 Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —
Pequenas quantidades, altos padrões. Nosso serviço de prototipagem rápida torna a validação mais rápida e fácil —

Como a Fundição de Alta Performance Impulsiona a Inovação Automotiva

RESUMO
A fundição automotiva de alta performance é um processo de fabricação no qual metal fundido, como alumínio ou zinco, é injetado em um molde sob pressão extrema. Este método produz componentes fortes, leves e altamente precisos, essenciais para veículos modernos. A tecnologia é fundamental para melhorar a eficiência de combustível, aumentar o desempenho geral e permitir os designs avançados exigidos tanto por veículos com motor de combustão interna (ICE) quanto por veículos elétricos (EVs).
Entendendo a Fundição Automotiva de Alta Performance
A fundição sob pressão automotiva é um processo de fabricação fundamental que cria peças metálicas complexas e com precisão dimensional ao forçar metal fundido em um molde de aço reutilizável, conhecido como matriz. Em aplicações de alto desempenho, este processo é aperfeiçoado para produzir componentes que atendem a requisitos rigorosos de resistência, peso e precisão. O uso de alta pressão garante que o metal fundido preencha todas as intricácias do molde, resultando em uma peça com forma final próxima à desejada, exigindo mínima usinagem secundária.
Esta tecnologia é essencial para a produção de inúmeros componentes críticos do veículo. As montadoras dependem da fundição sob pressão para peças que são ao mesmo tempo leves e duráveis, contribuindo diretamente para a segurança e eficiência do veículo. Conforme descrito por especialistas em Autocast Inc. , o processo é vital para produzir desde blocos de motor e carcaças de transmissão até componentes estruturais do chassi. Por exemplo, blocos de motor em alumínio fundido sob pressão reduzem o peso total do motor, o que melhora a aceleração e a economia de combustível, enquanto seu design preciso auxilia na dissipação eficiente de calor.
As aplicações se estendem por todo o veículo. Exemplos principais de peças fundidas sob pressão destacados por análises do setor provenientes de Transvalor incluir:
- Componentes de motor: Cabeçotes de cilindro e blocos de motor que são leves e robustos.
- Caixas de Transmissão: Carcaças rígidas e dimensionalmente estáveis para transmissão eficiente de potência.
- Chassi e Peças Estruturais: Suportes de suspensão e braços de direção com alta relação resistência-peso.
- Caixas Eletrônicas: Coberturas protetoras para sensores, caixas de câmbio e motores.
- Componentes de Freio: Pinças de freio que exigem alta resistência e precisão para a segurança.
A adoção da fundição sob pressão de alto desempenho oferece uma série de benefícios que se traduzem diretamente em veículos melhores. Ao criar peças leves, reduz o peso total do veículo, que é um fator primário para melhorar a eficiência de combustível e reduzir emissões. Além disso, a precisão dos componentes fundidos resulta em um funcionamento mais suave do motor, maior capacidade de resposta na condução e maior durabilidade geral. O processo também é altamente eficiente, permitindo ciclos de produção rápidos e fabricação economicamente viável para peças de alto volume.
Processos Principais e Considerações de Fabricação
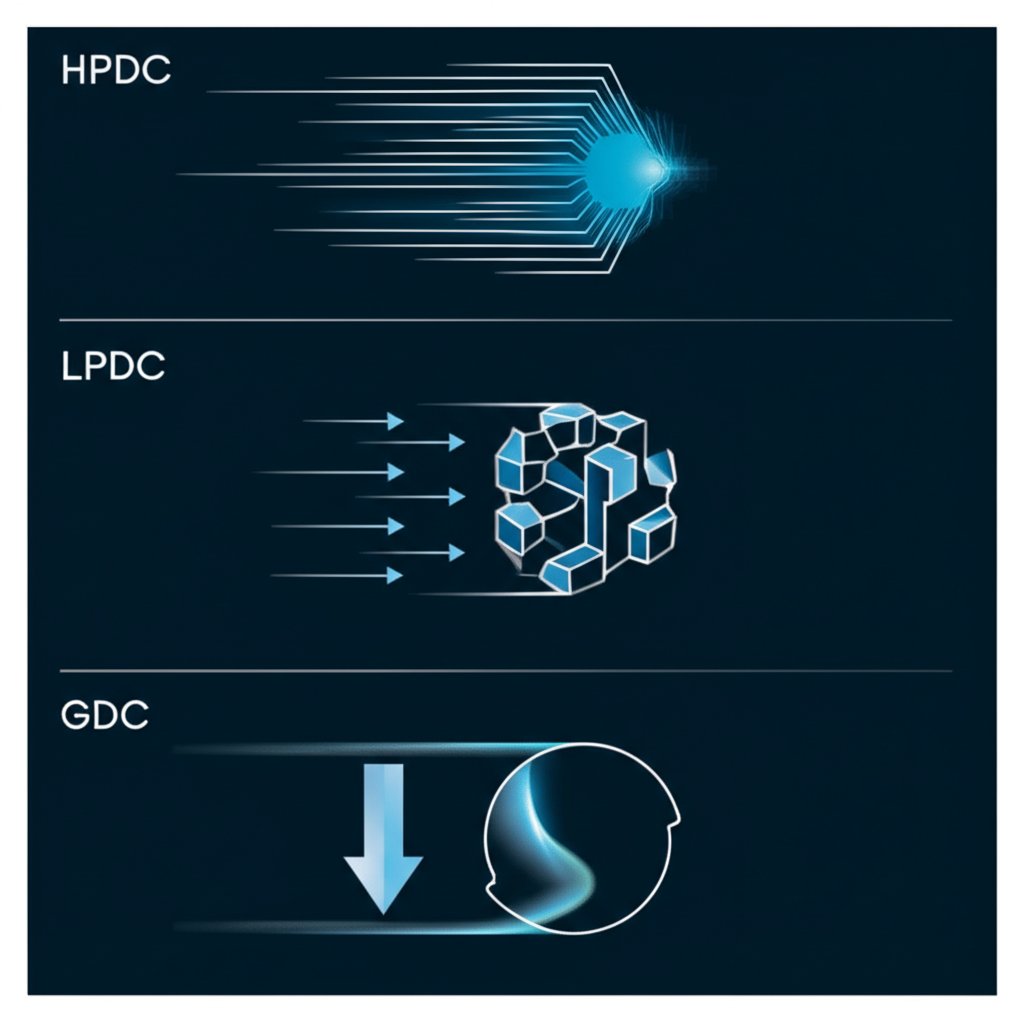
O mundo da fundição não é monolítico; existem diversos processos distintos, cada um adaptado a diferentes materiais e requisitos de componentes. Os três métodos principais são Fundição sob Alta Pressão (HPDC), Fundição sob Baixa Pressão (LPDC) e Fundição por Gravidade (GDC). Compreender suas diferenças é essencial para entender por que a HPDC é tão prevalente em aplicações automotivas de alto desempenho.
HPDC, como o nome indica, injeta metal fundido em velocidades e pressões extremamente altas. De acordo com DyCast Specialties Corporation , este método é ideal para produzir grandes volumes de peças complexas, com paredes finas, excelente precisão dimensional e acabamentos superficiais lisos. O HPDC é dividido em duas categorias principais: o processo de câmara quente, usado para ligas de baixo ponto de fusão como zinco, e o processo de câmara fria, usado para ligas de alto ponto de fusão como alumínio. O método de câmara fria é dominante na indústria automotiva para a produção de grandes peças estruturais como blocos de motor e carcaças de transmissão.
Embora a fundição sob pressão seja excelente para peças complexas com formato próximo ao definitivo, outros processos de manufatura de alto desempenho, como forjamento, são essenciais para componentes que exigem máxima resistência e durabilidade à fadiga. Por exemplo, empresas como Shaoyi (Ningbo) Tecnologia Metal especializam-se em forjamento automotivo, oferecendo outro caminho para a criação de peças veiculares robustas por meio de um processo que molda o metal utilizando forças compressivas.
No entanto, o HPDC não está isento de desafios. Uma desvantagem principal é a possibilidade de porosidade, na qual pequenos vazios ou furos se formam dentro da peça fundida devido a gases aprisionados. Isso pode comprometer as propriedades mecânicas do componente. Para combater isso, são utilizadas técnicas avançadas como o Método de Preenchimento por Fluxo de Transição (TFFM), conforme observado por AdvanTech International . Abaixo está uma comparação dos principais processos de fundição:
| Processo | Características essenciais | Melhor para | Aplicações Automotivas Comuns |
|---|---|---|---|
| Fusão sob Alta Pressão (HPDC) | Velocidade muito alta, alta precisão, acabamento suave, potencial para porosidade. | Peças complexas, de paredes finas e alto volume. | Blocos de motor, carcaças de transmissão, invólucros eletrônicos, componentes estruturais. |
| Fundição sob Pressão Baixa (LPDC) | Velocidade de enchimento mais lenta, boa integridade estrutural, menos turbulência. | Componentes grandes, simétricos e estruturalmente resistentes que exigem alta integridade. | Rodas, peças de suspensão e outros componentes críticos de segurança. |
| Fundição por Gravidade (GDC) | Utiliza a gravidade para preencher o molde, processo simples, resulta em peças densas. | Produzindo peças resistentes e de alta integridade com porosidade mínima. | Pinças de freio, pistões e outras peças que necessitam de alta resistência. |
Materiais Principais na Fundição sob Pressão de Alta Performance
A escolha do material é tão crítica quanto o próprio processo de fundição. Na fundição sob pressão automotiva, os engenheiros selecionam principalmente entre uma variedade de ligas não ferrosas, sendo o alumínio, o zinco e o magnésio os mais proeminentes. Cada material oferece um perfil único de propriedades que o torna adequado para aplicações específicas, impactando diretamente o desempenho, o peso e a durabilidade do veículo.
O alumínio é o cavalo de batalha da indústria automotiva de fundição sob pressão. Sua combinação de leveza, alta resistência, excelente resistência à corrosão e boa condutividade térmica o torna uma escolha ideal para uma ampla gama de componentes. Conforme detalhado por especialistas em manufatura em Dynacast , as fundições de alumínio de paredes finas suportam as temperaturas operacionais mais altas de todas as ligas fundidas sob pressão, tornando-as perfeitas para blocos de motores, carcaças de transmissão e dissipadores de calor. A busca por redução de peso para melhorar a eficiência de combustível tornou o alumínio um material indispensável.
As ligas de zinco são outra opção popular, especialmente para peças que exigem detalhes intrincados e acabamento superficial de alta qualidade. A fluidez do zinco permite que ele preencha com precisão excepcional seções complexas e de paredes finas de um molde, eliminando frequentemente a necessidade de operações secundárias. É comumente utilizado em componentes menores e detalhados, como carcaças eletrônicas, peças cosméticas internas e corpos complexos de sensores. Além disso, os moldes utilizados para a fundição de zinco duram significativamente mais do que os usados para o alumínio, tornando-o uma opção economicamente viável para produções em grande volume.
O magnésio se destaca como o mais leve de todos os metais estruturais. Sua principal vantagem é a excepcional relação resistência-peso, tornando-o uma escolha premium para aplicações onde a redução de peso é prioridade absoluta. Componentes de magnésio são frequentemente encontrados em veículos de alta performance, em partes como estruturas internas, núcleos de volantes e painéis de instrumentos. O uso de processos avançados como o Thixomolding pode ainda melhorar a qualidade e ampliar o leque de aplicações das peças de magnésio.
| Material | Propriedades-chave | Custo | Casos Comuns de Uso Automotivo |
|---|---|---|---|
| Alumínio | Leve, alta resistência, excelente dissipação de calor, resistente à corrosão. | Moderado | Blocos de motor, carcaças de transmissão, componentes de chassis, dissipadores de calor, carcaças de motores EV. |
| Zinco | Alta fluidez para formas complexas, excelente acabamento superficial, alta durabilidade. | Mais baixo (considerando a vida útil da ferramenta) | Carcaças eletrônicas, sensores, componentes internos, conectores, engrenagens. |
| Magnésio | Extremamente leve, excelente relação resistência-peso, boa rigidez. | Mais alto | Painéis de instrumentos, estruturas de volantes, estruturas de assentos, subestruturas. |

O Futuro da Fundição Automotiva: Inovações para VE e Eletrônicos
A indústria automotiva está passando por uma transformação profunda rumo à eletrificação e à condução autônoma, e a tecnologia de fundição está evoluindo rapidamente para enfrentar esses novos desafios. O futuro da fundição de alto desempenho está intrinsecamente ligado às demandas dos Veículos Elétricos (VE) e à proliferação de eletrônicos avançados. Essa evolução não se trata apenas de aperfeiçoar peças existentes; trata-se de viabilizar arquiteturas veiculares inteiramente novas.
Para EVs, a redução de peso é ainda mais crítica do que para veículos tradicionais, pois impacta diretamente a autonomia e o desempenho. A fundição sob pressão está desempenhando um papel fundamental na produção de grandes componentes estruturais em uma única peça — uma tendência frequentemente denominada 'gigacasting'. Isso envolve a fundição de peças maciças, como todo o assoalho de um veículo ou uma bandeja de bateria, em uma única unidade. Essa abordagem consolida centenas de peças menores estampadas e soldadas em uma só, simplificando drasticamente a montagem, reduzindo o peso e diminuindo os custos. Essas grandes peças fundidas em alumínio são essenciais para alojar e proteger pacotes de baterias pesados, ao mesmo tempo que contribuem para a rigidez estrutural do veículo.
Simultaneamente, a ascensão dos sistemas avançados de assistência ao condutor (ADAS) e da conectividade no interior do veículo levou a uma explosão no número de sensores, câmeras e unidades eletrônicas de controle (ECUs) em um veículo. Cada um desses componentes exige carcaças precisamente fabricadas e com proteção eletromagnética. A fundição sob pressão, particularmente com ligas de zinco e alumínio, é o processo ideal para criar essas carcaças complexas e de paredes finas. A capacidade de conformação final da fundição permite que características intricadas, como dissipadores de calor e pontos de fixação, sejam integradas diretamente na peça, economizando espaço e melhorando a gestão térmica dos eletrônicos sensíveis.
Os avanços tecnológicos no próprio processo de fundição também estão ampliando os limites do que é possível. Inovações como a fundição assistida por vácuo e softwares avançados de simulação de fluxo em moldes permitem a produção de peças com menor porosidade, maior resistência e até propriedades soldáveis. Esses avanços são fundamentais para a criação de componentes estruturais críticos para segurança e invólucros de baterias estanques para veículos elétricos. À medida que a indústria avança, a fundição sob pressão continuará sendo um fator essencial para veículos mais seguros, eficientes e sustentáveis.
Perguntas Frequentes
1. Quais são as desvantagens da fundição sob pressão (HPDC)?
A principal desvantagem da fundição sob pressão (HPDC) é o risco de porosidade. Como o metal fundido é injetado em alta velocidade, gases podem ficar aprisionados dentro do molde, formando pequenos vazios na peça acabada. Essa porosidade pode enfraquecer o componente e torná-lo inadequado para aplicações que exigem tratamento térmico ou soldagem. No entanto, técnicas modernas como assistência a vácuo e projetos avançados de molde ajudam a mitigar esse problema.
2. Qual é a diferença entre HPDC, LPDC e GDC?
Conforme detalhado no corpo principal do artigo, a principal diferença reside na pressão e na velocidade utilizadas para preencher o molde. O HPDC utiliza pressão muito elevada para produção rápida e em grande volume de peças complexas. O LPDC utiliza pressão mais baixa para um enchimento mais lento e controlado, ideal para componentes estruturalmente resistentes, como rodas. O GDC depende exclusivamente da gravidade, resultando em peças densas e resistentes, mas com um ciclo de produção muito mais lento.
3. Qual é a taxa de preenchimento para HPDC?
A taxa de preenchimento na HPDC refere-se ao volume de metal fundido despejado na bucha de injeção em comparação com o volume total da bucha. Pesquisas indicam que uma taxa de preenchimento de 60-70% é frequentemente recomendada. Isso ajuda a minimizar a quantidade de ar que é empurrada para a cavidade do molde junto com o metal, reduzindo assim o aprisionamento de gás e a porosidade no componente final.