 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Qual é o Custo Real das Ferramentas de Fundição sob Pressão?
RESUMO
O custo da ferramenta de fundição sob pressão é um investimento significativo único, variando de $60.000 a mais de $500.000 para ferramentas grandes, complexas e de alta produção. Esse alto custo inicial é necessário porque as matrizes são feitas de aço-ferramenta premium e durável, capaz de suportar as pressões e temperaturas extremas do processo de fundição. Embora o investimento inicial seja substancial, ele é compensado por um custo muito baixo por peça, tornando a fundição sob pressão altamente econômica para produção em massa.
Compreendendo o Alto Custo da Ferramenta de Fundição Sob Pressão
A primeira coisa a entender sobre o custo da ferramenta de fundição sob pressão é que se trata de um investimento inicial elevado, mas necessário. Diferente de outros processos de fabricação, a matriz ou molde utilizada na fundição é submetida a condições operacionais excepcionalmente severas. De acordo com o Associação Norte-Americana de Fundição em Matriz (NADCA) , esses moldes devem suportar choques térmicos extremos provocados pelo metal fundido e altas pressões durante a injeção, o que exige materiais de alta qualidade e engenharia de precisão, geralmente caros.
Isso resulta em uma ampla variação de custos. Para peças maiores e mais complexas, ou moldes com múltiplas cavidades projetados para produção em alto volume, o preço pode aumentar significativamente, variando de $60.000 a mais de $500.000. Esse custo com ferramentas é tipicamente uma despesa única paga pelo cliente, que então passa a ser o proprietário do molde, mesmo que ele seja armazenado e mantido pela instalação de fundição sob pressão.
A justificativa para esse alto investimento inicial reside na economia de escala. A durabilidade da ferramenta permite a produção de dezenas de milhares, ou até centenas de milhares, de peças idênticas com alta precisão e velocidade. Isso dilui o custo inicial do molde ao longo de toda a produção, resultando em um custo por peça individual notavelmente baixo, tornando-o frequentemente o método mais econômico para fabricação em grande volume.
Principais Fatores que Influenciam os Custos de Ferramental
O preço final do seu ferramental de fundição sob pressão não é arbitrário; é resultado direto de diversas variáveis interconectadas de projeto e produção. Compreender esses fatores é essencial para engenheiros e projetistas de produtos que desejam otimizar suas peças para fabricação e gerenciar eficazmente seus orçamentos. Cada elemento contribui para a complexidade e robustez exigidas do molde, o que por sua vez determina o custo.
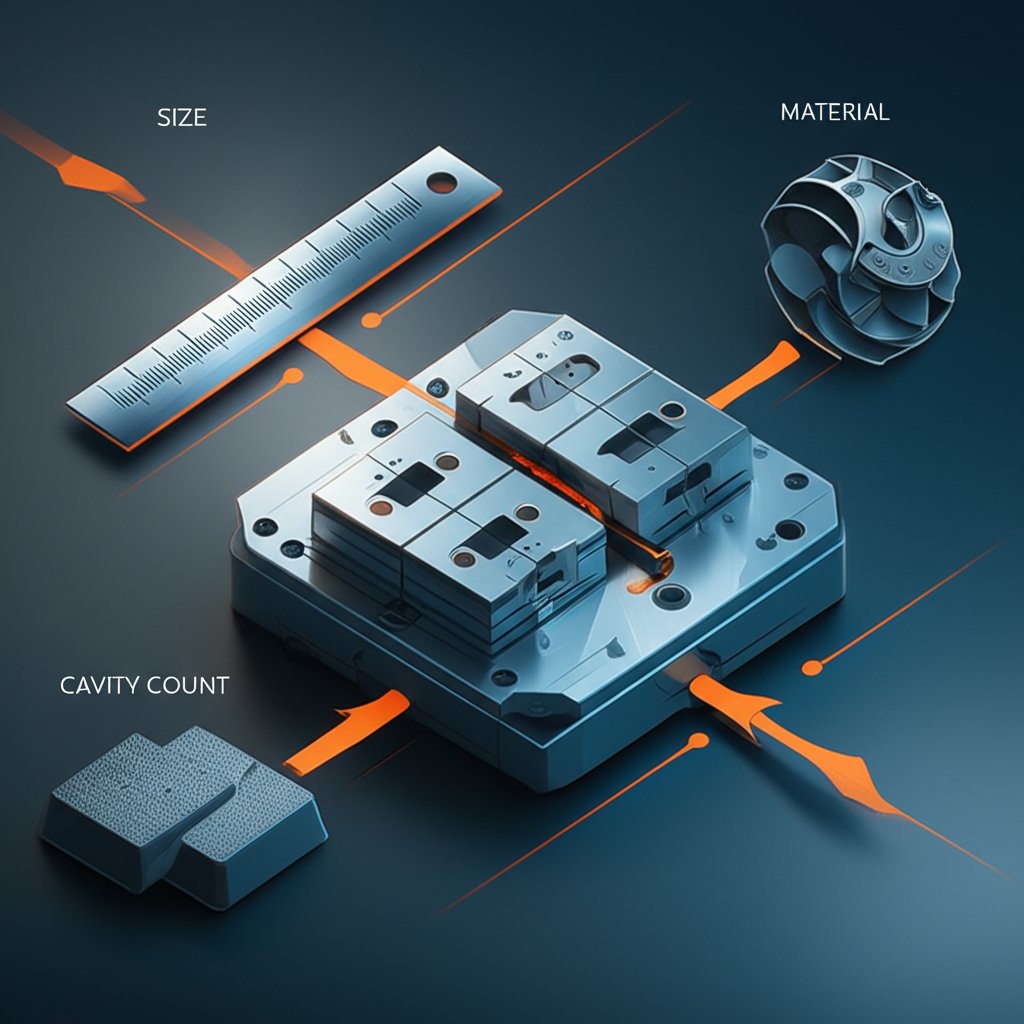
Os principais fatores que influenciam os custos de ferramental podem ser divididos nas seguintes áreas-chave:
- Tamanho e Peso da Peça: Este é o fator mais direto. Peças maiores e mais pesadas exigem moldes maiores e mais maciços. Isso aumenta a quantidade de aço-ferramenta caro necessária e requer máquinas maiores e mais potentes tanto para a criação do molde quanto para o próprio processo de fundição, elevando diretamente os custos.
- Complexidade da Peça: A complexidade geométrica de uma peça é um fator importante no custo. Características como cavidades profundas, cantos vivos, ângulos de saída mínimos e especialmente rebaixos que exigem coletores ou elevadores acrescentam complexidade significativa ao projeto e à construção do molde. Cada parte móvel dentro do molde aumenta o tempo de usinagem, a mão de obra de montagem e a possibilidade de manutenção.
- Material do Molde: Os moldes para fundição sob pressão são normalmente fabricados em aço-ferramenta de alta qualidade, como o H13, que é projetado para resistir à fadiga térmica e à erosão causada pelo metal fundido. A classe específica do aço e os tratamentos superficiais ou revestimentos necessários dependerão da liga a ser fundida (por exemplo, alumínio versus zinco) e do volume esperado de produção, todos os quais influenciam o custo do material.
- Número de cavidades: Um molde pode ser projetado com uma única cavidade para produzir uma peça por ciclo ou com múltiplas cavidades para produzir várias peças ao mesmo tempo. Um molde de múltiplas cavidades tem um custo inicial muito mais alto, mas aumenta significativamente a eficiência da produção e reduz o preço por peça, tornando-o ideal para grandes volumes de produção.
- Tolerâncias e Acabamento de Superfície: Peças que exigem tolerâncias dimensionais extremamente rigorosas ou um acabamento superficial superior no estado fundido demandam um molde mais precisamente usinado e polido. Esse nível de precisão requer técnicas de usinagem mais avançadas e mão de obra qualificada, acrescentando ao custo total do ferramental.
Como Estimar os Custos de Fundição em Matriz
O cálculo do custo total de um projeto de fundição em matriz envolve dois componentes distintos: o custo único do ferramental e o custo contínuo por peça. Uma cotação abrangente de um fabricante detalhará esses elementos. Embora estimativas online possam fornecer uma ideia aproximada, uma cotação formal baseada em um projeto detalhado é necessária para um orçamento preciso.
De acordo com uma análise por Neway Precision , o custo da própria moldagem é a soma de várias partes: taxas de projeto, custos com matérias-primas para o aço-ferramenta, custos de processamento e fabricação (como usinagem CNC e tratamento térmico) e taxas de testes. O preço por peça é então calculado com base no custo da liga metálica, no tempo de ciclo na máquina de fundição sob pressão e em quaisquer operações secundárias necessárias, como rebarbação, usinagem ou acabamento superficial.
Para receber uma cotação precisa e confiável para o seu projeto, siga estes passos essenciais:
- Prepare um Arquivo 3D CAD Detalhado: Este é o documento mais crítico. Seu modelo 3D deve estar finalizado e refletir exatamente a geometria da peça que pretende produzir.
- Especifique a Liga do Material: Defina claramente a liga exigida (por exemplo, alumínio A380, zinco Zamak 3). A escolha do material afeta diretamente tanto o custo da peça quanto os requisitos para a ferramenta.
- Defina o Volume de Produção: Forneça sua utilização anual estimada (EAU) ou o volume total esperado durante a vida útil da peça. Isso ajuda o fabricante a determinar a estratégia de ferramental mais apropriada (por exemplo, câmara única versus múltiplas câmaras).
- Descreva os Requisitos de Acabamento e Tolerância: Especifique quaisquer dimensões críticas, tolerâncias e acabamentos superficiais exigidos ou etapas de pós-processamento, como pintura eletrostática ou anodização.
- Solicite uma Cotação Formal: Envie seu pacote técnico completo a vários fornecedores qualificados de fundição sob pressão para receber um detalhamento de custos.
Comparação de Custos de Ferramental: Fundição Sob Pressão versus Outros Processos
A escolha do processo de fabricação correto depende fortemente do equilíbrio entre custos de ferramental, preços por peça e volume de produção. A fundição sob pressão é conhecida por sua eficiência em altos volumes, mas seu alto custo inicial de ferramental a torna inadequada para prototipagem ou pequenas séries. Compreender como ela se compara a outros processos comuns de usinagem de metais é essencial para tomar uma decisão economicamente viável.
Embora a usinagem CNC não envolva custos específicos de ferramental, seu preço por peça permanece alto e relativamente constante independentemente do volume, tornando-a ideal para protótipos e produção em baixa quantidade. Na outra extremidade do espectro, a fundição em areia tem um custo baixo de ferramental, mas um preço por peça mais alto do que a fundição sob pressão, além de produzir peças com acabamento superficial mais rugoso. Conforme detalhado por especialistas em fabricação da Batesville Products , o importante é encontrar o ponto de equilíbrio no qual o alto investimento inicial no ferramental de fundição sob pressão é justificado pelas economias obtidas em cada peça produzida.
A seguir, uma comparação geral dos custos de ferramental e das aplicações ideais para cada processo:
| Processo | Custo Típico de Ferramental | Melhor para Volume de Produção | Custo por Peça (em escala) |
|---|---|---|---|
| Fundição sob Pressão | $60.000 - $500.000+ | Alto (10.000+ unidades) | Muito Baixo |
| Fundição em molde permanente | $10.000 - $90.000 | Moderado (1.000 - 20.000 unidades) | Baixos |
| Fundição em areia | $6.000 - $20.000 | Baixo (1 - 5.000 unidades) | Moderado |
| Usinagem CNC | $0 | Muito Baixo (1 - mais de 100 unidades) | Alto |
Perguntas Frequentes
1. Quanto custa a ferramenta de fundição em areia?
A ferramenta para fundição em areia, muitas vezes chamada de padrão (pattern), é significativamente menos cara do que a ferramenta para fundição sob pressão. Os custos típicos variam aproximadamente entre $6.000 e $20.000, dependendo do tamanho e da complexidade da peça. Esse menor custo inicial torna a fundição em areia uma opção viável para protótipos e produções de baixo volume.
2. Por que a fundição sob pressão é tão cara?
O alto custo da fundição sob pressão deve-se principalmente às ferramentas. Os moldes são submetidos a altíssimas temperaturas e pressões e precisam ser construídos em aço-ferramenta de alta qualidade e endurecido para suportar dezenas de milhares de ciclos de produção. O processo de usinagem precisa, tratamento térmico e montagem desses moldes duráveis é complexo e oneroso, representando um investimento inicial significativo.
3. A fundição sob pressão é mais barata do que a usinagem CNC?
Depende inteiramente do volume de produção. Para um único protótipo ou um lote muito pequeno de peças, a usinagem CNC é muito mais barata, pois não exige investimento em moldes. No entanto, à medida que o volume de produção aumenta para milhares de unidades, a fundição sob pressão torna-se muito mais econômica. O alto custo inicial de ferramentas é diluído por muitas peças, tornando o custo por peça significativamente menor do que o custo constante e elevado por peça da usinagem CNC.