 Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —
Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —

Pagpili Ng Isang Kumpanya Na Nagbibigay Ng Mataas Na Kahusayan Sa Sheet Metal: 8 Mahahalagang Salik Na Madalas Kalimutan Ng Karamihan

Ano ang Nagtatakda ng isang Kumpanya ng Precision Sheet Metal
Kapag nagsisimula kang maghanap ng isang kasosyo sa paggawa, mabilis mong mapapansin na maraming mga workshop ang nangangako ng "precision" na trabaho. Ngunit ano talaga ang naghihiwalay sa isang tunay na kumpanya ng precision sheet metal mula sa isang karaniwang fabricator? Ang pagkakaiba ay hindi lamang salita para sa marketing—ito ay nakasalalay sa mga sukatan na maaaring masukat na direktang nakaaapekto kung ang iyong mga bahagi ay gagana ayon sa inilaan.
Ang precision sheet metal fabrication ay kumakatawan sa pagmamanupaktura na may antas ng inhinyero na may pinakamataas na antas ng katiyakan at kalidad, na karaniwang nananatiling nasa loob ng mga toleransya na ±0.005" hanggang ±0.010" (±0.13mm hanggang ±0.25mm) sa buong mga kumplikadong heometriya.
Mahalaga ito dahil ang mga komponente na hindi sumusunod sa eksaktong mga tukoy na spec ay maaaring magdulot ng kabiguan sa pag-aassemble, pagbawi sa produkto, at mahal na pag-uulit ng trabaho. Ang pag-unawa kung ano ang tumutukoy sa de-kalidad na paggawa ay nakakatulong sa iyo na magtanong ng tamang mga katanungan bago ikomita ang isang kasosyo sa paggawa.
Ano ang Naghihiwalay sa Precision Mula sa Karaniwang Fabrication
Isipin ang pag-order ng pasadyang kahon para sa kagamitang pang-medisina. Sa karaniwang paggawa, maaari kang makatanggap ng mga bahagi na may toleransya ng ±1/16" hanggang ±1/8" (±1.6mm hanggang ±3.2mm) . Maaaring mukhang maliit ang pagkakaiba, ngunit kapag kailangan ng maraming komponente na magkasya nang perpekto, agad na dumarami ang mga deviasyon na ito.
Ang mga kumpanya ng de-kalidad na paggawa ng sheet metal ay gumagana sa lubos na iba't ibang antas. Gumagamit sila ng mga advanced na fiber laser system, coordinate measuring machines (CMM), at awtomatikong sistema sa pagbend na may teknolohiyang pagwawasto ng anggulo. Higit pa rito, nauunawaan nila ang ugali ng materyales—kung paano bumabalik ang iba't ibang alloy pagkatapos ibend, kung paano nakaaapekto ang direksyon ng butil sa proseso ng pagbuo, at kung paano nakaaapekto ang thermal expansion sa huling sukat.
Ang mga pangunahing katangiang nagmemake ng pagkakaiba sa pagitan ng karaniwang paggawa at ng presisyong paggawa ay kasali ang sumusunod:
- Kakomplikado ng kagamitan: Ang mga karaniwang workshop ay gumagamit ng simpleng caliper at biswal na inspeksyon; ang mga kumpanya ng presisyong sheet metal naman ay gumagamit ng mga sistema ng CMM, optical comparator, at teknolohiyang pagsukat gamit ang laser
- Ekspertisang Materyales: Ang mga tagapaggawa ng presisyon ay nauunawaan kung paano iba ang pag-uugali ng 316L stainless steel kumpara sa 304 sa panahon ng mga operasyong pagbuo
- Puhunan sa Tooling: Mga kagamitang nakatuon sa tiyak na aplikasyon at mga presisyong fixture na maaaring magkakahalaga ng 3–5 beses na higit pa kaysa sa karaniwang kagamitan ngunit nagbibigay ng paulit-ulit na katiyakan
- Mga sistema ng kalidad: Pang-estadistikong kontrol ng proseso, unang inspeksyon ng artikulo, at buong pagsubaybay sa pinagmulan ng materyales
Pag-unawa sa mga Tiniyak na Toleransya sa Paggawa ng Metal
Ang mga toleransya ay gumagana bilang isang "kontrata ng presisyon" na dumadaan sa buong buhay ng iyong produkto. Ang bawat tiniyak na toleransya ay nakaaapekto sa hinaharap na pagganap, gastos sa pagmamanupaktura, at kahusayan sa pag-aassemble. Isipin ang mga toleransya bilang mga guardrail sa paligid ng iyong nominal na mga sukat—panatilihin ang loob nila, at ang iyong mga bahagi ay gagana nang tama.
Ayon sa mga pamantayan ng industriya, ang mga antas ng toleransya ay nahahati sa 18 antas. Ang mga kumpanya na gumagawa ng presisyong sheet metal ay karaniwang gumagana sa loob ng mga antas na IT5 hanggang IT7 para sa mga aplikasyon sa inhinyeriya, samantalang ang mga karaniwang workshop ay gumagana sa loob ng mga antas na IT12 hanggang IT14.
Ito ang ibig sabihin nito sa praktikal na paraan:
- Laser Cutting: Ang mga modernong sistema ng fiber laser ay panatilihin ang mga toleransya sa pagitan ng ±0.1 mm at ±0.3 mm, na nagbabago depende sa kapal ng materyal.
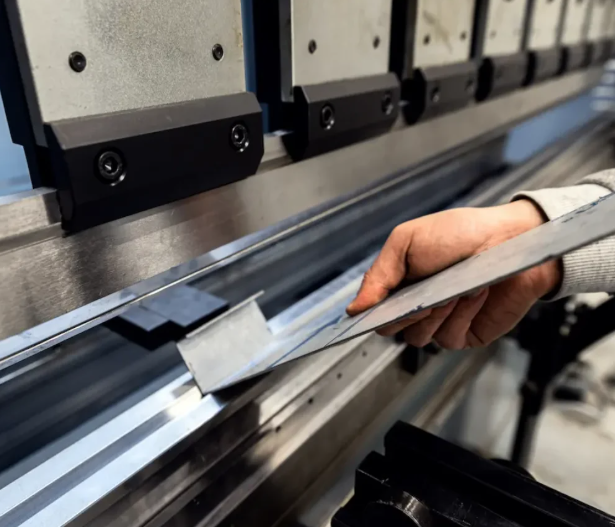
- Mga Operasyon sa Pagpapatakbo: Ang mga presisyong press brake ay nakakamit ang mga toleransya sa anggulo na humigit-kumulang ±0.5°.
- Precision Stamping: Kapable ng mga toleransya sa dimensyon na ±0.05 mm o mas mahigpit pa.
Ang mga industriya tulad ng aerospace, medikal na kagamitan, at depensa ay nangangailangan ng mga tiyak na espesipikasyong ito dahil ang pagkabigo ng isang bahagi ay may malubhang konsekwensiya. Sa mga aplikasyon sa aerospace, ang isang pagkakaiba na 0.020" ay maaaring gawing ganap na hindi magamit ang isang bahagi. Para sa mga kabalang pang-medikal na kagamitan, ang katiyakan ng dimensyon ay direktang nakaaapekto sa pagsunod sa FDA at sa kaligtasan ng pasyente.
Ang hamon? Ang paggamit ng hindi kailangang mahigpit na mga toleransya ay lubhang nagpapahaba ng lead time at nagpapataas ng mga gastos. Ang layunin ay ang paghahanap ng balanse—mga toleransya na sapat na mahigpit upang mapanatili ang pagganap, ngunit sapat ding praktikal upang ma-manufacture nang epektibo. Ang pag-unawa sa balanseng ito ang unang hakbang mo patungo sa pagpili ng tamang kasosyo sa presisyong sheet metal fabrication.
Mga Pangunahing Proseso sa Fabrication at Kakayahan ng Kagamitan
Ngayon na nauunawaan mo na kung ano ang naghihiwalay sa presisyong trabaho mula sa karaniwang fabrication, tayo nang pag-usapan ang mga aktwal na proseso na nagpapagana ng mga mahigpit na toleransya. Ang isang kumpanya ng presisyong sheet metal fabrication ay hindi lamang may mahal na kagamitan—kundi nauunawaan din nila kung paano bawat proseso ay nakaaapekto sa dimensional accuracy at kalidad ng ibabaw. Kapag sinusuri ang mga potensyal na kasosyo, ang pagkakaroon ng kaalaman kung ano ang maaaring gawin ng mga prosesong ito ay tumutulong sa iyo na magtanong ng mas matalino at kilalanin ang tunay na kakayahan.
Ang mga pangunahing proseso na ginagamit ng mga kumpanya ng precision sheet metal fab ay nabibilang sa ilang kategorya, kung saan ang bawat isa ay may tiyak na layunin sa pagbabago ng mga patag na stock sa mga natapos na bahagi:
- Laser Cutting: Gumagamit ng nakatuon na enerhiya ng liwanag upang gumawa ng mga eksaktong putol na may kaunting distorsyon sa materyal at kalidad ng gilid na angkop para sa mga nakikitang ibabaw
- CNC Punching: Inilalagay ang materyal sa ilalim ng isang punching ram para sa mabilis na paglikha ng mga butas at mga operasyon sa pagbuo sa mga aplikasyong may mataas na dami
- Pagbubukod at Pagbuo: Nagbabago ng mga patag na blanko sa tatluhang dimensiyonal na hugis gamit ang press brakes at espesyal na tooling
- Paglilipat: Nagsasama ng maraming bahagi gamit ang init at presyon, na may iba’t ibang paraan na angkop para sa iba’t ibang materyal at aplikasyon
- Water Jet Cutting: Gumagamit ng tubig na may mataas na presyon (madalas kasama ang mga abrasive) para sa mga materyal na sensitibo sa init o malalaking stock kung saan hindi tinatanggap ang thermal distortion
Paggupit Gamit ang Laser at Ang Kanyang Papel sa Mga Trabaho na Nangangailangan ng Presisyon
Kapag kailangan mo ng mga bahagi na may malinis na gilid, mahigpit na toleransya sa dimensyon, at minimal na heat-affected zones, ang laser cutting ay naging pangunahing paraan ng paggawa mo. Ang mga modernong kumpanya ng precision sheet metal fabrication ay karaniwang gumagamit ng dalawang pangunahing teknolohiya ng laser: ang CO2 lasers at ang fiber lasers.
Ang fiber laser cutting ay naging pamantayan ng industriya para sa karamihan ng mga aplikasyong nangangailangan ng kahusayan. Ayon sa mga pinagkukunan sa industriya, ang mga fiber laser ay gumagamit ng laser diodes na ipinapasa sa pamamagitan ng optical fibers upang makabuo ng mga putol, na nag-aalok ng mataas na kapangyarihan at napakadaling kahusayan. Ang teknolohiyang ito ay lubos na epektibo sa pagputol ng mga reflective na materyales tulad ng aluminum at copper alloys—na dating mahirap putulin ng mga lumang sistema ng CO2.
Mahalaga ang mga teknikal na detalye ng kagamitan dito. Isaalang-alang kung paano nakaaapekto ang iba’t ibang kakayahan ng laser sa mga opsyon para sa iyong proyekto:
| Uri ng Laser | Saklaw ng kapangyarihan | Pinakamahusay na Aplikasyon | Kakayahang Magputol ng Kapal ng Materyal |
|---|---|---|---|
| 8kW Fiber Laser | Mataas na Output ng Kapangyarihan | Pangkalahatang inhinyeriyang mekanikal, pagputol ng mabibigat na plato | Mild steel hanggang 30mm; stainless steel hanggang 30mm |
| 4kW CO2 Laser | Katamtamang output ng kapangyarihan | Mga palatandaan, dekoratibong gawa, manipis na materyales | Mababang karbon na bakal hanggang 16 mm; stainless steel hanggang 12 mm |
| Wire EDM | Discharge ng kuryente | Sobrang tiyak na mga toleransya, hardened na materyales | Nakalimita ng sukat ng bath, hindi ng hardness ng materyales |
Bukod sa laser mismo, hanapin ang mga awtomatikong sistema para sa paghawak ng materyales. Ang nangungunang mga kumpanya ng presisyong sheet metal ay nag-iintegrate ng decoil lines na nagfe-feed ng hilaw na materyales direktang papasok sa mga sistema ng pagputol, na binabawasan ang pinsala dahil sa paghawak at pinapabuti ang bilis ng produksyon. Ang mga mesa para sa plasma cutting ay ginagamit bilang komplementaryong kagamitan para sa mas makapal na materyales kung saan ang laser cutting ay naging mas mahal.
Isa sa mga kakayahan na madalas kalimutan? Ang wire EDM processing, kung saan isang may karga na manipis na metal na wire ang gumagamit ng mga electrical spark upang tumunaw sa materyales nang hindi kailanman umaapak sa workpiece. Ang wire ay hindi kailanman umaapak sa materyales—sa halip, ang kontroladong mga spark ang sumasaklaw sa agwat habang ang dielectric fluid ang nagpapalamig sa lugar ng pagputol at naglalabas ng sobrang materyales. Ang prosesong ito ay nakakamit ng mga toleransya na imposibleng makamit gamit ang mga konbensyonal na paraan ng pagputol.
Pagsusuri sa mga Teknik ng Pagbubukod, Pagbuo, at Pagwelding
Ang pagputol ng mga patag na blanko ay kumakatawan lamang sa kalahati ng hamon sa paggawa. Ang pagpapalit ng mga blankong ito sa mga bahagi na may tatlong dimensyon ay nangangailangan ng kasing-sophisticated na kakayahan sa pagbend at pagbuo.
Ang teknolohiya ng press brake ay umunlad nang malaki. Ang mga modernong CNC press brake tulad ng Bystronic Xpert series ay nag-aalok ng 150 toneladang bending force na may bilis ng paggawa hanggang 20 mm/s at pinakamataas na bilis ng paggalaw nang 220 mm/s. Higit pa rito, ang mga ito ay may real-time na pagsukat at pagwasto ng anggulo—ang makina ay aktwal na sumusukat ng mga anggulo ng pagbend habang nangyayari ang proseso ng pagbuo at awtomatikong nag-a-adjust upang kompensahin ang material springback.
Bakit ito mahalaga para sa iyong mga bahagi? Iba-iba ang sukat ng springback ng iba't ibang materyales pagkatapos ng pagbend. Ang isang 90-degree na bend sa 304 stainless steel ay maaaring mangailangan ng overbending hanggang 88 degrees upang makamit ang huling anggulo. Kung walang awtomatikong pagwasto ng anggulo, ang mga operator ay kailangang umaasa sa kanilang karanasan at trial-and-error—na nagdaragdag ng oras at nagdudulot ng pagkakaiba-iba sa pagitan ng mga bahagi.
Ang mga kakayahan sa pag-weld ay kumukumpleto sa proseso ng paggawa. Ang isang komprehensibong kumpanya ng presisyon na paggawa ng sheet metal ay nag-aalok ng maraming paraan ng pag-weld na naaangkop sa mga tiyak na aplikasyon:
- TIG welding (Tungsten Inert Gas): Nagbibigay ng pinakalinis na mga weld para sa mga nakikita na ibabaw at manipis na materyales; ito ang pinipiling paraan para sa stainless steel at aluminum
- MIG welding (Metal Inert Gas): Mas mabilis kaysa sa TIG, ideal para sa mas mahabang weld run at mas makapal na materyales
- Resistance spot welding: Lumilikha ng mga hiwalay na punto ng koneksyon nang walang nakikitang marka sa ibabaw; karaniwan sa mga kahon (enclosures) at suporta (brackets)
- Laser Welding: Nagbibigay ng pinakamababang input ng init at dehormasyon para sa mga presisyong assembly na nangangailangan ng mahigpit na kontrol sa dimensyon
Bukod sa pangunahing paggawa, hanapin ang mga sekondaryang kakayahan na kumukumpleto sa iyong mga bahagi. Ang mga propesyonal na kumpanya ng presisyon na paggawa ng sheet metal ay nag-aalok ng pag-install ng hardware, pagpapakinis (grinding) at pagbibilad (sanding) para sa paghahanda ng ibabaw, powder coating o likidong pintura para sa proteksyon laban sa rust, at mga serbisyo sa assembly na nagdadala ng mga handang produkto imbes na mga hiwalay na komponente.
Ang kagamitan na pinapatakbo ng isang fabricator ay nagpapakita ng kanilang kakayahang pang-ibabaw—ngunit ang paraan kung paano nila pinagsasama ang mga prosesong ito sa mahusay na mga workflow ang tumutukoy kung makakapaghatid ba sila ng mga resulta na may katiyakan nang paulit-ulit.
Mga Materyales at Kanilang Epekto sa mga Resulta na May Katiyakan
Napili mo na ang isang fabricator na may kahanga-hangang kagamitan at naipatunayan nang maigi ang mga proseso. Ngunit narito ang kadalasang napapalampas ng maraming buyer: ang materyal na pinipili mo ay nakaaapekto sa katiyakan ng dimensyon nang gayon din kadakdak kung paano ang mga makina sa paggawa ng gawain. Ang isang kumpanya ng precision sheet metal forming ay naiintindihan na bawat alloy ay may iba't ibang pag-uugali sa ilalim ng mga operasyon ng pagputol, pagbubukod, at pag-weld—at ang ganitong pag-uugali ang direktang tumutukoy kung ang iyong mga bahagi ay sumusunod sa mga teknikal na tatakda.
Isipin ito sa ganitong paraan: ang aluminum ay bumabalik nang mas hindi sigurado kumpara sa mild steel matapos ang pagbubukod. Ang stainless steel ay nagiging mas matigas habang binubuo (work-hardens) sa panahon ng pagbuo , na binabago ang mga katangian nito habang ginagawa. Ang mga padron ng tanso ay nagpapadala ng init nang napakalakas kaya ang pag-weld ay nangangailangan ng lubos na iba't ibang mga parameter. Ang mga ito ay hindi maliit na detalye—kundi mga nakatagong variable na naghihiwalay sa mga matagumpay na proyekto mula sa mahal na pag-uulit ng gawa.
Stainless Steel, Aluminum, at mga Espesyal na Padron
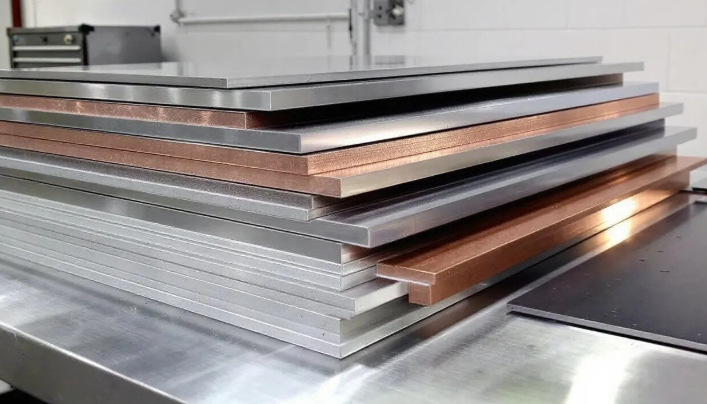
Ang mga kumpanya ng presisyong paggawa ng sheet metal ay karaniwang gumagamit ng isang pangunahing grupo ng mga materyales, bawat isa ay pinili batay sa mga tiyak na katangian ng pagganap. Ang pag-unawa sa mga opsyon na ito ay tumutulong sa iyo na i-match ang mga katangian ng materyales sa mga kinakailangan ng iyong aplikasyon.
Stainless steel ay nananatiling pangunahing materyal para sa mga aplikasyon na nangangailangan ng lakas at resistensya sa korosyon. Ayon sa pagsusuri ng materyales mula sa mga eksperto sa presisyong pagmamanupaktura , ang iba’t ibang uri ng stainless steel ay may natatanging layunin:
- Mga Austenitic grade (304, 316): Mahusay na resistensya sa korosyon, hindi magnetic kapag inanneal, mataas na ductility at formability—angkop para sa mga medikal na device at kagamitan sa pagproseso ng pagkain
- Mga ferritic na grado (430, 446): Magnetiko, panlaban sa init, naaangkop para sa mga aplikasyon na may mataas na temperatura tulad ng mga pang-industriyang hurno at mga sistema ng tambutso
- Mga martensitic na grado (410, 420): Maaaring pagkakatubuan sa pamamagitan ng heat treatment, mahusay na lakas at panlaban sa pagsuot—karaniwang tinutukoy para sa mga bahagi ng aerospace at mga eksaktong kagamitan
Aluminio Alpaks nag-aalok ng pinakamahusay na ratio ng lakas sa timbang para sa mga aplikasyon kung saan mahalaga ang pagbawas ng masa. Ang 6061 alloy ang nangunguna sa eksaktong paggawa dahil malinis itong napoproseso, nakakapagpanatili ng toleransya na ±0.01–0.02 mm gamit ang matatag na setup, at tumatanggap ng anodizing para sa premium na huling anyo. Para sa mga kahon ng elektronika, audio equipment, at portable devices, ang aluminum ay nagbibigay parehong performance at estetika.
Specialty alloys pumasok sa larawan kapag ang mga karaniwang materyales ay hindi kayang tugunan ang napakataas na mga kinakailangan. Ang titanium ay nagbibigay ng napakahusay na ratio ng lakas sa timbang at resistensya sa korosyon para sa mga implante sa medisina at mga aplikasyon sa aeroespasyo—bagaman ang kanyang mababang thermal conductivity at tendensya sa work-hardening ay nangangailangan ng espesyalisadong ekspertisya sa paggawa. Ang tanso at brass ay nag-aalok ng napakahusay na electrical at thermal conductivity para sa mga elektronikong aplikasyon, ngunit ang kanilang timbang at presyo ay naglilimita sa kanilang paggamit sa mga bahagi na kritikal sa pagganap.
Paano Nakaaapekto ang mga Katangian ng Materyales sa Presisyong Paggawa
Narito kung saan naging praktikal ang pagpili ng materyales. Ang bawat katangian na nakikita mo sa isang teknikal na dokumento (datasheet) ay direktang nauuugnay sa mga hamon o pakinabang sa paggawa. Ang isang kumpanya ng presisyong paggawa ng sheet metal ay sinusuri ang mga kadahilanang ito bago magbigay ng quote para sa iyong proyekto:
| Materyal | Karaniwang Nakakamit na Tolerance | Minimum na Radius ng Pagbabaluktot | Kakayahan sa paglilimos | Pinakamahusay na Aplikasyon |
|---|---|---|---|---|
| Ang hindi kinakalawang 304/316 | ±0.01–0.02 mm | ≥1.5–2× ang kapal | Madaling mapag-weld gamit ang TIG/MIG | Mga medical device, kagamitan sa pagkain, kapaligiran sa dagat |
| Aluminum 6061 | ±0.01–0.02 mm | ≥1× ang kapal | Mapag-weld ngunit nawawala ang 30–50% ng lakas nito sa heat-affected zone | Mga mabigat na kahon, mga sink ng init, mga istruktura para sa aerospace |
| Banayad na Bakal | ±0.05 mm (madaling magpahid) | ≥1× ang kapal | Mahusay—pinakamalaki ang pagtanggap sa pag-weld | Mga suportang istruktural, mga frame, mga bahagi na sensitibo sa gastos |
| Tanso/Brass | ±0.02–0.05 mm | ≥0.5–1× ang kapal | Mahirap i-weld; mas pinipili ang brazing | Mga electrical contact, mga heat exchanger, mga dekoratibong elemento |
| Titan | ±0.02–0.05 mm | ≥1.5× kapal | Kailangan ng espesyal na inert na atmospera | Mga implant sa medisina, aerospace, mga aplikasyon na may mataas na performans |
Pansinin kung paano ang carbon steel—na kadalasang pinakamurang opsyon—ay nagpapakita ng "nanganganib na mag-deform" sa hanay ng toleransya. Ito ay hindi limitasyon ng kagamitan; ito ay ugali ng materyal. Ang manipis na carbon steel ay madalas na mag-distort habang pinoproseso o inuusod, kaya ang ±0.05 mm ay mas realistiko kaysa sa mas mahigpit na toleransya na maabot gamit ang aluminum o stainless steel.
Ang mga kinakailangan sa radius ng pagkukurba ay nagpapakita ng isa pang mahalagang pagsasaalang-alang. Ayon sa mga eksperto sa paggawa, ang mga disenyo na nagsispecify ng matalas na 90-degree na kurba sa stainless steel nang walang sapat na radius ay madalas na nakakakita ng cracking sa gilid habang isinasagawa ang pagkukurba. Ano ang ligtas na default? Itakda ang radius ng pagkukurba na katumbas o mas malaki kaysa sa kapal ng materyal para sa mga ductile na metal, at dagdagan hanggang 1.5–2× para sa mga mas mahigpit na alloy tulad ng stainless steel.
Ang mga kondisyon sa kapaligiran ay nakaaapekto rin sa pagpili ng materyales sa paraan na madalas na hindi napapansin ng mga bumibili. Ang stainless steel na grado 304 o 316 ay naging sapilitan para sa mga aplikasyon sa labas ng gusali, sa karagatan, o sa mga sterilisadong kapaligiran kung saan ang pagsisira dahil sa kalawang ay palagiang naroroon. Ang aluminum ay tumutol sa kalawang sa pangkalahatang paggamit ngunit kailangan ng anodizing o protektibong coating sa mga kapaligirang may tubig-alat. Ang mild steel ay maaaring gamitin sa loob ng gusali kasama ang tamang coating, ngunit mabilis itong magkakalawang kung ilalantad sa kahalumigmigan nang walang proteksyon.
Ano ang dapat tandaan? Ang pagpili ng materyales ay hindi hiwalay sa iyong mga kinakailangan sa kahusayan—ito ay bahagi ng mismong mga kinakailangan na iyon. Ang parehong toleransiyang ±0.010" ay nagkakahalaga nang malaki upang makamit sa titanium na nagsisimulang maging matigas dahil sa paggawa kumpara sa maingat na 6061 aluminum. Ang isang kwalipikadong kumpanya sa pagmamanupaktura ng presisyong sheet metal ay tumutulong sa iyo na mag-navigate sa mga kompromiso na ito, na pinipili ang mga katangian ng materyales batay sa parehong mga pangunahing pangangailangan at mga limitasyon sa badyet.
Kapag naunawaan na ang mga kagamitan, ang susunod mong hamon ay ang pag-evaluate kung ang mga potensyal na kasosyo sa paggawa ay talagang kayang maghatid ng kahusayan na kanilang ipinangako. Ang evaluasyong ito ay lumalampas sa mga listahan ng kagamitan upang isama ang mga sertipiko, mga sistema ng kalidad, at mga pamamaraan sa pagmamanupaktura na naghihiwalay sa mga maaasahang kasosyo mula sa mga mapanganib na pagpipilian.

Paano I-evaluate at Pumili ng Kasosyo sa Precision Sheet Metal
Nasuri mo na ang mga proseso, sinuri ang mga teknikal na detalye ng kagamitan, at inihambing ang mga opsyon para sa mga materyales. Ngunit dito kung saan karamihan sa mga buyer ay nababagay: sa pagsasalin ng kaalaman na iyon sa isang maaasahang balangkas para sa evaluasyon. Paano mo talaga ma-verify na ang isang kumpanya ng custom precision sheet metal fabrication ay kayang maghatid ng pare-parehong resulta sa loob ng buwan-buwan o taon-taon ng produksyon?
Ang sagot ay nasa pag-unawa kung ano talaga ang ipinapakita ng mga sertipikasyon sa kalidad, kung paano suriin ang mga pamamaraan sa pagmamanupaktura nang lampas sa mga listahan ng kagamitan, at kung aling mga indikador sa operasyon ang naghihiwalay sa mga katuwiran sa presisyon na may pandaigdigang antas mula sa mga karaniwang tagapagpabrika. Gagawa tayo ng isang praktikal na checklist sa pagsusuri na maaari mong gamitin sa anumang potensyal na kasosyo sa paggawa.
Mga Sertipikasyon sa Kalidad at Ang Kahulugan Nito
Ang mga sertipikasyon ay hindi lamang mga plaka sa dingding ng lobby—kumakatawan sila sa mga pinatunayang sistema sa pamamahala ng kalidad na nakaaapekto sa bawat bahagi na ginagawa ng iyong tagapag-suplay. Ngunit hindi lahat ng sertipikasyon ay may parehong bigat para sa bawat aplikasyon. Ang pag-unawa sa hierarkiya ay tumutulong sa iyo na itakda ang angkop na inaasahan.
Iso 9001 ay nagsisilbing pundasyon. Ayon sa mga eksperto sa sertipikasyon sa manufacturing , ang pamantayang ito na kinikilala sa buong mundo ay nagtatakda ng mga kinakailangan para sa pare-parehong pagpapanatili ng kalidad sa lahat ng industriya. Ang isang kumpanya ng precision sheet metal na sertipiko sa ISO 9001 ay nagpakita ng opisyal na pamamahala ng kalidad na nakatuon sa "pagtugon sa mga pangangailangan ng mga customer, pag-optimize ng mga proseso para sa kahusayan at eksaktong paggawa, at pagmotive at pakikilahok ng mga empleyado sa lahat ng antas." Kinakailangan ng sertipikasyon ang pagdaan sa malalim na audit bawat tatlong taon—kaya ito ay kumakatawan sa patuloy na dedikasyon, hindi lamang isang pansamantalang tagumpay.
AS9100 ay kumuha ng mga kinakailangan ng ISO 9001 at pinapalawig ang mga ito nang tiyak para sa mga aplikasyon sa aerospace, aviation, at depensa. Kung ang iyong mga komponente ay maaaring makaapekto sa kaligtasan ng tao—tulad ng mga istruktura ng eroplano, medikal na kagamitan, o mga sistema ng depensa—ang sertipikasyong ito ay naging mahalaga, hindi opsyonal. Idinagdag ng AS9100 ang mahigpit na mga protokol para sa:
- Pamamahala ng panganib na may nakatalagang pananagutan ng departamento
- Pag-iwas at pagpapatunay laban sa mga pekeng bahagi
- Mga protokol sa pag-iimbak ng kagamitan kasama ang nakadefine na mga skedyul para sa pagpapanatili
- Pagsusuri ng impormasyon sa pamamagitan ng independiyenteng pagsusulit at inspeksyon
IATF 16949 kumakatawan sa pamantayan sa pamamahala ng kalidad ng industriya ng sasakyan, na binibigyang-diin ang pag-iwas sa mga depekto at pagbawas ng basura sa buong supply chain. Para sa mga bahagi ng chasis, mga bahagi ng suspension, o mga istruktural na assembly, ang sertipikasyong ito ay nagpapahiwatig na ang fabricator ay naiintindihan ang mga partikular na kinakailangan ng industriya ng sasakyan.
Ano ang dapat mong hanapin sa iyong tiyak na sitwasyon? Gamitin ang balangkas na ito:
| Ang Iyong Aplikasyon | Pinakamababang Sertipikasyon | Nais na Sertipikasyon | Kung Bakit Mahalaga |
|---|---|---|---|
| Pangkalahatang komersyal na produkto | Iso 9001 | Iso 9001 | Nagpapatibay ng mga na-dokumentong proseso ng kalidad at patuloy na pagpapabuti |
| Mga bahagi para sa aerospace o depensa | AS9100 | AS9100 + NADCAP | Kinakailangan para sa karamihan ng aerospace OEM; nagpapakita ng kakayahang mahalaga sa kaligtasan |
| Mga bahagi ng kotse | Iso 9001 | IATF 16949 | Sumasalig sa mga kinakailangan ng supply chain ng OEM at sa pokus sa pag-iwas sa mga depekto |
| Mga Medikal na Device | Iso 9001 | ISO 13485 | Nakaa-address ang mga kinakailangan sa regulasyon at pagsubaybay |
Pag-evaluate ng mga Puhunan sa Kagamitan at Teknolohiya
Ang mga sertipikasyon ay nangangatiwala sa mga sistema at proseso. Ngunit ano ang tungkol sa aktwal na kakayahang panggawa? Narito kung saan kailangan mong tumingin nang lampas sa listahan ng mga kagamitan at unawain kung paano ino-organisa ng isang kumpanya ng presisyong sheet metal ang produksyon.
Mga cellular na layout sa pagmamanufactura ay isa sa pinakamalinaw na indikador ng operasyonal na kahusayan. Sa halip na i-organisa ang mga kagamitan ayon sa uri ng proseso—lahat ng laser sa isang lugar, lahat ng press brake sa ibang lugar—ang mga cellular layout ay nagpapangkat ng mga makina upang serbisyuhan ang mga tiyak na pamilya ng produkto. Ayon sa mga eksperto sa lean manufacturing , ang paraan na ito ay malaki ang nagpapababa sa imbentaryo ng work-in-process at lead times habang pinapabuti ang pagkakapareho ng kalidad.
Bakit ito mahalaga para sa kahusayan? Kapag mas maikli ang distansya na tinatahak ng mga bahagi sa pagitan ng mga operasyon, bumababa ang pinsala dahil sa paghawak. Kapag ang parehong koponan ang nangangasiwa sa isang buong pamilya ng produkto, nabubuo nila ang malalim na ekspertisya sa mga toleransya at pag-uugali ng materyales ng pamilyang iyon. Ang resulta: mas kaunti ang depekto, mas mabilis ang daloy ng produksyon, at mas napapanatili ang kalidad.
Disiplina sa Takt time ay nagbibigay ng isa pang indikador ng kalidad. Ang mga gawaan na kinukwenta at pinapanatili ang ritmo ng produksyon—ang bilis kung saan dapat matapos ang mga produkto upang tugunan ang demand—ay nagpapakita ng kahusayan sa kontrol ng proseso. Ayon sa isang bihasang propesyonal sa industriya, "Ang mga bahaging 'natutulog' ay hindi kumikita." Ang malalaking batch ng mga work-in-process na nakatayo sa mga rack ay sumisimbolo ng hindi napapanatiling daloy na madalas na nauugnay sa hindi pare-parehong kalidad.
Kapag sinusuri ang kagamitan, magtanong ng mga tanong na nagbubunyag ng pilosopiya sa operasyon:
- Paano ninyo pinhihiwalay ang mataas na dami ng kontratong gawa mula sa mababang dami ng mga gawaing prototype?
- Ano ang inyong karaniwang antas ng inventory ng work-in-process, na sinusukat sa araw ng produksyon?
- Gaano kabilis ang inyong pagtugon sa mga pagbabago sa engineering habang nasa gitna ng produksyon?
- Anong porsyento ng mga bahagi ang nangangailangan ng muling paggawa o itinatapon?
Ang mga sagot ay nagpapakita ng higit pa tungkol sa kakayahan sa katiyakan kaysa sa anumang teknikal na dokumentasyon ng kagamitan.
Iyong Listahan para sa Pag-evaluate ng Kasosyo
Bago magpasiya sa isang partner sa presisyong sheet metal, suriin ang komprehensibong listahang ito. Hindi lahat ng item ay nalalapat sa bawat proyekto, ngunit ang pagsaklaw sa mga aspetong ito ay maiiwasan ang mahal na mga sorpresa:
- Pagsusuri ng sertipikasyon: Humiling ng kopya ng kasalukuyang mga sertipiko at i-verify ang mga petsa ng pag-expire; ang mga sertipikasyon ay nangangailangan ng audit tuwing tatlong taon
- Dokumentasyon ng sistema ng kalidad: Humiling ng mga halimbawa ng ulat ng inspeksyon, prosedura ng unang inspeksyon ng artikulo, at mga halimbawa ng corrective action
- Kakayahan ng Kagamitan: Kumpirmahin na ang tiyak na mga makina ay kayang gamitin ang inyong mga uri ng materyales, kapal, at mga kinakailangan sa toleransya
- Traceability ng Materyales: I-verify na pinapanatili nila ang buong rekord na nag-uugnay sa mga natapos na bahagi sa mga sertipikasyon ng hilaw na materyales
- Kagamitang pang-inspeksyon: Hanapin ang mga sistemang CMM, optical comparator, at mga kasangkapang pampukat na nakakalibrado na angkop sa iyong mga kinakailangan sa toleransya
- Kontrol sa Prosesong Estatistikal: Itanong kung sinusubaybayan nila ang kakayahang ng proseso (mga halaga ng Cpk) para sa mga mahahalagang sukat
- Kalinawan sa lead time: Humiling ng mga realistikong timeline at unawain ang mga salik na nagpapadala nito—mga limitasyon sa kapasidad, availability ng materyales, o kumplikadong proseso
- Bilis ng komunikasyon: Pansinin kung gaano kabilis ang kanilang pagtugon sa mga kahilingan para sa quote at sa mga teknikal na tanong habang isinasagawa ang pagtataya
- Availability ng sample o prototype: Isaisip ang paghiling ng mga sample na bahagi bago magpasya sa produksyon sa malalaking dami
- Mga reference na account: Humiling ng mga customer reference mula sa iyong industriya o may katulad na mga kinakailangan sa presisyon
Ang pinakamahusay na mga kumpanya ng precision sheet metal ay tanggap ang antas ng pagsusuri na ito. Naglaan sila ng mga sistema at kakayahan partikular upang ipakita ang napatunayang kalidad—at nauunawaan nila na ang masusing pagtataya ang nagtatayo ng pundasyon para sa matagumpay na pangmatagalang pakikipagtulungan.
Kapag ang mga pamantayan sa pagtataya ay itinakda na, handa ka nang isaalang-alang ang iba pang salik na naghihiwalay sa mga matagumpay na proyekto mula sa mga nakakapagod: kung paano ang iyong mga desisyong pangdisenyo ang nagpapahintulot—or naglilimita—sa kahusayan ng mga resulta na kailangan mo.
Disenyo para sa Pagmamanupaktura sa mga Proyektong Gawa sa Sheet Metal
Narito ang isang katotohanan na kadalasang nagpapabigla sa maraming buyer: ang iyong mga desisyong pangdisenyo ay may kapantay na impluwensya sa mga resulta ng paggawa kung paano ang mga kagamitan na ginagamit sa gawain. Ang isang ganap na kwalipikadong kompanya ng pagmamanupaktura ng sheet metal na may mataas na kahusayan ay maaaring maghirap sa mga bahagi na hindi sumusunod sa mga pangunahing limitasyon sa pagmamanupaktura—samantalang ang mga simpleng disenyo ay madaling dumaan sa produksyon na may pare-parehong kalidad at mas mababang gastos.
Ang Disenyo para sa Pagmamanupaktura (DFM) ay kumakatawan sa tulay sa pagitan ng iyong imahinasyon sa screen at ng pisikal na kahusayan na maaaring maisakatuparan sa metal. Ayon sa mga eksperto sa DFM para sa sheet metal , ang konseptong ito ay nangangahulugan ng pagdidisenyo ng iyong mga bahagi sa paraang madali—and kaya ay ekonomikal—ang paggawa rito. Huwag pansinin ang mga prinsipyong ito, at harapin mo ang tinatawag ng mga tagagawa na "manufacturing friction" (pagtutunggali sa pagmamanupaktura): mas mataas na presyo, mas mahabang oras ng paghihintay, at mas mataas na panganib ng pagkakamali.
Kung ikaw ay isang eksperyensiyadong inhinyero o isang may-ari ng negosyo na nagpapaunlad ng isang prototype, ang pag-unawa sa mga pundamental na prinsipyo ng DFM ay tumutulong sa iyo na makipag-ugnayan nang epektibo sa iyong kasosyo sa pagmamanupaktura at kilalanin ang mga potensyal na isyu bago pa man ito maging mahal na problema.
Mga Elemento ng Disenyo na Nagpapahintulot sa Tumpak na Pagmamanupaktura
Isipin ang sheet metal (metal na plato) bilang karton na may napakahigpit na mga patakaran sa pagpiyok. Ang bawat piyok, butas, at pagputol ay nakikipag-ugnayan sa mga katangian ng materyal sa mga paraang ma-predict—kung alam mo kung ano ang hanapin. Ang mga pangunahing prinsipyong DFM na ito ang nagbibigay-gabay sa mga disenyo na maaaring gawin nang maaasahan ng mga kumpanya ng tumpak na sheet metal:
- Sukat ng radius ng piyok: Ang panloob na kurba ng iyong pagkukurba ay dapat na kahit na katumbas ng kapal ng materyal. Ayon sa mga eksperto sa Design for Manufacturability (DFM), kung subukan mong i-fold ang metal nang masyadong paitaas, ang panlabas na gilid ay maaaring sumira o magkaroon ng "crazing." Ang pagdidisenyo ng lahat ng mga pagkukurba gamit ang parehong radius ay nagpapahintulot sa mga tagagawa na gamitin ang isang tool lamang para sa bawat pagkukurba—na nagse-save ng oras sa pag-setup at binabawasan ang iyong gastos.
- Distansya ng butas hanggang sa bend: Panatilihin ang mga butas sa isang distansya na hindi bababa sa 2.5 beses ang kapal ng materyal kasama ang isang radius ng pagkukurba mula sa mga linya ng pagkukurba. Ang mga butas na nakaposisyon nang sobrang malapit sa mga pagkukurba ay lumalawig patungo sa hugis-itlog habang ginagawa, na nagiging sanhi ng hindi maayos na pagpasok ng mga turnilyo o pin.
- Mga tampok ng bend relief: Kapag ang mga pagkukurba ay natatapos sa mga patag na gilid, idagdag ang mga maliit na parihabang o bilog na cutout kung saan ang mga linya ng pagkukurba ay sumasalubong sa mga gilid. Ito ay nagpipigil sa pagkakasentro ng stress at sa pagsira sa mga interfaceng pagkukurba.
- Pinakamaliit na Haba ng Flange: Gawin ang mga flange na hindi bababa sa apat na beses ang haba ng kapal ng materyal. Ang mga press brake ay nangangailangan ng sapat na sukat ng ibabaw upang mahawakan ang materyal habang ginagawa—ang maikling mga flange ay nangangailangan ng custom, mahal na tooling na maaaring idoble ang gastos sa produksyon.
- Kamalayan sa Direksyon ng Grain: Ang sheet metal ay may "butas" mula sa proseso ng pag-rol sa pandinig. Ang mga baluktot na ginagawa nang pahalang sa direksyon ng butas ay mas madaling sumira. Idisenyo ang mga bahagi upang ang mga baluktot ay mangyari nang pakatlong sa butas kung posible.
- Lapad ng puwang at butas: Panatilihin ang mga makitid na butas na hindi bababa sa 1.5 beses na lapad kaysa sa kapal ng materyal. Ang laser cutting ay naglalabas ng napakalakas na init—ang mga manipis na puwang at daliri ay nababaluktot o naliliko dahil sa thermal stress, na sumisira sa kapatagan at pagkakasya.
Ang pag-unawa sa K-factor ay mahalaga para sa mga bahagi na may maraming baluktot. Ayon sa mga teknikal na sanggunian, ang K-factor ay kumakatawan sa ratio sa pagitan ng lokasyon ng neutral axis at kapal ng materyal, na kumikislap sa pagitan ng 0.25 at 0.50 depende sa materyal at operasyon ng pagbabaluktot. Ang tamang pag-input ng halagang ito sa iyong CAD software ay nagpapagarantiya ng tumpak na flat patterns at pinipigilan ang tolerance stack-up sa mga kumplikadong assembly.
Karaniwang Mga Pagkakamali sa Disenyo na Sumisira sa Kalidad
Kahit ang mga ekspertong disenyador ay nagkakamali na nagdudulot ng mga hamon sa pagmamanupaktura. Panatilihin ang atensyon sa mga karaniwang kapintasan na madalas harapin ng mga kumpanya ng presisyong sheet metal:
- Pagbibigay ng labis na toleransya sa mga di-mahalagang tampok: Ang pagtukoy ng ±0.005" sa mga sukat na hindi nangangailangan ng malaking epekto sa pagganap ay nagpapataas nang malaki ng oras at gastos sa pagsusuri. Maging flexible sa mga toleransya kung hindi ito kinakailangan—ang mga karaniwang toleransya sa sheet metal ay nakakatulong upang panatilihin ang proyekto sa loob ng badyet habang pinapanatili ang kalidad kung saan ito talagang kailangan.
- Hindi karaniwang sukat ng butas: Ang pagtukoy ng mga butas sa mga sukat tulad ng 5.123 mm ay maaaring mangailangan ng mga espesyal na drill bit. Ang paggamit ng mga karaniwang laki (5 mm, 6 mm, 1/4") ay nagpapahintulot sa mga tagapagawa na i-punch ang inyong order gamit ang mga kasalukuyang kagamitan, na nagbibigay-daan sa halos agarang pagpapadalá gamit ang mataas na bilis na kagamitan.
- Pag-iiwas sa springback: Ang metal ay bahagyang elastic. Ang isang baluktot na nabuo sa 90 degrees ay natural na umaalis pabalik patungo sa 88 o 89 degrees. Ang mga presisyong tagapagawa ay kumokompensa para dito, ngunit ang labis na mahigpit na toleransya sa anggulo nang walang pagsasaalang-ala sa springback ay nagdudulot ng pagkabigo sa pagsusuri.
- Hindi sapat na distansya sa pagitan ng mga butas: Ang mga butas ay dapat ilagay nang humigit-kumulang sa 1.5 na beses ang kapal ng materyal mula sa mga gilid at dalawang beses ang kapal ang layo nila sa isa't isa. Ang mas malapit na pagkakalayo ay nagdudulot ng pagkabagu-bago ng hugis ng materyal habang ginagawa ang pagpuputol.
- Mga konsiderasyon sa nawawalang coating: Ang powder coating at anodizing ay nagdaragdag ng dimensyonal na kapal. Ang mga disenyo ay dapat tumutugon sa pagbabagong ito, lalo na sa mga ibabaw na magkakasalungat at mga bahaging may ulo (threaded features). Bukod dito, ang mga bahagi ay nangangailangan ng mga punto ng paghawak (hanging points) habang ina-coat—ipagbigay-alam kung saan ang mga bahaging maaaring manatiling walang coating.
Ang mga tampok na may kakayahang mag-locating sa sarili (self-locating features) ay isang madalas na napapabayaang oportunidad. Kung posible, idisenyo ang mga bahagi upang sila mismo ang mag-align sa panahon ng assembly, na binabawasan ang pangangailangan ng mga jig at fixture. Ang paggamit ng PEM inserts o rivets sa halip na welding ay maaaring makatipid ng malaking oras at pera kapag pinahihintulutan ng functionality—ang welding ay nangangailangan ng bihasang manggagawa at nagdudulot ng pagkabagu-bago dahil sa init, samantalang ang mekanikal na pagkakabit ay nagpapanatili ng mas tiyak na kontrol sa dimensyon.
Ang epekto ng mabuting DFM sa negosyo ay lumalawig pa sa kahusayan sa pagmamanupaktura. Ang mga bahagi na idinisenyo gamit ang mga prinsipyong ito ay karaniwang napapasa ang unang pagsusuri nang walang kailangang i-rework, panatilihin ang pare-parehong kalidad sa buong proseso ng produksyon, at mas murang gawin dahil ang mga tagagawa ay maaaring gumamit ng karaniwang kagamitan at proseso. Kapag iniharap mo ang isang disenyo na nagpapakita ng kamalayan sa DFM, ang mga kumpanya ng eksaktong sheet metal ay nakikilala ang isang customer na nauunawaan ang mga katotohanan sa pagmamanupaktura—na kadalasan ay humahantong sa mas magandang presyo, mas mabilis na quote, at priyoridad sa pag-schedule.
Kapag na-establis na ang mga prinsipyo sa disenyo, ang susunod na hakbang sa iyong biyahe sa eksaktong pagmamanupaktura ay ang pag-unawa kung paano ang mga proseso ng prototyping at pagpapakilala ng bagong produkto ay nagsisilbing pagsusuri sa mga disenyo bago magpasya sa buong dami ng produksyon.
Mga Serbisyo sa Prototyping at Pagpapakilala ng Bagong Produkto
Idinisenyo mo ang iyong bahagi na may pag-iisip sa kakayahang gawin ito. Ngunit paano mo malalaman kung talagang gagana ito bago ka maglaan ng libu-libong dolyar para sa produksyon ng mga kagamitan? Dito nagsisimula ang halaga ng mga serbisyo sa paggawa ng prototype ng sheet metal na may kahusayan—na nagbabago ng mga digital na disenyo sa mga pisikal na bahagi na maaari mong hawakan, subukan, at i-refine.
Ang New Product Introduction (NPI) ay kumakatawan sa istrukturadong proseso na dinala ang iyong konsepto mula sa unang ideya hanggang sa wastong pagkakatugma para sa produksyon. Ayon sa mga eksperto sa pagmamanupaktura, ang NPI ay sumasaklaw sa buong hanay mula sa paglikha ng konsepto, pag-unlad, hanggang sa produksyon ng panghuling produkto—na binabawasan ang mga panganib hangga't maaari habang tinatanggap ang mga oportunidad para sa tagumpay.
Para sa mga buyer na sinusuri ang isang kumpanya ng NPI para sa precision sheet metal, ang pag-unawa sa prosesong ito ay nakakatulong upang makilala kung aling mga kasosyo ang tunay na makapagpapabilis sa iyong timeline kumpara sa mga hindi nagdaragdag ng halaga kundi tumatanggap lamang ng order.
Mula sa Konsepto hanggang sa Unang Pag-apruba ng Bahagi
Isipin mo na ikaw ay nagpapaunlad ng isang bagong kahon para sa kagamitang pang-industriya. Mayroon kang mga CAD file, mga tukoy sa materyales, at mga kinakailangan sa toleransya—ngunit nananatili pa ang mga katanungan. Magdudulot ba ang mga baluktot ng mga inaasahang anggulo? Tumutugma ba ang mga butas para sa pag-mount nang tama sa mga kasalungat na bahagi? Ibibunyag ba ang proseso ng pag-aassemble ang mga hindi inaasahang problema sa pagkakasabay?
Ang workflow ng paggawa ng prototype ay sumasagot sa mga katanungang ito nang sistematiko. Batay sa mga kasanayan sa industriya, ang karaniwang proseso ay sumusunod sa mga yugtong ito:
- Tukuyin at ilarawan ang mga layunin: Ang iyong kasosyo sa paggawa ay nakikipagtulungan sa iyo upang maunawaan ang mga pangunahing kinakailangan—mga teknikal na tukoy, mga inaasahang estetika, mga pamantayan sa pagsusuri, at mga limitasyon sa oras. Ang yugtong ito ang nagtatayo ng pundasyon para sa lahat ng susunod na gagawin.
- Pagsusuri ng disenyo at optimisasyon ng DFM: Ang mga inhinyero ay sinusuri ang iyong CAD data para sa kakayahang gawin, at inirerekomenda ang mga pagbabago na mapapabuti ang katiyakan ng resulta nang hindi nilalabag ang pagganap. Ang kolaboratibong yugtong ito ay madalas na nakakadiskubre ng mga isyu na maaaring magdulot ng mga pagkaantala sa produksyon sa huling yugto.
- Pagkakagawa ng Prototype: Gumagamit ang mga tagapagtatag ng parehong kagamitan na itinakda para sa produksyon upang lumikha ng unang mga sample. Ang pamamaraang ito ay nagsisiguro na ang mga prototype ay tumpak na kumakatawan sa mga resulta ng buong-scale na pagmamanupaktura.
- Pagsusuri at Pagpapatibay: Sinusubok ang mga prototype sa pamamagitan ng functional testing, fit checks kasama ang mga mating components, at performance evaluation sa ilalim ng mga kondisyong operasyonal. Maaaring gamitin ang finite element analysis (FEA) upang pasimulain ang pagmomodelo ng mga pattern ng stress, samantalang ang mga pisikal na pagsusuri ay nagpapatunay sa tunay na pag-uugali sa mundo ng realidad.
- Pag-ulit ng Disenyo: Batay sa mga resulta ng pagsusuri, binabago ang disenyo at nililikha ang mga bagong prototype kung kinakailangan. Ayon sa isang eksperto sa industriya, "Hindi lahat ng konsepto ay panalo—gusto mo nang matuto nang mabilis kung ano ang gumagana at ano ang kailangang i-adjust."
- Pag-apruba ng disenyo at pagkuha ng quote para sa produksyon: Kapag natugunan na ng mga prototype ang mga teknikal na espesipikasyon, inilalock na ang disenyo at ginagawa ang detalyadong quote para sa produksyon. Ang mga tagapagtatag na gumawa ng iyong mga prototype ay makakapagbigay ng tumpak na quote dahil sinubukan na nila ang proseso ng pagmamanupaktura.
- First Article Inspection (FAI): Ang mga unang bahagi na ginagawa sa produksyon ay sumasailalim sa komprehensibong pagpapatunay ng sukat laban sa mga teknikal na tukoy, na lumilikha ng dokumentadong ebidensya na ang mga proseso ng pagmamanupaktura ay nagbibigay ng mga bahagi na sumusunod sa mga itinakdang pamantayan.
Ang sistematikong paraang ito ay malaki ang binabawasan ang panganib ng mahal na mga sorpresa sa panahon ng buong produksyon. Kapag sinusuri ang mga serbisyo para sa paggawa ng prototype ng presisyong sheet metal, hanapin ang mga katuwang na nag-aalok ng komprehensibong DFM support sa yugto ng pagsusuri ng disenyo—ang pakikipagtulungan na ito ang kadalasang nagdedetermina kung ang isang proyekto ay magiging matagumpay o magkakaroon ng problema.
Mabilis na Pagpoprototype Kontra sa Mga Produksyon sa Dami
Ang bilis ay may iba't ibang kahalagahan sa bawat yugto ng pag-unlad ng produkto. Sa panahon ng pagpoprototype, ang mabilis na pagpapahatid ay nagpapahintulot ng mabilis na pag-uulit—ang pilosopiya ng "mabigong mas mabilis" na tumutulong sa iyo na mabilis na matutunan kung ang disenyo ay gumagana ayon sa layunin. Ayon sa mga eksperto sa pagpoprototype, kung ang isang partikular na disenyo ay hindi viable, ang mabilis na pagtukoy dito ay mas epektibo sa paggamit ng mga likha-kaya kaysa sa pag-invest ng mahabang oras at pagsisikap.
Ano ang naghihiwalay sa mabilis na paggawa ng prototype mula sa karaniwang mga panahon ng paggawa? Ang nangungunang mga kumpanya ng sheet metal na may mataas na antas ng kahusayan ay may mga tiyak na departamento para sa paggawa ng prototype na hiwa-hiwalay sa kanilang mga iskedyul ng produksyon. Ang ganitong paghihiwalay ay nagpapagarantiya na ang gawain sa prototype ay hindi makikipagkumpitensya sa mga order na may mataas na dami para sa oras ng makina—isa itong mahalagang pagkakaiba lalo na kapag ikaw ay nagmamadali upang i-validate ang mga disenyo bago isara ang mga oportunidad sa merkado.
Isipin kung paano talaga ang mabilis na paggawa ng prototype sa praktikal na aplikasyon. Ang mga nangungunang partner tulad ng Shaoyi (Ningbo) Metal Technology ay nag-aalok ng mabilis na paggawa ng prototype sa loob ng 5 araw, kasama ang komprehensibong suporta sa DFM (Design for Manufacturability) at pagbabalik ng quote sa loob ng 12 oras—ang uri ng bilis at tugon na lubos na nagpapabilis sa mga siklo ng pag-unlad. Ang kanilang sertipikasyon sa IATF 16949 ay nagpapakita ng mga sistema ng kalidad na kinakailangan para sa mga bahagi ng automotive chassis, suspension, at istruktural kung saan ang mga tiyak na toleransya sa kahusayan ay hindi pwedeng kompromiso.
Ang transisyon mula sa paggawa ng prototype patungo sa produksyon ay nagdudulot ng iba’t ibang mga priyoridad:
| Factor | Mabilis na paggawa ng protipo | Mga production run |
|---|---|---|
| Pangunahing Layunin | Pagpapatunay at bilis ng pag-uulit ng disenyo | Pangkalahatang kalidad na pare-pareho sa malaking dami |
| Karaniwang Oras | 3–10 araw para sa unang mga sample | 2–6 linggo depende sa kumplikado at dami |
| Pamamaraan sa Pagpapagawa ng Kagamitan | Mga kagamitan na may malambot na hugis o direktang paggawa | Mga kagamitan na may kalidad na para sa produksyon upang matiyak ang pag-uulit |
| Istraktura ng Gastos | Mas mataas na gastos bawat bahagi, mas mababang kabuuang investido | Mas mababang gastos bawat bahagi, mas mataas na investidong gastos para sa mga kagamitan |
| Kawalan ng bolyum | kadalasang 1–50 piraso | Sandaan hanggang libo-libong piraso |
Ang pilot production ay nagsisilbing tulay sa pagitan ng mga yugtong ito. Bago lumawak sa buong dami ng produksyon, ang mga tagapagawa ay gumagawa ng maliit na batch—kadalasan 50–200 piraso—upang patunayan na ang mga proseso ng paggawa ay maauling-ulitin at matatag. Ang hakbang na ito ay nakakatukoy ng anumang isyu sa kakayahang gawin ang produkto na hindi lumabas noong panahon ng paggawa ng prototype, at nagpapatunay na ang mga sistema ng kalidad ay kayang panatilihin ang mga teknikal na pamantayan sa mahabang takdang panahon ng produksyon.
Kapag pumipili ng kumpanya na nagbibigay ng precision sheet metal servo feeder o kasosyo sa mabilis na prototyping ng sheet metal fabrication, suriin ang buong saklaw ng kanilang kakayahan. Ang pinakamahusay na mga kasosyo ay gabay sa mga proyekto mula sa unang konsepto hanggang sa napatunayang produksyon, na gumagamit ng pare-parehong sistema ng kalidad sa bawat yugto. Nauunawaan nila na ang prototyping ay hindi lamang tungkol sa mabilis na paggawa ng mga bahagi—kundi tungkol sa mabilis na pagkatuto upang makagawa ng mas mainam na desisyon bago pa man maisara ang mga puhunan sa produksyon sa mga napiling disenyo.
Kapag naunawaan na ang mga proseso ng prototyping, handa ka nang harapin ang isang paksa na karamihan sa mga fabricator ay iwasang talakayin nang bukas: ano nga ba ang tunay na nagpapadala ng presyo sa precision sheet metal work, at paano mo mapapababa ang gastos nang hindi kinokompromiso ang kalidad?
Pag-unawa sa mga Salik ng Presyo at mga Nagpapadala ng Gastos
Narito ang isang usapan na kadalasang iwasan ng karamihan sa mga tagagawa: ano nga ba ang tunay na nagtatakda sa gastos ng iyong proyekto? Bagaman ang pagkuha ng mga quote para sa pasadyang paggawa ng sheet metal ay kadalasang parang tumatanggap ng misteryosong mga numero mula sa isang 'black box,' ang katotohanan ay mas simple kaysa sa inaasahan mo. Ang pag-unawa sa mga salik na nakaaapekto sa presyo ng precision sheet metal fabrication ay nagbibigay-daan sa iyo na gumawa ng impormadong mga desisyon—at posibleng bawasan ang gastos nang hindi kinakailangang kumbinsihin ang kalidad.
Ayon sa mga eksperto sa precision fabrication, may ilang magkakaugnay na salik na nakaaapekto sa presyo. Ang susi ay ang pag-unawa kung aling mga salik ang maaari mong kontrolin, alin ang nangangailangan ng mga kompromiso, at alin ang simpleng mga nakatakda nang realidad ng pisika sa pagmamanupaktura.
Mga Gastos sa Materyales at mga Salik ng Komplikasyon
Simulan natin sa pinakamalapit na mga salik na nakaaapekto sa presyo ng precision metal work: kung anong materyales ginagamit sa iyong mga bahagi at kung gaano kahirap gawin ang mga ito.
Paggawa ng Pagsasanay sa Materyales kumakatawan sa isa sa pinakamalaking variable sa iyong quote. Ayon sa mga pinagkukunan sa industriya, ang mga metal tulad ng aluminum, stainless steel, at carbon steel ay nag-iiba sa presyo bawat pound at sa kadaliang paggamitin:
- Aluminum magaan at anti-corrosion ngunit nangangailangan ng higit na pag-aalaga sa panahon ng pagbuo at pag-welding
- Stainless steel nag-aalok ng mahusay na lakas at tibay ngunit mas mahal nang husto bawat pound at kadalasan ay nangangailangan ng espesyalisadong finishing
- Carbon steel nananatiling abot-kaya at versatile ngunit kadalasan ay nangangailangan ng protektibong coating upang maiwasan ang corrosion
Ang kapal ng materyal ay direktang nadaragdagan ang mga gastos na ito. Ang mas makapal na stock ay tumatagal ng mas mahabang panahon para i-cut, nangangailangan ng higit na puwersa para ibend, at nangangailangan ng mas matagal na oras para sa welding—lahat ng ito ay humahantong sa dagdag na oras ng produksyon at mas mataas na presyo.
Kumplikasyon ng Disenyo ay lumilikha ng pangalawang pangunahing multiplier ng gastos. Ang mga komponent na may maraming baluktot, kumplikadong mga butas, o mahigpit na mga toleransya ay nangangailangan ng higit na oras sa pag-program, karagdagang operasyon sa pag-setup, at madalas na mga siklo ng inspeksyon. Ang pagkakaiba sa pagitan ng isang simpleng bracket na may dalawang baluktot at isang enclosure na may labindalawang baluktot, mga hardware insert, at mga welded assembly ay maaaring napakalaki—kahit kapag ginagamit ang parehong mga materyales.
Narito ang isang praktikal na balangkas para maunawaan kung paano nakaaapekto ang iba't ibang mga kadahilanan sa presyo ng sheet metal fabrication sa iyong kabuuang kita:
| Salik ng Gastos | Antas ng Epekto | Ano ang Nagpapataas ng Gastos na Ito | Paano I-optimize |
|---|---|---|---|
| Uri ng materyal | Mataas | Mga presyo sa merkado ng hilaw na materyales, mga espesipikasyon ng alloy | Tukuyin ang mga standard na alloy; isaalang-alang ang mga alternatibo na may katulad na performance |
| Kapal ng materyal | Katamtamang Mataas | Bilis ng pagputol, puwersa sa pagbuo, oras ng pag-weld | Gamitin ang pinakamaliit na kapal na nakakatugon sa mga pangangailangan sa istruktura |
| Komplikadong Heometriko | Mataas | Pag-program, mga pagbabago sa setup, espesyal na tooling | Payabungin ang mga disenyo; i-standardize ang mga radius ng baluktot at sukat ng mga butas |
| Mga Kinakailangan sa Tolerance | Mataas | Mas mabagal na bilis ng machining, madalas na inspeksyon, panganib ng rework | Ilapat ang mahigpit na toleransya lamang sa mga kritikal na sukat |
| Pagsesta ng Surface | Katamtaman | Karagdagang hakbang sa proseso, mga materyales para sa pagkukulay, oras ng pagpapatuyo | Tukuyin ang mga huling pagpipino lamang kung kinakailangan ito nang pampunsiyon |
| Mga Operasyon sa Pag-assembly | Katamtamang Mataas | Mga oras ng paggawa, gastos sa hardware, mga punto ng inspeksyon | Idisenyo para sa mas simple na pag-aassemble; gamitin ang mga tampok na may kakayahang mag-locate ng sarili |
| Pag-setup at pag-programa | Katamtaman | Paunang pag-configure ng makina, paghahanda ng mga tool | Idisenyo ang mga pamilya ng bahagi na nagbabahagi ng mga kinakailangan sa tooling |
Pansinin na ang mga kinakailangan sa toleransya ay may rating na "Matataas" sa epekto. Ayon sa mga eksperto sa pagmamanupaktura, mas mahigpit ang toleransya, mas mataas ang gastos—ang pagkamit ng mahigpit na mga kinakailangan sa sukat ay nangangailangan ng mas madalas na inspeksyon, mas mabagal na bilis ng pagmamachine, at mga advanced na sukatan tulad ng coordinate measuring machines (CMM) at mga sistema ng inspeksyon na gumagamit ng laser.
Mga Konsiderasyon sa Dami at mga Trade-off sa Lead Time
Ang dami ang nagbabago ng lahat sa presyo ng precision fabrication. Ang isang prototype o maliit na batch run ay magkakaroon ng mas mataas na gastos bawat yunit kaysa sa isang order na may malaking dami dahil ang oras para sa setup at pag-programa ay hinahati sa mas kaunting bahagi.
Isipin ito nang praktikal: kung ikaw ay nag-o-order ng 10 na bahagi o 1,000, ang tagapagawa ay kailangan pa rin i-program ang laser, i-set up ang press brake, at i-configure ang mga protokol sa pagsusuri ng kalidad. Ang mga gastos na ito na nakafixed ay hinahati nang iba-iba depende sa laki ng iyong order:
- Mga dami ng prototipo (1-10 piraso): Ang mga gastos sa pag-setup ang nangunguna; inaasahan ang pinakamataas na presyo bawat bahagi ngunit ang pinakamababang kabuuang pamumuhunan
- Produksyon sa maliit na dami (50-500 piraso): Ang mga gastos sa pag-setup ay nababayaran nang mas mabuti; bumababa nang malaki ang presyo bawat bahagi
- Malaking dami ng produksyon (1,000+ piraso): Ang mga kalamangan sa kahusayan ay lumalaki nang buong potensyal; ang awtomatikong paghawak at ang optimisadong nesting ay binabawasan ang basura at paggastos sa paggawa
Ang lead time ay nagdaragdag ng isa pang dimensyon ng gastos na madalas na kinakaltasan ng halaga ng maraming buyer. Ayon sa mga eksperto sa pagtantiya ng paggawa , ang mga rush order o mga proyekto na nangangailangan ng paspas na pagpapadaloy ay kadalasang kasama ang overtime o mga pagbabago sa iskedyul ng produksyon—na parehong nagdaragdag ng premium na singil.
Ang ugnayan sa pagitan ng lead time at gastos ay lumilikha ng mahahalagang trade-off:
| Senaryo ng Lead Time | Epekto sa Gastos | Karaniwang Oras | Pinakamahusay para sa |
|---|---|---|---|
| Pormal na Produksyon | Pangunahing Presyo | 2-4 na linggo | Plano ng produksyon na may maasahang demand |
| Mabilis na Pagpapadala | Nagkakaroon ng dagdag na bayad para sa premium | 1-2 linggo | Mahahalagang deadline na may kakayahang umangkop sa badyet |
| Pabilis/emergency | Malaking dagdag na presyo | Mga araw imbes na mga linggo | Tunay na emergency kung saan ang gastos ay pangalawa |
| Nakaplanong/nakatakda | Potensyal na diskwento | 4–6+ na linggo | Mga order na hindi kritikal kung saan ang oras ay maaaring ipagkasundo |
Ayon sa mga eksperto sa lead time, mas simple ang disenyo mo at mas karaniwan ang iyong mga materyales, mas mabilis na darating ang iyong mga bahagi—at mas mabilis na paghahatid ay kadalasang nangangahulugan ng mas mababa ang gastos kapag iniiwasan ang dagdag na bayad para sa pabilis.
Isang madalas na hindi napapansin na kadahilanan ng gastos? Ang pagpapadala at logistics. Ayon sa mga pinagkukunan sa industriya, ang produksyon ay maaaring matapos nang on time, ngunit ang pagpapadala ay maaari pa ring makaapekto sa iyong iskedyul. Ang mabilis na logistics gamit ang mga priority carrier ay pinaikli ang oras ng paghahatid ngunit karaniwang may mas mataas na gastos. Para sa mga internasyonal na order, isaalang-alang ang paghiling ng split shipments kung ang bilis ay mas mahalaga kaysa sa pagbawas ng mga gastos sa freight.
Ang pinakamabisang paraan sa gastos ay nag-uugnay ng matalinong mga desisyong pang-disenyo kasama ang realistiko at maingat na pagpaplano ng timeline. Magtrabaho nang maaga kasama ang iyong partner sa precision sheet metal—sa panahon ng disenyo imbes na pagkatapos na maisara ang mga drawing. Ang mga ekspertong fabricator ay makakakilala ng mga oportunidad para sa cost optimization na maaaring hindi mo mapansin, mula sa pagmumungkahi ng standard na sukat ng mga butas upang bawasan ang mga pagbabago sa tooling hanggang sa pagrekomenda ng mga alternatibong materyales na magbibigay ng katumbas na performance ngunit sa mas mababang gastos.
Kapag naunawaan na ang mga salik na nakaaapekto sa presyo, handa ka nang suriin nang matalino ang mga quote at makipag-usap nang may kaalaman sa mga posibleng kumpanya ng paggawa tungkol sa pinagmumulan ng mga gastos—at kung saan maaaring makahanap ng mga tipid na hindi sisira sa kahusayan na hinihiling ng iyong aplikasyon.
Paggawa ng Tamang Desisyon Tungkol sa Precision Sheet Metal
Nakatawid ka na ng malaking bahagi ng proseso—mula sa pag-unawa kung ano talaga ang ibig sabihin ng mga precision tolerance hanggang sa pagsusuri ng mga sertipikasyon, mga prinsipyo ng DFM, mga proseso ng paggawa ng prototype, at mga salik na nakaaapekto sa gastos. Ngayon naman ay oras na upang i-synthesize ang mga pananaw na ito sa mga konkretong gabay na makatutulong sa iyo na magpatuloy nang may kumpiyansa.
Kung ikaw man ay isang teknikal na tagapagtukoy na kinukumpara ang mga kakayahan sa paggawa o isang tagapagdesisyon sa negosyo na sinusuri ang mga potensyal na kasosyo sa supply chain, ang mga pamantayan sa pagpili ng precision sheet metal na tinalakay natin ay may isang karaniwang tema: ang napatunayang kakayahan ay mas mahalaga kaysa sa mga pangako sa marketing.
Mga Pangunahing Aral para sa Susunod Mong Precision Project
Bago humiling ng mga quote o mag-iskedyul ng mga tour sa pasilidad, panatilihin ang mga sumusunod na mahahalagang punto ng pagtataya sa iyong isipan:
Ang pinakamahusay na kumpanya ng precision sheet metal ay nagpapakita ng tatlong hindi mapagkakompromiso na katangian: mga sertipikasyon na angkop sa industriya at napatunayan sa pamamagitan ng kasalukuyang dokumentasyon, mga kakayahan ng kagamitan na tugma sa iyong tiyak na mga kinakailangan sa toleransya, at suporta sa kolaboratibong engineering na nagpapabuti sa iyong mga disenyo bago magsimula ang produksyon.
Ito ang iyong nakasummarize na balangkas para sa pagtataya ng partner sa precision fabrication:
- Suriin ang mga sertipikasyon nang aktibo: Humiling ng mga kasalukuyang sertipiko kasama ang petsa ng pag-expire. Ang ISO 9001 ay ginagamit para sa pangkalahatang aplikasyon; ang AS9100 ay sapilitan para sa aerospace; ang IATF 16949 ay nagpapahiwatig ng kahandaan sa automotive supply chain
- Itugma ang mga kakayahan sa mga kinakailangan: Huwag magbayad nang labis para sa mga kakayahan na hindi mo kailangan—ngunit huwag ding pabayaan ang mga toleransya na kailangan ng iyong aplikasyon
- Suriin ang kolaborasyon sa DFM: Ang mga partner na nagpapabuti sa iyong mga disenyo habang nasa yugto ng prototyping ay nakakaiwas sa mahal na mga problema sa produksyon sa hinaharap
- Pagsusuri ng pagiging maagap nang maaga: Ang bilis kung saan tumutugon ang mga potensyal na katuwang sa mga kahilingan para sa presyo ay nagpapahiwatig kung paano sila makikipag-usap sa panahon ng mga hamon sa produksyon
- Unawain ang mga salik na nakaaapekto sa presyo: Ang pagpili ng materyales, kumplikadong heometriko, mga kinakailangan sa toleransya, at lead time ay lahat nakaaapekto sa presyo—optimisahin ang mga aspetong may kakayahang umangkop
Nagpapaunlad Nang May Kumpiyansa
Ang susunod mong hakbang ay nakasalalay sa iyong kasalukuyang posisyon sa buyer journey. Kung patuloy pa ring tinutukoy ang mga kinakailangan, bigyang-pansin ang mga espesipikasyon sa toleransya at ang pagpili ng materyales—ang mga desisyong ito ay magdudulot ng epekto sa bawat sumunod na pagpili. Kung aktibong kinukumpara mo na ang mga supplier, bigyan ng priyoridad ang pagsusuri ng mga sertipiko at humiling ng mga sample na bahagi na nagpapakita ng kanilang kakayahang magbigay ng mataas na katiyakan.
Sa mga aplikasyon partikular na para sa automotive, ang pagpili ng tamang katuwang sa precision ay naging mas kritikal pa. Ayon sa mga eksperto sa precision stamping, ang mga sertipikasyon tulad ng IATF 16949 ay nagsasaad na ang isang fabricator ay nauunawaan ang mga partikular na pangangailangan ng industriya ng automotive, kabilang ang pag-iwas sa depekto, pagsubaybay sa buong proseso (traceability), at mga protokol para sa patuloy na pagpapabuti.
Isipin ang anyo ng isang ideal na partner sa presisyon sa praktikal na aplikasyon. Shaoyi (Ningbo) Metal Technology ay nagpapakita ng mga kriteria na tinalakay namin sa buong gabay na ito: sertipikasyon ayon sa IATF 16949 para sa mga bahagi ng automotive chassis, suspension, at structural; mabilis na prototyping sa loob ng 5 araw na pabilisin ang iyong timeline sa pag-unlad; komprehensibong suporta sa DFM na nakikita ang mga isyu sa disenyo bago ang produksyon; at 12-oras na turnaround sa pagkalkula ng quote na panatilihin ang iyong mga proyekto sa galaw. Ang kombinasyong ito ng napatunayang sistemang pangkalidad, mabilis na serbisyo, at teknikal na kolaborasyon ay kumakatawan sa eksaktong uri ng partner na dapat mong hanapin sa isang precision sheet metal partner.
Ang larangan ng precision fabrication ay nagpaparangal sa mga matalinong buyer. Na-armado ka ng balangkas sa pag-evaluate, kaalaman sa DFM, at pag-unawa sa gastos na natutunan mo rito, ikaw ay handa nang pumili ng mga partner na nagbibigay ng pare-parehong kalidad—hindi lamang sa unang order, kundi sa buong taon ng kolaborasyon sa produksyon.
Mga Karaniwang Itinanong Tungkol sa mga Kumpanya ng Precision Sheet Metal
1. Ano ang precision sheet metal fabrication?
Ang paggawa ng mga bahagi at komponente mula sa sheet metal na may kahusayan ay ang proseso ng pagmamanupaktura ng mga bahaging gawa sa sheet metal na may napakataas na antas ng katiyakan, na karaniwang napananatili ang toleransya sa pagitan ng ±0.005" at ±0.010" (±0.13 mm hanggang ±0.25 mm). Kasali dito ang paggamit ng espesyalisadong kagamitan tulad ng mga sistema ng fiber laser, CNC press brake na may teknolohiya para sa pagwawasto ng anggulo, at coordinate measuring machines (CMM) para sa pagsusuri. Ang mga industriya na nangangailangan ng eksaktong mga espesipikasyon—tulad ng aerospace, medical devices, at automotive—ay umaasa sa ganitong uri ng paggawa dahil ang mga kabiguan ng komponente dulot ng hindi eksaktong dimensyon ay maaaring magdulot ng mga problema sa pag-aassemble, pagbawi sa produkto, at mga isyu sa kaligtasan.
2. Sino ang pinakamahusay na fabricator sa buong mundo?
Ang pinakamahusay na tagagawa ay nakasalalay sa iyong mga tiyak na pangangailangan sa aplikasyon, mga kailangang sertipikasyon sa industriya, at ang mga kinakailangang toleransya sa katiyakan. Para sa mga aplikasyon sa automotive, hanapin ang mga katuwang na sertipiko sa IATF 16949 tulad ng Shaoyi (Ningbo) Metal Technology, na nag-aalok ng mabilis na paggawa ng prototype sa loob ng 5 araw, komprehensibong suporta sa DFM, at pagbibigay ng quote sa loob ng 12 oras para sa mga bahagi ng chassis, suspension, at istruktural. Para sa mga gawain sa aerospace, ang sertipikasyon sa AS9100 ay mahalaga. Pag-usapan ang potensyal na mga katuwang batay sa kanilang kakayahan sa kagamitan, mga sistema ng kalidad, ekspertisa sa materyales, at bilis ng tugon imbes na umasa sa pangkalahatang mga ranggo.
3. Magkano ang bayad sa pag-install ng sheet metal?
Ang mga gastos sa presisyong paggawa ng sheet metal ay nag-iiba nang malaki batay sa ilang kadahilanan: uri at kapal ng materyal, kumplikadong heometriko, mga kinakailangan sa toleransya, mga pangangailangan sa pagpapaganda ng ibabaw, at dami ng order. Habang ang mga simpleng proyekto ay maaaring magkakahalaga ng ilang daang dolyar, ang mga kumplikadong bahagi na may mataas na presisyon at mahigpit na toleransya ay maaaring umabot sa ilang libong dolyar. Ang mga gastos sa pag-setup at pag-programa ay nananatiling medyo pare-pareho anuman ang dami, kaya't mas mataas ang gastos bawat yunit para sa mga prototype kaysa sa mga produksyon sa malaking dami. Upang i-optimize ang mga gastos, tukuyin lamang ang mahigpit na toleransya sa mga kritikal na sukat, gamitin ang mga karaniwang sukat ng butas at radius ng pagkukurba, at magplano ng makatotohanang lead time upang maiwasan ang dagdag na bayad para sa madaling paggawa.
4. Ano-anong mga sertipiko ang dapat taglayin ng isang kumpanya ng presisyong sheet metal?
Ang mga kinakailangang sertipikasyon ay nakasalalay sa iyong industriya. Ang ISO 9001 ay nagsisilbing pundasyon para sa pangkalahatang komersyal na aplikasyon, na nagpapakita ng dokumentadong sistema ng pamamahala ng kalidad. Ang AS9100 ay pinalawig ang mga kinakailangan ng ISO para sa aerospace, aviation, at mga aplikasyon sa depensa kung saan ang ligtas na kritikal na pagmamanupaktura ay sapilitan. Ang IATF 16949 ay nagpapahiwatig ng kahandaan ng supply chain para sa automotive na may diin sa pag-iwas sa mga depekto at patuloy na pagpapabuti. Ang ISO 13485 ay tumutugon sa regulasyong pagkakasunod para sa medical device. Humiling palagi ng mga kasalukuyang sertipiko kasama ang mga petsa ng pag-expire, dahil ang mga sertipikasyon ay nangangailangan ng triennial na audit upang panatilihin ang kanilang bisa.
5. Paano ko pipiliin ang tamang partner sa precision sheet metal?
Simulan sa pamamagitan ng pagpapatunay na ang mga sertipikasyon na angkop sa industriya ay tugma sa mga kinakailangan ng iyong aplikasyon. Pag-aralan ang mga kakayahan ng kagamitan laban sa iyong tiyak na mga pangangailangan sa toleransya at uri ng materyales. Pag-isipin ang kanilang suporta sa DFM (Design for Manufacturability) sa panahon ng yugto ng disenyo—ang mga kasosyo na nagpapabuti sa mga disenyo bago ang produksyon ay nakakaiwas sa mahal na mga problema sa hinaharap. Suriin ang kanilang bilis ng pagtugon sa panahon ng proseso ng pagkuha ng quote bilang indikasyon ng kalidad ng komunikasyon sa hinaharap. Humiling ng mga sample na bahagi o mga sanggunian mula sa mga customer na may katulad na mga pangangailangan sa presisyon. Isaalang-alang ang kanilang mga kakayahan sa paggawa ng prototype kung kailangan mo ng mabilis na pag-uulit, at tiyaking kasama sa kanilang mga sistema ng kalidad ang pagsubaybay sa pinagmulan ng materyales at statistical process control para sa mga kritikal na dimensyon.