 Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —
Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —

Gastos ng Automotive Stamping Dies: Pagbubudget para sa Progressive Tooling
TL;DR
Ang mga gastos para sa automotive stamping die ay nag-iiba-iba nang malaki batay sa sukat at kumplikado, mula noong humigit-kumulang $3,000 para sa simpleng soft tooling (mga bracket, clip) hanggang higit sa $1,000,000 para sa isang buong Class-A body panel line (fender, hood). Para sa mga bahagi ng katamtamang sukat na may dekadang presyon, ang isang progresibong die ay karaniwang nasa average na $15,000 hanggang $30,000 . Ang desisyon ay lubhang nakadepende sa dami ng produksyon: bagaman ang stamping tooling ay nangangailangan ng mataas na paunang pamumuhunan, ito ay nag-aalok ng pinakamababang presyo bawat yunit para sa mga dami na hihigit sa 10,000–20,000 na bahagi taun-taon.
Pagbubukod ayon sa Uri ng Die: Progressive vs. Line vs. Soft Tooling
Ang pinakamalaking salik na nakakaapekto sa gastos ng automotive stamping dies ay ang teknolohiyang napili para sa pagmamanupaktura ng bahagi. Dapat balansehin ng mga inhinyero ang paunang badyet para sa tooling laban sa inaasahang bilis ng produksyon at dami ng bahagi.
Progressive Dies ($15,000 – $60,000+)
Ang progressive dies ang pangunahing gamit sa industriya ng automotive para sa mga maliit hanggang katamtamang bahaging estruktural tulad ng mga bracket, clip, at connector. Sa ganitong setup, isang metal strip ang ipinapasok sa isang die na may maramihang estasyon—nagpo-proseso, lumilikha, at nagbubukod ng bahagi nang paunti-unti sa bawat galaw ng press.
Ayon sa datos mula sa mga tagagawa tulad ng Bazz Houston, ang average na gastos ng isang progressive die ay tinatayang $30,000. Maaaring bumaba ang gastos na ito hanggang $15,000 para sa mas simpleng disenyo o lumagpas sa $60,000 para sa mga kumplikadong bahagi na nangangailangan ng mahigpit na toleransiya. Bagamat malaki ang paunang gastos, napakahusay ng progressive dies, kung saan karaniwang gumagana ito nang 60–100+ strokes bawat minuto, na nagpapababa sa presyo bawat piraso nang pambihira.
Transfer at Linyang Dies ($100,000 – $1,000,000+)
Para sa malalaking panel ng katawan ng sasakyan (Class A na ibabaw) tulad ng mga pinto, hood, at fender, ang progressive dies ay karaniwang hindi angkop dahil sa sukat ng bahagi at sa kumplikadong pagbuo na kinakailangan. Sa halip, gumagamit ang mga tagagawa ng Line Dies o Transfer Dies.
Ang tunay na datos mula sa pagpoproseso ng sourcing ay nagpapakita na ang isang drawing die (unang hakbang sa pagbuo ng fender) ay may gastos madalas na nasa pagitan ng $250,000 at $500,000 . Gayunpaman, ang isang tapos na panel ay nangangailangan ng buong linya ng mga die—Draw, Trim, Flange, at Pierce—na nagta-push sa kabuuang gastos ng package sa pagitan ng $500,000 at $1,000,000 . Ang mga die na ito ay nangangailangan ng napakalaking casting bed, masusing CNC machining, at manu-manong pagwawakas (spotting) upang matiyak ang perpektong kalidad ng ibabaw.
Malambot na Tooling at Prototyping ($3,000 – $15,000)
Para sa produksyon ng mababang dami (ibaba ng 5,000 na bahagi) o paggawa ng prototype, ang "soft tooling" ay nagbibigay ng abot-kayang alternatibo. Madalas gamitin ng mga dies ang single-hit tooling o mas murang pre-hardened na bakal imbes na matibay na carbide. Ang gastos ay maaaring umabot lamang sa $3,000para sa simpleng blanking tools. Bagaman mas mabilis lumuma ang soft tooling at nangangailangan ng higit na manual na trabaho bawat bahagi, ito ay nagbibigay-daan sa mga tagagawa na i-validate ang kanilang disenyo nang hindi nagkakaloob ng akmang anim na digit na asset.
Mga Pangunahing Driver ng Gastos: Mga Materyales, Komplikado, at Dami
Ang pag-unawa sa mga salik na nagtutulak sa presyo ng isang quote ay nagbibigay-daan sa mga procurement manager na mapababa ang gastos sa pamamagitan ng engineering. Ang kabuuang gastos ng isang automotive stamping die ay karaniwang binubuo ng tatlong pangunahing bahagi: materyales, machining, at validation.
- Materyal ng Die (20–40% ng Kabuuang Gastos): Ang ginagamit na bakal sa paggawa mismo ng die ay isang malaking gastos. Para sa mataas na dami ng automotive production (500,000+ hits), ginagamit ng mga tagapaggawa ng tool ang premium na grado tulad ng SKD11 o solidong karbido, na mahal ngunit lumalaban sa pagsusuot. Para sa mas maikling produksyon, maaaring gamitin ang mas murang mga haluang metal tulad ng Cr12MoV upang bawasan ang gastos, bagaman kailangan itong palitan nang mas madalas.
- Paggawa at Komplikasyon (30–50% ng Kabuuang Gasto): Ang bawat tampok sa isang bahagi—bawat butas, takip, at radius—ay nangangailangan ng kaukulang istasyon sa die. Ang pagdaragdag ng komplikasyon ay nagpapataas sa oras na kinakailangan para sa CNC machining at Wire EDM (Electrical Discharge Machining). Mas mahal ang isang die na may 15 istasyon kumpara sa isa na may 5, dahil lamang sa mga oras ng machining na kasangkot.
- Pagsubok at Pagpapatibay (10–15% ng Kabuuang Gasto): Ang yugto ng "Pagsubok" ay kung saan sinusubukan ang die sa isang presa upang matiyak na nagbibigay ito ng mga bahagi ayon sa espesipikasyon. Mahalaga ito para sa mga bahagi ng sasakyan na nangangailangan ng mataas na presisyon. Kung bigong mapanatili ang toleransya ng die sa panahon ng pagsubok, kailangan itong isagawa muli nang manu-mano na may mataas na gastos.
Mapanuring Pagkuha at Dami ng Produksyon
Ang ekonomiya ng metal stamping ay nakatuon sa "break-even" point. Hindi kadalasang cost-effective ang stamping para sa mga dami na may higit sa 2,000 yunit dahil ang amortization ng tooling ay nagdaragdag ng labis sa gastos bawat bahagi. Para sa mas mababang dami, ang mga proseso tulad ng laser cutting o press brake forming ay kadalasang mas mahusay.
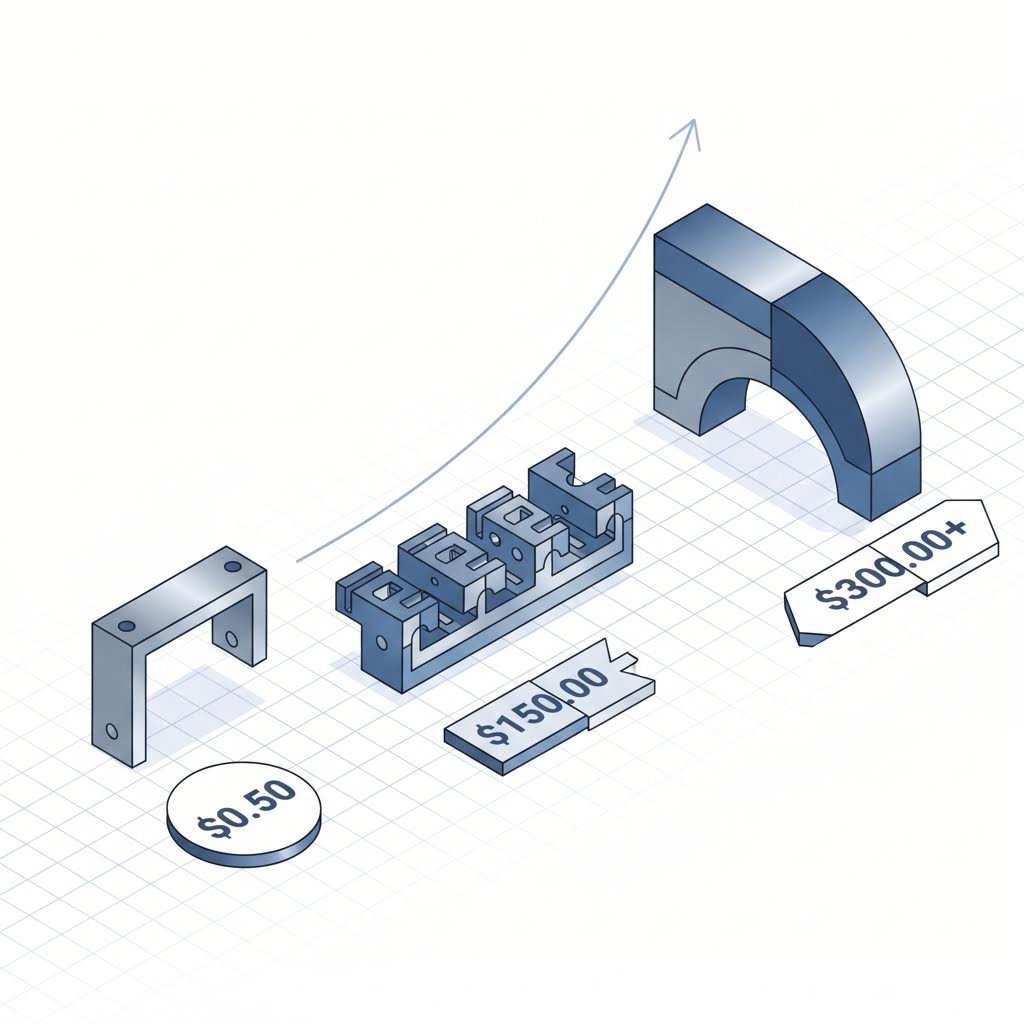
Gayunpaman, kapag ang dami ay lumampas na sa 10,000 hanggang 20,000 yunit taun-taon, mabilis na nababayaran ang pamumuhunan sa hard die. Halimbawa, ang isang $30,000 na progressive die ay maaaring bawasan ang gastos sa bahagi mula $5.00 (laser cut) patungo sa $0.50 (stamped). Sa kabuuang 20,000 na bahagi, ang naipong halaga ($90,000) ay sapat na upang takpan ang paunang gastos sa tooling.
Para sa mga tagagawa na naghahanap ng isang kasosyo na kayang pamahalaan ang transisyong ito, Shaoyi Metal Technology nag-aalok ng estratehikong kalamangan. Sa sertipikasyon ng IATF 16949 at kakayahan ng preno hanggang 600 tonelada, sinisiguro nila ang transisyon mula sa mabilisang paggawa ng prototype hanggang sa mas malaking produksyon. Ang kanilang kakayahang mag-iskema ng mga solusyong tooling na ekonomiko ay tumutulong sa mga automotive OEM na lumipat mula sa pagpapatunay ng disenyo patungo sa buong produksyon habang nananatiling mahigpit ang pagsunod sa pandaigdigang pamantayan.
Mga Nakatagong Gastos: Pagpapanatili at Logistika
Ang presyo ng pagbili ng die ay hindi pa ang huling gastos. Kailangan ng automotive stamping dies ng patuloy na pagpapanatili upang mapanatili ang kalidad ng bahagi. Pagpapatalas at paglalagay ng shim ay karaniwang gastos, na tinataya sa 5–10% ng halaga ng die tuwing taon depende sa antas ng paggamit. Ang pagkakalimutan sa pagpapanatiling ito ay nagdudulot ng mga burr sa mga bahagi at posibleng katastropikong pagkabigo ng die.
Ang logistics ay mayroon ding papel, lalo na sa mga offshore tooling. Bagaman ang mga merkado sa Asya ay nag-aalok ng dies na 30% mas mura kaysa sa mga katumbas nito sa Kanluran, ang pagpapadala ng mabigat na tool steel (na karaniwang may timbang na ilang tonelada) ay nagdaragdag ng malaking gastos at lead time. Higit pa rito, kung kailangan pang baguhin ang isang die matapos maipadala, ang kakulangan ng lokal na suporta ay maaaring magdulot ng mahal na downtime.

Konklusyon: Pagbabalanse sa Budget at Performance
Ang pagba-budget para sa automotive stamping dies ay nangangailangan ng malinaw na pag-unawa sa trade-off sa pagitan ng paunang puhunan (CapEx) at pangmatagalang gastos sa operasyon (OpEx). Bagama't tila napakamahal ng isang $30,000 na progressive die o isang $500,000 na fender line sa umpisa, ang mga kasangkapan na ito ang tunay na makatarungang daan upang makamit ang mababang gastos bawat yunit na kinakailangan para sa masalimuot na produksyon ng sasakyan.
Ang tagumpay ay nakasalalay sa tamang pagtataya ng taunang dami at sa pagpili ng angkop na klase ng tooling—Soft, Progressive, o Transfer—upang tugma sa lifecycle ng produkto. Sa pamamagitan ng maagang pag-account para sa mga grado ng materyales, kahusayan, at pangangalaga sa disenyo, maiiwasan ng mga inhinyero at mamimili ang labis na badyet at matiyak ang maayos na pagsisimula.
Mga madalas itanong
1. Magkano ang average na gastos ng isang metal stamping die?
Isang karaniwang progressive die para sa mga bahagi ng automotive na katamtaman ang laki ay nasa pagitan ng $15,000 hanggang $30,000 . Gayunpaman, iba-iba ang gastos: maaaring umabot lang ito sa $3,000 para sa simpleng prototype tooling, habang ang mga kumplikadong Class-A body panel die ay madalas lumampas sa $500,000.
2. Ano ang pagkakaiba sa pagitan ng die cutting at metal stamping?
Ang die cutting ay karaniwang tumutukoy sa pagputol ng mas malambot na materyales (tulad ng gaskets, tela, o manipis na folio) gamit ang steel rule die, katulad ng cookie cutter. Ang metal stamping ay isang proseso sa industriya na gumagamit ng matitibay na steel die upang hindi lamang putulin kundi pati ring i-form, i-draw, at i-bend ang sheet metal sa kumplikadong 3D hugis.
3. Bakit kaya ang mahal ng mga kasangkapan sa automotive?
Ang halaga ay sumasalamin sa pino at detalyadong inhinyeriya, mataas na kalidad na tool steel, at malawak na oras ng machining na kailangan upang magawa ang die. Ang mga automotive die ay dapat tumagal ng milyon-milyong high-impact na siklo habang nananatiling may micron-level na toleransiya, kaya kailangan nila ng matibay na konstruksyon at mahahalagang materyales tulad ng carbide o SKD11 steel.