 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Opções de Tratamento de Superfície para Extrusões Automotivas de Alumínio: Melhor Escolha
Introdução às opções de acabamento para extrusão automotiva
Ao adquirir ou projetar perfis de alumínio automotivos, o acabamento escolhido é mais do que uma decisão estética. Trata-se de um fator crítico para determinar como sua peça funcionará, por quanto tempo durará e quão bem se integrará às linhas modernas de montagem de veículos. Parece complexo? É, especialmente quando você precisa equilibrar durabilidade, aparência e eficiência na fabricação para 2025 e além.
- Resistência à corrosão para ambientes agressivos e longa vida útil
- Proteção contra desgaste e abrasão para peças móveis ou expostas
- Classes de aparência para atender às necessidades de acabamento visível e identidade visual
- Compatibilidade com métodos de união — solda, adesivo ou fixação mecânica
- Conformidade ambiental com regulamentações em constante evolução
- Impacto no custo por veículo e produtividade para fabricação em grande escala
Por que a qualidade do acabamento importa em extrusões automotivas de alumínio
Imagine um trilho de teto, invólucro da bateria ou um componente de acabamento interno — cada um enfrenta seu próprio conjunto de desafios ambientais e mecânicos. O acabamento superficial adequado em alumínio pode fazer a diferença entre uma peça que mantém o visual impecável e resiste à corrosão por anos, e outra que falha prematuramente devido a pontos de corrosão, descamação ou descoloração. Para engenheiros automotivos, isso significa que os acabamentos não se tratam apenas de aparência — eles garantem desempenho confiável e reduzem os riscos de garantia.
O que é considerado tratamento superficial e onde cada um se destaca
No universo das extrusões de alumínio, o tratamento superficial refere-se a qualquer processo que modifica a superfície com o objetivo de alcançar resultados funcionais ou estéticos específicos. Eles incluem:
- Pré-tratamentos: Limpeza, desoxidação e aplicação de revestimentos conversores para preparação para acabamentos adicionais
- Anodização: Camadas de óxido espessas obtidas por vias eletroquímicas para resistência à corrosão e ao desgaste, disponíveis em variantes decorativas ou duras (Tipo III)
- Sistemas de pintura eletrostática e e-coat: Revestimentos orgânicos aplicados para cor, resistência química e cobertura uniforme
- Acabamento natural mais processos de pintura: Utilizando a superfície como-extrudada como base para primer e pintura, equilibrando custo e flexibilidade
Cada um desses acabamentos superficiais de alumínio traz vantagens e desvantagens únicas. Por exemplo, a anodização oferece excelente proteção contra corrosão e uma variedade de cores, enquanto a pintura eletrostática proporciona uma camada durável e vibrante com ampla opção de cores e texturas. Acabamentos mecânicos e químicos, como jateamento ou polimento químico, podem ainda aprimorar a aparência ou preparar a superfície para revestimentos subsequentes. A escolha depende das necessidades específicas da sua aplicação — seja resistência UV para acabamentos externos, ou um acabamento economicamente viável para peças estruturais ocultas.
Como usar esta lista classificada para especificar e adquirir
Este guia foi elaborado para ajudá-lo a comparar e selecionar opções de tratamento superficial para extrusões automotivas de alumínio com confiança. Nas seções a seguir, você observará que cada acabamento é avaliado com:
- Cabeçalhos H3 claros para leitura rápida
- Vantagens e desvantagens em formato de lista
- Casos de uso reais e dicas de especificação
Também faremos referência a normas importantes (como ASTM, SAE, ISO e MIL-A-8625) quando relevante, para que você possa alinhar seus requisitos às melhores práticas do setor.
Associar a liga correta, o revenimento e a geometria da peça ao acabamento superficial apropriado é essencial. A combinação errada pode levar a problemas como corrosão filiforme, afinamento nas bordas ou aderência insuficiente — causando falhas custosas no futuro.
Pronto para começar? As seções a seguir explicam cada tipo de acabamento, ajudando você a alinhar seus objetivos de desempenho, aparência e custo à solução ideal para o seu próximo projeto automotivo.
Metodologia e Critérios de Avaliação para Classificação dos Tratamentos Superficiais
Quando você se depara com dezenas de maneiras de finalizar perfis de alumínio para uso automotivo, como saber qual processo entregará os melhores resultados? A resposta está em um framework de avaliação claro e rastreável. Esta seção detalha os critérios, etapas e pontos de verificação que ajudam engenheiros, compradores e gestores de qualidade a tomarem decisões informadas sobre tratamentos superficiais do alumínio — garantindo desempenho e conformidade em programas automotivos exigentes.
Critérios de Avaliação Alinhados aos Padrões Automotivos
Imagine especificar um tratamento superficial e descobrir, após a montagem, que ele não atende aos requisitos de corrosão ou adesão do fabricante original (OEM). Para evitar isso, cada acabamento é avaliado segundo padrões da indústria e realidades reais de fabricação. Os critérios principais incluem:
- Resistência à corrosão: Desempenho em testes de névoa salina e corrosão cíclica (protocolos ASTM, ISO, SAE)
- Adesão e durabilidade: Verificados por testes de grade (crosshatch), fita e impacto
- Aparição: Consistência no brilho, cor e textura, medida por colorimetria e padrões visuais
- Compatibilidade com pintura e cura térmica: Capacidade de resistir aos ciclos de cura posteriores sem perda de integridade
- Conformidade ambiental: Utilização de revestimentos de conversão livres de cromato e acabamentos livres de COV, sempre que possível
- Produtividade na fabricação: Tempo de ciclo, taxas de retrabalho e prontidão para automação
- Custo e continuidade do fornecimento: Impacto no custo por veículo e capacidade de suportar programações automotivas de alto volume
Esses critérios garantem que cada método de acabamento superficial de alumínio seja tecnicamente adequado e também prático para as linhas de produção automotivas.
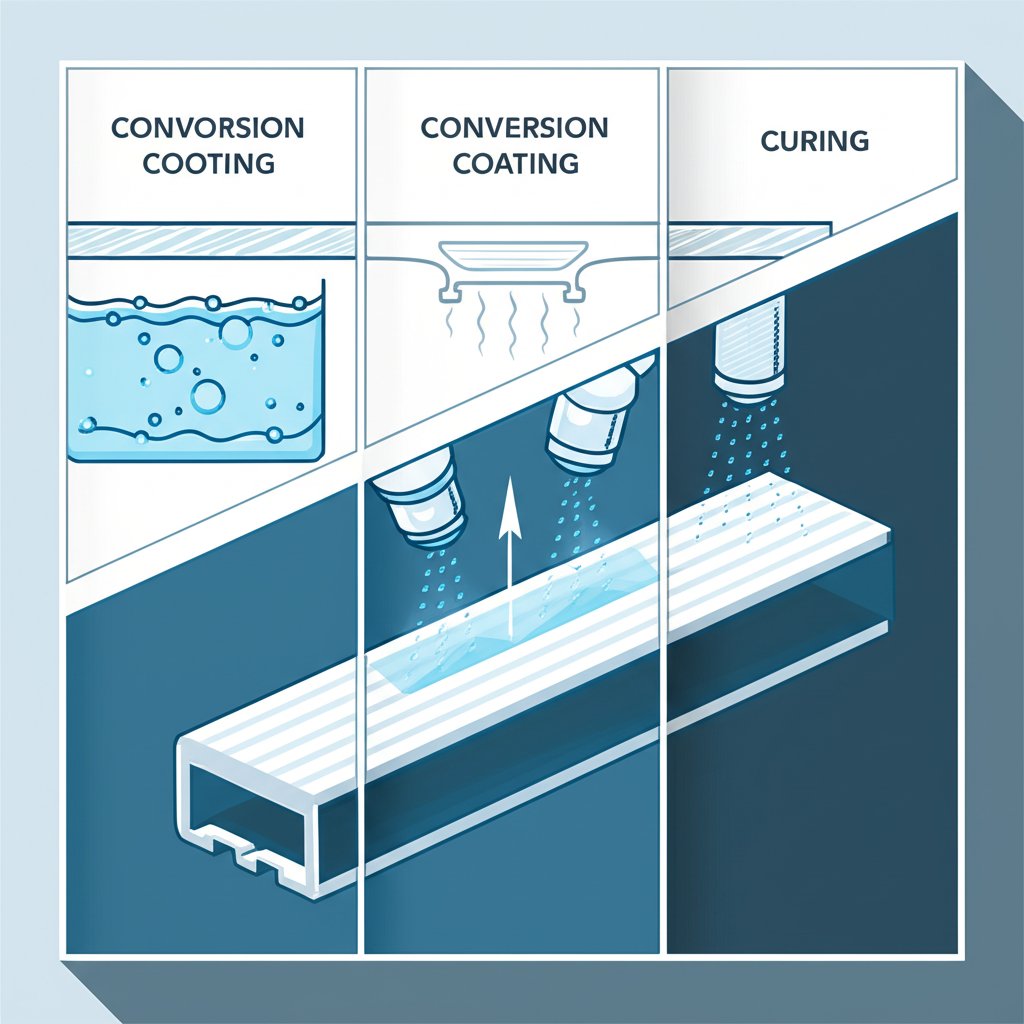
Fluxo do Processo: Pré-tratamento até Acabamento Final
A jornada para obter um acabamento de alta qualidade em peças de alumínio segue um processo disciplinado. Abaixo está uma sequência típica, com pontos de verificação para modos potenciais de falha:
-
Limpeza e Dessulfuração
- Modos de falha: Óleos ou óxidos residuais causam perda de adesão; limpeza inconsistente leva a acabamentos irregulares
-
Revestimento de Conversão (Preferencialmente sem Cromo)
- Modos de falha: Aplicação inadequada resulta em resistência à corrosão insuficiente; enxágue incorreto causa bolhas
-
Acabamento Escolhido (Anodização, Pó, E-Coat, Tinta Líquida)
- Modos de falha: Sombra de Faraday em perfis complexos; espessura irregular do filme; diferença de cor em áreas visíveis
-
Cura/Selagem
- Modos de falha: Selagem insuficiente na anodização; supercarga ou cura insuficiente em revestimentos orgânicos; perda de brilho ou adesão
-
Inspeção
- Modos de falha: Afinamento da borda perdido, defeitos superficiais não detectados ou cobertura insuficiente em reentrâncias
Cada etapa é validada utilizando métodos de teste referenciados nas normas ASTM e ISO para adesão, espessura do revestimento e corrosão cíclica. Para anodização, MIL-A-8625 é um padrão comum, enquanto a compatibilidade de pintura e montagem é verificada conforme protocolos OEM ( fonte ).
Pontos de Inspeção e Aceitação
A garantia de qualidade não termina na linha de produção. Inspeção visual, medição da rugosidade superficial e testes não destrutivos (TND) ajudam a confirmar que a peça de alumínio acabada atenda às especificações. Pontos típicos de verificação incluem:
- Inspeção visual para rachaduras, cavidades ou descoloração
- Medição da espessura do revestimento (por meio de perfilômetro ou métodos ultrassônicos)
- Testes de adesão (grade cruzada, teste com fita)
- Verificação da rugosidade superficial em superfícies críticas de acoplamento
- Avaliação de cor e brilho, especialmente para peças de aparência
Essas etapas são essenciais para garantir que os revestimentos em perfis de alumínio extrudado ofereçam desempenho e estética.
Modelos de redação técnica para simplificar a aquisição
O acabamento deverá estar em conformidade com [norma aplicável] e passar nos testes de adesão e corrosão cíclica conforme protocolo do OEM. O revestimento de conversão deverá ser isento de cromato, salvo especificação em contrário. Proteger dimensões críticas e características com rosca. Incluir plano de mapeamento da espessura do revestimento.
Uma linguagem clara baseada em normas em seus documentos de compra ajuda os fornecedores a entregar sempre o tratamento superficial correto para o alumínio.
Considerações de Projeto para Manufatura e Montagem (DFM/DFA)
Antes de finalizar seus desenhos, considere estas dicas práticas para evitar surpresas futuras:
- Identifique áreas que necessitem proteção ou vedação (rosca, furos, contatos elétricos)
- Projete raios nas bordas para evitar arestas finas ou afiadas que possam não receber o revestimento de maneira uniforme
- Assegure adequado drenagem e ventilação para perfis ocos a fim de evitar fluidos retidos ou cobertura incompleta
- Considere as alterações dimensionais devido à espessura do revestimento — essencial para montagens com tolerâncias apertadas
Ao seguir estas diretrizes, você poderá especificar e finalizar perfis extrudados de alumínio que atendam tanto aos requisitos técnicos quanto aos de produção. Em seguida, analisaremos como esses critérios se aplicam às soluções reais de acabamento, começando com uma revisão das opções integradas de tratamento de superfície.
Soluções de Tratamento de Superfície Shaoyi para Extrusões Automotivas
Ao adquirir partes de extrusão de alumínio para programas automotivos, a necessidade de um parceiro confiável e integrado para acabamento torna-se evidente. Imagine ter todos os principais processos de acabamento disponíveis em um único local — anodização (decorativa e dura), pintura eletrostática, e-coat e sistemas avançados de pintura — com respaldo de uma garantia de qualidade robusta e rastreabilidade completa. É exatamente isso que a Shaoyi, uma empresa líder no acabamento de alumínio, oferece para extrusões automotivas de alumínio.
O que a Shaoyi Oferece para Extrusões Automotivas
Shaoyi destaca ao oferecer uma ampla gama de opções de tratamento superficial para extrusões automotivas de alumínio. Suas capacidades incluem:
- Anodização: Acabamentos decorativos para molduras visíveis ou anodização dura para áreas de alto desgaste
- Revestimento em Pó: Ampla variedade de cores e texturas, ideal para componentes externos ou do compartimento do motor
- E-Coat (Pintura Eletroforética): Cobertura ultra-uniforme de primer, especialmente em perfis complexos ou fechados
- Sistemas de Pintura: Processos de pintura e demão inicial em fase úmida, incluindo acabamento de laminação mais pintura para aplicações sensíveis ao custo
- Pré-tratamento e Mascaramento: Limpeza precisa, revestimentos de conversão (incluindo isentos de cromato) e mascaramento/tampão personalizado para roscas, furos e características críticas
Todos os processos são respaldados por documentação e mapeamento de normas ASTM, SAE, ISO e MIL-A-8625, garantindo alinhamento perfeito com as especificações do comprador e requisitos globais de OEMs fonte ).
Onde se Destaca e Quando Escolhê-lo
Por que confiar em uma única empresa de acabamento em alumínio para todas as suas necessidades de extrusão? Veja onde o método da Shaoyi se destaca:
- Fluxo de processo integrado: Cada etapa, do pré-tratamento à inspeção final, é gerenciada sob o mesmo teto, reduzindo o tempo de entrega e minimizando erros de transição
- Gestão de qualidade automotiva: Suporte APQP/PPAP, controle avançado de processos e certificação IATF 16949
- Mapeamento da espessura do revestimento: Documentação detalhada para geometrias complexas e superfícies críticas
- Orientação sobre liga e tempera: Conselhos especializados para garantir compatibilidade com ciclos de cura de pintura ou montagem posterior
- Continuidade do fornecimento: Histórico comprovado de apoio a programações de produção de alto volume para OEMs
Se você estiver gerenciando um programa em que aparência, resistência à corrosão e produtividade são importantes, o modelo de serviço completo da Shaoyi simplifica seu fluxo de trabalho e reduz riscos.
Prós e Contras
Vantagens
- Solução completa para todos os principais revestimentos e tratamentos superficiais de alumínio
- Controle de qualidade integrado e conformidade com padrões (ASTM, SAE, ISO, MIL-A-8625)
- Especialização em acabamentos decorativos e funcionais para peças de alumínio revestidas
- Redução das transferências entre fornecedores, minimizando o risco de falhas na comunicação
- Suporte para requisitos complexos de mascaramento/vedação e de múltiplos processos
Desvantagens
- Pode exigir quantidades mínimas de pedido (MOQs) para certos acabamentos
- As programações de produção podem ser alinhadas às janelas de lotes automotivos, afetando a flexibilidade para corridas muito pequenas
Casos de Uso e Ligas Compatíveis
- Acabamento exterior que requer classes de aparência: Utilize anodização decorativa ou pintura eletrostática para obter uma cor e brilho consistentes em superfícies visíveis
- Componentes estruturais que necessitam de compatibilidade com a cura da pintura: Selecione a liga/tempera adequada e o sistema de revestimento para suportar os processos de montagem downstream
- Componentes do invólucro da bateria que necessitam de e-coat sob a camada final: Alcance uma resistência à corrosão robusta, mesmo em geometrias complexas e fechadas
Controle de Qualidade e Suporte Técnico
As soluções de tratamento de superfície da Shaoyi são baseadas em um controle de qualidade rigoroso. Cada lote de alumínio revestido ou extrusão finalizada é inspecionado quanto a:
- Espessura e uniformidade do revestimento (utilizando métodos não destrutivos)
- Resistência à adesão e à corrosão (por normas ASTM/ISO/MIL relevantes)
- Aparência e brilho para acabamentos decorativos
- Mascaramento e proteção adequados de características críticas
O suporte técnico inclui planos detalhados de mapeamento, documentação rastreável e orientação para especificar o acabamento correto para a sua liga e geometria da peça escolhidas.
Suas extrusões se beneficiam de acabamento e rastreabilidade de QA de fonte única em várias tecnologias de revestimento—ajudando você a evitar as armadilhas da coordenação com múltiplos fornecedores e garantindo que cada peça atenda aos padrões automotivos.
Ao escolher uma empresa confiável de acabamento em alumínio como a Shaoyi, você ganha um parceiro que pode entregar tanto alumínio revestido quanto conjuntos totalmente acabados, tudo sob um único sistema integrado de qualidade. Em seguida, veremos como os diferentes tipos de acabamento—começando pela anodização Tipo II—se encaixam no setor automotivo.
Anodização Tipo II
Visão Geral da Anodização Tipo II e Opções de Aparência
Quando você imagina o aspecto suave e uniforme dos acabamentos automotivos premium, é provável que esteja vendo o resultado do anodização tipo II. Mas o que torna esse processo tão eficaz para desempenho e estética? A anodização tipo II, muitas vezes chamada de anodização em ácido sulfúrico, forma uma camada controlada de óxido no alumínio, melhorando a proteção contra corrosão e o apelo visual.
Esse acabamento é especialmente valorizado por sua capacidade de oferecer uma variedade de aparências. Você notará opções como:
- Alumínio anodizado fosco: Um brilho suave e de baixa intensidade que resiste a digitais e combina bem com outros materiais
- Acabamento fosco em alumínio: Obtido por jateamento de esferas ou ataque químico antes da anodização, oferecendo um visual suave e não refletivo
- Acabamento escovado em alumínio: Criado com escovação mecânica antes da anodização, para um efeito linear e texturizado
- Coloração com corantes: A camada de óxido absorve facilmente corantes, permitindo uma ampla paleta de cores — do prateado natural ao preto profundo, bronze ou tons personalizados
Um benefício fundamental do anodização Tipo II é sua capacidade de produzir um acabamento fosco em alumínio consistente que não descasca, não descama e nem desbota ao longo do tempo. O acabamento faz parte integrante da superfície, não sendo uma camada separada, mantendo sua integridade mesmo com uso frequente.
Desempenho Automotivo em Ajuste
Por que a anodização Tipo II é uma escolha tão popular para perfis de alumínio automotivo? Resume-se ao equilíbrio entre durabilidade, aparência e confiabilidade do processo. A camada de óxido formada durante a anodização age como uma barreira robusta contra corrosão, tornando-a ideal para acabamentos internos e externos, barras de teto e detalhes decorativos expostos a diferentes condições ambientais.
Além disso, o acabamento satinado em alumínio é altamente compatível com montagem downstream e processos secundários. A superfície anodizada pode ser deixada como está, proporcionando um visual metálico premium, ou receber uma camada superior de tintas, inks ou marcações a laser quando for necessário identificar a peça ou marcar o produto. O selamento da camada anodizada é uma prática padrão, garantindo fixação da cor e aumentando a resistência a manchas ou ataques ambientais. Isso torna a anodização Tipo II ideal para peças que precisam ter boa aparência e durabilidade — sem o risco de descamação, desbotamento ou escurecimento.
Prós e Contras
Vantagens
- Excelente resistência à corrosão na maioria dos ambientes automotivos
- Aparência uniforme e repetível — especialmente importante para acabamentos visíveis
- Ampla gama de acabamentos: satinado, fosco e escovado, com ou sem cor
- Superfície integrada, não descamativa — sem risco de lascar como tinta
- Amigável ao meio ambiente; sem emissão de COVs e requer mínima manutenção
- Reparação possível em arranhões menores com kits de recuperação
Desvantagens
- Menor resistência ao desgaste em comparação com a anodização dura (Tipo III) para peças de alta fricção
- Requer controle preciso do processo para manter a cor e o brilho entre lotes
- Efeitos térmicos durante a montagem (por exemplo, soldagem) podem descolorir o acabamento
- Não é adequado para abrasão pesada ou superfícies com carga
Casos de uso e pontos de verificação de QA
- Acabamento exterior: Maçanetas de portas, molduras de janelas e detalhes do gradeamento onde se deseja um acabamento em alumínio fosco
- Peças decorativas internas: Inserções do painel de instrumentos, molduras dos controles e acabamento dos assentos, beneficiando-se do toque suave e da consistência visual de um acabamento em alumínio fosco
- Coberturas de barras de teto: Onde a correspondência de cor e estabilidade UV são críticas para a aparência a longo prazo
A garantia de qualidade para anodização tipo II geralmente envolve:
- Verificações da qualidade do selamento para garantir a máxima resistência à corrosão
- Amostragem da classe de aparência para uniformidade de cor e brilho
- Testes de adesão caso sejam aplicadas tintas ou insumos secundários
- Referência a MIL-A-8625 Tipo II e padrões específicos do OEM para validação
Dica: Sempre especifique o preparo superficial desejado — como escovação, polimento ou jateamento — antes da anodização. Isso assegura um acabamento consistente de alumínio satinado ou alumínio fosco em todas as peças do seu projeto.
Com sua combinação de durabilidade, flexibilidade e estética refinada, a anodização tipo II continua estabelecendo o padrão para perfis de alumínio visíveis e decorativos em automóveis. Em seguida, exploraremos como a anodização dura tipo III eleva o padrão de resistência ao desgaste e abrasão em aplicações mais exigentes.
Anodização Dura Tipo III
Fundamentos da Anodização Dura para Durabilidade
Quando você precisa de um acabamento que resista ao desgaste e ao calor mais intensos, a anodização dura — também conhecida como anodização Tipo III — estabelece o padrão. Ao contrário da anodização decorativa, a anodização dura forma uma camada muito mais espessa e densa de óxido de alumínio, criada mediante a realização do processo de anodização em temperaturas mais baixas e com densidades de corrente mais elevadas. Isso resulta em uma camada protetora de alumínio robusta, ideal para interfaces deslizantes, dispositivos de alto desgaste e componentes expostos a fricção ou abrasão. referência ).
Os revestimentos de anodização dura têm normalmente entre 0,0005 e 0,0030 polegadas de espessura, com cerca da metade dessa espessura penetrando no substrato e a outra metade acumulando-se na superfície. O óxido mais denso proporciona excelente resistência à abrasão e ao calor moderado, tornando-se uma excelente escolha para peças e mecanismos móveis. No entanto, é importante observar que as camadas de anodização dura apresentam aparência mais escura — geralmente cinza-escura, bronze ou preta — dependendo da liga e da espessura, sendo menos decorativas do que os acabamentos Tipo II. Se cor for necessária, o preto é a opção mais confiável devido à natureza da película de óxido.
Automotive Fit and Design Constraints
Como a anodização dura se encaixa na engenharia de superfície de alumínio automotivo? Você a notará sempre que durabilidade e baixo atrito forem essenciais — pense nos trilhos dos assentos, guias do teto solar, braços das dobradiças ou trilhos guia. A microestrutura colunar fina da camada anodizada dura pode ser polida para um acabamento fosco de alumínio mais suave, reduzindo o atrito e prolongando a vida útil em aplicações de deslizamento referência ).
No entanto, este tipo de revestimento de óxido de alumínio apresenta algumas considerações de projeto. O aumento da espessura do filme pode impactar tolerâncias apertadas e deve ser considerado nos seus modelos e desenhos CAD. Para ajustes críticos, é essencial especificar mascaramento para furos, roscas ou superfícies de aterramento. Além disso, embora o anodizado duro ofereça excelente resistência ao desgaste, podem surgir microfissuras que atravessam toda a espessura do revestimento sob cargas elevadas ou alto estresse, o que pode reduzir a resistência à fadiga em aplicações dinâmicas. Por isso, a seleção cuidadosa da liga, geometria e processo de acabamento é um diferencial das melhores práticas em engenharia de superfícies de alumínio.
Prós e Contras
Vantagens
- Excelente resistência ao desgaste e abrasão para peças de alta fricção
- Bom desempenho sob condições moderadas de calor e deslizamento
- Propriedades de isolamento elétrico — útil para isolar componentes
- Pode ser polido para reduzir o atrito (acabamento fosco em alumínio)
- Atende aos padrões MIL-A-8625 Tipo III e de qualidade automotiva
Desvantagens
- Aparência mais escura e menos decorativa — opções de cor limitadas
- A camada de filme pode alterar tolerâncias apertadas; compensação de projeto necessária
- Potencial para microfissuras no revestimento sob cargas elevadas de fadiga
- Não é adequado para peças com grande carga, onde a resistência à fadiga é crítica
- Requer controle preciso do processo e mascaramento para geometrias complexas
Casos de uso e pontos de verificação de QA
- Componentes do trilho do assento: Onde o desgaste por deslizamento e movimentos repetitivos exigem uma superfície resistente e com baixo coeficiente de atrito
- Mecanismos do teto solar: Expostos tanto a contaminantes ambientais quanto à abrasão mecânica
- Estruturas de dobradiças e trilhos guia: Apoiam movimento e alinhamento sob cargas moderadas
- Hardware para alojamento da bateria: Necessita de isolamento elétrico e resistência ao desgaste
Garantia de qualidade para anodização dura inclui:
- Mapeamento de espessura por métodos não destrutivos (correntes parasitas, ultrassom)
- Verificação da resistência ao desgaste por meio de testes de abrasão e atrito
- Inspeção das bordas, furos e áreas mascaradas quanto à cobertura e precisão dimensional
- Referência a MIL-A-8625 Tipo III e protocolos específicos do fabricante para validação
Dica: Sempre equilibre a espessura do revestimento com as dimensões críticas ao especificar anodização dura. Indique os requisitos de mascaramento para furos, roscas ou contatos elétricos — esta é uma etapa fundamental na engenharia de superfície de alumínio robusta para extrusões automotivas.
Ao compreender as vantagens e limitações da anodização dura como revestimento protetor de alumínio, você poderá tomar decisões informadas para aplicações automotivas de alto desgaste. Em seguida, veremos como a pintura eletrostática aumenta a durabilidade e flexibilidade de cor para extrusões de alumínio no exterior e sob o capô.
Revestimento em pó
Opções de Resinas em Pó e Pré-tratamento
Quando você precisa de um acabamento que resista aos rigores da estrada enquanto oferece cores vibrantes, a pintura eletrostática é uma escolha ideal para perfis de alumínio automotivo. Mas o que a torna tão eficaz? Tudo começa com a própria resina em pó — geralmente de poliéster, epóxi ou misturas híbridas. Entre essas, as pinturas em pó de poliéster são a principal escolha para aplicações externas e expostas à radiação UV, graças às suas excepcionais propriedades de resistência climática e retenção de cor. As pinturas em pó epóxi oferecem excelente resistência química, mas são normalmente reservadas para peças internas ou do compartimento do motor devido à sua menor estabilidade sob radiação UV. Os pós híbridos combinam as propriedades dos dois tipos, atendendo necessidades específicas de desempenho.
O caminho para um revestimento de alumínio durável começa com um tratamento prévio minucioso. Imagine preparar uma peça para uma pintura: qualquer resíduo de óleo, sujeira ou óxido não removido pode comprometer o acabamento. O processo começa com uma limpeza completa — utilizando métodos como lavagem alcalina, banhos solventes ou até mesmo limpeza ultrassônica para geometrias complexas ( fonte ). Em seguida, é aplicado um revestimento de conversão (muitas vezes isento de cromato para conformidade ambiental) para aumentar a adesão e a resistência à corrosão, criando uma superfície uniforme e inerte que ajuda a fixar a pintura em pó e garantir seu desempenho conforme o esperado. Os passos de enxágue são críticos — qualquer resíduo deixado para trás pode levar ao surgimento de bolhas ou falhas precoces.
Desempenho Automotivo e Compatibilidade com Montagem
A pintura eletrostática é valorizada por sua durabilidade, resistência a lascas e capacidade de formar uma camada protetora espessa que protege o alumínio contra corrosão e impactos. No setor automotivo, isso significa que acabamentos externos, barras de teto e estruturas de baterias podem manter sua aparência e integridade mesmo após anos de exposição ao sol, sal e produtos químicos.
No entanto, você notará alguns desafios únicos ao revestir perfis de alumínio com seções transversais complexas. O efeito da gaiola de Faraday pode causar cobertura fina ou irregular em recessos profundos ou cantos apertados. Por isso, é essencial utilizar corretamente os sistemas de fixação, aterramento e técnica de pulverização adequada, garantindo que o pó alcance todas as superfícies. Para peças que passarão por ciclos de pintura e cura posteriores, é fundamental especificar a tolerância à supercura nas suas especificações, pois o excesso de calor pode alterar o brilho, a cor ou até mesmo causar perda de adesão.
Prós e Contras
Vantagens
- Ampla gama de cores e opções de acabamento (fosco, brilhante, texturizado)
- Superfície durável, resistente a lascas e arranhões
- Revestimento espesso e uniforme protege contra corrosão e impactos
- Isento de COVs — aplicação ambientalmente correta
- O pó pulverizado em excesso pode ser reaproveitado, reduzindo desperdício
- Tempos rápidos de cura apoiam uma produção com alto volume
Desvantagens
- Desafios de cobertura em geometrias complexas ou recessivas (efeito Faraday)
- A espessura do filme pode afetar tolerâncias apertadas — ajustes no projeto podem ser necessários
- A retrabalho é possível, mas requer a remoção e reaplicação da camada de revestimento
- Opções limitadas de retoque em comparação com tinta líquida
- Requer um pré-tratamento eficaz para garantir máxima adesão e durabilidade
Casos de Uso e Pontos de Verificação de Qualidade
- Acabamento exterior: O revestimento em pó oferece cor duradoura e proteção contra corrosão para maçanetas, molduras de janelas e detalhes da grade.
- Barras e travessas de teto: A exposição elevada aos raios UV e às intempéries exige um revestimento de alumínio resistente com brilho e tonalidade estáveis.
- Quadros de pacotes de baterias: A resistência química é fundamental para peças do compartimento do motor ou invólucro da bateria expostas a fluidos e variações de temperatura.
- Tampas de serviço e suportes: Onde resistência ao impacto e à abrasão são tão importantes quanto a aparência.
O controle de qualidade para revestimentos de peças de alumínio inclui:
- Verificações de adesão (teste de grade ou teste com fita)
- Verificação da cura (teste com solvente, dureza com lápis)
- Verificação da uniformidade do brilho e da cor
- Medição da espessura do revestimento (métodos magnéticos ou de corrente parasita)
Dica: Especifique tolerância ao superaquecimento para peças com revestimento em pó que passarão por ciclos adicionais de pintura e cura durante a montagem final. Esta etapa ajuda a manter a integridade da cor, brilho e adesão ao longo de todo o processo de fabricação.
O revestimento em pó destaca-se como uma forma versátil, durável e sustentável de revestir extrusões de alumínio para uso automotivo. Quando você precisa de um acabamento que equilibre estética, proteção e eficiência na produção, um revestimento de alumínio bem especificado frequentemente é a melhor escolha. Em seguida, vamos aprofundar o estudo dos sistemas de eletrodeposição — ideais para obter cobertura ultra-uniforme em perfis complexos e como primer resistente à corrosão sob camadas superiores.
E-coat
Visão Geral do Sistema de Eletrodeposição e Variantes
Ao procurar um revestimento protetor para perfis de alumínio com formas complexas ou reentrâncias profundas, o e-coat (pintura eletroforética) destaca-se como uma excelente opção. Mas como funciona? Imagine imergir a peça de alumínio em uma cuba onde partículas de tinta com carga elétrica são atraídas para todas as superfícies expostas — mesmo dentro de cantos e cavidades apertadas. Este processo, também conhecido como eletrodeposição, utiliza resinas epóxi catiônicas ou acrílicas para criar uma camada fina, uniforme, durável e consistente.
Os e-coats com resinas epóxi catiônicas são valorizados pela forte resistência à corrosão e são amplamente utilizados como primer em aplicações automotivas. Os e-coats à base de acrílico, por sua vez, oferecem maior estabilidade UV e por vezes são escolhidos para peças que permanecerão visíveis. Independentemente do tipo de resina, a característica marcante do e-coat é sua capacidade de proporcionar uma camada de tinta uniforme — tipicamente entre 15 e 25 mícrons — em toda a peça, superando muitos revestimentos tradicionais em geometrias complexas.
Desempenho Automotivo e Compatibilidade de Acabamento
Por que engenheiros automotivos especificam e-coat como base para tratamentos de superfície de alumínio? A resposta está na combinação imbatível de proteção contra corrosão e processamento de alto desempenho. O e-coat forma uma barreira contínua que protege o alumínio contra umidade, sal e outros agentes corrosivos, tornando-se uma base ideal para revestimentos adicionais ou como acabamento independente para peças ocultas ou semi-visíveis. É comum encontrar o e-coat sendo usado como primer sob revestimentos em pó ou líquidos, garantindo forte aderência e durabilidade a longo prazo para componentes externos e do assoalho.
Outra vantagem: a uniformidade do e-coat significa menos pontos fracos ou bordas finas onde a corrosão poderia começar. Isso o torna especialmente valioso para extrusões automotivas em alumínio que possuem seções ocas, suportes com recortes complexos ou conjuntos com juntas sobrepostas. Além disso, o processo é altamente escalável — ideal para acabamento de produtos em grande volume nas modernas fábricas automotivas.
Prós e Contras
Vantagens
- Excelente resistência à corrosão — forma uma base protetora robusta
- Filme ultra-uniforme, mesmo em perfis complexos ou recuados
- Suporta manufatura automatizada de alto desempenho
- Reduz o desperdício de material em comparação com revestimentos aplicados por pulverização
- Compatível com topcoats em pó ou líquidos para proteção adicional ou cor
Desvantagens
- Requer um pré-tratamento preciso e completo para uma adesão ideal
- Alta investimento inicial para equipamentos e configuração do processo
- Opções limitadas de cor e aparência como acabamento independente
- Não é adequado para substratos não condutivos (o alumínio deve estar limpo e condutivo)
Casos de Uso e Pontos de Verificação de Qualidade
- Conjuntos de alumínio adjacentes à carroceria branca: O e-coat fornece uma demão inicial resistente à corrosão para peças integradas com estruturas de aço.
- Internos do invólucro da bateria: A cobertura uniforme no interior de carcaças complexas garante durabilidade e segurança.
- Suportes e ferragens de montagem: O e-coat age como base protetora sob demãos coloridas, especialmente em áreas de alta exposição.
O controle de qualidade para tratamentos superficiais de alumínio com e-coat geralmente inclui:
- Controle de banho para monitorar a química e condutividade da tinta
- Teste de adesão (grade cruzada ou teste com fita adesiva)
- Verificação da cura para garantir o endurecimento adequado do filme
- Medição de espessura para confirmar cobertura uniforme
Especifique sempre a compatibilidade entre a química do e-coat e quaisquer selantes ou adesivos subsequentes. Materiais incompatíveis podem levar a contaminação ou falhas de adesão, comprometendo a eficácia dos tratamentos de superfície de alumínio.
A capacidade exclusiva do e-coat de fornecer revestimentos de alta qualidade e ultra uniformes para extrusões de alumínio torna-o um pilar fundamental no acabamento de produtos automotivos modernos. Em seguida, exploraremos como o acabamento natural combinado com primer e tinta oferece uma alternativa flexível e econômica para certas aplicações.
Acabamento Natural com Primer e Tinta
Definição de Acabamento Natural e Quando Aplicá-lo
Já se perguntou o que é um acabamento natural em perfis de alumínio? Simplesmente, o acabamento natural refere-se à superfície do alumínio logo após a extrusão, sem tratamento, direto da máquina, sem polimento adicional, tratamento químico ou revestimento aplicado. Esse estado bruto é caracterizado por uma aparência fosca, opaca, com linhas visíveis da matriz e marcas ocasionais ou arranhões leves provenientes do processo de fabricação. O alumínio com acabamento natural é valorizado por seu custo acessível e frequentemente serve como ponto inicial para tratamentos superficiais ou revestimentos adicionais.
Para aplicações automotivas, o alumínio com acabamento natural pode ser uma escolha prática quando a peça será posteriormente pintada ou utilizada em locais protegidos e não visíveis. É especialmente relevante para trilhos de acabamento interno, componentes estruturais ocultos ou peças de reposição, onde a eficiência de custos e a flexibilidade de cor são mais importantes do que um brilho metálico decorativo.
Processo de Fundo e Pintura para Perfis de Alumínio
Está pensando em pintar alumínio com acabamento de fábrica? O segredo para resultados duradouros está na preparação adequada da superfície. Como a superfície extrudada pode conter óleos, óxidos ou pequenas imperfeições, preparar o alumínio com acabamento de fábrica antes da pintura é crucial para aderência e resistência à corrosão. Aqui está um fluxo de trabalho típico:
- Limpeza da Superfície: Remova óleos, poeira e detritos usando solventes ou limpeza alcalina.
- Alisamento Mecânico: Escovação leve ou lixamento para nivelar áreas ásperas e minimizar linhas de matriz visíveis — esta etapa ajuda a reduzir defeitos do acabamento de fábrica que podem aparecer através da tinta.
- Pré-tratamento Químico: Aplique uma solução de decapagem ou agente de ligação química para promover a aderência da demão e proteger ainda mais contra a corrosão.
- Aplicação de Demão para Alumínio: Use uma demão de alta qualidade formulada para alumínio, criando uma base resistente para a camada final.
- Camada Final de Pintura: Aplique a cor e o acabamento desejados, que podem ser personalizados para corresponder às especificações internas ou externas.
Cada uma dessas etapas é projetada para maximizar a vida útil e a aparência de sistemas de primer e pintura em alumínio, garantindo que o acabamento permaneça durável mesmo sob condições de serviço automotivo.
Prós e Contras
Vantagens
- Menor custo inicial do acabamento — o alumínio com acabamento de laminação é econômico e amplamente disponível
- Máxima flexibilidade em cores e brilho por meio da escolha da tinta
- Fácil de retocar ou reparar superfícies pintadas no campo
- Funciona bem para peças onde a aparência não é crítica ou está oculta da visão
- Não há limitações na geometria das peças — a pintura pode ser aplicada em extrusões complexas
Desvantagens
- Requer um pré-tratamento cuidadoso — uma preparação inadequada pode levar a descascamento, rachaduras ou corrosão
- Maior risco de defeitos aparecerem na pintura caso a superfície de acabamento de laminação seja áspera ou irregular
- Menos durável do que acabamentos anodizados ou com pintura eletrostática para ambientes externos, de alto desgaste ou corrosivos
- Acabamentos pintados podem exigir manutenção periódica ou retoques
Casos de Uso e Pontos de Verificação de Qualidade
- Trilhos de acabamento interno pintados: Alumínio com acabamento usinado, imprimado e pintado para combinar com os esquemas de cores internas, onde durabilidade e possibilidade de retoque são valorizadas.
- Membros estruturais ocultos: Componentes que não ficam visíveis após a montagem, mas que exigem proteção contra corrosão e acabamento economicamente viável.
- Peças de serviço que necessitam de reparabilidade no campo: Peças de alumínio com acabamento usinado e pintadas podem ser facilmente lixadas e repintadas, se danificadas durante a manutenção.
O controle de qualidade para este sistema é fundamental para garantir desempenho e aparência. Pontos comuns de verificação de QC incluem:
- Teste de adesão (grade cruzada ou puxar com fita) após a aplicação do primer e da tinta
- Medição da espessura do filme para verificar cobertura e durabilidade
- Verificação de cor e brilho em comparação com amostras de especificação
- Testes de corrosão cíclica para peças expostas a ambientes agressivos
Dica: Sempre especifique etapas de nivelamento da superfície, como escovagem leve ou lixamento, antes de aplicar a demão de fundo em alumínio com acabamento de laminação. Esta prática minimiza o risco de defeitos do acabamento de laminação aparecerem na pintura final, resultando em uma aparência mais lisa e profissional.
Embora o acabamento de laminação com demão de fundo e pintura não ofereça a durabilidade premium ou estética tão elevada quanto as opções anodizadas ou revestidas com pó, ele continua sendo uma solução econômica e versátil para muitas necessidades de extrusão de alumínio automotivo. Em seguida, reuniremos todos os tipos de acabamento em uma comparação lado a lado para ajudá-lo a tomar a melhor decisão para os requisitos do seu projeto.
Comparação Lado a Lado e Matriz de Decisão para Acabamentos em Extrusão de Alumínio Automotivo
Ao escolher entre diferentes opções de tratamento superficial para extrusões automotivas de alumínio, o grande número de variáveis pode parecer esmagador. Qual acabamento oferece o equilíbrio adequado entre proteção, aparência, produtividade e custo para a sua aplicação específica? Para facilitar as coisas, reunimos uma comparação clara e direta dos acabamentos mais bem classificados. Esta tabela e o guia rápido de decisão ajudarão você a alinhar os requisitos do seu projeto ao melhor acabamento superficial para alumínio — sem dúvidas na especificação.
Comparação Direta por Critérios Automotivos
| Opção de Acabamento | Aplicação no Setor Automotivo | Resistência à corrosão | Resistência ao desgaste | Variedade de Aparência | Compatibilidade com Pintura e Estufagem | Custo Relativo | Tempo de Entrega | Reciclabilidade | Normas Referenciadas |
|---|---|---|---|---|---|---|---|---|---|
| Soluções Shaoyi de Tratamento Superficial | Solução integrada para peças estruturais, externas e especiais | Alto | Alto | Ampla (decorativa, funcional, cores/texturas personalizadas) | Alto | Médio | Médio | Alto | ASTM, SAE, ISO, MIL-A-8625 |
| Anodização Tipo II | Aparelho visível, decoração interior/exterior | Médio-Alto | Médio | Fosco, acetinado, cores tingidas | Médio | Médio | Médio | Alto | MIL-A-8625 Tipo II, OEM |
| Anodização Dura (Tipo III) | Alta resistência ao desgaste, deslizante, estrutural | Alto | Muito elevado | Escuro, cores limitadas | Médio | Médio-Alto | Médio | Alto | MIL-A-8625 Tipo III, OEM |
| Revestimento em pó | Aparelho exterior, compartimento do motor, estruturas da bateria | Alto | Alto | Extensa (fosca, brilhante, texturizada, personalizada) | Alto | Médio | Baixa-Média | Alto | ASTM, ISO, OEM |
| E-coat | Perfis complexos, primer para conjuntos | Muito elevado | Médio | Limitada (principalmente preto/cinza, semi-brilhante) | Alto | Médio | Médio-Alto | Alto | ASTM, ISO, OEM |
| Acabamento Natural com Primer e Tinta | Peças internas ocultas, de serviço ou pintadas | Médio | Baixa-Média | Ilimitada (baseada no sistema de pintura) | Médio | Baixa | Baixa | Alto | ASTM, ISO, OEM |
Esta visualização lado a lado facilita a comparação dos acabamentos superficiais para peças metálicas, destacando onde cada uma se destaca e os trade-offs que você deverá considerar para o seu programa automotivo.
Considerações sobre Custo e Prazo
- Soluções integradas (como Shaoyi) podem otimizar sua cadeia de suprimentos e reduzir o prazo total, especialmente quando múltiplos acabamentos ou QA complexa são necessários.
- Anodização Tipo II e revestimento em pó oferecem um equilíbrio moderado entre custo, produtividade e aparência para a maioria das partes visíveis e acabamentos.
- Anodização dura e e-coat normalmente envolvem custos mais altos de controle de processo e garantia da qualidade, mas oferecem desempenho excepcional para componentes críticos quanto ao desgaste ou corrosão.
- Acabamento bruto com primer/pintura é o caminho mais econômico, frequentemente com o menor tempo de entrega — mas requer preparação cuidadosa e é ideal para peças não visíveis ou de fácil manutenção.
Para projetos que exigem múltiplos acabamentos ou janelas de produção apertadas, trabalhar com uma única fonte como Shaoyi Metal Parts Supplier —um dos principais fornecedores integrados de soluções em peças metálicas automotivas de precisão na China— significa que suas peças extrudadas em alumínio podem ser finalizadas e qualificadas sob um único plano de PPAP e fornecimento, reduzindo riscos e simplificando a comunicação.
Matriz de Decisão e Escolhas Rápidas
- Aparência exterior Classe A: Escolha a pintura eletrostática ou anodização Tipo II para ampla variedade de cores e uniformidade visual.
- Proteção contra corrosão da estrutura: Revestimento eletrostático (E-coat) ou soluções integradas Shaoyi para proteção robusta e uniforme — especialmente em perfis complexos.
- Aplicações com alto desgaste ou deslizamento: Anodização dura (Tipo III) ou tratamentos focados em resistência ao desgaste da Shaoyi.
- Peças com sensibilidade de custo e não visíveis: Acabamento bruto com primer e pintura para flexibilidade e fácil reparo no campo.
- Requisitos multiprocesso ou personalizados: Acabamentos superficiais integrados Shaoyi para metais, com garantia de qualidade e documentação de fonte única.
Observação importante: Sempre especifique os requisitos de pré-tratamento e mascaramento nas notas do desenho. Esta etapa é fundamental para evitar falhas posteriores, retrabalho ou reivindicações de garantia — independentemente do tipo de acabamento superficial escolhido para o alumínio.
Ao finalizar sua especificação, lembre-se de que a melhor escolha não se refere apenas ao acabamento em si, mas sim de quão bem ele se alinha aos seus objetivos de fabricação, custo e qualidade. Em seguida, concluiremos com dicas práticas para a redação da especificação e a transferência para o fornecedor, garantindo que o tratamento superficial para alumínio escolhido entregue valor duradouro em campo.
Recomendação Final e Dicas para Redação de Especificações para Perfis de Alumínio na Indústria Automotiva
Qual Acabamento Escolher para o Seu Projeto
Quando você chega ao momento final da decisão, é fácil se sentir sobrecarregado pela ampla gama de tratamentos superficiais para alumínio disponíveis. Então, como identificar a melhor opção para o seu projeto? Imagine que você está desenvolvendo um novo invólucro para bateria de veículo elétrico (EV), ou atualizando o acabamento exterior de um SUV de nova geração — sua escolha de tratamento superficial para alumínio afetará diretamente tudo, desde a durabilidade até o custo e até mesmo a percepção da marca. Abaixo, apresentamos um guia rápido para ajudá-lo a alinhar suas necessidades ao acabamento correto:
- Anodização: Selecione para resistência à corrosão decorativa e uma aparência metálica premium e duradoura.
- Anodização Dura: Opte por áreas de alto desgaste ou componentes deslizantes — pense nos trilhos dos assentos ou nas guias do teto solar.
- Revestimento em Pó: Ideal para cores duráveis, resistência química e ampla variedade de aparências em acabamentos externos ou peças do compartimento do motor.
- E-Coat: Escolha como uma demão inicial resistente à corrosão, especialmente para perfis complexos ou peças que necessitam de uma base robusta sob camadas adicionais de revestimento.
- Acabamento Natural da Laminação mais Primer/Pintura: Escolha esta opção para peças pintadas com sensibilidade ao custo ou membros estruturais ocultos onde flexibilidade e facilidade de retoque são prioritárias.
Cada uma dessas opções de tratamento superficial em alumínio desempenha um papel único, portanto, considere as exigências de exposição, desgaste, aparência e orçamento da sua aplicação antes de finalizar sua especificação.
Linguagem da Especificação e Notas no Desenho
Especificações claras e baseadas em normas são a sua melhor defesa contra confusão ou retrabalho. Abaixo está um modelo que você pode adaptar para a maioria dos projetos de perfis de alumínio extrudados:
Acabamento: [processo]. Pré-tratamento: [conversão, sem cromato preferencial]. Normas: [ASTM/ISO/MIL aplicáveis]. Testes: adesão, espessura, classe de aparência, corrosão cíclica conforme protocolo do OEM. Mascaramento: [recursos]. Compatibilidade com pintura e forno: [sim/não].
Ao definir como preparar o alumínio para pintura ou qualquer outra camada protetora, inclua sempre, diretamente nos desenhos, as etapas de nivelamento da superfície, limpeza e mascaramento. Isso garante que todos — do projeto ao setor de produção — entendam as expectativas para cada tratamento superficial do alumínio.
Lista de Verificação para Transferência ao Fornecedor
Imagine que seu projeto está pronto para ser entregue. Abaixo está uma lista de verificação para manter o envolvimento do fornecedor fluindo bem e seu plano de qualidade no caminho certo:
- Especifique a liga e o temperamento para cada extrusão
- Inclua mapas detalhados da geometria e do mascaramento (rosca, furos, contatos elétricos)
- Identifique os pontos de pulverização para uma cobertura ótima do revestimento
- Destaque as dimensões críticas e as tolerâncias permitidas (considere a espessura do filme)
- Defina os critérios de aceitação e padrões de referência para controle de qualidade
- Compartilhe um plano de amostragem e inspeção (primeira peça, lote ou verificações contínuas)
- Esclareça previamente sua política de retrabalho e reparo no campo
Ao seguir estas etapas, você minimizará imprevistos e garantirá que o tratamento superficial escolhido para o alumínio entregue resultados consistentes e de alta qualidade.
Pronto para consolidar seu processo de acabamento e controle de qualidade sob um único teto? Shaoyi Metal Parts Supplier —um dos principais fornecedores integrados de soluções em peças metálicas automotivas de precisão na China—pode ajudar a simplificar cada etapa, do projeto até a produção em massa, para todas as suas peças em extrusão de alumínio. A experiência deles nas opções de tratamento superficial para extrusões automotivas em alumínio garante que você obtenha o acabamento correto, sempre.
Perguntas Frequentes
1. Quais são os tratamentos superficiais mais comuns para extrusões automotivas em alumínio?
Os tratamentos superficiais mais utilizados para perfis de alumínio automotivos incluem anodização (Tipo II para aparência e resistência à corrosão, Tipo III para resistência ao desgaste), revestimento em pó para cor durável e proteção química, e-coat para proteção contra corrosão uniforme em formas complexas e acabamento natural com primário e tinta para flexibilidade econômica. Cada tratamento oferece benefícios específicos em termos de durabilidade, aparência e compatibilidade com os padrões de fabricação automotiva.
2. Como escolher o acabamento adequado para o meu projeto de perfil de alumínio automotivo?
A seleção do melhor acabamento depende dos requisitos do seu projeto em termos de resistência à corrosão, aparência, desempenho contra desgaste e orçamento. A anodização decorativa é ideal para acabamentos visíveis, a anodização dura é adequada para peças com alto desgaste, a pintura eletrostática oferece cores vibrantes e duráveis, a eletrodeposição é a melhor opção para perfis complexos que necessitam de proteção uniforme, e o acabamento natural seguido de pintura é economicamente viável para peças ocultas ou de fácil manutenção. Considere a exposição da peça, as necessidades de montagem e os padrões de qualidade para fazer a escolha correta.
3. Qual é a diferença entre anodização e pintura eletrostática em perfis de alumínio?
A anodização cria uma camada integrada de óxido na superfície do alumínio, melhorando a resistência à corrosão e oferecendo uma variedade de acabamentos metálicos. A anodização tipo II é valorizada pela sua aparência decorativa, enquanto a tipo III (anodização dura) proporciona maior resistência ao desgaste. A pintura eletrostática, por outro lado, é um revestimento orgânico aplicado na forma de pó e curado para formar uma camada protetora, colorida e durável. A pintura eletrostática permite mais opções de cores e texturas, mas requer um pré-tratamento eficaz para uma aderência ideal.
4. Por que o pré-tratamento é importante antes da aplicação de qualquer acabamento superficial em perfis de alumínio?
O pré-tratamento é crucial porque remove contaminantes, melhora a aderência e aumenta a resistência à corrosão. A limpeza adequada e a aplicação de revestimento de conversão (frequentemente isento de cromato) garantem que o acabamento escolhido – seja anodização, pintura em pó, e-coat ou tinta líquida – se ligue de forma segura e desempenhe conforme o esperado. Pular ou realizar inadequadamente o pré-tratamento pode levar a falhas prematuras, como descascamento, bolhas ou corrosão.
5. Quais são as vantagens de utilizar um fornecedor integrado como a Shaoyi para tratamentos superficiais de extrusão de alumínio?
Trabalhar com um fornecedor integrado como a Shaoyi agiliza o processo de acabamento ao oferecer todos os principais tratamentos superficiais, controle de qualidade e gestão da cadeia de suprimentos sob um mesmo teto. Essa abordagem reduz o tempo de entrega, minimiza o risco de erros provenientes de múltiplos fornecedores, garante conformidade com os padrões automotivos e oferece orientação especializada na seleção da combinação correta de liga, geometria e acabamento para sua aplicação.