 சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —
சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —

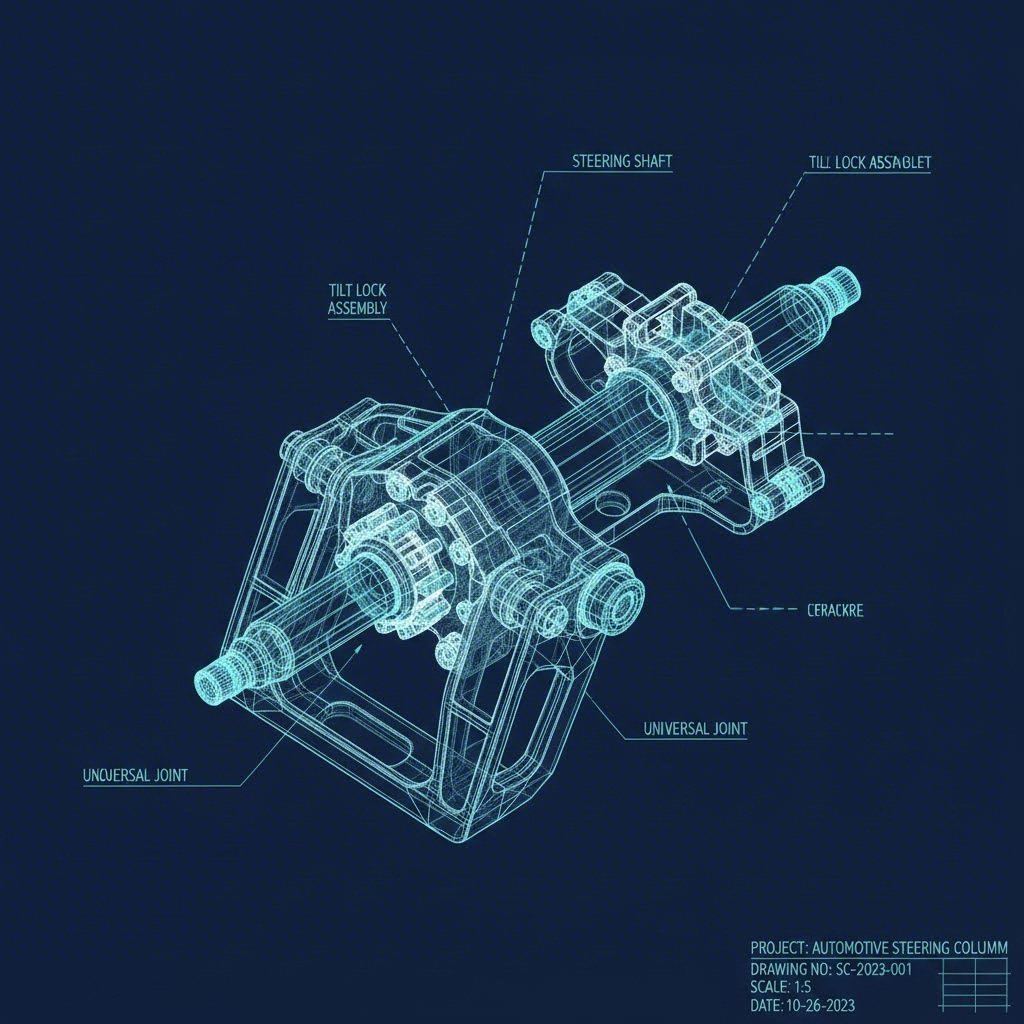
ஸ்டீயரிங் காலம் பாகங்களை ஸ்டாம்பிங் செய்தல்: உற்பத்தி மற்றும் பொருள் வழிகாட்டி
சுருக்கமாக
ஸ்டாம்பிங் என்பது அதிக அளவிலான, பாதுகாப்பு குறிப்பிட்ட பாகங்களுக்கான ஆதிக்க தயாரிப்பு செயல்முறையாகும் ஸ்டாம்பிங் ஸ்டீயரிங் காலம் பாகங்கள் , மவுண்டிங் பிராக்கெட்டுகள், ரேக் அடஜஸ்ட்மென்ட் இயந்திரங்கள், மற்றும் மடிக்கக்கூடிய ஜாக்கெட்டுகள் உட்பட. பாரம்பரிய காஸ்டிங் முறைகளை விட, ஹை-ஸ்ட்ரெங்த் லோ-அலாய் (HSLA) எஃகுகளைப் பயன்படுத்தி உலோக ஸ்டாம்பிங் செய்வது குறிப்பிடத்தக்க எடை குறைப்பையும், குறைந்த பீஸ் விலையையும் வழங்குகிறது, மேலும் கடுமையான கிராஷ்-டெஸ்ட் தரநிலைகளை பராமரிக்கிறது. இந்த வழிகாட்டி, உறுதியான ஸ்டீயரிங் அசெம்பிளிகளை பொறியியல் பூர்வமாக உருவாக்குவதற்கான தொழில்நுட்ப சாத்தியம், பொருள் தேர்வு உத்திகள், மற்றும் சப்ளையர் தேவைகள் (IATF 16949 போன்றவை) ஆகியவற்றை ஆராய்கிறது.
ஸ்டீயரிங் காலம்களில் முக்கியமான ஸ்டாம்ப் செய்யப்பட்ட பாகங்கள்
ஓட்டுநரின் பாதுகாப்பு மற்றும் வசதிக்காக அதிக துல்லியத்தை உறுதி செய்ய வேண்டிய சிக்கலான துணை அசெம்பிளிகளை நவீன ஸ்டீயரிங் காலம்கள் கொண்டுள்ளன. மெட்டல் ஸ்டாம்பிங் மூலம் பொறியாளர்கள் அதிக மீள்தன்மையுடன் சிக்கலான வடிவவியலை உருவாக்க முடியும். பின்வரும் பாகங்கள் படிமுறை மற்றும் டிரான்ஸ்ஃபர் ஸ்டாம்பிங்கிற்கு முதன்மை வேட்பாளர்களாக உள்ளன.
மவுண்டிங் பிராக்கெட்டுகள் மற்றும் கட்டமைப்பு ஆதரவுகள்
அதிர்வை தடுக்க ஸ்டீயரிங் காலம் வாகனத்தின் குறுக்கு-கார் பீம் அல்லது ஃபையர்வாலுடன் கடினமாக இணைக்கப்பட வேண்டும். அதிக நிறை-எதிர்ப்பு விகிதத்தின் காரணமாக, பல பெரும் சந்தை பயன்பாடுகளில் ஸ்டாம்ப் செய்யப்பட்ட மவுண்டிங் பிராக்கெட்டுகள் காஸ்ட் அலுமினியத்தை விட முன்னுரிமை பெறுகின்றன. இந்த பிராக்கெட்டுகள் பொதுவாக HSLA எஃகிலிருந்து உருவாக்கப்படுகின்றன, இது உயர் நிலைத்தன்மை கொண்ட சுமைகள் மற்றும் இயங்கும் செயல்பாட்டு விசைகளை எதிர்கொள்ள உருவாக்கப்பட்டவை.
சாய்வு மற்றும் ரேக் இயந்திரங்கள்
சாயல் (ரேக்) மற்றும் தொலை நகர்வு (ரீச்) ஆகியவற்றிற்கான சரிசெய்தல் இயந்திரங்களை சார்ந்தே ஓட்டுநரின் உட்காரும் நிலை அமைகிறது. இந்த அமைப்புகளில் பயன்படுத்தப்படும் பூட்டுதல் தட்டுகள் மற்றும் பற்கள் பெரும்பாலும் கிட்டத்தட்ட இலக்கு வடிவத்திற்கு அரட்டை அடித்து உருவாக்கப்படுகின்றன. மென்மையான பூட்டுதல் இணைப்பை உறுதி செய்ய, இரண்டாம் நிலை இயந்திர செயல்பாடுகளை நீக்கும் வகையில், துல்லியமான சுத்தியல் வெட்டுதல் பெரும்பாலும் இங்கு பயன்படுத்தப்படுகிறது.
மடிக்கக்கூடிய ஜாக்கெட்டுகள் மற்றும் பாதுகாப்பு மண்டலங்கள்
முன்புற மோதல் ஏற்படும் போது, ஓட்டுநரைப் பாதுகாக்க ஆற்றலை உறிஞ்சுவதற்காக ஸ்டீயரிங் கம்பி மடியக்கூடியதாக வடிவமைக்கப்பட்டுள்ளது. இது பெரும்பாலும் கட்டுப்படுத்தப்பட்ட முறையில் வடிவம் மாறக்கூடிய அரட்டை அடித்து உருவாக்கப்பட்ட ஆற்றலை உறிஞ்சும் தட்டுகள் அல்லது வலை போன்ற தாங்கிகள் மூலம் அடையப்படுகிறது. உலோகத்தில் குறிப்பிட்ட பதட்ட உயர்வுகள் அல்லது அலைவடிவ அமைப்புகளை உருவாக்க உற்பத்தியாளர்கள் சிறப்பு செதில்களைப் பயன்படுத்துகின்றனர், இதனால் குறிப்பிட்ட சுமைக்கு கீழ் கூறு முன்னறியப்பட்டவாறு மடிகிறது.
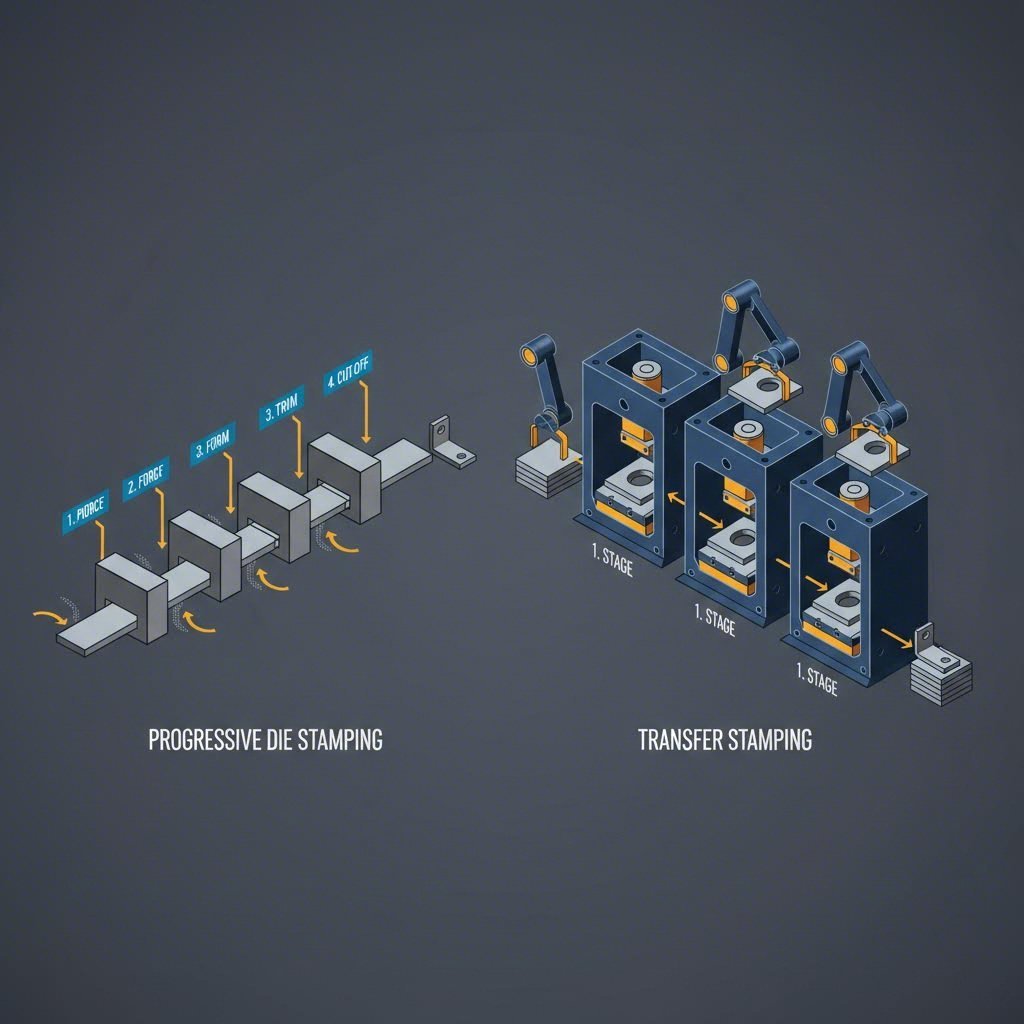
தொழில்துறை செயல்முறைகள்: முன்னேறும் மற்றும் பரிமாற்ற அரட்டை அடித்தல்
கருவியமைப்பு முதலீட்டை அலகு செலவுடன் சமப்படுத்துவதற்கான சரியான ஸ்டாம்பிங் முறையைத் தேர்வுசெய்வது முக்கியமானது. ஸ்டீயரிங் காலம் பாகங்களுக்கு, படிமுறை சாய்வு ஸ்டாம்பிங் மற்றும் டிரான்ஸ்ஃபர் ஸ்டாம்பிங் இடையே முடிவு அடிக்கடி உள்ளது.
தளர்வு மாறி அடிப்பொறிப்பு
பூட்டும் பால்கள், கிளிப்கள் மற்றும் சிறிய பிராக்கெட்டுகள் போன்ற சிறிய, அதிக அளவு பாகங்களுக்கு, படிமுறை சாய்வு ஸ்டாம்பிங் தான் தரமானது. இந்த செயல்முறையில், ஒரு உலோக சுருள் பல நிலைகளைக் கொண்ட ஒரு தனி சாய்வின் வழியாக ஊட்டப்படுகிறது. பட்டை முன்னோக்கி நகரும்போது ஒவ்வொரு நிலையும் வெட்டுதல், வளைத்தல் அல்லது துளையிடுதல் போன்ற குறிப்பிட்ட செயலை மேற்கொள்கிறது. இந்த முறை நிமிடத்திற்கு அதிக அளவு ஸ்ட்ரோக்குகளை (SPM) அடைகிறது, அதிக அளவு ஆட்டோமொபைல் திட்டங்களுக்கான சுழற்சி நேரத்தையும் பீஸ் விலையையும் குறிப்பிடத்தக்க அளவு குறைக்கிறது.
சிக்கலான வடிவவியலுக்கான டிரான்ஸ்ஃபர் ஸ்டாம்பிங்
ஆழமான இழுப்புகள் தேவைப்படும் பெரிய அமைப்பு ஹவுசிங்குகள் அல்லது பகுதிகள் பெரும்பாலும் டிரான்ஸ்ஃபர் ஸ்டாம்பிங்கை தேவைப்படுத்துகின்றன. பாகங்கள் தடியுடன் இணைக்கப்பட்டிருக்கும் முறையான படிப்படியான சாவடிகளுக்கு மாறாக, டிரான்ஸ்ஃபர் ஸ்டாம்பிங் இயந்திர விரல்களைப் பயன்படுத்தி நிலைகளுக்கிடையே தனி பிளாங்க்குகளை நகர்த்துகிறது. இது மேலும் சிக்கலான உருவாக்கும் செயல்பாடுகளையும், சிறந்த பொருள் பயன்பாட்டையும் அனுமதிக்கிறது, இது விலையுயர்ந்த ஆட்டோமொபைல்-தரமான எஃகுகளுடன் பணியாற்றும்போது அவசியமானது.
முன்மாதிரியிலிருந்து தொடங்கி பெரும்பான்மை உற்பத்தி வரை
வடிவமைப்பு கட்டத்தின் ஆரம்பத்திலேயே உற்பத்தி சாத்தியத்தை சரிபார்ப்பது முக்கியமானது. ஆட்டோமொபைல் OEMகள் பெரும்பாலும் தயாரிப்பு வாழ்க்கை சுழற்சி முழுவதும் வழங்குநர்கள் திறனை நிரூபிக்க வலியுறுத்துகின்றன. வேகமான முன்மாதிரி தயாரிப்பிலிருந்து தொடங்கி தொகுப்பு உற்பத்தி வரை இடைவெளியை நிரப்பக்கூடிய தயாரிப்பாளர்கள் ஒரு உத்திரவாத நன்மையை வழங்குகின்றனர். உதாரணமாக, Shaoyi Metal Technology ஆரம்ப முன்மாதிரிகளிலிருந்து அதிக அளவு உற்பத்தி வரை அளவில் அமையக்கூடிய ஸ்டாம்பிங் தீர்வுகளை வழங்குகிறது, IATF 16949 தரநிலைகளுக்கு இணங்க, கட்டுப்பாட்டு கைகள் மற்றும் துணை சட்டங்கள் போன்ற முக்கிய பகுதிகளை 600 டன் வரையிலான அழுத்தங்களைப் பயன்படுத்தி வழங்குகிறது.
பொறியியல் சவால்கள் & பொருள் தேர்வு
உலோகவியல் நடத்தைகளின் சிக்கலான தன்மையைக் கருத்தில் கொண்டு பாதுகாப்பு-முக்கியமான ஸ்டீயரிங் பாகங்களை உருவாக்குதல் தேவை. உற்பத்தி செய்யும் தன்மை மற்றும் இறுதி பாகத்தின் செயல்திறனை பாதிக்கும் பொருள் பண்புகளை பொறியாளர்கள் கணக்கில் எடுத்துக்கொள்ள வேண்டும்.
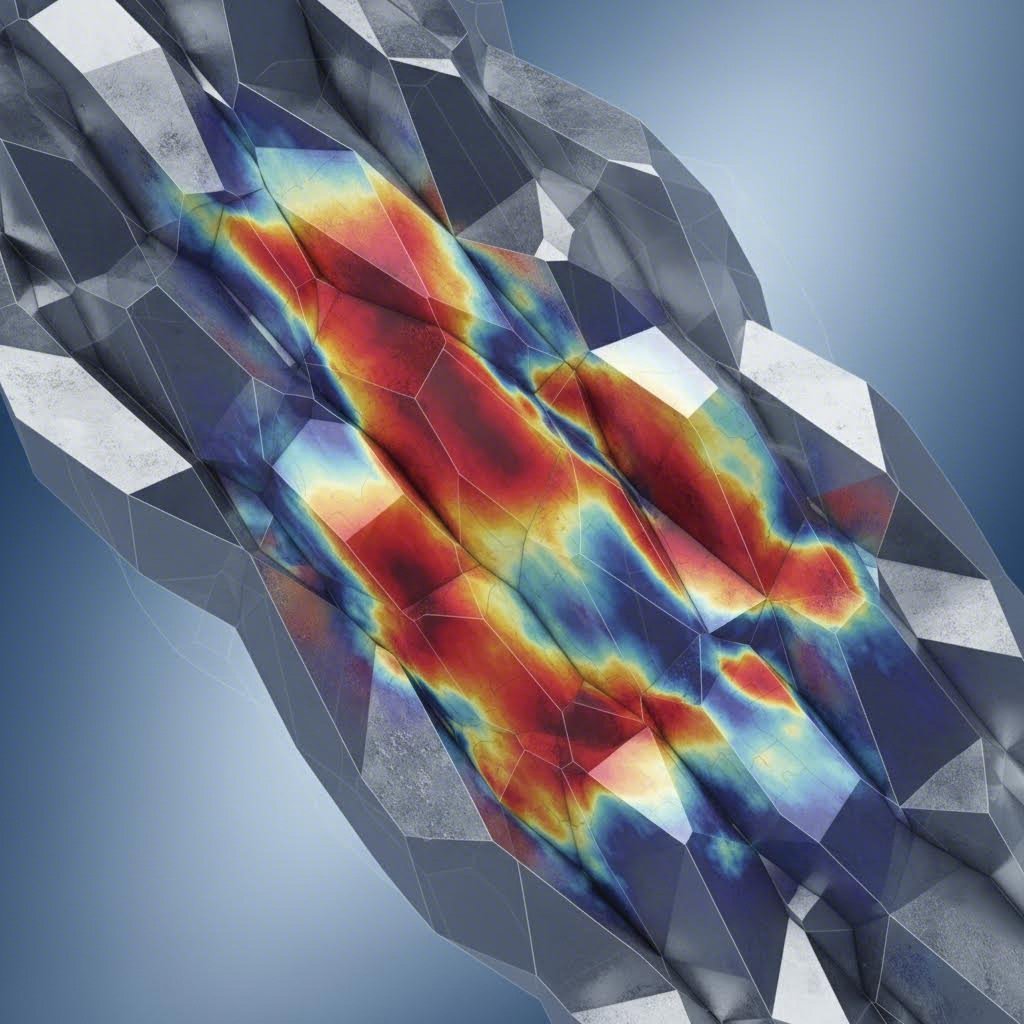
HSLA எஃகுகளில் ஸ்பிரிங்பேக்கை மேலாண்மை செய்தல்
வாகனத்தின் எடையைக் குறைப்பதற்காக, உயர் வலிமை கொண்ட குறைந்த உலோகக்கலவை (HSLA) எஃகுகளை உற்பத்தியாளர்கள் அதிகமாக நம்பியுள்ளனர். வலிமையானவை என்றாலும், இந்த பொருட்கள் குறிப்பிடத்தக்க ஸ்பிரிங்பேக்கைக் காட்டுகின்றன—உருவாக்குதலுக்குப் பிறகு உலோகம் அசல் வடிவத்திற்கு திரும்பும் பண்பு. குழாய்களில் பொருந்தும் பாகங்களுக்கு குறிப்பாக துல்லிய அளவுகளை பராமரிக்க Finite Element Analysis (FEA) மூலம் வழிநடத்தப்படும் கட்டுப்பாட்டு உருவமைப்பு கட்டத்தில் ஈடுசெய்யும் உத்திகள் அவசியம்.
கடுமையான அளவுத்தராநிலைகள் மற்றும் மோதல் பாதுகாப்பு
ஸ்டீயரிங் துல்லியத்தை உறுதி செய்ய, ஸ்டீயரிங் பாகங்கள் எந்த இடைவெளியும் இல்லாமல் செயல்பட வேண்டும். குழற்றல்கள் அல்லது இடைவெளிகளைத் தடுப்பதற்கு, ஸ்டாம்ப் செய்யப்பட்ட பாகங்கள் மிக நெருக்கமான அனுமதிப்பிழைகளை (பெரும்பாலும் +/- 0.05mmக்குள்) கொண்டிருக்க வேண்டும். மேலும், ஒரு விபத்து நிகழ்வின் போது விரைவான சிதைவைத் தடுக்க, பொருள் உருக்குலையாமை தன்மையை பராமரிக்க வேண்டும். சரியான ஸ்டீல் தரத்தைத் தேர்ந்தெடுப்பது நீடித்திருத்தலுக்கான விளிம்பு வலிமைக்கும், ஆற்றல் உறிஞ்சுதலுக்கு தேவையான நீட்சி பண்புகளுக்கும் இடையே சமநிலை காக்கிறது.
ஆட்டோமொபைல் ஸ்டாம்பிங்கிற்கான விற்பனையாளர் தேர்வு நிபந்தனைகள்
ஸ்டாம்ப் செய்யப்பட்ட ஸ்டீயரிங் பாகங்களை வாங்குவது விலைக்கு அப்பால் ஒரு சோதனை செயல்முறையை தேவைப்படுத்துகிறது. விற்பனையாளரின் தர மேலாண்மை அமைப்புகள் மற்றும் தொழில்நுட்ப திறன்கள் முக்கியமானவை.
- IATF 16949 சான்றிதழ்: இது ஆட்டோமொபைல் விற்பனையாளர்களுக்கான கட்டாயமான அடிப்படை, OEM தேவைகளுக்கு ஏற்ப தர மேலாண்மை அமைப்புகள் இணைக்கப்பட்டுள்ளதை உறுதி செய்கிறது.
- உள்நாட்டு டூல் & டை திறன்கள்: உள் டூலிங் துறைகளைக் கொண்ட விற்பனையாளர்கள் பொறியியல் மாற்றங்களுக்கு விரைவாக செயல்படவும், டைகளை பயனுள்ள முறையில் பராமரிக்கவும் முடியும், இதனால் நிறுத்த நேரம் குறைகிறது.
- அசைவுபடுத்தல் மற்றும் இணை-வடிவமைப்பு: எஃகை வெட்டுவதற்கு முன் உருவாக்கும் சிக்கல்களை முன்னதாகவே கணிக்க உயர்தர சப்ளையர்கள் சிமுலேஷன் மென்பொருளைப் பயன்படுத்துகிறார்கள். ஸ்டாம்பிங் செயல்முறைக்கு ஏற்ப பாகங்களின் வடிவவியலை அதிகபட்சமாக்க இணை-வடிவமைப்பில் ஈடுபட தயாராக உள்ள பங்காளிகளைத் தேடுங்கள்.
- மதிப்பு கூட்டப்பட்ட அசெம்பிளி: பல ஸ்டீயரிங் பாகங்கள் இரண்டாம் நிலை செயல்பாடுகளை தேவைப்படுகின்றன. குழாய்களில் பிராக்கெட்டுகளை ஒருங்கிணைப்பதற்கான இணைக்கோட்டு வெல்டிங், ஸ்டேக்கிங் அல்லது அசெம்பிளியை வழங்கும் சப்ளையர்கள் மேலும் முழுமையான தீர்வை வழங்குகின்றனர், இது லாஜிஸ்டிக்ஸ் சிக்கலைக் குறைக்கிறது.
தயாரிப்பு சாத்தியக்கூறுகளின் சுருக்கம்
ஸ்டீயரிங் காலம் உற்பத்தியில் காஸ்டிங்கிலிருந்து ஸ்டாம்பிங்கிற்கு மாற்றம், எடை குறைப்பு மற்றும் செலவு திறன்பாட்டை தொடர்ந்து நாடும் ஆட்டோமொபைல் தொழில்துறையால் இயக்கப்படுகிறது. படிப்படியான டை ஸ்டாம்பிங் மற்றும் HSLA எஃகு போன்ற மேம்பட்ட செயல்முறைகளைப் பயன்படுத்தி, கடுமையான பாதுகாப்பு தரநிலைகளைப் பூர்த்தி செய்யும் பொருட்களை பொறியாளர்கள் வடிவமைக்க முடியும், அதே நேரத்தில் உற்பத்தி அளவீடுகளை அதிகபட்சமாக்கலாம். இந்தத் துறையில் வெற்றி பெற பொருளின் நடத்தை பற்றிய ஆழமான புரிதலும், தகுதி பெற்ற திறமையான தயாரிப்பாளர்களுடன் கூட்டுறவும் தேவை.
அடிக்கடி கேட்கப்படும் கேள்விகள்
1. ஸ்டீயரிங் அமைப்பின் முக்கிய பாகங்கள் என்ன?
நவீன ஸ்டீயரிங் கட்டமைப்பின் முதன்மை பகுதிகளில் ஸ்டீயரிங் சக்கரம், ஷாஃப்ட் மற்றும் பாதுகாப்பு கருவிகளை கொண்ட ஸ்டீயரிங் காலம், ராக் மற்றும் பினியன் அல்லது மறுசுழற்சி பந்து போன்ற ஸ்டீயரிங் கியர், சக்கரங்களில் உள்ள ஸ்டீயரிங் நாக்குகளுக்கு விசையை மாற்றும் டை ராட்கள் ஆகியவை அடங்கும். மின்சார சக்தி ஸ்டீயரிங் (EPS) கட்டமைப்புகளில், ஒரு மின்சார மோட்டார் மற்றும் ECU ஆகியவை காலம் அல்லது ராக்கில் ஒருங்கிணைக்கப்பட்டுள்ளன.
எந்த பகுதி சக்கரங்களுக்கு ஸ்டீயரிங் விசையை மாற்றுகிறது?
ஸ்டீயரிங் கியரிலிருந்து சக்கரங்களில் உள்ள ஸ்டீயரிங் நாக்குகளுக்கு பக்கவாட்டு இயக்கத்தை மாற்றுவதற்கான முக்கிய இணைப்பு பகுதிகள் டை ராட்கள் ஆகும். சக்கரங்களின் கோணத்தை மாற்ற அவை சக்கரங்களை தள்ளவும், இழுக்கவும் பொறுப்பானவை, வாகனம் ஓட்டுநரின் உள்ளீடுகளுக்கு துல்லியமாக பதிலளிக்க உதவுகின்றன.