 Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —
Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —

Ang Mahalagang Papel ng EDM sa Dehado Paggawa ng Die
TL;DR
Ang Electrical Discharge Machining (EDM) ay naglalaro ng mahalagang papel sa modernong paggawa ng die. Ito ay isang prosesong panggawa na may mataas na katumpakan na gumagamit ng kontroladong mga spark ng kuryente upang unting-unti itong hubugin ang matitigas na metal sa mga kumplikado at detalyadong hugis. Mahalaga ang teknolohiyang ito sa paglikha ng matibay, mataas na akurasya ng mga kasangkapan, injection mold, at stamping die na kadalasang hindi kayang gawin ng karaniwang pamamaraan ng machining.
Pag-unawa sa EDM: Ang Mga Pangunahing Prinsipyo
Ang Electrical Discharge Machining, na madalas tawagin ding spark machining, ay isang di-karaniwang prosesong panggawa na walang pakikipag-ugnayan at batay sa enerhiyang termal. Hindi tulad ng mga tradisyonal na pamamaraan na gumagamit ng puwersang mekanikal upang putulin ang materyal, ang EDM ay nag-aalis ng materyal sa pamamagitan ng serye ng mabilis at paulit-ulit na paglabas ng kuryente—o mga spark—sa pagitan ng isang elektrod (ang kasangkapan) at isang workpiece. Ang parehong bahagi ay ibinubusog sa loob ng dielectric fluid, na gumagana bilang electrical insulator hanggang sa maabot ang tiyak na boltahe.
Ang pangunahing mekanismo ay nagsisimula kapag ang mataas na boltahe ay ipinapatakbong, na nagdudulot ng pagkabasag ng dielectric fluid at pagbuo ng plasma channel sa pagitan ng electrode at workpiece. Lumilikha ito ng matinding spark na may temperatura na umaabot sa 14,500 hanggang 21,500 °F, na agad-agad na pinupulan at binubuhay na singaw ang isang maliit na bahagi ng material ng workpiece. Kapag natapos ang cycle ng discharge, iniihugas ng dielectric fluid ang mga nabuhay na particle (mga dumi) palayo sa machining zone. Umuulit ang prosesong ito ng libu-libong beses bawat segundo, unti-unting pinaipit ang workpiece upang tumugma sa hugis ng electrode o sundin ang isang nakaprogramang landas.
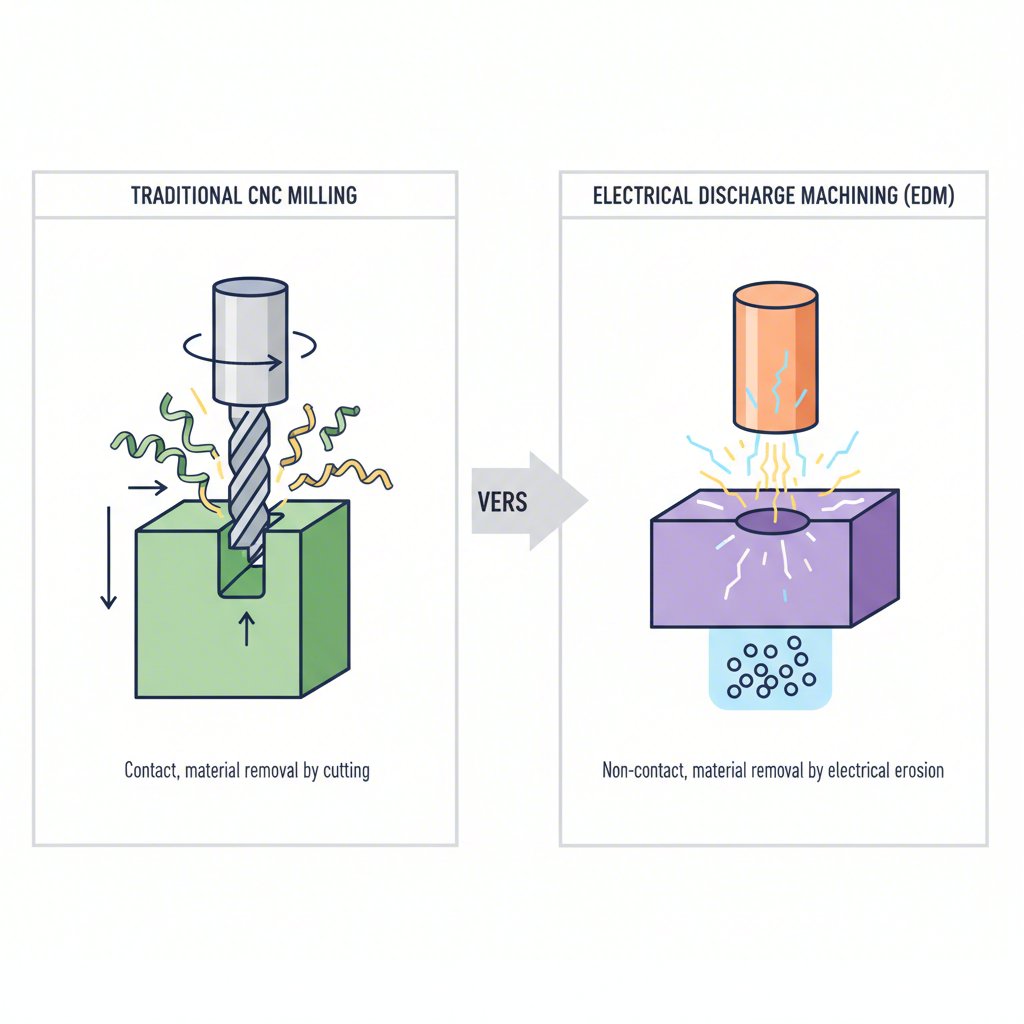
Ang prosesong ito ay lubos na iba mula sa tradisyonal na CNC milling o turning. Dahil walang pisikal na kontak sa pagitan ng tool at workpiece, ang EDM ay kayang i-machine ang mga napakahirap at matitigas na materyales tulad ng hardened tool steel, titanium, at tungsten carbide nang may kahanga-hangang presisyon at walang nagagawing mechanical stress. Ang kakayahang ito ang nagiging sanhi upang ituring itong mahalagang teknolohiya para sa mga aplikasyon na nangangailangan ng mahusay na detalye at masikip na toleransiya na hindi kayang abutin ng ibang pamamaraan.
Ang Mahalagang Papel ng EDM sa Mataas na Presisyong Pagmamanupaktura ng Die at Mold
Sa mundo ng pagmamanupaktura ng tool at die, ang kalayuan ay hindi lamang isang layunin; ito ay isang pangunahing pangangailangan. Ang teknolohiya ng EDM ang pinakatampok na sandigan ng ganitong kalayuan, na nagbibigay-daan sa paglikha ng mga mold at die na may antas ng kumplikado at katumpakan na dating hindi maisip. Ang pangunahing tungkulin nito ay lumikha ng mga kumplikadong detalye tulad ng matutulis na panloob na sulok, malalim at makitid na takip, at kumplikadong mga kuwarta, na kadalasang hindi kayang gawin ng karaniwang mga kasangkapan sa pagputol dahil sa limitasyon ng hugis at abilidad maabot ng tool.
Isa sa mga pinakamahalagang aplikasyon ng EDM ay ang paggawa ng mga mold para sa plastic injection molding at mga die para sa metal casting at stamping. Halimbawa, sa sektor ng automotive, ang pagmamanupaktura ng mga de-kalidad na bahagi ay umaasa sa perpektong ginawang mga kasangkapan. Ang mga nangungunang tagapagbigay ng custom automotive stamping dies at pagmamanupaktura ng metal component , tulad ng Shaoyi (Ningbo) Metal Technology Co., Ltd., ay gumagamit ng mga advanced na proseso upang maibigay ang kinakailangang precision ng mga OEM at Tier 1 supplier. Mahalaga ang EDM sa ganitong konteksto para sa paggawa ng matibay at kumplikadong stamping dies na nagbibihis ng sheet metal sa automotive parts nang may perpektong konsistensya.
Bukod dito, ang EDM ay lubos na angkop para sa machining ng mga materyales na pre-napapatigas na. Ang mga tradisyonal na proseso ay nangangailangan kadalasan ng pagmamachining muna sa mas malambot na materyal, na sinusundan ng heat treatment—ang hakbang na ito ay maaaring magdulot ng pagkawarped at hindi tumpak na sukat. Ang mga EDM machine ay gumagana sa pre-hardened steel alloys, na pinipigilan ang ganitong distorsyon at tinitiyak na sumusunod ang huling die o mold sa pinakamatitinding toleransiya. Ito ay direktang naghahantong sa mas mataas na kalidad ng mga produktong panghuli, maging ito man ay mga plastik na gamit sa bahay, medical implants, o aerospace components, at tinitiyak din nito ang mas mahabang buhay ng mga kasangkapan mismo.
Mga Pangunahang EDM Teknik para sa Pagmamanupaktura ng Die: Wire EDM vs. Die-Sinking EDM
Ang mga tagagawa ng die ay nakasalalay pangunahin sa dalawang magkaibang uri ng Electrical Discharge Machining, na ang bawat isa ay angkop para sa iba't ibang aplikasyon: Die-Sinking EDM at Wire EDM. Mahalaga ang pag-unawa sa mga pagkakaiba sa pagitan nila upang lubos na mapahalagahan ang kakayahang umangkop ng teknolohiya sa isang palipunan ng pagmamanupaktura.
Die-Sinking EDM , kilala rin bilang ram EDM o cavity EDM, ay gumagamit ng ispesyal na kiniskis na electrode, na karaniwang gawa sa graphite o tanso, na hugis negatibo ng ninanais na katangian. Hinahaba o 'sinusunk' nang dahan-dahan ang electrode na ito sa workpiece, at ang mga kuryenteng alikabok ay unti-unting inaalis ang materyal upang makabuo ng isang kuwarta na tumutugma sa hugis ng electrode. Ang pamamaraang ito ay mainam para sa paglikha ng mga kumplikadong 3D na kuwarta, bulag na butas, at detalyadong impresyon na kailangan para sa mga mold at pandikit na die.
Wire EDM , o WEDM, ay gumagana nang higit na katulad ng isang high-tech na lagari. Ginagamit nito ang isang napakapinong, patuloy na ipinapakain na metalikong wire (karaniwan ay tanso) bilang elektrodo. Ang wire ay pinapatnubayan sa isang tiyak, nakaprogramang landas ng CNC upang putulin ang buong kapal ng isang workpiece, na lumilikha ng mga kumplikadong hugis at profile na 2D. Lubhang epektibo ito sa paggawa ng mga punch, tool, at dies mula sa makapal na plaka ng pinatigas na bakal, at sa paglikha ng mga bahagi na may kumplikadong guhit at mahigpit na pagkakasya.
Upang linawin kung kailan pipiliin ng gumagawa ng die ang isa kaysa sa kabila, isaalang-alang ang sumusunod na paghahambing:
| Tampok | Die-Sinking (Ram) EDM | Wire EDM |
|---|---|---|
| Uri ng Eletrodo | Solong, pasadyang hugis na elektrodo (graphite o tanso) | Manipis, solong strand na metalikong wire (karaniwan ay tanso) |
| Pangunahing aplikasyon | Paglikha ng mga kuwartong 3D, mga modelo, bulsa, at kumplikadong impresyon | Pagputol ng mga profile na 2D, punches, dies, at kumplikadong guhit sa pamamagitan ng isang workpiece |
| Hugis na Nilikha | Kumplikadong tatlong-dimensyonal na negatibong hugis | Kumplikadong dalawang-dimensyonal na kontorno, mga hugis na may taluktok, at mga pagputol nang buong kapal |
| Interaksyon sa Workpiece | Lumulubog ang electrode sa loob ng workpiece upang mabuo ang isang kavidad | Dumaan nang buo ang wire sa pamamagitan ng workpiece upang putulin ang isang profile |
Mga Pangunahing Benepisyo at Bentahe ng Paggamit ng EDM sa Industriya ng Tool at Die
Ang malawakang pag-adoptar ng EDM sa paggawa ng tool at die ay nagmula sa natatanging hanay ng mga benepisyo na tuwirang tumutugon sa pinakakritikal na hamon ng industriya. Ang mga benepisyong ito ay lampas sa simpleng pag-alis ng materyal, na nag-aalok ng mas mataas na kalidad, kalayaan sa disenyo, at kahusayan kumpara sa tradisyonal na paraan ng machining.
Kabilang sa pinakamahalagang mga bentaha:
- Paggawa sa Napakahirap na Materyales: Walang pakialam ang EDM sa katigasan ng isang materyal, dahil thermal ang mekanismo nito, hindi mechanical. Maaari nitong walang problema machinahin ang pinatigas na tool steels, tungsten carbide, at mga eksotikong haluang metal na mabilis mag-wear o imposibleng i-cut gamit ang karaniwang mga tool.
- Paglikha ng Komplikado at Detalyadong Heometriya: Dahil ang proseso ay walang pakikipag-ugnayan, walang mga puwersang pamputol na maaaring magpabago ng hugis ng mahihinang bahagi. Pinapayagan nito ang paglikha ng matulis na panloob na sulok, malalim at makitid na puwang, at manipis na pader na hindi kayang gawin ng mga milling cutter.
- Hindi Katulad na Katiyakan at Makinis na Surface Finish: Ang EDM ay maaaring umabot sa napakasinsing toleransiya, kadalasan sa loob ng +/- 0.0002 pulgada. Maaaring i-tune ang proseso upang makagawa ng makinis na surface finish na nagpapaliit o kahit inaalis ang pangangailangan para sa manu-manong polishing, na nakakatipid ng malaking oras at gawa.
- Walang Mekanikal na Tensyon sa Workpiece: Ang pagkawala ng direktang kontak sa pagitan ng tool at bahagi ay nangangahulugan na walang mekanikal na tensyon ang ipinasok. Mahalaga ito para mapanatili ang dimensyonal na katatagan ng mahihinang o manipis na bahagi at maiwasan ang pagkabuwag o pagbitak.
Sa kabuuan, pinagsama-sama ng mga benepisyong ito upang gawing mahalagang teknolohiya ang EDM para sa anumang modernong tagagawa ng tool at die. Pinapabilis nito ang produksyon ng mas mataas na kalidad na mga tool na mas matibay, na siya namang gumagawa ng mas mahusay na panghuling bahagi, kaya't lalong binibigyang-pansin ang kritikal nitong papel sa mapagkumpitensya at mataas ang panganib na industriya tulad ng aerospace, medical, at automotive manufacturing.
Mga madalas itanong
1. Ano ang prinsipyo ng die sinking EDM?
Ang die-sinking EDM, na kilala rin bilang ram EDM, ay gumagana sa pamamagitan ng paglikha ng isang hugis na electrode (karaniwang gawa sa graphite o tanso) na negatibo sa kuhon na bubuhulin. Imerge ang electrode sa dielectric fluid at ipinapaunlak patungo sa workpiece. Ang mga electrical discharge (mga spark) ay nangyayari sa pagitan ng electrode at workpiece, na pinauunlad ang materyal upang lumikha ng impresyon na eksaktong tugma sa hugis ng electrode.
2. Para saan ginagamit ang EDM machine sa paggawa ng mold?
Sa paggawa ng mga mold, ginagamit ang EDM upang lumikha ng mga kumplikadong kavidad at katangian sa pre-hardened na tool steel na bubuo sa huling bahagi ng plastik o metal. Mahalaga ito para sa paggawa ng mga katangian tulad ng malalim na mga rib, matutulis na panloob na sulok, at masalimuot na mga texture na mahirap o hindi posible makamit gamit ang tradisyonal na CNC milling. Ang tiyak na pagkukumpuni na ito ay nagagarantiya na ang huling molded na bahagi ay sumusunod sa eksaktong mga tukoy na detalye.
3. Ano ang papel ng EDM?
Ang pangunahing papel ng EDM ay hugis at i-machined ang mga electrically conductive na materyales gamit ang thermal energy mula sa kontroladong electrical sparks. Hinahalagahan ito dahil sa kakayahang i-machine ang napakahirap na materyales nang may mataas na tiyakness, lumikha ng kumplikadong geometriya nang walang mekanikal na puwersa, at magprodyus ng pininersiyon na surface finish. Ang pangunahing tungkulin nito ay alisin ang materyal para sa mga aplikasyon kung saan kulang ang konbensyonal na pamamaraan.
4. Ano ang EDM sa CNC machining?
Ang EDM ay isang espesyal na uri ng CNC (Computer Numerical Control) machining. Habang ang tradisyunal na pag-aayos ng CNC ay nagsasangkot ng isang tool sa pagputol na pisikal na nakikipag-ugnay at nag-aalis ng materyal, ang CNC EDM ay gumagamit ng isang daan na kinokontrol ng computer upang gabayan ang isang electrode. Ang CNC system ay kumokontrol sa paggalaw ng electrode (sa wire o die-sinking EDM) upang makabuo ng mga spark nang eksakto kung saan kailangan alisin ang materyal, na nagpapahintulot sa awtomatikong paglikha ng mga napaka-kumplikado at tumpak na bahagi.