 Sản xuất với số lượng nhỏ, tiêu chuẩn cao. Dịch vụ tạo nguyên mẫu nhanh của chúng tôi giúp việc kiểm chứng trở nên nhanh chóng và dễ dàng hơn —
Sản xuất với số lượng nhỏ, tiêu chuẩn cao. Dịch vụ tạo nguyên mẫu nhanh của chúng tôi giúp việc kiểm chứng trở nên nhanh chóng và dễ dàng hơn —

Dòng Đột Dập Ô Tô Nào Phù Hợp Với Bạn?
Là một phần thiết yếu của sản xuất ô tô hiện đại, chất đúc đập ô tô và công nghệ tự động hóa đã phát triển đáng kể. Trong blog này, chúng tôi khám phá ba loại phổ biến của dây chuyền sản xuất đóng dấu tự động được sử dụng rộng rãi trong ngành công nghiệp ô tô: dán dán dần, dán dán chuyển, và các dòng dán dán song song. Mỗi loại có những lợi thế riêng của nó, và hiểu sự khác biệt của chúng có thể giúp các nhà sản xuất ô tô chọn giải pháp tốt nhất dựa trên nhu cầu cụ thể của họ.
Các loại phổ biến của dây chuyền sản xuất đóng dấu ô tô
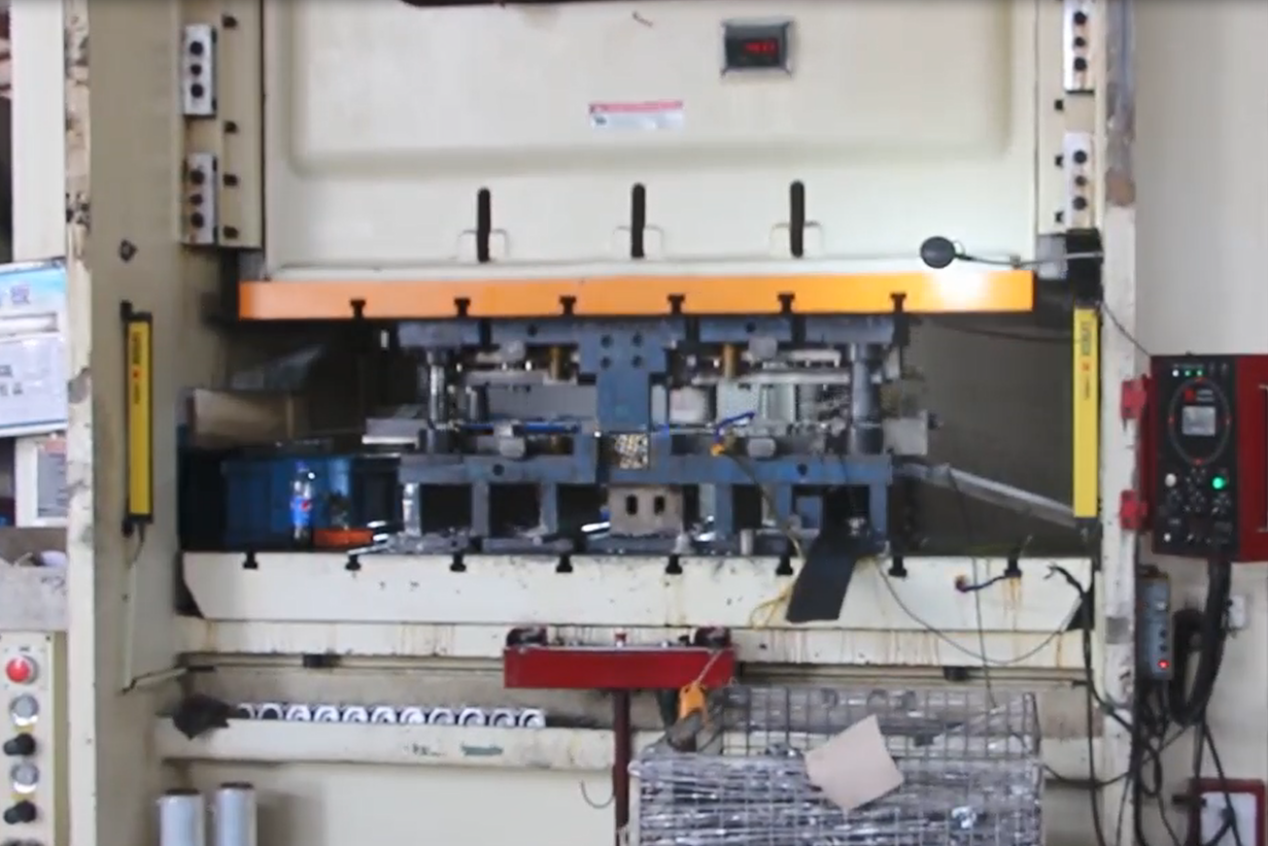
1. Dòng đóng mực chết dần
Tổng quan: Dòng đóng mác chết dần tích hợp các quy trình cho thức ăn vật liệu cuộn, phẳng, bôi dầu, đóng mác và dỡ. Nó bao gồm một uncoiler, cấp độ cho ăn, báo ấn, chết tiến bộ, và hệ thống giải phóng tự động. Các tiến bộ dụng cụ đúc bao gồm nhiều trạm (đôi khi hơn 20), trong đó mỗi trạm thực hiện một hoạt động riêng biệt như đâm, cắt, cắt, hình thành và làm trống. Tất cả các hành động được đồng bộ hóa trong một cú đấm.
Đặc điểm nổi bật:
Hiệu suất sản xuất cao: Dòng máy có thể đạt hơn 30 lần đóng mỗi phút.
Thân thiện với tự động hóa: Từ giai đoạn nạp liệu đến dỡ liệu, tất cả các bước đều được tự động hóa, giảm thiểu lao động và sai sót của con người.
Tiết kiệm diện tích lắp đặt: Một máy ép duy nhất hoạt động như một dây chuyền sản xuất hoàn chỉnh.
An toàn: Hệ thống kín giảm nguy cơ rủi ro trong quá trình vận hành tốc độ cao.
Nhược điểm: Hiệu suất sử dụng vật liệu thấp hơn do yêu cầu bố trí dải nguyên liệu và hao phí trong quá trình tạo hình chi tiết.
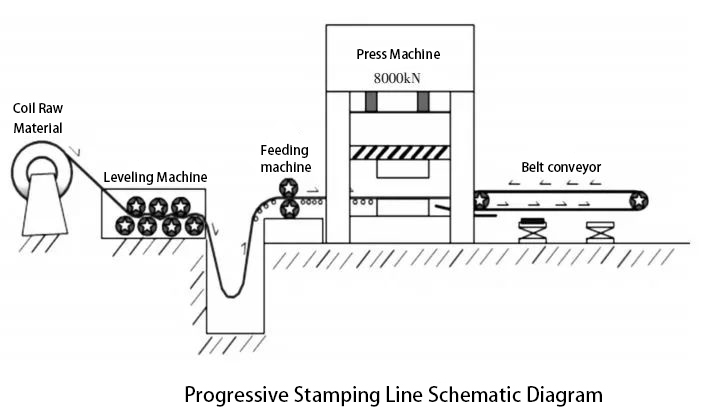
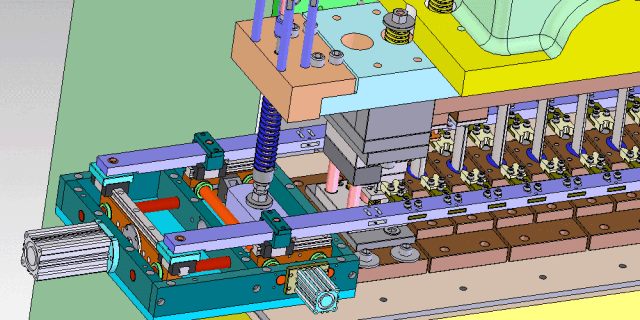
Sơ đồ nguyên lý dây chuyền dập tiến dần
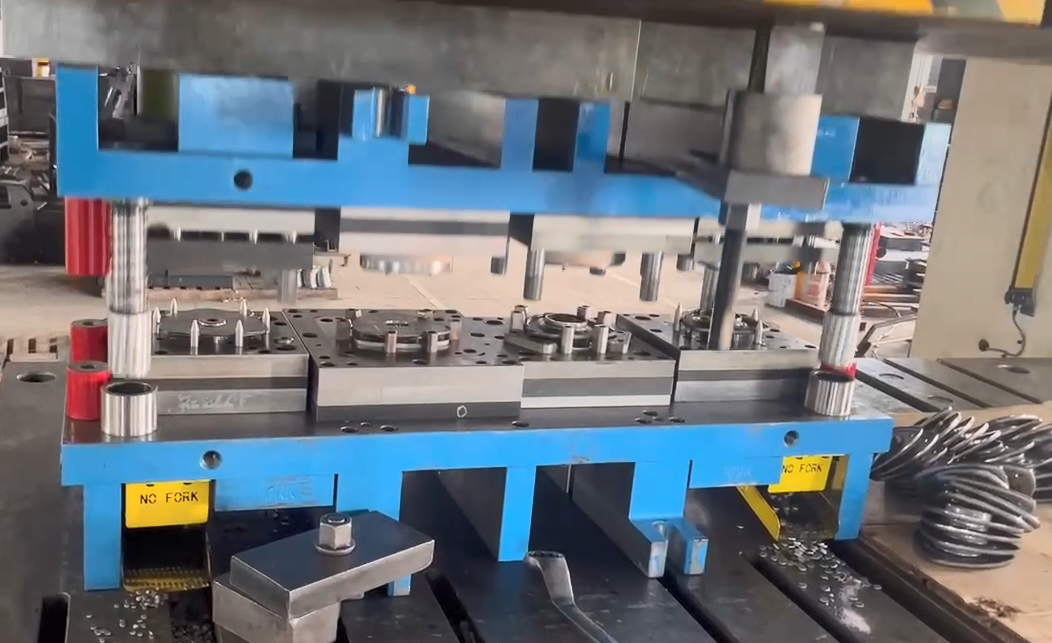
2. Dây chuyền dập chuyển (Transfer Die Stamping Line)
Tổng quan: Một máy ép công suất lớn được trang bị 4 đến 5 bộ khuôn riêng biệt, tay robot hoặc thiết bị cấp phôi sẽ chuyển chi tiết giữa các công đoạn. Dây chuyền có thể xử lý cả nguyên liệu dạng cuộn và dạng tấm rời.
Đặc điểm nổi bật:
Đầu vào vật liệu linh hoạt: Hỗ trợ cả định dạng cuộn và tấm.
Năng suất mức trung bình: Cao hơn các dây chuyền nối tiếp nhưng thường chậm hơn các hệ thống cấp tiến.
Cảm biến thông minh: Bao gồm cảm biến phát hiện kép tấm, ngăn ngừa lệch giấy và giám sát an toàn.
Độ chính xác của khuôn dập: Yêu cầu độ cao và căn chỉnh khuôn chính xác để đảm bảo chuyển vị ổn định.
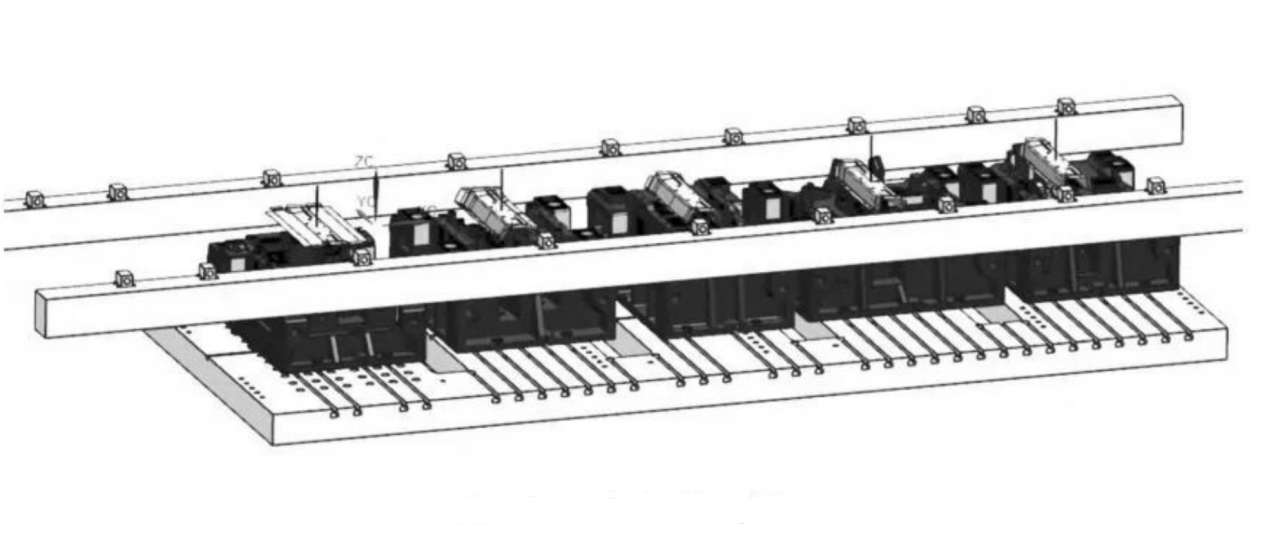
Dây chuyền tự động dập nhiều công đoạn
3. Dây chuyền dập nối tiếp
Tổng quan: Các dây chuyền nối tiếp bao gồm nhiều máy ép được sắp xếp theo hàng loạt. Mỗi máy ép chứa một bộ khuôn đại diện cho một công đoạn duy nhất. Robot hoặc tay cơ giới thực hiện việc chuyển và lấy sản phẩm.
Đặc điểm nổi bật:
Ứng dụng đa năng: Phù hợp cho các tấm thân xe lớn và phức tạp.
Độ linh hoạt cao: Tương thích với nhiều hình dạng, kích thước và độ dày của chi tiết khác nhau.
Dễ bảo trì: Các trạm khuôn riêng biệt cho phép điều chỉnh và sửa chữa độc lập.
Chiếm diện tích lớn: Nhiều máy ép đòi hỏi không gian sàn lớn hơn.
Năng suất thấp hơn: Chậm hơn so với dây chuyền dập kiểu progressive hoặc transfer.
Làm thế nào để chọn đúng dây chuyền dập phù hợp?
Lựa chọn phù hợp bát kim loại dây chuyền sản xuất phụ thuộc vào các yếu tố sau:
Loại & Tính chất vật liệu: Hình dạng, độ dày và độ cứng của vật liệu ảnh hưởng đến lực tấn của máy ép và việc lựa chọn hệ thống cấp liệu.
Độ Phức Tạp Của Phụ Tùng: Những hình dạng phức tạp hơn có thể đòi hỏi việc sử dụng phương pháp dập chuyển hoặc dập nối tiếp để đạt được kết quả tạo hình tốt hơn.
Khối lượng sản xuất hàng tháng: Khối lượng sản xuất cao sẽ hợp lý hóa đầu tư vào các dây chuyền dập liên tục tốc độ cao. Khối lượng trung bình hoặc thấp có thể phù hợp hơn với hệ thống chuyển hoặc hệ thống dập nối tiếp.
Kích thước sản phẩm: Các chi tiết lớn hơn hoặc bất đối xứng có thể không phù hợp với khuôn dập liên tục.
Tính linh hoạt so với Hiệu suất:
Cho năng suất cao yêu cầu: Đột dập liên tục là phù hợp.
Cho sự linh hoạt và tùy chỉnh : Các dây chuyền dập nối tiếp mang lại khả năng thích ứng tốt hơn. 
Ứng dụng thực tế trong ngành công nghiệp ô tô
Dây chuyền dập liên hợp: Lý tưởng cho các bộ phận ô tô cỡ nhỏ đến trung bình với sản lượng lớn, chẳng hạn như giá đỡ, kẹp và các bộ phận gia cố.
Dây chuyền chuyển vị: Phù hợp cho các bộ phận cỡ trung bình có độ phức tạp tạo hình vừa phải như các thanh ngang hoặc ray cấu trúc.
Dây chuyền song song: Tối ưu nhất cho các tấm ngoài cỡ lớn (cửa, nóc, nắp ca-pô) đòi hỏi quá trình tạo hình phức tạp và tiêu chuẩn thẩm mỹ cao hơn.
Các thuật ngữ phổ biến toàn cầu Bát kim loại
Khuôn dập liên hợp: PRG
Khuôn chuyển vị: TRF
Dòng lẻ tẻ: TDM
Các viết tắt này được sử dụng rộng rãi trên phạm vi quốc tế và đại diện cho các phân loại tự động hóa theo tiêu chuẩn ngành.
TỔNG QUAN
Hiểu rõ sự khác biệt giữa khuôn tiến bộ , dập chuyển , và dây chuyền dập lẻ tẻ giúp các nhà sản xuất phụ tùng ô tô tối ưu hóa chi phí, không gian và năng suất. Khi việc giảm trọng lượng và nâng cao hiệu quả của xe hơi trở nên quan trọng hơn bao giờ hết, việc lựa chọn đúng công nghệ tự động hóa dây chuyền dập đảm bảo tính nhất quán của sản phẩm, an toàn trong nhà máy và lợi thế cạnh tranh.
Liên hệ với chúng tôi để tìm hiểu cách các giải pháp dây chuyền dập của chúng tôi có thể đáp ứng nhu cầu sản xuất ô tô của bạn.