 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Desvendando a Precisão: O Que é uma Matriz Rebarbadora em Fundição sob Pressão?

RESUMO
Uma matriz de rebarbação é uma ferramenta de aço temperado utilizada em uma prensa de corte para remover com precisão o material excedente—como rebarbas, canais de alimentação e sobremetal—de uma peça fundida por moldagem sob pressão. Esse processo automatizado é uma etapa crítica de acabamento que garante qualidade consistente das peças, reduz significativamente os custos com mão de obra manual e aumenta a eficiência geral da produção.
O Que É uma Matriz de Rebarbação e Qual Seu Papel Fundamental?
No mundo da fundição sob pressão, criar uma peça perfeitamente moldada é apenas metade da batalha. Após um componente ser ejetado da máquina de fundição, ele permanece ligado a uma rede de metal excedente que precisa ser removida. É aí que a matriz de rebarbação desempenha seu papel essencial. Uma matriz de rebarbação é uma ferramenta especializada e robusta, normalmente feita de aço temperado, projetada para cortar ou cisalhar esse material indesejado com alta precisão. Ela atua como o toque final que completa o processo de fundição sob pressão, transformando uma peça bruta em uma peça quase pronta, apta para processos subsequentes.
O processo, conhecido como rebarbação, ocorre imediatamente após a peça ter sido fundida e resfriada. O componente fundido, juntamente com seu excesso de metal ligado, é colocado em uma prensa hidráulica ou mecânica de rebarbação onde o molde de corte está instalado. A prensa força as duas metades do molde a se fecharem, e suas bordas afiadas e endurecidas cortam com precisão o material indesejado. Este método contrasta fortemente com o acabamento manual, que geralmente envolve limas, esmerilhadeiras ou lixadeiras. Embora a remoção manual de rebarbas possa ser eficaz para produções de baixo volume ou protótipos, é um processo intensivo em mão de obra e pode levar a inconsistências entre as peças, conforme observado por especialistas da Kinetic Die Casting .
A função principal de um molde de rebarbação é remover de forma limpa os tipos específicos de excesso de metal inerentes ao processo de fundição sob pressão. Compreender esses materiais esclarece a importância da ferramenta:
- Rebarba: Esta é a folha muito fina, semelhante a papel, de metal que se forma quando o metal fundido extravasa entre as duas metades do molde de fundição sob pressão. É frequentemente afiada e deve ser removida tanto por segurança quanto pela funcionalidade da peça.
- Canais de alimentação: São os canais pelos quais o metal fundido flui desde o sistema de injeção até preencher as cavidades do molde. O metal solidificado dentro desses canais deve ser separado da peça final.
- Sobremetal: São pequenos reservatórios ou bolsos incorporados ao molde para ajudar a regular a pressão e garantir que a cavidade do molde seja completamente preenchida com metal, evitando defeitos. Assim como os canais de alimentação, o metal solidificado nestes reservatórios deve ser cortado.
Ao automatizar a remoção desses elementos, a matriz de rebarbação garante que cada peça seja finalizada segundo a mesma especificação, um nível de consistência difícil de alcançar manualmente. Essa precisão é especialmente crítica para peças complexas ou aquelas com tolerâncias rigorosas.
Projeto, Tipos e Complexidade da Matriz de Rebarbação
As matrizes de corte não são uma solução universal; seu projeto e complexidade são determinados pela geometria da peça que se destina a finalizar. Uma matriz de corte deve espelhar perfeitamente a configuração da matriz de fundição para garantir um corte preciso. Conforme explicado pela equipe da R&S Design , algumas matrizes de corte exigem tanta atenção aos detalhes em seu projeto quanto as próprias ferramentas de fundição. O investimento em uma matriz de corte bem projetada, feita com materiais de alta qualidade, prolonga sua vida útil produtiva e evita substituições custosas.
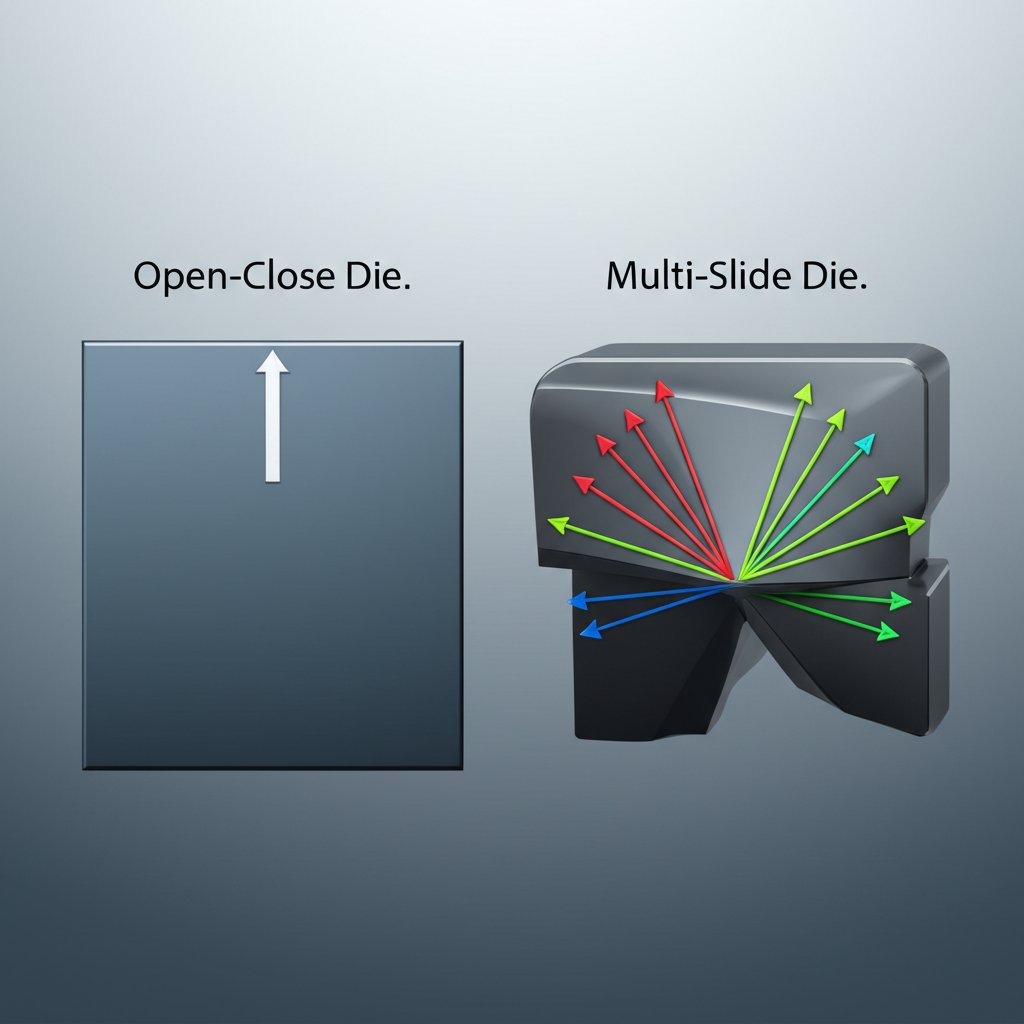
A complexidade de uma matriz de rebarbação pode variar desde uma ferramenta simples de duas peças até uma máquina sofisticada com múltiplos eixos. Para peças com linha de separação plana e sem recuos, uma matriz básica de abertura e fechamento geralmente é suficiente. Esse tipo de matriz opera com um movimento simples de prensa vertical. No entanto, para componentes mais complexos, a matriz de rebarbação pode incorporar deslizadores, came ou cilindros hidráulicos para remover rebarbas de diversos ângulos e características internas. Em alguns casos, são utilizadas matrizes de rebarbação com múltiplas estações para operações sucessivas de corte na mesma peça.
Alcançar a precisão exigida pela manufatura moderna, especialmente em setores como o automotivo, depende do projeto especializado de ferramentas e de processos de produção robustos. Por exemplo, empresas especializadas em componentes de alto desempenho utilizam projetos internos de matrizes e um rigoroso controle de qualidade para produzir peças projetadas com precisão que atendem a padrões rigorosos como o IATF16949. Isso destaca a relação entre ferramental avançado e a qualidade da peça final. A decisão de usar uma matriz de corte simples ou complexa geralmente envolve uma compensação entre custo inicial e eficiência de longo prazo, conforme ilustrado abaixo.
| Fator | Matriz de Corte Simples | Matriz de Corte Complexa |
|---|---|---|
| Geometria da Peça | Formas simples e planas, sem reentrâncias | Formas complexas, reentrâncias, características internas |
| Mecanismo da Matriz | Função básica de abertura e fechamento | Pode incluir corrediças, came ou atuadores hidráulicos |
| Custo Inicial | Inferior | Mais alto |
| Tempo de ciclo | Rápido para peças simples | Mais lento por ciclo, mas realiza múltiplas operações ao mesmo tempo |
| Caso de Uso Ideal | Produção em alto volume de componentes simples | Peças complexas onde o rebarbamento manual é impraticável ou inconsistente |
Além disso, uma matriz de corte torna-se essencial sob condições específicas. De acordo com Magic Precision , uma matriz de corte é particularmente necessária quando as linhas de alimentação são muito resistentes e difíceis de quebrar manualmente ou quando estão localizadas próximo ao centro da peça, onde a remoção manual poderia causar danos ao componente.
Os Benefícios Estratégicos: Como as Matrizes de Corte Impactam Custo, Qualidade e Eficiência
Investir em uma matriz de corte é uma decisão estratégica que gera retornos significativos em custo, qualidade e eficiência. Embora represente um custo inicial de ferramental, as economias e melhorias de longo prazo geralmente superam em muito o investimento inicial, especialmente em produções de alto volume. A principal vantagem reside na capacidade de substituir a mão de obra manual, inconsistente e demorada por um processo automatizado rápido, repetível e preciso.
A melhoria da qualidade é um dos benefícios mais significativos. Uma matriz de acabamento corta rebarbas e canais de alimentação de forma limpa e consistente, deixando uma borda suave que respeita tolerâncias rigorosas. Essa consistência peça a peça é crucial para componentes que precisam se encaixar em conjuntos maiores. O rebarbeamento manual, por outro lado, está sujeito a erros e variações humanas, o que pode resultar em uma taxa mais alta de peças rejeitadas ou descartadas. Uma matriz de acabamento bem fabricada, como as descritas por Shamrock Industries , geralmente é produzida juntamente com um pacote de ferramental Classe 'A' para garantir o melhor desempenho e longevidade.
O impacto na eficiência e no custo de produção é igualmente significativo. Uma prensa de acabamento pode operar em segundos, muito mais rápido do que qualquer processo manual. Essa velocidade permite que a operação de acabamento acompanhe a máquina de fundição sob pressão, evitando gargalos na linha de produção e aumentando a produtividade geral. As principais vantagens podem ser resumidas da seguinte forma:
- Economia de custos: Reduz drasticamente a necessidade de mão de obra manual para rebarbação e acabamento. Também minimiza o desperdício de material ao reduzir o número de peças rejeitadas, resultando em um custo menor por peça.
- Qualidade Aprimorada: Oferece remoção precisa e repetível de rebarbas, garantindo uma consistência superior entre as peças e uma melhor precisão dimensional. Isso resulta em produtos finais com encaixe mais preciso e maior confiabilidade.
- Aumento da Produtividade: O tempo de ciclo rápido de uma prensa de corte é significativamente mais veloz do que o acabamento manual, permitindo maiores volumes de produção e entrega mais rápida ao cliente.
- Segurança aprimorada: A automação da remoção de rebarbas afiadas e canais de alimentação reduz o risco de cortes e lesões aos trabalhadores que, de outra forma, manipulariam as peças manualmente.
Em última análise, uma matriz de corte é uma ferramenta agregadora de valor. Para qualquer empresa envolvida em fundição sob pressão de médio a alto volume, ela transforma um passo de acabamento necessário, antes um potencial gargalo, em uma etapa eficiente, econômica e que melhora a qualidade no processo de fabricação.

Da Peça Bruta à Peça Acabada
Uma matriz de rebarbação é muito mais do que uma simples ferramenta de corte; é um componente essencial de engenharia que preenche a lacuna entre o produto bruto de uma máquina de fundição sob pressão e um componente acabado com precisão. Ao oferecer um método rápido, consistente e preciso para remover material excedente, ela atende diretamente aos principais fatores produtivos de qualidade, custo e velocidade. Embora métodos manuais tenham seu lugar em protótipos ou em produções muito pequenas, a matriz de rebarbação é indispensável para alcançar a escala e a consistência exigidas pela indústria moderna. Compreender sua função, projeto e benefícios estratégicos é fundamental para reconhecer seu papel vital no ecossistema de fundição sob pressão.
Perguntas Frequentes
1. Qual é o processo de rebarbação na fundição sob pressão?
O rebarbamento na fundição sob pressão é o processo de remoção do material excedente indesejado — especificamente canais de alimentação, reservatórios e rebarbas — de uma peça fundida. Isso é normalmente feito utilizando um molde de aço temperado instalado em uma prensa hidráulica ou mecânica. A peça fundida é colocada no molde, e a prensa é acionada, forçando as bordas cortantes do molde a cisalhar o material excedente da peça de forma limpa e precisa.
2. Quais são os dois principais tipos de fundição sob pressão?
Os dois tipos principais de fundição sob pressão são a fundição sob pressão em câmara quente e em câmara fria. A fundição sob pressão em câmara quente é usada para ligas com baixo ponto de fusão, como zinco e magnésio, onde o mecanismo de injeção está imerso no banho de metal fundido. A fundição sob pressão em câmara fria é utilizada para ligas com alto ponto de fusão, como o alumínio, onde o metal fundido é despejado em uma câmara de injeção "fria" a cada ciclo, para evitar danos à máquina.
3. Existem diferentes tipos de moldes utilizados na fabricação?
Sim, no contexto mais amplo da manufatura, matrizes são ferramentas usadas para cortar ou moldar materiais. As duas categorias principais são matrizes de corte e matrizes de conformação. Matrizes de corte, como uma matriz de rebarbação ou uma matriz de punção, cisalham o material. Matrizes de conformação, como as de dobragem ou estampagem, alteram a forma do material sem remover material excedente. O projeto e a função específicos dependem inteiramente do processo de fabricação e do resultado desejado.