 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Mogućnosti površinske obrade za aluminijske profile u automobilskoj industriji: Najbolja opcija
Uvod u izbor završnih obrada kod automobilskih ekstruzija
Kada nabavljate ili projektirate aluminijske ekstruzije za automobilsku industriju, važno je zapamtiti da izbor završne obrade nije samo estetska odluka. Ona ključno utječe na performanse komponente, njezin vijek trajanja i način na koji će se integrirati u moderne proizvodne linije za vozila. Zvuči kompleksno? Može biti, posebno kada usklađujete izdržljivost, izgled i učinkovitost proizvodnje za 2025. godinu i kasnije.
- Otpornost na koroziju za ekstremne uvjete i dugi vijek trajanja
- Zaštita od trošenja i abrazije za pokretne ili izložene dijelove
- Klase izgleda za ispunjavanje potreba vidljivih detalja i brendiranja
- Kompatibilnost s metodama spajanja – zavarivanje, lijepljenje ili mehaničko vezanje
- Sukladnost s okolišnim propisima koji se stalno mijenjaju
- Utjecaj cijene po vozilu i kapacitet proizvodnje za masovnu proizvodnju
Zašto kvaliteta završne obrade važi za aluminijske profile u automobilskoj industriji
Zamislite vodilicu krova, kućište baterije ili unutrašnji urez—svaki od njih suočava se s određenim skupom okolišnih i mehaničkih izazova. Prava završna obrada aluminijske površine može činiti razliku između dijela koji izgleda uredno i otporan na koroziju godinama, i onog koji prematurno otkazuje zbog pucanja, odlazaka sloja ili promjene boje. Za automobilske inženjere, to znači da završne obrade nisu važne samo zbog izgleda—već zbog osiguranja pouzdane performanse i smanjenja rizika garancije.
Što se smatra obradom površine i gdje svaka od njih ima prednosti
U svijetu aluminijskih profila, obrada površine odnosi se na svaki postupak koji mijenja površinu radi postizanja određenih funkcionalnih ili estetskih ciljeva. Uključuje sljedeće:
- Pretretmani: Čišćenje, uklanjanje oksida i nanošenje prevlaka za konverziju pripremajući za daljnjju obradu
- Anodizacija: Elektrokemijski zadebljani oksidni slojevi za otpornost na koroziju i trošenje, dostupni u dekorativnoj ili tvrdoj (Tip III) varijanti
- Sustavi praškastog i e-lakiranja: Organski premazi naneseni radi boje, otpornosti na kemikalije i jednolikog pokrivanja
- Obrađena površina plus procesi nanošenja boje: Korištenje ekstrudirane površine kao baze za temeljnu i završnu boju, uz uravnoteženje troškova i fleksibilnosti
Svaka od ovih površinskih obrada aluminija donosi jedinstvene prednosti i kompromise. Na primjer, anodizacija nudi izvrsnu zaštitu od korozije i raspon boja, dok praškasto premazivanje pruža izdržljiv, živahni sloj s velikim izborom boja i tekstura. Mehaničke i kemijske obrade poput nanošenja kuglica ili sjajnog uranjanja dodatno mogu poboljšati izgled ili pripremiti površinu za naknadne premaze. Odabir ovisi o specifičnim zahtjevima vaše primjene – bilo da je to otpornost na UV zrake za vanjske profile ili ekonomična obrada za skrivene strukturne dijelove.
Kako koristiti ovaj rangirani popis za specifikaciju i nabavu
Ovaj vodič dizajniran je kako bi vam pomogao da usporedite i odaberete opcije površinske obrade za aluminijske profile u automobilskoj industriji. U sljedećim poglavljima primijetit ćete kako je svaka obrada procijenjena sa:
- Jasnim H3 naslovima za brzo skeniranje
- Prednostima i nedostacima u obliku točaka
- Primjerima iz svakodnevne primjene i savjetima za specifikacije
Također ćemo, gdje je prikladno, navesti važne standarde (kao ASTM, SAE, ISO i MIL-A-8625), kako biste svoje zahtjeve uskladili s najboljim praksama u industriji.
Kombiniranje odgovarajuće legure, žilavosti i geometrije dijela s odgovarajućom površinskom obradom aluminija ključno je. Pogrešna kombinacija može dovesti do problema poput nitiaste korozije, tanjanja rubova ili loše adhezije – što može izazvati skupocene kvarove u budućnosti.
Spremni za početak? Sljedeća poglavlja objašnjavaju svaku vrstu obrade, pomažući vam da uskladite svoje ciljeve učinkovitosti, izgleda i troškova s pravim rješenjem za vaš sljedeći automobilski projekt.
Metodologija i kriteriji za ocjenjivanje površinskih obrada
Kada ste suočeni s desetinama načina za završnu obradu aluminijumskih profila za automobilsku upotrebu, kako da znate koji proces donosi najbolje rezultate? Odgovor leži u jasnom, praćivom okviru za evaluaciju. Ovaj odeljak objašnjava kriterijume, korake i tačke kontrole koji pomažu inženjerima, kupcima i menadžerima za kvalitet da donesu informisane odluke o površinskoj obradi aluminijuma – osiguravajući time i performanse i usklađenost u zahtevnim automobilskim programima.
Kriterijumi evaluacije usklađeni sa automobilskim standardima
Zamislite da navedete površinsku obradu, a zatim nakon montaže ustanovite da ona ne ispunjava zahteve proizvođača vozila za otpornost na koroziju ili adheziju. Kako biste izbegli to, svaki završni sloj se ocenjuje u skladu sa industrijskim standardima i realnostima stvarne proizvodnje. Ključni kriterijumi uključuju:
- Otpornost na koroziju: Otpornost na ispitivanje slanog magla i cikličnu koroziju (ASTM, ISO, SAE protokoli)
- Adhezija i trajnost: Potvrđeno ispitivanjem rešetke, trakom i udarcem
- Izgled: Dosljednost sjaja, boje i teksture, izmjerena kolorimetrijom i vizualnim standardima
- Kompatibilnost s pečenjem boje: Sposobnost izdržavanja nizvodnih ciklusa starenja bez gubitka integriteta
- Sukladnost s okolišnim zahtjevima: Korištenje prevlaka bez kromata i završnih slojeva bez VOC-a kad god je to moguće
- Proizvodna učinkovitost: Trajanje ciklusa, stopa ponovnog rada i spremnost za automatizaciju
- Trošak i kontinuitet opskrbe: Utjecaj na trošak po vozilu i sposobnost podrške rasporedima visokih volumena proizvodnje vozila
Ovi kriteriji osiguravaju da je svaka metoda završne obrade aluminijevih površina tehnički ispravna, ali i praktična za proizvodne linije vozila.
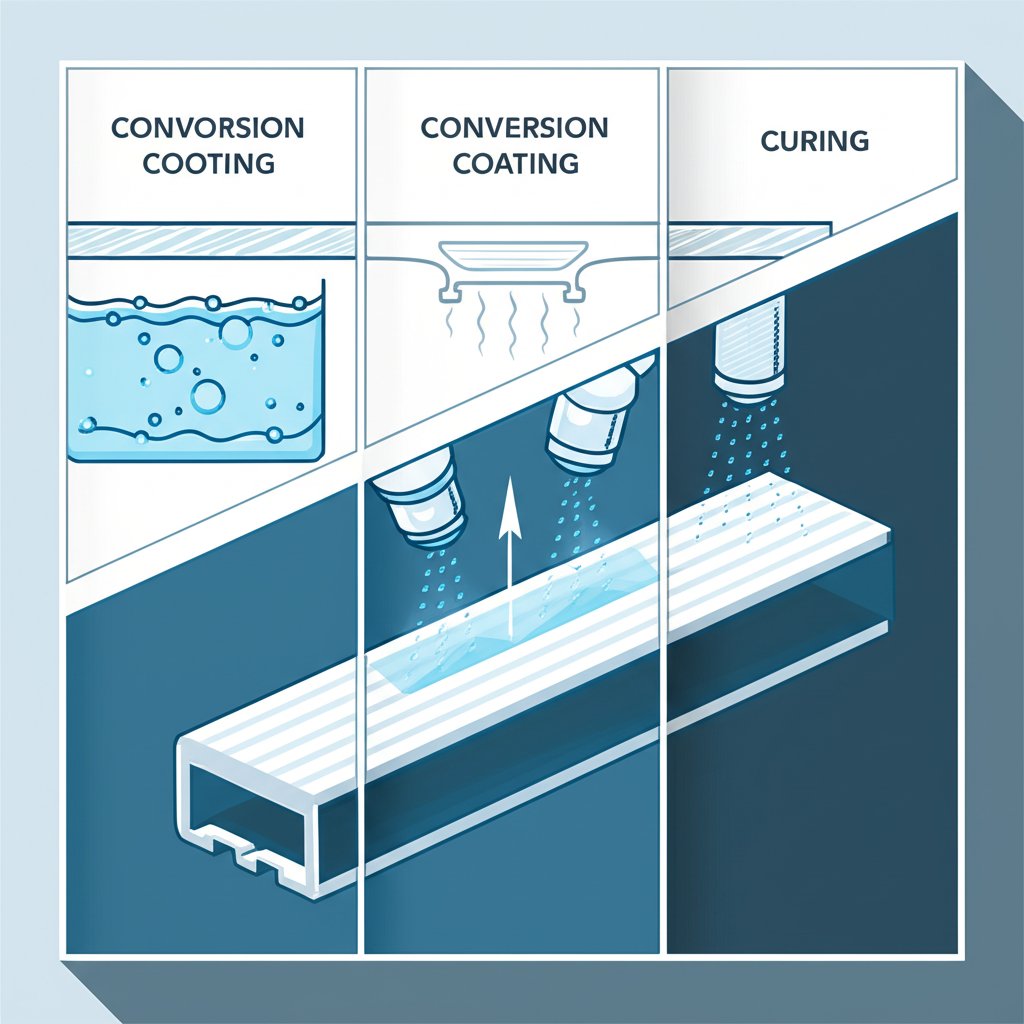
Tehnološki proces: Pretretman do završnog premaza
Put do visokokvalitetnog završnog premaza aluminijumske komponente slijedi strogo definiran proces. Evo tipičnog slijeda, s kontrolnim točkama za potencijalne načine otkazivanja:
-
Čišćenje i uklanjanje oksida
- Načini otkazivanja: Preostale ulje ili oksidi izazivaju gubitak adhezije; nejednako čišćenje dovodi do mrljastog izgleda
-
Pretretman (Bez kromata – preporučeno)
- Načini otkazivanja: Loša primjena rezultira nedovoljnom otpornošću na koroziju; nepravilno ispiranje uzrokuje mjehuriće
-
Odabrani završni premaz (Anodizacija, Praškasti premaz, E-premaz, Tekuća boja)
- Načini otkazivanja: Faradayev učinak sjenjenja na kompleksnim profilima; nejednaka debljina sloja; nepodudaranje boje na vidljivim površinama
-
Pečenje/Zaptivanje
- Načini otkazivanja: Nedovoljno zaptivanje kod anodizacije; pretjerano pečenje ili nedovoljno starenje organskih premaza; gubitak sjaja ili adhezije
-
Inspekcija
- Načini otkazivanja: Propuštanje tanjenja ruba, neotkriveni površinski nedostaci ili loša pokrivenost u udubinjenjima
Svaki korak se validira pomoću metoda testiranja navedenih u ASTM i ISO standardima za adheziju, debljinu premaza i cikličku koroziju. Za anodizaciju, MIL-A-8625 je uobičajeni referentni standard, dok se kompatibilnost bojenja-pečenja i sklopova provjerava prema OEM protokolima ( izvor ).
Točke kontrole i prihvaćanja
Jamstvo kvalitete ne završava na proizvodnoj liniji. Vizualna inspekcija, mjerenje hrapavosti površine i netopljiva ispitivanja (NDT) pomažu u potvrđivanju da gotov aluminijumski dio zadovoljava specifikaciju. Uobičajeni kontrolni točki uključuju:
- Vizualna inspekcija za pukotine, rupe ili promjenu boje
- Mjerenje debljine premaza (profilometar ili ultrazvučne metode)
- Testovi adhezije (križni rez, ljepljiva traka)
- Provjeravanje hrapavosti površina koje su ključne za spajanje
- Procjena boje i sjaja, posebno za dijelove koji su klasifikovani po izgledu
Ovi koraci su ključni kako bi se osiguralo da premazi na aluminijevim profilima pružaju i funkcionalnost i estetiku.
Predlošci tehničkih specifikacija za pojednostavljeni nabavni proces
Obloga mora biti u skladu s [relevantnim standardom] i proći ispitivanje adhezije i cikličke korozije prema OEM protokolu. Pretvorna obloga mora biti bez kromata, osim ako nije drukčije navedeno. Označiti kritične dimenzije i navojne dijelove. Uključiti plan kartiranja debljine premaza.
Jasna, temeljena na standardima, terminologija u dokumentima za nabavu pomaže dobavljačima da svaki put isporuče odgovarajuće površinsko tretiranje aluminija.
Dizajn pogodan za proizvodnju i sastavljanje (DFM/DFA) – Razmatranja
Prije nego što konačno potvrdite crteže, razmislite o ovim praktičnim savjetima kako biste izbjegli iznenađenja u kasnijim fazama:
- Identificirajte područja koja zahtijevaju zaštitu tijekom nanošenja premaza (navoji, provrti, električni kontakti)
- Projektirajte radijuse rubova kako biste spriječili tanke ili oštre rubove koji se mogu nejednako premazati
- Osigurajte odgovarajuće odvodnjavanje i ventilaciju za šuplje profile kako biste izbjegli zadržavanje tekućina ili nepotpuno pokrivenost premazom
- Uzmite u obzir promjene dimenzija zbog debljine premaza – ključno za sklopove s uskim tolerancijama
Pratiteći ove smjernice, možete odrediti i dovršiti aluminijumske profile koji zadovoljavaju tehničke i proizvodne ciljeve. U nastavku ćemo prikazati kako se ovi kriteriji primjenjuju u stvarnim rješenjima za završnu obradu, počevši od pregleda integrisanih rješenja za obradu površina.
Shaoyi rješenja za obradu površina za automobiliste profile
Kada nabavljate dijelovi od aluminijske ekstruzije za automobilne programe, potreba za pouzdanim partnerom za završnu obradu postaje jasna. Zamislite da su svi glavni procesi završne obrade – anodizacija (dekorativna i tvrda), prakasti premaz, elektroforetski premaz (e-coat) i naponski premazi – dostupni na jednom mjestu, uz jake jamstvo kvaliteta i potpunu praćivost. Upravo to isporučuje Shaoyi, vodeća kompanija za završnu obradu aluminijuma, za aluminijumske profile u automobilskoj industriji.
Što isporučuje Shaoyi za automobilne profile
Shaoyi se ističe nudići sveobuhvatan spektar opcija površinske obrade za aluminijske profile u automobilskoj industriji. Njihove mogućnosti uključuju:
- Anodizacija: Dekorativne površine za vidljive detalje ili tvrdo anodiziranje za područja izložena velikom trošenju
- Prstohvatno fosfiranje: Širok spektar boja i tekstura, idealan za vanjske ili komponente u motoru
- E-premaz (Elektroforetsko farbanje): Izuzetno jednoličko prekrivanje temeljnim slojem, posebno kod složenih ili zatvorenih profila
- Sustavi bojenja: Mokro bojenje i temeljni slojevi, uključujući neobrađeni aluminijski izgled s dodatkom boje za aplikacije osjetljive na trošak
- Pretretman i maskiranje: Precizno čišćenje, prevlake za konverziju (uključujući bez kromata) i prilagođeno maskiranje/zatapanje za niti, provrte i kritične detalje
Svi procesi podržani su dokumentacijom i usklađivanjem standarda s ASTM, SAE, ISO i MIL-A-8625, čime se osigurava besprijekoran sklad s tehničkim zahtjevima kupaca i globalnim OEM zahtjevima izvor ).
Gdje izvrsava i kada ga odabrati
Zašto vjerovati jednoj tvrtki za završnu obradu aluminija za sve vaše potrebe ekstrudiranja? Evo gdje Shaoyi-jev pristup izvrsava:
- Integrirani procesni tok: Svaki korak, od prethodne obrade do konačnog pregleda, upravlja se pod jednim krovom, čime se smanjuje vrijeme isporuke i minimiziraju pogreške pri preuzimanju
- Kvaliteta upravljanja na razini automobila: Podrška APQP/PPAP-u, napredna kontrola procesa i certifikacija prema IATF 16949
- Kartiranje debljine premaza: Detaljna dokumentacija za kompleksne geometrije i kritične površine
- Savjetovanje glede legure i žilavosti: Stručni savjeti kako biste osigurali kompatibilnost s ciklusima pečenja boje ili narednim sklopovima
- Neprekidna isporuka: Dokazana povijest podrške u proizvodnji OEM-a visokih volumena
Ako upravljate programom gdje su važni izgled, otpornost na koroziju i produktivnost, Shaoyi-jev model cjelovite usluge pojednostavljuje vaš tijek posla i smanjuje rizik.
Prednosti i nedostaci
Prednosti
- Jedno-stopnište za sve glavne premaze i površinske obrade aluminija
- Integrirana kontrola kvalitete i usklađenost sa standardima (ASTM, SAE, ISO, MIL-A-8625)
- Stručnost u dekorativnim i funkcionalnim završnim obradama za aluminijaste dijelove s premazom
- Smanjeni prijenosi između dobavljača, čime se smanjuje rizik od komunikacijskih nedoslijeda
- Podrška za kompleksne metode zaštitnog premaza/zatvaranja i zahtjeve s više procesa
Nedostaci
- Može zahtijevati minimalne količine narudžbe (MOQs) za određene završne obrade
- Proizvodni rasporedi mogu biti usklađeni s vremenskim okvirima serije automobilske industrije, što utječe na fleksibilnost za vrlo male serije
Primjena i kompatibilne legure
- Vanjski dodaci koji zahtijevaju klasu izgleda: Koristite dekorativno anodiziranje ili prstasto premazivanje za postojanu boju i sjaj na vidljivim površinama
- Nosivi dijelovi koji zahtijevaju kompatibilnost s pečenjem boje: Odaberite odgovarajuću leguru/žilavost i sustav premaza za otpornost na nizvodne procese montaže
- Komponente kućišta baterije koje zahtijevaju e-primer ispod završnog premaza: Postignite izdržljivu otpornost na koroziju čak i u složenim, zatvorenim geometrijama
Kontrola kvalitete i tehnička podrška
Rješenja za obradu površine od Shaoyija temelje se na strogoj kontroli kvalitete. Svaka serija aluminija s premazom ili gotovim ekstrudatom pregledava se za:
- Debljinu i jednoličnost premaza (koristeći netopive metode)
- Adhezija i otpornost na koroziju (prema odgovarajućim ASTM/ISO/MIL standardima)
- Izgled i sjaj za dekorativne završne obrade
- Pravilno maskiranje i zaštita kritičnih elemenata
Tehnička podrška uključuje detaljne planove preslikavanja, dokumentaciju koja se može pratiti i upute za određivanje prave završne obrade za vaš odabrani legurni materijal i geometriju dijela.
Vaše ekstrudirane profile koriste jedinstvenu završnu obradu i praćenje kvalitete kroz više tehnologija premaza – što vam pomaže da izbjegnete probleme u koordinaciji više dobavljača i osigura da svaki dio zadovoljava automobilske standarde.
Biranjem povjerenog poduzeća za završnu obradu aluminija poput Shaoyi-a, dobivate partnera koji može isporučiti i aluminij s premazom i potpuno završene sklopove, sve unutar jednog integriranog sustava kvalitete. U nastavku ćemo pogledati kako pojedinačne vrste završnih obrada – počevši s anodizacijom tipa II – nalaze svoje mjesto u automobilskoj industriji.
Anodizacija tipa II
Pregled anodizacije tipa II i opcije izgleda
Kada zamislite glatki, dosljedni izgled premium automobilskih detalja, velika je vjerojatnost da vidite rezultat anodizacije tipa II. Ali što čini ovaj proces tako učinkovitim i za performanse i za estetiku? Anodizacija tipa II, često nazvana anodizacijom sumpornom kiselinom, stvara kontrolirani oksidni sloj na aluminiju, poboljšavajući otpornost na koroziju i vizualni izgled.
Ovaj završni sloj posebno je cijenjen zbog sposobnosti postizanja različitih izgleda. Primijetit ćete opcije poput:
- Anodizirani aluminijski satenski izgled: Diskretan, niskog sjaja koji otpire otiscima prstiju i usklađuje se s drugim materijalima
- Matirana površina aluminija: Postiže se kugličnim pištoljem ili kemijskim pittingom prije anodizacije, nudeći mekan, neliminirajući izgled
- Aluminijska četkana površina: Stvorena mehaničkim četkanjem prije anodizacije za linearni, teksturirani efekt
- Bojenje bojama: Oksidni sloj lako upija boje, omogućujući široki spektar – od prirodnog srebra do tamnoplave, brončane ili prilagođenih nijansi
Ključna prednost Type II anodizacije je njezina sposobnost stvaranja ujednačenog aluminijskog završnog sloja u satin izvedbi koji se neće odlupati, opepiti ili izblijedjeti tijekom vremena. Završni sloj je sastavni dio površine, a ne odvojen sloj, pa čak i kod redovnog rukovanja zadržava svoj integritet.
Automotive Performance Fit
Zašto je Type II anodizacija tako popularan izbor za aluminijske ekstruzije u automobilskoj industriji? Riječ je o balansiranju izdržljivosti, izgleda i pouzdanosti procesa. Oksidni sloj koji se stvara tijekom anodizacije djeluje kao snažna zaštita protiv korozije, što ga čini idealnim za vanjske i unutarnje obrubne profile, krovne letve i dekorativne detalje izložene različitim uvjetima.
Osim toga, aluminijska površina u satenskom izgledu izuzetno je kompatibilna s procesima naknadne montaže i sekundarnim procesima. Anodizirana površina može ostati nepromijenjena kako bi se postigao premium metalni izgled ili se preko nje može nanesiti sloj boje, tinte ili laserska oznaka kada su potrebne identifikacija dijela ili oznaka brenda. Zaptivanje anodiziranog sloja je standardna praksa, koja osigurava boju i povećava otpornost na mrlje ili vanjske utjecaje. Zbog toga je anodizacija tipa II odličan izbor za dijelove koji moraju izgledati sjajno i izdržati dugo — bez rizika od izbjeljivanja, izgubitka boje ili tamnjenja.
Prednosti i nedostaci
Prednosti
- Izvrsna otpornost na koroziju za većinu automobilskih okolinskih uvjeta
- Jednolik i ponovljiv izgled — posebno važno za vidljive detalje
- Širok raspon površinskih obrada: satenska, mat i četkana, s ili bez boje
- Integralna površina otporna na odlupljivanje — nema rizika od ljuštenja kao kod boje
- Prijateljska prema okolišu; bez VOC-a i minimalna potreba za održavanjem
- Moguće dodatno dotjerivanje kod manjih ogrebotina pomoću komplet za popravak
Nedostaci
- Manja otpornost na trošenje u usporedbi s tvrdom anodizacijom (Tip III) za dijelove s visokim trenjem
- Zahtijeva preciznu kontrolu procesa kako bi se očuvala boja i sjaj kroz serije
- Toplinski efekti tijekom montaže (npr. zavarivanje) mogu promijeniti boju površine
- Nije prikladno za tešku abraziju ili nosive površine
Primjena i točke provjere kvalitete
- Vanjski dodaci: Ručke vrata, okviri prozora i detalji rešetke gdje je poželjan mat aluminijanski sloj
- Unutarnji dekorativni dijelovi: Umetci na ploči s instrumentima, okviri upravljačkih elemenata i detalji sjedala, koji imaju bolji dodični osjećaj i vizualnu kontinuitet mat aluminijanske površine
- Poklopac nosača na krovu: Gdje su usklađivanje boja i UV stabilnost ključni za dugo očuvanje izgleda
Osiguranje kvalitete za anodizaciju tipa II obično uključuje:
- Provjere kvalitete brtvljenja za maksimalnu otpornost na koroziju
- Uzorkovanje klasa izgleda radi jednolikosti boje i sjaja
- Ispitivanje adhezije ako se nanose sekundarne boje ili tinte
- Poučavanje na MIL-A-8625 Tip II i standarde specifične za proizvođača vozila za potvrdu valjanosti
Savjet: Uvijek navedite željenu pripremu površine – poput četkanja, poliranja ili piaskanja – prije anodizacije. To osigurava dosljedan satenski anodizirani aluminijski ili aluminij satin završni sloj na svim dijelovima u vašem programu.
Svojom kombinacijom izdržljivosti, fleksibilnosti i sofisticiranog izgleda, anodizacija tipa II i dalje postavlja standarde za vidljive i dekorativne aluminijske ekstruzije u automobilskoj industriji. U nastavku ćemo istražiti kako tip III tvrde anodizacije podiže zahtjeve za otpornost na trošenje i abraziju u zahtjevnijim primjenama.
Tvrda anodizacija Tip III
Osnove tvrde anodizacije za izdržljivost
Kada vam treba završna obrada koja izdržava najveće trošenje i toplinu, hard anodizacija – poznata i kao anodizacija tipa III – postavlja standard. Za razliku od dekorativne anodizacije, hard anodizacija stvara puno deblji i gušći sloj aluminijevog oksida, koji se proizvodi tako da se proces anodizacije provodi na nižim temperaturama i većim gustoćama struje. Rezultat je izdržljivi zaštitni premaz na aluminiju koji je idealan za klizne kontakte, fiksne dijelove s velikim trošenjem i komponente izložene trenju ili abraziji. referenca ).
Tvrde anodizirane prevlake obično imaju debljinu između 0.0005 i 0.0030 inča, pri čemu otprilike pola debljine prodire u podlogu, a druga polovina se formira na površini. Gušći oksid osigurava izvrsnu otpornost na habanje i umjerenu otpornost na toplinu, što ga čini najboljim izborom za pokretne dijelove i mehanizme. Međutim, važno je napomenuti da slojevi tvrde anodizacije izgledaju tamnije – često tamnosiva, brončana ili crna – ovisno o leguri i debljini, te su manje dekorativni u usporedbi s prevlakama Tipa II. Ako je važna boja, crna je najpouzdanija opcija zbog svojstava oksidnog filma.
Prilagodba i konstrukcijska ograničenja za automobile
Kako se tvrdo anodiziranje uklapa u površinsko inženjerstvo aluminija u automobilskoj industriji? Primijetit ćete ga svugdje gdje su izdržljivost i nizak koeficijent trenja ključni - razmislite o vodilicama sjedala, vodilicama krovnog prozora, zglobnim polugama ili vodilicama. Fina stupnjevita mikrostruktura tvrdo anodiziranog sloja može se glačati do glatkijeg matirano aluminijatskog sloja, smanjujući trenje i produžujući vijek trajanja u primjenama s klizanjem referenca ).
Međutim, ovaj tip aluminijevog oksida zahtijeva određena razmatranja u dizajnu. Povećana debljina filma može uticati na tačna tolerancija i mora biti uzeta u obzir kod izrade CAD modela i crteža. Za kritične dosjede, obavezno je predvidjeti maskiranje rupa, navoja ili površina za uzemljenje. Osim toga, iako tvrdo anodiziranje osigurava izvrsnu otpornost na trošenje, pod visokim opterećenjima ili velikim naponima može dovesti do mikropukotina kroz cijelu debljinu, što može smanjiti dinamičku izdržljivost. Zbog toga je pažljiv odabir legure, geometrije i završnog procesa karakterističan za najbolje prakse u inženjerstvu površina aluminija.
Prednosti i nedostaci
Prednosti
- Izvrsna otpornost na trošenje i abraziju za dijelove izložene visokom trenju
- Dobar rad pod umerenim toplinskim i kliznim uslovima
- Električna izolacija – korisno za izolaciju komponenti
- Može se polirati radi smanjenja trenja (mat finish aluminij)
- Odgovara MIL-A-8625 Tip III i automobilskim QA standardima
Nedostaci
- Tamniji, manje dekorativni izgled – ograničen izbor boja
- Nanosađivanje filma može promijeniti strog tolerance; potrebna je kompenzacija u dizajnu
- Potencijal za mikropukotine u premazu pod visokim cikličkim opterećenjima
- Nije prikladno za dijelove koji prenose velika opterećenja gdje je važna dinamička čvrstoća
- Zahtijeva preciznu kontrolu procesa i maskiranje kod kompleksnih geometrija
Primjena i točke provjere kvalitete
- Komponente vodilica sjedala: Tamo gdje klizno trošenje i ponavljajući se pokreti zahtijevaju izdržljivu, niskofrikcijsku površinu
- Mehanizmi krovnog prozora: Izloženi i atmosferskim zagađivačima i mehaničkom trošenju
- Zglobne konstrukcije i vodilice: Omogućuju kretanje i poravnanje pod umjerenim opterećenjima
- Komponente kućišta baterije: Potreba za električnom izolacijom i otpornosti na trošenje
Jamstvo kvalitete za tvrdo anodiziranje uključuje:
- Mjerenje debljine pomoću netopivih metoda (vrtložna struja, ultrazvuk)
- Verifikacija otpornosti na trošenje kroz testove abrazije i trenja
- Provjera rubova, rupa i područja s maskiranjem u pogledu pokrivenosti i dimenzionalne točnosti
- Referenca na MIL-A-8625 Tip III i protokole specifične za proizvođača za potvrdu valjanosti
Savjet: Uvijek uskladite debljinu sloja s kritičnim dimenzijama prilikom određivanja tvrdog anodiziranja. Navedite zahtjeve za maskiranjem rupa, navoja ili električnih kontakata – to je ključan korak u izrabi aluminijevih površina za automobilsku ekstruziju.
Razumijevanjem prednosti i ograničenja tvrdog anodiziranja kao zaštitnog sloja na aluminiju, možete donijeti informirane odluke za primjene u automobilskoj industriji s visokim trošenjem. U sljedećem ćemo poglavlju vidjeti kako prahokomorni premazi povećavaju izdržljivost i fleksibilnost boje za vanjske i podmotorne aluminijeve ekstruzije.
Pulverizacija
Izbor smole u prahu i prethodna obrada
Kada vam treba završna obrada koja izdržava pune zahtjeve ceste, a istovremeno nudi živahne boje, prahokom pozicioniranje je prvi izbor za aluminijske profile u automobilskoj industriji. No, što čini ovu metodu tako učinkovitom? Sve počinje samim prahom – najčešće poliesterima, epoksidima ili hibridnim smjesama. Među njima, poliesteri su najčešći izbor za vanjske i UV izložene primjene, zahvaljujući izvrsnoj otpornosti na vremenske uvjete i zadržavanju boje. Epoksidni prahovi nude izvrsnu otpornost na kemikalije, ali se uglavnom koriste za unutarnje ili dijelove ispod haube zbog svoje niže UV stabilnosti. Hibridni prahovi kombiniraju svojstva oba tipa kako bi zadovoljili specifične zahtjeve performansi.
Put do izdržljive aluminijumske prevlake počinje temeljnim prethodnim tretmanom. Zamislite pripremu dijela za bojanje: svaka preostala mast, prljavština ili oksidacija mogu ugroziti kvalitetu završnog sloja. Proces počinje temeljnim čišćenjem – koristeći metode poput alkalnog pranja, otapanja u otapalima ili čak ultrazvučnog čišćenja za složene geometrije izvor ). Zatim se nanosi konverzijski premaz (često bez kromata radi zaštite okoliša) kako bi se poboljšala adhezija i otpornost na koroziju, stvarajući jednolicu i inertnu površinu koja pomaže u prijanjanju praha i postizanju očekivanih performansi. Koraci ispiranja su kritični - svaki ostatak koji se ostavi može dovesti do mjehurića ili ranih otkaza.
Automobilske performanse i kompatibilnost s montažom
Zahvaljujući svojoj izdržljivosti, otpornosti na oštećenja i sposobnosti stvaranja debelog zaštitnog sloja koji štiti aluminij od korozije i udaraca, prahovim premazima se cijeni. Za automobilsku upotrebu to znači da vanjski dodaci, letvice na krovu i okviri baterijskih paketa mogu zadržati svoj izgled i strukturu čak i nakon godina izloženosti suncu, soli i kemikalijama.
Međutim, primijetit ćete neke posebne izazove prilikom premazivanja aluminijevih profila s kompleksnim presjecima. Efekt Faradayeve kaveza može uzrokovati tanko ili nejednako prekrivanje u dubokim utorima ili uskim kutovima. Zbog toga su ispravna tehnika postavljanja, uzemljenja i raspršivanja ključni faktori—kako bi se osiguralo da prah dosegne svaku površinu. Za dijelove koji će prolaziti kroz nizom navedene cikluse pečenja boje, navedite toleranciju prekomjernog pečenja u svojim zahtjevima, budući da prekomjerna toplina može promijeniti sjaj, boju ili čak izazvati gubitak adhezije.
Prednosti i nedostaci
Prednosti
- Izvrsan raspon boja i opcije završnog sloja (mat, sjaj, tekstura)
- Izdržljiva, otporna na oštećenja i ogrebotine površina
- Debeli, jednoliki premaz štiti od korozije i udaraca
- Bez VOC-a – ekološki prihvatljiva primjena
- Višak raspršenog praha može se reciklirati, smanjujući otpad
- Brzo vrijeme otvrdnjavanja podržava proizvodnju visokog kapaciteta
Nedostaci
- Poteškoće u prekrivanju složenih ili zapušenih geometrija (efekt Faraday)
- Debljina premaza može uticati na strogije tolerancije – možda će biti potrebne promjene u dizajnu
- Preinake su moguće, ali zahtijevaju uklanjanje sloja i ponovno premazivanje
- Ograničene opcije dodatnog premazivanja u usporedbi s tekućim bojama
- Za maksimalnu adheziju i trajnost potrebna je kvalitetna obrada prije nanošenja
Primjena i kontrolne točke kvalitete
- Vanjski dodaci: Praškasti premaz osigurava dugotrajnu boju i zaštitu od korozije za ručke vrata, okvire prozora i detalje rešetke.
- Krovne letve i poprečne letve: Visoka UV i vremenska izloženost zahtijevaju izdržljiv aluminijev premaz s stabilnim sjajem i nijansom boje.
- Okviri baterijskih paketa: Otpornost na kemikalije ključna je za dijelove u motoru ili kućišta baterija izložene tekućinama i promjenama temperature.
- Poklopčići za servisiranje i nosači: Tamo gdje su otpornost na udarce i habanje jednako važne kao i izgled.
Kontrola kvalitete za premaze na aluminijevim dijelovima uključuje:
- Provjere adhezije (test mrežice ili ljepljive trake)
- Verifikacija starenja (triranje otapalom, tvrdoća olovke)
- Provjere sjaja i jednoličnosti boje
- U slučaju da se ne primjenjuje metoda iz točke (a) ovog članka, za svaku od navedenih metoda primjenjuje se metoda iz točke (a) ovog članka.
U slučaju da je proizvodna jedinica u skladu s člankom 6. stavkom 2. točkom (a) ovog pravilnika, ona mora biti u skladu s člankom 6. stavkom 2. točkom (a) ovog pravilnika. Ovaj korak pomaže u održavanju integriteta boje, sjaja i adhezije tijekom cijelog proizvodnog procesa.
Prašno premazovanje je svestran, izdržljiv i održivi način premaza aluminijumskih ekstrudiranih materijala za upotrebu u automobilu. Kad vam je potrebna estetska, zaštitna i proizvodna učinkovitost, često je najbolje upotrijebiti dobro određenu aluminijsku obluku. Sljedeći će se dio baviti sustavima e-laktacije koji su idealni za postizanje ultrajednakog pokrivanja složenih profila i kao otporan na koroziju primer ispod gornjih lakata.
E-primer
U skladu s člankom 3. stavkom 2.
Ako tražite zaštitni premaz za aluminijumske ekstruzije sa složenih oblika ili dubokim udubljenjima, e-lakt (elektroforezijska boja) ističe se kao glavni kandidat. Ali kako to funkcionira? Zamislite da potopite svoj aluminijumski dio u kadu u kojoj se električno napunjene čestice boje privlače na svaku izloženu površinu, čak i unutar uglova i tesnih šupljina. Ovaj proces, poznat i kao elektro premaz, koristi ili kationske epoxi ili akrilne smole za stvaranje tankog, jednakih slojeva koji su izdržljivi i dosledni.
Kationski epoksi e-lakati cijenjeni su zbog svoje robusne otpornosti na koroziju i široko se koriste kao primeri u automobilskoj industriji. U međuvremenu, e-lakti na bazi akrila pružaju bolju UV stabilnost i ponekad se biraju za dijelove koji će ostati vidljivi. Bez obzira na vrstu smole, obilježje e-lakta je njegova sposobnost da pruži ravnomjernu konstrukciju filma obično od 15 do 25 mikrona na cijelom dijelu, nadmašujući mnoge tradicionalne premaze na složene geometrije.
Automobilski Performanse i Kompatibilnost Vršnog Premaza
Zašto automobilski inženjeri određuju e-lak kao osnovu za obradu aluminijevih površina? Odgovor leži u neusporedivoj kombinaciji zaštite od korozije i visokoprocesne obrade. E-lak stvara neprekidnu barijeru koja štiti aluminij od vlage, soli i drugih korozivnih agenasa, čime postaje idealna osnova za daljnjih premaza ili kao samostalni završni sloj za skrivene ili djelomično vidljive dijelove. Često ćete vidjeti e-lak koji se koristi kao temeljni premaz ispod prerađenih ili tekućih vršnih premaza, osiguravajući jaku adheziju i dugotrajnu izdržljivost vanjskih i donjih komponenti.
Još jedna prednost: jednolikošću e-pokrivača smanjuju se slabe točke ili tanki rubovi na kojima bi korozija mogla započeti. To ga čini posebno vrijednim za aluminijske ekstruzije u automobilskoj industriji koje imaju šuplje profile, nosače s kompleksnim izrezima ili sklopove s preklapajućim spojevima. Osim toga, proces je visoko skalabilan – idealan za završnu obradu proizvoda u velikim količinama u modernim automobilskim tvornicama.
Prednosti i nedostaci
Prednosti
- Izvrsna otpornost na koroziju – stvara jaku zaštitnu bazu
- Ekstremno jednoliko formiranje filma, čak i na kompleksnim ili udubljenim profilima
- Podržava proizvodnju visokog kapaciteta i automatiziranu proizvodnju
- Smanjuje otpad materijala u usporedbi s raspršenim premazima
- Kompatibilan s praskastim ili tekućim završnim premazima za dodatnu zaštitu ili boju
Nedostaci
- Za optimalnu adheziju potrebna je precizna i temeljita obrada prije nanošenja
- Visoka početna investicija u opremu i postavljanje procesa
- Ograničen izbor boja i izgleda kao samostalna završna obrada
- Nije prikladan za nevodljive podloge (aluminij mora biti čist i vodljiv)
Primjena i kontrolne točke kvalitete
- Sustavi od bijelog tijela s aluminijem: E-primer pruža zaštitu od korozije za dijelove integrirane sa čeličnim konstrukcijama.
- Unutarnji dijelovi kućišta baterije: Jednoliko prekrivanje unutar kompleksnih kućišta osigurava dug vijek trajanja i sigurnost.
- Nosači i pribor za montažu: E-primer djeluje kao zaštitna osnova ispod završnih slojeva boje, posebno u područjima s jakim izlaganjem.
Kontrola kvalitete za površinske tretmane aluminija e-primerom obično uključuje:
- Kontrolu kade za praćenje kemije i vodljivosti boje
- Testiranje adhezije (mrežasti rez ili ljepljenje trakom)
- Provjere starenja kako bi se osiguralo pravilno otvrdnjavanje sloja
- Mjerenje debljine za potvrdu jednolikog prekrivanja
Uvijek navedite kompatibilnost e-lakove kemije i svih daljnjih brtvila ili ljepila. Nekompatibilni materijali mogu dovesti do kontaminacije ili neuspjeha adhezije, čime se oslabi učinkovitost tretmana aluminijaste površine.
E-lakova jedinstvena sposobnost isporuke visokokvalitetnih, izuzetno jednolikih premaza za aluminijaste ekstruzije čini je temeljem modernog automobilskog završnog procesa. U nastavku ćemo istražiti kako kombinacija tvorničkog završnog tretmana s grundom i bojom nudi fleksibilnu i ekonomičnu alternativu za određene primjene.
Tvornički završni tretman s grundom i bojom
Definicija tvorničkog završnog tretmana i kada je prikladan
Znate li što je tvornička obrada na aluminijevim profilima? Jednostavno rečeno, tvornička obrada odnosi se na površinu aluminija koja je neprocesirana i netretirana – izravno iz preše, bez dodatnog brušenja, kemijskog tretmana ili premaza. Ovaj sirovi izgled karakterizira mat površina, vidljive linije alata, te povremeni ožiljci ili sitne ogrebotine nastale tijekom proizvodnje. Aluminij s tvorničkom obradom cijeni se zbog svoje dostupnosti i često služi kao polazna točka za daljnjom obradom površine ili premaze.
U automobilskoj industriji, aluminij s tvorničkom obradom može biti praktičan izbor kada će se dio na kraju prekriti bojom ili se koristi na nevidljivim, zaštićenim mjestima. Posebno je prikladan za unutarnje vodilice, skrivene konstrukcijske elemente ili dijelove za servis gdje je važnija ekonomičnost i sloboda u odabiru boje nego dekorativni metalni sjaj.
Primjena podložne boje i boje za profile
Razmišljate o bojanju aluminijuma u stolarskom izvođenju? Tkvrdnja za dugotrajne rezultate ogleda se u odgovarajućoj pripremi površine. Budući da površina nakon ekstrudiranja može sadržavati ulja, okside ili manje nedostatke, priprema aluminijuma obrađenog u stolariji pre bojenja ključna je za prianjanje i otpornost na koroziju. Evo tipičnog toka rada:
- Čišćenje površine: Uklonite ulja, prašinu i otpatke koristeći rastvarače ili alkalne čistače.
- Mehaničko glađenje: Lagano četkanje ili brušenje radi izjednačavanja grubih mesta i smanjenja vidljivih linija kalupa – ova faza pomaže u smanjenju nedostataka stolarskog izvođenja koji se ogledaju kroz boju.
- Hemijska prethodna obrada: Nanesite rastvor za nagrizanje ili hemijsko sredstvo za vezivanje radi podsticanja prianjanja podskladnog sloja i dodatne zaštite od korozije.
- Nanosenje podskladnog sloja za aluminijum: Koristite podskladnog sloj visokog kvaliteta koji je formulisan za aluminijum, kako biste stvorili čvrstu osnovu za završni sloj.
- Završni sloj boje: Nanesite željenu boju i izgled, koji se mogu prilagoditi tako da odgovaraju unutrašnjim ili spoljašnjim specifikacijama.
Svaki od ovih koraka dizajniran je kako bi se maksimalno produžio vijek trajanja i očuvao izgled aluminijumskih sistema podloge i boje, osiguravajući da završni sloj ostane izdržljiv čak i u automobilskim uslovima eksploatacije.
Prednosti i nedostaci
Prednosti
- Najniža početna cijena završnog sloja – aluminijum u gotovom stanju je jeftin i lako dostupan
- Maksimalna fleksibilnost u boji i sjaju kroz izbor boje
- Lako je dodirnuti ili popraviti obojene površine na terenu
- Dobro funkcioniše za dijelove kod kojih izgled nije kritičan ili je skriven od pogleda
- Nema ograničenja u geometriji dijelova – boja se može nanijeti na kompleksne ekstrudirane profile
Nedostaci
- Zahtijeva pažljivu prethodnu obradu – loša priprema može dovesti do odlupavanja, opekanja ili korozije
- Veći rizik od grešaka koje se prenose kroz boju ako je površina u gotovom stanju gruba ili nejednaka
- Manje izdržljiv u poređenju sa anodiziranim ili prahom prekrivenim završnim slojevima za eksterijer, visoko opterećena ili korozivna okruženja
- Završni slojevi boje mogu zahtijevati periodično održavanje ili dodirnu obradu
Primjena i kontrolne točke kvalitete
- Ubojne unutarnje trim trake: Aluminij premazan osnovnim slojem boje i dodatno obojen u ton s unutarnjim bojama interijera, gdje su izdržljivost i mogućnost popravka važne.
- Skriveni konstrukcijski elementi: Komponente koje nakon montaže nisu vidljive, ali zahtijevaju zaštitu od korozije i ekonomičnu obradu površine.
- Dijelovi za servis potrebni za popravak na terenu: Dijelovi od aluminija obojeni mlinom mogu se lako šmirglati i ponovno bojiti ako budu oštećeni tijekom održavanja.
Kontrola kvalitete za ovaj sustav ključna je za osiguranje performansi i izgleda. Uobičajene točke kontrole kvalitete uključuju:
- Testiranje adhezije (mrežasta proba ili ljepljiva traka) nakon nanošenja osnovnog sloja i boje
- Mjerenje debljine sloja kako bi se potvrdila pokrivenost i izdržljivost
- Provjeru boje i sjaja prema uzorcima iz specifikacije
- Ciklično testiranje otpornosti na koroziju za dijelove izložene teškim uvjetima
Savjet: Uvijek navedite korake za izglađivanje površine, poput lagano četkanja ili brušenja, prije nanošenja temeljnog premaza na aluminij s mlinarskim završetkom. Ova praksa smanjuje rizik da nedostatak mlinarskog završetka prođe kroz konačni sloj boje, čime se postiže glađi i profesionalniji izgled.
Iako mlinarski završetak s temeljnim premazom i bojom ne nudi premium trajnost ili estetiku anodiziranog ili prakom prekrivenih opcija, ostaje ekonomično i prilagodljivo rješenje za mnoge potrebe automobilskih aluminijevih ekstruzija. U nastavku ćemo sve vrste završnih obrada usporediti jednu uz drugu kako biste mogli donijeti najbolju odluku za vaše projektne zahtjeve.
Usporedna tablica i matrica odlučivanja za završne obrade automobilskih aluminijevih ekstruzija
Kada birate između različitih opcija površinske obrade za aluminijske profile u automobilskoj industriji, velik broj varijabli može izgledati preplavljivački. Koji završni sloj nudi pravi balans zaštite, izgleda, kapaciteta i cijene za vašu konkretnu primjenu? Kako bi olakšali stvar, pripremili smo jasnu, usporednu tablicu najboljih opcija. Ova tablica i vodič za brze odluke pomoći će vam da uskladite zahtjeve vašeg projekta s najboljom završnom obradom aluminija – bez sumnji u vašu specifikaciju.
Usporedna tablica prema automobilskim kriterijima
| Opcija završne obrade | Primjena u automobilskoj industriji | Otpornost na koroziju | Otpornost na trošenje | Raspon izgleda | Kompatibilnost s pečenjem boje | Relativna cijena | Vrijeme isporuke | Reciklabilnost | Referentni standardi |
|---|---|---|---|---|---|---|---|---|---|
| Shaoyi rješenja za površinsku obradu | Kompletno rješenje za vanjske, strukturne i specijalne dijelove | Visoko | Visoko | Široki (dekorativni, funkcionalni, posebne boje/teksture) | Visoko | Srednji | Srednji | Visoko | ASTM, SAE, ISO, MIL-A-8625 |
| Tip II anodizacija | Vidljivi dodaci, dekorativni unutrašnji/vanjski | Srednja-Visoka | Srednji | Matirana, svilena, obojena | Srednji | Srednji | Srednji | Visoko | MIL-A-8625 Tip II, OEM |
| Hrdo anodiziranje (Tip III) | Visoko trošenje, klizanje, konstrukcijski | Visoko | Vrlo visoko | Tamne, ograničene boje | Srednji | Srednja-Visoka | Srednji | Visoko | MIL-A-8625 Tip III, OEM |
| Pulverizacija | Vanjski dodaci, motor, okviri baterija | Visoko | Visoko | Ekstenzivno (mat, sjaj, teksturirano, prilagođeno) | Visoko | Srednji | Niska-Srednja | Visoko | ASTM, ISO, OEM |
| E-primer | Kompleksni profili, temeljni sloj za sklopove | Vrlo visoko | Srednji | Ograničeno (uglavnom crno/sivo, polusjajno) | Visoko | Srednji | Srednja-Visoka | Visoko | ASTM, ISO, OEM |
| Tvornički završni tretman s grundom i bojom | Skriveni, servisni ili obojeni unutrašnji dijelovi | Srednji | Niska-Srednja | Neograničeno (ovisno o sustavu bojenja) | Srednji | Niska | Niska | Visoko | ASTM, ISO, OEM |
Ovaj prikaz uzdužno omogućuje jednostavno uspoređivanje površinskih završetaka za metalne dijelove, ističući gdje svaki od njih ima prednosti te kompromisa koje biste trebali uzeti u obzir za vaš automobilski program.
Razmatranja cijene i vremena isporuke
- Integrirana rješenja (poput Shaoyija) mogu optimizirati vašu opskrbnu lanac i smanjiti ukupno vrijeme isporuke, posebno kada su potrebni višestruki završeci ili kompleksna kontrola kvalitete.
- Tip II anodizacija i pulverizacija nudi umerenu ravnotežu između cene, kapaciteta i izgleda za većinu delova koji su vidljivi ili se koriste kao okviri.
- Tvrda anodizacija i e-primer obično zahteva viši nivo kontrole procesa i kvaliteta, ali omogućava izuzetne performanse za komponente osetljive na habanje ili koroziju.
- Hladno valjanje sa grundom/bojom je najekonomičnija opcija, često sa najkraćim rokom isporuke – ali zahteva pažljivu pripremu i najbolje je pogodna za nevidljive delove ili delove koje je lako održavati.
Za projekte koji zahtevaju više različitih završnih obrada ili tačne proizvodne termine, saradnja sa jednim izvorom poput Dobavljač metalnih dijelova Shaoyi – vodećeg integrisanog pružaoca rešenja za precizne metalne delove za automobile u Kini – znači da se vaši delovi od aluminijumskih profila mogu završiti i kvalifikovati u okviru jednog PPAP procesa i plana snabdevanja, smanjujući rizik i pojednostavljujući komunikaciju.
Matrica odlučivanja i Brzi izbori
- Aparatni izgled vanjskih površina: Odaberite prahokoat ili anodizaciju tipa II za širok izbor boja i vizualnu jednolikost.
- Korozivna zaštita podvozja: E-primer ili integrirana rješenja Shaoyi za izdržljivu, jednoliku zaštitu – posebno na kompleksnim profilima.
- Komponente za visoke trošenje ili klizne primjene: Tvrda anodizacija (Tip III) ili Shaoyi-ina rješenja fokusirana na otpornost na trošenje.
- Dijelovi osjetljivi na cijenu i nevidljivi dijelovi: Aluminijska površina s grundom i bojom za fleksibilnost i jednostavnu popravku na terenu.
- Višestruki procesi ili prilagođeni zahtjevi: Integrirane površinske obrade Shaoyi-a za metal, s jednoizvornim QA i dokumentacijom.
Ključna napomena: Uvijek navedite zahtjeve za predrukom i zaštitom maskiranja u napomenama na crtežu. Ovaj je korak kritičan za izbjegavanje kvarova, dodatnih radova ili reklamacija – bez obzira koji aluminijevi površinski premaz odaberete.
Dok finalizirate specifikaciju, zapamtite da odabir najboljeg rješenja nije samo pitanje završnog sloja, već i koliko dobro on odgovara vašim ciljevima u pogledu proizvodnje, troškova i kvalitete. U nastavku ćemo predstaviti korisne savjete za pisanje specifikacija i prenos informacija dobavljaču – osiguravajući da odabrana površinska obrada aluminijuma obećava dugoročnu vrijednost na terenu.
Završna preporuka i savjeti za pisanje specifikacija za aluminijske ekstruzije u automobilskoj industriji
Koji završni sloj odabrati za vaš program
Kada dođete do tačke konačne odluke, lako je osjetiti prekomjernu optereženost zbog širokog spektra dostupnih površinskih obrada aluminijuma. Pa kako da odredite najbolji izbor za vaš projekt? Zamislite da dizajnirate kućište baterije za novi električni automobil ili ažurirate vanjski dodatak na narednoj generaciji SUV-a – vaš izbor površinske obrade aluminijuma izravno će uticati na sve, od trajnosti i troškova do percepcije vašeg brenda. U nastavku donosimo vodič za brzo prepoznavanje vaših potreba i pravog izbora završnog sloja:
- Anodiziranje: Odaberite za dekorativnu otpornost na koroziju i premium, dugotrajan metalni izgled.
- Hard Anodize: Odaberite za područja s jakim trošenjem ili klizne komponente – pomislite na šine sjedala ili šine krovnog prozora.
- Prstohvatno fosfiranje: Najbolje za izdržljivu boju, otpornost na kemikalije i širok izbor izgleda na vanjskim dijelovima ili dijelovima motornog prostora.
- E-Coat: Odaberite kao temeljni sloj otporan na koroziju, posebno za kompleksne profile ili dijelove koji trebaju čvrstu osnovu ispod dodatnih premaza.
- Mlin Finish plus Primer/Paint: Odaberite za cijenovno osjetljive, farbane dijelove ili skrivene konstrukcijske elemente gdje su fleksibilnost i jednostavna dorada najvažniji.
Svaka od ovih opcija površinske obrade aluminija ima jedinstvenu ulogu, pa prije konačnog odabira specifikacije razmislite o izloženosti, trošenju, izgledu i budžetskim zahtjevima vaše primjene.
Specifikacijski jezik i napomene na crtežima
Jasne specifikacije temeljene na standardima su vaša najbolja zaštita od zbunjenosti ili prepravljanja. Evo predloška koji možete prilagoditi većini projekata s aluminijevim profilima:
Obrađena površina: [proces]. Pretretman: [konverzija, bez kromata – preporučeno]. Standardi: [ASTM/ISO/MIL primjenjivi]. Testovi: adhezija, debljina, klasa izgleda, ciklička korozija prema OEM protokolu. Zaštita od bojenja: [elementi]. Kompatibilnost s pečenjem boje: [da/ne].
Kada razmatrate pripremu aluminija za bojenje ili bilo koji drugi premaz, uvijek izravno navedite korake za izglađivanje površine, čišćenje i zaštitu od bojenja na svojim tehničkim crtežima. To osigurava da svi – od dizajna do proizvodnje – razumiju očekivanja za svaku obradu aluminijaste površine.
Popis kontrolnih točaka pri predaji dobavljaču
Zamislite da je vaš projekt spreman za predaju. Evo popisa kontrolnih točaka koji će osigurati glatku suradnju s dobavljačem i održavati vaš kvalitetski plan na dobrom putu:
- Navedite leguru i žilavost za svaki profil
- Uključite detaljnu geometriju i mape zaštite (navoji, provrti, električni kontakti)
- Identificirajte točke za premaz kako biste postigli optimalnu pokrivenost
- Istaknite kritične dimenzije i dopuštene tolerancije (uzmite u obzir gradnju sloja)
- Definirajte kriterije prihvaćanja i referentne standarde za kontrolu kvalitete
- Podijelite plan uzorkovanja i inspekcije (prvi komad, serija ili redovne provjere)
- Unaprijed pojasnite svoju politiku popravka i popravka na terenu
Pratite ove korake kako biste smanjili iznenađenja i osigurali da odabrana površinska obrada aluminija daje stabilne i visokokvalitetne rezultate.
Spremni spojiti završnu obradu i kontrolu kvalitete pod jednim krovom? Dobavljač metalnih dijelova Shaoyi —vodeći integrirani pružatelj rješenja za precizne auto metalne dijelove u Kini—može vam pomoći da optimizirate svaki korak, od dizajna do masovne proizvodnje, za sve vaše aluminijumske profile. Njihovo znanje o mogućnostima površinske obrade za aluminijske profile osigurat će vam pravi završetak, svaki put.
Često postavljana pitanja
1. Koji su najčešći tretmani površine za aluminijske profile u automobilskoj industriji?
Najčešće korišteni završni tretmani za aluminijske profile u automobilskoj industriji uključuju anodizaciju (Tip II za izgled i otpornost na koroziju, Tip III za otpornost na trošenje), praškasti premaz za dugotrajan sjaj i kemijsku zaštitu, e-pokrivanje za jednoliku zaštitu od korozije na kompleksnim oblicima te oblogu s osnovnim premazom i bojom za ekonomsku prilagodljivost. Svaki tretman nudi određene prednosti u pogledu izdržljivosti, izgleda i kompatibilnosti s automobilskim proizvodnim standardima.
2. Kako odabrati pravi završni tretman za projekt aluminijskih profila u automobilskoj industriji?
Odabir najboljeg završnog sloja ovisi o zahtjevima vašeg projekta glede otpornosti na koroziju, izgleda, otpornosti na trošenje i budžeta. Dekorativno anodiziranje idealno je za vidljive detalje, tvrdo anodiziranje prikladno je za dijelove s visokim trošenjem, prahom nanelagano premazivanje nudi živahne i izdržljive boje, e-lak je najbolji za složene profile koji zahtijevaju jednoliku zaštitu, a neobrađena površina (mill finish) uz boju je ekonomična za skrivene ili servisne dijelove. Uzmite u obzir izloženost dijela, potrebe u sklopu i standarde kvalitete kako biste donijeli pravu odluku.
3. Koja je razlika između anodiziranja i premazivanja prahom na aluminijumskim profilima?
Anodizacija stvara integralni oksidni sloj na površini aluminija, poboljšavajući otpornost na koroziju i nudeći različite metalne završne obrade. Tip II anodizacije cijenjen je zbog dekorativnog izgleda, dok Tip III (čvrsta anodizacija) nudi veću otpornost na trošenje. Praškasta zaštita, s druge strane, je organski premaz koji se nanosi u obliku praška i zatim se žari da bi se stvorio zaštitni, bojani i izdržljiv sloj. Praškasta zaštita omogućuje više opcija u pogledu boja i tekstura, ali zahtijeva kvalitetnu prethodnu obradu kako bi se postigla optimalna adhezija.
4. Zašto je prethodna obrada važna prije nanošenja bilo koje površinske obrade na aluminijumske profile?
Pretretman je ključan jer uklanja onečišćenja, poboljšava adheziju i povećava otpornost na koroziju. Pravilno čišćenje i prevlaka za konverziju (često bez kromata) osiguravaju da odabrana završna obrada – bilo da se radi o anodiranju, prahu, e-pokrivanju ili boji – čvrsto prianja i izvodi se kako je predviđeno. Preskakanje ili nepotpuni pretretman mogu dovesti do ranih otkaza poput ljuštenja, mjehurića ili korozije.
5. Koji su prednosti korištenja integriranog dobavljača poput Shaoyija za površinsku obradu aluminijevih ekstruzija?
Suradnja s integriranim dobavljačem poput Shaoyija pojednostavljuje proces završne obrade tako da nudi sve glavne vrste površinske obrade, kontrolu kvalitete i upravljanje opskrbnim lancem na jednom mjestu. Ovaj pristup smanjuje rokove isporuke, minimizira rizik od pogrešaka iz više dobavljača, osigurava pridržavanje automobilskim standardima i nudi stručne savjete o odabiru prave kombinacije slitine, geometrije i završne obrade za vašu primjenu.