 Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —
Kichik partiyalar, yuqori standartlar. Bizning tez prototip yaratish xizmatimiz tasdiqlashni tez va oddiy qiladi —

Ulov tayanch komponentlarini presslash: ishlab chiqarish hamda materiallar qo'llanmasi
Qisqacha
Yuqori hajmli, xavfsizlikka kritik ahamiyatga ega bo'lgan tayyorgarlik uchun presslash — yetakchi ishlab chiqarish jarayonidir boshqaruv maydoni komponentlarini presslash , jumladan, o'rnatish muftalari, burilish mexanizmlari va qisqaruvchan qopqoqlar. An'anaviy quyish usullariga nisbatan past kuchlanishli past alloyli (HSLA) po'latdan foydalangan holda metallni presslash og'irlikni sezilarli darajada kamaytiradi hamda har bir dona uchun arzonroq narxlarni ta'minlaydi, shu bilan birga qattiqqina to'qnashuv sinovlari standartlariga rioya qilinadi. Ushbu qo'llanma mustahkam boshqaruv tuzilmalarini yaratish uchun zarur bo'lgan texnik amalga oshirish imkoniyati, material tanlash strategiyalari hamda etkazib beruvchilarning talablari (masalan, IATF 16949) haqida so'z boradi.
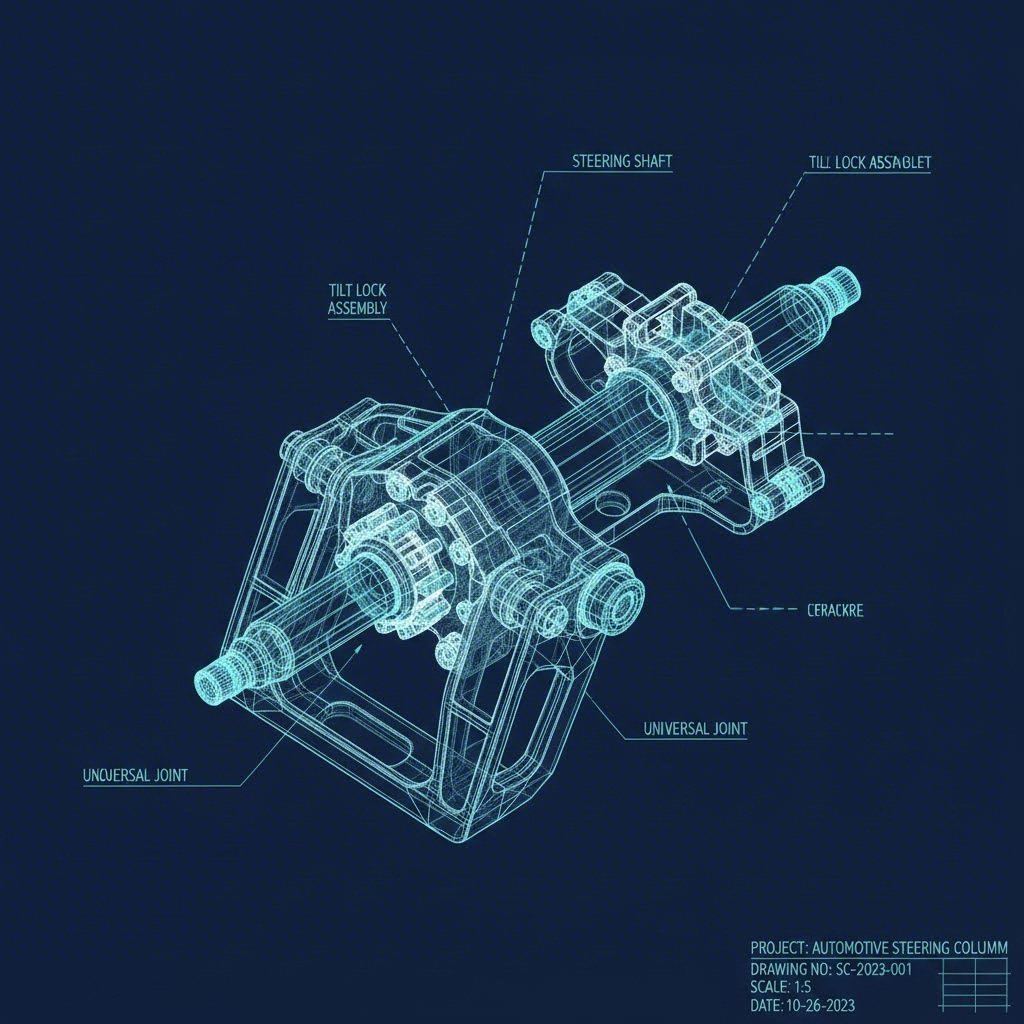
Boshqaruv Maydonlaridagi Asosiy Presslangan Komponentlar
Zamonaviy boshqaruv ustunlari haydovchining xavfsizligi va qulayligini ta'minlash uchun yuqori aniqlik talab qiladigan murakkab sub-birliklardir. Metall bosib chiqish muhandislarga yuqori takrorlanuvchanlik bilan murakkab geometriyalarni ishlab chiqarish imkonini beradi. Quyidagi komponentlar ketma-ket va uzatish usulida bosib chiqish uchun asosiy nomzod hisoblanadi.
O'rnatish tirgaklari va konstruktiv tayanchlar
Boshqaruv ustuni tebranishni oldini olish uchun avtomashinaning ko'ndalang tarang (cross-car beam) yoki panjara devoriga mustahkam mahkamlanishi kerak. Ko'p hollarda masshtabli bozor dasturlarida uloqtirilgan aluminiyga nisbatan bosib chiqilgan o'rnatish tirgaklari afzal ko'riladi, chunki ular og'irlikning kuchiga nisbati yaxshiroq. Ushbu tirgaklar odatda HSLA po'latdan tayyorlanadi va statik yuklarga hamda dinamik ishchi kuchlarga chidamli bo'ladi.
Qiyalik va burilish mexanizmlari
Haydovchining ergonomikasi tilt (burchak) va telescope (masofa) uchun sozlash mexanizmlariga bog'liq. Ushbu tizimlarda ishlatiladigan qulflash plastinkalari va tishlar ko'pincha deyarli to'liq shaklga ega bo'lib, presslanadi. Siljishsiz qulflash uchun zarur bo'lgan sof kesish chetlarini olish uchun ayniqsa aniqlikni ta'minlovchi maxsus presslash (fine-blanking) keng qo'llaniladi, bu esa qo'shimcha ishlash operatsiyalarini o'z ichiga olmaydi.
Qo'plamlarni yig'ish va xavfsizlik zonasi
Old tomondan vujudga kelgan to'qnashuvda boshqaruv ustuni energiyani so'rash maqsadida yig'ilishini ta'minlaydi, bu esa haydovchini himoya qiladi. Bu odatda nazorat ostida deformatsiyaga uchraydigan energiya so'rash plastinkalari yoki panjalarga o'xshash konstruksiyalar orqali amalga oshiriladi. Kompaniyalar komponent kerakli yuk ostida bashorat qilinadigan tarzda bukilishi uchun metallga maxsus kirishlar yoki gофрли strukturalar hosil qilish uchun maxsus matritsalardan foydalanadi.
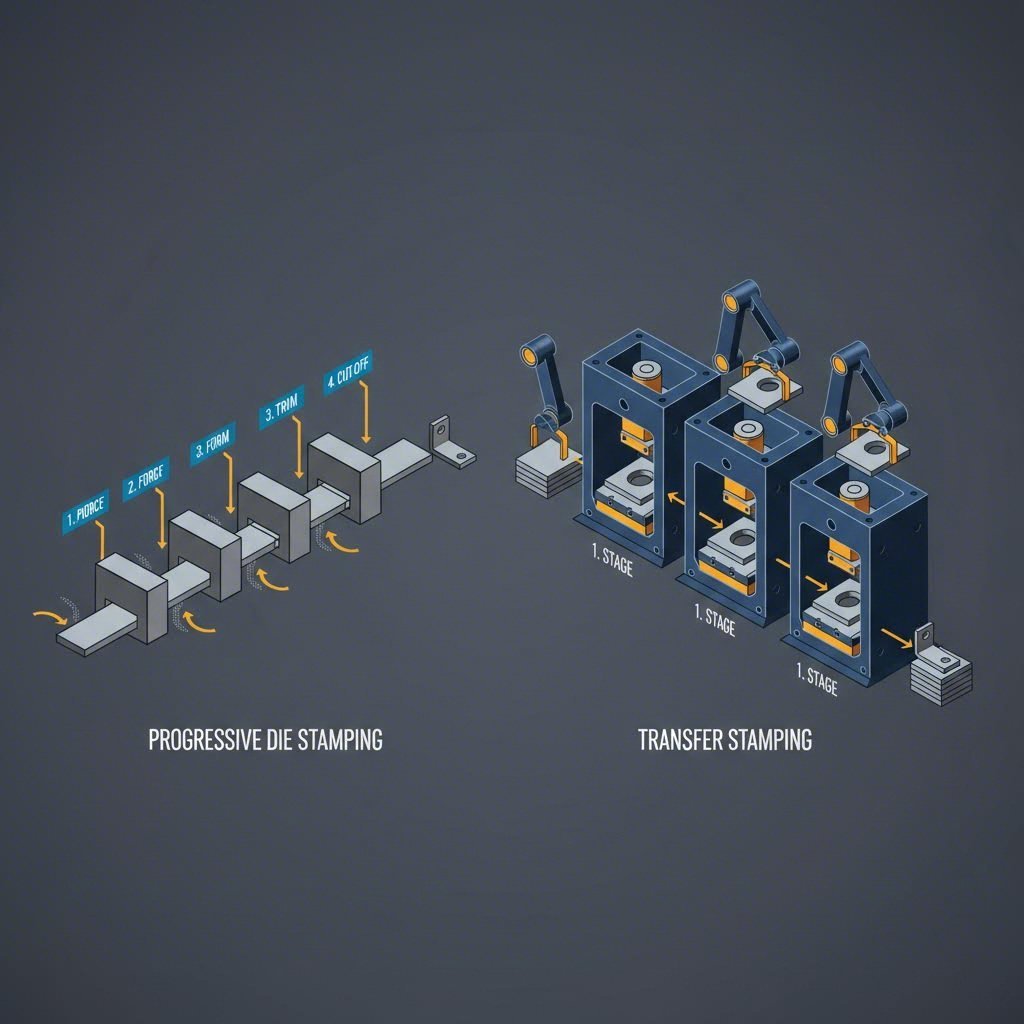
Ishlab chiqarish jarayonlari: Ketma-ket (progressive) va transfer presslash
To'g'ri tikish usulini tanlash asboblar sarmoyasini birlamchi narx bilan muvozanatlash uchun juda muhim. Boshqaruv tayanchi komponentlari uchun qaror odatda ketma-ket matritsa tikish va uzatish tikishi orasida qabul qilinadi.
Progressiv die stamping
Qulflanish tishli uzuklari, klipslar va kichikroq tirgaklar kabi kichik, yuqori hajmli komponentlar uchun ketma-ket matritsa tikish standart hisoblanadi. Ushbu jarayonda metall spiralyuva bitta ko'p stantsiyali matritsadan o'tkaziladi. Har bir stansiya ma'lum operatsiyalarni — kesish, egish yoki duralishni — lenta oldinga siljiganda amalga oshiradi. Bu usul minutiga yuqori urinishlar soniga (SPM) erishish imkonini beradi va yuqori hajmli avtomobil dasturlari uchun sikl vaqtini hamda dona narxini sezilarli darajada kamaytiradi.
Murakkab geometriya uchun uzatish tikish
Katta strukturaviy korpuslar yoki chuqur tortishni talab qiladigan komponentlar ko'pincha transfer tikishni talab qiladi. Qism hamyonlarga biriktirilgan holda davom etadigan taraqqiyotli matritsalardan farqli o'laroq, transfer tikish mexanik barmoqlar yordamida alohida bo'shliqlarni stantsiyalar orasida harakatlantiradi. Bu murakkabroq shakllantirish operatsiyalarini va materiallardan foydalanishni yaxshilash imkonini beradi, bu esa qimmat avtomobil darajasidagi po'latlar bilan ishlaganda muhim ahamiyatga ega.
Namunadan massaviy ishlab chiqarishgacha
Loyihalash bosqichida ishlab chiqarish amalga oshirilishini erta tekshirish juda muhim. Avtomobil OEM-lari ko'pincha yetkazib beruvchilardan mahsulot hayotiy doirasiga bo'yalgan qobiliyatni namoyish etishni talab qiladi. Tezkor prototiplashdan massali ishlab chiqarishgacha bo'lgan oraliqni qoplay oladigan ishlab chiqaruvchilar strategik afzallik taklif etadi. Masalan, Shaoyi Metal Texnologiya boshlang'ich prototiplardan boshlab yuqori hajmli ishlab chiqarishgacha moslashtiriladigan to'liq tikish echimlarini taqdim etadi va IATF 16949 standartlariga rioya qilgan holda boshqaruv tayanchlari va subramalar kabi asosiy komponentlarni yetkazib berish uchun 600 tonnagacha bo'lgan presslardan foydalanadi.
Muhandislik qiyinchiliklari & Materiallarni tanlash
Xavfsizlik uchun muhim bo'lgan boshqaruv qismlarini muhrlash murakkab metallurgiya xatti-harakatlarini boshqarish bilan bog'liq. Muhandislar ishlab chiqarish qobiliyatiga va yakuniy qismning ishlash xususiyatlariga ta'sir ko'rsatadigan materiallarning xususiyatlarini hisobga olishlari kerak.
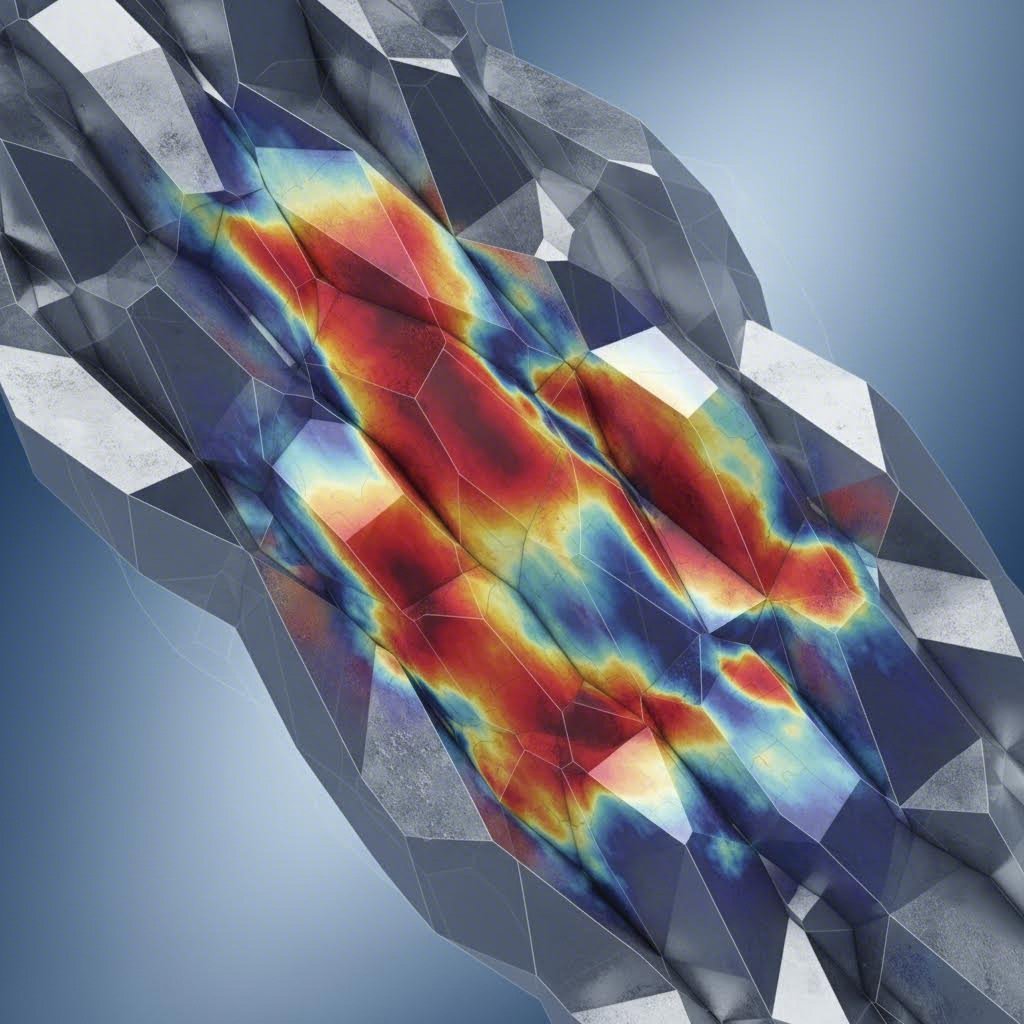
HSLA po'latlarida Springbekni boshqarish
Avtomobillarning og'irligini kamaytirish uchun ishlab chiqaruvchilar yuqori chidamli past qotishma po'latlarga (HSLA) tobora ko'proq tayanishadi. Bu materiallar kuchli bo'lsa-da, ular o'zlarining asl shakliga qaytish moyilligini namoyon etadilar. To'liq elementlarni tahlil qilish (FEA) asosida o'simliklarni loyihalash bosqichida kompensatsiya qilish strategiyalari tolerantliklarni saqlash uchun, ayniqsa teleskop kolonnalaridagi juftlik qismlari uchun muhimdir.
Toʻgʻri yoʻl tutish va halokatga chidamlilik
Boshqarish aniqrog'ini ta'minlash uchun boshqaruv komponentlari hech qanday bo'shliqsiz ishlashi kerak. Chig'alash yoki bo'shashishni oldini olish uchun presslangan qismlar juda maydaroq (ko'pincha +/- 0,05 mm ichida) o'lchov aniqlikda saqlanishi lozim. Shuningdek, material zarba hodisasining tezkor deformatsiyasi paytida pishiq qatlam hosil bo'lishini oldini olish uchun plastiklik xususiyatlarini saqlashi kerak. Durust po'lat turini tanlash ishqalanish chidamliligini ta'minlash uchun egilish kuchi bilan energiyani so'rash uchun zarur bo'lgan cho'zilish xususiyatlarini muvozanatlashni talab qiladi.
Avtomobillar uchun presslangan detallarni etkazib beruvchini tanlash mezonlari
Presslangan boshqaruv komponentlarini sotib olish narxdan tashqari jihatlarni ham tekshirishni talab qiladi. Yetkazib beruvchining sifatni boshqarish tizimi hamda texnik imkoniyatlari eng muhim omillardir.
- IATF 16949 Sertifikati: Bu avtomobil yetkazib beruvchilari uchun bekor etib bo'lmas ehtiyojdir, OEM talablari bilan mos keladigan sifatni boshqarish tizimlarini ta'minlaydi.
- O'z ichiga shakllantiruvchi va kesuvchi uskunalar imkoniyati: Ichki shakllantiruvchi bo'limiga ega yetkazib beruvchilar muhandislik o'zgarishlariga tezroq javob berishi va uskunalarni samaraliroq saqlashi mumkin, bu esa to'xtash vaqtini kamaytiradi.
- Simulyatsiya va hamkorlikdagi dizayn: Yuqori darajadagi etkazib beruvchilar po'lat kesilishidan oldin shakllantirish muammolarini bashorat qilish uchun simulyatsiya dasturlaridan foydalanadi. Shikil berish jarayonini optimallashtirish uchun qismlar geometriyasini hamkorlikda ishlab chiqishga tayyor bo'lgan hamkorlarni izlang.
- Qo'shimcha qiymatli montaj: Ko'p boshqaruv komponentlari ikkinchi bosqich operatsiyalarni talab qiladi. Quvurlarga g'ildiraklar yoki boshqa elementlarni doimiy ravishda payvandlash yoki montaj qilish xizmatini taklif qiluvchi etkazib beruvchilar haligacha to'liqroq echim taqdim etadi va logistika murakkabligini kamaytiradi.
Ishlab chiqarish amalga oshirilishi bo'yicha xulosa
Boshqaruv ustunini ishlab chiqarishda quyishdan shikil berishga o'tish avtomobil sanoatining og'irlikni kamaytirish va xarajatlarni samarali boshqarish bo'yicha doimiy intilish natijasida sodir bo'lmoqda. Ketma-ket matritsa bilan shakllantirish kabi ilg'or jarayonlardan hamda Yuqori mustahkamlikdagi po'lat (HSLA) kabi materiallardan foydalanish orqali muhandislar qattiq xavfsizlik standartlariga javob beradigan hamda ishlab chiqarish ko'rsatkichlarini optimallashtiradigan komponentlarni loyihalashtirishlari mumkin. Ushbu sohadagi muvaffaqiyat material xatti-harakatlarini chuqur tushunishni va malakali, sertifikatlangan ishlab chiqaruvchilar bilan hamkorlikni talab qiladi.
Koʻpincha soʻraladigan savollar
1. Boshqaruv tizimining asosiy komponentlari qanday?
Zamonaviy boshqaruv tizimining asosiy komponentlari qutini, boshqaruv ustunini (val hamda xavfsizlik mexanizmlarini o'z ichiga oladi), boshqaruv uzatgichini (reychka va pinion yoki aylanma shar) hamda g'ildirakdagi boshqaruv burulishlariga kuchni uzatadigan bog'lovchi tayoqchalarni o'z ichiga oladi. Elektr quvvat boshqaruvi (EPS) tizimlarida elektr dvigatel hamda ECU ham ustunga yoki reychkaga ulanadi.
qaysi komponent boshqaruv kuchini g'ildiraklarga uzatadi?
Bog'lovchi tayoqchalar — bu boshqaruv uzatgichidan kelib chiqqan ko'ndalang harakatni g'ildiraklardagi boshqaruv burulishlariga uzatuvchi meʼyorli bog'lanish elementlari. Ular g'ildiraklarning burchagini o'zgartirish uchun ularni itarish va tortish vazifasini bajaradi hamda transport vositasining haydovchi buyrug'iga aniq javob berishini ta'minlaydi.