 சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —
சிறு கலைகள், உயர் தரம் தரவுகள். எங்கள் வேகமான மாதிரி செயற்படுத்தும் சேவை சரிபார்ப்பை வேகமாக்கும் மற்றும் எளிதாக்கும் —

கையால் செய்யப்படும் வெட்டுகளை துல்லியமான முதல் தர படைப்புகளாக மாற்றும் CNC இயந்திர அணுகுமுறைகள்

சी.என்.சீ. இயந்திர அணுக்கருக்குரிய பொருட்கள் மற்றும் அவற்றின் நோக்கத்தைப் புரிந்துகொள்ளுதல்
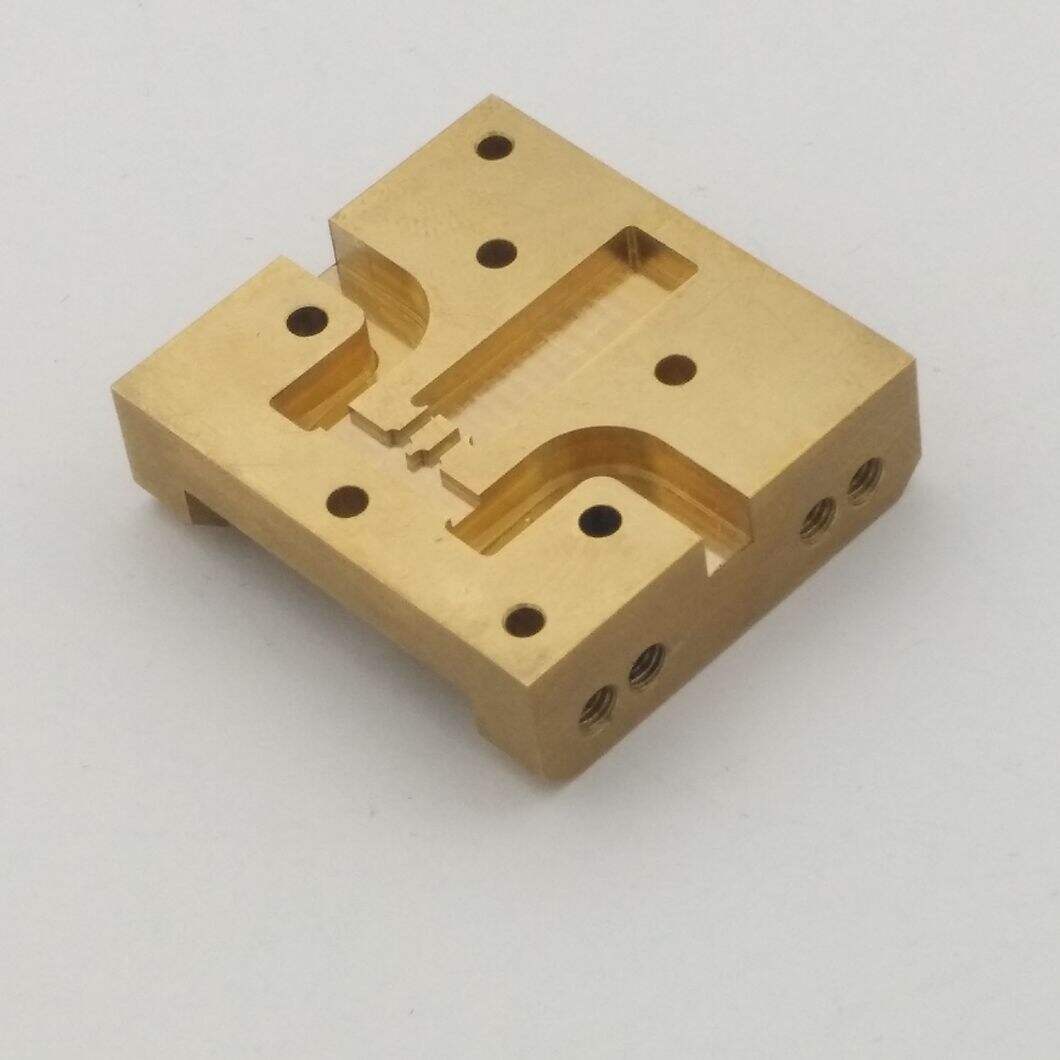
ஒரு அடிப்படை சீ.என்.சீ. வெட்டு மற்றும் ஒரு துல்லியமான மாஸ்டர்பீஸ் க்கு இடையே உள்ள வேறுபாடு என்னவென்று நீங்கள் எப்போதாவது யோசித்திருக்கிறீர்களா? இந்த விடை பெரும்பாலும் இயந்திரத்தில் தான் இல்லை, ஆனால் அதைச் சுற்றியுள்ள கவனமாகத் தேர்ந்தெடுக்கப்பட்ட அணுக்கருக்குரிய பொருட்களில் தான் உள்ளது. சீ.என்.சீ. இயந்திர அணுக்கருக்குரிய பொருட்கள் என்பவை உங்கள் இயந்திரத்தின் திறன்களை அதன் தொழிற்சாலை செயல்பாடுகளை விட மிகவும் அதிகமாக விரிவுபடுத்தும் துணைப் பாகங்கள், கருவிகள் மற்றும் உபகரணங்கள் ஆகும். இவற்றை ஒரு திறமையான இயந்திரத்தை உண்மையிலேயே பல்துறை உற்பத்தி மின்கூறாக மாற்றும் துணை நடிகர்கள் என்று கருதுங்கள்.
தயாரிப்பு பட்டியல்கள் விரிவான விருப்பங்களால் நிரம்பியிருந்தாலும், பல இயக்குநர்கள் தங்களுக்கு குறிப்பிட்ட தேவைகளுக்கு ஏற்ற அணுக்கருக்குரிய பொருட்கள் எவை என்பதைப் புரிந்துகொள்ள சிரமப்படுகின்றனர். கிடைக்கும் தயாரிப்புகளுக்கும் பயன்பாட்டு அறிவுக்கும் இடையே உள்ள இந்த இடைவெளி வீணான முதலீடுகளுக்கு வழிவகுக்கலாம் அல்லது, மோசமான நிலையில், சிறந்த முடிவுகளைப் பெறுவதற்கான வாய்ப்புகளை இழக்கலாம். இந்த இடைவெளியை நாம் இணைத்துக்கொள்வோம்.
எந்த பொருட்கள் சீ.என்.சீ. அணுக்கருக்குரிய பொருளாக கருதப்படுகின்றன?
CNC துணைக்கருவி என்பது உங்கள் இயந்திரத்துடன் இணைந்து செயல்படும் ஏதேனும் ஒரு பாகமாகும், அது இயந்திரத்தின் செயல்திறனை மேம்படுத்துவதற்கும், அதன் திறன்களை விரிவாக்குவதற்கும் அல்லது இயக்குநரின் பாதுகாப்பை மேம்படுத்துவதற்கும் பயன்படுகிறது. தொழில் வல்லுநர்களின் கூற்றுப்படி, இவை எளிய கூடுதல் பாகங்கள் அல்ல; மாறாக, முழுமையான இயந்திர செயல்முறையை புதிய உயரங்களுக்கு உயர்த்தும் அத்யாவசியமான கருவிகளாகும். இயந்திர கருவிகளின் துணைக்கருவிகள் எளிய கிளாம்புகளிலிருந்து சிக்கலான அளவீட்டு முறைகள் வரை பல்வேறு வகையானவையாக இருக்கும்; இவை ஒவ்வொன்றும் உங்கள் பணிப்பாய்வில் குறிப்பிட்ட ஒரு நோக்கத்தை நிறைவேற்றுகின்றன.
நீங்கள் சந்திக்கும் முக்கிய துணைக்கருவி வகைகள் இவை:
- பணியிடம்: வெட்டு செயல்பாடுகளின் போது உங்கள் பொருளை பாதுகாப்பாக பிடித்து வைக்கும் கிளாம்புகள், வைஸஸ், ஃபிக்ஸ்சர்கள் மற்றும் வெக்கியூம் மேசைகள்
- தொழில்நுட்பம்: உண்மையில் வெட்டு பணியை மேற்கொள்ளும் ரவுட்டர் பிட்ஸ், எண்ட் மில்ஸ், காலெட்ஸ் மற்றும் டூல் ஹோல்டர்கள்
- அளவீடு: அளவுகளின் துல்லியத்தை உறுதிப்படுத்தும் ப்ரோப்ஸ், டச் பிளேட்ஸ் மற்றும் டையல் இண்டிகேட்டர்கள்
- பாதுகாப்புஃ இயக்குநர்களின் பாதுகாப்பை உறுதிப்படுத்தும் கார்டியன்ஸ், அவசர நிறுத்த வசதிகள் மற்றும் பாதுகாப்பு உபகரணங்கள்
- தூசி சேகரிப்பு: தூய்மையான பணியிடச் சூழலை பராமரிக்கும் வெக்கியூம்கள், தூசி பூட்ஸ் மற்றும் வடிகட்டும் அமைப்புகள்
பாகங்கள் மற்றும் துணைக்கருவிகளுக்கு இடையேயான வேறுபாடு
நீங்கள் தற்போது தம்மையே கேட்டுக் கொள்ளலாம்: ஒரு இயந்திரத்தின் பாகம் என்பதும், ஒரு கூடுதல் சாதனம் (அணுக்கரு) என்பதும் எவ்வாறு வேறுபடுகின்றன? இந்த வேறுபாடு உங்கள் நினைப்பை விட முக்கியமானது. இயந்திரப் பாகங்கள் அடிப்படைச் செயல்பாட்டிற்கு தேவையான முக்கியமான கூறுகளாகும் – எடுத்துக்காட்டாக, ஸ்பிண்டிள், மோட்டார்கள் அல்லது கட்டுப்பாட்டு அமைப்பு போன்றவை. அவற்றின்றி, உங்கள் CNC இயந்திரம் செயல்படாது. மறுபுறம், மில்லிங் இயந்திரத்தின் கூடுதல் சாதனங்கள் (அணுக்கருக்கள்) உங்கள் இயந்திரத்தின் செயல்திறனை மேம்படுத்துகின்றன அல்லது அதன் செயல்பாட்டை விரிவுபடுத்துகின்றன.
இதை ஒரு நடைமுறை உதாரணமாக எடுத்துக் கொள்ளுங்கள்: உங்கள் ஸ்பிண்டிள் ஒரு பாகம், ஆனால் உங்கள் வெட்டுக் கருவியை பிடிக்கும் காலெட் (collet) ஒரு கூடுதல் சாதனம். காலெட் என்பது ஒரு எளிய பிடிப்பு அமைப்பாகும், இது ஒரு பிளவு பெற்ற குழாயையும், முனையில் சரியான சாய்வுடன் கூடிய முனையையும் கொண்டிருக்கும்; இது நேரான கருவியின் கைப்பிடியுடன் (shank) நெருக்கமான பொருத்தத்தை உருவாக்கும். தேவையான சரியான காலெட் அளவின்றி தற்காலிகமாக இயக்கலாம் என்றாலும், உங்கள் துல்லியமும், கருவியின் பாதுகாப்பும் மிகவும் பாதிக்கப்படும்.
அடிப்படை செயல்பாடுகளுக்குத் தேவையானவை முக்கிய துணைக்கருவிகள் ஆகும், எ.கா., அடிப்படை வேலை பிடிப்பான்கள் (workholding) மற்றும் ஏற்ற வெட்டுக் கருவிகள். செயல்திறனை மேம்படுத்தும் விருப்பமூலமான மேம்பாட்டு துணைக்கருவிகள் என்பவை தானியங்கி கருவிமாற்றிகள் அல்லது மேம்பட்ட ஆய்வு அமைப்புகள் போன்றவை. இந்த வேறுபாட்டைப் புரிந்துகொள்வது, உடனடி தேவைக்கும் எதிர்கால திறனுக்கும் இடையே உங்கள் வாங்குதல்களை முன்னுரிமைப்படுத்துவதில் உதவும்.
இயந்திர செயல்திறனுக்கு துணைக்கருவிகள் ஏன் முக்கியம்?
அனுபவம் வாய்ந்த இயக்கிகள் அறிந்திருப்பது இதுதான்: சரியான CNC துணைக்கருவிகள் போதுமான முடிவுகளுக்கும் சிறந்த துல்லியத்திற்கும் இடையேயான வேறுபாட்டை உருவாக்கும். துணைக்கருவிகளால் மேம்படுத்தப்பட்ட உற்பத்தி செயல்திறன், சிறந்த இயந்திர வெட்டுதல் துல்லியத்தையும், முற்றிலும் தரமான தரத்தையும் நேரடியாக வழங்குகிறது, என்பது மெதட்ஸ் மெஷின் டூல்ஸ் . குறைந்த அளவு அமைப்புகளில் கடுமையான அனுமதிப்புகள் (tolerances) மற்றும் மென்மையான முடிவுகள் (finishes) அடைய முடியும், இது உற்பத்தி செலவுகளை கணிசமாகக் குறைக்கிறது.
நீங்கள் மெல்லிய பிளைவுட் தகட்டிலிருந்து விரிவான அடையாளக் குறியீட்டை வெட்டுகிறீர்கள் என்று கற்பனை செய்துகொள்ளுங்கள். வேக்கியம் பிடிப்பு சாதனங்கள் அல்லது உறிஞ்சும் பாட்டில்கள் போன்ற சரியான பணியிட பிடிப்பு துணைக்கருவிகள் இல்லாமல், உங்கள் பொருள் வெட்டும் நேரத்தில் நகர்ந்துவிடலாம், இது மணிநேரங்கள் பாரிய வேலையை வீணாக்கும். இந்த வசதியான சாதனங்கள் பாகங்களை விரைவாக விடுவிக்கவும், துல்லியமாக மீண்டும் நிலைநிறுத்தவும் அனுமதிக்கின்றன, குறிப்பாக பல ஒரே மாதிரியான பாகங்களை உற்பத்தி செய்யும்போது இவை மிகவும் மதிப்புமிக்கவை.
இந்த நன்மைகள் துல்லியத்தை மட்டும் தாண்டியுள்ளன. செயல்திறனில் மேம்பாடு என்பது குறைந்த கழிவு என்பதையும் குறிக்கிறது, ஏனெனில் கழிவு வீதத்தைக் குறைப்பதற்கும், பொருள் பயன்பாட்டை மேம்படுத்துவதற்கும் உதவும் துணைக்கருவிகள் செயல்பாட்டு செலவுகளைக் குறைத்து, லாபத்தை அதிகரிக்கின்றன. நேர சேமிப்பும் கூடுதலாக ஏற்படுகிறது. சுழற்சி நேரங்கள் குறைத்தல், விரைவான அமைப்புகள் மற்றும் விரைவான இயந்திர செயல்முறைகள் உற்பத்தியை சீர்திருத்துகின்றன, இது நீங்கள் கடுமையான கால வரம்புகளை நிறைவேற்றவும், உங்கள் சாதனங்களின் இயக்க நேரத்தை அதிகபட்சமாக்கவும் உதவுகிறது.
ஒவ்வொரு CNC இயக்கியாளரும் அறிந்திருக்க வேண்டிய அத்தியாவசிய துணைக்கருவி வகைகள்
இப்போது நீங்கள் என்ன வகையான பொருட்கள் சேர்க்கைகளாக (அக்சசரிஸ்) கருதப்படுகின்றன மற்றும் இந்த கூறுகள் ஏன் முக்கியமானவை என்பதைப் புரிந்துகொண்டுவிட்டீர்கள். அடுத்து, நீங்கள் சந்திக்கப்போவது என்ன குறிப்பிட்ட வகைகள் என்பதைப் பற்றி ஆழமாக ஆராய்வோம். இது பொருளின் பெயர் அல்லது பிராண்டு வாரியாக அமைக்கப்படாமல், CNC ரவுட்டர் சேர்க்கைகள் அவற்றின் செயல்பாடு வாரியாக ஆராயப்படும். இந்த அணுகுமுறை நீங்கள் தீர்க்க முயற்சிக்கும் சிக்கல்களை அடிப்படையாகக் கொண்டு, உங்களுக்கு துல்லியமாக என்ன தேவை என்பதை அடையாளம் காண உதவும்.
ஒவ்வொரு வகையின் நோக்கத்தையும் புரிந்துகொள்வது, உங்கள் சேர்க்கைகளின் தொகுப்பை முறையாக உருவாக்குவதற்கான ஒரு கட்டமைப்பை வழங்கும். மரம், பிளாஸ்டிக் அல்லது அலுமினியம் ஆகியவற்றை வெட்டுவதாக இருந்தாலும், இந்த செயல்பாட்டு வகைகள் CNC ரவுட்டர் அமைப்புகளின் வெவ்வேறு பகுதிகளிலும் மாறாமல் நிலைத்திருக்கும்.
| பிரிவு | முதன்மை செயல்பாடு | சாதாரண உதாரணங்கள் | தேவையான திறன் மட்டம் |
|---|---|---|---|
| வேலைப்பொருளை பிடித்து வைத்தல் | வெட்டுதல் செயல்பாடுகளின் போது பொருளை பாதுகாப்பாக இறுக்கவும் | மில்லிங் வைஸ், ஸ்டெப் கிளாம்ப்ஸ், வெக்கியூம் டேபிள்ஸ், டோ கிளாம்ப்ஸ், ஃபிக்ச்சர் பிளேட்ஸ் | தொடக்கநிலை முதல் இடைநிலை வரை |
| வெட்டும் கருவிகள் | விரும்பிய வடிவங்களை உருவாக்க பொருளை அகற்றுதல் | ரவுட்டர் பிட்ஸ், எண்ட் மில்ஸ், V-பிட்ஸ், காலெட்ஸ், டூல் ஹோல்டர்ஸ் | தொடக்கநிலை முதல் மேம்பட்ட நிலை வரை |
| அளவீடு மற்றும் சரிசெய்தல் | அளவுகளின் துல்லியத்தையும், இயந்திரத்தின் சீரமைப்பையும் உறுதிப்படுத்துதல் | தொடு ப்ரோப்கள், டையல் குறியீடுகள், உயர அளவுகள், அளவு தட்டுகள் | இடைநிலை முதல் முனைப்பான வரை |
| தூசி சேகரிப்பு மற்றும் பாதுகாப்பு | தூய்மையான சூழலை பராமரித்தல் மற்றும் ஆபரேட்டர்களை பாதுகாத்தல் | தூசி பூட்ஸ், கடை வேக்கியூம்ஸ், பாதுகாப்பு கண்ணுக்கு மூடிகள், காதுகளை பாதுகாக்கும் கருவிகள் | தொடக்கநிலை |
| இயந்திர மேம்பாடு | தொழிற்சாலை தரநிலைகளை விட செயல்திறனை மேம்படுத்துதல் | ஸ்பிண்டிள் மேம்பாடுகள், குளிரூட்டும் அமைப்புகள், எண்ணெயிடும் அலகுகள் | முன்னேற்றமான |
பாதுகாப்பான பொருள் நிலையை உறுதிப்படுத்தும் பணியிட பிடிப்பு தீர்வுகள்
இது தெளிவாகத் தெரிகிறது, அல்லவா? உங்கள் பொருள் வெட்டப்படும் போது அது இடத்தில் நிற்க வேண்டும். இருப்பினும், பணியிட பிடிப்பு என்பது பல தொடக்க நிலை பயனர்கள் அதன் சிக்கலான தன்மையை மதிப்பிடுவதில் தவறு செய்யும் இடமாகும். அதன்படி, CNC குறிப்பேடு பணியிட பிடிப்பு என்பது இயந்திர செயல்பாடுகளின் போது உங்கள் பணிப்பொருளை பாதுகாப்பாக பிடிக்க பயன்படுத்தப்படும் ஏதேனும் கருவியைக் குறிக்கிறது. சரியான தீர்வு உங்கள் பொருளின் அளவு, வடிவம் மற்றும் உங்கள் வெட்டு செயல்பாடுகளால் உருவாகும் விசைகளைப் பொறுத்தது.
மில்லிங் வைஸ் என்பது நல்ல காரணத்திற்காகவே மிகவும் பிரபலமான வேலை-பிடிப்பு தீர்வாக உள்ளது. இது எளியது, வலுவானது மற்றும் பல்வேறு அளவுகளிலான பாகங்களுக்கு ஏற்றது. எனினும், வைஸ்களுக்கு ஒரு சிறந்த செயல்திறன் வரம்பு உள்ளது. மிகப் பெரிய தகடு வேலைகளுக்கு இவை போதுமானதாக இருக்காது, மேலும் அடுத்தடுத்து வைக்கப்பட்டுள்ள வைஸ்களுக்கு இடையேயான இடைவெளி காரணமாக மிகச் சிறிய பாகங்களை ஒரே நேரத்தில் செயலாக்குவதில் இவை சிறந்ததாக இருக்காது.
வைஸ்கள் தங்கள் செயல்திறனை இழக்கும்போது, கிளாம்ப்கள் (Clamps) முன்னேறி வருகின்றன. ஸ்டெப் கிளாம்ப்கள் (Step clamps) மிகவும் பொதுவானவை; இவை உயரத்தை சரிசெய்ய அவற்றின் மீது செய்யப்பட்ட சிறிய 'ஸ்டெப்ஸ்' (steps) கொண்டவை. இவை T-ஸ்லாட்களுடன் (T-slots) பயன்படுத்தப்படலாம் அல்லது டூலிங் தகடுகளில் (tooling plates) போல்ட் செய்யப்படலாம். உங்கள் வேலைப்பொருளின் மேற்புறத்திற்கு முழுமையான அணுகலை வழங்க, டோ கிளாம்ப்கள் (toe clamps) மேலிருந்து அழுத்துவதற்கு பதிலாக பக்கத்திலிருந்து பிடிக்கின்றன.
வெற்றிட அட்டவணைகள் முற்றிலும் வேறுபட்ட அணுகுமுறையை வழங்குகின்றன. கடல் மட்டத்தில் காற்றழுத்தம் 14.7 பவுண்டுகள் சதுர அங்குலத்திற்கு செலுத்துகிறது. ஒரு வெற்றிட பிடிப்பு உறுப்பு உங்கள் பாகத்தின் கீழே இருந்து காற்றை உறிஞ்சி, வளிமண்டல அழுத்தத்தை அதன் முழு மேற்பரப்பிலும் சீராக அதனை கீழே பிடித்து நிறுத்த அனுமதிக்கிறது. இது பாரம்பரிய கிளாம்ப்களால் திறம்பட பிடிக்க முடியாத மெல்லிய பொருள்கள் மற்றும் வழக்கற்ற வடிவங்களுக்கு மிகச் சிறப்பாக வேலை செய்கிறது. எனினும், சிறிய பாகங்கள் குறைந்த மேற்பரப்பு பரப்பளவைக் கொண்டிருப்பதால் குறைந்த பிடிப்பு விசையை உருவாக்கும் என்பதை நினைவில் கொள்ளவும்; எனவே, வெட்டு அளவுகளை சரிசெய்ய வேண்டியிருக்கலாம்.
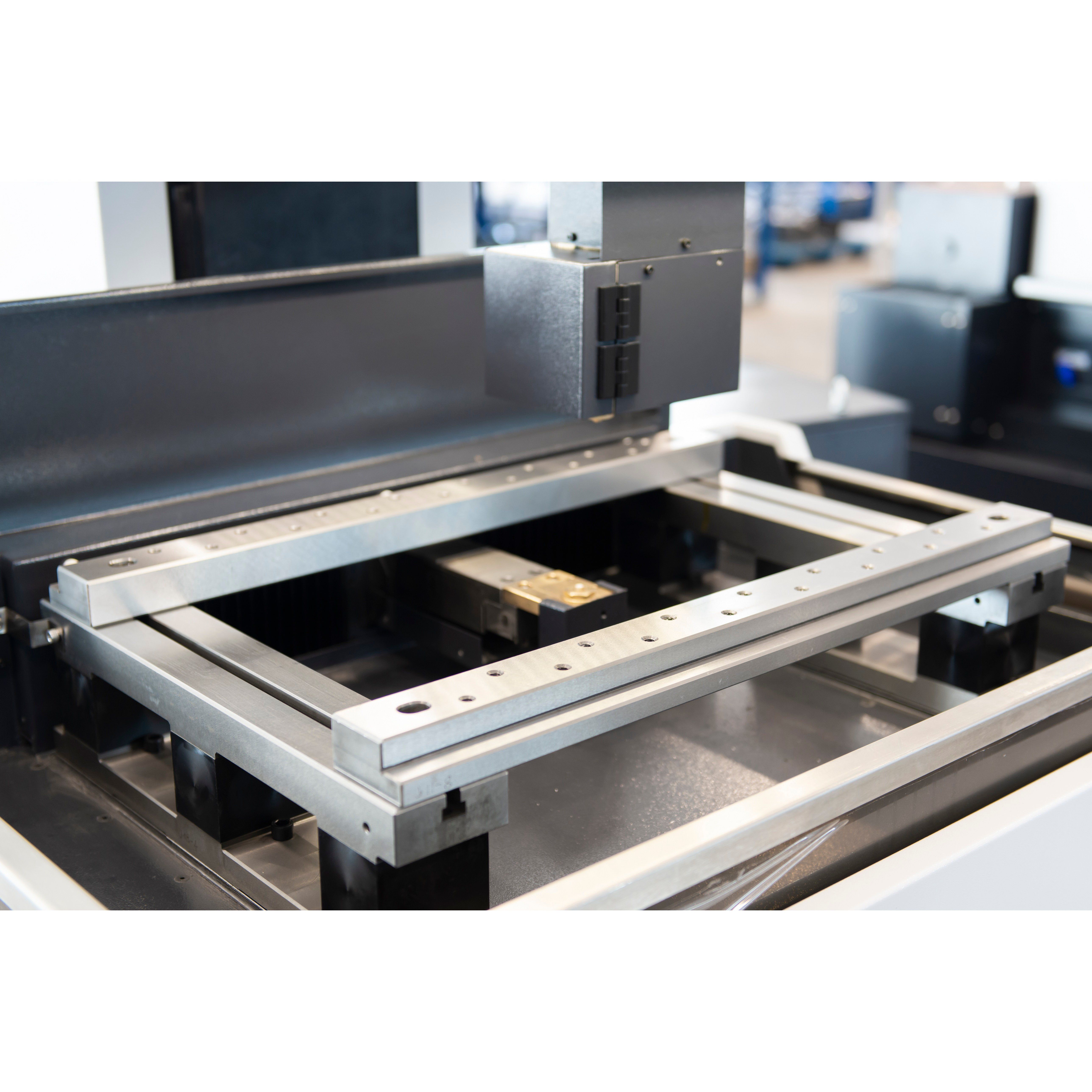
உற்பத்தி சூழல்களுக்காக, துல்லியமான டோவெல் பின் வலைகளுடன் கூடிய பிடிப்பு தகடுகள், பாதி ஆயிரத்தில் ஒரு அங்குலத்திற்குள் (0.0005") உறுப்புகளை மீண்டும் மீண்டும் சரியான இடத்தில் வைக்க அனுமதிக்கின்றன. உங்கள் அட்டவணையில் ஒரு வைஸை வைத்து, அது ஒவ்வொரு முறையும் துல்லியமாக அதே இடத்தில் இருக்கும் என்று உறுதியாக அறிவதை கற்பனை செய்யுங்கள். அமைப்பு நேரத்தில் ஏற்படும் நேர சேமிப்பு, இந்த CNC இயந்திர சப்ளைகளில் முதலில் செலவழிக்கப்படும் முதலீட்டை விரைவில் ஈடுகட்டும்.
வெட்டுக் கருவிகள் மற்றும் கருவித் தொகுதிகள் – விளக்கம்
உங்கள் வெட்டும் கருவிகள் என்பவை உண்மையில் மாயாஜாலம் நிகழும் இடமாகும். இந்த வகையில் உள்ள CNC ரவுட்டர் பாகங்கள் என்பவை உங்கள் பொருளுடன் தொடர்பு கொண்டு, சிப்ஸ்களை அகற்றி வடிவங்களை உருவாக்கும் அனைத்து கருவிகளையும் உள்ளடக்கியவை. இவற்றின் வகைப்பாடு முதற்கொண்டே மிகவும் அதிகமாகத் தோன்றலாம்; ஆனால் ஒவ்வொரு கருவியும் குறிப்பிட்ட நோக்கங்களுக்காகவே வடிவமைக்கப்பட்டுள்ளது.
ரவுட்டர் பிட்ஸ் மற்றும் எண்ட் மில்ஸ் ஆகியவை பெரும்பாலான கருவித் தொகுப்புகளின் மையத்தை உருவாக்குகின்றன. ரவுட்டர் பிட்ஸ்கள் பொதுவாக பெரிய வெட்டும் விட்டங்களைக் கொண்டிருக்கும் மற்றும் மரம், பிளாஸ்டிக் மற்றும் மென்மையான பொருள்களுக்காக வடிவமைக்கப்பட்டவை. எண்ட் மில்ஸ் உலோகங்கள் மற்றும் கடினமான பொருள்களை செயலாக்குவதற்கு பயன்படுத்தப்படுகின்றன; இவை ஸ்லாட்டிங், புரோஃபைலிங் அல்லது முடிவுறு மேற்பரப்பு செயல்பாடுகள் போன்ற வெவ்வேறு செயல்பாடுகளுக்காக வடிவமைக்கப்பட்ட வடிவங்களைக் கொண்டவை.
V-பிட்ஸ் எழுத்துகளை வெட்டுதல், அலங்கார ஓரங்கள் மற்றும் கிராவிங் பணிகளுக்காக சாய்வான வெட்டுகளை உருவாக்குகின்றன. பால் நோஸ் எண்ட் மில்ஸ் வளைந்த மேற்பரப்புகள் மற்றும் 3D கண்டூர்களை உருவாக்குகின்றன. ஸ்ட்ரெய்ட் ஃப்ளூட் பிட்ஸ் பிளான்ஜிங் வெட்டுகளில் சிறப்பாகச் செயல்படுகின்றன; அதே நேரத்தில், ஸ்பைரல் ஃப்ளூட் பிட்ஸ் பக்க மில்லிங் செயல்பாடுகளின் போது சிப்ஸ்களை மிகவும் திறமையாக வெளியேற்றுகின்றன.
காலெட் அமைப்பு உங்கள் வெட்டும் கருவிகளை ஸ்பிண்டிளுடன் இணைக்கிறது. முன்னர் குறிப்பிட்டபடி, காலெட்கள் ஒரு பிளவு செய்யப்பட்ட குழாய் வடிவமைப்பைப் பயன்படுத்துகின்றன, மேலும் கருவியின் ஷாங்கை பாதுகாப்பாகப் பிடிக்க ஒரு கூர்மையான முனையைக் கொண்டுள்ளன. உங்கள் கருவியின் ஷாங்கின் விட்டத்துக்கு ஏற்றவாறு காலெட்டின் அளவை துல்லியமாக பொருத்துவது சுழற்சி மையத்தை (concentricity) உறுதிப்படுத்துகிறது, இது நேரடியாக மேற்பரப்பு முடிவுத் தரத்தையும், கருவியின் ஆயுளையும் பாதிக்கிறது. சிறிய அளவு காலெட்டைப் பயன்படுத்துவது கருவியின் நழுவலுக்கு வாய்ப்பளிக்கிறது, அதே நேரத்தில் பெரிய அளவு காலெட் சரியான பிடிப்பு விசையை ஏற்படுத்த முடியாமல் தடுக்கிறது.
தானியங்கி கருவி மாற்றிகளைக் கொண்ட இயந்திரங்களில், கருவி தாங்கிகள் இந்த அமைப்புக்கு மேலும் ஒரு அடுக்கைச் சேர்க்கின்றன. இந்த தரநிலையாக்கப்பட்ட தாங்கிகள் விரைவான கருவி மாற்றங்களை அனுமதிக்கின்றன, மேலும் மாறாத நிலையில் கருவிகளை வைத்திருக்கின்றன. கையால் இயக்கப்படும் இயந்திரங்களில் கூட, தரமான கருவி தாங்கிகள் கடினமான வெட்டுகளின் போது இயந்திரத்தின் விறைப்பை மேம்படுத்துகின்றன மற்றும் அதிர்வைக் குறைக்கின்றன.
அளவீடு மற்றும் சரிபார்க்கும் துணைக் கருவிகள்
அளவீடு இல்லாமல் துல்லியம் என்பது வெறும் ஊகமே ஆகும். இந்த CNC ரவுட்டர் துணைக் கருவிகளின் வகைப்பாடு, உங்கள் இயந்திரம் குறிப்பிடப்பட்ட துல்லிய வரம்புகளுக்குள் பாகங்களை உற்பத்தி செய்வதை உறுதிப்படுத்துகிறது, மேலும் துல்லியம் குறைந்தால் ஏற்படும் பிரச்சனைகளைக் கண்டறிவதற்கும் உதவுகிறது.
தொடு ப்ரோப்கள் (Touch probes) தற்போது தீவிர CNC வேலைகளுக்கு அவசியமாகிவிட்டன. இவை பென் டூல் கோ. என்று விளக்குகின்றன — இந்த உபகரணங்கள் பாகங்களைக் கண்டறியவும், ஆஃப்செட்களை அமைக்கவும், அளவீடுகளை தானியங்கி முறையில் செய்யவும் உதவுகின்றன. இவை தயாரிப்பு நேரத்தை மிகவும் குறைக்கின்றன மற்றும் பல பாகங்களுக்கு மீண்டும் மீண்டும் ஒரே மாதிரியான துல்லியத்தை உறுதிப்படுத்துகின்றன. ஒரு ப்ரோப் உங்கள் வேலைப்பாகத்தின் மூலையை தானியங்கியாகக் கண்டறியவும், கருவியின் நீளத்தை அளவிடவும், சுழற்சிக்கு இடையிலேயே அளவுகளை சரிபார்க்கவும் முடியும்.
டையல் குறிப்பிடிகள் (Dial indicators), தயாரிப்பு மற்றும் பரிசோதனை நேரங்களில் மிகச் சிறிய விலகல்களைக் காட்டும் விசையான பிரதிபலிப்பை வழங்குகின்றன. ஸ்பிண்டிள் ரன்-அவுட் (spindle runout), பாகத்தின் சீரான அமைப்பு (part alignment) அல்லது மேற்பரப்பின் சமதளத்தை (surface flatness) சரிபார்க்கும்போது, இந்தக் கருவிகள் கண்ணால் காண முடியாத பிரச்சனைகளை வெளிப்படுத்துகின்றன. காந்த அடித்தளத்துடன் (magnetic base) இணைக்கப்படும்போது, இவை இயந்திரத்தின் தயாரிப்பு மற்றும் பிழை நீக்கத்திற்கு அவசியமாகிவிடுகின்றன.
ஹெய்ட் கேஜஸ் (Height gauges), பாகங்களின் உயரங்களை, துளைகளின் நிலைகளை மற்றும் குறிப்பு கோடுகளை கையால் பயன்படுத்தும் கருவிகளால் அடைய முடியாத செங்குத்து துல்லியத்தில் அளவிடுகின்றன. இவை வரைவு கருவிகளுக்கும் பரிசோதனை உபகரணங்களுக்கும் இடையேயான இடைவெளியை நிரப்புகின்றன; வெட்டுகளைத் திட்டமிடுவதற்கும், முடிவுகளைச் சரிபார்ப்பதற்கும் இவை மிகவும் பயனுள்ளவை.
கேஜ் தட்டுகள், சில சமயங்களில் ஜோ தட்டுகள் எனவும் அழைக்கப்படுகின்றன, இவை இறுதி குறிப்புத் தரத்தை வழங்குகின்றன. இந்த மிகத் துல்லியமாக தரையில் அமைக்கப்பட்ட தட்டுகள் பிற கருவிகளை சரிபார்க்கவும், இயந்திரங்களின் துல்லியத்தை உறுதிப்படுத்தவும் பயன்படுகின்றன. உங்கள் அளவீடுகளில் முழுமையான நம்பிக்கை தேவைப்படும்போது, கேஜ் தட்டுகள் அனைத்து மற்ற அளவீடுகளுக்கும் அடிப்படையாக செயல்படுகின்றன.
தனிப்பட்ட கருவிகளை மட்டும் விட்டுவிடாமல், தொடர்ச்சியான சரிபார்ப்பு நடைமுறை உங்கள் முழு அளவீட்டு அமைப்பையும் நம்பகத்தன்மையுடன் வைத்திருக்கிறது. ஒரு அங்குலத்தின் ஆயிரத்தில் ஒன்று வரை அளவீடுகளை வழங்கும் மைக்ரோமீட்டர்கள், அவை தனது தர வரையறையிலிருந்து விலகிவிட்டால், அவை எந்த பயனையும் தராது. தரமான அளவீட்டு துணைக் கருவிகளில் முதலீடு செய்வது அவற்றை சரியாக பராமரிக்கும் போது மட்டுமே பலனைத் தரும்.
இந்த செயல்பாட்டு வகைகள் தெளிவாக வரையறுக்கப்பட்டுள்ளன எனில், குறிப்பிட்ட துணைக் கருவிகள் வெவ்வேறு வகையான CNC இயந்திரங்களுக்கும், அவற்றின் தனிப்பயன் தேவைகளுக்கும் எவ்வாறு பொருந்தும் என்பதை இப்போது நீங்கள் ஆராய முடியும்.
உங்கள் குறிப்பிட்ட CNC இயந்திர வகைக்கு ஏற்ற துணைக் கருவிகளைத் தேர்வு செய்தல்
இது மிகவும் அடிக்கடி நிகழும் ஒரு சூழ்நிலை: நீங்கள் இணையத்தில் உங்கள் இயந்திரத்துடன் பொருந்தக்கூடிய சரியான அணுகுமுறை சாதனத்தைக் கண்டுபிடித்து, ஆவலுடன் ஆர்டர் செய்கிறீர்கள், ஆனால் அது உங்கள் இயந்திரத்துடன் வேலை செய்யாது என்பதை கண்டுபிடிக்கிறீர்கள். CNC இயந்திர அணுகுமுறை சாதனங்களைத் தேர்வு செய்யும்போது ஒத்துப்போகும் தன்மை என்பது சிறிய கவனிப்பு மட்டுமல்ல; அது உங்கள் முதலீடு உங்கள் திறன்களை மேம்படுத்துமா அல்லது விலையுயர்ந்த காகிதத் துண்டாக மாறுமா என்பதை தீர்மானிக்கும் அடிப்படையாகும்.
வெவ்வேறு இயந்திர கட்டமைப்புகள் வெவ்வேறு அணுகுமுறை சாதன அமைப்புகளைத் தேவைப்படுத்துகின்றன. ஒரு ஃபாக்ஸ் ஏலியன் CNC ரவுட்டர் ஒரு செங்குத்து மில்லிங் இயந்திரம் அல்லது லேத் இயந்திரத்திலிருந்து அடிப்படையில் வேறுபட்ட முறையில் இயங்குகிறது. ஒரு செங்குத்து மில்லிங் இயந்திரம் அல்லது லேத் . வாங்குவதற்கு முன்பாக இந்த வேறுபாடுகளைப் புரிந்துகொள்வது வெறுப்பு, பணம் மற்றும் நேரத்தைச் சேமிக்கிறது. நீங்கள் அறிந்திருக்க வேண்டியவற்றை இங்கே விளக்குகிறோம்.
ரவுட்டர், மில் மற்றும் லேத் – அணுகுமுறை சாதனத் தேவைகள்
CNC ரவுட்டர்கள், மில்கள் மற்றும் லேத்களை சகோதரர்கள் என்று நினைக்காமல், சகோதரிகள் என்று நினையுங்கள். அவை ஒரே மரபணுக்களைப் பகிர்ந்து கொள்கின்றன, ஆனால் வெவ்வேறு நோக்கங்களுக்காக வளர்ந்துள்ளன, மேலும் அவற்றின் அணுகுமுறை சாதனத் தேவைகளும் அந்த வேறுபாடுகளை பிரதிபலிக்கின்றன.
CNC ரவுட்டர்கள் பொதுவாக இலேசான வெட்டு விசைகளைக் கையாளும் மற்றும் மரம், பிளாஸ்டிக் மற்றும் அலுமினியம் போன்ற மென்மையான உலோகங்களைச் செயலாக்குவதில் சிறப்புறும். அவற்றின் வேலை நிலைப்படுத்தும் துணைக்கருவிகள் வெற்றிட அட்டவணைகள், தகடு பொருட்களுக்காக வடிவமைக்கப்பட்ட கிளாம்ப்கள் மற்றும் பெரிய தட்டையான வேலைப் பொருட்களை ஏற்றும் பொருத்துதல்களை நோக்கி சாய்ந்துள்ளன. எடுத்துக்காட்டாக, ஃபாக்ஸ் அலியன் மாஸ்டர் ப்ரோ (foxalien masuter pro) அதன் டெஸ்க்டாப் அளவு மற்றும் ஸ்பிண்டிள் திறன்களுக்கு ஏற்றவாறு அளவிடப்பட்ட துணைக்கருவிகளுடன் சிறப்பாக இயங்கும்.
மில்லிங் இயந்திரங்கள் குறிப்பிடத்தக்க அளவிலான உயர் வெட்டு விசைகளை உருவாக்கும் மற்றும் எஃகு மற்றும் டைட்டானியம் போன்ற கடினமான பொருள்களைச் செயலாக்கும். அவற்றின் வேலை நிலைப்படுத்தும் அமைப்புகள் இந்த விசைகளைத் தாங்க வேண்டும், இதனால் கனமான வைஸ்கள், வலுவான பொருத்துதல் தகடுகள் மற்றும் கனமான சுமைகளுக்கு தரவரையறுக்கப்பட்ட கிளாம்ப்கள் தேவைப்படுகின்றன. மில்களில் உள்ள கருவிகள் அமைப்புகள் பொதுவாக CAT, BT அல்லது HSK போன்ற தரவரையறுக்கப்பட்ட இடைமுகங்களைப் பயன்படுத்தும், இவை ரவுட்டர் காலெட் அமைப்புகளிலிருந்து முற்றிலும் வேறுபட்டவை.
லேத்ஸ் சுழற்றும் வேலை பிடிப்பு முறையை சமன்பாட்டில் அறிமுகப்படுத்துகின்றன. சக்ஸ், காலெட்ஸ் மற்றும் ஃபேஸ்ப்ளேட்ஸ் ஆகியவை வெட்டும் கருவிகள் நிலையாக இருக்கும் அல்லது திட்டமிடப்பட்ட பாதைகளில் நகரும் போது சுழலும் வேலைப்பொருட்களைப் பிடித்து வைக்கின்றன. லேத் துணைக்கருவிகளில் நீளமான பாகங்களுக்கான ஸ்டெடி ரெஸ்ட்ஸ், டெயில்ஸ்டாக் ஆதரவுக்கான லைவ் சென்டர்ஸ் மற்றும் சிறப்பு கருவிகள் போஸ்ட்ஸ் ஆகியவை அடங்கும். இந்த கூறுகள் ரவுட்டர் அல்லது மில் துணைக்கருவிகளுடன் கிட்டத்தட்ட எந்த மேற்புற மேலுள்ள ஒத்துப்போக்கும் கொண்டிருக்காது.
எந்த ஒரு துணைக்கருவியையும் வாங்குவதற்கு முன், அது உங்கள் இயந்திர வகைக்காக வடிவமைக்கப்பட்டதா என்பதை உறுதிப்படுத்திக் கொள்ளுங்கள். ஒரு அழகான மில்லிங் வைஸ் பெரும்பாலான பொழுதுபோக்கு ரவுட்டர்களில் சரியாக பொருத்தப்படாது, மேலும் ரவுட்டர் தூசி சேகரிப்பு அமைப்புகள் பொதுவாக மில்களிலிருந்து உலோக சிப்ஸ்களை வெளியேற்ற முடியாது.
ஸ்பிண்டிள் மற்றும் பொருத்துதல் ஒத்துப்போக்கு பற்றி புரிந்துகொள்ளுதல்
உங்கள் ஸ்பிண்டிள் என்பது உங்கள் CNC அமைப்பின் இதயமாகும், மேலும் துணைக்கருவிகள் அதன் மொழியைப் பேச வேண்டும். உங்கள் கவனத்தை ஈர்க்க வேண்டிய இரண்டு முக்கிய தன்மைகள்: ஸ்பிண்டிள் டேபர் மற்றும் காலெட் அமைப்பு.
தொழில்முறை மில்களில் ஸ்பிண்டிள் சாய்வுகள் R8, CAT40 அல்லது BT30 போன்ற தரநிலைகளைப் பின்பற்றுகின்றன. ஒவ்வொரு சாய்வும் பொருத்தமான கருவி ஹோல்டர்களை தேவைப்படுத்துகிறது. உங்கள் பயன்பாட்டிற்கு வெட்டுக் கருவி எவ்வளவு சரியாக பொருந்தினாலும், CAT40 ஹோல்டரை R8 ஸ்பிண்டிளில் வலுக்கட்டாயமாக பொருத்த முடியாது. ஷார்க் CNC தொடர் மற்றும் ஃபாக்ஸ் அலியன் மாதிரிகள் போன்ற சிறிய இயந்திரங்கள் பொதுவாக மரபுசார் சாய்வுகளுக்கு பதிலாக ER-பாணி கால்லெட் அமைப்புகளைப் பயன்படுத்துகின்றன. ER11, ER16 மற்றும் ER20 என்ற குறிப்பீடுகள் ஒவ்வொரு அமைப்பும் ஏற்றுக்கொள்ளக்கூடிய அதிகபட்ச கருவி ஷாங்க் விட்டத்தைக் குறிக்கின்றன.
மல்ட்டிங் பொருத்துதல் ஸ்பிண்டிள்களை மட்டுமல்லாமல், உங்கள் இயந்திரத்தின் டேபிள் அல்லது பெட் வரை நீடிக்கிறது. T-ஸ்லாட் அளவுகள் தயாரிப்பாளர்களுக்கு இடையே மாறுபடுகின்றன. 5/8-அங்குல T-ஸ்லாட்களுக்காக வடிவமைக்கப்பட்ட ஃபிக்ச்சர் தகடு, மெட்ரிக் அல்லது வேறு விதமாக இடைவெளி கொண்ட ஸ்லாட்களைக் கொண்ட இயந்திரத்தில் சரியாக பதிக்கப்படாது. அதேபோல, வெக்கியூம் டேபிள் மல்ட்டிங், மூடி இணைப்புகள் மற்றும் தூசி சேகரிப்பு பிராக்கெட்கள் ஆகியவை குறிப்பிட்ட மல்ட்டிங் இடைமுகங்களை தேவைப்படுத்துகின்றன.
மின்சார தேவைகள் மேலும் ஒரு ஒத்திசைவு அடுக்கைச் சேர்க்கின்றன. ஸ்பிண்டிள் மேம்பாடுகள், தானியங்கி கருவி மாற்றிகள் மற்றும் பிரோபிங் அமைப்புகள் ஆகியவற்றுக்கு ஒத்திசைவான மின்னழுத்தம், கட்டுப்பாட்டு சிக்னல்கள் மற்றும் மென்பொருள் ஆதரவு தேவைப்படுகின்றன. 220V ஸ்பிண்டிள் கூடுதல் வன்பொருள் இல்லாமல் 110V மின்சாரத்தில் இயங்காது. ஒரு தொடு பிரோப் (touch probe) என்பது பிரோபிங் செயல்முறைகளுக்கான கட்டுப்பாட்டு அமைப்பின் ஆதரவை நிச்சயம் தேவைப்படுகிறது. இந்த விவரங்கள் மிகவும் முக்கியமானவை.
பிராண்ட் சூழியல் நன்மைகள் மற்றும் கட்டுப்பாடுகள்
ஃபாக்ஸ் அலியன் (FoxAlien) மற்றும் நெக்ஸ்ட்வேவ் ஷார்க் (NextWave Shark) போன்ற தயாரிப்பாளர்கள் தங்கள் இயந்திரங்களுக்காக குறிப்பிட்ட அணுக்கரு சாதனங்களை (accessory ecosystems) உருவாக்கியுள்ளனர். ஃபாக்ஸ் அலியன் அணுக்கரு சாதனங்கள் அவர்களின் ரவுட்டர் தொடர்களுடன் துல்லியமாக ஒத்திசைவு பெறும் வகையில் வடிவமைக்கப்பட்டுள்ளன — அவர்களின் ஸ்பிண்டிள்களைச் சுற்றியுள்ள துளிகை மூடிகள் (dust boots) முதல் அவர்களின் மேஜை அளவுகளுக்கு ஏற்ற வே-wasteboard அமைப்புகள் வரை.
ஷார்க் CNC இயந்திர தொடர் ஒத்த தத்துவத்தைப் பின்பற்றுகிறது. நெக்ஸ்ட்வேவ் தனிப்பயனாக வடிவமைக்கப்பட்ட குறிப்பிட்ட மாதிரிகளுக்கான அணுக்கரு சாதனங்களை வழங்குகிறது, இதனால் எந்தவொரு மாற்றமும் இல்லாமல் சரியான பொருத்தம் உறுதிசெய்யப்படுகிறது. இந்த சூழியல் அணுகுமுறை வாங்குதல் முடிவுகளை எளிதாக்குகிறது. நீங்கள் உங்கள் பிராண்டின் குடும்பத்திற்குள் வாங்கும்போது, ஒத்திசைவு தொடர்பான கவலைகள் பெரும்பாலும் நீங்கிவிடும்.
இருப்பினும், பிராண்ட் சூழியல்களுக்கு வரம்புகள் உள்ளன. தேர்வு மூன்றாம் தரப்பு விருப்பங்களை விட குறைவாக இருக்கலாம். விலை சில சமயங்களில் பொதுவான மாற்று விருப்பங்களை விட அதிகமாக இருக்கலாம். மேலும், உங்கள் தயாரிப்பாளர் ஒரு தயாரிப்பு வரிசையை நிறுத்தினால், நேரத்துடன் கூடுதல் பொருட்களின் கிடைப்பு சிக்கலாக மாறலாம்.
வெவ்வேறு தயாரிப்பாளர்களின் கூடுதல் பொருட்களை ஒன்றிணைப்பது சாத்தியமற்றது அல்ல, ஆனால் அதற்கு கவனிப்புடன் ஆராய்வது அவசியம். அடிப்படை வேலை பிடிப்பு மற்றும் தரநிலை வெட்டு கருவிகள் போன்ற பொதுவான செயல்பாடுகளுக்கு பொதுவான கூடுதல் பொருட்கள் உள்ளன. முக்கியமானது, வாங்குவதற்கு முன் தனிப்பயன் தன்மைகள் பொருந்துகின்றனவா என்பதை சரிபார்த்துக் கொள்வதாகும். மூன்றாம் தரப்பு கூடுதல் பொருட்கள் பெரும்பாலும் பொருந்தக்கூடிய இயந்திரங்களை வெளிப்படையாக பட்டியலிடுகின்றன, எனவே அவை கவனமாக தேர்ந்தெடுக்கப்படும்போது வெவ்வேறு பிராண்டுகளுக்கு இடையேயான வாங்குதல் பாதுகாப்பானதாக இருக்கும்.
எந்த கூடுதல் பொருளையும் உங்கள் கார்ட்டில் சேர்ப்பதற்கு முன், இந்த ஒத்திசைவு சரிபார்ப்பு புள்ளிகளை ஒருமுறை சரிபார்த்துக் கொள்ளுங்கள்:
- இயந்திர வகை உறுதிப்படுத்தல்: இந்த கூடுதல் பொருள் ரவுட்டர்கள், மில்கள் அல்லது லேத்ஸ் ஆகியவற்றுக்காக குறிப்பிட்டு வடிவமைக்கப்பட்டுள்ளதா?
- ஸ்பிண்டிள் இணைப்பு: உங்கள் ஸ்பிண்டிள் சரிவு அல்லது காலெட் அமைப்பு இந்த கூடுதல் பொருளின் தேவைகளுக்கு பொருந்துகிறதா?
- மவுண்டிங் அளவுகள்: இந்த சேர்ப்புப் பொருள் உங்கள் மேசை, T-துளைகள் அல்லது பொருத்தும் புள்ளிகளுக்கு உடல் ரீதியாக பொருந்துமா?
- மின்சார ஒத்திசைவு: உங்கள் மின்சார வழங்கி மற்றும் கட்டுப்பாட்டு சாதனம் இந்த சேர்ப்புப் பொருளின் தேவைகளை ஆதரிக்கின்றனவா?
- மென்பொருள் ஆதரவு: மின்னணு சேர்ப்புப் பொருள்களுக்கு, உங்கள் CAM மென்பொருள் அல்லது கட்டுப்பாட்டு சாதனத்தின் பரிபுணர்வு (firmware) தேவையான செயல்பாடுகளை ஆதரிக்கின்றனவா?
- பணி உள்ளேற்றுதல்: இந்த சேர்ப்புப் பொருள் ஏற்றுக்கொள்ளத்தக்க எல்லைக்கு கீழே உங்கள் பயன்பாட்டு வெட்டு பரப்பைக் குறைத்துவிடுமா?
- எடை கருத்தில் கொள்ள வேண்டியவை: உங்கள் இயந்திரத்தின் கட்டமைப்பு, விறைப்பு அல்லது துல்லியத்தை பாதிக்காமல் ஏதேனும் கூடுதல் எடையை தாங்க முடியுமா?
இந்த ஒத்துழைப்புக் காரணிகளை கவனமாக கருதுவது, விலையுயர்ந்த தவறுகளைத் தடுக்கிறது மற்றும் நீங்கள் சேர்ப்புப் பொருள்களை நம்பிக்கையுடன் வாங்க உதவுகிறது. ஒத்துழைப்பு அடிப்படைகள் முடிந்த பின், அடுத்த படியாக உங்கள் அனுபவ மட்டம் மற்றும் உடனடி தேவைகளை அடிப்படையாகக் கொண்டு எந்த சேர்ப்புப் பொருள்களை முதலில் வாங்க வேண்டும் என்பதை புரிந்துகொள்வது ஆகும்.
புதிய CNC உரிமையாளர்களுக்கான சேர்ப்புப் பொருள் வாங்குதலை முன்னுரிமையிடுதல்
நீங்கள் உங்கள் புதிய CNC இயந்திரத்தை பெட்டியிலிருந்து எடுத்து, அதை கவனமாக கூட்டியுள்ளீர்கள், மேலும் சில சோதனை வெட்டுகளை இயக்கியுள்ளீர்கள். இப்போது ஒவ்வொரு புதிய உரிமையாளரும் எதிர்கொள்ளும் கேள்வி வருகிறது: முதலில் எந்த துணைக்கருவிகளை வாங்க வேண்டும்? பல தேர்வுகள் கிடைக்கும் போதும், கட்டுப்படுத்தப்பட்ட பட்ஜெட் உள்ளதால், ஆரம்பத்தில் புத்திசாலித்தனமான தேர்வுகளைச் செய்வது வாங்கும் வருத்தத்தைத் தடுக்கிறது மற்றும் தரமான பணிகளை விரைவாக உருவாக்க உதவுகிறது.
அனைத்தையும் ஒரே நேரத்தில் வாங்க வேண்டும் என்ற ஈர்ப்பு உண்மையில் இருக்கிறது. அதைத் தடுங்கள். CNC கருவிகளின் தொகுப்பை உருவாக்குவதற்கான ஒரு முறையான அணுகுமுறை உங்கள் திறன் மற்றும் செலவு திறன் இரண்டிலும் நன்மைகளை வழங்குகிறது. CNC பயணத்தின் எந்த கட்டத்தில் நீங்கள் இருக்கிறீர்கள் என்பதை அடிப்படையாகக் கொண்டு, உங்கள் வாங்குதலை எவ்வாறு முன்னுரிமை கொடுப்பது என்பதை நாம் விரிவாக ஆராய்வோம்.
தொடக்கத்தில் உங்கள் முதல் துணைக்கருவிகளை வாங்குதல்
நீங்கள் தொடக்கத்தில் இருக்கும்போது, பொதுவான பொருட்களுடன் பாதுகாப்பான, நம்பகமான இயக்கத்தை சாத்தியமாக்கும் துணைக்கருவிகளில் கவனம் செலுத்துங்கள். இதை உங்கள் அடிப்படை தொடக்க தொகுப்பு என்று கருதுங்கள், இது சிக்கலானதாக இருந்தாலும் அல்லது எளிமையானதாக இருந்தாலும் ஒவ்வொரு திட்டத்திற்கும் தேவையான அடிப்படைகளை உள்ளடக்கியது.
இதன்படி அடுத்த அலை CNC தரமான அணுகுதல் பொருட்களில் முதலீடு செய்வது, உங்கள் பொழுதுபோக்கு CNC அனுபவத்தை கணிசமாக மேம்படுத்தும். அவர்களின் பரிந்துரைகள், அனுபவம் வாய்ந்த இயக்கிகள் தொடர்ந்து உண்மையான அவசியங்கள் என அடையாளம் காணும் பொருட்களுடன் ஒத்துப்போகின்றன, அதே நேரத்தில் 'விரும்பத்தக்கவை' என அழைக்கப்படும் பொருட்களிலிருந்து வேறுபடுத்தப்படுகின்றன.
- பாதுகாப்பு கண்ணாடிகள்: வெட்டுதல் செயல்பாடுகளின் போது, மரம் மற்றும் உலோகத்தின் துகள்கள் கட்டுப்பாடற்ற விதத்தில் சிதறுகின்றன. உயர் தரமான பாதுகாப்பு கண்ணுக்கான கண்ணாடிகள் உங்கள் கண்களை சாத்தியமான சேதத்திலிருந்து பாதுகாக்கின்றன; இதனால் துகள்களைப் பற்றி கவலைப்படாமல் நீண்ட நேரம் ஆறுதலாக வேலை செய்ய முடிகிறது. பயன்பாட்டிற்கு வெளியே இருக்கும்போது, அவற்றை கடினமான சிலிண்டர் வழியில் வைத்து, கீறல்கள் அல்லது சேதத்திலிருந்து பாதுகாக்கவும்.
- தூசி சேகரிப்பான் அல்லது கடை வேகுவாசம்: தூசி இல்லாத சூழல், உங்கள் ஆரோக்கியத்திற்கு பங்களிக்கிறது, மேலும் முக்கிய பாகங்களில் தூசி சேர்வதைத் தடுப்பதன் மூலம் இயந்திரத்தின் ஆயுளை நீட்டிக்கிறது. தூசி பூட் இணைப்புடன் கூடிய அடிப்படை கடை வேகுவாசம் கூட, உங்கள் வேலை இடத்தின் நிலைமைகளை கணிசமாக மேம்படுத்துகிறது.
- அடிப்படை வேலை பிடிப்பு தொகுப்பு: உங்கள் இயந்திரத்தின் T-ஸ்லாட்டுகளுக்கு பொருத்தமான படிநிலை கிளாம்ப்கள் அல்லது கீழே அழுத்தும் கிளாம்ப்களின் தொகுப்புடன் தொடங்கவும். இந்த பல்துறை பாகங்கள் CNC இயந்திர அமைப்புகளுக்காக, தொடக்க நிலையில் நீங்கள் சந்திக்கும் பெரும்பாலான பொருள்களை சிறப்பாக பிடித்து வைக்கின்றன; இதற்கு சிறப்பு பிடிமானங்கள் (ஃபிக்ஸ்சர்கள்) தேவையில்லை.
- தொடக்க பிட் தொகுப்பு: நேரான வெட்டுதல், V-வெட்டுதல் மற்றும் பிரோஃபைல் முடிவு போன்ற பொதுவான செயல்பாடுகளை உள்ளடக்கிய தரமான ரவுட்டர் பிட் தொகுப்பு, தொடக்க நிலை திட்டங்களின் பெரும்பாலானவற்றை செயல்படுத்த உதவும். இந்த துணைக்கருவிகள் வழக்கமான பயன்பாட்டின் போது தேய்ந்து அல்லது உடைந்து விடுவதால், அனுபவம் மிகுந்த CNC வல்லுநர்கள் கூடுதல் டிரில் பிட்களை எப்போதும் தயாராக வைத்திருக்க பரிந்துரைக்கின்றனர்.
- தொடு தகடு அல்லது Z-ப்ரோப்: துல்லியமான கருவியின் உயரத்தை அமைத்தல், இயந்திரத்தில் மோதல்களைத் தடுக்கிறது மற்றும் ஆழமான வெட்டுகளை ஒரு சீரான முறையில் செய்ய உதவுகிறது. உங்கள் இயந்திரத்தின் பிரோபிங் முறையுடன் இணைக்கப்பட்ட எளிய தொடு தகடு, ஒவ்வொரு அமைப்பின் போதும் ஊகத்தை நீக்குகிறது.
இந்தப் பட்டியலில் இல்லாதவற்றை கவனியுங்கள்: லேசர் மாட்யூள்கள், தானியங்கி கருவி மாற்றிகள் அல்லது மேம்பட்ட பிரோபிங் அமைப்புகள். இந்த துணைக்கருவிகள் செயல்திறனை மேம்படுத்துகின்றன, ஆனால் அடிப்படைகளைக் கற்றுக்கொள்வதற்கும், உங்கள் முதல் வெற்றிகரமான திட்டங்களை முடிப்பதற்கும் அவை அவசியமில்லை.
ஆர்வலர் மற்றும் தொழில்முறை பயன்பாட்டாளர் – துணைக்கருவிகளுக்கான முன்னுரிமைகள்
சிஎன்சி வேலை உங்களுக்கு ஒரு சிருஷ்டிக்கும் வழியா, அல்லது வருமான ஆதாரமா என்பதைப் பொறுத்து, நீங்கள் வாங்கும் முன்னுரிமைகள் மிகவும் மாறுபடும். இந்த வேறுபாடுகளைப் புரிந்துகொள்வது, உங்கள் சூழலுக்கு ஏற்றவாறு சரியான முதலீடு செய்வதற்கு உதவும்.
ஆர்வலர் பயன்பாட்டாளர்கள் பொதுவாக பல்துறை பயன்பாடு மற்றும் மதிப்பு ஆகியவற்றை முன்னுரிமையாகக் கொள்கின்றனர். நீங்கள் பல்வேறு பொருள்கள் மற்றும் வடிவமைப்புகளைக் கொண்ட மாறுபட்ட திட்டங்களில் பணியாற்றுகின்றீர்கள். ஒரு ஆர்வலர் சிஎன்சி ஹார்ட்வேர் தொகுப்பு பின்வரும் அம்சங்களை முக்கியத்துவம் கொடுக்கிறது:
- மரம், பிளாஸ்டிக் மற்றும் மென்மையான உலோகங்கள் ஆகியவற்றை செயலாக்கக்கூடிய பல்நோக்கு கருவிகள்
- வெவ்வேறு அளவுகளிலான பாகங்களுக்கு ஏற்றவாறு மாற்றக்கூடிய பலவகை பணியிட பிடிப்பு தீர்வுகள்
- அதிக விலை இல்லாமல் ஏற்றுக்கொள்ளத்தக்க தரத்தை வழங்கும் விலை-வசதியான விருப்பங்கள்
- கற்றல் மற்றும் சோதனைகளை ஆதரிக்கும் துணைக்கருவிகள்
தொழில்முறை பயன்பாட்டாளர்கள் துல்லியம், மீள்தன்மை மற்றும் உற்பத்தி திறன் ஆகியவற்றை முன்னுரிமையாகக் கொள்கின்றனர். உங்கள் புகழும், வருமானமும் தொடர்ச்சியான முடிவுகளைச் சார்ந்திருக்கும்போது, துணைக்கருவிகளைத் தேர்வு செய்வதும் அந்த உண்மையை எதிரொலிக்கிறது:
- அமைப்பு மாறுபாடுகளை நீக்கும் துல்லியமாக தரம் கட்டப்பட்ட பிடிப்பு கருவிகள்
- நீண்ட கால வாழ்வு மற்றும் தொடர்ச்சியான முடிவு தரத்தை உறுதி செய்ய வடிவமைக்கப்பட்ட உற்பத்தி-தர கருவிகள்
- பாகங்கள் அனுப்புவதற்கு முன் தன்மைகளைச் சரிபார்க்கும் அளவீட்டு துணைக் கருவிகள்
- சுழற்சி நேரத்தைக் குறைத்தல் மற்றும் இயக்கியின் தலையீட்டைக் குறைத்தல் ஆகியவற்றை நோக்கமாகக் கொண்ட தானியங்கி துணைக் கருவிகள்
ஒரு திட-நிலை லேசர் மாட்யூள் இந்த வேறுபாட்டை முற்றிலும் விளக்குகிறது. பொழுதுபோக்கு ஆர்வலர்களுக்கு, இது கோட்டேஜ் மற்றும் கலப்பு-மீடியா திட்டங்களுக்கான சிருஷ்டிக்கும் வாய்ப்புகளைத் திறக்கிறது. நெக்ஸ்ட் வேவ் CNC லேசர்கள் மரம், அக்ரிலிக் மற்றும் தோல் போன்ற பொருட்களில் தூய்மையான, மிகுந்த துல்லியமான வெட்டுதல் அனுபவத்தை வழங்குகின்றன என்று குறிப்பிடுகிறது. தொழில்முறையாளர்கள் தங்கள் உற்பத்தி பணிகளில் லேசர் திறன்கள் தேவையில்லை எனில், அதே துணைக் கருவியை அவசியமில்லாததாகக் கருதலாம்.
உங்கள் துணைக் கருவிகளின் தொகுப்பை காலப்போக்கில் உருவாக்குதல்
அறிவுசார் துணைக் கருவிகளை வாங்குதல் ஒரு தர்க்கரீதியான முன்னேற்றத்தைப் பின்பற்றுகிறது. சீறிய வாங்குதல்களுக்கு பதிலாக, அடிப்படை கருவிகளிலிருந்து இடைநிலை மேம்பாடுகள் வழியாக மேம்பட்ட சிறப்பு கருவிகள் வரை அமைப்பு ரீதியாக உருவாக்கவும்.
தொடக்க கட்டம் (மாதங்கள் 1-6): மேலே பட்டியலிடப்பட்டுள்ள ஐந்து அடிப்படைத் தேவைகளில் மட்டுமே கவனம் செலுத்தவும். சிக்கலைச் சேர்ப்பதற்கு முன்பு அடிப்படைச் செயல்பாடுகளை வல்லவராக மாறவும். உங்கள் தற்போதைய உபகரணங்கள் என்ன செய்ய முடியும், என்ன செய்ய முடியாது என்பதை அறிந்துகொள்ளவும். அடுத்த வாங்குதல்களை கோட்பாட்டு சாத்தியக்கூறுகள் அல்ல, உண்மையான திட்டத் தேவைகளே வழிநடத்தட்டும்.
இடைநிலை கட்டம் (6-18 மாதங்கள்): இப்போது நீங்கள் உங்கள் இயந்திரத்தின் செயல்பாடு மற்றும் உங்கள் பொதுவான திட்டத் தேவைகளைப் புரிந்துகொண்டுள்ளீர்கள். இந்த CNC கிட் நிரப்புதல்களை கருதவும்:
- நீங்கள் அடிக்கடி பயன்படுத்தும் குறிப்பிட்ட பொருட்களுக்கான விரிவான பிட் தொகுப்பு
- மெல்லிய பொருட்களுக்கான தரமான வைஸ் அல்லது வெக்கியூம் டேபிள் போன்ற மேம்படுத்தப்பட்ட பணிப்பிடிப்பு ஏற்பாடுகள்
- கூடுதல் பணிப்பரப்பு மற்றும் துல்லியமான பிடிப்புக்காக ஒரு ரௌட்டிங் டேபிள்
- அர்ப்பணிக்கப்பட்ட பூட்ஸ் மற்றும் மேம்படுத்தப்பட்ட வடிகட்டுதலுடன் சிறந்த தூசு சேகரிப்பு
முன்னேறிய கட்டம் (18+ மாதங்கள்): திடமான அடிப்படைகள் ஏற்கனவே உருவாக்கப்பட்டுள்ளன எனில், சிறப்பு உபகரணங்கள் பொருத்தமானவையாக இருக்கும். இவை பின்வருவனவற்றை உள்ளடக்கியிருக்கலாம்:
- அதிகரித்த சக்தி அல்லது வேக வரம்புக்காக ஸ்பிண்டிள் மேம்படுத்தல்கள்
- தானியங்கி பணிப்பொருள் இடத்தைக் கண்டறிய தொடு ஆய்வு முறைகள்
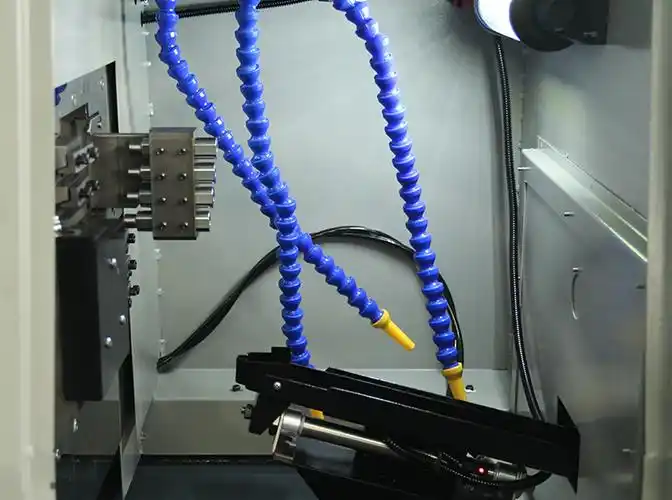
- உலோக வெட்டுதல் பயன்பாடுகளுக்கான குளிரூட்டு திரவம் அல்லது மெழுகு முறைகள்
- உருளை வடிவ பணிகளுக்கான நான்காம் அச்சு சுழற்று இணைப்புகள்
இந்த முன்னேற்றம் இரண்டு பொதுவான தவறுகளைத் தடுக்கிறது: உங்களுக்கு அவற்றைப் பயன்படுத்தும் திறன் ஏற்படுவதற்கு முன்பே மேம்பட்ட துணைக் கருவிகளை வாங்குதல், அல்லது சுவாரஸ்யமான மேம்பாடுகளை நோக்கி ஓடும்போது அடிப்படைத் துணைக் கருவிகளை புறக்கணித்தல். ஒவ்வொரு கட்டமும் முந்தைய கட்டத்தின் மீது இயல்பாக அடுக்கப்படுகிறது, எனவே உங்கள் முதலீடு உங்கள் உண்மையான திறனுக்கு ஏற்றவாறு இருக்கிறது.
உங்கள் வாங்குதல் முன்னுரிமைகள் நிர்ணயிக்கப்பட்ட பின், பிரபலமான CNC தளங்கள் தங்கள் துணைக் கருவி சூழல்களை எவ்வாறு அமைத்துள்ளன என்பதைப் புரிந்துகொள்வது, உங்கள் இயந்திரத்திற்காக குறிப்பிட்டு வடிவமைக்கப்பட்ட விருப்பங்களையும், உங்கள் அமைப்புக்கு பொருத்தமானதாக இருக்கலாம் அல்லது இருக்காமலும் இருக்கலாம் என்ற பொதுவான மாற்று விருப்பங்களையும் அடையாளம் காண உதவுகிறது.
பிரபலமான CNC தளங்கள் மற்றும் அவற்றின் துணைக் கருவி சூழல்கள்
சில தொலைபேசி சார்ஜர்கள் குறிப்பிட்ட பிராண்டுகளுடன் மட்டுமே வேலை செய்வதை நீங்கள் கவனித்திருக்கிறீர்களா? CNC இயந்திரங்களும் அதேபோல செயல்படுகின்றன. ஒவ்வொரு தளமும் தனக்கென ஒரு சேர்க்கை உபகரணங்களின் சூழலை உருவாக்குகிறது, அதில் சில பாகங்கள் குறிப்பிட்ட மாதிரிகளுக்காக மட்டுமே வடிவமைக்கப்பட்டுள்ளன, மற்றவை பிராண்டுகள் முழுவதும் பொதுவாக பயன்படுத்தக்கூடியவையாக உள்ளன. இந்த சூழல்களைப் புரிந்துகொள்வது, நீங்கள் தகுந்த வாங்கும் முடிவுகளை எடுப்பதற்கும், ஒத்திசைவு தொடர்பான சிக்கல்களைத் தவிர்ப்பதற்கும் உதவும்.
ஹாபி மற்றும் ப்ரோசூமர் CNC சந்தையில் முக்கிய வீரர்களை ஆராய்வோம், மேலும் அவர்களின் சேர்க்கை உபகரணங்களின் வழங்கல் எவ்வாறு வேறுபடுகிறது என்பதை ஆராய்வோம். நீங்கள் CNC ஷார்க், ஃபாக்ஸ் அலியன் ரவுட்டர் அல்லது வேறு ஏதேனும் பிரபலமான தளத்தை வைத்திருந்தாலும், உங்கள் சூழலின் வலிமைகள் மற்றும் குறைபாடுகளை அறிவது உங்கள் திறன்களை விரிவுபடுத்தும்போது மிகவும் மதிப்புமிக்கதாக இருக்கும்.
ஷார்க் CNC தொடரின் சேர்க்கை உபகரணங்களின் ஒத்திசைவு
நெக்ஸ்ட்வேவ் ஆட்டோமேஷனின் ஷார்க் CNC தொடர், ஹாபிஸ்டுகள் மற்றும் சிறிய கடை உரிமையாளர்களிடையே உற்சாகமான பின்தொடர்வைப் பெற்றுள்ளது. ஷார்க் CNC இயந்திரத் தொடர் பல திறன் மட்டங்களை உள்ளடக்கியது, அதில் CNC ஷார்க் HD4 மற்றும் ஷார்க் HD520 ஆகியவை முறையே பிரபலமான இடைநிலை மற்றும் மேம்பட்ட விருப்பங்களைக் குறிக்கின்றன.
HD4 என்பது ஷார்க் சூழலமைப்பிற்குள் நுழைவதற்கான சிறந்த முதல் படி ஆகும். இந்த இயந்திரம், அதன் சட்ட அளவுகள் மற்றும் ஸ்பிண்டிள் அமைப்புக்கு குறிப்பிட்டு வடிவமைக்கப்பட்ட அணுகுதல் பொருட்களை ஏற்றுக்கொள்கிறது. பொதுவாக இணக்கமான அணுகுதல் பொருட்களில், HD4 இன் ஸ்பிண்டிள் ஹவுசிங்கிற்கு ஏற்றவாறு வடிவமைக்கப்பட்ட குறிப்பிட்ட தூசி கவர்கள், அதன் மேசை அளவுகளுக்கு ஏற்றவாறு வடிவமைக்கப்பட்ட வேஸ்ட்போர்ட் அமைப்புகள் மற்றும் அதன் T-ஸ்லாட் இடைவெளிக்கு ஏற்றவாறு வடிவமைக்கப்பட்ட ஹோல்டவுன் கிளாம்ப்கள் ஆகியவை அடங்கும்.
ஷார்க் HD520 ஐ நோக்கி மேலே செல்வது கூடுதல் அணுகுதல் பொருட்களைப் பயன்படுத்துவதற்கான வாய்ப்புகளைத் திறக்கிறது. இந்த பெரிய இயந்திரம், மிக மென்மையான வேலை பிடிப்பு தீர்வுகளை ஏற்றுக்கொள்கிறது மற்றும் அதன் விரிவாக்கப்பட்ட வேலை எல்லையைப் பயன்படுத்தும் அணுகுதல் பொருட்களின் நன்மைகளைப் பெறுகிறது. HD520 இன் அதிகரித்த விறைப்பு மேலும் கனமான கருவிகளைப் பயன்படுத்துவதையும் ஆதரிக்கிறது, இது சிறிய இயந்திரங்களை மிகைப்படுத்திவிடும்.
நெக்ஸ்ட்வேவ் தங்கள் அணுகுமுறை சாதனங்களை உறுதிப்படுத்தப்பட்ட ஒத்திசைவு அடிப்படையில் வடிவமைக்கிறது. ஷார்க் தொடருக்காக குறிப்பிடப்பட்ட ஏதேனும் ஒரு அணுகுமுறை சாதனத்தை நீங்கள் வாங்கும்போது, அது சரியாக மல்ட் செய்யப்படும் மற்றும் எதிர்பார்த்தபடி செயல்படும் என்று நீங்கள் நம்பலாம். இந்த அமைதியான மனநிலை ஒரு விலையை தாங்கியே வருகிறது. ஷார்க்-கு குறிப்பிட்ட அணுகுமுறை சாதனங்கள் பொதுவான மாற்று விருப்பங்களை விட அதிக விலையில் கிடைக்கும், மேலும் சிறப்பு பயன்பாடுகளுக்கான தேர்வு குறைவாக இருக்கலாம்.
ஷார்க் சூழமைப்பு குறிப்பாக தொடக்க நிலை பயனர்களுக்கான அணுகுமுறை சாதனங்களில் சிறப்பாக செயல்படுகிறது. இந்த இயந்திரங்களுக்காக வடிவமைக்கப்பட்ட தொடு தகடுகள், தொடக்க பிட் தொகுப்புகள் மற்றும் பாதுகாப்பு உபகரணங்கள் என்பவை எந்தவொரு ஊகத்தையும் நீக்குகின்றன. அதிகபட்ச நெகிழ்வுக்கு மேலாக எளிமையை மதிக்கும் இயக்குநர்களுக்கு, ஷார்க் குடும்பத்திற்குள் தங்கியிருப்பது ஒவ்வொரு வாங்கும் முடிவையும் எளிதாக்குகிறது.
ஃபாக்ஸ் அலியன் இயந்திர-குறிப்பிட்ட அணுகுமுறை சாதனங்கள்
ஃபாக்ஸ் அலியன் டெஸ்க்டாப் CNC சந்தையில் குறிப்பிடத்தக்க சந்தைப் பங்கைப் பெற்றுள்ளது, இதில் ஃபாக்ஸ் அலியன் XE ப்ரோ மற்றும் மாசுட்டர் ப்ரோ ஆகியவை அவற்றின் வரிசையின் முன்னணியில் உள்ளன. இந்த இயந்திரங்கள் தொழில்முறை அளவிலான முதலீடு இன்றி திறமையான ரவுட்டர்களை விரும்பும் பொழுதுபோக்கு விருப்பங்களைக் கொண்டவர்கள் மற்றும் கைவினைஞர்களை இலக்காகக் கொண்டுள்ளன.
மாசுட்டர் ப்ரோ பாரம்பரிய CNC ரவுட்டிங்கை மட்டுமின்றி லேசர் என்கிரேவிங் திறன்களையும் கொண்ட ஒரு முழுமையான தீர்வாக நிலைநிறுத்தப்பட்டுள்ளது. இந்த இரட்டை நோக்க வடிவமைப்பு துணைக்கருவிகளுக்கான தேவைகளை பாதிக்கிறது. லேசர்-குறிப்பிட்ட துணைக்கருவிகளான பாதுகாப்பு மூடிகள், காற்று உதவி அமைப்புகள் மற்றும் என்கிரேவிங் செயல்பாடுகளுக்கான சிறப்பு வேலை நிலைநிறுத்தும் கருவிகள் ஆகியவை சாதாரண CNC துணைக்கருவிகளுக்கான தேவைகளை நிரப்புகின்றன.
ஃபாக்ஸ் அலியனின் XE ப்ரோ துல்லியத்தையும் கட்டுமானத் தரத்தையும் முன்னுரிமையாகக் கொள்ளும் பயனாளர்களை இலக்காகக் கொண்டுள்ளது. இந்த இயந்திரத்தின் மேம்பட்ட விறைப்பான கட்டுமானம், குறைந்த சாத்தியமுள்ள தன்மைகளை தேவைப்படுத்தும் துணைக்கருவிகளை ஆதரிக்கிறது. மேம்படுத்தப்பட்ட ஸ்பிண்டிள் விருப்பங்கள், துல்லியமான காலெட் தொகுப்புகள் மற்றும் மேம்படுத்தப்பட்ட வேலை நிலைநிறுத்தும் கருவிகள் ஆகியவை XE ப்ரோ இன் செயல்திறன் வரம்புகளை அடைய முயற்சிக்கும் பயனாளர்களுக்கு ஏற்றவை.
சார்க் எளிய பிளக்-அண்ட்-பிளே சிம்பிளிசிட்டியை (plug-and-play simplicity) வலியுறுத்தும் இடத்தில், ஃபாக்ஸ் அலியனின் (FoxAlien) சூழமைப்பு தனிப்பயனாக்கத்தை (customization) ஊக்குவிக்கிறது. பல ஆபரேட்டர்கள், முதலில் அளவுகளின் ஒத்திசைவை (dimensional compatibility) சரிபார்த்த பின்னர், ஃபாக்ஸ் அலியன் இயந்திரங்களுடன் மூன்றாம் தரப்பு அணுகுமுறைகளை (third-party accessories) வெற்றிகரமாக ஒருங்கிணைத்துள்ளனர். இந்த இயந்திரங்களைச் சுற்றியுள்ள சமூகம் தனிப்பயனாக்க வழிகாட்டுதல்களையும், அணுகுமுறைகளுக்கான பரிந்துரைகளையும் செயல்பாட்டில் பகிர்ந்து கொள்கிறது; இது எதிர்கால வாங்குபவர்களுக்கான ஒரு அதிகாரப்பூர்வமற்ற அறிவுத் தளத்தை (informal knowledge base) உருவாக்குகிறது.
இருப்பினும், இந்த நெகிழ்வு பொறுப்புடன் வருகிறது. மூடிய சூழமைப்பிலிருந்து (closed ecosystem) வாங்குவதை விட, பல்வேறு மூலங்களிலிருந்து அணுகுமுறைகளை கலக்குவது கவனிப்புடன் ஆராய்வதை தேவைப்படுத்துகிறது. ஸ்பிண்டிள் போர் அளவுகள் (spindle bore sizes), மவுண்டிங் துளை அமைப்புகள் (mounting hole patterns), மற்றும் மின்சார தன்மைகள் (electrical specifications) ஆகியவை அனைத்தும் உங்கள் குறிப்பிட்ட ஃபாக்ஸ் அலியன் மாதிரிக்கு (FoxAlien model) ஏற்றவாறு ஒத்திருக்க வேண்டும்.
பொதுவானது எதிர் தளம்-குறிப்பிட்ட அணுகுமுறைகள் (Universal vs Platform-Specific Accessory Choices)
இங்கே நடைமுறை கேள்வி: தளம்-குறிப்பிட்ட அணுகுமுறைகளை (platform-specific accessories) அல்லது பொதுவான மாற்றுகளை (universal alternatives) எப்போது வாங்க வேண்டும்? இதன் பதில், அணுகுமுறை வகை மற்றும் நீங்கள் சாத்தியமான தனிப்பயனாக்கங்களுக்கு (potential modifications) எவ்வளவு நிறைவு அடைகிறீர்கள் என்பதைப் பொறுத்தது.
சில அணுகுமுறைகள் பெரும்பாலும் எப்போதும் பொதுவாக வேலை செய்கின்றன:
- வெட்டும் கருவிகள்: தரமான கைப்பிடி விட்டங்களுடன் கூடிய ரவுட்டர் பிட்ஸ் மற்றும் எண்ட் மில்ஸ் ஆகியவை, பொருத்தமான காலெட் அளவுகளைக் கொண்ட ஏதேனும் இயந்திரத்திலும் பயன்படுத்தக்கூடியவை
- பாதுகாப்பு உபகரணங்கள்: கண்ணாடிகள், செவிப்பாதுகாப்பு மற்றும் தூசி முகமூடிகள் எந்த ஒரு தளத்தையும் சார்ந்திருக்காது
- அளவீட்டுக் கருவிகள்: கேலிப்பர்ஸ், டையல் குறிகாட்டிகள் மற்றும் கேஜ் துண்டுகள் நீங்கள் எந்த இயந்திரத்தை வைத்திருக்கிறீர்கள் என்பதைச் சார்ந்திருக்காமல் ஒரே மாதிரியாகச் செயல்படும்
- பொதுவான வேலை பிடிப்பு: தரமான கிளாம்ப்ஸ் மற்றும் ஃபிக்ஸ்சர்ஸ் பொருத்தமான T-ஸ்லாட் அளவுகளைக் கொண்ட ஏதேனும் இயந்திரத்திலும் பயன்படுத்தக்கூடியவை
மற்ற அணுகுமுறைகள் தள-குறிப்பிட்ட வடிவமைப்புகளிலிருந்து குறிப்பிடத்தக்க நன்மைகளைப் பெறுகின்றன:
- தூசி பூட்ஸ்: இவை துருவின் சுற்றிலும் துல்லியமாகப் பொருத்தப்பட வேண்டும், துருப்பிகளை திறம்பட சேகரிக்க
- கழிவு வார்ப்பு அமைப்புகள்: உங்கள் மேசை அளவுக்கு அளவுகளை பொருத்துவது பயன்பாட்டு பகுதியை அதிகபட்சமாக மாற்றும்
- சுற்றுக்கட்டிகள்: தனிப்பயன் பொருத்தமான கவர்ச்சிகள் பொதுவான மாற்று விருப்பங்களை விட சிறந்த பாதுகாப்பை வழங்குகின்றன
- தொடு தகடுகள் மற்றும் ப்ரோப்கள்: உங்கள் குறிப்பிட்ட கட்டுப்பாட்டு சாதனத்துடன் ஒருங்கிணைப்பு அமைப்பு நிறுவல் முறைகளை எளிதாக்குகிறது
| ப்ளேட்பார்க் | சூழியல் அணுகுமுறை | பொதுவான துணைக்கருவி ஒத்துழைப்பு | சிறப்பாக பொருந்தும் |
|---|---|---|---|
| ஷார்க் CNC (HD4, HD520) | மூடப்பட்ட, தயாரிப்பாளர்-மையமாக்கப்பட்ட | மத்திய அளவு - தரமான கருவிகள் பயன்படுத்தப்படுகின்றன, சிறப்பு பொருட்களுக்கு பொருத்தமானவை தேவை | எளிமையை மதிக்கும் ஆரம்ப கற்றலாளர்கள் |
| ஃபாக்ஸ் அலியன் (மாசுட்டர் ப்ரோ, XE ப்ரோ) | திறந்த, சமூக-இயக்கப்படும் | அதிகம் – மூன்றாம் தரப்பு பாகங்களுடன் தனிப்பயனாக்குவதற்காக வடிவமைக்கப்பட்டது | ஆராய்ச்சி மற்றும் மாற்றங்களுடன் வசதியாக இருக்கும் தயாரிப்பாளர்கள் |
| மற்ற டெஸ்க்டாப் CNC பிராண்டுகள் | உற்பத்தியாளர்களுக்கேற்ப மாறுபடும் | சிறப்பியல்புகளை கவனமாக சரிபார்க்கவும் | குறிப்பிட்ட பிராண்டின் தத்துவத்தைப் பொறுத்தது |
மிகச் சிறந்த அணுகுமுறை இரண்டு முறைகளையும் ஒன்றிணைப்பதாகும். துகள் சேகரிப்பு மற்றும் இயந்திரத்தில் பொருத்தப்படும் பாகங்கள் போன்ற சரியான பொருத்தம் மிகவும் முக்கியமாக இருக்கும் இடங்களில் தளத்திற்கு குறிப்பிட்ட அணுகுமுறை சாதனங்களை வாங்கவும். கருவிகள், அளவீடு மற்றும் பாதுகாப்பு உபகரணங்கள் போன்ற இடங்களில் தரநிலையாக்கம் ஒத்துழைப்பு சிக்கல்களை நீக்குவதால், பொதுவான விருப்பங்களைத் தேர்வு செய்யவும்.
அணுகுமுறை சூழல்கள் நேரத்துடன் வளர்ந்து வருகின்றன என்பதை நினைவில் கொள்ளவும். தயாரிப்பாளர்கள் தங்கள் வழங்கல்களை விரிவுபடுத்துகின்றனர், மூன்றாம் தரப்பு வழங்குநர்கள் புதிய ஒத்துழைப்பு தயாரிப்புகளை உருவாக்குகின்றனர், மேலும் பயனர் சமூகங்கள் சஜிக்கும் தீர்வுகளைக் கண்டறிகின்றன. கடந்த கால வரம்புகளை அடிப்படையாகக் கொண்டு முன்கூட்டியே முடிவுகளை எடுப்பதற்குப் பதிலாக தற்போதைய கிடைப்பு நிலையைச் சரிபார்ப்பது தவறான வாய்ப்புகளைத் தவிர்க்கிறது.
தள சூழமைப்புகள் வரைபடமாக்கப்பட்ட பின், அடுத்த படி என்பது உங்கள் முழுமையாக முடிக்க விரும்பும் குறிப்பிட்ட திட்டங்களுக்கு ஏற்ற குறிப்பிட்ட அணுகுமுறைகளை (அடிப்படை உபகரணங்களை) பொருத்துவதாகும். எந்த அணுகுமுறை எந்த சிக்கலைத் தீர்க்கிறது என்பதை புரிந்துகொள்வது, வெறும் கற்பனை அறிவை நடைமுறை வாங்குதல் முடிவுகளாக மாற்றுகிறது.
உங்கள் திட்டத் தேவைகளுக்கு ஏற்ற அணுகுமுறைகளைப் பொருத்துதல்
இதை கற்பனை செய்து பாருங்கள்: நீங்கள் ஒரு அழகான தனிப்பயன் குறியீட்டை (சைன்) வடிவமைத்து, உங்கள் பொருளை ஏற்றி, வெட்டுதலைத் தொடங்கியுள்ளீர்கள். பாதி வெட்டு முடிந்த பின், மெல்லிய பிளைவுட் சிறிது நகர்கிறது. அதன் விளைவு? ஒரே தடுக்கக்கூடிய சிக்கலால் மணிநேரங்கள் உழைப்பு வீணாகிறது. நீங்கள் தேர்ந்தெடுக்கும் அணுகுமுறைகள் என்பவை வெறும் செயல்திறனைப் பற்றியது மட்டுமல்ல. அவை வெவ்வேறு திட்ட வகைகள் முன்வைக்கும் குறிப்பிட்ட சவால்களைத் தீர்ப்பதைப் பற்றியது.
நீங்கள் கட்டில்கள், சைன்கள் அல்லது உலோகப் பாகங்களை வெட்டுவது போன்ற எந்தவொரு பயன்பாட்டிலும், ஒவ்வொன்றும் குறிப்பிட்ட அணுகுமுறை அமைப்புகளைத் தேவைப்படுத்துகிறது. வெட்டுதலைத் தொடங்குவதற்கு முன்பாக இந்தத் தேவைகளைப் புரிந்துகொள்வது, பெரும் பிரச்சனையை ஏற்படுத்தும் சோதனை-பிழை முறையை நிச்சயமான வெற்றியாக மாற்றுகிறது. இப்போது, உங்கள் உண்மையான திட்டங்களுக்கு ஏற்ற சரியான அணுகுமுறைகளைப் பொருத்துவோம்.
மர வேலைப்பாடு மற்றும் கட்டிட திட்டங்களுக்கான சேர்ப்பு பொருட்கள்
தளவாடங்களை உருவாக்குவது CNC சேர்ப்பு பொருட்களை சிறிய திட்டங்கள் ஆராயாத திசைகளில் தள்ளுகிறது. நீங்கள் பெரிய அளவுகளிலான பொருட்களை, நீண்ட வெட்டு நேரங்களை மற்றும் சரியான கூட்டு அமைப்புக்காக துல்லியத்தை தேவைப்படுத்தும் இணைப்புகளை கையாளுகிறீர்கள். சிறிய அலங்கார பொருட்களுக்கு ஏற்ற சேர்ப்பு பொருட்கள் பெரிய அளவிலான தளவாடங்களை உருவாக்கும் போது போதாது.
பெரிய பலகைகளுடன் பணியின் பிடிப்பு மிகவும் முக்கியமாகிறது. முழு பிளைவுட் தாள்களை ஏற்றும் ஷார்க் CNC ரவுட்டர் மேசை வெட்டு பாதைகளை தடை செய்யாமல் பொருளை பிடித்து வைக்கும் தீர்வுகளை தேவைப்படுத்துகிறது. உங்கள் பணி எல்லையில் பொருத்தப்பட்ட டாகிள் கிளாம்ப்கள் விரைவான பிடிப்பு மற்றும் விடுவிப்பை வழங்குகின்றன. பலகை பொருட்களுக்கு, உங்கள் இயந்திரத்தின் மேசையை சேதப்படுத்தாமல் திருகு மூலம் பொருளை பிடிக்க அனுமதிக்கும் தியாக ஸ்பாயில்போர்ட் அமைப்புகளை கருத்தில் கொள்ளவும்.
சிற்றுந்து தயாரிப்புக்கான ரவுட்டர் பிட் தேர்வு அலங்காரப் பணிகளுக்கான தேர்விலிருந்து வேறுபடுகிறது. அடுக்கு மேசைகளுக்கான டேடோ வெட்டுகளைச் செய்ய பெரிய விட்டமுள்ள நேரான பிட்கள் பயன்படுத்தப்படுகின்றன. ராபெட்டிங் பிட்கள் வலுவான மூலை இணைப்புகளை உருவாக்குகின்றன. கம்பிரஷன் பிட்கள் தாள் பொருட்களின் இரு முகங்களிலும் பிளவு ஏற்படாமல் தடுக்கின்றன, இது முடிந்த பொருளின் இரு முகங்களும் தெரியும் போது மிகவும் அவசியமானது. அடர்த்தியான கடின மரங்களை வெட்டும்போது தரமற்ற கருவிகள் விரைவில் மங்கிவிடும் என்பதால், ஹை-ஸ்பீட் ஸ்டீலை விட கார்பைட் பிட்களில் முதலீடு செய்வது நல்ல லாபத்தைத் தரும்.
சிற்றுந்து திட்டங்களுக்கான தூசி சேகரிப்பு மிகவும் அதிகரிக்கிறது. நீண்ட நேர வெட்டுப் பணிகள் பெரும் சிப் சேர்க்கையை உருவாக்குகின்றன. பல மணி நேரம் சிற்றுந்து பணிகளை இயக்கும் 'ஃபாக்ஸ் அலியன் மாஸ்டர் ப்ரோ' போன்ற இயந்திரங்களுக்கு, பார்வையை பராமரிக்கவும், மேற்பரப்பு முறையை மோசமாக்கும் சிப் மீண்டும் வெட்டுதலைத் தடுக்கவும் வலுவான தூசி வெளியேற்ற ஏற்பாடு தேவைப்படுகிறது. அடிப்படை கடை வேகுவாக்கி அமைப்புகளிலிருந்து, உங்கள் இயந்திரத்தின் சுற்று அளவுக்கு ஏற்ற சிஎஃப்எம் (CFM) தரத்துடன் கூடிய சமர்ப்பிக்கப்பட்ட தூசி சேகரிப்பு அமைப்புகளுக்கு மேம்படுத்தவும்.
சின் மேக்கிங் துணைக் கருவிகளுக்கான தேவைகள்
சிக்ன் தயாரிப்பு என்பது பொருளாதார வேலைகளில் அடிக்கடி எதிர்கொள்ளப்படாத சவால்களை அறிமுகப்படுத்துகிறது. நீங்கள் பெரும்பாலும் மெல்லிய பொருட்களுடன், சிக்கலான விவரங்களைக் கொண்ட வெட்டுகளுடன், HDU ஃபோம் முதல் அக்ரிலிக் மற்றும் வெளிநாட்டு கடின மரங்கள் வரையிலான பல்வேறு பொருட்களுடன் பணியாற்றுகிறீர்கள். ஒவ்வொரு பொருளும் தனித்தன்மை வாய்ந்த பிடிப்பு மற்றும் வெட்டு சவால்களை வழங்குகிறது.
மெல்லிய பொருட்களைப் பிடித்தல் என்பது வெற்றிகரமான சிக்ன் தயாரிப்பாளர்களையும், பிரச்சனையில் சிக்கியவர்களையும் பிரிக்கிறது. வெற்றிட அட்டவணைகள் இங்கு சிறப்பாகச் செயல்படுகின்றன, இவை கருவிகளின் பாதைகளைத் தடுக்கும் கிளாம்ப்கள் இல்லாமல், வளிமண்டல அழுத்தத்தைப் பயன்படுத்தி தாள் பொருட்களை சமதளமாகப் பிடிக்கின்றன. வெற்றிடத்தை விட அதிக துளைகளைக் கொண்ட பொருட்களுக்கு, இருபுறமும் ஒட்டும் டேப் அல்லது சீரமைப்பு பின்களைக் கொண்ட சிறப்பு சிக்ன் தயாரிப்பு கட்டமைப்புகள் உற்பத்தி ஓட்டங்களில் மாதிரியான நிலையை உறுதிப்படுத்துகின்றன.
வி-பிட்ஸ் (V-bits) என்பவை குறியீடு தயாரிப்புக்கான உதவிக் கருவிகளின் தொகுப்பை வரையறுக்கின்றன. இந்த சிறப்பு வெட்டுக் கருவிகள், தொழில்முறை குறியீடுகளின் தனிச்சிறப்பான சாய்வான ஓரங்கள் மற்றும் தெளிவான எழுத்துகளை உருவாக்குகின்றன. பிட் கோணங்கள் மிகச் சிறிய விவரங்களுக்கான 15 டிகிரி முதல், தைரியமான, தடிமனான எழுத்துகளுக்கான 90 டிகிரி வரை உள்ளன. பல்வேறு கோணங்கள் மற்றும் முனை அகலங்களில் வி-பிட்ஸ்களின் தொகுப்பை உருவாக்குவது, வடிவமைப்புத் தேவைகளுக்கு ஏற்றவாறு கருவிகளைத் துல்லியமாக பொருத்துவதை சாத்தியமாக்குகிறது.
சிறப்பு பயன்பாடுகளுக்காக வி-பிட்ஸ்களை நிரப்புவதாக என்கிரேவிங் பிட்ஸ் (Engraving bits) செயல்படுகின்றன. கூம்பு வடிவ பால்-நோஸ் (tapered ball nose) பிட்ஸ், மென்மையான வளைவுகளுடன் ஓடிவரும் கையெழுத்து வடிவங்களை உருவாக்குகின்றன. முனையுள்ள என்கிரேவிங் பிட்ஸ் (pointed engraving bits), மிகச் சிறிய விவரங்களை உருவாக்குவதற்கு பயன்படுகின்றன; இங்கு கூடுதலாக குறுகிய வி-பிட்ஸ்கள் கூட மிகவும் கடுமையாக இருக்கும். இந்த இரண்டு வகையான பிட்ஸ்களையும் கிடைக்கச் செய்வது, உங்கள் வடிவமைப்பு வாய்ப்புகளை மிகவும் விரிவாக்குகிறது.
சிக்ன் வேலையில் பொருள்-குறிப்பிட்ட கவனிப்புகள் மிகவும் முக்கியமானவை. அக்ரிலிக் வெட்டுதலுக்கு முழுமையான வெட்டு ஓரங்கள் மற்றும் உருகுதலைத் தடுக்க ஏற்ற ஃபீட் வீதங்கள் தேவைப்படுகின்றன. HDU ஃபோம் தெளிவான வெட்டுக்கு பதிலாக கிழித்தலைத் தடுக்க கூர்மையான கருவிகள் தேவைப்படுகின்றன. ஒவ்வொரு பொருளும் பொதுவான கருவிகளை விட தனிப்பயன் கருவிகளை தேவைப்படுத்தலாம், ஏனெனில் பொதுவான கருவிகள் முழு செயல்திறனையும் பாதிக்கின்றன.
சரியான அணுகுமுறைகளைப் பயன்படுத்தி பொதுவான இயந்திர சிக்கல்களைத் தீர்த்தல்
ஒவ்வொரு CNC ஆபரேட்டரும் திரும்பத் திரும்ப எதிர்கொள்ளும் சிக்கல்களை சரியான அணுகுமுறைகள் அழகாகத் தீர்க்கின்றன. இந்த சிக்கல்களை ஒவ்வொரு திட்டத்திற்கும் சண்டையிட்டுத் தீர்ப்பதற்குப் பதிலாக, நோக்கம் கொண்ட தீர்வுகளில் முதலீடு செய்வது பிரச்சனைகளை நீக்குகிறது மற்றும் நீங்கள் உருவாக்கும் அனைத்திலும் முடிவுகளை மேம்படுத்துகிறது.
இங்கே பொதுவான சிக்கல்களும் அவற்றின் அணுகுமுறை தீர்வுகளும் கொடுக்கப்பட்டுள்ளன:
- வெட்டும் போது பொருள் நகர்தல்: வெகுஜன அட்டவணைகள், சிறப்பு டேப் அமைப்புகள் அல்லது அதிக பிடிப்பு விசையுடன் மேம்படுத்தப்பட்ட கிளாம்ப்கள் ஆகியவை துல்லியத்தை அழிக்கும் நகர்வைத் தடுக்கின்றன.
- தெரிவிக்கப்பட்ட கருவி குறிகளுடன் குறைந்த மேற்பரப்பு முடிவு: தரமான முடிவு செய்யும் கருவிகள், சிறப்பான கருவிகளால் சாத்தியமாக்கப்பட்ட சரியான சுழற்சி வேகங்கள் மற்றும் ஊட்ட வேகங்கள், அல்லது குறைந்த ஓட்ட விலக்குடன் மேம்படுத்தப்பட்ட ஸ்பிண்டிள்கள் ஆகியவை முடிவுத் தரத்தை மேம்படுத்துகின்றன
- வேலை மேற்பரப்பில் ஆழம் வெட்டுகளில் மாறுபாடு: துல்லியமான Z-சுழிய அமைப்பிற்கான தொடு பிரோப்கள், உண்மையான சமதளத்திற்காக மேற்பரப்பு செய்யப்பட்ட வே-wasteboards, அல்லது ஸ்பிண்டிளை மேஜைக்கு செங்குத்தாக சரிசெய்வதற்கான டிராமிங் உபகரணங்கள்
- விளிம்புகளில் அதிகமான பொருள் பிரிவு: தட்டு பொருட்களுக்கான கம்பிரஷன் பிட்கள், விறைப்பான வேலை பிடிமானத்தால் சாத்தியமாக்கப்பட்ட கிளைம் கட்டிங், அல்லது முழு வெட்டுகளுக்கான பின்னால் வார்ப்புகள்
- விரைவான கருவி தீவிர அ wear மற்றும் அடிக்கடி மாற்றங்கள்: மேம்படுத்தப்பட்ட கார்பைட் கருவிகள், ஏற்ற பொருட்களுக்கான குளிரூட்டும் திரவம் அல்லது மிஸ்ட் அமைப்புகள், அல்லது மீண்டும் வெட்டுதலைத் தடுக்கும் சிப் வெளியேற்ற மேம்பாடுகள்
- ஒரே மாதிரியான பாகங்களின் அளவுகளை அடைவதில் சிரமம்: குறைந்த ஓட்ட விலக்குடன் கோலெட்கள், இயந்திர சரிபார்வை சரிபார்ப்பிற்கான அளவு தகடுகள், அல்லது மீண்டும் மீண்டும் வேலைப்பொருளை சரியான இடத்தில் வைப்பதற்கான பிடிமான தகடுகள்
- முடிவுற்ற மேற்பரப்புகளில் தெரிவிக்கப்படும் கூச்சல் குறிகள்: கம்பனி வைப்ரேஷன் ஸ்பிண்டிள் மவுண்ட்கள், மிக வலுவான வொர்க்ஹோல்டிங், அல்லது உங்கள் பொருளுக்கு ஏற்ற ஃப்ளூட் எண்ணிக்கையுடன் கூடிய டூலிங்
இங்கு உள்ள முறையை கவனியுங்கள்? பெரும்பாலான சிக்கல்கள் வொர்க்ஹோல்டிங், டூலிங் அல்லது அளவீட்டு அணுகுமுறைகளுடன் தொடர்புடையவை. இந்த மூன்று வகைகளின் வலுவை மேம்படுத்துவது, திட்டத்தின் வகையைப் பொருட்படுத்தாமல், ஆபரேட்டர்கள் எதிர்கொள்ளும் தரத்திற்கான பெரும்பாலான சிக்கல்களைத் தீர்க்கிறது.
உற்பத்தி திறனும் மூலோபாய அணுகுமுறை அணுகுமுறைகளைத் தேர்வு செய்வதால் சமமாக நன்மை பெறுகிறது. விரைவான மாற்று வொர்க்ஹோல்டிங் அமைப்புகள் பாகங்களுக்கு இடையிலான அமைப்பு நேரத்தைக் குறைக்கின்றன. லேபிள் செய்யப்பட்ட இடங்களில் ஒழுங்குபடுத்தப்பட்ட டூல் சேமிப்பு டூல் மாற்றங்களை வேகப்படுத்துகிறது. டச் ப்ரோப்கள் சிக்கலான கையால் அளவீடுகளை தானியங்கி முறையில் செய்கின்றன. ஒவ்வொரு திறன்-கவனம் செலுத்திய அணுகுமுறையும் எதிர்கால ஒவ்வொரு திட்டத்திலும் நேர சேமிப்பை மிகுதியாக்குகிறது.
அணுகுதல்கள் மற்றும் திட்ட வெற்றிக்கு இடையேயான இணைப்பு ஒரு வரையறுக்கப்படாத கருத்து அல்ல. நீங்கள் செய்யும் ஒவ்வொரு வெட்டும், ஏற்ற அணுகுதல்களைப் பயன்படுத்தினால் பயன் பெறுகிறது; அல்லது அவற்றின் வெற்றிடத்தால் பாதிக்கப்படுகிறது. கற்பனையில் உள்ள சாத்தியங்களுக்கு பதிலாக, உண்மையில் உள்ள திட்டத் தேவைகளை அடிப்படையாகக் கொண்டு உங்கள் அணுகுதல்களின் தொகுப்பை உருவாக்குவதன் மூலம், ஒவ்வொரு வாங்குதலும் உடனடி, உணரக்கூடிய மதிப்பை வழங்குகிறது.
திட்டத்திற்கு ஏற்ற அணுகுதல்களின் தேவைகளை புரிந்துகொண்ட பிறகு, அடுத்த முக்கிய படியாக சரியான நிறுவல் மற்றும் தொடர்ச்சியான பராமரிப்பு ஆகியவை வருகின்றன. சரியாக நிறுவப்படாத அல்லது நேரத்துடன் புறக்கணிக்கப்படும் சிறந்த அணுகுதல்கள் கூட தங்கள் செயல்திறனை இழக்கின்றன.
உங்கள் CNC அணுகுதல்களை நிறுவுதல் மற்றும் பராமரித்தல்
நீங்கள் தரமான CNC இயந்திர அணுகுதல்களில் முதலீடு செய்துள்ளீர்கள். இப்போது பல இயக்கியாளர்கள் புறக்கணிக்கும் பகுதி வருகிறது: சரியான நிறுவல் மற்றும் தொடர்ச்சியான பராமரிப்பு. தவறாக பொருத்தப்பட்ட அல்லது நேரத்துடன் புறக்கணிக்கப்படும் உயர் தர அணுகுதல்கள் கூட தங்கள் செயல்திறனை இழக்கின்றன. மேலும், தவறான நிறுவல் அணுகுதலையும், உங்கள் இயந்திரத்தையும் சேதப்படுத்தக்கூடும்; இதனால் ஒரு திறன் மேம்பாடு, விலையுயர்ந்த பாடமாக மாறிவிடும்.
பல ஆண்டுகள் நம்பகமான சேவையை வழங்கும் அணுக்கரணங்களுக்கும், முறையின்றி விரைவில் தவறு ஏற்படும் அணுக்கரணங்களுக்கும் இடையேயான வேறுபாடு பெரும்பாலும் நிறுவல் முறை மற்றும் பராமரிப்பு கட்டுப்பாடு ஆகியவற்றைச் சார்ந்தது. உங்கள் முதலீட்டைப் பாதுகாக்கவும், தொடர்ச்சியான செயல்திறனை உறுதிப்படுத்தவும் எவ்வாறு நடைமுறை நடவடிக்கைகளை மேற்கொள்ள வேண்டும் என்பதை இங்கு விளக்குகிறோம்.
அணுக்கரணங்களை நிறுவுதல் – படிப்படியான சிறந்த நடைமுறைகள்
எந்தவொரு அணுக்கரணத்தையும் தொடுவதற்கு முன்பாக, உங்கள் இயந்திரத்தை முழுமையாக மின்சாரம் இல்லாமல் செய்யவும். இது வெறும் பாதுகாப்பு நடவடிக்கை அல்ல. கோலெட் (collet) நிறுவல் அல்லது புரோப் (probe) பொருத்துதல் போது திடீரென ஸ்பிண்டிள் (spindle) இயங்குதல் ஆபத்தான காயங்களை ஏற்படுத்தும். மென்பொருள் கட்டுப்பாடுகள் மூலம் மட்டுமல்ல, மூல மின்சார மூலத்திலிருந்து மின்சாரத்தை துண்டிக்கவும்.
கோலெட் நிறுவல் தவறான நுட்பங்களால் ஏற்படும் சிக்கல்களை நீங்கள் எதிர்கொள்ளும் வரை எளிதாகத் தோன்றும். முதலில், கோலெட் மற்றும் ஸ்பிண்டிள் போர் ஆகிய இரண்டையும் முழுமையாக சுத்தம் செய்யவும். இணைக்கப்படும் மேற்பரப்புகளுக்கு இடையில் சிக்கியுள்ள எந்தவொரு துகளும் ஓட்ட விலகலை (runout) ஏற்படுத்தும், அது உங்கள் ஒவ்வொரு வெட்டும் தரத்தையும் குறைத்துவிடும். கோலெட்டை ஸ்பிண்டிள் போரில் நேரடியாக செருகுவதற்கு முன்பாக, அதை முதலில் ஸ்பிண்டிள் நட்-ல் செருகவும், பின்னர் அந்த கூட்டு அமைப்பை ஸ்பிண்டிளில் சுழற்றி பொருத்தவும். கோலெட்டை நேரடியாக ஸ்பிண்டிள் போரில் செருக முயற்சிப்பது பெரும்பாலும் கோலெட்டின் சரிவு முனையை (taper) சேதப்படுத்தும்.
இதன்படி IMS USA , HSK அமைப்புகளுக்கான ஸ்பிண்டிள் கிரிப்பர்கள் குறிப்பிட்ட துல்லியமான நிறுவலை தேவைப்படுகின்றன. இவற்றின் நிறுவல் நேரம் 30–45 நிமிடங்கள் ஆகும், அதேசமயம் எளிய ISO/BT/CAT அமைப்புகளுக்கு அது 5–10 நிமிடங்களே ஆகும். இந்த கூடுதல் சிக்கலான தன்மைக்கு காரணம், HSK கிரிப்பர்கள் ஒரு புல் ஸ்டட் (pull stud) ஐ மட்டும் பற்றிக் கொள்வது போலல்லாமல், முழு சரிவு முனையையும் (entire taper) பற்றிக் கொள்வதாகும். இந்த செயல்முறையை விரைவாக முடிப்பது கருவிகளின் நழுவலையும், அதிகரித்த ஓட்ட விலகலையும், கருவிகளின் தாங்கிகள் மற்றும் ஸ்பிண்டிள்களின் முறையற்ற தீவிர அரிப்பையும் ஏற்படுத்தும்.
வேலை பிடிப்பு கட்டமைப்பு (ஃபிக்ச்சர்) நிறுவல் சீரமைப்பைக் கவனத்துடன் செய்ய வேண்டும். வைஸ் அல்லது ஃபிக்ச்சர் தகட்டை மலர்த்தும்போது, மலர்த்தும் மேற்பரப்புகள் சுத்தமாகவும் சமதளமாகவும் இருப்பதைச் சரிபார்க்கவும். பொறுத்தும் பொருட்களை சுற்றளவில் தொடர்ச்சியாக இறுக்குவதற்குப் பதிலாக, நட்சத்திர வடிவில் (ஸ்டார் பேட்டர்ன்) இறுக்கவும். இந்த முறை பிடிப்பு விசையை சீராக பரவச் செய்கிறது மற்றும் இறுதி போல்ட்களை இறுக்கும்போது ஃபிக்ச்சர் நகராமல் தடுக்கிறது.
அடுத்த தலைமுறை ஷார்க் CNC இயந்திரங்கள் மற்றும் அதேபோன்ற தளங்களுக்கு, துணைக் கருவிகளை பொருத்துவது பெரும்பாலும் T-ஸ்லாட் திருகுதல்கள் மற்றும் கேப் ஸ்க்ரூக்களை ஈடுபடுத்துகிறது. இறுக்குவதற்கு முன் T-திருகுதல்கள் அவற்றின் ஸ்லாட்களில் முழுமையாக பொருத்தப்பட்டுள்ளனவா என்பதை உறுதிப்படுத்தவும். பகுதியளவில் பொருத்தப்பட்ட திருகுதல்கள் வெட்டு விசைகளுக்கு உட்பட்டு வெளியே வரலாம், இதனால் உங்கள் வேலைப்பொருள் செயல்பாட்டின் நடுவில் விடுபடலாம். வெட்டுதலுக்கு முன் ஃபிக்ச்சரில் ஒரு உறுதியான இழுப்பு செய்வது பாதுகாப்பான பொருத்தத்தை உறுதிப்படுத்துகிறது.
ப்ரோப் மற்றும் டச் தகடு நிறுவல் இயந்திர மலர்த்தலுடன் மின்சார கவனத்தையும் அறிமுகப்படுத்துகிறது. வாங்குவதற்கு முன் உங்கள் கட்டுப்பாட்டு சாதனம் அந்த ப்ரோப் வகையை ஆதரிக்கிறதா என்பதை சரிபார்க்கவும். தயாரிப்பாளர் தனிப்பயன் அறிவுறுத்தல்களுக்கு ஏற்ப வயரிங்-ஐ இணைக்கவும், இதில் பொதுவாக-திறந்த (normally-open) அல்லது பொதுவாக-மூடிய (normally-closed) சுற்று தேவைகளை கவனத்தில் கொள்ளவும். தவறான வயரிங் தவறான தூண்டல்களை ஏற்படுத்தலாம், அல்லது மோசமாக, இயந்திரம் தொடர்பை அங்கீகரிக்காமல் விபத்துகளை ஏற்படுத்தலாம்.
சரியாக அளவிடுதல் மற்றும் செயல்திறன் சரிபார்ப்பு
சரியாக அளவிடாமல் நிறுவுதல் பாதி வேலை மட்டுமே. சரியாக அளவிடுதல் உங்கள் துணைக்கருவிகள் தனிப்பயன் தன்மைகளுக்குள் செயல்படுகின்றன என்பதை உறுதிப்படுத்துகிறது, மேலும் அவற்றை உங்கள் இயந்திரத்தின் கட்டுப்பாட்டு அமைப்புடன் சரியாக ஒருங்கிணைக்கிறது.
டச் தகடு சரியாக அளவிடுதல் இந்த கொள்கையை சிறப்பாக விளக்குகிறது. போல லாகூனா டூல்ஸ் விளக்குகிறது, Z-சுழிய அமைப்பை துல்லியமாக செய்ய அமைப்பு உங்கள் டச் தகட்டின் துல்லியமான தடிமனை அறிந்திருக்க வேண்டும். நேரத்துடன், டச் தகட்டின் மேற்பரப்புகள் பிட் தொடர்பால் சேதமடைகின்றன. V-பிட்கள் குறிப்பாக அளவீட்டுத் துல்லியத்தை பாதிக்கும் குழிகளை ஏற்படுத்துகின்றன.
உங்கள் டச் தகட்டை சரியாக அளவிட வேண்டிய வழிகள்:
- மேற்பரப்பில் தீவிரமான அழுகல் குறிகள் தெரிந்தால், உங்கள் ஸ்பாயில்போர்டில் சமதளமாக வைக்கப்பட்டுள்ள மென்மையான தேய்மான துண்டைக் கொண்டு மெதுவாக சாணையிடவும். தொடும் மேற்பரப்பை சமதளமாகவே வைத்திருங்கள்; அதை ஆட்டக்கூடாது.
- டிஜிட்டல் கேலிபர்ஸ் மூலம் பிளேட்டின் தடிமனை அளவிடவும். காலியான அடிப்பகுதியுடன் கூடிய பிளேட்டுகளுக்கு, ஒரு கம்பி ஸ்டாக் துண்டை இடைவெளியை மூட பயன்படுத்தவும், மொத்த அளவை அளவிட்டு, பின்னர் கம்பி ஸ்டாக்கின் தடிமனைக் கழிக்கவும்.
- அளவிடப்பட்ட தடிமனை உங்கள் கட்டுப்பாட்டு சாதனத்தின் தொடு பிளேட் அமைப்புகளில் உள்ளிடவும். பெரும்பாலான அமைப்புகள் இதை ப்ரோப் ஆஃப்செட் அல்லது அதற்கு ஒத்த அளவுருவாக சேமிக்கின்றன.
- கேலிபர்ஸ் மூலம் ப்ரோப் செய்து, பின்னர் உண்மையான டூல் உயரத்தை அளவிட்டு கேலிப்ரேஷனைச் சோதிக்கவும். ஏதேனும் முரண்பாடுகள் இருந்தால், தடிமன் மதிப்புகள் தவறாக இருக்கலாம் அல்லது ப்ரோப் கட்டமைப்பில் பிழைகள் இருக்கலாம்.
ஸ்பிண்டிள் கிரிப்பர் சரிபார்ப்பு, IMS USA-ன் வழிகாட்டுதல்களின்படி நிறுவலுக்குப் பிறகு செய்யப்படுகிறது. டூல் விடுவிப்பு பொத்தானை அழுத்தாமல் ஒரு டூல் ஹோல்டரை செருகவும். அது வெளியே விழக்கூடாது. உங்கள் இயந்திரம் பிடிப்பு விசை சோதனையை ஆதரிக்கிறது எனில், அந்த முறையை இயக்கவும். ஸ்பிண்டிள் சூடாக்கும் சுழற்சியை மேற்கொள்ளவும், தவறான கிரிப்பர் பொருத்தத்தைக் குறிக்கும் சாதாரணமற்ற கம்பனங்களைக் கண்காணிக்கவும்.
வேலை பிடிப்பு சரிசெய்தல் முறையில் துல்லியமான அளவீட்டை விட மீண்டும் மீண்டும் பெறும் தன்மையை மையமாகக் கொள்கிறது. நீங்கள் டோவெல் பின் அமைப்புடன் கூடிய துல்லியமான பொருத்துதல் தகடுகளைப் பயன்படுத்துகிறீர்கள் எனில், உங்களுக்குத் தேவையான சுழற்சி தன்மைக்குள் பாகங்கள் ஒழுங்காக அமைவதைச் சரிபார்க்கவும். ஒரு சோதனை பாகத்தை இயந்திரத்தில் வெட்டி, அதனை அகற்றி, உங்கள் பொருத்துதல் அமைப்பைப் பயன்படுத்தி மீண்டும் அமைத்து, அளவுகளின் ஒழுங்குமுறையைச் சரிபார்க்கவும். மீண்டும் மீண்டும் அமைத்தலின் தன்மை ஏற்றுக்கொள்ளக்கூடிய வரம்பை மீறி மோசமாகும்போது, தேய்ந்த டோவெல் பின்களை அடிக்கடி மாற்றுவது அவசியமாகிறது.
நீண்ட கால உபகரண ஆயுளுக்கான பராமரிப்பு முறைகள்
உபகரணங்கள் தங்களது துல்லியத்தை பராமரித்தலுக்கும், அவற்றின் சேவை ஆயுளை நீட்டித்தலுக்கும் தொடர்ந்து கவனம் தேவைப்படுகின்றன. பராமரிக்கப்படாத உபகரணங்கள் வேகமாக தேய்ந்து போவதை மட்டுமல்லாமல், மெதுவாக தேய்ந்து, தரத்தில் பிரச்சனைகள் மிகவும் கடுமையாகும் வரை நீங்கள் கவனிக்காத பிழைகளை ஏற்படுத்துகின்றன.
இங்கே அடிக்கடி பராமரிப்பு செயல்முறைகளை அவற்றின் அடிக்கடி பயன்பாட்டு அடிப்படையில் அமைக்கப்பட்ட ஒரு முறையான பராமரிப்பு அணுகுமுறை தரப்பட்டுள்ளது:
- ஒவ்வொரு பயன்பாட்டிற்குப் பிறகு – ஆய்வு: வெட்டும் கருவிகளை சிப்ஸ், விரிச்சல்கள் அல்லது மிகையான தேய்மானம் ஆகியவற்றிற்காக சரிபார்க்கவும். காலெட்ஸை கீறல்கள் அல்லது துகள்கள் இருப்பதற்காக ஆய்வு செய்யவும். பணியை ஏற்றுக் கொள்ளும் பரப்புகள் சுத்தமாகவும், சேதமின்றி இருப்பதை உறுதிப்படுத்தவும். அடுத்த அமர்வுக்கு முன்பாக எந்தவொரு சிக்கலையும் தீர்க்கவும்.
- வாராந்திரம் – சுத்தம் செய்தல்: அனைத்து துணைக் கருவிகளின் பரப்புகளிலும் சேர்ந்துள்ள தூசி மற்றும் சிப்ஸ்களை அகற்றவும். காலெட் கோணங்களை மாசு இல்லாத துணியாலும், ஏற்ற கரைப்பானாலும் சுத்தம் செய்யவும். தொடு தகடுகள் மற்றும் புரோப்களை துடைக்கவும். டி-ஸ்லாட்கள் மற்றும் பொருத்தும் மேற்பரப்புகளிலிருந்து தூசியை வெற்றிடமாக உறிஞ்சவும்.
- மாதாந்திரம் – திரவ எண்ணெயிடல் மற்றும் சரிசெய்தல்: கிளாம்ப்கள் மற்றும் பொருத்துதல் கருவிகளின் இயங்கும் பாகங்களில் தயாரிப்பாளர் பரிந்துரைத்த திரவ எண்ணெயைப் பயன்படுத்தவும். நிரந்தரமாக பொருத்தப்பட்ட துணைக் கருவிகளின் பிணைப்பு பொருத்தங்களின் இறுக்கத்தை சரிபார்க்கவும். புரோப் சரியான அளவீட்டு துல்லியத்தில் இருப்பதை உறுதிப்படுத்தவும்.
- காலாண்டு முறை – ஆழமான ஆய்வு: காலெட்ஸை பெரிதாக்கப்பட்ட பார்வையில் சோர்வு விரிச்சல்களுக்காக ஆய்வு செய்யவும். பணியை ஏற்றுக் கொள்ளும் பரப்புகளில் பிடிப்பை பாதிக்கும் தேய்மான அமைப்புகளை சரிபார்க்கவும். பரப்பு தேய்மானத்தின் காரணமாக தொடு தகட்டின் தடிமன் மாறியிருக்கிறதா என உறுதிப்படுத்தவும். ஸ்பிண்டிள் கிரிப்பர்களின் பிடிப்பு விசையை சோதிக்கவும்.
- ஆண்டுதோறும் – மாற்று மதிப்பீடு: அசல் தன்மைகளுக்கு ஏற்ப அனைத்து சேர்க்கைப் பொருட்களையும் மதிப்பீடு செய்யவும். தேய்ந்த காலெட்ஸ், சேதமடைந்த கட்டமைப்புகள் மற்றும் செயல்திறன் குறைவைக் காட்டும் சேர்க்கைப் பொருட்களை மாற்றவும். சேவையில் தொடர்ந்து பயன்பாட்டில் உள்ள சேர்க்கைப் பொருட்களுக்கான சரியான அளவீட்டு மதிப்புகளை புதுப்பிக்கவும்.
சில சேர்க்கைப் பொருட்கள் அதிக அடிக்கடி கவனம் தேவைப்படுகின்றன. அதிக பயன்பாட்டில் உள்ள காலெட்ஸ் மாதந்தோறும் பரிசோதிக்கப்படுவதற்கு பதிலாக வாரந்தோறும் பரிசோதிக்கப்பட வேண்டும். ஒவ்வொரு வேலைக்கும் பயன்படுத்தப்படும் தொடு தகடுகள் தொடர்ந்து தடிமன் சோதனைக்கு உட்படுத்தப்பட வேண்டும். உற்பத்தி அட்டவணைகளை இயக்கும் Shark Next Wave CNC ஆபரேட்டர்கள், உண்மையான பயன்பாட்டு மணி நேரத்தை அடிப்படையாகக் கொண்டு இந்த இடைவெளிகளை சுருக்க வேண்டியிருக்கலாம், காலண்டர் நேரத்தை அடிப்படையாகக் கொண்டு அல்ல.
தவிர்க்க வேண்டிய பொதுவான நிறுவல் தவறுகளில், காலெட் திருகுகளை மிகையாக இறுக்குவது என்பது காலெட்டை வடிவமாற்றி, சுழற்சி விலகலை (runout) அதிகரிக்கிறது. துல்லியமான மேற்பரப்புகளில் தவறான திரவக் கொழுப்பைப் பயன்படுத்துவது தூசியை ஈர்க்கும் அல்லது அடைப்புப் பாகங்களில் வீக்கத்தை ஏற்படுத்தும். மேற்பரப்பு சுத்தியலை சரிபார்க்காமல் கட்டமைப்புகளை பொருத்துவது துகள்களை சிக்க வைத்து, சரியான பொருத்தத்தைத் தடுக்கிறது. நிறுவலுக்குப் பிறகு சரியான அளவீட்டு சரிபார்ப்பை தவறவிடுவது பரிமாண பிழைகளை ஏற்படுத்துகிறது, இது அடுத்தடுத்த ஒவ்வொரு பாகத்திலும் மேலும் மேலும் பெருகிச் செல்கிறது.
சரியான நிறுவல் மற்றும் பராமரிப்பில் மேற்கொள்ளப்படும் நேர முயற்சி, தொடர்ச்சியான தரத்தை, துணைக்கருவிகளின் நீண்ட ஆயுளை மற்றும் சிரமத்தைக் குறைப்பதை உறுதிப்படுத்துகிறது. ஏற்ற பராமரிப்பைப் பெறும் துணைக்கருவிகள் ஆண்டுகள் வரை நம்பகமான செயல்திறனை வழங்குகின்றன, அதனால் அவை மீண்டும் மீண்டும் செலவழிக்கப்படும் செலவுகள் அல்ல, மாறாக உண்மையான முதலீடுகளாகும்.
நிறுவல் மற்றும் பராமரிப்பு அடிப்படைகள் முடிந்த பின், துணைக்கருவிகளின் தரம் எவ்வாறு அடையக்கூடிய துல்லியத்தை நேரடியாகப் பாதிக்கிறது என்பதைப் புரிந்துகொள்வது உங்கள் துணைக்கருவிகள் குறித்த கல்வியின் அடுத்த தர்க்கரீதியான படியாகும். 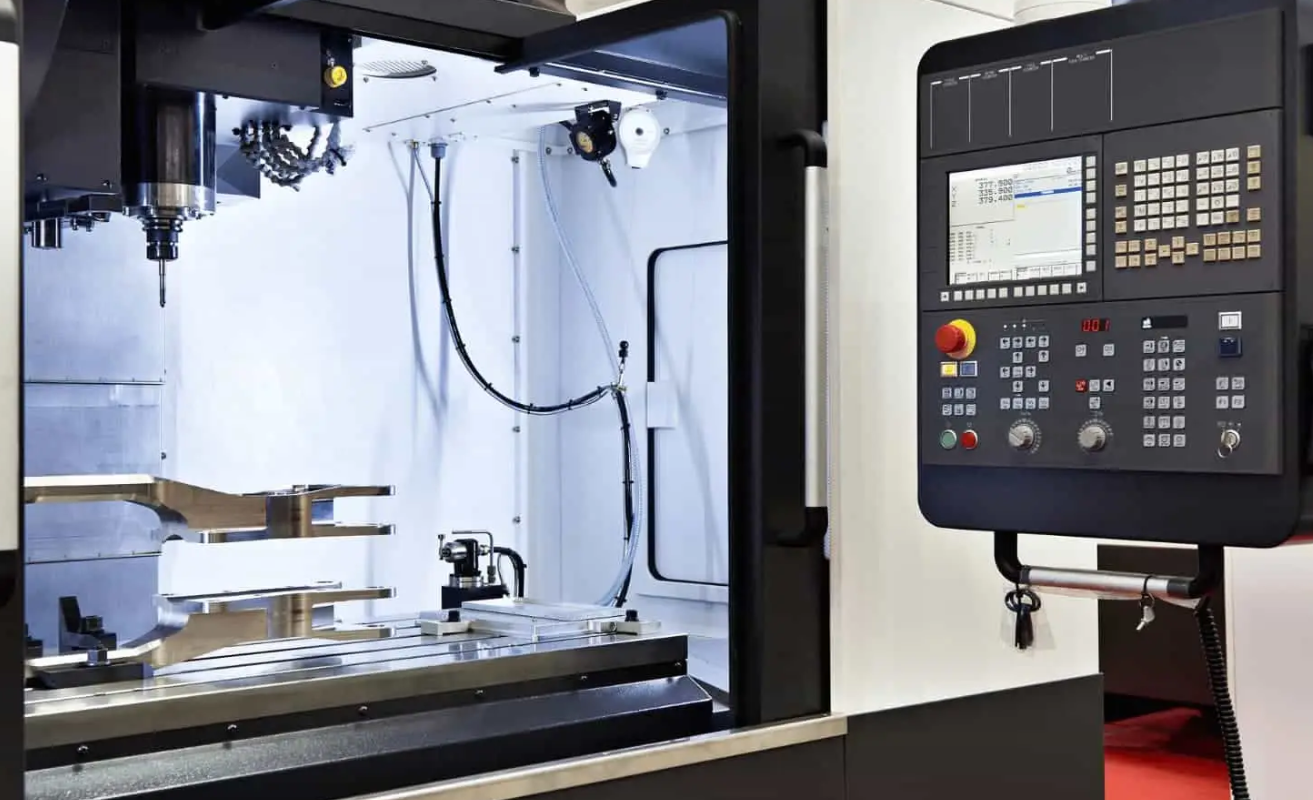
துல்லியத்தையும் உற்பத்தி தரத்தையும் உயர்த்தும் துணைக்கருவிகள்
கவனிக்கத்தக்க ஒரு கேள்வி: ஒரு பாகத்தை "தோராயமாக போதுமானது" என்று கூறுவதற்கும், ஒவ்வொரு முறையும் கடுமையான தனிப்பயன் தரத்தை நிறைவேற்றுவதற்கும் என்ன வேறுபாடு? இதற்கான பதில் பெரும்பாலும் இயந்திரத்தில் இல்லை, மாறாக அதைச் சுற்றியுள்ள துணைக்கருவிகளில் தான் அடங்கியுள்ளது. தரமான CNC இயந்திர துணைக்கருவிகள் நீங்கள் அடையக்கூடிய துல்லிய அளவுகளையும், நீங்கள் பராமரிக்கக்கூடிய தொடர்ச்சியையும், இறுதியில் உங்கள் பணி தொழில்முறைத் தரத்தை நிறைவேற்றுகிறதா அல்லது அதிலிருந்து விலகியுள்ளதா என்பதையும் நேரடியாகப் பாதிக்கின்றன.
இந்த உறவைப் புரிந்துகொள்வது, உங்கள் அணுக்கரு வாங்குதலைப் பார்க்கும் முறையை மாற்றிவிடும். அவை எளிய கூடுதல் பொருட்கள் அல்லது வசதிகள் மட்டுமே அல்ல. அவை உங்கள் விற்பனை நிலையம் நம்பகமாக வழங்கக்கூடிய துல்லியத்தின் அளவை நிர்ணயிக்கும் திறனில் மேற்கொள்ளப்படும் முதலீடுகளாகும்.
அணுக்கருக்கள் அடையக்கூடிய துல்லிய அளவுகளை எவ்வாறு பாதிக்கின்றன
உங்கள் அமைப்பில் உள்ள ஒவ்வொரு அணுக்கரும் உங்கள் அடையக்கூடிய துல்லியத்திற்கு பங்களிக்கிறது அல்லது அதனைக் குறைக்கிறது. உங்கள் ஸ்பிண்டிள் மற்றும் வேலைப்பொருளுக்கு இடையில் உள்ள கூறுகளின் சங்கிலியைக் கவனியுங்கள்: உங்கள் கருவியைப் பிடிக்கும் காலெட், அந்தக் கருவி தன்னில், உங்கள் பொருளை உறுதியாகப் பிடிக்கும் வேலை பிடிப்பு அமைப்பு, மற்றும் முடிவுகளைச் சரிபார்க்கும் அளவீட்டு அமைப்புகள். இந்தச் சங்கிலியில் எங்கும் பலவீனம் இருந்தாலும், உங்கள் மொத்தத் திறனை வரையறுக்கிறது.
மெதட்ஸ் மெஷின் டூல்ஸ் படி, அணுகுமுறைகளின் மூலம் உற்பத்தி செயல்திறன் மேம்படுத்தப்படுவது நேரடியாக சிறந்த இயந்திர துல்லியத்தையும், குறைந்தபட்சம் தவறுகளற்ற தரத்தையும் வழங்குகிறது. குறைந்த அனுமதிப்பு எல்லைகள் (tolerances) மற்றும் மேம்பட்ட முடிவு மேற்பரப்புகள் (finishes) குறைந்த அமைப்புகளில் (setups) அடைய முடியும், இது உற்பத்தி செலவுகளை குறிப்பிடத்தக்க அளவில் குறைக்கிறது. இது சந்தைப்படுத்தல் மொழி அல்ல. இது செயலாளர்கள் குறைந்த விலையிலான அணுகுமுறைகளிலிருந்து துல்லியமான தரத்தின் மாற்றுகளுக்கு மேம்படுத்தும்போது கண்டறியும் நடைமுறை உண்மையாகும்.
காலெட் ரன்-அவுட் (collet runout) ஒரு குறிப்பிட்ட உதாரணமாகும். குறைந்த விலையிலான காலெட் ஒன்று 0.002 அங்குலம் ரன்-அவுட் ஏற்படுத்தலாம், அதாவது உங்கள் வெட்டு கருவி சுழற்சியின் போது அந்த அளவு அசைவு ஏற்படும். இந்த அசைவு உங்கள் முடிவுற்ற பாகங்களின் அளவு மாறுபாட்டிற்கு நேரடியாக வழிவகுக்கிறது. 0.0002 அங்குலம் ரன்-அவுட் கொண்ட துல்லியமாக தரையிடப்பட்ட காலெட்டுக்கு மேம்படுத்தினால், உங்கள் இயந்திரத்தையோ அல்லது நிரலையோ தொடாமலேயே சாத்தியமான துல்லியத்தைப் பத்து மடங்கு மேம்படுத்திவிடுகிறீர்கள்.
வேலை பிடிப்பு (Workholding) ஒரே மாதிரியான பங்களிப்பை வழங்குகிறது. பாகங்களை அங்குலத்தின் ஆயிரத்தில் ஒரு பங்கு (thousandths of an inch) துல்லியத்தில் மீண்டும் மீண்டும் சரியாக அமைக்கும் ஃபிக்ஸ்சர்கள் (fixtures), உற்பத்தி ஓட்டங்கள் முழுவதும் ஒரே மாதிரியான இயந்திர செயல்முறைகளை உறுதிப்படுத்துகின்றன. பாகங்களுக்கு இடையில் சிறிது கூட இயக்கத்தை அனுமதிக்கும் ஃபிக்ஸ்சர்கள், பின்வரும் செயல்முறைகளின் போது முடிவுகளில் மாறுபாடுகளை ஏற்படுத்துகின்றன. ஷார்க் CNC இயந்திரங்கள் மற்றும் அதைப் போன்ற தளங்களுக்கு, துல்லியமான ஃபிக்ஸ்சரிங் (fixturing) மீது முதலீடு செய்வது, அடிப்படை இயந்திரத்தின் சாத்தியக்கூறுகளை விட சிறந்த முடிவுகளை வழங்குகிறது.
சமூக விளைவு (cumulative effect) மிகவும் முக்கியமானது. ஒரு துணைக்கருவியின் தரத்தை மேம்படுத்துவது பயனளிக்கிறது. ஆனால், முழு துணைக்கருவி சங்கிலியின் (accessory chain) தரத்தை மேம்படுத்துவது, பயன்களை பெருக்கல் முறையில் (multiplicatively) அதிகரிக்கிறது. தொழில்முறை இயக்குநர்கள் இந்த கொள்கையை நன்றாக புரிந்துகொண்டு, தங்கள் துணைக்கருவி தொகுப்புகளை அதற்கேற்றவாறு உருவாக்குகின்றனர்; இதில் துல்லியத்தை முழுவதும் முன்னுரிமையாக கருதுகின்றனர், மேலும் பலவீனமான இணைப்புகளை (weak links) ஏற்றுக்கொள்வதில்லை.
முன்மாதிரியிலிருந்து உற்பத்திக்கு அளவை அதிகரித்தல்
நீங்கள் ஒரு வெற்றிகரமான முன்மாதிரியை (புரோட்டோடைப்) உருவாக்கியுள்ளீர்கள் என்று கற்பனை செய்துகொள்ளுங்கள். உங்கள் வாடிக்கையாளர் அதனை மிகவும் விரும்புகிறார், மேலும் 500 அலகுகளை விரும்புகிறார். திடீரென, ஒற்றை-முறை உற்பத்திக்கு சிறப்பாக வேலை செய்த துணைக்கருவிகள் (அக்செசரிஸ்) தற்போது தடைகளாக மாறுகின்றன. கையால் செய்யப்படும் பொருள் பிடிப்பு (மேனுவல் வொர்க்ஹோல்டிங்) மிக நீண்ட நேரத்தை எடுத்துக்கொள்கிறது. அமைப்பு மாறுபாடு (செட்அப் வேரியேஷன்) அதிக அளவிலான தவறான பொருட்களை (ரிஜெக்ட்ஸ்) உருவாக்குகிறது. அளவீட்டு சரிபார்ப்பு (மெசர்மென்ட் வெரிபிகேஷன்) வெளியீட்டு தேவைகளுக்கு ஏற்றவாறு வேகமாக செயல்பட முடியவில்லை.
முன்மாதிரியிலிருந்து (புரோட்டோடைப்பிங்) உற்பத்திக்கு (புரொடக்ஷன்) மாறுவது, பெருமளவு உற்பத்தியை ஆதரிக்கும் துணைக்கருவிகளின் (அக்செசரிஸ்) மேம்பாடுகளை தேவைப்படுத்துகிறது. அமைப்பு நேரத்தை (செட்அப் டைம்) நிமிடங்களிலிருந்து வினாடிகளுக்கு குறைக்கும் விரைவான மாற்று பொருள் பிடிப்பு அமைப்புகள் (குவிக்-சேஞ்ச் வொர்க்ஹோல்டிங் சிஸ்டம்ஸ்). சில சமயங்களில் பயன்படுத்துவதற்கு அல்ல, நீண்ட கால உற்பத்திக்கு (எக்ஸ்டெண்டெட் ரன்ஸ்) வடிவமைக்கப்பட்ட உற்பத்தி-தரமான கருவிகள் (புரொடக்ஷன்-கிரேட் டூலிங்). முழு தொகுதிகளில் (பேட்ச்ஸ்) பிரச்சனைகள் பரவுவதற்கு முன்பே அவற்றை கண்டறியும் செயல்முறை-நடுவிலான அளவீட்டு துணைக்கருவிகள் (இன்-ப்ராசஸ் மெசர்மென்ட் அக்செசரிஸ்).
தனிப்பயன் பிடிப்பு கருவிகள் (கஸ்டம் ஃபிக்ஸ்சர்ஸ்) உற்பத்தி அளவுகளில் பொருளாதார ரீதியாக நியாயப்படுத்தத்தக்கவையாக மாறுகின்றன. அதாவது ஸ்கேன்2CAD விளக்குகிறது அதிக அளவு உற்பத்திக்காக வடிவமைக்கப்பட்ட கருவிகள் பொதுவாக விலை அதிகமானவை, சிக்கலானவை மற்றும் பெரும்பாலும் கட்டுமான தயாரிப்பு நேரம் நீண்டதாக இருக்கும். இந்த காரணங்களால், அதிக அளவு உற்பத்தியில் இவை விரும்பப்படுகின்றன, ஏனெனில் இவை தங்கள் முதலீட்டை விட அதிக மதிப்பை வழங்கும். ஒவ்வொரு பாகத்திற்கும் மிச்சமாகும் நேரம், நூறுகள் அல்லது ஆயிரக்கணக்கான அலகுகளில் பெருக்கப்படும்போது, முதலீட்டை விரைவில் மீட்டெடுக்கின்றன.
அடுத்த அலை ஷார்க் (NextWave Shark) இயக்கிகள் தங்கள் ஷார்க் HD4 அல்லது HD520 இயந்திரங்களை ஏற்ற துணைக் கருவிகளுடன் பயன்படுத்தும்போது, அவை ஆச்சரியமூட்டும் தொழில்முறை வெளியீட்டை வழங்குவதை அடிக்கடி கண்டறிகின்றனர். இயந்திரமே அடித்தளத்தை வழங்குகிறது. துணைக் கருவிகள்தான் அந்த அடித்தளம் பொழுதுபோக்கு மட்டத்தில் அல்லது உற்பத்தி மட்டத்தில் பணியாற்றும் என்பதை தீர்மானிக்கின்றன.
இந்த மாற்றம் உங்கள் பயன்பாட்டில் இருந்த அணுக்களை (accessories) எது நீங்கள் சகித்துக் கொண்டிருந்தீர்கள் என்பதையும், எது உண்மையில் செயல்படுகிறது என்பதையும் வெளிப்படுத்துகிறது. உற்பத்தி ஓட்டங்கள் (production runs) சில சமயங்களில் மறைத்து வைக்கப்படும் பலவீனங்களை வெளிப்படுத்துகின்றன. நீங்கள் ஆண்டுகளாக பயன்படுத்திய காலெட் (collet) தற்போது அதன் சேர்ந்த தீவிர அரிப்பை (accumulated wear) தெளிவாகக் காட்டுகிறது. முன்பு போதுமானதாகத் தோன்றிய அந்தக் கிளாம்ப்கள் (clamps) இப்போது தெளிவாக உற்பத்தி வேகத்தை (throughput) கட்டுப்படுத்துவதைக் காட்டுகின்றன. அளவுகளை அதிகரிப்பது (scaling) உங்கள் அனைத்து அணுக்கள் தொகுப்பையும் நேர்மையான மதிப்பீட்டிற்கு உட்படுத்துகிறது.
அணுக்களைத் தேர்வு செய்வதில் தொழில்முறை தரத்தரம்
தொழில்முறை உற்பத்தி சூழல்கள் பொதுவாக பிற ஆர்வ வேலைகளைச் செய்யும் இடங்களில் (hobby shops) காணப்படாத கட்டுப்பாடுகளுக்கு உட்பட்டவை. வாடிக்கையாளர்கள் ஆவணப்படுத்தப்பட்ட தரத்தை எதிர்பார்கின்றனர். ஒப்பந்தங்கள் ஆயிரத்தில் ஒரு பங்கு (thousandths) அளவிலான துல்லியத்தை (tolerances) குறிப்பிடுகின்றன. தணிக்கையாளர்கள் (auditors) செயல்முறைகள் உண்மையில் கூறப்பட்ட திறன்களை வழங்குகின்றனவா என்பதைச் சரிபார்க்கின்றனர். இந்தச் சூழலில், அணுக்களைத் தேர்வு செய்வது ஒரு தொழில்முறை முடிவெடுத்தலாக (strategic) மாறுகிறது; அது ஏதோ சாதாரண தேர்வாக (casual) இல்லை.
சான்றிதழ் பெற்ற தயாரிப்பு வசதிகள் இந்தக் கொள்கையை அளவில் வெளிப்படுத்துகின்றன. உதாரணமாக, ஷாயோயி மெட்டல் டெக்னாலஜி ஆகியோர் துல்லியமான கருவிகள் மற்றும் துணைக் கருவிகளைப் பயன்படுத்தி IATF 16949 சான்றிதழ் மற்றும் புள்ளியியல் செயல்முறை கட்டுப்பாடு (SPC) தரக் கண்காணிப்பு ஆகியவற்றால் ஆதரிக்கப்படும் உயர்-துல்லியத் தன்மையுள்ள பாகங்களை வழங்குகின்றனர். அவர்களது தயாரிப்பு வசதி, விரும்பிய முடிவுகளை அடைவதை உறுதிப்படுத்துவதற்குத் தேவையான துணைக் கருவிகளின் உள்கட்டமைப்பை பராமரிக்கிறது, அதை முயற்சிப்பதற்கு மட்டுமே அல்ல. தயாரிப்பாளர்களுக்கு, வாகனத் துறை பயன்பாடுகளுக்கான தொழில்முறை CNC இயந்திரமயமாக்கல் தீர்வுகள் இந்த அளவு திறன் கட்டாயமாகிறது, ஐச்சியலாக இருப்பதில்லை.
தொழில்முறை தரத்தின் துணைக் கருவிகளை நுகர்வோர் மாற்று விருப்பங்களிலிருந்து வேறுபடுத்துவது என்ன? பல பண்புகள் தொடர்ந்து கவனிக்கப்படுகின்றன:
- ஆவணப்படுத்தப்பட்ட தன்மைகள்: தொழில்முறை துணைக் கருவிகள் வெறும் பெயரளவிலான விளக்கங்களுக்கு பதிலாக, சரிபார்க்கப்பட்ட அளவுரு தரவுகளுடன் வழங்கப்படுகின்றன
- கண்காணிப்பு திறன்ஃ பொருள்கள் மற்றும் தயாரிப்பு செயல்முறைகளை அவற்றின் மூலங்களுக்கு வரை சரிபார்க்க முடியும்
- ஒருபோக்குத்தன்மை: ஒவ்வொரு அலகும் ஒரே மாதிரியாகச் செயல்படுவதால், செயல்முறை தரநிலையாக்கம் சாத்தியமாகிறது
- நிலைத்தன்மை: செயல்திறன் காலப்போக்கில் நிலையாகவே இருக்கிறது, முன்கூட்டியே கணிக்க முடியாத வகையில் சீர்குலைவு அடைவதில்லை
- ஆதரவு: தயாரிப்பாளர்கள் தங்கள் தயாரிப்புகளுக்கு தொழில்நுட்ப உதவி மற்றும் உத்தரவாத மூலம் ஆதரவு வழங்குகின்றனர்
முதலீட்டு மனோபாவமும் அதற்கேற்றவாறு மாறுகிறது. தொழில்முறை இயக்குநர்கள் உபகரணங்களை செலவுகளைக் குறைக்க வேண்டிய பொருட்களாக அல்ல, திறன்களை வளர்த்துக் கொள்ளும் முதலீடுகளாகவே பார்க்கின்றனர். ஒரு துல்லியமான காலெட் தொகுப்பு, வேறு ஒரு குறைந்த விலையிலான மாற்று விருப்பத்தை விட மூன்று மடங்கு விலையில் இருந்தாலும், குறைந்த தவறுகள், விரைவான அமைப்புகள் மற்றும் உற்பத்தி சுழற்சிகளின் போது நிலையான தரத்தின் மூலம் அதன் விலையை மீட்டெடுத்துக் கொள்ளும். தரமான உபகரணங்களின் ஒவ்வொரு பாகத்தின் செலவு நன்மை அதிக அளவில் தெளிவாகிறது, ஆனால் முதல் வாங்கும் செலவு அதிகமாகத் தோன்றினாலும்.
இந்த கண்ணோட்டம், நீங்கள் தீவிர பொழுதுபோக்கு உற்பத்திக்காக அடுத்த தலைமுறை CNC ஷார்க் ஐ விற்பனைக்கு ஏற்பாடு செய்துகொள்ளும்போதும், அல்லது கடினமான வேலைகளை சான்றளிக்கப்பட்ட தொழிற்சாலைகளுக்கு வெளியே ஒப்படைப்பதற்கு பதிலாக கூடுதல் திறன்களில் முதலீடு செய்வதை மதிப்பீடு செய்யும்போதும் பொருந்தும். சில சமயங்களில், மிகச் சிறந்த உபகரண முதலீடு என்பது, உங்கள் சொந்த தொழிற்சாலை பொருளாதார ரீதியாக அடைய முடியாத திறன்களை தொழில்முறை உற்பத்தி பங்குதாரர்கள் வழங்குகின்றனர் என்பதை அங்கீகரிப்பதே ஆகும்.
அணுக்கரு துணைக்கருக்கள் எவ்வாறு துல்லியத்தையும் உற்பத்தி தரத்தையும் உயர்த்துகின்றன என்பதைப் புரிந்துகொள்வது, உங்களுக்கான முழுமையான துணைக்கரு மூலோபாயத்தை உருவாக்க உங்களைத் தயார்படுத்துகிறது. இறுதிப் படியாக, உங்கள் குறிப்பிட்ட அனுபவ மட்டத்திற்கும் இலக்குகளுக்கும் ஏற்றவாறு, இதுவரை நாம் கற்றுக்கொண்ட அனைத்தையும் செயல்படுத்தக்கூடிய அடுத்த நடவடிக்கைகளாக ஒன்றிணைப்பது வருகிறது.
வெற்றிக்கான சிஎன்சி துணைக்கரு மூலோபாயத்தை உருவாக்குதல்
நீங்கள் சிஎன்சி இயந்திரத் துணைக்கருக்களின் முழு விளக்கத்தையும், அவற்றின் அடிப்படை நோக்கங்களைப் புரிந்துகொள்வதிலிருந்து, உங்கள் திட்டங்களுக்கு ஏற்ற குறிப்பிட்ட கருவிகளைத் தேர்ந்தெடுப்பது வரை பயணம் செய்துள்ளீர்கள். இப்போது, வழக்கமான இயக்கிகளையும், தொடர்ந்து சிறந்த பணிகளை உருவாக்குபவர்களையும் பிரிக்கும் கணம் வந்துள்ளது: உங்கள் எதிர்கால வாங்குதல் மற்றும் பராமரிப்பு முடிவுகளை வழிநடத்தும் ஒரு தெளிவான மூலோபாயத்தை உருவாக்குதல்.
சீரற்ற துணைக்கரு வாங்குதல் குழப்பமான வேலை இடங்களையும், பயன்பாட்டில் இல்லாத உபகரணங்களையும் உருவாக்குகிறது. மூலோபாய துணைக்கரு உருவாக்கம் நேரத்துடன் கூடும் திறனை உருவாக்குகிறது. இதுவரை நாம் கற்றுக்கொண்ட அனைத்தையும் உடனே செயல்படுத்தக்கூடிய வழிகாட்டுதலாக தெளிவாக்குவோம்.
சிறந்த துணைக்கரு தேர்வுக்கான முக்கிய கருத்துகள்
உங்கள் பணப்பையை எடுப்பதற்கு முன், ஒவ்வொரு அணிகலன் தேர்வையும் வழிநடத்த வேண்டிய கோட்பாடுகளைப் பற்றி சிறிது நேரம் நினைத்துப் பாருங்கள். இவை வெறும் தத்துவ கருத்துகள் அல்ல. இவை விரும்பத்தகாத வாங்குதல்களைத் தடுத்து, உண்மையான மதிப்பை உறுதிப்படுத்தும் பயனுள்ள வடிகட்டிகள்.
முதலில் நோக்கம், பின்னர் பொருள். ஒவ்வொரு அணிகலனும் குறிப்பிட்ட சிக்கலைத் தீர்ப்பதற்காகவோ அல்லது குறிப்பிட்ட திறனை வழங்குவதற்காகவோ உருவாக்கப்படுகிறது. விற்பனைப் பட்டியல்களை உலாவுவதற்கு முன், நீங்கள் என்ன செய்ய முயற்சிக்கிறீர்கள் என்பதை அடையாளம் காணவும். ஒரு வெற்றிட அட்டவணை (vacuum table) மெல்லிய பொருள்களை வைத்திருப்பதற்கான சவால்களைத் தீர்க்கிறது. ஒரு தொடு பிரோப் (touch probe) கையால் Z-சுழியத்தை மதிப்பிடும் சிக்கலை நீக்குகிறது. நீங்கள் சிக்கலைத் தெளிவாகப் புரிந்துகொண்டால், சரியான தீர்வு தன்னிச்சையாக தெளிவாகிவிடும்.
ஒத்திசைவு கட்டாயமாகும். அந்த ஷார்க் CNC HD520 அணிகலன் உங்கள் டெஸ்க்டாப் ரவுட்டரில் தன்னிச்சையாக பொருந்தும் என்று சொல்ல முடியாது, அது உங்கள் பயன்பாட்டிற்கு எவ்வளவு சரியாகத் தோன்றினாலும். வாங்குவதற்கு முன், ஸ்பிண்டிள் இணைப்புகள், பொருத்தும் அளவுகள், மின்சார தேவைகள் மற்றும் மென்பொருள் ஆதரவு ஆகியவற்றைச் சரிபார்க்கவும். ஒத்திசைவை உறுதிப்படுத்துவதற்காக சில நிமிடங்கள் செலவிடுவது, மணிநேரங்கள் நீடிக்கும் பிரச்சனைகளையும், திருப்பியளிப்பு கட்டணங்களையும் தவிர்க்கிறது.
பராமரிப்பு நீடித்திருத்தலை தீர்மானிக்கிறது. தரமான அணுகுமுறைகள் (அடிப்படை உபகரணங்கள்) முதலீடுகளைக் குறிக்கின்றன, ஆனால் அந்த முதலீட்டை சரியான பராமரிப்பின் மூலம் பாதுகாத்தால் மட்டுமே. உங்கள் பயன்பாட்டு அளவிற்கு ஏற்றவாறு ஆய்வு, சுத்திகரிப்பு மற்றும் சரியான அளவுகோல் நிர்ணயம் (கேலிப்ரேஷன்) ஆகியவற்றை ஒழுங்குபடுத்தி வைக்கவும். புறக்கணிக்கப்பட்ட அணுகுமுறைகள் மௌனமாக தரமிழந்து விடும்; தரச் சிக்கல்கள் ஏற்படும் வரை அவற்றைப் பற்றி கவனம் செலுத்த வேண்டியதில்லை.
சிறந்த CNC அணுகுமுறைகளைத் தேர்வு செய்வது என்பது மிக விலையுயர்ந்த உபகரணங்களை வாங்குவதைப் பற்றியது அல்ல. அதற்கு பதிலாக, ஒவ்வொரு பகுதியும் வரையறுக்கப்பட்ட நோக்கத்தை நிறைவேற்றுகிறது, உங்கள் இயந்திரத்துடன் சரியாக ஒருங்கிணைகிறது, மேலும் பல ஆண்டுகள் தொடர்ந்து நிலையான செயல்திறனை வழங்குவதற்கு தேவையான பராமரிப்பைப் பெறுகிறது என்ற வகையில் ஒரு தொகுப்பை உருவாக்குவதைப் பற்றியது.
திட்டமிடப்பட்ட முறையில் உருவாக்கவும், தற்செயலாக அல்ல. உங்கள் அணுகுமுறைகளின் தொகுப்பு, அடிப்படை தேவைகளிலிருந்து இடைநிலை மேம்பாடுகள் வழியாக மேம்படுத்தப்பட்ட சிறப்பு உபகரணங்கள் வரை ஏற்ற தர்க்கரீதியான முன்னேற்றத்தைப் பின்பற்ற வேண்டும். அடிப்படைகளை முழுமையாகக் கற்றுக்கொள்ளும் முன்னரே மேம்படுத்தப்பட்ட அணுகுமுறைகளை வாங்குவதற்கான ஈர்ப்பை எதிர்த்து நில்லுங்கள். ஒவ்வொரு கட்டமும் அடுத்த கட்டத்திற்கு உங்களைத் தயார்படுத்துகிறது.
உங்கள் அனுபவ மட்டத்தின் அடிப்படையில் உங்கள் அடுத்த நடவடிக்கைகள்
நீங்கள் CNC பயணத்தின் எந்த கட்டத்தில் உள்ளீர்கள் என்பதைப் பொறுத்து, இப்போது என்ன செயல்களை மேற்கொள்வது பொருத்தமானது என்பது தீர்மானிக்கப்படுகிறது. வெவ்வேறு அனுபவ மட்டங்களுக்கு ஏற்றவாறு குறிப்பிட்ட வழிகாட்டுதல்கள் கீழே தரப்பட்டுள்ளன:
நீங்கள் தற்போது தொடங்கியிருந்தால்:
- பாதுகாப்பு கண்ணுக்கு மூடிகள், தூசி சேகரிப்பு, அடிப்படை வேலை பிடிப்பு (workholding), அடிப்படை பிட் தொகுப்பு மற்றும் தொடு தகடு (touch plate) ஆகிய ஐந்து அடிப்படை கூறுகளில் மட்டுமே கவனம் செலுத்தவும்
- CNC இயந்திரத்தின் மேம்பாடுகள் மூலம் சிக்கலை அதிகரிப்பதற்கு முன்பாக, உங்கள் இயந்திரத்தின் செயல்பாட்டைப் பற்றி நன்றாக அறிந்து கொள்ளவும்
- அடிப்படை உபகரணங்களை மட்டுமே பயன்படுத்தி பல திட்டங்களை முடிக்கவும்; இதன் மூலம் நீங்கள் உண்மையில் எந்த வரம்புகளை எதிர்கொள்கிறீர்கள் என்பதை புரிந்து கொள்ளலாம்
- நீங்கள் எதிர்கொள்ளும் சிக்கல்களை ஆவணப்படுத்தவும். இவை அடுத்த கட்டத்திற்கான உங்கள் வாங்கும் பட்டியலாக மாறும்
நீங்கள் ஆறு மாதங்கள் முதல் ஒரு வருடம் வரை அனுபவம் பெற்றிருந்தால்:
- எந்த உபகரணங்கள் உண்மையில் அவசியமாக உள்ளன என்பதையும், எந்தவொன்றும் பயன்படுத்தப்படாமல் இருக்கின்றன என்பதையும் மதிப்பீடு செய்யவும்
- நீங்கள் உண்மையில் பயன்படுத்தும் பொருள்களை அடிப்படையாகக் கொண்டு உங்கள் கருவிகளின் தொகுப்பை விரிவுபடுத்தவும்; கற்பனையில் மட்டுமே சாத்தியமான விஷயங்களை அடிப்படையாகக் கொள்ளாதீர்கள்
- தொடர்ந்து ஏற்படும் அமைப்பு (setup) சவால்களைத் தீர்க்கும் வகையில் வேலை பிடிப்பு (workholding) மேம்பாடுகளை கருதவும்
- நீங்கள் இதுவரை பராமரிப்பு முறைகளை ஏற்படுத்தவில்லை எனில், அவற்றை உடனே ஏற்படுத்திக் கொள்ளுங்கள். உங்கள் சேர்ப்பு பொருட்களுக்கு தொடர்ந்து கவனம் தேவை.
நீங்கள் ஒரு அனுபவம் வாய்ந்த இயக்கியாளர் எனில்:
- உங்கள் முழு சேர்ப்பு பொருட்கள் தொகுப்பையும் தற்போதைய தன்மைகளுக்கு ஏற்ப ஆய்வு செய்யுங்கள். தேய்ந்த பாகங்களை மாற்றுங்கள்.
- கடினமான திட்டங்களுக்காக உங்கள் திறனை உயர்த்த வல்லமை வாய்ந்த CNC சேர்ப்பு பொருட்கள் தேவையா என மதிப்பீடு செய்யுங்கள்.
- உங்கள் மிகவும் பொதுவான அல்லது மிகவும் லாபகரமான பணிகளை ஆதரிக்கும் சிறப்பு சேர்ப்பு பொருட்களை கருதுங்கள்.
- உங்கள் CNC சேர்ப்பு முறை உங்கள் பணி எங்கு செல்ல வேண்டும் என்பதை நோக்கி ஒத்துப்போகிறதா என மதிப்பீடு செய்யுங்கள்; அது எங்கு இருந்தது என்பதை மட்டும் கருதாதீர்கள்.
தொழில்முறை இயந்திர வேலை பங்காளிகளை கருதுவதற்கான நேரம்
சில சமயங்களில், மிகச் சிறந்த சேர்ப்பு முடிவு என்பது உங்கள் வரம்புகளை அங்கீகரிப்பதே ஆகும். மிகக் குறைந்த துல்லியத்திற்கான, அரிய பொருட்களுக்கான அல்லது இயந்திரத்தின் திறனை விட அதிக உற்பத்தி அளவுக்கான சேர்ப்பு உள்கட்டமைப்பை ஒவ்வொரு தொழிற்சாலையும் பொருளாதார ரீதியில் நியாயப்படுத்த முடியாது.
பின்வரும் சந்தர்ப்பங்களில் தொழில்முறை உற்பத்தி பங்காளிகளை கருதுங்கள்:
- திட்டத்தின் துல்லியம் உங்கள் தற்போதைய சேர்ப்பு பொருட்கள் நம்பகமாக அடைய முடியாத அளவுக்கு மிகையாக இருக்கும்போது
- தொகுதி தேவைகள் உங்கள் உற்பத்தி திறனை, மேம்படுத்தல்களைச் செய்தாலும் கூட, மிகைப்படுத்தும்
- பொருளாதார தேவைகள் உங்கள் வழக்கமான பயன்பாட்டிற்கு மிகவும் குறைவாக உள்ள சிறப்பு கருவிகளை நிர்ணயிக்கின்றன
- IATF 16949 போன்ற சான்றிதழ் தேவைகள் உங்கள் தொழிற்சாலையின் தர உள்கட்டமைப்பை விட அதிகமாக உள்ளன
- தலைமுறை நேர அழுத்தங்கள் புதிய துணைக்கருவிகள் அல்லது செயல்முறைகளுடன் கற்றல் வளர்ச்சிக்கு நேரத்தை அனுமதிக்கவில்லை
இந்த சூழ்நிலைகளை எதிர்கொள்ளும் ஆபரேட்டர்களுக்கு, நிலையான உற்பத்தி வசதிகளுடன் கூட்டுச் சேர்வது மூலதன முதலீடு இல்லாமலேயே திறன்களை அணுகுவதை வழங்குகிறது. ஃபிக்டிவ் வெளியீட்டு வழிகாட்டியின்படி, இயந்திர வேலைகளை வெளியீடு செய்யும் நிறுவனங்கள் மேம்பட்ட தொழில்நுட்பத்திற்கு அணுகலைப் பெறுகின்றன, தனிப்பயன் இயந்திர தீர்வுகளைப் பயன்படுத்துகின்றன மற்றும் உபகரணங்கள் மற்றும் பயிற்சிக்கான விலையுயர்ந்த முதலீடுகளைத் தவிர்க்கின்றன.
ஷாயோயி மெட்டல் டெக்னாலஜி என்பது தொழில்முறை உற்பத்தி கூட்டணிகள் வழங்கும் நன்மைகளை விளக்குகிறது. அவர்களின் தொழிற்சாலை விரைவான முன்மாதிரியாக்கத்திலிருந்து பெருமளவு உற்பத்திவரை திறம்பட அளவிறக்கம் செய்யக்கூடிய, துல்லியமான CNC இயந்திர வசதிகளை வழங்குகிறது; இதன் வழியாக ஒரு பணிநாளிலேயே விநியோக நேரம் கிடைக்கிறது. IATF 16949 சான்றிதழ் மற்றும் கணித செயல்முறை கட்டுப்பாடு (SPC) ஆகியவற்றால் ஆதரிக்கப்பட்டு, தனியாக மீண்டும் உருவாக்குவதற்கு குறிப்பிடத்தக்க முதலீடு தேவைப்படும் அளவுக்கு அவர்கள் துணைக்கூறுகள் மற்றும் தரத்திற்கான உள்கட்டமைப்பை பராமரிக்கின்றனர். வாகனத் துறை பயன்பாடுகளுக்கு அல்லது சான்றிதழ் பெற்ற துல்லியத்தை தேவைப்படுத்தும் திட்டங்களுக்கு, அவர்களின் தொழில்முறை CNC இயந்திர வசதிகள் ஆய்வு செய்வது, சமமான திறனை உள்ளேயே உருவாக்க முயற்சிப்பதை விட நடைமுறையில் சிறந்ததாக இருக்கலாம்.
இது உங்கள் சொந்த CNC இயந்திர வசதிகளை விட்டுவிடுவதைப் பற்றியது அல்ல. இது, உங்கள் திறன்கள் உண்மையில் மதிப்பைச் சேர்க்கும் இடங்களையும், கூட்டணியாளர்களுடன் இணைந்து சிறந்த முடிவுகளை அடைய முடியும் இடங்களையும் அடையாளம் காண்பதைப் பற்றியது. பல வெற்றிகரமான இயந்திர வசதிகள் தங்கள் முக்கிய பணிகளுக்காக வலுவான உள்-இயந்திர திறன்களை பராமரித்துக்கொண்டே, சிறப்புத் தேவைகள் அல்லது அதிகப்படியான பணிகளை சான்றிதழ் பெற்ற கூட்டணியாளர்களுக்கு வெளியே ஒப்படைக்கின்றன.
உங்கள் CNC துணைக்கருவிகளுக்கான பயணம் இந்தக் கட்டுரையுடன் முடிவடைவதில்லை. உங்கள் திறன்கள் வளரும்போது, உங்கள் திட்டங்கள் மாறும்போது மற்றும் புதிய துணைக்கருவி தொழில்நுட்பங்கள் தோன்றும்போது அது தொடர்ந்து வளர்ச்சியடைகிறது. தொடர்ந்து சிறப்பான வேலைகளை உருவாக்கும் இயக்கிகள் ஒரு பொதுவான பண்பைப் பகிர்ந்து கொள்கின்றனர்: அவர்கள் துணைக்கருவிகளைத் தேர்வு செய்வதில் சீரற்ற முறையை விட முறையான மற்றும் உத்திரவாத அணுகுமுறையை மேற்கொள்கின்றனர். நாம் விவாதித்த கொள்கைகளைப் பயன்படுத்துங்கள்; அப்போது உங்கள் பொழுதுபோக்கு வெட்டுகள் படிப்படியாக துல்லியமான கலைப்படைப்புகளைப் போல மாறும்.
CNC இயந்திர துணைக்கருவிகள் குறித்து அடிக்கடி கேட்கப்படும் கேள்விகள்
1. தொடக்கத்தில் பயன்படுத்துவோருக்கு அவசியமான CNC இயந்திர துணைக்கருவிகள் யாவை?
தொடக்கத்தில் பயன்படுத்துவோர் ஐந்து அவசியமான துணைக்கருவிகளை முதன்மையாகக் கவனிக்க வேண்டும்: கண்களைப் பாதுகாக்க பாதுகாப்பு கண்ணாடிகள், சுத்தமான பணியிடத்தை பராமரிக்க தூசி சேகரிப்பு அமைப்புகள், படிநிலை கிளாம்ப்ஸ் போன்ற அடிப்படை பணியிட பிடிப்பு கிட்கள், நேராக வெட்டுதல் மற்றும் V-வெட்டுதல் ஆகியவற்றை உள்ளடக்கிய தொடக்க ரவுட்டர் பிட் கிட், மற்றும் Z-சுழியை துல்லியமாக அமைக்க டச் பிளேட். இந்த அடிப்படைகள் உங்கள் திறன்களை வளர்த்துக் கொள்ளும் போது பாதுகாப்பான, நம்பகமான இயக்கத்தை உறுதி செய்கின்றன; பின்னர் மேம்பட்ட மேம்பாடுகளில் முதலீடு செய்வதற்கு முன்பாக இவற்றைப் பயன்படுத்தலாம்.
2. எனது CNC இயந்திரத்துடன் ஒரு சேர்க்கைப் பொருள் பொருத்தமானதா என்பதை நான் எவ்வாறு அறிவேன்?
வாங்குவதற்கு முன் இந்தப் பொருத்தமுடைய காரணிகளைச் சரிபார்க்கவும்: உங்கள் இயந்திர வகை (ரவுட்டர், மில் அல்லது லேத்) உடன் சேர்க்கைப் பொருள் பொருந்துகிறதா என்பதை உறுதிப்படுத்தவும், ஸ்பிண்டிள் இணைப்பு பொருத்தம் (டேப்பர் அல்லது காலெட் அமைப்பு சிறப்பியல்புகள் உட்பட) உறுதிப்படுத்தவும், உங்கள் T-ஸ்லாட்ஸ் அல்லது மேஜை அமைப்புடன் பொருத்தமான மலைட்டிங் அளவுகளை உறுதிப்படுத்தவும், உங்கள் மின்சார தேவைகள் உங்கள் மின்சார வழங்கலுடன் பொருந்துகின்றனவா என்பதை உறுதிப்படுத்தவும், மேலும் எந்த மின்னணு சேர்க்கைப் பொருட்களுக்கும் உங்கள் கட்டுப்பாட்டு மென்பொருள் ஆதரவு வழங்குகிறதா என்பதை உறுதிப்படுத்தவும். FoxAlien அல்லது NextWave Shark போன்ற பிராண்டுகளின் தள-குறிப்பிட்ட சேர்க்கைப் பொருட்கள் அவற்றின் தொடர்புடைய இயந்திரங்களுக்கு ஏற்றவை என்பதை உறுதிப்படுத்துகின்றன.
3. CNC இயந்திரத்தின் பாகங்கள் மற்றும் சேர்க்கைப் பொருட்களுக்கு இடையே உள்ள வேறுபாடு என்ன?
இயந்திர பாகங்கள் அடிப்படைச் செயல்பாட்டிற்குத் தேவையான முக்கியமான கூறுகளாகும், எடுத்துக்காட்டாக, ஸ்பிண்டிள்கள், மோட்டார்கள் மற்றும் கட்டுப்பாட்டு அமைப்புகள். அவற்றின்றி, உங்கள் CNC இயந்திரம் செயல்பட முடியாது. அணுகுமுறைகள் (அக்சஸரிஸ்) தொழிற்சாலை விவரக்குறிப்புகளை விட இயந்திரத்தின் செயல்திறனை மேம்படுத்தவோ அல்லது நீட்டிக்கவோ உதவுகின்றன. எடுத்துக்காட்டாக, உங்கள் ஸ்பிண்டிள் ஒரு பாகமாகும், ஆனால் உங்கள் வெட்டுக் கருவியைப் பிடிக்கும் காலெட் (collet) ஒரு அணுகுமுறையாகும். அத்தியாவசிய அணுகுமுறைகள் பயனுள்ள இயக்கத்தை சாத்தியமாக்குகின்றன, அதே நேரத்தில் மேம்படுத்தும் அணுகுமுறைகள் விரும்பிய செயல்திறன் மேம்பாடுகளை வழங்குகின்றன.
4. எவ்வளவு அடிக்கடி நான் என் CNC அணுகுமுறைகளை பராமரிக்க வேண்டும்?
இந்த பராமரிப்பு அட்டவணையைப் பின்பற்றவும்: ஒவ்வொரு பயன்பாட்டிற்குப் பிறகும் வெட்டுக் கருவிகள் மற்றும் காலெட்களை ஆய்வு செய்யவும், வாரத்திற்கு ஒருமுறை அணுகுமுறைகளின் மேற்பரப்புகள் மற்றும் T-துளைகளைச் சுத்தம் செய்யவும், மாதத்திற்கு ஒருமுறை இயங்கும் பாகங்களை எண்ணெயிடவும் மற்றும் பிணைப்பு பொருட்களின் இறுக்கத்தைச் சரிபார்க்கவும், காலாண்டுக்கு ஒருமுறை காலெட்கள் மற்றும் பணிப்பொருள் பிடிப்பு மேற்பரப்புகளை ஆழமாக ஆய்வு செய்யவும், மற்றும் ஆண்டுக்கு ஒருமுறை அனைத்து அணுகுமுறைகளையும் அசல் விவரக்குறிப்புகளுடன் ஒப்பிட்டு மதிப்பீடு செய்யவும். உற்பத்தி சூழல்களில், காலண்டர் நேரத்தை விட உண்மையான பயன்பாட்டு மணிநேரத்தை அடிப்படையாகக் கொண்டு இந்த இடைவெளிகளை சுருக்க வேண்டியிருக்கலாம்.
5. நான் கூடுதல் அணுகுமுறைகளை வாங்குவதற்கு பதிலாக CNC பணியை வெளியே ஒப்படைக்க வேண்டும் எப்போது?
திட்டத்தின் துல்லிய அளவுகள் உங்கள் தற்போதைய திறனை மிஞ்சும்போது, தொகுதி தேவைகள் உங்கள் திறனை மிகைப்படுத்தும்போது, பொருள்கள் நீங்கள் அரிதாக பயன்படுத்தும் சிறப்பு கருவிகளை தேவைப்படுத்தும்போது, IATF 16949 போன்ற சான்றிதழ் தேவைகள் உங்கள் தரமான உள்கட்டமைப்பை மிஞ்சும்போது, அல்லது புதிய உபகரணங்களுடன் கற்றல் கால வரம்புகள் வழங்கப்படாத போது — தொழில்முறை தயாரிப்பு பங்காளிகளை கவனிக்கவும். ஷாயோயி மெட்டல் டெக்னாலஜி போன்ற வசதிகள் விரைவான முன்மாதிரியிலிருந்து பெருமளவு உற்பத்தி வரையிலான துல்லிய இயந்திர வேலைகளை வழங்குகின்றன, இது பெரும்பாலும் ஒப்பந்த வசதியை உள்ளேயே உருவாக்குவதை விட நடைமுறையானதாக இருக்கிறது.