، بدءاً من تكلفة الوحدة الواحدة ووصولاً إلى التحملات القابلة للتحقيق: أي مادة ينبغي أن تحددها؟ وهذا الاختيار لا يتعلّق فقط باختيار معدنٍ مألوفٍ اسمه — بل هو مطابقة الخصائص الميكانيكية، وخصائص القابلية للتشغيـل الآلي، ومتطلبات الاستخدام مع احتياجات مشروعك المحددة.
اختيار المعادن لمشاريع التشغيل الآلي باستخدام الحاسوب (CNC)
عند تقييم خدمات تشغيل الألومنيوم باستخدام الحاسوب (CNC)، فأنت تنظر في ما يُعتبر على الأرجح أكثر المواد تنوعاً في عالم التشغيل الآلي باستخدام الحاسوب. غير أن الألومنيوم ليس سوى خيارٍ واحدٍ ضمن طيفٍ واسعٍ من المعادن، ولكلٍّ منها مقايضاتٌ مميزة. دعونا نستعرض أكثر الخيارات شيوعاً:
- الألومنيوم (6061، 7075): قابلية ممتازة للتشغيل الآلي، وخفيف الوزن، ومقاوم طبيعيًا للتآكل، واقتصادي التكلفة. ويُوازن سبيكة الألومنيوم 6061 بين القوة وسهولة التشغيل، ما يجعلها مثاليةً لمكونات السيارات، وعلب الأجهزة الإلكترونية الاستهلاكية، والدعائم المستخدمة في قطاع الطيران والفضاء. أما درجة السبيكة 7075 فهي تقدّم مقاومة أعلى للإجهاد في التطبيقات الإنشائية الأكثر طلبًا. وتتميّز خدمات تشغيل الألومنيوم باستخدام آلات التحكم العددي (CNC) بشعبية واسعة؛ لأن هذه المادة تُشغَّل بسرعةٍ عالية — مما يقلّل أوقات الدورة بنسبة تصل إلى ٢٠٪ مقارنةً بالفولاذ.
- الفولاذ المقاوم للصدأ (304، 316، 17-4 PH): عندما تحتاج إلى متانة في البيئات القاسية، فإن خدمات تشغيل الفولاذ المقاوم للصدأ باستخدام آلات التحكم العددي (CNC) تفي بهذه المتطلبات بدقة. وتؤدي الدرجة 304 أداءً جيدًا في التطبيقات العامة. أما الدرجة 316 فهي متفوّقة في البيئات البحرية والطبية نظراً لمقاومة تآكلها الفائقة. وتتميّز الدرجة 17-4 PH بالتقوية بواسطة الترسيب لتلبية المتطلبات العالية من القوة. وتتوقع أن تكون أوقات التشغيل أطول وارتداء الأدوات أكبر مقارنةً بالألومنيوم.
- النحاس الأصفر (C360): غالبًا ما يُسمى هذا المعدن «النحاس الأصفر القابل للتشغيل الحر»، وهو يُنتج تشطيبات سطحية ممتازة وبحد أدنى من الجهد. وغالبًا ما تُحدد خدمات تشغيل النحاس الأصفر باستخدام آلات التحكم العددي حسب البرنامج (CNC) لمكونات التزيين، والمكونات الكهربائية، وتجهيزات السباكة، والأجهزة الدقيقة حيث يكتسب المظهر والدقة أهمية بالغة.
- النحاس: تجعل التوصيلية الحرارية والكهربائية المتفوقة من النحاس مادة لا غنى عنها في مشتّتات الحرارة (Heat Sinks)، وألواح التوصيل الكهربائي (Electrical Bus Bars)، ودرع الترددات الراديوية (RF Shielding). وتتطلب خدمات تشغيل النحاس باستخدام آلات التحكم العددي حسب البرنامج (CNC) الانتباه إلى التحكم في الرقائق (Chip Control) واختيار سائل التبريد المناسب، لكن معالجة هذه المادة باستخدام الآلات تتم بشكل جيد نسبيًّا.
- التيتانيوم (الدرجة ٢، الدرجة ٥/تي-٦أل-٤ف) تجعل نسبة القوة إلى الوزن الاستثنائية والتوافق الحيوي لعنصر التيتانيوم منه مادةً أساسيةً في هياكل الطيران والغرسات الطبية. ومع ذلك، فإن خدمات تشغيل التيتانيوم باستخدام الحاسب الآلي (CNC) تتطلب أسعارًا مرتفعةً نسبيًّا. فهذا المعدن يولِّد حرارةً كبيرةً أثناء عملية القطع، ويُسبِّب اهتراءً سريعًا لأدوات التشغيل، ويتطلَّب أدوات تخصُّصية وسرعات تشغيل أبطأ. وبالفعل، يُبرَّر هذا الاستثمار عندما لا تفي أي مادةٍ أخرى بمتطلبات الأداء الخاصة بك.
- الفولاذ المخلطي (4140، 4340): عندما تكون أقصى درجات القوة والمرونة هي الأولوية، فإن خدمات تشغيل سبائك الفولاذ باستخدام الحاسب الآلي (CNC) توفِّر خياراتٍ تتفوَّق على الفولاذ المقاوم للصدأ. وتُعالَج هذه المواد عادةً حراريًّا بعد التشغيل لتطبيقاتٍ شديدة التطلُّب مثل التروس والمحاور والمكونات الإنشائية.
فهم تصنيفات قابلية التشغيل
إليك عاملٌ يؤثر مباشرةً على السعر المُقدَّر والمدة الزمنية المطلوبة للتسليم: قابلية التشغيل الآلي. وفقًا لشركة كوماكوت، تشير قابلية التشغيل الآلي إلى مدى سهولة قص المادة وتشكيلها وإنهائها. فالمعادن ذات قابلية التشغيل الآلي العالية تتطلب قوة قص أقل، وتولِّد حرارةً أقل، وتُنتج تشطيبات سطحيةً أفضل — ما يجعلها أكثر كفاءة من حيث التكلفة في عمليات التشغيل الآلي باستخدام الحاسب (CNC).
ما العوامل التي تحدد قابلية التشغيل الآلي؟ هناك عدة عوامل تؤثر في ذلك:
- صلابة المادة: تؤدي المواد الأصلب إلى اهتراء أسرع لأدوات القطع، وتتطلب سرعات قص أبطأ. فمثلاً، يتطلب سبيكة إنكونيل 718 أدوات قص متخصصة وظروف قص دقيقة جدًّا.
- القدرة على导الحرارية: تبدِّد مواد مثل الألومنيوم الحرارة بسرعة، مما يسمح بزيادة سرعات التشغيل. أما المواد ذات التوصيل الحراري المنخفض مثل التيتانيوم، فهي تحبس الحرارة في منطقة القطع، ما يستلزم إدارةً حراريةً دقيقة.
- تكوين الشيب (الرقاقات): تُنتج بعض المواد رقائق طويلة ولزجة قد تلتف حول أدوات التشغيل. بينما تنفصل مواد أخرى إلى رقائق مُنظمة يمكن إزالتها بسهولة من منطقة القطع.
كما أشارت شركة إثيريل ماشينز (Ethereal Machines)، فإن استخدام سبائك الألومنيوم 6061 في الإنتاج الضخم يمكن أن يقلل من وقت التشغيل الآلي بشكلٍ كبير مقارنةً بالمواد الأصعب، مما يُسرّع عملية التسليم دون المساس بالجودة. وعلى العكس من ذلك، يتطلب تشغيل التيتانيوم أو سبائك درجات الحرارة العالية أدوات متخصصة وغالبًا ما يؤدي إلى زيادة كبيرة في التكاليف.
المواد البلاستيكية واعتباراتها في التشغيل الآلي باستخدام الحاسوب (CNC)
تتصدر المعادن نقاشات التشغيل الآلي باستخدام الحاسوب (CNC)، لكن خدمات تشغيل البلاستيك باستخدام الحاسب الآلي تُعبّئ فراغاتٍ حرجة. وتتميّز البلاستيكيات الهندسية بمزايا فريدة: خفة الوزن، والعزل الكهربائي، والمقاومة الكيميائية، وغالبًا انخفاض تكلفة المادة.
- ABS: مقاومة جيدة للصدمات وسهولة في التشغيل الآلي وبتكلفة منخفضة. وتُستخدم على نطاق واسع في النماذج الأولية والغلاف الخارجي للأجهزة.
- دلرين (أسيتال/بولي أوكسي ميثيلين): استقرار أبعادي ممتاز، احتكاك منخفض، وصلابة عالية. وهو مثالي لتصنيع التروس، والبطانات، والمكونات الميكانيكية الدقيقة.
- نايلون (PA6، PA66): قوي، مقاوم للتآكل، ويتمتع بخاصية التزييت الذاتي. ويُستخدم في المكونات الإنشائية وأجزاء التآكل.
- PEEK: بلاستيك هندسي عالي الأداء يتمتع بمقاومة كيميائية استثنائية واستقرار حراري ممتاز. يُستخدم بشكل شائع في التطبيقات الطبية والفضائية، لكنه باهظ الثمن.
- بولي إيثيلين عالي الكثافة الجزيئية (UHMW Polyethylene): معامل احتكاك منخفض للغاية. ممتاز لتطبيقات الانزلاق والتوجيه والتطبيقات التي تتلامس مع الأغذية.
تُشكّل البلاستيكات تحديات فريدة في عمليات التشغيل الآلي. فهي ألين من المعادن، ما يعني أن استخدام أدوات حادة وسرعات تغذية مناسبة أمرٌ بالغ الأهمية لمنع الذوبان أو التشوه. وبعض البلاستيكات تمتص الرطوبة، مما يؤثر على ثبات الأبعاد. وعلى عكس المعادن، لا يمكن للبلاستيكات تحقيق نفس درجة التحملات الدقيقة — لذا يجب التخطيط لتحملات أقل صرامة قليلًا.
كيف تؤثر اختيار المادة على التكلفة ووقت التسليم والتحملات
يؤدي اختيارك للمادة إلى تأثيرات متتالية تشمل المشروع بأكمله:
| المادة | تكلفة المادة النسبية | تأثير وقت التشغيل الآلي | التسامح القابل للتحقيق |
|---|---|---|---|
| ألمنيوم 6061 | منخفضة | سريع — قابلية تشغيل آلي ممتازة | ±0.001 بوصة قابلة للتحقيق بسهولة |
| النحاس الأصفر C360 | معتدلة | سريع — سهل التشغيل الآلي | ±0.001 بوصة مع تشطيب ممتاز |
| الفولاذ المقاوم للصدأ 304 | معتدلة | متوسط – مخاوف تتعلق بتصلّد المادة نتيجة التشغيل | ±0.001 بوصة قابل للتحقيق مع العناية الواجبة |
| تيتانيوم الدرجة 5 | عالية | بطيء – اهتراء كبير في الأدوات | تحقيق ±0.001 بوصة يتطلب خبرةً متخصصة |
| ديلرين | منخفضة-معتدلة | سريع | ±0.002 بوصة هو المعيار النموذجي للمواد البلاستيكية |
الفكرة الأساسية؟ وفقًا لشركة HPPI، فإن إعطاء الأولوية لمادة ذات قابلية تشغيل أفضل، حتى لو كانت أكثر تكلفةً من بديل أرخص، قد يقلل في الواقع التكلفة الإجمالية من خلال الحفاظ على جودة القطعة وتقليل أوقات الدورة. وعند تقييم الخيارات، راعِ التكاليف الإجمالية طوال دورة حياة المنتج — وليس فقط سعر المادة الخام.
كما أن اختيار المادة يحدّ من خيارات التشطيب المتاحة لك. فليست كل معالجة سطحية مناسبة لكل مادة أساسية. فعلى سبيل المثال، عملية الأكسدة الكهربائية (Anodizing) تُعطي نتائج ممتازة على الألومنيوم، لكنها لا تنطبق على الفولاذ. أما الطلاء النيكلـي فيتناغم جيدًا مع الفولاذ المقاوم للصدأ، لكنه يواجه تحديات في الالتصاق عند تطبيقه على الألومنيوم. لذا، فكّر مبكرًا في متطلبات التشطيب النهائي أثناء عملية اختيار المادة لتفادي المفاجآت المكلفة.
وبعد أن اخترت المادة الخاصة بك، فإن الخطوة الحرجة التالية هي إعداد ملفاتك ثلاثية الأبعاد (CAD) بشكلٍ صحيح — لأن أفضل خيار مادي لا يمكنه تعويض أخطاء التصميم التي تُضخِّم التكاليف أو تجعل تصنيع جزئك مستحيلاً.
كيف تُعدّ ملفات CAD وتتجنب أخطاء التصميم المكلفة
لقد اخترت مادتك وحدَّدت عملية التشغيل الآلية المناسبة. والآن تأتي خطوةٌ تفصل بين عمليات الإنتاج السلسة والكوارث المُكلِّفة: إعداد ملفاتك ثلاثية الأبعاد (CAD) بشكلٍ صحيح. ومن المدهش أن معظم موفِّري خدمات التشغيل الآلي باستخدام الحاسوب (CNC) يفترضون أنك تعرف ذلك مسبقاً، فيتركونك تتعلّمه عبر التجربة والخطأ المُكلِّفة. دعنا نُصلح هذه المسألة.
إعداد ملفاتك ثلاثية الأبعاد (CAD) لتحقيق النجاح في عمليات التشغيل الآلي باستخدام الحاسوب (CNC)
ملف CAD الخاص بك ليس مجرّد تمثيل بصري — بل هو المخطط التفصيلي الحاسم الذي يتحكم في كل قطع تقوم به الآلة. ووفقاً لـ LeadCNC ، فإن أي غموض أو خطأ أو معلومة ناقصة في ملف CAD الخاص بك سينتقل تأثيرها إلى المراحل اللاحقة، مما يؤدي إلى مسارات أدوات معطوبة، أو اصطدامات في الآلة، أو أجزاء لا تمرّ بفحوص الجودة.
قبل إرسال الملفات إلى أي مزود لخدمات تصنيع النماذج الأولية باستخدام آلات التحكم العددي (CNC)، اعمل على هذه القائمة التحضيرية:
- صدِّر الملفات بالصيغة الصحيحة: استخدم ملفات تنسيق STEP (.step أو .stp) كلما أمكن ذلك. فملفات STEP تلتقط الهندسة الدقيقة والمعلومات الطوبولوجية بدقة، مما يضمن نقل نموذجك كجسم صلب حقيقي بدلًا من أسطح مُقرَّبة. وتجنَّب استخدام ملفات STL في الأعمال التي تتطلب دقة عالية — لأنها تمثِّل الأسطح على هيئة مثلثات، وهي غير مناسبة للتسامحات الضيقة.
- تحقق من وحدات القياس: قد يبدو هذا أمرًا أساسيًّا، لكن أخطاء عدم التطابق في الوحدات تؤدي إلى فشل كامل في التصنيع. فنموذجٌ صُمِّم بوحدة الإنشات، لكنه فُسِّر على أنه بوحدة الملليمترات، يؤدي إلى جزءٍ منخفض الحجم بنسبة عامل قدره ٢٥,٤. ولذلك يجب دائمًا التأكُّد من أن عملية التصدير تستخدم الوحدات المقصودة (ملليمترات أو إنشات) مع عامل مقياس ١:١.
- حدِّد نظام الإحداثيات الخاص بك: عيِّن نقطة أصل واضحة للقطعة بحيث تكون مُحاذاة مع الطريقة التي ستُثبَّت بها القطعة على الآلة. ويجب أن تشير المحاور X وY وZ إلى الوجه الرئيسي الذي سيُجرى عليه التشغيل والاتجاه المقصود لتثبيت القطعة.
- قم بتشغيل عمليات فحص الهندسة: استخدم أدوات التحليل في برنامجك لتصميم الحاسوب (CAD) لتحديد الحواف غير المتصلة (Non-manifold edges)، أو الوجوه الضيقة جدًا (sliver faces)، أو الحدود المفتوحة. ويمكن أن تتسبب هذه العيوب المخفية في إيقاف عمليات حساب المسارات الأداة (toolpath) بالكامل.
- إزالة التفاصيل غير الضرورية: احذف الهندسة غير الأساسية مثل شعارات المورِّدين، أو الخيوط الداخلية التي ستُثبَّت بعد التشغيل الآلي (tapped post-machining)، أو التقويرات الجمالية الصغيرة في المناطق غير الحرجة. ويساعد تبسيط النموذج في تسريع معالجة برامج التصنيع بمساعدة الحاسوب (CAM).
عند العمل مع خدمات التشغيل الآلي المخصصة (CNC machining services)، تبدأ التواصل الواضح بالملفات النظيفة. ونَظِّم الهندسة باستخدام الطبقات (layers) أو الألوان — فضع أسطح المرجع (datum surfaces) في طبقة واحدة، والمزايا الحرجة في طبقة أخرى، والمناطق التي تتطلب تشطيبًا خاصًا في طبقة ثالثة.
الأخطاء الشائعة في التصميم والتي تزيد التكاليف
حتى المهندسين ذوي الخبرة يتخذون قرارات تصميمية تؤدي إلى ارتفاع تكاليف التشغيل الآلي أو تُنتج أجزاء لا يمكن تصنيعها أساسًا. وفيما يلي أخطاء التصميم التي يجب تجنبها:
الزوايا الداخلية الحادة: أدوات القطع المستخدمة في التشغيل الآلي (CNC) تكون على شكل أسطوانة. ولذلك فهي لا تستطيع فعليًّا إنشاء زوايا داخلية حادة تمامًا بزاوية ٩٠ درجة. وفقًا لـ Geomiq يجب أن تُضاف نصف قطر داخلي يكون أكبر بنسبة 30% على الأقل من نصف قطر أداة القطع الخاصة بك. فعلى سبيل المثال، إذا كنت تستخدم قرص قطع طرفية بقطر 10 مم، فيجب أن تصمم الحواف الداخلية بنصف قطر أدنى قدره 13 مم. ويؤدي ذلك إلى تقليل الإجهاد الواقع على الأداة وتمكين سرعات قطع أسرع.
سُمك الجدار غير الكافي: الجدران الرقيقة عُرضة للاهتزاز والانحناء والالتواء أثناء التشغيل الآلي. وتوصي شركة Geomiq بأن يكون أقل سُمك مسموح به للجدران المعدنية ٠٫٨ مم، وللجدران البلاستيكية ٠٫١٥ مم. ومن المهم بنفس القدر نسبة العرض إلى الارتفاع — ويجب أن تحافظ على نسبة لا تقل عن ٣:١ للجدران غير المدعومة والمستقلة لضمان استقرارها أثناء عملية القطع.
الجيوب والتجاويف العميقة بشكل مفرط: لأدوات القطع مدى وصول محدود. وتتطلب السمات العميقة والضيقة استخدام أدوات ذات أطوال ممتدة، وهي أقل صلابة وأكثر عُرضة للانحراف. وكما ذكر خمسة شقوق ، يجب أن تكون أعماق الجيوب لا تتجاوز ٦ أضعاف قطر أداة القطع. أما الأعماق التي تفوق ١٠ أضعاف قطر الأداة فهي تصبح صعبة التحقيق بغض النظر عن نوع الأدوات المتاحة.
أحجام الثقوب غير القياسية: يمكن حفر الثقوب القياسية بكفاءة باستخدام رؤوس الحفر المتوفرة تجاريًّا بسهولة. أما الأحجام غير القياسية فهي تتطلب إزالة التدرّجية للمواد باستخدام أدوات القطع النهائية (End Mills)، مما يزيد بشكل كبير من وقت التشغيل والتكلفة.
عمق الخيط المُبالغ في تحديده: تتركّز مقاومة الخيط أساسًا في أول عدة لفات منه. لذا يجب أن يقتصر عمق الخيط على أقصى حد يساوي ثلاثة أضعاف قطر الثقب. وفي حالة الثقوب العمياء، يُترك جزء غير مُخَرَّطٍ عند القاع بطول يعادل نصف قطر الثقب.
التسامحات الضيقة غير الضرورية: تطبيق التسامحات الضيقة على كل الأبعاد يُعدُّ واحدة من أكثر الأخطاء شيوعًا وتكاليفًا. فالتسامحات القياسية لمكائن التحكم الرقمي (CNC) البالغة ±٠٫١٣ مم تكون دقيقة بما يكفي لمعظم الميزات. ويجب احتفاظ التسامحات الأضيق فقط للأسطح المتداخلة ولواجهات التشغيل التي تتطلّب الدقة فعليًّا.
مبادئ التصميم للقابلية التصنيعية
تصميم القابلية للتصنيع (DFM) يعني التفكير في الطريقة التي سيُصنع بها جزؤك فعليًّا أثناء قيامك بتصميمه. سواء كنت تعمل مع مزوِّد خدمة نماذج أولية باستخدام التشغيل الآلي بالحاسوب في ولاية جورجيا أو مع أي مزوِّد لخدمات أجزاء التشغيل الآلي بالحاسوب على مستوى العالم، فإن هذه المبادئ تنطبق بشكل عام.
التصميم باستخدام الأدوات القياسية: وفقًا لشركة Five Flute، فإن فهم الميزات التي يمكن قصها باستخدام الأدوات المتاحة عمومًا أمرٌ بالغ الأهمية. فمعظم ورش العمل تمتلك ماكينات تسوية سطحية، وماكينات نهاية قياسية (بأقطار تتراوح بين ١/٨ بوصة و١ بوصة)، وماكينات نهاية كروية، وثاقبًا بمقاسات قياسية، وأدوات تشطيب الحواف بزوايا ٦٠° و٨٢° و٩٠°. وعند تصميم ميزات تتوافق مع هذه الأدوات، ستتجنب التأخير الناجم عن الانتظار لتوفير أدوات خاصة.
خذ تثبيت القطعة في الاعتبار منذ البداية: يجب تثبيت جزئك بشكل آمن أثناء عملية التشغيل الآلي. ولذلك، صمِّم أسطحًا مسطحةً ومُتوازيةً يمكن أن تستقر على قواعد تثبيت مسطحة (Parallels) وأن تُمسك بإحكام داخل ماسكة (Vise). أما الأجزاء التي لا تحتوي على أسطح واضحة لتثبيتها، فهي تتطلب تصنيع تجهيزات تثبيت مخصصة — مما يزيد من الوقت والتكلفة.
الحد من الإعدادات: في كل مرة يتم فيها إعادة تثبيت القطعة في الجهاز، تزداد احتمالية حدوث عدم محاذاة وارتفاع تكلفة العمالة الإضافية. لذا يجب تصميم القطع بحيث يمكن تشغيل السطوح الحرجة منها بأقل عدد ممكن من الاتجاهات. ويجب أن تكون السطوح التي تتطلب تحملات نسبية ضيقة قابلة للوصول إليها ضمن نفس التثبيت.
تجنب الحفر تحت السطح قدر الإمكان: السطوح التي لا يمكن الوصول إليها بواسطة أداة القطع من اتجاه التثبيت الأساسي تتطلب إما أدوات تخصصية (مثل أدوات قطع المجرى على شكل حرف T) أو محاور تشغيل إضافية في الجهاز. وإذا كانت قطعتك تتطلب حفرًا تحت السطح، فتأكد من أن مزوّد خدمة التشغيل الآلي بالحاسوب (CNC) لتصنيع النماذج الأولية الذي اخترته يمتلك الإمكانيات المناسبة قبل إتمام التصميم.
خذ الإجهادات الداخلية في المادة بعين الاعتبار: غالبًا ما تحتوي المواد الخام على إجهادات داخلية. وعند إزالة كميات كبيرة من المادة بشكل غير متناظر، قد تنحرِف القطعة المتبقية بعد تحريرها من التثبيت. وللقطع التي تتطلب إزالة كمية كبيرة من المادة، ناقش مع شريكك في عمليات التشغيل الاستراتيجيات المناسبة لتخفيف الإجهادات.
الجهد الذي تستثمره في إعداد الملفات بشكلٍ سليم وتحسين التصميم من أجل التصنيع (DFM) يُحقِّق عوائدٍ مجزية طوال مشروعك. فالتصاميم النظيفة تُقدَّر أسعارها بسرعة أكبر، وتُصنَّع بكفاءة أعلى، وتصل إلى العميل مُلبِّيةً المواصفات المطلوبة من المحاولة الأولى. ومع ذلك، فإن حتى الجزء المصمَّم بشكلٍ مثاليٍّ يحتاج إلى تحديدات مناسبة للتسامح الهندسي (Tolerances)، وفهم ما تعنيه هذه الأرقام بالفعل هو ما سنركِّز عليه بعد ذلك.
شرح التسامح الهندسي والتشطيبات السطحية
لقد أعددت ملف CAD خالٍ من العيوب واخترت المادة المثلى. والآن يأتي عنصر التحديد الذي يؤثر مباشرةً على كلٍّ من وظيفة جزئك وميزانية مشروعك: التسامح الهندسي والتشطيبات السطحية. وتظهر هذه الأرقام على كل رسم تصنيعي، ومع ذلك لا يفهم معظم المشترين تمامًا معناها — أو متى تكون التحديدات الأكثر دقة ضرورية فعليًّا لضمان الأداء مقابل متى تؤدي ببساطة إلى ارتفاع التكاليف.
فهم فئات التسامح الهندسي وتطبيقاتها
ما المقصود تحديدًا بالتسامح البُعدي؟ وفقًا لشركة American Micro Industries، يُعرِّف التسامح البُعدي في التشغيل الآلي المقدار الإجمالي المسموح به من التباين الأبعادي بالنسبة إلى القيمة المحددة. وبما أن أي آلة لا تُنتج نتائج متطابقة في كل مرة، فإن التسامحات تُحدِّد هامش خطأ محكومًا — وهي مسألةٌ حاسمةٌ خصوصًا للأجزاء التي يجب أن تتناسب مع بعضها بدقة.
توفر المعايير الدولية لغةً مشتركةً لمواصفات التسامح. ويُعرِّف المعيار الدولي ISO 2768 مستويات الدقة من خلال فئات التسامح:
- f – دقيق: أضيق التسامحات العامة المُطبَّقة في التطبيقات الدقيقة
- m – متوسط: التسامحات التجارية القياسية الملائمة لمعظم المكونات
- c – خشن: تسمح بتسامحات أكبر للأبعاد غير الحرجة
- v – خشن جدًّا: أوسع التسامحات المُطبَّقة في الأجزاء الخشنة أو الزخرفية
عند الاستعانة بخدمات التشغيل الآلي الدقيق باستخدام الحاسوب (CNC)، فإن القدرات القياسية تحقِّق عادةً تسامحًا قدره ±٠٫٠٠٥ بوصة (٠٫١٢٧ مم) كحدٍّ أدنى. أما العمليات الدقيقة فقد تصل إلى تسامح ±٠٫٠٠١ بوصة أو أضيق عند الحاجة الفعلية إلى دقة استثنائية في التطبيق. لكن إليكم الرؤية الجوهرية: إن التشديد في التسامح ليس تلقائيًّا أمرًا أفضل.
| نطاق التسامح | التطبيقات النموذجية | الأثر النسبي على التكلفة |
|---|---|---|
| ±0.030 بوصة (0.76 مم) | الميزات غير الحرجة، والثقوب التصريفية، والأبعاد التقريبية | الحد الأدنى — الأكثر اقتصاديةً |
| ±0.005" (0.127 mm) | أجزاء تجارية قياسية، ومتطلبات تركيب عامة | القدرات القياسية لآلات التحكم العددي بالحاسوب (CNC) — دون أي تكلفة إضافية |
| ±0.001" (0.025 mm) | التركيبات الدقيقة، والأسطح المتداخلة، والواجهات الحرجة | ما يقارب ضعف تكلفة الحد الأدنى |
| ±0.0001 بوصة (0.0025 مم) | التطبيقات فائقة الدقة، مثل محامل الطيران والفضاء والمكونات البصرية | حتى ٢٤ ضعف تكلفة الحد الأدنى |
وفقًا لـ Modus Advanced العلاقة بين التحمل وتعقيد التصنيع ليست خطيةً، بل هي أسية. فقد يؤدي تحمل ±0.001 بوصة الذي حددته إلى مضاعفة تكلفة الجزء وثلاثة أضعاف زمن التسليم مقارنةً بقبول تحمل ±0.005 بوصة.
اختيار تشطيب السطح ما وراء الأساسيات
يقيس خشونة السطح الانحرافات المجهرية على سطح الجزء بعد التشغيل الآلي. وأكثر المعايير شيوعًا هو معامل الخشونة المتوسطة (Ra)، الذي يُقاس بوحدة الميكرومتر (µم). وكلما انخفضت قيمة Ra، كان السطح أكثر نعومة. وفقًا لـ Geomiq تتراوح قيم Ra للأجزاء المصنَّعة عادةً بين ٠٫١ ميكرومتر (ناعم جدًّا) و٦٫٣ ميكرومتر (ذو نسيج مرئي).
إليك ما تعنيه مستويات التشطيب القياسية فعليًّا لأجزائك:
- ra = ٣٫٢ ميكرومتر: تشطيب قياسي كما هو بعد التشغيل الآلي، مع ظهور آثار الأدوات بوضوح. وهو مناسبٌ لمعظم الأجزاء التجارية ولا يترتب عليه أي تكلفة إضافية.
- ra = ١٫٦ ميكرومتر: تظهر آثار القطع بشكل خفيف. ويُوصى به للأجزاء ذات التداخل الضيق وللأجزاء الخاضعة لإجهادات خفيفة. ويضيف ما يقارب ٢٫٥٪ إلى تكلفة الإنتاج.
- ra = ٠٫٨ ميكرومتر: تشطيب عالي الجودة يتطلب عمليات تشطيب إضافية. وهو مثالي للمكونات الخاضعة لضغوط إجهادية ومكونات الاهتزاز. ويُضيف ما يقارب ٥٪ إلى التكلفة.
- ٠٫٤ ميكرومتر Ra: سلاسة عالية جدًّا دون أي علامات مرئية. ويتطلب دقةً بالغة في التشغيل الميكانيكي بالإضافة إلى عملية تلميع. ويزيد التكلفة بنسبة تصل إلى ١٥٪.
يؤثر التشطيب السطحي على أكثر من مجرد المظهر الجمالي. فالسطوح الخشنة تزيد الاحتكاك بين الأجزاء المتداخلة، بينما تحسّن التشطيبات الأكثر نعومة مقاومة التعب تحت الأحمال الدورية. أما بالنسبة للأسطح الختمية، فإن قيمة Ra المناسبة تضمن ضغط الحشوة (الجاسكيت) بشكلٍ صحيح. وعند تحديد أنواع التشطيب المطلوبة لخدمات التشغيل الآلي باستخدام الحاسب (CNC) عالية الدقة، فيجب أن تتوافق متطلباتك مع الوظيفة الفعلية — وليس مع تفضيلات عشوائية.
متى تكون التحملات الضيقة تستحق الاستثمار؟
إذن، متى يجب عليك فعليًّا دفع مبلغ إضافي مقابل خدمات التشغيل الآلي باستخدام الحاسب (CNC) ذات التحملات الضيقة؟ ركّز على الضرورة الوظيفية:
حالات تتطلب تحملات ضيقة:
- أجزاء المحامل الدقيقة التي يحدّد فيها الفرق بين قطر العمود وقطر الفتحة أداء النظام
- الأسطح الختمية التي يجب التحكم بدقة في ضغط الحشوة (الجاسكيت) عليها
- واجهات التجميع حيث يجب أن تتماشى أجزاء متعددة بدقة
- المكونات الدوارة عالية السرعة التي تتطلب توازنًا دقيقًا
المواقف التي تكفي فيها التسامحات القياسية:
- الثقوب المُخصصة للتسامح والسطوح غير المُطابِقة
- الأبعاد التي لا تؤثر وظيفيًّا على عملية التجميع
- الميزات التي ستُعالَج لاحقًا (مثل اللحام أو الالتصاق أو الطلاء)
- العناصر الجمالية التي يكتسب فيها المظهر البصري أهمية أكبر من الدقة
يمكن لمقدِّم خدمة التشغيل الآلي الدقيق باستخدام الحاسوب (CNC) مساعدتك في تحديد الأبعاد التي تتطلّب فعليًّا تحكُّمًا دقيقًا. وكما يشير مودس أدفانسد (Modus Advanced)، فإن أكثر التسامحات تكلفةً غالبًا ما تكون تلك التي لا تقدِّم أي فائدة وظيفية. ويطبِّق المهندسون الأذكياء المواصفات الضيقة فقط في الأماكن التي تهم فعلًا، ويتقبَّلون التسامحات القياسية في جميع الأماكن الأخرى.
ولا تنسَ سلوك المادة أيضًا. فجزء الألومنيوم الذي يبلغ طوله ١٢ بوصة يتوسَّع تقريبًا بمقدار ٠٫٠٠٣ بوصة لكل تغيُّر في درجة الحرارة بمقدار ١٨° فهرنهايت. ولذلك فإن تحديد تسامحات أضيق من التغير الحراري المتوقَّع يُحدث صعوبات تصنيعية دون أن يحقِّق أي فائدة وظيفية. لذا ينبغي أخذ ظروف التشغيل الفعلية في الاعتبار عند وضع المواصفات.
إن فهم التحملات والتشطيبات يُمكّنك من اتخاذ قراراتٍ مستنيرة توازن بين الدقة والتكلفة. لكن قد تفرض صناعتك متطلبات إضافية تتجاوز دقة الأبعاد الأساسية — مثل الشهادات ومعايير الامتثال التي يجب أن يستوفيها شريكك في مجال التشغيل الآلي.

المتطلبات الخاصة بالصناعة وشهادات الجودة
لقد أتقنت التصميم، واخترت المادة المناسبة، وحددت التحملات الملائمة. لكن هناك أمرًا يتجاهله العديد من المشترين حتى يفوت الأوان: هل يمتلك شريكك في مجال التشغيل الآلي الشهادات التي تتطلبها صناعتك فعليًّا؟ ففي القطاعات الخاضعة للتنظيم، تصبح القطعة المُصنَّعة بدقة مثالية مجرد هدرٍ عديم القيمة إذا لم تُنتج وفق نظام إدارة الجودة الصحيح.
متطلبات التشغيل الآلي في قطاع السيارات
عند الاستعانة بخدمات التشغيل الآلي باستخدام الحاسوب (CNC) لقطاع السيارات، فإن شهادة واحدة تتفوّق على غيرها من الشهادات: IATF 16949. وهذه ليست مجرد شهادة جودة إضافية، بل هي المعيار المعترف به عالميًّا والذي تطلبه شركات تصنيع المعدات الأصلية (OEMs) من سلسلة التوريد بأكملها.
ما الذي يميز معيار IATF 16949 عن معايير الجودة الأساسية؟ وفقًا لشركة American Micro Industries، فإن هذه الشهادة تجمع بين مبادئ ISO 9001 والمتطلبات الخاصة بالقطاع المتعلقة بالتحسين المستمر ومنع العيوب والإشراف الصارم على المورِّدين. ويطلب قطاع صناعة السيارات أجزاءً متسقة وخالية تمامًا من العيوب، ويوفِّر معيار IATF 16949 الإطار اللازم لتحقيق ذلك بالضبط.
ويُعَدُّ التحكم الإحصائي في العمليات (SPC) عنصرًا حيويًّا في شهادات قطاع السيارات. فبدلًا من فحص الأجزاء بعد الانتهاء من إنتاجها، يراقب نظام SPC عملية التصنيع في الوقت الفعلي. وتتم متابعة المتغيرات مثل الدقة البعدية، ونوعية التشطيب السطحي، وانحدار أدوات القطع باستمرار، بينما تُفعِّل الحدود الضابطة التدخل قبل ظهور أي عيوب. وهذه الطريقة الاستباقية تكتشف المشكلات في وقتٍ ما زال فيه متسعٌ لتصحيحها.
وبالنسبة للمشاريع المتعلقة بصناعة السيارات، فإن التعاون مع منشأة حاصلة على شهادة IATF 16949 مثل تكنولوجيا المعادن شاوي يي يضمن أن تتوافق مكوناتك مع معايير التتبع الصارمة وضبط العمليات التي تطلبها كبرى الشركات المصنعة. وتُوفِّر تنفيذها لنظام مراقبة العمليات الإحصائية (SPC) مكونات ذات تحمل عالٍ بأوقات تسليم تصل إلى يوم عمل واحد فقط — مع إمكانية التوسع بسلاسة من إنتاج النماذج الأولية السريعة إلى الإنتاج الضخم.
المتطلبات الأساسية للحصول على شهادات في قطاعي الطيران والفضاء والرعاية الصحية
تتميَّز تطبيقات قطاعي الطيران والفضاء والرعاية الصحية بسمة مشتركة: فالإخفاق ليس خيارًا مقبولًا. وتعكس الشهادات التنظيمية التي تحكم هذين المجالين هذه الحقيقة.
معيار AS9100D الخاص بقطاع الطيران والفضاء: إذا كانت أجزاؤك تُستخدم في الطائرات أو المركبات الفضائية، فإن حصولك على شهادة AS9100 يُعد أمرًا لا غنى عنه. ووفقًا لـ معهد مراجعة الأداء ، يُبنى معيار AS9100 على متطلبات ISO 9001، ويُكمِّلها بمتطلبات إضافية لنظام الجودة وضعها قطاع الطيران والفضاء لتلبية متطلبات وزارة الدفاع الأمريكية (DOD) ووكالة ناسا (NASA) والإدارة الفيدرالية للملاحة الجوية (FAA) المتعلقة بالجودة.
ما المقصود عمليًّا بهذا المعيار بالنسبة لخدمات التشغيل الآلي باستخدام الحاسوب (CNC) في قطاع الطيران والفضاء؟ يركِّز المعيار على ما يلي:
- إدارة المخاطر: التحديد المنهجي لمخاطر أوجه الفشل المحتملة والتخفيف منها طوال دورة الإنتاج
- إدارة التكوين: مراقبة صارمة للتنقيحات لضمان مطابقة كل جزءٍ للتصميم المعتمَد له
- سلامة المنتج: ضوابط مدمجة تمنع استخدام القطع المزيفة وتضمن إمكانية تتبع المواد من الكتلة الأولية إلى المكوِّن النهائي
- التفتيش الأول للمادة (FAI): التحقق الموثَّق من أن عمليات الإنتاج قادرةٌ باستمرارٍ على الوفاء بالمواصفات المطلوبة
عند الاستعانة بخدمة تشغيل آلي رقمي (CNC) للأجزاء الجوية، تأكَّد من حصول المُقدِّم على شهادة AS9100D قبل المتابعة. ووفقًا لشركة Frigate، فإن أكثر من ٨٠٪ من شركات القطاع الجوي العالمية تشترط حصول مورِّدي خدمات التشغيل الآلي الرقمي (CNC) على شهادة AS9100.
ISO 13485 للأجهزة الطبية: تُدار خدمات التشغيل الآلي الرقمي (CNC) للأجهزة الطبية تحت إشراف إدارة الأغذية والعقاقير (FDA) في الولايات المتحدة، ويجب أن تمتثل لمعيار ISO 13485 — وهو المعيار المُعترف به عالميًّا لإدارة الجودة في تصنيع الأجهزة الطبية. وينص هذا المعيار على ضوابط صارمة تشمل التصميم، والتصنيع، وإمكانية تتبع المكونات، والتخفيف من المخاطر.
تشمل المتطلبات الرئيسية ما يلي:
- ممارسات توثيق تفصيلية لكل خطوة من خطوات الإنتاج
- إمكانية تتبع الدفعات كاملةً مما يُيسِّر إدارة عمليات الاسترجاع في حال ظهور أي مشكلات
- عمليات مُوثَّقة تضمن نتائج متسقة عبر دفعات الإنتاج المختلفة
- إجراءات فعّالة للتعامل مع الشكاوى والاستدعاءات
كما يجب أن تتوافق المرافق أيضًا مع البند ٨٢٠ من الجزء ٢١ من لائحة إدارة الأغذية والأدوية (FDA) (اللوائح التنظيمية لنظام الجودة)، والتي تنظم تصميم المنتجات وتصنيعها وتتبعها للوصول إلى السوق الأمريكية.
لماذا تهم شهادات الجودة لمشروعك؟
وبعيدًا عن الامتثال التنظيمي، فإن هذه الشهادات تُعَد مؤشراتٍ موثوقةً على التميُّز التشغيلي. وعند تقييم خدمات التصنيع باستخدام ماكينات التحكم العددي (CNC)، ينبغي أن تأخذ في الاعتبار ما تؤكِّده كل شهادةٍ بالفعل:
- ISO 9001:2015: المعيار الدولي المعترف به عالميًّا كحدٍّ أدنى لأنظمة إدارة الجودة. ويُظهر وجود إجراءات موثَّقة ومراقبة الأداء والالتزام بالتحسين المستمر. وهو مناسب للتطبيقات التجارية والصناعية العامة التي لا يُشترط فيها الحصول على شهادات مخصصة لقطاع معين.
- IATF 16949: نظام إدارة جودة خاص بالصناعة automotive، يجمع بين معيار ISO 9001 وعمليات الموافقة على أجزاء الإنتاج، ومنهجيات الوقاية من العيوب، ومتطلبات إدارة سلسلة التوريد.
- AS9100D: معيار خاص بالقطاع الفضائي والجوي يضيف متطلبات إدارة المخاطر، والتحكم في التكوين، وتعزيز إمكانية التتبع فوق أساس معيار ISO 9001.
- ISO 13485: نظام إدارة جودة الأجهزة الطبية مع التركيز على ضوابط التصميم، واعتماد العمليات، والامتثال التنظيمي لضمان سلامة المرضى.
- نادكاب: برنامج الاعتماد الوطني للمقاولين في قطاعي الطيران والدفاع — يُقرّ عمليات متخصصة مثل المعالجة الحرارية، والمعالجة الكيميائية، والاختبارات غير التدميرية وفق أعلى المعايير.
ووفقاً لشركة American Micro Industries، فإن الشهادات تؤثر في تصنيع القطع باستخدام ماكينات التحكم العددي (CNC) من خلال ضمان التزام الفرق بأعلى المعايير، وتكميل الخبرة العملية لتحقيق نتائج متفوقة باستمرار. وبمعنى آخر، فإن العمليات الحاصلة على شهادات صحيحة تعني أن الأساليب والمعدات نفسها تخضع لمعايير موثَّقة، مما يعزِّز الاتساق من دفعةٍ إلى أخرى.
إذاً، أيُّ شهاداتٍ يحتاجها مشروعك فعلياً؟ اطرح على نفسك هذه الأسئلة:
- هل ستُستخدم هذه القطع في تطبيقات طيران أو دفاع أو فضاء؟ → تتطلب شهادة AS9100D
- هل هذه المكونات مخصصة للأجهزة الطبية التي تُباع في الولايات المتحدة أو الاتحاد الأوروبي؟ → تتطلب شهادة ISO 13485
- هل ستُدمج هذه الأجزاء في سلسلة التوريد الخاصة بشركة تصنيع معدات أصلية للسيارات (OEM)؟ → تتطلب شهادة IATF 16949
- هل هذا تطبيق تجاري عام خالٍ من الرقابة التنظيمية المحددة؟ → توفر شهادة ISO 9001 ضمان جودة كافٍ
لا تفترض أن قدرة ورشة العمل العامة على التشغيل الآلي تعني بالضرورة أنها مؤهلة لإنتاج معتمد. بل يجب التحقق من الشهادات مباشرةً — إذ يعرض الموردون الموثوقون اعتماداتِهم بشكل بارز، ويمكنهم تزويدك بنسخٍ من شهادات الاعتماد عند الطلب. والفرق في التكلفة بين الإنتاج المعتمد وغير المعتمد أقل بكثيرٍ من تكلفة رفض الأجزاء أو فشل عمليات التدقيق.
إن فهم متطلبات الشهادات يحمي مشروعك من حالات عدم الامتثال. لكن الشهادات لا تمثّل سوى عاملٍ واحدٍ ضمن العوامل الكلية المؤثرة في تكلفة مشروعك — ومعظم عروض أسعار التشغيل الآلي باستخدام الحاسب (CNC) تترك المشترين في حيرةٍ بشأن العوامل الفعلية التي تُحدد الأسعار.
عوامل تكلفة التشغيل الآلي باستخدام الحاسب (CNC) والشفافية في التسعير
هل سبق لك أن تلقيت عرض سعر لتصنيع باستخدام الحاسب الآلي (CNC) جعلك تتساءل كيف وصل المصنع إلى ذلك الرقم؟ أنت لست وحدك. فمعظم مزودي خدمات التشغيل الآلي يعاملون التسعير كـ"صندوق أسود" — تقوم برفع ملف التصميم، وتتلقى عرض السعر، ثم تأمل في الحصول على أفضل نتيجة ممكنة. لكن فهم العوامل الفعلية التي تُحدد تكاليف تصنيع القطع باستخدام الحاسب الآلي يمنحك السيطرة الكاملة على العملية. دعنا نحلّل معادلة التسعير خطوة بخطوة، كي تتمكن من اتخاذ قرارات تصميم أكثر ذكاءً وتجنب المفاجآت غير المتوقعة في الميزانية.
ما العوامل الدافعة لتكاليف التصنيع باستخدام الحاسوب (CNC)؟
وفقًا لشركة RapidDirect، فإن صيغة التكلفة الأساسية بسيطة جدًّا:
إجمالي التكلفة = تكلفة المادة + (مدة التشغيل × سعر آلة التشغيل لكل ساعة) + تكلفة الإعداد + تكلفة التشطيب
ويختلف مقدار مساهمة كل عنصرٍ حسب طبيعة مشروعك المحددة. وإليك تفصيلها:
| عوامل التكلفة | ما الذي يشمله | الأثر النسبي |
|---|---|---|
| تكلفة المواد | كمية المادة الأولية المطلوبة، ودرجة نقاوة المادة، والهدر الناتج عن استخدام قضبان أو بلوكات أكبر من اللازم | 10–30% من إجمالي التكلفة |
| وقت التشغيل | المدة الزمنية للقطع، وتعقيد مسار الأداة، ومعدلات التغذية، وعدد تغييرات الأدوات | 40–60% من إجمالي التكلفة |
| تكاليف الإعداد | برمجة أنظمة التصنيع بالحاسب الآلي (CAM)، وتثبيت القطعة على المنضدة، وإعداد الأدوات، والتحقق من القطعة الأولى | ثابت لكل دفعة — ويؤثر تأثيرًا كبيرًا على الكميات المنخفضة |
| تكلفة التشطيب | إزالة الحواف الحادة، والمعالجات السطحية، والطلاءات، ومتطلبات الفحص | من ٥٪ إلى ٢٥٪ حسب المتطلبات |
تتفاوت أسعار التشغيل الآلي اختلافًا كبيرًا باختلاف نوع المعدات. ووفقًا لشركة كوماكوت (Komacut)، قد تتراوح تكلفة تشغيل مخرطة أساسية ثلاثية المحاور بين ٤٠ و٧٥ دولارًا أمريكيًّا في الساعة، بينما تبلغ تكلفة تشغيل المخارط خماسية المحاور من ٧٥ إلى ١٥٠ دولارًا أمريكيًّا في الساعة أو أكثر. والمعدة التي تحتاجها تعتمد تمامًا على هندسة الجزء الخاص بك — فاستخدام مخرطة خماسية المحاور لتصنيع دعامة بسيطة يُضيِع المال، أما محاولة تصنيع أجزاء معقدة تُستخدَم في قطاع الطيران باستخدام معدات ثلاثية المحاور فتخلق ظروف تصنيع مستحيلة.
كيف تؤثر خيارات التصميم على ميزانيتك
إليك أمرٌ لا يدركه معظم المشترين: إن ما يصل إلى ٨٠٪ من تكلفة التصنيع يتم تحديدها بشكل نهائي خلال مرحلة التصميم. فقراراتك المتعلقة بالهندسة تحدد مباشرةً مدة التشغيل الآلي — وهي عادةً أكبر عنصر في التكلفة الإجمالية.
تشمل ملامح التصميم التي ترفع التكاليف ما يلي:
- الجيوب العميقة والضيقة: تتطلب استخدام أدوات ذات طول ممدود، تعمل ببطء وتتأرجح بسهولة
- الجدران الرقيقة: يتطلب تقليل معدلات التغذية لمنع الاهتزاز والتشوه
- الزوايا الداخلية الضيقة: يتطلب استخدام أدوات أصغر مع أوقات قطع أطول
- التجاويف السفلية والمقاطع المعقدة: غالبًا ما تتطلب تشغيلًا آليًّا خماسي المحاور أو أدوات تخصصية
- التسامحات المُبالغ في تحديدها: إضافة وقت الفحص، وتخفيض سرعات القطع، واحتمال الهدر
كما أن اختيار المادة يُحدث تأثيرات متتالية أيضًا. وفقًا لشركة U-Need، تتطلب التيتانيوم والفولاذ عالي الجودة سرعات تشغيل أبطأ وتؤدي إلى اهتراء سريع للأدوات — ما يجعل تكلفة تصنيعها أعلى بكثير مقارنةً بالألومنيوم أو النحاس الأصفر. وإذا سمح متطلبات الأداء بذلك، فإن اختيار مادة أسهل في التشغيل يُعدُّ أحد أسرع الطرق لتقليل تكاليف النماذج الأولية.
عند تقييم خدمات التشغيل الآلي باستخدام الحاسب (CNC) للأجزاء متوسطة الحجم أو للقطع الكبيرة، فإن الحجم يؤثر على تكلفة المادة. فالأجزاء الأكبر تتطلب كميات أكبر من المادة الخام وتُنتج نفايات أكثر. أما الأجزاء المصممة وفقًا لأحجام المواد القياسية (مثل الأحجام الشائعة للقضبان أو الصفائح أو الكتل المسبوكة) فهي تقلل من الهدر وتخفض تكلفة المادة.
الديناميكيات التسعيرية بين النماذج الأولية والإنتاج
لماذا تكلّف النماذج الأولية مبلغًا كبيرًا جدًّا لكل وحدة؟ يكمن الجواب في تكاليف الإعداد. فعمليات البرمجة، وتثبيت القطع، وإعداد الأدوات، والتحقق من أول قطعة تُصنَّف جميعها كنفقات ثابتة لا تزداد تناسبيًّا مع عدد الوحدات المنتَجة. وعند توزيع هذه التكاليف على وحدة واحدة فقط، فإن كل وحدة تتحمّل العبء الكامل لها. أما عند توزيعها على مئات الوحدات، فإن الأثر المترتِّب على كل وحدة يصبح ضئيلًا جدًّا.
فكِّر في هذا المثال المستخلص من تحليل التكاليف الذي أجرته شركة RapidDirect:
| الكمية | تكلفة الإعداد لكل وحدة | اتجاه سعر الوحدة |
|---|---|---|
| قطعة واحدة | ٣٠٠ دولار أمريكي (يتم امتصاص تكلفة الإعداد بالكامل) | الأعلى — أسعار النماذج الأولية |
| 10 قطع | ٣٠ دولارًا أمريكيًّا لكل وحدة | تخفيض كبير |
| 100 قطعة | ٣ دولارات أمريكية لكل وحدة | تقريبًا يقترب من اقتصاديات الإنتاج |
| 500+ قطعة | أقل من دولار أمريكي واحد لكل وحدة | خدمات التصنيع باستخدام الحاسب الآلي عالية الإنتاجية والكفاءة |
وهذا هو السبب بالضبط في أن خدمات التصنيع باستخدام الحاسب الآلي لكميات صغيرة والتصنيع باستخدام الحاسب الآلي لإنتاج كميات منخفضة تتطلب أسعاراً أعلى لكل وحدة. فاستثمار الإعداد يبقى ثابتاً سواء كنت تُنتج جزءاً واحداً أو خمسين جزءاً.
تبحث عن خدمة تصنيع باستخدام الحاسب الآلي رخيصة الثمن دون التضحية بالجودة؟ ركّز على هذه الاستراتيجيات:
- تبسيط الهندسة لتخفيض زمن التشغيل والاستغناء عن أدوات التصنيع المتخصصة
- افتح التحملات (التلراتور) على الأبعاد غير الحرجة
- اختر مواداً سهلة التشغيل مثل الألومنيوم ٦٠٦١ أو النحاس الأصفر C360
- دمج الطلبات عندما يكون ذلك ممكناً لتوزيع تكاليف الإعداد على عدد أكبر من الوحدات
- قلّل متطلبات تشطيب السطح إلى ما هو ضروري وظيفيًا
تُضيف عمليات التشطيب طبقة تكلفة إضافية. فعملية الأكسدة الكهربائية (Anodizing)، والطلاء بالبودرة (Powder Coating)، وتلميع السطح، والطلاءات الخاصة تتطلب كلٌّ منها خطوات معالجة منفصلة، مع نفقاتها الخاصة في العمالة والمواد. ووفقًا لشركة U-Need، قد تزيد التكاليف اللاحقة للتصنيع بنسبة تتراوح بين ٥٪ و٢٥٪ من إجمالي التكلفة، وذلك حسب درجة التعقيد والمساحة السطحية.
الفكرة الأساسية؟ إن السعر ليس عشوائيًا — بل يعكس بدقة قراراتك التصميمية، واختياراتك للمواد، ومتطلبات الكميات، ومواصفات التشطيب. وفهم هذه العوامل المُؤثِّرة يمنحك القدرة على تحسين التكاليف دون التنازل عن الميزات التي تهم تطبيقك فعليًّا. وبما أن عوامل التكلفة أصبحت واضحة، فإن الخطوة التالية هي تحديد مكان استلام عمليات التشغيل الآلية — مع مراعاة المزايا والعيوب المرتبطة بمقدمي الخدمة المحليين، أو عبر الإنترنت، أو الدوليين.
الاختيار بين الخدمات المحلية والخدمات عبر الإنترنت والخدمات الدولية
أنت تدرك التكاليف والشهادات والمتطلبات الفنية. والآن تأتي שאלה عملية تُشكِّل تجربتك بأكملها في مجال التوريد: أين يجب أن تُصنَّع قطع الغيار فعليًّا؟ والإجابة ليست ببساطة اختيار العرض الأرخص. فاختيارك بين الورش المحلية ومنصات الإنترنت والمورِّدين الدوليين يخلق مفاضلاتٍ تؤثِّر في مدة التسليم وجودة التواصل ونتائج المشروع.
الخدمات المحلية مقابل الخدمات عبر الإنترنت لآلات التحكم العددي (CNC)
عندما تبحث عن خدمات آلات التحكم العددي (CNC) القريبة مني، فأنت تُعطي الأولوية للقرب الجغرافي — وهذه القرارات تحمل مزايا حقيقية. ووفقاً لشركة 3ERP، فإن اختيار خدمة محلية لتصنيع القطع باستخدام آلات التحكم العددي (CNC) يمكن أن يوفِّر مدة تسليم أقصر وتكاليف شحن أقل. لكن هناك عوامل أخرى يجب أخذها في الاعتبار، لا تقتصر فقط على الموقع الجغرافي.
توفر مقدِّمو خدمات آلات التحكم العددي (CNC) المحلية القريبة مني مزايا مميَّزة:
- التواصل المباشر: الاجتماعات وجهاً لوجه، وجولات تفقدية في الورشة، وردود فعل فورية على الأسئلة المتعلقة بالتصميم
- التكرار الأسرع: turnaround سريع في المراجعات والقدرة على استلام الأجزاء العاجلة في نفس اليوم
- بناء العلاقات: شراكات طويلة الأمد حيث يفهم المتجر مواصفاتك وتوقعاتك من حيث الجودة
- تبسيط الخدمات اللوجستية: لا حاجة لأوراق الجمارك، ومسافات شحن أقصر، وسهولة أكبر في إرجاع المنتجات في حال ظهور أي مشكلات
منصات خدمات التشغيل الآلي بالحاسوب (CNC) عبر الإنترنت تتبع نهجاً جوهرياً مختلفاً. وفقاً لـ XTJ Precision ، تستفيد المنصات الإلكترونية من نظام الاقتباس التلقائي، والمتابعة المباشرة للطلبات، وشبكة واسعة من الموردين حول العالم — ما يؤدي عادةً إلى تسليم أسرع وجودة أكثر اتساقاً للمشاريع القياسية.
متى يكون كل نموذج مناسباً؟
- اختر التصنيع المحلي عندما تحتاج إلى تعاون مباشر، أو لديك تصاميم معقدة تتطلب مدخلات هندسية، أو عندما تُقدّر بناء علاقة تصنيع طويلة الأمد
- اختر المنصات الإلكترونية عندما تحتاج إلى عروض أسعار فورية، أو قطع قياسية، أو عينات سريعة، أو عند العمل عن بُعد مع فرق موزَّعة جغرافيًّا
تتفوَّق خدمات التشغيل الآلي بالحاسوب (CNC) عبر الإنترنت في الكفاءة. فقط قم برفع ملفك، وستتلقى تسعيرًا آليًّا، وتتتبع طلبك عبر لوحة التحكم — وكل ذلك دون الحاجة إلى إجراء مكالمات هاتفية أو تبادل سلاسل البريد الإلكتروني. لكن كما يشير XTJ، قد لا تتحدث كثيرًا مع الأشخاص الذين يصنعون قطعك، مما قد يجعل من الصعب حل المشكلات المعقدة أو شرح المتطلبات الخاصة.
العمل مع شركاء دوليين في مجال التشغيل الآلي
يُضيف الاستعانة بمصادر خارجية على المستوى الدولي — وبخاصة خدمات التشغيل الآلي بالحاسوب في الصين — بعدًا آخر إلى قرارك. فالفوائد التكلفة يمكن أن تكون كبيرة جدًّا، وكذلك الاعتبارات المرتبطة بها.
فوائد الشركاء الدوليين في مجال التشغيل الآلي:
- تقليل تكاليف العمالة: تنخفض أسعار الساعة مما يؤدي إلى انخفاض سعر القطعة الواحدة، خاصةً في المشاريع التي تتطلب عمالة كثيفة
- سعة ضخمة: يمكن للمنشآت الكبيرة التوسُّع بسلاسة من إنتاج النماذج الأولية إلى الإنتاج الضخم
- توسيع نطاق الوصول إلى المواد: يحافظ بعض المورِّدين الدوليين على مخزون أوسع من المواد
التحديات التي تتطلب الإدارة:
- عوائق التواصل: اختلاف التوقيت، والدلالات اللغوية، والأساليب الثقافية في حل المشكلات
- أوقات تسليم طويلة: يُطيل الشحن البحري مدة التسليم بعدة أسابيع؛ بينما تؤدي تكاليف الشحن الجوي إلى تآكل المزايا السعرية
- التحقق من الجودة: يُصعِّب البُعد الجغرافي إجراء عمليات تدقيق المنشآت والتفتيش أثناء الإنتاج
- م lohقات الملكية الفكرية: تتطلب أمن البيانات وحماية التصاميم إدارةً دقيقة للعقود
وفقًا لشركة نورك (Norck)، فإن أي ورشة دولية موثوقة ينبغي أن تمتلك نظام إدارة جودة معتمد رسميًّا مثل شهادة ISO 9001، مما يدل على اتباع نهج منهجي لضمان الجودة في جميع مراحل العمليات. أما في القطاعات الخاضعة لتنظيمات صارمة جدًّا، فيجب التحقق من حصول المورد على الشهادات الخاصة بتلك القطاعات قبل إصدار الطلبيات.
مطابقة نوع الخدمة لمتطلبات المشروع
ينبغي أن تُحدِّد خصائص مشروعك قرار الشراء الخاص بك. وعند تقييم الخيارات، راعِ العوامل التالية:
- العجلة: هل تحتاج إلى قطع غيار خلال أيام؟ إذن تتفوق المنصات الإلكترونية المحلية أو المحلية الداخلية. أما إذا كنت تستطيع الانتظار من ٤ إلى ٦ أسابيع، فتصبح الأسعار الدولية جذّابة.
- التعقيد: القطع البسيطة والمُعرَّفة جيدًا مناسبة للحصول على عروض أسعار إلكترونية. أما الأشكال الهندسية المعقدة فتستفيد من استشارة هندسية مباشرة.
- السعة: النماذج الأولية والدُفعات الصغيرة تفضِّل المرونة المحلية. أما الإنتاج الضخم فيبرِّر تكلفة اللوجستيات الدولية.
- درجة الأهمية: المكونات الجوية أو الطبية التي تتطلب إمكانية التتبع الكامل تحتاج إلى مورِّدين محليين معتمدين. أما القطع التجارية فتتمتع بمرونة أكبر.
- القيود الميزانية: الميزانيات المحدودة تدفع نحو الكفاءة الدولية أو الإلكترونية. أما الميزانيات المرتفعة فقد تُركِّز على العلاقة مع المورِّد وسرعة الاستجابة.
وكما تشير شركة ٣ERP، فإن الخيار الأرخص ليس دائمًا الأفضل — فلا ينبغي أبدًا التضحية بالجودة من أجل التكلفة. فالقطعة التي تصل متأخرة أو تفشل في الفحص أو تتطلب إعادة تصنيع تكلِّف أكثر بكثير من دفع سعر أعلى مقابل التسليم الموثوق.
تجمع العديد من استراتيجيات الشراء الناجحة بين أساليب متعددة: شركاء محليين للنماذج الأولية العاجلة وأعمال التطوير المعقدة، ومنصات إلكترونية للأجزاء القياسية الإنتاجية، وموردين دوليين للدورات الإنتاجية الكبيرة الحساسة من حيث التكلفة. والمفتاح هو مواءمة المتطلبات الفريدة لكل مشروع مع نموذج الخدمة الذي يوفّر أفضل قيمة شاملة — وليس فقط أقل عرض سعر.

اختيار شريك التصنيع باستخدام الحاسب الآلي (CNC) المناسب لمشروعك
لقد استوعبت كمية هائلة من المعلومات — بدءًا من عمليات التشغيل الآلي وتحديد المواد، ووصولًا إلى مواصفات التحمل والعوامل المؤثرة في التكلفة. والآن حان وقت الحقيقة: كيف تقيّم فعليًّا وتختار مزوِّد خدمة تصنيع باستخدام الحاسب الآلي (CNC) الذي يتناسب مع احتياجات مشروعك المحددة؟ الشريك المناسب لا يُسلِّم القطع فحسب، بل يصبح امتدادًا لفريقك الهندسي، ويساعدك في تجاوز التحديات والانتقال التدريجي من المفاهيم الأولية إلى الإنتاج الكامل.
المعايير الرئيسية لاختيار الشريك
يتطلب اختيار أفضل شركات وخدمات التشغيل بالحاسوب (CNC) تقييمًا منهجيًّا بدلًا من قبول العرض الأقل سعرًا بشكلٍ مباشر. وفقًا لـ Avanti Engineering ، ينبغي للمصنِّعين تحديد متطلبات المشروع، وتقييم قدرات المورِّدين، وتقييم الشهادات التي يمتلكونها، وأخذ أوقات التسليم في الاعتبار، وتحليل التكلفة مقابل القيمة، ومراجعة جودة التواصل والدعم الهندسي.
إليك قائمة مرجعية ذات أولوية لتوجيه تقييمك:
- التحقق من توافق القدرات: هل تمتلك الورشة المعدات اللازمة لتصنيع أجزائك؟ تأكَّد من امتلاكها الآلات المناسبة (مثل ماكينات التشغيل ثلاثية المحاور، وماكينات التشغيل خماسية المحاور، ومراكز التشغيل بالدوران، والماكينات السويسرية)، وقدرتها على التعامل مع مواصفات المواد المطلوبة لديك. فقد تكون شركة تقديم خدمات التشغيل بالحاسوب (CNC) ممتازة في إنتاج نماذج أولية من الألومنيوم، لكنها قد تفتقر إلى الخبرة في تصنيع مكونات الطيران الفضائي من التيتانيوم.
- التأكيد على الشهادات ذات الصلة: تطابق الشهادات مع متطلبات قطاعك. وتتطلب مشاريع السيارات شهادة IATF 16949. وتتطلب مشاريع الطيران والفضاء شهادة AS9100D. أما التطبيقات الطبية فتتطلب شهادة ISO 13485. أما الأعمال التجارية العامة فتتطلب عادةً على الأقل شهادة ISO 9001:2015. واطلب نسخًا من الشهادات — ولا تفترض وجودها تلقائيًّا.
- قيِّم أنظمة الجودة: وبالإضافة إلى الشهادات، افهم قدراتهم في مجال الفحص. هل يمتلكون معدات القياس ثلاثية الأبعاد (CMM) للتحقق من الأبعاد؟ وكيف يتعاملون مع الفحص الأولي للقطعة؟ وما هي إجراءاتهم الموثَّقة لمعالجة القطع غير المطابقة؟
- قيِّم أداء زمن التسليم: هل يستطيعون الوفاء بجدولك الزمني؟ ووفقًا لشبكة Protolabs، فإن أزمنة التسليم من مقدِّمي الخدمة المعتمدين قد تتراوح بين ٥ أيام عمل وعدة أسابيع، حسب درجة التعقيد. ووضِّح الفرق بين الأزمنة القياسية والأزمنة المُعجَّلة.
- افهم هيكل التسعير: التسعير الشفاف أفضل من العروض السعرية الغامضة. وأفضل خدمات التشغيل الآلي بالقطع المعدنية (CNC) التعاقدية توضِّح العوامل التي تؤثر في تكاليفها، وتقديم اقتراحات لتحسين التصميم بهدف خفض تكاليفك.
- مراجعة استجابة التواصل: كم من الوقت يستغرقون للرد على الاستفسارات؟ هل يوفرون جهات اتصال مخصصة للمشروع؟ وفقًا لشركة لونغشنغ للتصنيع (Longsheng MFG)، فإن التواصل الفعّال يساعد في حل المشكلات التي تنشأ أثناء التعاون بشكلٍ فوري.
- تحقق من التوصيات والسجل السابق: اطلب دراسات حالة أو مراجع عملاء في مجالك الصناعي. وجود سجلٍ مثبت من المشاريع المماثلة يقلل من مخاطرك بشكلٍ كبير.
التوسع من النموذج الأولي إلى الإنتاج
أحد معايير الاختيار التي تُهمَل غالبًا؟ القابلية للتوسّع. فقد تكون طلبك الأولي عبارةً عن عدد قليل من النماذج الأولية، لكن المنتجات الناجحة تتطلب في النهاية آلاف القطع الإنتاجية. ولذلك، فإن العثور على شريكٍ قادرٍ على النمو معك يلغي الحاجة إلى عمليات انتقال مؤلمة بين الموردين في منتصف المشروع.
ابحث عن المؤشرات الدالة على القابلية للتوسّع:
- عمق المعدات: توفر عدة آلات ذات قدرات متشابهة يتيح الإنتاج بكميات كبيرة دون قيود على السعة الإنتاجية
- توثيق العمليات: إعدادات موثَّقة جيدًا تنتقل بسلاسة من مرحلة النماذج الأولية إلى خطوط الإنتاج
- التحكم الإحصائي في العمليات: تنفيذ أنظمة التحكم الإحصائي في الجودة (SPC) يضمن الاتساق مع زيادة أحجام الإنتاج
- العمليات الثانوية: تُبسِّط القدرات الداخلية في مجال التشطيب أو التجميع أو التغليف إدارة سلسلة التوريد على نطاق واسع
فكِّر في هذا السيناريو: تقوم بتطوير نموذج أولي مع ورشة واحدة، ثم تكتشف لاحقًا أن هذه الورشة تفتقر إلى القدرة الاستيعابية اللازمة لتلبية طلبك الإنتاجي البالغ ١٠٬٠٠٠ وحدة. والآن أنتَ مضطرٌ لإعادة مؤهلة مورد جديد، وإعادة التحقق من التحملات (tolerances)، بل وقد تضطر أحيانًا إلى إعادة التصميم لتناسب إمكانيات آلات مختلفة. وهذه الانقطاعات تُكلِّفك الوقت والمال والزخم التشغيلي.
ويتفوق الشركاء الحاصلون على شهادة IATF 16949 بشكل خاص في هذه المرحلة الانتقالية. فمعيار الجودة الخاص بالصناعة automotive يشترط وجود عمليات معتمدة ومُوثَّقة لإقرار الأجزاء الإنتاجية (PPAP)، والتي تُنظِّم رسمياً عملية الانتقال من مرحلة التطوير إلى التصنيع الضخم. أما المنشآت مثل تكنولوجيا المعادن شاوي يي فهي نموذجٌ يجسد هذه القدرة — حيث تضمن عملياتها الحاصلة على شهادة IATF 16949 وتطبيقها الصارم لمنهجية التحكم الإحصائي في العمليات (SPC) تصنيع مكونات عالية الدقة ضمن فترات تسليم تصل إلى يوم عمل واحد فقط، مع إمكانية التوسُّع السلس من النماذج الأولية السريعة إلى الإنتاج الضخم لمجموعات الهيكل الأساسي المعقدة والبطانات المعدنية المخصصة.
وبالإضافة إلى ذلك، فكّر في ما إذا كان شريكك يقدّم خدمات إصلاح آلات التحكم العددي بالحاسوب (CNC) أو خدمات الصيانة الخاصة بها. فالورش التي تقوم بصيانة معداتها داخليًّا غالبًا ما تُظهر خبرة فنية أعمق وأداءً أكثر اعتماديًّا من حيث وقت التشغيل مقارنةً بتلك التي تستعين بخدمات خارجية لجميع أعمال الصيانة. وينعكس هذا القدرة التشغيلية في أداءٍ أكثر اتساقًا في التسليم.
اتخاذ خطوتك التالية
وباستخدام المعرفة المستفادة من هذا الدليل، تكونون الآن في موقعٍ يسمح لكم باتخاذ قراراتٍ مستنيرةٍ بشأن مشاريعكم في مجال التشغيل الآلي باستخدام التحكم العددي بالحاسوب (CNC). وإليك كيفية المضي قدمًا بكفاءة:
لمشروعكم الفوري:
- اجمعوا ملفات التصميم بمساعدة الحاسوب (CAD)، ومواصفات المواد، ومتطلبات التحمل، واحتياجات الكمية
- حددوا الشهادات التي تتطلبها تطبيقاتكم
- اطلبوا عروض أسعار من مزوِّدين اثنين إلى ثلاثة يلبّون معاييركم المتعلقة بالقدرات والشهادات
- قارنوا ليس السعر فقط، بل أيضًا المدة الزمنية للتسليم، وجودة التواصل، والدعم الهندسي
لتحقيق النجاح على المدى الطويل:
- ابنوا علاقات مع شركاء يفهمون قطاعكم الصناعي وتوقعاتكم المتعلقة بالجودة
- استثمر الوقت في مراجعات تصميم القابلية للتصنيع قبل الانتهاء من التصاميم
- أرِسِ خُطَّةً واضحةً لقنوات التواصل والتوقعات الخاصة بالمشاريع الجارية
- قم بإجراء عمليات تدقيق دورية لقاعدة مورديك لضمان استمرار توافق قدراتهم مع احتياجاتك
تذكَّر أن أرخص عرض سعر نادرًا ما يوفِّر أفضل قيمة. فالقطع التي تصل متأخرةً أو تفشل في فحوصات الجودة أو تتطلب إعادة تصنيع تكلِّفُكَ أكثر بكثيرٍ من التوفير الظاهري. وشريك الخدمة المثالي لآلات التحكم العددي (CNC) هو الذي يوازن بين الأسعار التنافسية وجودةٍ موثوقةٍ وتواصلٍ سريع الاستجابةٍ وقدرةٍ على دعم نمو مؤسستك.
سواء كنت تُصنِّع نموذجًا أوليًّا لمفهومك الأول أو توسِّع إنتاجك ليشمل الكميات الكبيرة، فإن المبادئ الموضَّحة في هذا الدليل — بدءًا من فهم عمليات التشغيل الآلي ومرورًا بتقييم الشهادات وانتهاءً بتحسين التصاميم لقابلية التصنيع — ستساعدك على التنقُّل في مجال تشغيل الآلات باستخدام الحاسوب (CNC) بثقةٍ تامة. وينطلق نجاحك التصنيعي من اختيار الشريك المناسب.
الأسئلة الشائعة حول خدمات آلات التحكم العددي (CNC)
١. كم تكلفة خدمة التشغيل بالتحكم العددي بالحاسوب (CNC)؟
تتراوح تكاليف التشغيل بالآلات الرقمية (CNC) عادةً بين ٥٠ و١٥٠ دولارًا أمريكيًّا في الساعة، مع رسوم إعداد تبدأ من ٥٠ دولارًا أمريكيًّا وقد تتجاوز ١٠٠٠ دولار أمريكي لمشاريع معقدة. ويتحدد السعر الإجمالي وفقًا لاختيار المادة (فالألومنيوم أرخص من التيتانيوم)، والتعقيد الهندسي، ومتطلبات الدقة (التوليرنس)، والكمية المطلوبة. وتكون أسعار النماذج الأولية أعلى لكل وحدة نظرًا لتوزيع تكاليف الإعداد على عدد أقل من القطع، بينما تؤدي الكميات الإنتاجية التي تبلغ ٥٠٠ قطعة فأكثر إلى خفض كبير في التكلفة لكل وحدة، إذ تصبح تكاليف الإعداد ضئيلة جدًّا.
٢. ما هي خدمات التشغيل بالآلات الرقمية (CNC)؟
خدمات التشغيل الآلي باستخدام الحاسب (CNC) هي حلول تصنيع احترافية تُدار بواسطة برامج حاسوبية مُبرمَجة مسبقًا للتحكم في أدوات التشغيل الآلي، ومنها ماكينات التفريز والماكينات الدوارة وأنظمة التحكم متعددة المحاور، لتحويل كتل المواد الأولية إلى أجزاء مصممة حسب الطلب. وتتمثل هذه العملية التصنيعية التحتية في إزالة المادة من قطعة خام صلبة لإنتاج مكونات دقيقة تتمتع بتسامحات ضيقة جدًّا، وعادةً ما تصل دقة التصنيع القياسية إلى ±٠٫٠٠٥ بوصة. وتشمل الخدمات عمليات التفريز والدوران والتشغيل السويسري (Swiss machining) ومختلف عمليات التشطيب للمعادن والبلاستيكيات.
٣. ما سعر تشغيل آلة التحكم العددي (CNC) بالساعة؟
تتفاوت أسعار تشغيل ماكينات الـ CNC بالساعة باختلاف نوع المعدات ودرجة تعقيدها. فأسعار ماكينات التفريز الأساسية ذات الثلاثة محاور تتراوح عادةً بين ٤٠ و٧٥ دولارًا أمريكيًّا بالساعة، بينما تبلغ أسعار ماكينات الخمسة محاور من ٧٥ إلى ١٥٠ دولارًا أمريكيًّا أو أكثر بالساعة نظرًا لقدراتها المتقدمة. وتعكس هذه الأسعار تكاليف تشغيل الماكينة وارتداء الأدوات وخبرة المشغل. وبذلك فإن اختيار نوع الماكينة المناسب لهندسة القطعة المطلوبة—بدلًا من الاعتماد افتراضيًّا على أكثر الخيارات تقدمًا—يساعد في تحسين الكفاءة التكلفة دون المساس بالجودة.
٤. ما الشهادات التي يجب أن أبحث عنها في شريك لتشغيل المعادن باستخدام الحاسب الآلي (CNC)؟
تعتمد الشهادات المطلوبة على قطاعك الصناعي. فتطبيقات قطاع السيارات تتطلب شهادة IATF 16949 مع تطبيق التحكم الإحصائي في العمليات (SPC). أما مكونات قطاع الطيران والفضاء فتتطلب شهادة AS9100D لضمان إدارة المخاطر وإمكانية التتبع. وتصنيع الأجهزة الطبية يتطلب الامتثال للمعيار ISO 13485. أما التطبيقات التجارية العامة فتتطلب عادةً شهادة ISO 9001:2015 كحد أدنى. وتقدِّم المرافق الحاصلة على شهادة IATF 16949، مثل شركة شاويي لتكنولوجيا المعادن (Shaoyi Metal Technology)، خدمات النماذج الأولية السريعة وصولاً إلى الإنتاج الضخم، مع فترات تسليم تصل إلى يوم عمل واحد فقط.
٥. كيف أختار بين خدمات تشغيل المعادن باستخدام الحاسب الآلي (CNC) المحلية، والخدمات عبر الإنترنت، والخدمات الدولية؟
وازن قرار التوريد الخاص بك وفقًا لمتطلبات المشروع. وتتفوق الخدمات المحلية عندما تحتاج إلى تعاون مباشر، أو مدخلات هندسية معقدة، أو استلام الأجزاء العاجلة في نفس اليوم. أما المنصات الإلكترونية فتوفر اقتباسات فورية وعمليات قياسية للمكونات البسيطة والمُعرَّفة جيدًا. ويوفِّر الموردون الدوليون مزايا تكلفةً لإنتاج الكميات الكبيرة، لكنهم يضيفون فترة شحن تتراوح بين 4 و6 أسابيع وتتطلب عمليات تحقق دقيقة من الجودة. وتعتمد العديد من الاستراتيجيات الناجحة مزيجًا من هذه النهج—المحلية للنماذج الأولية، والإلكترونية للمكونات القياسية، والدولية لإنتاج الكميات الكبيرة.