 Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —
Maliit na mga batch, mataas na pamantayan. Ang serbisyo sa paggawa ng mabilis na prototyping namin ay gumagawa ng mas mabilis at mas madali ang pagpapatunay —

A2 vs D2 Steel: Alin ang Tama para sa Iyong Stamping Dies?

TL;DR
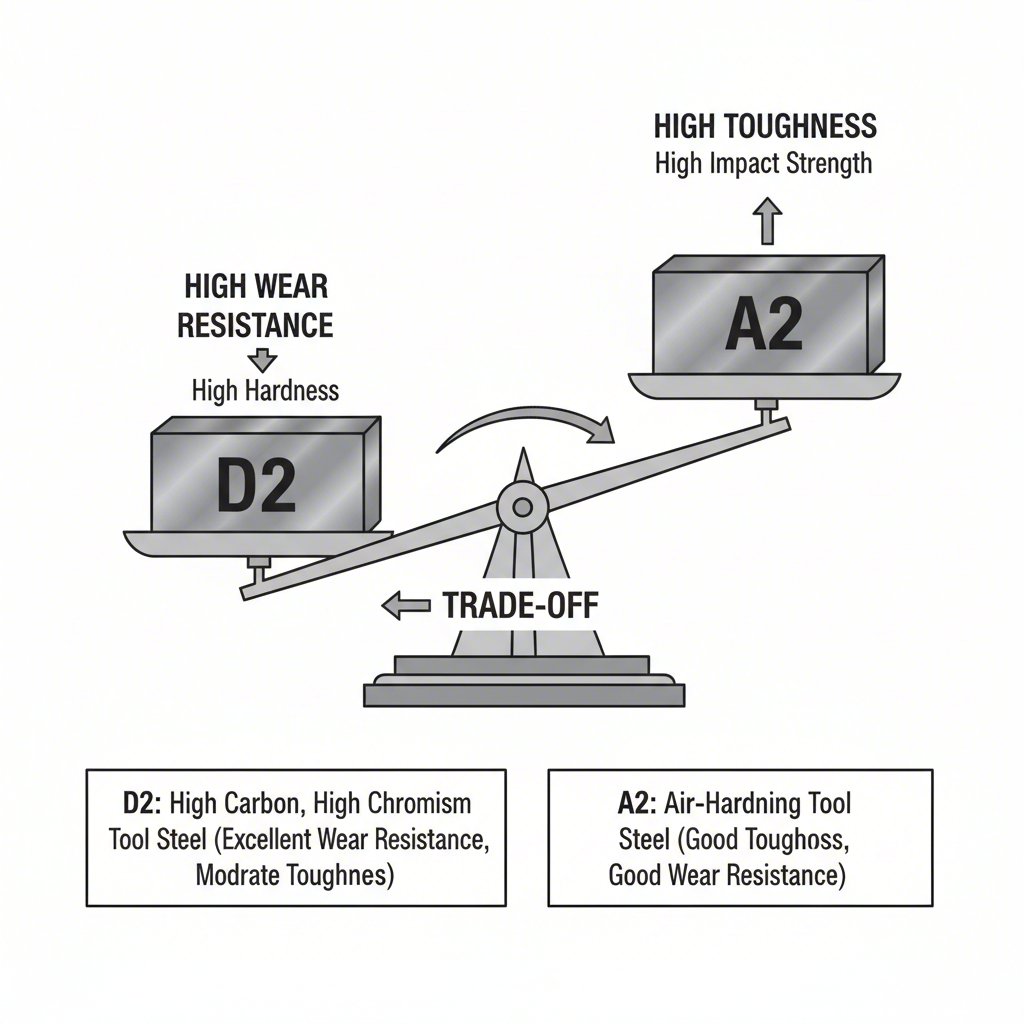
Kapag pumipili ng materyal para sa mga stamping die, ang pagpili sa pagitan ng A2 at D2 tool steel ay nangangahulugan ng mahalagang kompromiso. Ang D2 tool steel ay mas mahusay sa paglaban sa pagsusuot, kaya mainam ito para sa mahabang produksyon at mga aburadong materyales kung saan napakahalaga ng haba ng buhay ng die. Sa kabila nito, ang A2 tool steel ay mas magaling sa tibay, na nakakatulong upang maiwasan ang pagkabasag o pagkabitak ng mga die na may kumplikadong hugis o nasa ilalim ng mataas na impact. Mas madali rin at mas mura i-machined ang A2, kaya ito ay isang maraming gamit na opsyon para sa iba't ibang aplikasyon.
Pangunahing Katangian: Isang Panimula sa A2 at D2 Tool Steels
Ang A2 at D2 ay parehong mataas ang carbon at chromium, mga tool steel para sa malamig na trabaho, ngunit ang kanilang partikular na komposisyon ay nagbibigay sa kanila ng magkaibang katangian. Madalas ituring na madaling gamiting, pangkalahatang uri ang A2 dahil sa balanseng pagitan ng tibay at paglaban sa pagsusuot. Ito ay nagsisilbing tulay sa pagitan ng mga oil-hardening steel at high-chromium steel tulad ng D2. Ang D2 naman ay dalubhasa, dinisenyo para sa pinakamataas na paglaban sa pagsusuot sa mga mahihirap at mataas na dami ng aplikasyon.
Ang pangunahing pagkakaiba ay nakabase sa kanilang komposisyong kemikal, na siyang nagtatakda sa kanilang pagganap. Ang mas mataas na nilalaman ng chromium at carbon sa D2 ang susi sa kahanga-hangang paglaban nito sa pagsusuot. Sa panahon ng heat treatment, ang mga elementong ito ay bumubuo ng malaking dami ng matitigas na chromium carbide particles sa loob ng matris ng bakal, na lumalaban sa pagkakagat sa panahon ng stamping operations. Ang A2 ay may mas katamtamang nilalay na haluang metal, na nagreresulta sa mas matibay at mas pare-parehong microstructure.
Ang talahanayan sa ibaba ay naglalarawan sa karaniwang komposisyong kemikal na nagtatakda sa kanilang mga katangian:
| Element | A2 Tool Steel (Karaniwang %) | D2 Tool Steel (Karaniwang %) |
|---|---|---|
| Buhangin (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| Kromium (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| Molybdenum (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| Vanadium (V) | 0.15 - 0.50 | ≤ 1.10 |
Matapos ang tamang paggamot sa init, parehong maaaring maabot ng dalawang uri ng bakal ang magkatulad na kahigpitan, karaniwang nasa saklaw na 57-62 HRC para sa A2 at 55-62 HRC para sa D2. Gayunpaman, ang kahigpitan lamang ay hindi nagkukuwento ng buong kuwento. Ang mga pagkakaiba sa pagganap sa tibay at paglaban sa pagsusuot sa mga antas ng kahigpitan ay ang tunay na nag-iiba sa kanila sa mga aplikasyon ng stamping die.
Pangunahing Paghahambing: Paglaban sa Pagsusuot vs. Tibay sa Stamping Dies
Ang pangunahing salik sa pagdedesisyon kapag pumipili sa pagitan ng A2 at D2 para sa stamping dies ay ang balanse sa pagitan ng paglaban sa pagsusuot at tibay. Magkasalungat ang dalawang katangiang ito; ang pagkuha ng higit sa isa ay halos laging nangangahulugang isusuko ang bahagi ng kabila. Mahalaga ang pag-unawa sa kompromisong ito upang mapabuti ang pagganap at tagal ng buhay ng die.
Ang D2 tool steel ang walang kupas na lider sa paglaban sa pagsusuot. Ang mataas na konsentrasyon nito ng malalaki at matitigas na chromium carbides ay nagbibigay ng hindi pangkaraniwang resistensya sa mga abrasibong puwersa na nakikita kapag pinipinturahan ang mga materyales, lalo na yaong matitigas o may mga abrasibong sangkap tulad ng bakal na mataas ang silicon. Ito ay nangangahulugan ng mas mahabang produksyon bago ma-sharpen, mas kaunting pagtigil sa operasyon, at mas mababang gastos bawat bahagi sa mga sitwasyong mataas ang dami. Gayunpaman, ang mataas na paglaban sa pagsusuot ay may kabilaan sa tibay. Ang mga carbide na ito na lumalaban sa pagsusuot ay maaari ring mag-act bilang panloob na punto ng stress, na nagiging sanhi upang ang D2 ay mas maging marupok at mas madaling masira o biglang bumagsak sa ilalim ng biglaang impact o mataas na side-loading forces.
Ang A2 tool steel, sa kabilang banda, ay nag-aalok ng mas mahusay na tibay. Ang mas mababang nilalaman nito ng alloy at mas pininong istraktura ng carbide ay nagpapahintulot dito upang labanan ang pagkabasag at pagkakiskis. Dahil dito, ang A2 ay isang mahusay na pagpipilian para sa mga dies na may magulong detalye, matutulis na sulok, o para sa mga aplikasyon na kasangkot ang mabigat na pagbuo o blanking operations kung saan ang impact loading ay isang malaking alalahanin. Bagaman ang resistensya nito sa pagsusuot ay mas mababa kaysa sa D2, ito ay itinuturing pa ring maganda at sapat na para sa maikli hanggang katamtamang produksyon o kapag ginagamit sa mas malambot na materyales.
A2 Tool Steel
- Mga Bentahe: Mas mahusay na tibay at resistensya sa impact, hindi madaling magsipilyo, mas magandang kakayahang mapakinis.
- Mga Disbentahe: Mas mababang resistensya sa pagsusuot kumpara sa D2, nangangailangan ng mas madalas na pagpapakinis sa mataas na dami ng aplikasyon.
D2 Tool Steel
- Mga Bentahe: Higit na pambihirang resistensya sa pagsusuot at pag-iingat ng gilid, perpekto para sa mahabang produksyon at mga abrasibong materyales.
- Mga Disbentahe: Mas mababang tibay (mas madaling basagin), madaling magsipilyo kapag may impact, mas mahirap i-machined.
Kakayahang Ma-machine at Mga Konsiderasyon sa Produksyon
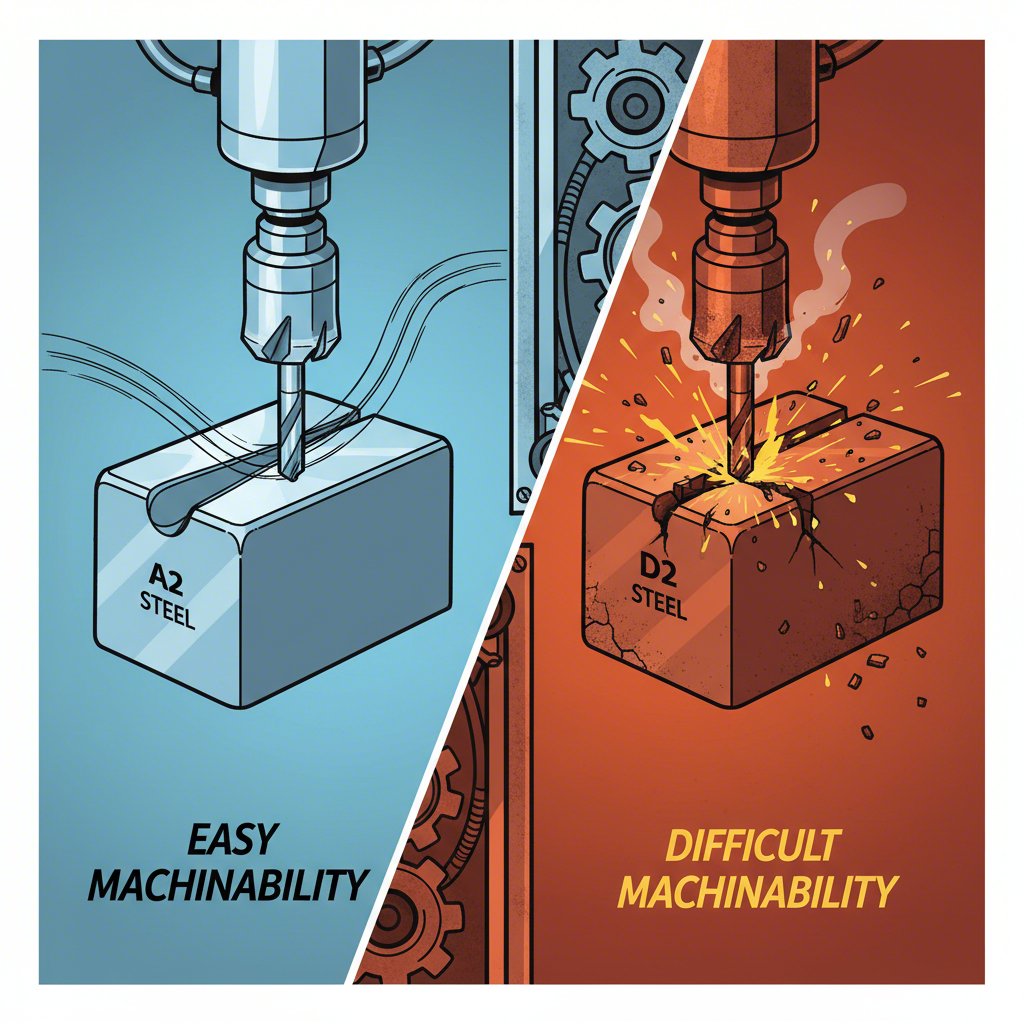
Higit sa mga katangian ng pagganap, mahalaga ang mga praktikal na aspeto sa pagmamanupaktura ng isang stamping die. Ito ay isa pang aspeto kung saan malaki ang pagkakaiba ng A2 at D2. Mas madaling i-machined at i-ground ang tool steel na A2. Mas nakikisama ang istruktura nito sa mga cutting tool, na nagbibigay-daan sa mas mabilis na machining, nababawasang wear sa tool, at sa huli, mas mababang gastos sa pagmamanupaktura. Malaking bentaha ito kapag gumagawa ng mga kumplikadong dies na nangangailangan ng malawak na machining.
Ang D2, dahil sa mataas na dami ng abrasive chromium carbides nito, kilala sa pagiging mahirap i-machine. Mabilis nitong pinausok ang mga cutting tool, nangangailangan ng mas mabagal na machining speed, at maaaring mangailangan ng specialized equipment tulad ng carbide tooling o advanced techniques tulad ng Electrical Discharge Machining (EDM). Ang proseso ng grinding ay maaari ring maging mas mahirap, na nagdaragdag ng oras at gastos sa paggawa ng die. Ang mga hadlang sa pagmamanupaktura ay isang pangunahing di-kanais-nais na aspeto ng D2 at dapat isama sa kabuuang pagtatasa ng gastos.
Parehong ang A2 at D2 ay mga air-hardening steel, isang makabuluhang bentahe na nagbibigay sa kanila ng mahusay na katatagan ng sukat sa panahon ng heat treatment. Nangangahulugan ito na mas malamang na sila ay mag-warp o mag-distorsiya sa panahon ng proseso ng pag-hard, na mahalaga para mapanatili ang mahigpit na mga tolerance na kinakailangan para sa pag-stamp ng mga namatay. Habang pareho silang matatag, ang A2 ay karaniwang itinuturing na bahagyang mas nagpapatawad, samantalang ang mas mataas na nilalaman ng haluang metal ng D2 ay maaaring gumawa nito ng mas sensitibo sa mga parameter ng paggamot sa init.
| Factor | A2 Tool Steel | D2 Tool Steel |
|---|---|---|
| Kakayahang magpa-machined | Mabuti | Mahina / Mahirap |
| Pag-aayos ng mga bagay | Mabuti | Masama |
| Katatagan sa Pagpoproseso ng Init | Mahusay | Napakaganda |
Pagsusuri sa Gastos at Pagganap at Panghuling Rekomendasyon
Ang panghuling desisyon sa pagitan ng A2 at D2 na tool steel para sa mga stamping die ay nakadepende sa isang komprehensibong pagsusuri sa gastos at pagganap. Ang pagpili ay hindi lamang tungkol sa aling bakal ang "mas mahusay," kundi alin ang pinaka-economically viable para sa isang tiyak na aplikasyon. Kasali rito ang pagtingin nang lampas sa paunang presyo ng materyales, kabilang ang mga gastos sa pagmamanupaktura at ang kabuuang inaasahang buhay ng die.
Karaniwang mas murang materyales ang A2 at, tulad ng nabanggit, mas mura ang pagpoproseso nito upang maging tapos na die. Para sa maikli hanggang katamtamang produksyon o para sa pag-stamp ng mga hindi abrasiyong materyales, ang A2 ay kadalasang nagbibigay ng pinakamurang solusyon. Ang mahusay nitong tibay ay nagbibigay ng maaasahang puwang laban sa maagang pagkabigo ng die, na ginagawa itong maaasahang gawaing kabayo para sa iba't ibang uri ng trabaho.
Ang mas mataas na gastos sa materyales at pagmamanupaktura ng D2 ay maaari lamang ipagtanggol sa mga aplikasyon kung saan ang labis nitong kakayahang lumaban sa pagsusuot ay nagbibigay ng malinaw na balik sa pamumuhunan. Halimbawa, sa napakahabang produksyon na nagsusubog ng abrasibong stainless steel, maaaring tumagal nang ilang beses ang isang D2 die kumpara sa isang A2 die. Ang mas mahabang buhay ng serbisyo ay binabawasan ang pangangailangan para sa mahal na downtime dahil sa pagpapanatili o pagpapalit ng die, na nagreresulta sa mas mababang kabuuang gastos sa pagmamay-ari kahit mas mataas ang paunang pamumuhunan. Ang pagpili ay naging isang ekonomikong kalkulasyon: lalampasan ba ng mga tipid mula sa nabawasang downtime at mas kaunting pagpapalit ang paunang gastos?
Para sa mga kritikal na proyekto, lalo na sa mga mapaghamong sektor tulad ng pagmamanupaktura ng sasakyan, ang pakikipag-ugnayan sa isang dalubhasa ay maaaring lubhang kapaki-pakinabang. Ang mga kumpanya tulad ng Shaoyi (Ningbo) Metal Technology Co., Ltd. ay dalubhasa sa mataas na presisyong mga die para sa pagsubog ng bahagi ng sasakyan at maaaring magbigay ng ekspertong gabay sa pagpili ng materyales at disenyo ng die upang matiyak ang pinakamahusay na pagganap at kahusayan sa gastos para sa iyong partikular na mga sangkap.
Upang makagawa ng huling desisyon, gamitin ang sumusunod na matrix upang suriin ang tiyak na pangangailangan ng iyong aplikasyon:
| Factor | A2 Tool Steel | D2 Tool Steel |
|---|---|---|
| Wear Resistance | Mabuti | Mahusay |
| Tibay (Paglaban sa Pagkabasag) | Mahusay | Katamtaman |
| Kakayahang magpa-machined | Mabuti | Masama |
| Paunang Gastos (Materyal + Machining) | Mas mababa | Mas mataas |
| Pinakaaangkop na Aplikasyon | Pangkalahatang layunin, kumplikadong die, katamtamang haba ng produksyon, mataas na-impluwensyang stamping | Mataas na dami ng produksyon, abrasiyong materyales, simpleng hugis ng die |
Mga madalas itanong
1. Mas matigas ba ang D2 kaysa A2?
Bagaman maaaring umabot ang D2 sa bahagyang mas mataas na pinakamataas na Rockwell hardness (HRC), parehong bakal ay gumagana sa napakalapit na saklaw ng hardness (karaniwang 55-62 HRC). Ang higit na mahalagang pagkakaiba ay hindi sa hardness kundi sa paglaban sa pagsusuot. Ang natatanging komposisyon ng kemikal ng D2, mayaman sa carbon at chromium, ay bumubuo ng mataas na dami ng matitigas na carbide particles. Ang mga carbide ito ang nagbibigay sa D2 ng malaki pang mas mahusay na paglaban sa abrasiyon, na kadalasang itinuturing na "mas matigas" sa aplikasyon, kahit na ang sukat ng bulk HRC ay katulad ng A2.
2. Para saan mabisa ang A2 tool steel?
Ang A2 tool steel ay isang lubhang maraming gamit na materyales na hinahangaan dahil sa mahusay na balanse nito sa tibay at magandang paglaban sa pagsusuot. Ito ay mainam para sa hanay ng mga aplikasyon sa malamig na trabaho, kabilang ang blanking dies, forming dies, stamping tools, at mga industrial na kutsilyo. Ang mataas na tibay nito ay nagiging lalo pang angkop para sa mga kasangkapan na nakararanas ng impact o para sa mga dies na may kumplikadong disenyo na maaaring madaling masira kung gagawin ito mula sa mas mabibigat na materyales.
3. Anu-ano ang mga disadvantages ng D2 steel?
Ang pangunahing disadvantages ng D2 steel ay nagmumula sa mga katangian na nagbibigay din nito ng mahusay na paglaban sa pagsusuot. Ang mas mababang antas ng tibay nito ay nagiging mas madaling mabali o masira kapag may biglang impact. Mahirap din at mas mahal itong i-machined at i-ground dahil sa abrasibong kalikasan nito. Panghuli, bagaman ang mataas na nilalaman ng chromium nito ay nagbibigay ng kaunting paglaban sa korosyon, hindi ito stainless steel at magkaroon ng kalawang kung hindi maayos na pinapanatili.