 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Estampagem de Metal para Caixa de Sensor: O Guia de Embutimento Profundo de Precisão
RESUMO
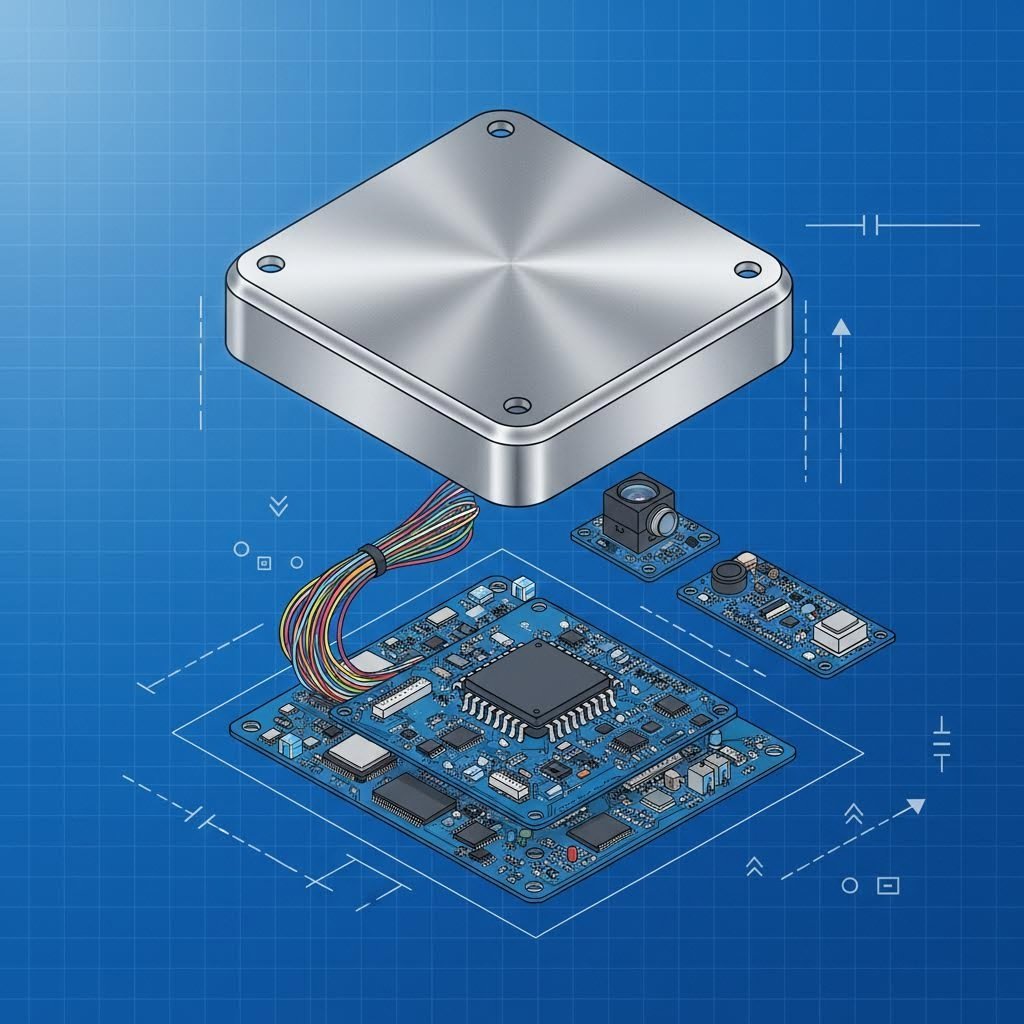
Carcaça do sensor em estamparia metálica é um processo de manufatura de alta precisão, que utiliza predominantemente técnicas de repuxo profundo, para criar invólucros protetores contínuos e duráveis para componentes eletrônicos sensíveis. Diferentemente da usinagem ou moldagem plástica, este método oferece superior blindagem contra interferência eletromagnética (EMI), resistência robusta ao choque e escalabilidade economicamente viável para grandes volumes de produção. Engenheiros e gerentes de compras preferem carcaças metálicas de repuxo profundo por sua capacidade de manter tolerâncias rigorosas (frequentemente dentro de ±0,025 mm) ao mesmo tempo em que garantem integridade hermética em ambientes severos automotivos, médicos e industriais.
Estamparia de Repuxo Profundo: O Padrão da Indústria para Carcaças de Sensores
Para invólucros de sensores cilíndricos ou com formato de caixa, estampagem por Embutimento Profundo surgiu como o método dominante de fabricação, superando a usinagem tradicional em eficiência e integridade estrutural. Esse processo envolve o estiramento radial de uma chapa metálica em uma matriz por meio da ação mecânica de um punção. A definição de estampagem "profunda" aplica-se normalmente quando a profundidade da peça excede seu diâmetro.
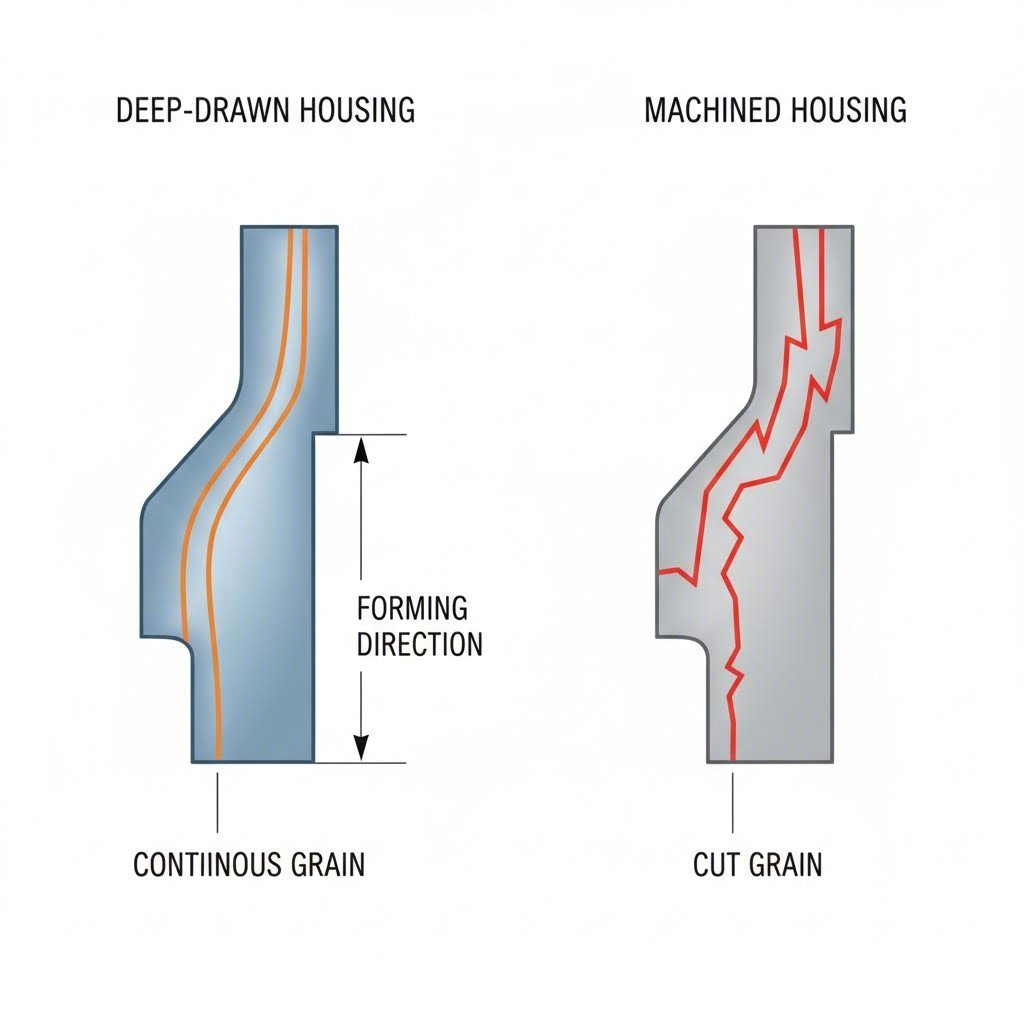
A principal vantagem técnica do embutimento profundo é a criação de um componente contínuo e de peça única. Diferentemente de tubos soldados ou conjuntos com múltiplas partes, uma carcaça embutida profundamente não possui juntas que possam servir como caminhos potenciais de vazamento para umidade ou gás. Isso é crítico para sensores que operam em ambientes pressurizados ou submersos. Standard Die observa que a estampagem por embutimento profundo é ideal para produção em massa porque reduz significativamente o desperdício de material e elimina etapas secundárias de montagem, resultando em um custo unitário mais baixo em comparação com torneamento ou usinagem CNC.
Mecanicamente, o processo endurece o material, muitas vezes aumentando a rigidez estrutural da parte final. Isso permite que os fabricantes usem estoque de calibre mais fino sem sacrificar a durabilidade, otimizando a relação peso/resistênciauma consideração fundamental para aplicações de sensores aeroespaciais e automotivos.
Seleção de materiais: equilíbrio entre protecção e formabilidade
A selecção da liga correta é o primeiro passo para garantir o desempenho do sensor. O material deve equilibrar a formabilidade (para sobreviver ao processo de extração profunda sem rasgar) com as propriedades de proteção ambiental.
Aço inoxidável (304 vs. 316L)
O aço inoxidável é o material mais comum para carcaças de sensores devido à sua alta dureza e resistência à deformação. O carimbo CN destaca a resistência do aço inoxidável à corrosão a sua utilização é considerada como um dos principais benefícios, embora observem que a sua dissipação de calor é menor em comparação com os metais não ferrosos. O grau 304 é o padrão da indústria para uso industrial geral, oferecendo excelente formabilidade. Para aplicações marítimas ou médicas, o grau 316L é preferido devido à sua resistência superior aos cloretos e às fossas, garantindo que a caixa não se degrade em ambientes salinos.
Opções não ferrosas: Alumínio e cobre
Para aplicações que exijam dissipação de calor ou propriedades magnéticas específicas, são utilizados metais não ferrosos:
- Alumínio: Oferece excelente condutividade térmica e é leve, tornando-o adequado para sensores aeroespaciais. No entanto, requer anodização cuidadosa para resistência à corrosão.
- De cobre e latão: Muitas vezes selecionados por sua condutividade elétrica e propriedades de proteção EMI naturais, embora possam exigir revestimento (níquel ou ouro) para evitar a oxidação.
| Material | Resistência à Corrosão | Formabilidade | Blindagem EMI | Aplicação Típica |
|---|---|---|---|---|
| Aço inoxidável 304 | Alto | Excelente | Moderado | Sensores industriais gerais |
| Aço Inoxidável 316L | Muito elevado | Boa | Moderado | Profissionais de saúde/mar |
| Alumínio | Moderada (necessita revestimento) | Muito bom | Boa | Aeronáutica/Legue |
| Cobre/Latão | Baixo (necessita de revestimento) | Excelente | Excelente | Sensível a electrónica/EMI |
Porquê Metal? O caso contra as carcaças de plástico
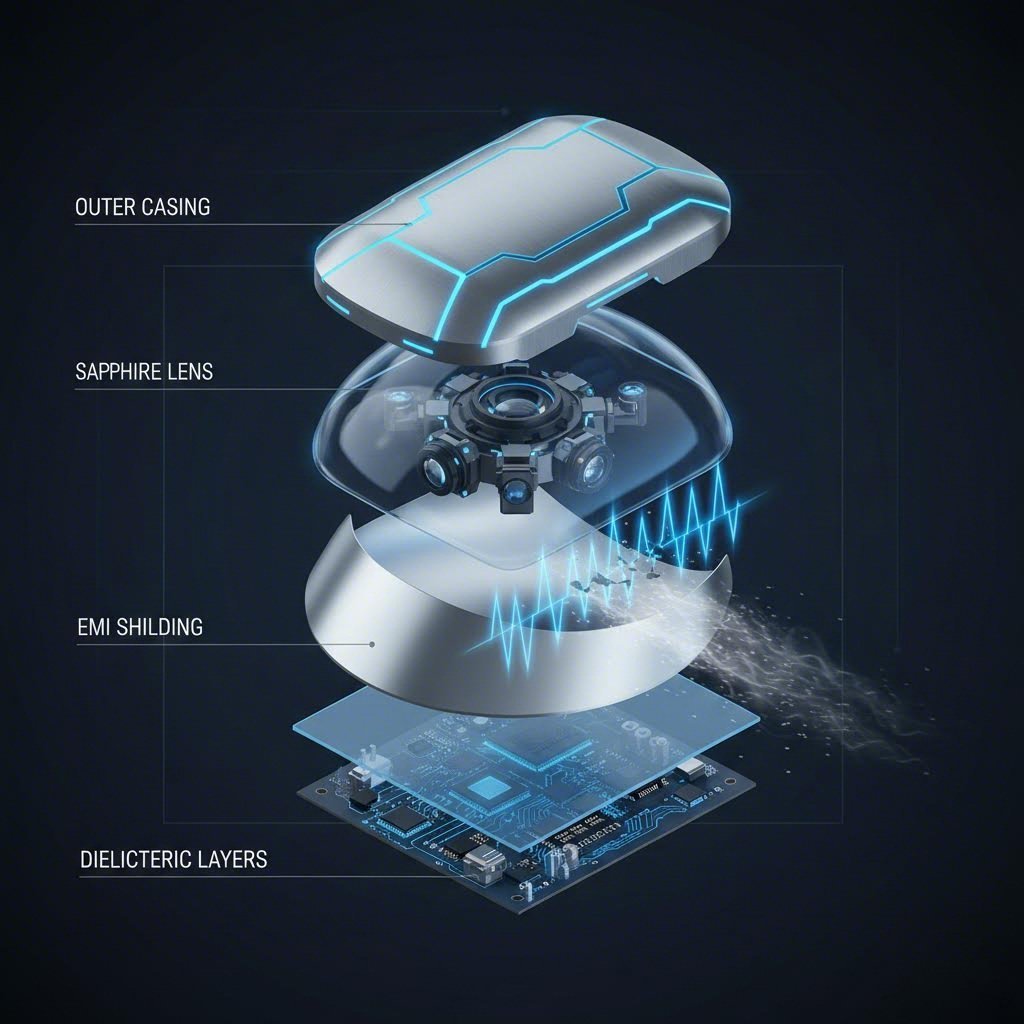
Embora a moldagem por injeção de plástico seja barata, muitas vezes não consegue atender às exigências rigorosas de aplicações críticas de sensores. A escolha entre metal e plástico geralmente se resume a três fatores: blindagem, resistência a choques e estabilidade térmica.
Proteção contra interferências eletromagnéticas (EMI): Os sensores eletrónicos são cada vez mais implantados em ambientes "ruidosos" cheios de sinais sem fios e correntes eléctricas. Henli sublinha que os gabinetes metálicos a proteção dos componentes internos contra interferências electromagnéticas externas que podem distorcer as leituras de dados. As carcaças de plástico requerem costosos revestimentos condutores para obter resultados semelhantes.
Durabilidade física: As carcaças metálicas oferecem resistência superior ao choque. Em aplicações automotivas sob o capô ou em máquinas industriais, os sensores estão sujeitos a vibrações constantes e possíveis impactos de detritos. Uma carcaça metálica estampada mantém sua integridade estrutural e precisão dimensional sob essas forças, enquanto o plástico pode rachar, deformar ou tornar-se frágil com o tempo, especialmente quando exposto à radiação UV ou ciclos extremos de temperatura.
Diretrizes Críticas de Projeto para Fabricabilidade
Para maximizar os benefícios do estampagem metálica, os engenheiros devem projetar tendo em mente o processo de fabricação (Projeto para Fabricabilidade, ou DFM). Seguir estas regras evita defeitos comuns como enrugamento ou rasgamento durante a operação de embutimento.
- Raios de canto: Evite cantos vivos. O raio na base da copa e na aba deve ser de pelo menos 4 a 8 vezes a espessura do material. Raios generosos reduzem concentrações de tensão e permitem que o metal escoe suavemente.
- Uniformidade da Espessura da Parede: A estampagem profunda resulta naturalmente em algum afinamento das paredes. Os projetos devem levar em conta essa variação, permitindo normalmente uma redução de 10-15% na espessura nos pontos críticos de alongamento.
- Ângulos de desmoldagem: Embora não seja estritamente necessário para todas as peças estampadas, incluir um leve ângulo de saída pode facilitar a ejeção da peça da matriz, prolongando a vida útil da ferramenta e reduzindo marcas de arranhão.
- Operações Secundárias: Conforme observado por Precipart , carcaças complexas de sensores frequentemente requerem acabamento secundário. Isso pode incluir passivação para remover ferro da superfície do aço inoxidável ou metalização com metais preciosos para melhorar a soldabilidade e a resistência de contato.
Garantia de Qualidade e Escalabilidade em Alta Produção
O mercado de sensores—impulsionado pela condução autônoma e pela Internet das Coisas (IoT)—exige fabricação livre de defeitos. A precisão é inegociável; as carcaças frequentemente exigem tolerâncias tão rigorosas quanto ±0,001 polegadas para garantir um encaixe perfeito com conectores e vedações correspondentes.
Alcançar essa consistência em larga escala exige ferramentas avançadas e controle rigoroso da qualidade. Os fabricantes utilizam sensores dentro das matrizes e sistemas de inspeção óptica para verificar as dimensões em tempo real. Para setores críticos como a indústria automotiva, os fornecedores muitas vezes precisam aderir aos padrões IATF 16949, que regulam o gerenciamento da qualidade na cadeia de suprimentos automotiva.
Para fabricantes que desejam preencher a lacuna entre prototipagem e produção em massa, associar-se a um fornecedor capacitado é essencial. As soluções abrangentes de estamparia da Shaoyi Metal Technology exemplificam essa capacidade, aproveitando precisão certificada pela IATF 16949 e capacidades de prensagem de até 600 toneladas para entregar componentes automotivos críticos que atendem aos padrões globais dos OEMs.
Em última análise, a confiabilidade de um sensor é tão boa quanto seu invólucro. Ao utilizar a estampagem metálica de embutimento profundo, os engenheiros garantem que seus dispositivos estejam protegidos por um invólucro robusto, contínuo e blindado, capaz de suportar os ambientes operacionais mais severos.
Perguntas Frequentes
1. Qual é a vantagem da estampagem aprofundada em relação à usinagem para carcaças de sensores?
A estampagem aprofundada é significativamente mais econômica para produção em alto volume, pois gera desperdício mínimo de material em comparação com a usinagem, que remove material de um bloco maciço. Além disso, a estampagem aprofundada cria uma peça sem costura, com estrutura de grão contínua, oferecendo maior resistência e eliminando possíveis caminhos de vazamento associados a carcaças soldadas ou montadas.
3. As carcaças de sensores estampadas podem ser personalizadas com revestimento?
Sim, as carcaças metálicas estampadas são frequentemente revestidas para melhorar o desempenho. Tratamentos comuns incluem niquelagem para resistência à corrosão, douragem para condutividade elétrica e prateamento para soldabilidade. Esses tratamentos de superfície permitem que metais básicos padrão, como cobre ou latão, funcionem eficazmente em ambientes quimicamente agressivos ou eletronicamente sensíveis.
5. Qual metal é o melhor para carcaças de sensores subaquáticos?
O aço inoxidável 316L é normalmente o material preferido para carcaças de sensores subaquáticos ou marinhos. Contém molibdênio, que proporciona uma resistência excepcional à corrosão por pites e fissuras causada por ambientes com cloretos (água salgada), garantindo a integridade prolongada do selo hermético.