 Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —
Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —

Tungkulin ng Die Cushion: Tiyak na Kontrol sa Press Forming

TL;DR
Ang pangunahing tungkulin ng die cushion sa press forming ay magbigay ng fleksibleng, kontroladong counterpressure, na karaniwang tinatawag na blank holder force, sa workpiece. Mahalaga ang eksaktong regulasyon ng puwersa upang mapamahalaan ang daloy ng materyal habang isinasagawa ang pagbuo, lalo na sa deep drawing. Sa pamamagitan ng tamang paghawak sa materyal, pinipigilan ng die cushion ang mga karaniwang depekto tulad ng mga kunot, punit, at bitak, na nagreresulta sa mas mataas na kalidad ng natapos na bahagi at mas mahusay na konsistensya ng proseso.
Pag-unawa sa Pangunahing Tungkulin at Kahalagahan ng Die Cushion
Ang die cushion ay isang mahalagang bahagi sa isang power press, karaniwang isang hydraulic, pneumatic, o servo-mechanical system na naka-integrate sa press bed o ram. Ang pangunahing layunin nito ay lumikha ng isang kontrolado at madaling i-adjust na counterpressure laban sa workpiece habang nagaganap ang forming cycle. Ang puwersang ito, na kilala bilang blank holder force, ay naglalagay ng sheet metal blank nang matatag sa pagitan ng upper die at ng blank holder, tinitiyak na pumasok ito ng maayos at pantay-pantay sa loob ng die cavity habang gumagalaw ang press. Kung wala ang kontrol na ito, maaaring mag-umbok o mag-stretch nang hindi pantay ang material, na nagdudulot ng mga mahal na depekto.
Malinaw ang kahalagahan ng die cushion kapag ihinambing sa mga lumang pamamaraan na mas hindi maaasahan. Noong nakaraan, umaasa ang mga press tool sa mga bahagi tulad ng coil springs o gas springs upang magbigay ng blank holding force. Gayunpaman, ang mga sistemang ito ay madalas na hindi pare-pareho ang performance. Tulad ng nabanggit ng mga eksperto sa N2-Tech , kahit ang mga maliit na pagkakaiba sa pagitan ng mga indibidwal na spring ay maaaring magdulot ng mga paglihis sa proseso ng pagbuo, na nagdudulot ng mga kunot, pagkabasag, o iba pang depekto sa hugis. Ang die cushion, bilang isang pinag-isang at mapapagana na sistema, ay lumalampas sa mga limitasyong ito sa pamamagitan ng pagbibigay ng matatag at paulit-ulit na puwersa, anuman ang disenyo ng tool, oras ng siklo, o pagbabago ng temperatura.
Ang tiyak na kontrol sa daloy ng materyal ang nagiging sanhi kung bakit hindi mapapalitan ang die cushion para sa mga kumplikadong gawain sa pagbuo. Habang isinasagawa ang operasyon tulad ng deep drawing, napapailalim ang materyal sa malaking pag-unat at pagbabago ng hugis. Ang die cushion ay naglalapat ng sapat na puwersa upang maiwasan ang pagkukunot ng flange ng blank habang pinapayagan pa rin itong maipasok sa loob ng die. Ang sobrang kakaunting puwersa ay nagdudulot ng kunot, samantalang ang sobrang puwersa ay naghihigpit sa daloy ng materyal at nagdudulot ng pagkabasag o pagsira ng bahagi. Sa pamamagitan ng pagbibigay-daan sa mga operator na i-tune nang husto ang puwersang ito, direktang nakakatulong ang die cushion sa mas mataas na kalidad ng bahagi, nabawasang rate ng kalabisan, at mas mahabang buhay ng tool.
Mga Uri ng Die Cushion Systems: Hydraulic, Pneumatic, at Servo-Mechanical
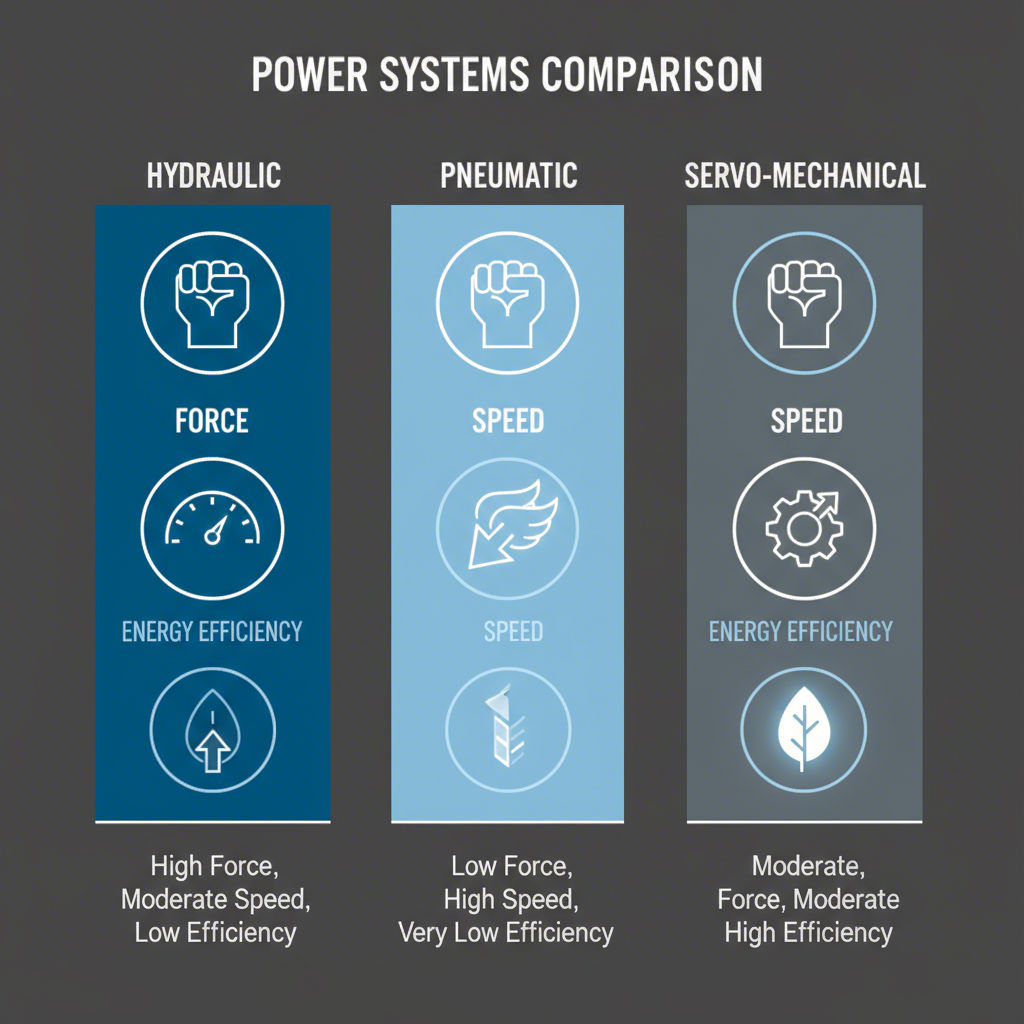
Ang die cushions ay hindi isang solusyon na pangkalahatan; ito ay may iba't ibang uri, bawat isa ay may natatanging katangian na angkop sa iba't ibang aplikasyon. Ang pinakakaraniwang mga sistema ay hydraulic, pneumatic, at ang mas bagong servo-mechanical na disenyo. Mahalaga ang pag-unawa sa kanilang mga pagkakaiba upang ma-optimize ang operasyon ng press forming para sa partikular na mga materyales, kahihinatnan ng bahagi, at pangangailangan sa produksyon.
Hydraulic die cushions ang pinakakaraniwang uri, lalo na sa mga mabibigat na aplikasyon. Ginagamit nito ang hydraulic fluid na kontrolado ng proportional valves upang makabuo ng mataas na puwersa na may di-pangkaraniwang kawastuhan. Tulad ng inilahad ng nangungunang kumpanya sa industriya Ang Tagagawa , ang mga modernong hydraulic system ay nagbibigay-daan sa mga nakaprogramang profile ng puwersa, nangangahulugang ang blank holder force ay maaaring baguhin sa buong drawing stroke upang tugmain ang nagbabagong pangangailangan ng hugis ng bahagi. Napakahalaga ng ganitong antas ng kontrol sa pagbuo ng mga high-strength steels o kumplikadong automotive components.
Mga pneumatic die cushions gamit ang nakapipigil na hangin upang makagawa ng puwersa. Karaniwang mas simple at mas mura ang mga ito kaysa sa kanilang hydraulic na katumbas, na nagiging angkop para sa mga aplikasyon na may mas magaan na tungkulin kung saan mas mababa ang pangangailangan sa puwersa at hindi gaanong mahigpit ang pangangailangan sa katumpakan. Bagaman mabuti ang bilis nito, ang kontrol sa puwersa ay karaniwang mas hindi tumpak kaysa sa hydraulic system dahil sa kakayahang mapigilan ng hangin.
Mga servo-mechanical die cushions , na tinatawag ding 'e-cushions', ay kumakatawan sa pinakabagong ebolusyon sa teknolohiyang ito. Ang mga sistemang ito ay pinalitan ang hydraulic o pneumatic na bahagi gamit ang electric servo motors at mechanical actuators tulad ng rack-and-pinion system. Ayon sa mga innovator sa Fagor Arrasate , ang mga e-cushion ay nag-aalok ng pinakamataas na antas ng kontrol, bilis, at kahusayan sa paggamit ng enerhiya. Maaari pa nilang ilapat ang retention force habang umaakyat ang press slide, isang katangian na kapaki-pakinabang sa pagkontrol sa spring-back sa mga advanced na materyales. Bagaman mas mataas ang paunang pamumuhunan, ang kanilang mas mababang pagkonsumo ng enerhiya at pangangalaga ay maaaring magdulot ng mabilis na pagbabalik sa pamumuhunan.
Upang linawin ang mga pagkakaibang ito, ang sumusunod na talahanayan ay nagbibigay ng diretsahang paghahambing:
| Tampok | Hidrolikong Cushion | Unatnig na unan | Servo-Mechanical (E-Cushion) |
|---|---|---|---|
| Control ng Lakas | Mataas at tumpak; mga programang profile | Katamtaman; mas hindi gaanong tumpak | Pinakamatataas na katumpakan; dynamic na kontrol |
| Kahusayan sa Enerhiya | Katamtaman; maaaring mapabuti gamit ang mga advanced na sistema | Mababa hanggang Katamtaman | Napakataas; mga regenerative na kakayahan |
| Bilis | Maganda; kayang gawin ang pre-acceleration | Mabuti | Napakataas at mataas na kontrolable |
| Gastos | Katamtaman hanggang Mataas | Mababa | Mataas na paunang pamumuhunan |
| Mga Ideal na Aplikasyon | Malalim na pagguhit na may mabigat na tungkulin, mga kumplikadong bahagi | Mas magaan na pagbuo, mas simpleng bahagi | Produksyon na may mataas na bilis, advanced na materyales, operasyon na may kamalayan sa enerhiya |
Ang Mahalagang Papel ng Die Cushions sa mga Aplikasyon ng Deep Drawing
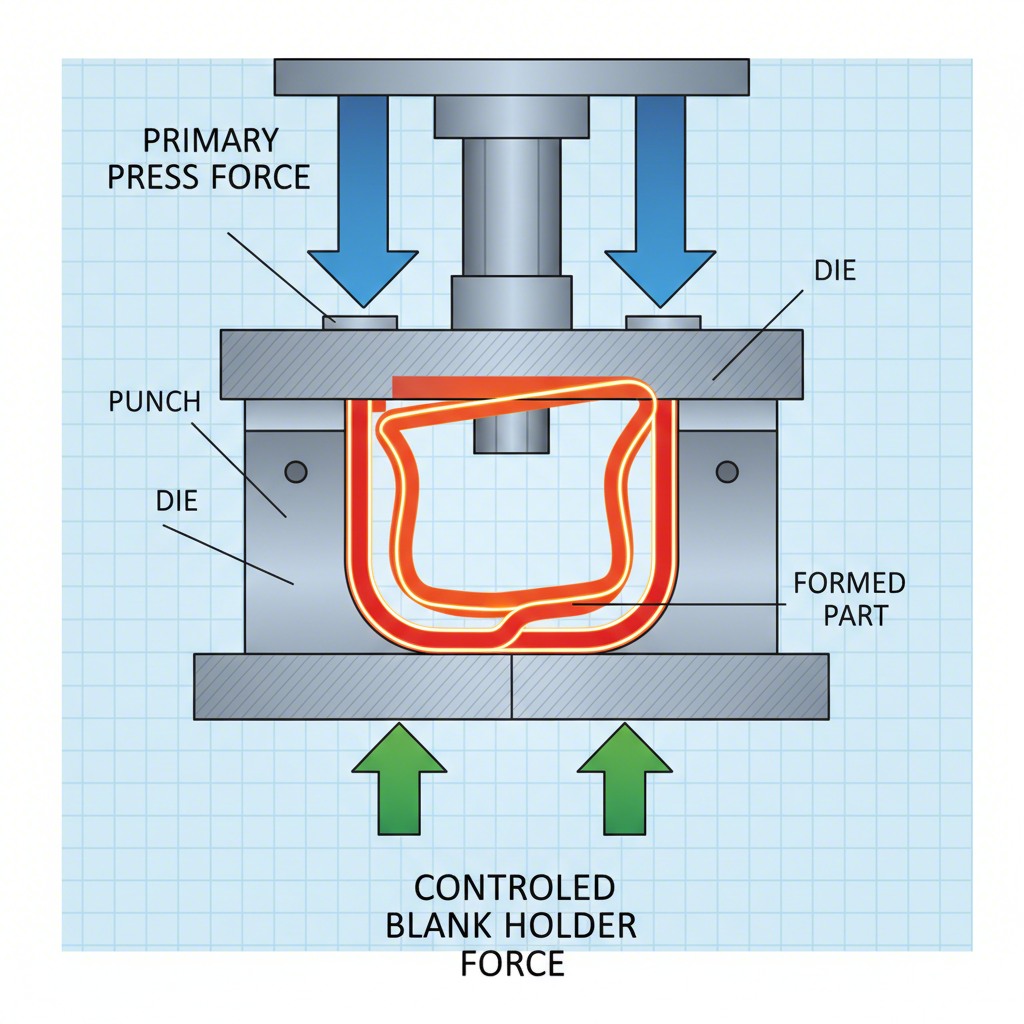
Bagaman kapaki-pakinabang ang die cushions sa maraming operasyon ng press forming, ito ay talagang kritikal para sa matagumpay na deep drawing. Ang prosesong ito, na ginagamit upang lumikha ng mga bahagi tulad ng automotive body panels, kitchen sinks, at kumplikadong mga housing, ay kinasasangkutan ng pag-unat sa patag na sheet metal blank papunta sa isang three-dimensional na hugis. Ang materyales ay dumaan sa matinding pagbabago, at kung wala ang tiyak na kontrol sa daloy nito papasok sa die, ang pagkabigo ay halos tiyak.
Ipinapakita ng mekanismo ng deep drawing ang kahalagahan ng die cushion. Habang itinutulak ng punch ng press ang blank papasok sa die cavity, dapat payagan na lumipat paitaas ang panlabas na bahagi ng blank, na kilala bilang flange. Ang tungkulin ng die cushion ay magpataw ng masusing nakatakdang blank holder force sa flange na ito. Isang mahinahon na balanse ang force na ito: dapat sapat ang lakas nito upang pigilan ang compressive stresses sa flange na maaaring magdulot ng pagkabuhol, ngunit sapat din ang kahinaan nito upang payagan ang materyal na dumaloy nang maayos nang hindi sumisira dahil sa labis na tensile stress. Ito ang dahilan kung bakit binibigyang-diin ng mga pinagmumulan tulad ng Pressmachine-World.com ang kanilang kahalagahan para sa deep drawing.
Ang mga modernong die cushion ay nag-aalok ng mga programmable na force profile na lubhang kalamangan para sa mga kumplikadong pagguhit. Madalas na hindi pare-pareho ang kailangang holding force sa buong stroke. Halimbawa, maaaring kailanganin ang mas mataas na puwersa sa simula ng pagguhit upang maiwasan ang pagkabuhol, at dahan-dahang bumababa habang lumalalim ang pagguhit upang maiwasan ang pagputok. Ang mga advanced cushion ay kayang isagawa ang mga kumplikadong curve ng puwersa nang may mataas na pag-uulit, tinitiyak ang pare-parehong kalidad ng bahagi mula sa unang bahagi hanggang sa huli.
Ang ganitong antas ng katumpakan ay napakahalaga sa mga sektor tulad ng industriya ng automotive, kung saan ang mga deep-drawn na bahagi ay dapat sumunod sa mahigpit na dimensyonal na tolerances. Ang mga kumpanyang dalubhasa sa larangang ito ay umaasa sa advanced na teknolohiya ng press upang makamit ang mga resultang ito. Halimbawa, ang mga tagapagkaloob ng custom na automotive stamping dies, tulad ng Shaoyi (Ningbo) Metal Technology Co., Ltd. , ay gumagamit ng sopistikadong proseso upang magmanufacture ng mga de-kalidad na bahagi para sa mga OEM at Tier 1 supplier, isang nakamit na madalas na pinapayagan ng tiyak na kontrol na ibinibigay ng mga modernong die cushion system.
Mga Advanced na Tampok at Modernong Teknolohiya ng Die Cushion
Ang mga contemporary na die cushion system ay umunlad nang malayo sa mga simpleng pressure pad. Sila ay naging mga sopistikadong, programmable na mechatronic system na nag-aalok ng malawak na hanay ng mga advanced na tampok, na nagbibigay sa mga operator ng walang kapantay na kontrol sa proseso ng pagbuo. Ang mga inobasyong ito ay mahalaga para sa pagtratrabaho sa mga hamon na materyales tulad ng high-strength steel at aluminum, at para makamit ang mahigpit na tolerances na hinihingi ng modernong pagmamanupaktura.
Isa sa mga pinakamalaking pag-unlad ay ang kakayahang i-program ang buong siklo ng cushion. Ayon sa detalyadong pagsusuri ng The Fabricator, ang operasyon ng isang modernong cushion ay maaaring hatiin sa ilang mahahalagang yugto, na bawat isa ay maaaring kontrolin nang hiwalay. Kasama rito ang pre-acceleration, kung saan gumagalaw ang cushion upang tugmaan ang bilis ng press slide kaagad bago ang impact. Binabawasan nito ang shock, na nagreresulta sa pagbaba ng ingay at pagsusuot sa pamatpat at sa mismong press. Sinusundan ito ng mabilis na pagtaas ng presyon patungo sa kailangang blank holding force.
Sa panahon ng proseso ng pagguhit, maaaring i-program ang puwersa bilang isang multi-step na profile, na nagbabago habang bumababa ang punch. Bukod dito, ang ilang sistema ay nag-aalok ng pull-down na function sa bottom dead center (BDC) ng stroke. Ang maikling paggalaw pababa na ito ay nagpipigil upang hindi masaktan ang bahagi dahil sa resilience ng cushion habang nagsisimulang umurong ang press slide. Sa wakas, kontrolado ang upstroke upang dalhin ang natapos na bahagi sa tiyak na pickup position para sa automation, bago bumalik sa posisyon ng simula para sa susunod na ikot.
Isa pang mahalagang pag-unlad ay ang modularidad at multi-point control. Sa halip na isang malaking unan, maaaring itayo ang mga sistema mula sa maramihang mga module ng silindro na magkakahiwalay na kontrolado. Pinapayagan nito ang pinaunlad na distribusyon ng puwersa sa kabuuan ng die. Maaaring maglagay ang isang operator ng mas marami o mas kaunting puwersa sa mga tiyak na sulok o lugar ng blank holder, na nagbibigay ng makapangyarihang kasangkapan upang maayos ang mga isyu sa daloy ng materyal sa mga asymmetric o di-karaniwang hugis na bahagi. Mahalaga ang kontrol na ito sa multi-point pressure upang i-optimize ang produksyon ng mga kumplikadong bahagi at minumin ang oras ng tryout para sa mga bagong die.
Mga madalas itanong
1. Ano ang die cushion?
Ang die cushion ay isang bahagi sa isang press machine, na karaniwang pinapagana ng hydraulic, pneumatic, o servo-electric system, na matatagpuan sa press bed. Ang tungkulin nito ay magbigay ng kontroladong pataas na puwersa (counterpressure) sa blank holder habang isinasagawa ang pagbuo. Ang kontroladong puwersa na ito ay mahalaga upang mapangalagaan ang daloy ng sheet metal papasok sa die, na nag-iwas sa mga depekto tulad ng mga ugat-ugat at punit, lalo na sa mga proseso ng deep drawing.
2. Ano ang cushion pressure sa isang press machine?
Tumutukoy ang cushion pressure sa puwersa na ipinapahiwatig ng die cushion system. Mababago ang pressure na ito at madalas na maaaring i-program na magbago sa buong stroke ng press. Ito ay isang mahalagang parameter sa pagbuo ng sheet metal, dahil direktang kinokontrol nito ang friction at daloy ng materyal sa blank holder. Ang tamang cushion pressure ay nagagarantiya na ang workpiece ay nabubuo sa nais na hugis nang walang depekto.
3. Ano ang die sa isang press tool?
Sa isang press tool, ang die ang espesyalisadong tooling na hugis sa workpiece. Karaniwang binubuo ito ng isang male component (ang punch) at isang female component (ang die cavity o die block). Inilalagay ang sheet metal sa pagitan ng mga bahaging ito, at habang pumipikit ang press, pinipilit ng punch ang metal papasok sa die cavity, na nagbibigay sa parte ng huling hugis nito. Ang die cushion ay gumagana kasama ang die upang kontrolin ang proseso ng pagbuo.