 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Prensa Hidráulica vs. Prensa Mecânica para Estampagem: Qual é a Ideal para Você?
RESUMO
A decisão entre prensa hidráulica vs estampagem com prensa mecânica depende fundamentalmente dos seus objetivos específicos de produção: velocidade versus controle de força. Prensas mecânicas são o padrão da indústria para produção em alta velocidade e grande volume de peças mais simples, fornecendo força máxima apenas no ponto inferior do curso. Em contraste, prensas hidráulicas oferecem versatilidade superior e tonelagem total ao longo de todo o curso, tornando-as a escolha ideal para embutimento profundo, conformação complexa e produções de baixo volume ou testes. Enquanto os sistemas mecânicos priorizam a eficiência de ciclo (até 1.000+ golpes por minuto), os sistemas hidráulicos priorizam adaptabilidade e pressão constante.
A Diferença Fundamental: Energia Cinética vs. Energia Hidrostática
Para escolher a máquina certa, você deve primeiro entender como ela gera força. Isso não é apenas um detalhe técnico; determina o comportamento do cabeçote (êmbolo) e a qualidade da peça final.
Prensas mecânicas funcionam com base no princípio da energia cinética. Um motor aciona um volante de inércia maciço, que armazena energia e a transfere ao martelo por meio de uma embreagem e um virabrequim (ou mecanismo de excêntrico/ligação). Funciona como um martelo batendo em um prego: a energia é liberada em um impacto repentino e poderoso. Devido a essa ligação mecânica fixa, o comprimento do curso é não ajustável, e a velocidade do deslizamento varia — acelerando em direção ao centro do curso e desacelerando ao atingir o ponto inferior.
Prensas hidráulicas , por outro lado, baseiam-se na pressão hidrostática (Lei de Pascal). Uma bomba força fluido hidráulico para dentro de um cilindro, movendo o pistão. Esse mecanismo permite que a prensa gere toda a força nominal em qualquer ponto do curso. Opera mais como um torno: uma compressão controlada e constante que pode ser mantida. O comprimento do curso é totalmente ajustável, e a velocidade pode ser controlada com precisão durante todo o ciclo.
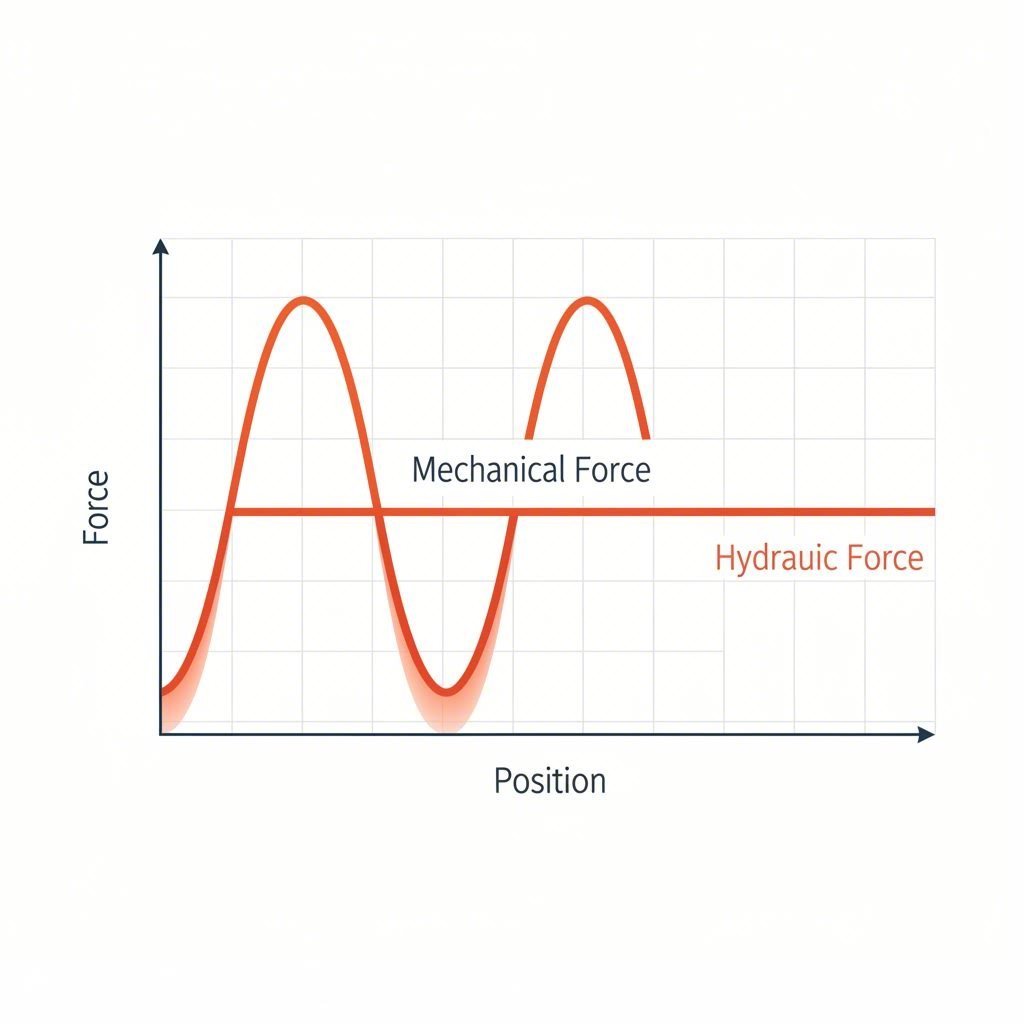
A Curva de Tonelagem: Por Que o "Ponto Morto Inferior" é Importante
Diferenciador mais crítico para engenheiros é a curva de tonelagem —o perfil de como e quando a força é aplicada.
Em uma prensa mecânica , você não obtém toda a tonelagem nominal da máquina ao longo do curso. A força máxima só está disponível no ponto mais baixo do curso, conhecido como Ponto Morto Inferior (PMI) , normalmente dentro dos últimos 0,125 a 0,25 polegadas. Se a sua operação de conformação começar 2 polegadas acima do fundo (como em uma embutição profunda), uma prensa mecânica de 200 toneladas pode fornecer apenas uma fração dessa força no ponto de contato. Essa limitação torna as prensas mecânicas suscetíveis a "travamentos" se a prensa for sobrecarregada antes de atingir o ponto morto inferior.
Prensas hidráulicas resolvem completamente essa limitação. Uma prensa hidráulica de 200 toneladas aplica 200 toneladas de força desde o momento em que a ferramenta toca o metal até o fim do ciclo. Essa capacidade de força constante permite uma função chamada "dwell", em que a prensa mantém a pressão no ponto inferior do curso por um tempo determinado. Isso é essencial para operações como moldagem de termofixos ou conformação complexa, onde o material precisa de tempo para fluir, evitando retorno elástico e garantindo precisão dimensional.
Confronto de Desempenho: Velocidade, Precisão e Controle
Ao avaliar métricas de desempenho, a compensação é evidente: prensas mecânicas ganham em velocidade; prensas hidráulicas ganham em flexibilidade.
Velocidade e volume
As prensas mecânicas são as indiscutíveis líderes em velocidade. Ao utilizar a energia armazenada no volante, podem alcançar taxas de ciclo variando de 20 a mais de 1.500 golpes por minuto (SPM). Para aplicativos de corte, perfuração e matrizes progressivas, onde as peças são planas e os volumes atingem milhões, a prensa mecânica é a opção mais eficiente.
Precisão e Configuração
As prensas hidráulicas operam muito mais devagar—tipicamente entre 20 e 100 SPM—mas oferecem um controle inigualável. Os operadores podem ajustar instantaneamente o comprimento do curso, os limites de pressão e a velocidade do pistão através do painel de controle. Isso torna os tempos de configuração significativamente mais curtos, já que não há necessidade de ajustar manualmente a altura fechada ou a mecânica do curso. Para oficinas com alta variedade e baixo volume, essa flexibilidade muitas vezes supera a velocidade bruta de um sistema mecânico.
Adequação por Aplicação: Quando Escolher Cada Tipo?
Selecionar a prensa correta consiste em associar a física da máquina à geometria da sua peça.
Aplicações Ideais para Prensas Mecânicas
- Recorte e Perfuração de Alta Velocidade: O choque de ruptura no corte de metal é melhor absorvido por estruturas mecânicas rígidas.
- Matrizes Progressivas: Alimentação contínua e automatizada de bobinas para produção de peças em alto volume.
- Estampagem Rasa: Suportes simples, moedas e relevos rasos onde a força é necessária apenas na parte inferior.
- Painéis de carroceria automotiva: Linhas de alta produção para para-choques e painéis de portas frequentemente utilizam prensas mecânicas com transferência.
Melhores Aplicações para Prensas Hidráulicas
- Ferragem Profunda: Fabricação de tanques, cilindros ou extintores de incêndio onde a força deve ser constante ao longo de uma grande distância.
- Formação Complexa: Peças que exigem tempo de permanência ou força variável para evitar rasgos.
- Compactação de Pó e Retificação: Aplicações que requerem pressão precisa e estável.
- Protótipos e Testes Iniciais: A configuração fácil permite testes economicamente viáveis antes de investir em ferramentas definitivas.
Para fabricantes que precisam unir esses dois mundos, associar-se a um especialista versátil é frequentemente a melhor estratégia. Se o seu projeto envolve escalar da prototipagem rápida (onde a flexibilidade hidráulica se destaca) para produção em alto volume (onde a velocidade mecânica é essencial), considere especialistas como Shaoyi Metal Technology . Com capacidades de até 600 toneladas e certificação IATF 16949, eles superam essa divisão, fornecendo componentes automotivos essenciais, como braços de controle e subestruturas, quer você precise de 50 protótipos ou milhões de peças produzidas em massa.
Análise de Custo: CapEx e Manutenção
O custo total de propriedade envolve mais do que apenas o preço de compra.
| Fator | Prensa mecânica | Prensa hidráulica |
|---|---|---|
| Investimento inicial | Geralmente mais alto, especialmente para modelos de alta tonelagem. | Custo inicial mais baixo, mesmo para capacidades de alta tonelagem. |
| Necessidades de Manutenção | Requer lubrificação das partes móveis (embreagem, freio, volante). As peças sujeitas a desgaste são caras para substituir, mas duram muito tempo. | Requer gerenciamento de fluidos, vedações, mangueiras e válvulas. Vazamentos podem ser problemáticos, mas os componentes são padrão e mais fáceis de substituir. |
| Eficiência Energética | Alta eficiência para operação contínua; o volante armazena energia. | O motor opera continuamente para acionar a bomba; a eficiência diminui se a prensa ficar ociosa com frequência. |
| Complexidade do reparo | Se uma prensa travar no PMS, destravá-la pode ser uma operação demorada e cara. | Não pode ser sobrecarregada; as válvulas de alívio simplesmente desviam o fluido. Fácil de destravar. |
A Prensa Servo: O Melhor dos Dois Mundos?
Nos últimos anos, tecnologia de prensas servo emergiu como uma solução híbrida. Ao substituir o volante e o embreagem por um motor servo de alto torque, essas prensas oferecem a velocidade de um sistema mecânico com o controle programável de um sistema hidráulico. Você pode programar o martelo para descer rapidamente, desacelerar durante a parte de conformação do stroke e retornar rapidamente.
Embora as prensas servo sejam significativamente mais caras inicialmente, eliminam a limitação do "Ponto Morto Inferior" das prensas mecânicas tradicionais, mantendo altas velocidades de produção. Para oficinas que possam justificar o investimento, oferecem a versatilidade máxima.
Conclusão
A escolha entre prensa hidráulica vs estampagem com prensa mecânica raramente é uma questão de um ser "melhor" que o outro; trata-se da adequação à aplicação. Prensas mecânicas continuam sendo a escolha incontestável para velocidade, consistência e estampagem de alto volume. Prensas hidráulicas são as mestras em força, flexibilidade e conformação profunda.
Para fazer o investimento certo, analise a geometria da sua peça, o volume previsto e a necessidade de controle de curso. Se sua oficina produz milhões de arruelas planas, compre uma prensa mecânica. Se você está realizando estampagem profunda de tanques de propano ou executando lotes pequenos com alta variedade, a prensa hidráulica é a solução.
Perguntas Frequentes
1. Uma prensa hidráulica pode igualar a velocidade de uma prensa mecânica?
Geralmente, não. Uma prensa hidráulica padrão opera em velocidades significativamente menores (20–60 SPM) comparada às prensas mecânicas (50–1.000+ SPM), devido à física envolvida no movimento de fluidos. No entanto, existem prensas hidráulicas especializadas do tipo "alta velocidade", mas mesmo assim raramente igualam a produtividade dos sistemas mecânicos acionados por volante em operações simples de corte.
2. Por que uma prensa hidráulica é melhor para estampagem profunda?
A estampagem profunda requer uma força constante ao longo de todo o comprimento da operação para esticar o material sem rompê-lo. Uma prensa hidráulica fornece a tonelagem nominal total em qualquer ponto do curso, enquanto uma prensa mecânica perde significativamente a capacidade de força à medida que o cabeçote se move para cima a partir do ponto morto inferior.
3. Qual tipo de prensa é mais seguro de operar?
As prensas hidráulicas são geralmente consideradas mais seguras em relação à proteção contra sobrecarga. Se uma prensa hidráulica exceder sua tonelagem definida, uma válvula de alívio simplesmente abre, parando o pistão. Se uma prensa mecânica for sobrecarregada, ela pode "travar" ou ficar emperrada na parte inferior do curso, criando uma situação perigosa que exige força considerável (e muitas vezes corte com maçarico) para liberá-la.