 Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —
Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —

Ano ang Flux Core Welder? Simulan ang Pag-weld Nang Walang Haka-haka

Ano ang Flux Core Welder?
Ang flux core welder ay isang wire-feed welding machine na gumagamit ng tubular na wire na puno ng flux. Sa maraming setup, ang flux na ito ang gumagawa ng shielding habang nangungulay, kaya madalas na tumatakbo ang makina nang walang hiwalay na gas bottle. Kung hinanap mo ano ang flux core welder , iyan ang simpleng sagot sa wikang Ingles.
Ang flux core welder ay isang wire-feed welder na gumagamit ng hollow na flux-cored wire imbes na solid na wire, na madalas na nagpapahintulot ng gasless na pag-uulay gamit ang self-shielded na wire.
- Uri ng Makinarya: Wire-feed welding machine
- Uri ng wire: Hollow na tubular na wire na may laman na flux
- Pinakakilala nitong kabutihan: Madalas na gumagana nang maayos nang walang hiwalay na gas bottle para sa shielding
Ano ang Flux Core Welder sa Simpleng Ingles
Isipin mo ito bilang isang makina na nagpapakain ng welding wire nang awtomatiko sa pamamagitan ng isang gun habang ikaw ay nagsusulat. Ang malaking pagkakaiba ay ang sariling wire. Sa halip na solidong wire tulad ng karaniwang MIG, ang flux core ay gumagamit ng hollow na wire na puno ng flux. Sa pang-araw-araw na usapan, ano ang flux welder karaniwang tumutukoy sa uri ng wire-feed na setup na ito. Kung gusto mo ring malaman ano ang flux core , tumutukoy ito sa tubular na wire na puno ng flux at sa paraan ng pag-welding na nakabase dito.
Paano Ginagawa ng Makina ang Shielding Nang Walang Gas Bottle
Kapag pinainit ng arc ang wire, ang flux sa loob ay kumikilos at tumutulong na protektahan ang molten na weld pool mula sa kontaminasyon ng hangin. Dahil dito, popular ang self-shielded flux core para sa outdoor na trabaho at portable na mga gawain. Ang mga sanggunian sa pag-welding mula sa UTI at AWS parehong naglalarawan sa FCAW bilang isang wire-fed na arc welding method na gumagamit ng flux-filled na wire para sa proteksyon. Kaya kapag tinatanong ng mga tao ano ang flux welding , karaniwang tinatanong nila ang tungkol sa aksyon ng pag-shield at sa proseso na nasa likod nito.
Bakit Ginagawa ng mga Tao ang Pagkakalito sa Welder at FCAW
Narito kung saan nalilito ang mga nagsisimula. Ang welder ay ang makina. FCAW , o flux-cored arc welding, ay ang proseso na isinasagawa ng makina. Ang pagkakatugma na ito ang dahilan kung bakit ang mga paghahanap tulad ng ano ang flux core welding at ano ang flux core welder madalas na nagdadala sa parehong usapan. Ang mga pangalan ay tila magkapalit, ngunit hindi talaga sila eksaktong kapareho. Ang pagkakaiba na ito ay lalo pang mahalaga kapag nagsisimula ka nang ikumpara ang mga nakatuon na yunit na flux-core sa mga makina na MIG na maaari ring gumamit ng wire na may flux-core.

Flux Core Welder vs FCAW: Paliwanag
Ang kalituhan ay nagsisimula dahil ang mga terminong ito ay tila nangangahulugan ng parehong bagay, ngunit hindi. Ang isa sa mga pangalan ay tumutukoy sa kagamitan. Ang isa naman ay tumutukoy sa paraan ng pag-weld. Mahalaga ang pagkakaiba na ito kapag sinusubukan mong malaman kung kailangan mo ba ng bagong makina, ng ibang wire, o kaya ay simpleng pagbabago sa setup.
Ang Flux Core Welder vs FCAW Process
Kung tinatanong ninyo ano ang fcaw welding , ang maikling sagot ay simple. Kahulugan ng FCAW is flux Cored Arc Welding , na ang pangalan ng proseso. A flux core welder ay ang makina na ginagamit sa paggawa ng prosesong iyon. Sa teknikal na mga termino, inilarawan ng AWS ang FCAW bilang isang semi-automatikong o awtomatikong proseso ng pag-arko ng pag-aarko na gumagamit ng isang patuloy na pinapayagan na consumable electrode na puno ng flux.
Iyon ang dahilan kung bakit ang mga manwal, klase, at mga tsart ng pag-welding ay madalas na nagsasabi FCAW, habang ang mga online na listahan ay maaaring sabihin lamang na flux core welder. Sa di-pangkaraniwang pag-uusap, hindi alam ng mga tao ang dalawang ito. Sa pagsasagawa, ito ay tumutulong upang hiwalay ang mga ito: ang welder ay ang tool, at ang welder ay ang mga tool. pagbibigkis ng flux cored welding ay ang trabaho na ginagampanan ng tool.
MIG Welder na May Flux Core Wire Laban sa mga Yunit na Para Lamang sa Flux Core
Ito ang tanong ng buyer na nasa likod ng karamihan sa kalituhan. Ang ilang mga makina ay ginawa pangunahin para sa flux-cored wire, kadalasan ay self-shielded wire. Ang iba naman ay mga MIG-style na wire-feed machine na maaari ring gamitin ang flux-cored wire kung suportado nila ang tamang polarity at mga bahagi para sa pagpapakain ng wire. Ang gabay mula sa WeldGuru ay nagsasabi na maraming MIG welder ang maaaring gumamit ng flux-cored wire kapag may mga pagbabago tulad ng polarity at setup ng drive-roll. Kaya nga hinahanap ng mga tao ang mig flux core o ginagamit ang parirala flux core mig welder .
Ang isang yunit na eksklusibong para sa flux-core ay karaniwang mas simple. Samantala, ang isang compatible na MIG machine ay mas flexible dahil maaari nitong i-switch ang pagitan ng solid wire na may gas at flux-cored wire nang hindi kailangang magkaroon ng pangalawang welder. Sa parehong kaso, ang wire ay pumapasok pa rin sa pamamagitan ng gun. Ang nagbabago ay ang uri ng wire, paraan ng shielding, at setup ng machine.
| Uri ng Makina | Pamamaraan ng pananggalang | Uri ng wire | Kakayahang umangkop | Pangkaraniwang Kasong Gamitin |
|---|---|---|---|---|
| Yunit na para lamang sa flux-core | Karaniwang self-shielded mula sa flux ng wire | Flux-cored na tubular wire | Mas mababa | Pansibiko at portable na pagre-repair sa labas ng gusali |
| MIG welder sa mode ng MIG | Panlabas na gas na nagpapangalaga | Solid wire | Katamtaman | Paggawa sa loob ng gusali at mas malinis na mga weld |
| Compatible na MIG welder sa mode ng flux-core | Depende sa wire, kadalasang may sariling proteksyon (self-shielded) | Flux-cored na tubular wire | Mas mataas | Mga gumagamit na nais ang isang wire-feed machine para sa maraming setup |
| Multi-prosesong machine | Depende sa napiling proseso | Depende sa mode | Pinakamataas | Mga workshop o amateur na gumagamit na nangangailangan ng ilang opsyon sa pag-weld |
Kung saan nabibilang ang Multi-prosesong Machine
Ang mga multi-prosesong makina ay nagdaragdag ng isa pang layer. Hindi nila nililikha ang isang bagong proseso. Ang ginagawa lang nila ay bigyan ang isang pinagkukunan ng kapangyarihan ng kakayahang magpalit sa pagitan ng wire-feed welding at iba pang paraan, kadalasan ay stick at minsan ay TIG. Kaya kung mayroon ka na nga nito, ang tunay na tanong ay hindi kung ano ang nakasulat sa harap na panel. Ang tanong ay kung ang makina ay sumusuporta pagbibigkis ng flux cored welding sa tamang polarity, daanan ng wire, at mga consumables.
Ang mga detalyeng iyon ay mas mahalaga kaysa sa mga label sa marketing. Maaaring compatible ang isang makina sa papel ngunit nakakapagod sa aktwal na paggamit kung ang sistema ng drive o mga terminal ay hindi wastong nakasetup. Dito na talaga nagsisimula ang aktwal na mga bahagi ng makina na mahalaga, lalo na ang mga komponente na nagdidirekta, kumokontrol, at nagpapakilos sa wire.
Mga Bahagi ng Flux Core Welding Machine at Mga Pangunahing Kaalaman Tungkol sa Wire
Ang mga bahagi na nagdidirekta, kumokontrol, at nagpapakilos sa wire ang dapat mong bigyan ng pinakamaraming pansin. Sa isang flux core welding machine , ang isang malinis na setup ay karaniwang nakasalalay sa ilang pangunahing komponente na gumagana nang sama-sama imbes na laban sa isa't isa.
Mga Pangunahing Bahagi ng Flux Core Welding Machine
Ang pangkalahatang layout ay kahawig ng anumang wire-feed welder. Isang pangunahing gabay sa mga bahagi mula sa Arccaptain ay nagpapakita ng parehong pangunahing sistema na matatagpuan sa maraming wire machine: power source, wire feeder, gun, at ground clamp.
- Pinagmulan ng kuryente: Lumilikha ng kasalukuyang panlilipat.
- Gun at trigger: Ang gun ang nagdidirekta ng wire, at ang trigger ang nagsisimula ng wire feed at welding output.
- Kable at liner: Ang kable ang nagdadala ng kuryente, samantalang ang liner ang nagpapadala ng wire mula sa feeder patungo sa gun.
- Ground clamp: Nakakakonekta sa workpiece at kumpleto ang electrical circuit.
- Wire spool at feeder: Ang spool ay nagpapahawak sa electrode, at ang mga drive roll ay itinutulak ito paitaas.
- Contact Tip: Ginagabayan ang wire sa dulo ng gun at nagpapasa ng kuryente dito.
- Mga terminal ng polarity: Nagbibigay-daan sa iyo na ikonekta ang makina para sa wire na ginagamit.
- Nozzle o diffuser: Maaaring umiral sa ilang setup, lalo na kung kasali ang shielding gas.
Pagpili ng Tamang Flux Core Wire at Contact Tip
Kung tinatanong ninyo ano ang flux core wire , ito ay isang balong tubular na electrode na puno ng flux. Ang ilan flux core welding wire ay may sariling pananggalang, kaya ito ang gumagawa ng sariling protektibong gas. Ang iba pang uri ay may pananggalang na gas at kailangan pa rin ng panlabas na gas. Ang mga mamimili ay nakakakita rin ng mga naka-mix na termino sa paghahanap tulad ng core ng wire na may flux , wire para sa MIG na may core na may flux , o wire para sa pagsusulat na may core na may flux , ngunit ang desisyon sa pagbili ay talagang nakasalalay sa uri ng pananggalang, diameter ng wire, at katugmang makina.
Mahalaga ang contact tip nang higit pa sa inaakala ng maraming nagsisimula. Ang Tagagawa ay nagpapaliwanag na ang tip ay may dalawang tungkulin: gabay sa wire at pagpapasa ng kasalukuyang pagsusulat. Ang parehong sanggunian ay binabanggit na ang tubular na mga wire ay karaniwang mas maayos ang pagpapasok gamit ang standard o bahagyang mas malalaking tips, dahil ang isang tip na sobrang mahigpit ay maaaring dagdagan ang puwersa sa pagpapasok, pagkabend, at burnback. Samantala, ang isang tip na sobrang luwag ay maaaring hayaan ang wire na lumipat-lipat at gawing hindi stable ang arc.
Mahalaga rin ang compatibility ng spool. Gamitin ang istilo ng spool na idinisenyo ang iyong makina upang dalhin at ipa-feed nang maayos. Ang mas maliit na mga spool ay karaniwang nagbibigay ng higit na cast sa wire kumpara sa mga bulk package, na maaaring makaapekto sa kadaliang dumadaan ng wire sa tip at liner.
Mga Drive Roll, Polarity, at Mga Pangunahing Kaalaman sa Sistema ng Pagpapasok
Nabanggit ni Miller na ang self-shielded flux core wire ay mas malambot kaysa solid wire, kaya naman karaniwang inirerekomenda ang knurled drive rolls. Ang mga ito ay kumakapit sa wire nang hindi ito pina-pipiga o binabago ang hugis nito nang gayon kadali kung paanong ginagawa ng mga standard rolls. Ang parehong gabay ay nagpapahiwatig na ang self-shielded flux-cored welding ay karaniwang gumagamit ng DC electrode negative, kung saan ang mga koneksyon ng polarity ay madalas matatagpuan malapit sa drive rolls sa loob ng makina. Gayunpaman, tiyaking i-verify lagi ang polarity sa label ng wire o sa chart ng makina, lalo na kapag nagbabago sa pagitan ng self-shielded at gas-shielded flux core welding wire .
Kapag ang spool, mga roll, liner, tip, at polarity ay lahat ay tugma, ang makina ay nagsisimulang kumilos nang may kahusayan. Ito ang sandali kung saan ang arc mismo ay naging mas madaling unawain, dahil ang bawat pindot sa trigger ay nag-uugnay ng parehong serye ng mga pangyayari.
Paano Gumagana ang Flux Core Welding
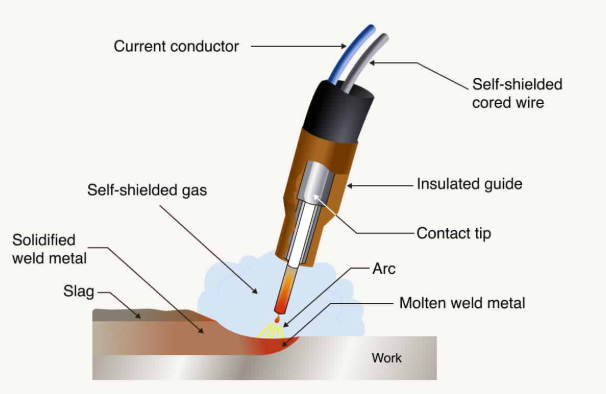
Ipull ang trigger sa isang tamang na-load na wire-feed machine at mabilis ang nangyayaring sequence. Kumikilos ang wire sa loob ng gun, binibigyan ng kuryente ito, at nabubuo ang arc sa pagitan ng wire at ng workpiece. Ang arc na iyon ang tumutunaw sa tubular na wire at sa base metal nang sabay-sabay, na lumilikha ng weld pool. Sa flux core arc welding , ang flux na nasa loob ng wire ay sumasagot sa init at tumutulong na protektahan ang molten pool mula sa paligid na hangin. Ito ang pangunahing dahilan kung bakit flux core welding ay maaaring gawin nang walang hiwalay na gas bottle.
Ano ang Nangyayari Kapag Nagsisimula ang Arc
Pansin lamang fcaw welding definition ay wire-fed arc welding na gumagamit ng flux-filled tubular electrode. Ang parirala flux cored arc ay tumutukoy sa arc na nabubuo habang patuloy na kinokonsumo ang wire. Gabay mula sa Earlbeck binabahagi ang proseso sa dalawang pangunahing bersyon, ngunit ang pangunahing aksyon ay nananatiling pareho sa parehong bersyon: ipasok ang wire, likhain ang arc, patunawin ang metal, protektahan ang tinunaw na metal, at hayaan matuyo ang bead sa ilalim ng slag.
Self-Shielded vs. Gas-Shielded Flux-Cored Welding
Ang pinakamalaking pagkakaiba ay kung saan nagmumula ang shielding. Ang self-shielded FCAW-S ay gumagamit ng flux sa loob ng wire upang makagenera ng kinakailangang shielding sa weld site, kaya gasless flux core ay sikat sa labas ng gusali at sa mga maduming kondisyon. Ang gas-shielded FCAW-G, na karaniwang tinatawag na dual-shielded, ay gumagamit pa rin ng flux-cored wire ngunit nagdaragdag ng panlabas na shielding gas para sa mas maayos na arc, mas kaunti ang spatter, at mas malinis na hitsura ng weld sa mga kontroladong kapaligiran. Parehong kasapi pa rin ng parehong flux cored fcaw na pamilya dahil pareho ay umaasa sa flux-cored wire at sa parehong pangunahing wire-feed arc process.
| Uri | Paraan ng Pag-shield | Kasapatan para sa labas ng gusali | Mga pangangailangan sa paglilinis | Karaniwang lalim ng pagpasok |
|---|---|---|---|---|
| Self-shielded FCAW-S | Ang flux sa wire ang gumagawa ng shielding | Malakas na pagpipilian para sa trabaho sa labas ng gusali | Mas maraming splatter at kailangan pa ring tanggalin ang slag | Magandang penetration |
| Gas-shielded FCAW-G | Flux sa wire kasama ang panlabas na gas | Hindi gaanong angkop sa hangin | Mas kaunti ang splatter, ngunit kailangan pa ring linisin ang slag | Magandang penetration kasama ang mas maayos na kontrol sa puddle |
Bakit Nabubuo ang Slag at Ano ang Kahulugan Nito
Ang slag ay hindi lamang natitirang basura. Unimig inilalarawan ito bilang isang di-metalikong byproduct na nabubuo kapag ang tinunaw na flux ay umuusad pataas at tumitigas sa ibabaw ng weld. Ang layer na iyon ay tumutulong na protektahan ang bead habang ito ay lumalamig, at maaari rin itong tumulong upang panatilihin ang hugis ng weld habang ito ay kumukupas. Ang kapalit nito ay ang paglilinis. Kung hindi alisin ang slag, lalo na sa pagitan ng mga pass, maaari itong mahuli sa loob ng weld at magdulot ng mga depekto.
Ang welder ang makina. Ang FCAW ang proseso na isinasagawa nito.
Ang kadena ng mga pangyayari na iyon ang nagpapaliwanag kung bakit napakahalaga ng mga detalye sa pag-setup. Ang uri ng wire, polarity, at sukat ng contact tip ay hindi lamang nakaaapekto sa pagpapasok ng wire. Binabago nila kung paano kumikilos ang arc, kung paano ang itsura ng puddle, at kung gaano kadali o mahirap hulaan ang unang bead na ilalagay mo.
Paano Mag-Flux Core Weld ng Unang Bead
Ang mga bahagi ay mahalaga lamang kung ito ay nakaayos sa tamang pagkakasunod-sunod. Para sa sinumang baguhan sa flux core welder, ang isang paulit-ulit na rutina para sa unang paggamit ay nakakatipid ng oras, wire, at stress. Kung dito ka pumunta para sa flux core welding para sa mga beginner , o kahit na hinanap mo flux core welding para sa mga nagsisimula , gawin itong simple: kumpirmahin na ang makina ay kayang tumakbo ng flux-cored wire, i-load nang tama ang wire, gamitin ang chart o manual bilang simula, at subukan sa scrap bago hawakan ang tunay na gawain. Ito ang pinakaligtas na paraan para harapin pag-welding gamit ang wire feed welder .
- Magtrabaho sa tuyong lugar na may mabuting bentilasyon at panatilihing malayo ang mga madaling sumunod sa apoy.
- Magsuot ng welding helmet, safety glasses, guwantes, mahabang manggas, pantalon na nasa buong haba nang walang cuff, at leather boots.
- Panatilihin ang fire extinguisher sa malapit.
- Huwag mag-weld ng painted o galvanized metal.
- Linisin ang lugar ng joint at ang lugar kung saan mai-attach ang ground clamp.
Paggamit ng Flux Core Wire sa Tamang Paraan
Ang pag-setup ng machine ay nagsisimula sa wire path. Ang gabay mula sa Miller at Lowe's nagpapakita kung bakit ito mahalaga: ang flux-cored wire ay mas malambot kaysa solid wire, kaya ang tamang drive roll at maingat na tension ang nagpapaganda ng pag-feed nito.
- Kapag nakapatay ang makina, tiyaking compatible ito sa flux-cored wire at suriin ang manual para sa tamang sukat ng wire, contact tip, at anumang bahagi ng nozzle.
- Suriin ang kable, liner, contact tip, at wire. Palitan ang mga nasusukat na consumables, at huwag gamitin ang rusted na wire.
- Ilagay ang inirerekomendang drive roll. Para sa self-shielded flux-cored wire, karaniwang ginagamit ang knurled drive roll.
- Ilagay ang spool at i-thread ang wire sa feeder at liner, pagkatapos ay ipa-feed ito sa gun.
- Ilagay ang tugmang contact tip at i-trim ang wire sa inirerekomendang stickout. Ang Lowe's ay nakalista ng karaniwang flux-core stickout sa 3/4 pulgada hanggang 1 pulgada.
- Itakda ang makina batay sa manual o sa chart ng mga setting sa flux core welding sa pinto ng panel. Gamitin ang mga setting na iyon bilang simula, hindi bilang panghuling sagot.
Pagsusuri ng Polarity, Grounding, at Feed Tension
Ito ang lugar kung saan maraming unang hugis-pang-welding na nagsisimula. Polarity ng flux core welding ay dapat tugma sa wire na ginagamit mo. Para sa maraming self-shielded na mild steel wires, binanggit ni Miller ang DC electrode negative, ngunit tiyaking suriin lagi ang label ng wire at ang iyong machine manual bago mag-weld.
Ang feed tension ay nangangailangan din ng parehong paraan na walang paghuhula. Ang labis na tension ay maaaring paltasin ang wire. Ang kulang naman ay maaaring magdulot ng pagkakalipad nito at hindi regular na pag-feed. Ayon sa isang praktikal na pamamaraan mula sa Hobart Brothers, simulan ang pag-set ng light drive-roll tension, i-feed ang wire sa palad ng isang welding glove, at dagdagan ang tension hanggang sa tumigil ang pagkakalipad, kasunod nito ay idagdag ang kalahating turn pa. Tapusin sa pamamagitan ng pag-attach ng ground clamp sa malinis na bare metal na nasa pinakamalapit na posisyon sa lugar ng weld.
Pagbuo ng Test Weld at Pagbasa sa Bead
Kung gusto mong malaman paano mag-flux core weld nang hindi binabale-wala ang materyal, gumawa ng maikling pagsusulit na bead sa scrap na umaayon nang malapit sa gawain. Parehong si Miller at Lowe's ang nagrerekomenda na gamitin ang mga setting sa chart bilang mga paunang gabay at i-adjust nang mabuti pagkatapos ng mga pagsusulit na pagweld. Pakinig para sa isang patuloy na arc, obserbahan ang makinis na pagpapadala ng wire, at tingnan ang bead na sumusunod nang pantay-pantay nang walang malinaw na burn-through, stubbing, o labis na spatter.
Gumawa lamang ng isang pag-aadjust nang sabay-sabay. Ang maliit na pagbabago sa bilis ng pagpapadala ng wire, saklaw ng init, o distansya ng gun ay nagbibigay sa iyo ng mas malinaw na impormasyon kaysa sa random na pag-ikot ng mga knob. Ang mga unang yon mga tip sa flux core welding ay mahalaga dahil maaaring tama ang setting ng isang makina sa papel ngunit maaari pa ring mabagal o mabigat ang pagweld kung ang clamp contact, tension, o polarity ay hindi wasto. At kapag naumpisahan na ang tamang pag-uugali ng arc, ang hamon ay lumilipat mula sa setup patungo sa kontrol ng kamay, kung saan ang teknik ang nagdudulot ng lahat ng nakikitang pagkakaiba.

Mga Teknik sa Flux Core Welding para sa Mas Magandang Bead
Maaaring i-load nang tama ang isang makina ngunit lumilikha pa rin ng mga hindi pantay na beads. Sa flux-cored welding, ang kontrol sa kamay ang nagpapagawa ng karamihan sa mga nakikita. Ang maliit na pagbabago sa stickout, travel angle, at bilis ay maaaring baguhin ang mga kakaiba sa pagsasanay tungo sa matatag na resulta. Pinakaepektibo mga teknik sa flux core welding ay hindi kahanga-hanga. Sila ay simpleng mga gawi na paulit-ulit na ginagawa sa parehong paraan sa bawat pass.
Mga Pangunahing Teknik sa Flux Core Welding
Inirerekomenda ng Miller ang drag technique para sa flux-cored welding, na may karaniwang travel angle na humigit-kumulang 5 hanggang 15 degrees sa ilalim ng karaniwang kondisyon. Ang parehong gabay ay binabanggit din ang karaniwang stickout na humigit-kumulang 3/4 pulgada para sa flux-cored wire. Bernard idinadagdag nito na ang labis na distansya ng gun sa work at mabagal na wire feed ay maaaring magdulot ng burnback, samantalang ang mga problema sa feed ay maaari ring patayin nang maaga ang arc.
- Panatilihin ang pare-parehong stickout imbes na pumalagay nang mas malapit o mas malayo sa joint.
- I-drag ang puddle imbes na itulak ito. Ang patakaran sa shop ay madaling tandaan: kung mayroon kang slag, i-drag mo.
- Gamitin ang isang payapang anggulo ng gun. Sinabi ni Miller na ang labis na anggulo ay maaaring magdulot ng dagdag na spatter, mabawasan ang pagpapasok, at magdulot ng kawalan ng katatagan sa arc.
- Panatilihin ang pare-parehong bilis ng paggalaw upang hindi mahuli ng puddle ang arc at mahuli ang slag.
- Linisin nang lubusan sa pagitan ng bawat pass gamit ang chipping hammer, wire brush, o grinder.
Ang mga pangunahing prinsipyo na ito ay may bisa kahit ano pa man ang tawag mo sa kanila mga tip sa flux core mig welding o simpleng pag-weld gamit ang flux core wire . Ang maayos at paulit-ulit na galaw ay mas mahalaga kaysa sa pagsisikap na mabilis na mag-weld.
Paano Mapabuti ang Spatter, Penetration, at Bead Shape
Karaniwang nagpapakita ang hugis ng bead kung ano ang nabago. Binanggit ni Bernard na ang labis na voltage para sa setting ng wire feed ay maaaring magdulot ng worm tracking, samantalang ang mababang heat input ay maaaring mag-ambag sa pagkakaroon ng slag inclusions. Binanggit din ni Miller na ang kaunting side-to-side motion at maikling pagtigil sa bawat gilid ay makakatulong upang punuan ang mas malawak na joint at maiwasan ang undercut kapag kinakailangan ang weaving.
- Sobrang dami ng spatter: Suriin ang labis na anggulo ng gun at kumpirmahin na ang mga setting mo ay tugma sa wire at materyal.
- Mababaw na pagpasok: Patunayan ang input ng init, iwasan ang pagpapabilis nang higit sa pagsusulat ng puddle, at panatilihin ang arc sa likurang gilid.
- Undercut sa mga dulo: Kung gumagamit ka ng weaving, tumigil nang bahagya sa bawat gilid upang mapuno ng weld metal ang mga gilid.
- Nagkakaroon ng pagputol-putol ang arc: Hanapin ang burnback, birdnesting, mga isyu sa liner, o mahinang tensyon ng drive-roll bago sisihin ang makina.
Ang ganitong uri ng pagbasa batay sa sintomas ang nagpapalit ng random na pagsasanay sa kapaki-pakinabang na mga teknik sa flux wire welding .
Mga Simpleng Pag-aadjust na Nagdudulot ng Mabubuting Weld sa Flux Core
- Gawin ang isang pagbabago sa bawat pagkakataon. Gamitin ang chart ng makina bilang pambungad na punto, pagkatapos ay i-tune nang dahan-dahan imbes na ipaikot-ikot ang mga knob nang pabagu-bago.
- Kung ang wire ay nasusunog pabalik papunta sa tip, suriin muna ang bilis ng wire feed at ang distansya ng gun.
- Kung ang pagfe-feed ay pakiramdam na hindi regular, suriin ang liner, contact tip, at ang tensyon ng drive-roll.
- Sa paggawa ng multi-pass na welds, iwanan ang sapat na espasyo para sa susunod na pass at tanggalin ang lahat ng slag bago magpatuloy.
Mabuti mga flux core welds karaniwang nagmumula sa mga paulit-ulit na gawi: parehong stickout, parehong drag angle, parehong bilis, at parehong paglilinis. Ang maayos na paghawak sa flux core weld wire ay nakatutulong upang lumikha ng mas mahuhulaang hugis ng bead, mas kaunti ang kailangang hulaan, at mas magagandang flux core welds . Ang ganitong pagkakapare-pareho ay ginagawang mas madali ring penpenin ang proseso para sa mga tunay na gawain, dahil hindi lahat ng materyales, lokasyon, o kinakailangan sa finishing ay sumusuporta sa kanyang mga kalakasan.
Ano ang Maaaring Gawin ng isang Flux Welder?
Mahalaga ang pagkakatugma ng trabaho gaya ng pag-setup. Kung ikaw ay nagtatanong ano ang maaaring gawin ng isang flux welder o saan ginagamit ang flux core welding , ang maikling sagot ay ito: ang flux-cored welding ay nakikilala kapag kailangan mo ng bilis na nanggagaling sa wire-fed, malalim na pagpapasok, at isang proseso na patuloy na gumagana sa labas ng gusali. AWS binibigyang-diin ng FCAW ang paggamit nito sa structural steel, tulay, paggawa ng barko, pipeline, at pagre-repair ng mabibigat na kagamitan, habang tinutukoy ng Miller ang self-shielded flux-cored welding bilang isang ideal na proseso para sa labas ng gusali na mas paluwag sa mga bahagyang karumal-dumal o marumi na materyales. Kaya naman, magandang mga weld ba ang flux core ? Oo, kapag ang trabaho ay umaangkop sa proseso.
Pinakamahusay na Gamit para sa isang Flux Core Welder
Para sa maraming gumagamit, ang pinakamalaking benepisyo ay pag-welding na walang gas na may core na flux ang wire na may sariling proteksyon ay nag-aalis ng pangangailangan na dalhin ang bote ng gas, kaya mas simple ang portable na pagre-repair. Ang proseso ay pinahahalagahan din dahil sa mataas na rate ng deposition at malalim na pagpasok sa mas makapal na bahagi, hindi lamang para sa mabilis na pagtatake.
- Pag-welding sa labas: Ang flux sa loob ng wire ang nagbibigay ng proteksyon, kaya ang hangin ay mas kaunti ang epekto nito kumpara sa mga prosesong gumagamit lamang ng gas.
- Pagre-repair at pang-industriyang paggawa: Ang AWS ay nakalista ang structural steel, tulay, paggawa ng barko, pipeline, at pagre-repair ng heavy equipment bilang karaniwang aplikasyon ng FCAW.
- Mas makapal na mild steel: Ang proseso ay lubos na angkop para sa mga aplikasyon na kailangan ng mas malalim na pagpasok at mas mabilis na deposition ng metal.
- Mga ibabaw na hindi perpekto: Sinabi ng Miller na ito ay mas tolerant sa mga materyales na medyo karumal-dumal, marumi, o kontaminado kumpara sa tradisyonal na MIG.
Kapag Ang Flux Core Ay Hindi Ang Pinakamahusay na Pagpipilian
Hindi ito ang awtomatikong pinakamahusay na sagot para sa bawat proyekto. Sinasabi ni Miller na ang mga weld na gumagamit ng flux-cored ay nag-iwan ng slag na kailangang tanggalin at madalas ay mas hindi maginhawa sa paningin kaysa sa MIG, kaya maraming operator ang pumipili ng MIG sa loob ng gusali kapag mahalaga ang paglilinis at hitsura. Ang manipis na metal ay maaari ring maging mas mahirap gamitin nang mas mabilis, dahil mas lumalala ang problema ng burn-through at kailangan ng mas tiyak na teknik.
Ang parehong pattern ay lumalabas din sa stainless steel. Binanggit ng Weldguru na ang self-shielded flux core stainless steel ay maaaring gamitin sa maliit na mga structural weld, ngunit hindi ito ang pinakalinis na opsyon at hindi angkop para sa mga gawain na sensitibo sa huling hitsura. Ang mga paghahanap tulad ng flux core welding aluminum o maaari bang i-weld ang aluminum gamit ang flux core ay karaniwang nagmumula sa parehong palagay na isang wire setup ang sapat para sa lahat ng uri ng metal. Ang mga sanggunian dito ay mas malinaw na tumutukoy sa mild steel at ilang aplikasyon ng stainless steel bilang ang komportableng saklaw ng prosesong ito.
Paano Pumili Batay sa Materyal, Lokasyon, at Pangangailangan sa Huling Hitsura
- Kapal ng Materyal: Ang mas mabigat na bakal ay karaniwang mas angkop para sa FCAW kaysa sa delikadong sheet metal kung saan ang kontrol sa init ay mas mahigpit.
- Kapaligiran sa trabaho: Sa labas o sa field, ang self-shielded flux core ay may malinaw na kalamangan.
- Toleransya sa paglilinis: Kung ang pagpapakawala ng slag at pagpapatakbo ng spatter ay tila nakakainis, maaaring mas angkop ang mas malinis na proseso sa loob ng gusali.
- Inaasahang tapusin: Kung ang huling weld bead ay kailangang mukhang malinis na may kaunting post-weld work lamang, madalas na hindi una ang flux core bilang piliin.
- Uri ng Metal: I-match ang wire sa materyal. Ang stainless steel ay nangangailangan ng tamang stainless flux-cored wire, hindi ang palagay na mild-steel.
Ang balangkas na iyon ang nagbibigay ng praktikal na sagot imbes na abstraktong konsepto. Ang flux core welder ay isang malakas na opsyon para sa panlabas na trabaho sa bakal, pagre-repair, at mas mabibigat na fabrication. Ito ay mas mahina ang pagkakasya para sa manipis at nakabase sa anyo (appearance-driven) na mga proyekto. Kapag ganito ang tingin sa sitwasyon, ang tunay na tanong ay hindi kung ang flux core ay mabuti o masama. Kundi kung aling proseso ang magbibigay sa iyo ng pinakakaunti mong kompromiso para sa materyal na nasa harap mo.
Flux Core vs MIG, Stick, at TIG
Naging mas madali ang pagpili ng proseso ng pag-weld kapag tumigil ka sa pagtatanong kung alin ang pinakamahusay sa pangkalahatan at nagsimula ka nang magtanong kung ano talaga ang kailangan ng gawain. Karamihan flux core laban sa mig ang mga desisyon ay nakasalalay sa apat na bagay: kung saan ka mag-weweld, kung gaano kalinis ang hitsura ng natapos na bead, kung gaano kalapad ang bakal, at kung gaano karami ang setup na gusto mong dalhin. Isang malawak na paghahambing mula sa Esab at isang praktikal na gabay sa larangan mula sa linya ng Arccaptain ay sumasang-ayon sa pangkalahatang larawan: Ang MIG at flux core ay parehong mabilis na paraan na gumagamit ng wire-fed, ang stick ay matibay para sa paggamit sa labas ng gusali, at ang TIG ay nagbibigay ng pinakamataas na kontrol at pinakamahusay na hitsura ngunit nangangailangan ng pinakamaraming kasanayan at oras.
Flux Core Laban sa MIG para sa Pang-araw-araw na Desisyon sa Pagbili
Para sa maraming baguhan, mig o flux core welding ay parang pumipili sa pagitan ng dalawang bersyon ng parehong makina. Ang impresyong ito ay bahagyang totoo at bahagyang nakakalito. Pareho sila ay mga paraan na gumagamit ng wire-feed, at maraming mga makina na estilo ng MIG ang maaaring gumamit ng flux-cored wire. Ngunit mig welding laban sa fcaw ay hindi lamang pagpapalit ng kable. Ang MIG ay gumagamit ng panlabas na gas na pangprotektahan, na tumutulong sa paggawa ng mas malinis na mga weld na may kaunti lamang na slag at kaunti lamang na paglilinis pagkatapos ng welding. Ang flux-cored arc welding ay gumagamit ng tubular na wire na may laman na flux. Sa self-shielded mode, madalas itong hindi kailangan ng gas cylinder at mas epektibo sa pagharap sa hangin.
Iyon ang dahilan kung bakit ang parirala flux core mig ay lumalabas nang madalas sa mga paghahanap. Karaniwan, tinutukoy ng mga tao ang isang wire feeder na uri ng MIG na na-setup para sa FCAW. Gayundin naman, ang mig welding with flux core wire ay karaniwang gamit na wika sa workshop, ngunit teknikal na sinasabi, ito ay nananatiling flux-cored welding, hindi ang karaniwang gas-shielded MIG. Ang mga paghahanap para sa welding mig gasless ay karaniwang tumutukoy sa parehong self-shielded setup.
| Proseso | Paraan ng Pag-shield | Kabisaang Pagganap | Paglilinis | Portabilidad | Kurba ng Pag-aaral | Pagsasaayos para sa manipis na metal | Bilis | Karaniwang Paggamit |
|---|---|---|---|---|---|---|---|---|
| Flux core, self-shielded FCAW | Daloy sa kable, walang hiwalay na bote ng gas | Napakahusay sa hangin | Mas maraming usok, sputter, at slag | Mataas | Baguhan hanggang Tagasunod | Katamtaman sa manipis na metal, mas malakas sa metal na katamtaman hanggang makapal | Mabilis | Pansiblik na pagkukumpuni, mas mabigat na bakal, trabaho sa field |
| MIG, GMAW | Kailangan ang panlabas na gas para sa proteksyon | Mahina sa maduming kondisyon | Mas malinis na mga weld, mas kaunti ang slag | Moderado | Angkop para sa mga Nagsisimula | Mas mahusay na kontrol sa mas manipis na materyal | Mabilis | Paggawa sa loob ng gusali, trabaho sa garahe, mas malinis na mga weld na may natapos na pagpipinta |
| Stick, SMAW | Ang rod na may coating na flux ay lumilikha ng proteksyon | Sobrang maganda sa labas ng gusali | Mas maraming slag at kailangan ng dagdag na paglilinis | Mataas | Madaling gamitin para sa mga nagsisimula hanggang katamtaman | Hindi gaanong angkop para sa manipis na sheet metal | Moderado | Mga gawaing pagkukumpuni, bakal na marumi o nangangalawang, trabaho sa bukid at konstruksyon |
| TIG, GTAW | Kailangan ang panlabas na inert gas | Madaling apektuhan ng hangin | Napaka-linis | Katamtaman hanggang Mataas | Pinakamahirap matutunan | Pinakamahusay na kontrol sa manipis na metal | Mabagal | Mga gawaing nangangailangan ng kahusayan, pagpapagawa ng stainless steel at aluminum, at mga weld na kritikal sa anyo |
Kung Paano Nakikita ang Flux Core Kumpara sa Stick at TIG
Ang sMAC laban sa FCAW ang paghahambing ay lalo pang kapaki-pakinabang para sa panlabas na trabaho sa bakal. Parehong mas nakakatugon sa mga hindi paborableng kapaligiran kaysa sa MIG o TIG. Ang pagkakaiba ay nasa paraan ng pagpapakain. Ang Stick ay gumagamit ng maikling consumable rods at tumitigil bawat oras na natatapos ang isang rod. Ang FCAW ay patuloy na nagpapakain, kaya karaniwang mas mabilis ito at panatag na pinapanatili ang weld pool na may mas kaunting pagtigil. Nanatiling malakas na opsyon ang Stick kapag ang mga ibabaw ay marumi o kapag ang simplisidad ang pinakamahalaga.
Nasa kabaligtaran ng spectrum ang TIG. Inilalarawan ng ESAB ang TIG bilang mas mabagal at mas mahirap matutunan, ngunit nagbibigay ito ng pinakamagandang hitsura ng weld at pinakamataas na antas ng eksaktong kontrol. Kung ang anyo, kalinisan, o kahusayan sa manipis na metal ang higit na mahalaga kaysa bilis, karaniwang mas mainam ang TIG. Kung ang gawain ay panlabas na pagre-repair ng bakal o paggawa sa mas makapal na materyales, mas praktikal na gamitin ang flux core.
Pumili ng flux core para sa portable na paggawa ng bakal sa labas, MIG para sa mas malinis na paggawa sa loob ng gusali, stick para sa pangkalahatang pagrepare, at TIG para sa kahusayan at huling pagpapaganda.
Self-Shielded vs Gas-Shielded FCAW sa Isang Sulyap
Sa loob ng pamilya ng FCAW, ang susunod na pagpipilian ay ang istilo ng pag-shield. Sinabi ni Earlbeck na ang self-shielded FCAW ay idinisenyo para sa fieldwork at mga lugar na may hangin, samantalang ang dual-shielded FCAW ay pagsasama ng flux-cored na wire at panlabas na gas upang makabuo ng mas malinis na weld, mas mahusay na kontrol sa weld pool, at mas kaunti ang spatter sa mga indoor fabrication setting.
| Uri ng FCAW | Pamamaraan ng pananggalang | Pinakamainam na lokasyon | Paglilinis at anyo | Pinakamahusay na Pagkakatugma |
|---|---|---|---|---|
| Self-shielded FCAW-S | Pang-isang shielding mula sa flux lamang | Sa labas ng gusali, fieldwork, mga lugar na may hangin | Mas maraming slag at spatter, mas magaspang na anyo | Portable na pagrepare at paggawa ng structural steel |
| Gas-shielded FCAW-G | Flux-cored wire kasama ang panlabas na gas | Sa loob ng gusali o sa kontroladong kondisyon ng workshop | Mas malinis na bead, mas kaunti ang splatter, mas mahusay na kontrol sa weld pool | Mga workshop sa paggawa at mas mabibigat na trabaho na may estilo ng produksyon |
Ang paghahambing na iyon ay mabilis na nagpapakitid sa pagpipilian, ngunit hindi ito nanghihinto sa mga problema nang mag-isa. Dalawang welder ay maaaring pumili ng tamang proseso at magkaroon pa rin ng napakalaking pagkakaiba sa resulta kung ang polarity, bilis ng wire feed, bilis ng paggalaw (travel speed), o mga consumables ay hindi tama. Ang mga sintomas na iyon ay nagsasalaysay ng kanilang sariling kuwento kapag nagsimula nang magulo ang arc.

Paglulutas ng Problema sa Flux Core Welding at Pagpapalawak ng Saklaw
Karamihan kagamitan para sa flux cored arc welding nagbibigay sa iyo ng mga babala bago lubos na mabigo ang isang weld. Nagiging rugado ang bead, nagsisiksik ang wire, nagsisimulang makubli ang slag sa sambungan, o mas mabilis na nasusunog ang manipis na bakal kaysa inaasahan. Ito ay kapaki-pakinabang, dahil ang isang portable flux welder o maliit fcaw na welding machine karaniwang hindi nababagsak nang kusang-loob. Ang praktikal na gabay mula sa Bernard at Hobart Brothers ay bumabalik sa iisang hanay ng mga sanhi: mga parameter na nasa labas ng inirekomendang saklaw, mahinang pagpapadala ng wire, mahinang paglilinis sa pagitan ng mga pass, o teknik na nagbabago habang nagwe-weld.
Karaniwang Mga Problema at Solusyon sa Flux Core Welding
| Sintomas | Pinakamalamang na Sanhi | Unang solusyon |
|---|---|---|
| Labis na spatter | Mga setting o teknik na lumalabas sa inirekomendang saklaw ng gumawa ng wire | Bumalik sa inirekomendang mga parameter at panatilihin ang istable na drag technique |
| Worm tracking | Labis na voltage para sa setting ng wire feed at amperage | Bawasan ang voltage sa bawat 0.5 volt hanggang malinaw |
| Mahinang pagpasok | Kulang na init na ipinasok, mabilis na paggalaw, o mahirap na abot sa sambungan | Pataasin ang init na ipinasok sa loob ng saklaw na inirekomenda ng gumagawa ng wire at pagbutihin ang paghahanda ng sambungan |
| Mga inklusyon ng slag | Hindi tamang pagkakalagay ng bead, hindi tamang anggulo ng paggalaw, mababang init na ipinasok, o hindi sapat na paglilinis sa pagitan ng mga pass | Linisin ang pagitan ng bawat pass, ayusin ang anggulo ng paghila, at iwanan ang sapat na espasyo para sa karagdagang mga pass |
| Pagbuburn-through sa manipis na materyal | Labis na init na ipinasok | Bawasan ang voltage range, pabagalin ang bilis ng pagpapasok ng wire, at pabilisin ang bilis ng paggalaw |
| Hindi regular na pagpapasok ng wire | Pagkabulok ng kawad, maling roller ng drive, sobrang tensyon, o nakablock o maling liner | Linisin ang kawad, i-reset ang tensyon, gamitin ang mga knurled V-groove rolls, at suriin ang liner |
| Kamalian sa polarity pagkatapos palitan ang kawad | Ang setup ng makina ay hindi na tugma sa kawad na ginagamit | Huminto at kumpirmahin ang label ng kawad at ang manwal ng makina bago baguhin ang iba pang mga setting |
Mga senyales na ang isyu ay may kinalaman sa teknik ng setup o sa mga consumables
Mahalaga ang mga pattern sa flux welding . Kung ang problema ay nagsisimula agad pagkatapos ilagay ang bagong spool, palitan ang tip, o i-rethread ang gun, tingnan muna ang mga consumables at mga bahagi ng feed. Ang Bernard at Hobart ay parehong nagsasabi na ang birdnesting ay dulot ng maling drive rolls, sobrang tensyon ng drive-roll, pagkablock ng liner, mahinang pagputol ng liner, o maling sukat ng liner. Ang burnback ay karaniwang nagmumula sa mabagal na wire feed o sa labis na pagpapalapit ng gun sa workpiece. Parehong pinapayo ng mga sanggunian na panatilihin ang distansya mula sa contact tip hanggang sa workpiece sa humigit-kumulang 1 1/4 pulgada o mas kaunti.
- Kung ang kawad ay nangungusot sa feeder, suspekhan muna ang sistema ng drive bago sisihin ang makina.
- Kung may mga depekto na lumalabas sa pagitan ng mga pass, isipin ang hindi sapat na pag-alis ng slag at maling paglalagay ng bead.
- Kung nagbabago ang hugis ng bead sa loob ng isang pass, malamang ay nagbabago rin ang iyong anggulo o bilis ng paggalaw.
- Kung nakikita mo ang rugad na bead kasama ang mga nakikitang butas, linisin ulit ang base metal at tanggalin ang rust, langis, pintura, kahalumigmigan, at dumi.
Kailan Dapat Lumipat Mula sa Paggawa ng Weld sa Shop Tungo sa Suporta sa Produksyon
Ang isang portable na makina ay nananatiling lubos na makatuwiran para sa mga gawaing pagkukumpuni, mga gawaing bakal sa labas ng gusali, paggawa ng prototype, at mababang dami ng paggawa. Ang mas malalaking makina na nasa shop na gumagamit ng flux core ay angkop din para sa mga gawaing pangpanatili at istruktural. Nagbabago ang sitwasyon kapag kailangan na magkatulad ang bawat bahagi sa nakaraang isa, kailangan ng bawat weld ang traceability, at mahalaga ang throughput gaya ng kalidad ng bead. Inilalarawan ng JR Automation ang automotive joining bilang isang kapaligiran na pinapagana ng pag-uulit (repeatability), kung saan ang mga awtomatikong sistema ay sumusuporta sa kalidad na batay sa datos at nakakamit sa malaking saklaw.
Dito nakikita ang aplikasyon ng proseso ng fcaw welding ay humihinto na sa pagiging isang kasanayan lamang sa shop at naging desisyon sa produksyon-sistema. Para sa mga bahagi ng chassis na paulit-ulit o iba pang mataas na dami ng mga assembly, ang mga tagagawa ay kadalasang lumilipas sa manu-manong o semi-automatikong pagsusulat gamit ang fluxcore at sinusuri ang isang espesyalistang kasosyo na may mga linya ng robotiko at pormal na sistema ng kontrol sa kalidad. Isang halimbawa nito ay ang Shaoyi Metal Technology , na sumusuporta sa pasadyang pagsusulat para sa bakal, aluminum, at iba pang mga metal sa pamamagitan ng mga linya ng robotikong pagsusulat at isang sertipikadong sistema ng kalidad na IATF 16949. Para sa pangunahing pagkukumpuni, karaniwang sapat na ang isang setup na gumagamit ng flux-core. Para sa paulit-ulit na produksyon, ang mas matalinong hakbang ay karaniwang ang nagpapababa ng pagkakaiba bago pa man ito magsimula.
Gamitin ang flux welder para sa pagkukumpuni at paggawa. Gamitin ang awtomasyon o isang espesyalistang kasosyo kapag ang pag-uulit ay naging tunay na gawain.
Mga Karaniwang Tanong Tungkol sa Flux Core Welder
1. Pareho ba ang flux core welder at FCAW?
Hindi. Ang flux core welder ay ang makina o ang wire-feed setup, samantalang ang FCAW, o flux-cored arc welding, ay ang proseso ng pag-weld mismo. Mahalaga ang pagkakaiba dahil maaaring isang makina na ginawa pangunahin para sa flux core, habang ang isa naman ay maaaring isang MIG o multiprocess unit na maaaring magpaganap ng FCAW lamang kapag ang tamang wire, polarity, at mga bahagi ng feed ay nai-install na.
2. Lagi bang gumagana ang mga flux core welder nang walang gas?
Hindi laging ganito. Ginagamit ang maraming maliit at portable na yunit kasama ang self-shielded wire, na lumilikha ng sariling shielding at hindi nangangailangan ng gas bottle. Ngunit may ilang flux-cored wires na gas-shielded, kaya ang kailangan mo ng gas ay nakasalalay sa uri ng wire na i-load mo, hindi lamang sa pangalan ng welder.
3. Maaari bang gamitin ang isang MIG welder para sa flux core wire?
Madalas oo, kung ang makina ay compatible sa flux-cored na wire at maaaring i-configure nang tama. Karaniwan ito ay nangangahulugan ng pag-check sa polarity, drive rolls, sukat ng contact tip, at daanan ng wire bago magsimula ang pag-weld. Kapag ginagamit ng isang MIG-style na makina ang flux-cored na wire, isinasagawa nito ang FCAW imbes na ang karaniwang gas-shielded na MIG welding.
4. Para saan ang pinakamainam na gamitin ang flux core welder, at madali ba itong gamitin ng mga nagsisimula?
Ang mga flux core welder ay lalo pang kapaki-pakinabang sa panlabas na pagre-repair, pagpapanatili, at pag-weld ng mas makapal na bakal kung saan ang hangin ay nagiging hadlang sa gas-shielded na pag-weld. Maraming nagsisimula ang nagugustuhan dito dahil tuloy-tuloy ang pag-feed ng wire at simple ang setup kapag gumagamit ng self-shielded na wire. Ang kompromiso ay kailangan pa rin ng mga bagong gumagamit na pamahalaan ang slag, spatter, at kontrol sa kamay upang makakuha ng malinis na resulta.
5. Kailan sapat na ang isang flux core welder, at kailan dapat gamitin ng isang tagagawa ang automated welding support?
Ang isang portable o shop-based na flux core welder ay karaniwang sapat para sa mga gawaing pagkukumpuni, mga prototype, at mababang dami ng paggawa. Kapag kailangan na ng isang kumpanya ang mga bahagi na paulit-ulit, mas mahigpit na pagkakapareho, at ma-verify na kalidad sa mas malalaking produksyon, ang awtomatikong pag-weld ay naging mas angkop. Para sa mga bahagi ng chassis ng sasakyan, maaaring humingi ng tulong ang mga tagagawa sa mga espesyalisadong katuwang tulad ng Shaoyi Metal Technology, na nag-aalok ng mga linya ng robotic welding at isang quality system na sertipikado ayon sa IATF 16949 para sa presisyong produksyon.