 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Površine limenih nosača upravljača: Vodič za kupce

KRATKO
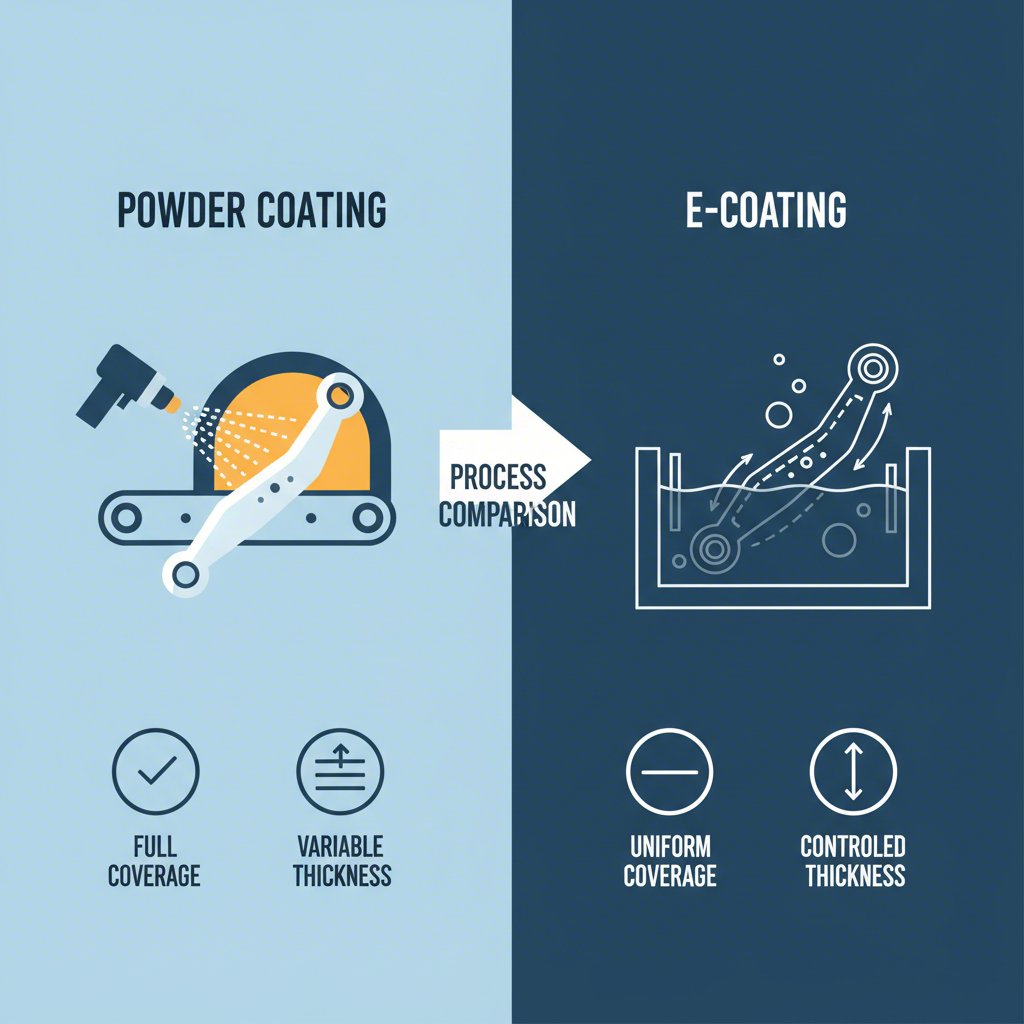
Najčešće obrade za nosače od kaljenog čelika su prahkoating i e-koating, pri čemu svaka nudi posebne prednosti u pogledu izdržljivosti i otpornosti na koroziju. Prahkoating osigurava deblji, izdržljiviji i estetski ugodniji premaz, obično u sjajnoj ili polusjajnoj crnoj boji. E-koating daje tanji, ali sveobuhvatniji i jednolikiji zaštitni sloj koji pokriva svaku površinu, zbog čega je izuzetno otporan na hrđu. Odabir između njih ovisi o vašim zahtjevima za performansama, budžetu i lokalnim klimatskim uvjetima.
Razumijevanje nosača od kaljenog čelika i važnost premaza
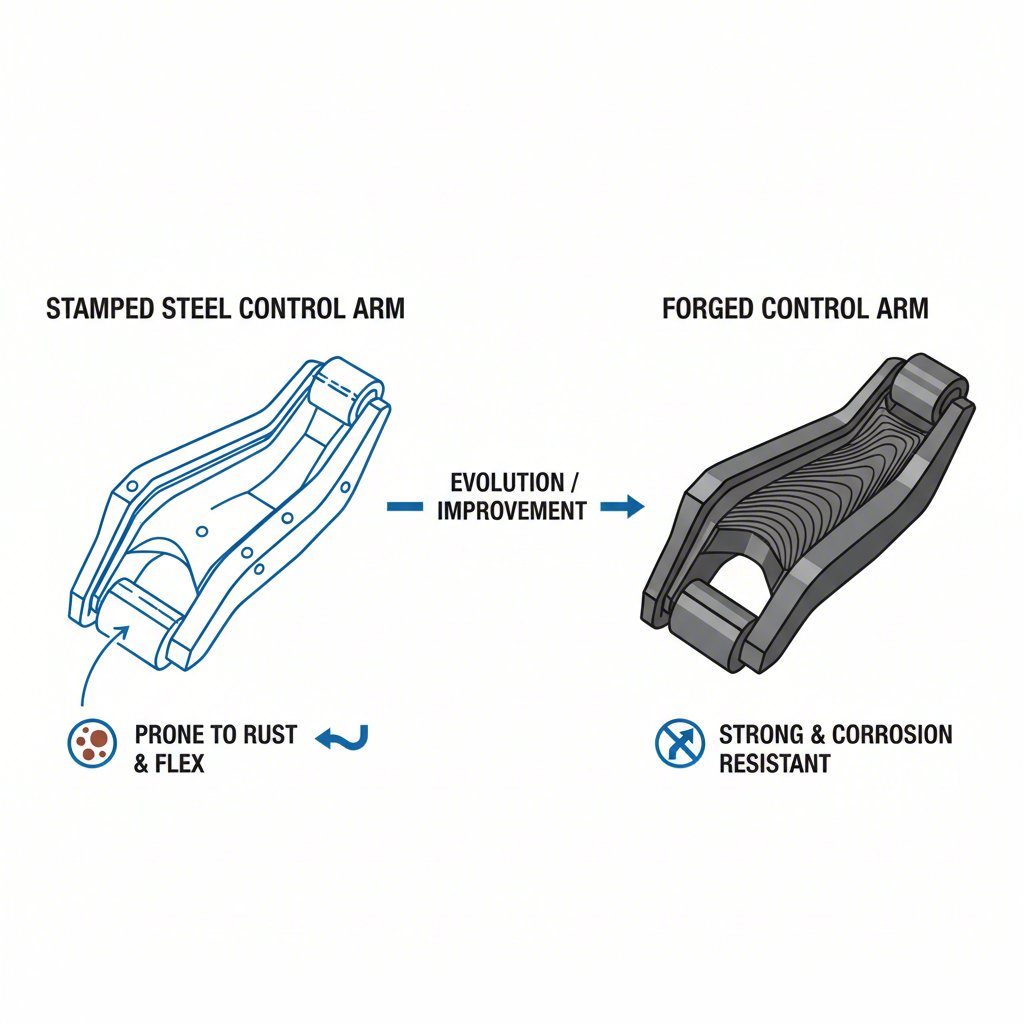
Upravljački ramena od žičane čelika su osnovni dijelovi ovjesa vozila, koji povezuju šasiju s upravljačkim klipom ili glavom točka. Proizvode se postupkom kaljenja i zavarivanja limova čelika u obliku U-kanala, što je ekonomična metoda zbog koje su često prisutna u mnogim serijski proizvedenim vozilima. Ova konstrukcija znatno se razlikuje od kovanog ili livenog upravljačkog ramena, koja su izrađena od masivnih metalnih blokova i općenito nude veću krutost i čvrstoću zahvaljujući gustoćoj unutarnjoj zrnatoj strukturi.
Iako učinkovit, dizajn od žičanog čelika ima urođene slabosti. Oblik otvorenog kanala može omogućiti savijanje pod teškim zavojima ili velikim opterećenjima ovjesa, a sam čelik vrlo je osjetljiv na rđu i koroziju uzrokovane kemijskom soli na cestama, vlagom i otpadnim materijalima. Bez jakog zaštitnog sloja, korozija može s vremenom ugroziti strukturnu cjelovitost poluge, što predstavlja značajan sigurnosni rizik. Zbog toga kvaliteta obrade i premaza nije samo estetski izbor, već ključan faktor u dugovječnosti i radu komponente.
Visokokvalitetna proizvodnja ključna je za osiguravanje da ove komponente zadovoljavaju stroge standarde sigurnosti i rada. Za proizvođače automobila koji traže preciznost i pouzdanost, specijalizirani partneri za metalno kaljenje nude sveobuhvatna rješenja od izrade prototipa do masovne proizvodnje. Na primjer, Shaoyi (Ningbo) Metal Technology Co., Ltd. nudi napredne objekte certificirane prema IATF 16949 koji osiguravaju učinkovitu isporuku složenih automobilskih komponenti na vrijeme. Ova razina stručnosti u procesu utiskivanja čini temelj za izradu trajnog gotovog proizvoda koji je spreman za zaštitno premazivanje.
Za vlasnike vozila, prepoznavanje vrste upravljačkih poluga na njihovom automobilu jednostavan je postupak. Najpouzdanija metoda je test s magnetom: ako se magnet čvrsto pričvrsti uz upravljačku polugu, ona je izrađena od čelika. Liveno aluminij ili neke kovanine slitine neće biti magnetske. Ova jednostavna provjera može vam pomoći da utvrdite koje komponente imate prilikom razmatranja nadogradnje ili zamjene.
Detaljan pogled na završne prevlake prahom
Praškasto prevlačenje je najčešća obrada koja se koristi na naknadno izrađenim čeličnim nosačima, cijenjena zbog svoje izdržljivosti i visokokvalitetnog izgleda. Za razliku od tradicionalne tekuće boje, praškasto prevlačenje je suhi postupak završne obrade. Finomljeveni prah koji se sastoji od polimernih smola, pigmenata i drugih aditiva nanosi se na metalni dio pomoću elektrostatskog pištolja za prskanje. Pištolj dodjeljuje pozitivan električni naboj česticama praha, zbog čega se one privlače na uzemljeni upravljački trokut. Zatim se dio zagrijava u pećnici, gdje se prah topi i pretvara u glatko, izdržljivo prevlaka.
Ovaj proces stvara premaz koji je znatno deblji i otporniji od konvencionalne boje. Termički spojni proces rezultira tvrdom ljuskom koja je vrlo otporna na oštećenja, ogrebotine, kemikalije i izbijeljivanje zbog UV zračenja. Mnogi proizvođači, poput CST Suspension , čak nudi i superiornu dvostupanjsku prevlaku u mat crnoj boji, koja dodatno povećava trajnost i estetski izgled. Rezultat je dio koji ne izgleda samo odlično, već je i dobro zaštićen od opterećenja svakodnevne vožnje.
Međutim, unatoč brojnim prednostima, prahovo premazivanje nije sasvim slobodno od mogućih nedostataka. Debljina koja mu daje veliku trajnost ponekad može skriti postojeće probleme, poput pukotina u metalu ili zavarima. Osim toga, jak udarac od kamena ili otpadaka s ceste još uvijek može oštetiti prevlaku, otkrivajući čelik ispod djelovanju korozivnih elemenata. U nastavku je sažetak ključnih prednosti i nedostataka.
Prednosti
- Izvrsna trajnost: Vrlo otporan na ogrebotine, udubine i abraziju.
- Otpornost na kemikalije i UV zrake: Zaštita od soli na cesti, ulja i izbijeljivanja uslijed sunca.
- Kvaliteta izgleda: Osigurava glatku, jednoliku i često visokosjajnu površinu.
- Debela zaštitna sloj: Nudi značajnu fizičku zaštitu za osnovni čelik.
Nedostaci
- Može skrivati nedostatke: Debela prevlaka može prikriti pukotine ili mane u nosaču upravljača.
- Sklonost oštećenjima: Jaka, teška udarna sila može probiti premaz i omogućiti stvaranje rđe.
- Teško održavanje: Popravak oštećenog područja zahtijeva specijaliziranu pripremu kako bi se osigurala odgovarajuća adhezija.
Istraživanje E-pokrivanja i drugih alternativa
Iako je prahoviti premaz popularan izbor, još jedna vrlo učinkovita obrada za željezne nosače izrađene utiskivanjem je E-pokrivanje, također poznato kao elektropokrivanje ili elektrodepozicija. Ovaj postupak nudi drugačiji skup prednosti, s naglaskom na potpunu i sveobuhvatnu zaštitu od korozije. Tijekom E-pokrivanja, nosač se uranja u kupku epoksidne ili druge smolaste boje, a zatim se kroz kupku provodi električna struja. To uzrokuje da se čestice boje izravno vežu uz svaku vodljivu površinu dijela, stvarajući iznimno jednoličan i sveobuhvatan premaz.
Glavna prednost E-pokrivanja je njegova sposobnost da prekrije svaki kut, pukotinu i unutarnju površinu nosača—područja koja praškasto premazivanje može propustiti. Time se stvara neprekidna barijera protiv vlage, što je iznimno učinkovito u sprečavanju rđe, osobito u područjima s teškim zimama gdje je čest sol na cestama. Iako je obično tanji od praškastog premaza, sloj je ipak izdržljiv i može poslužiti kao odličan temeljac za gornji sloj ako je to poželjno. Mnogi zamjenski nosači koriste E-pokrivanje upravo zbog ovoga.
Kako biste odlučili koji premaz najbolje odgovara vašim potrebama, donosimo izravnu usporedbu dviju najčešće korištenih opcija:
| Značajka | Pulverizacija | E-pokrivanje (elektropokrivanje) |
|---|---|---|
| Metodologija primjene | Elektrostatsko raspršivanje suhog praška, a zatim otvrdnjavanje u pećnici. | Urabljanje u elektrificiranu tekuću kupku. |
| Pokrivenost | Izvrstan na vanjskim površinama, ali može biti neujednačen u udubljenjima. | Potpun i jednolik, uključujući unutarnje kanale i šupljine. |
| Debljina | Debela (obično 2-6 mila), pruža visoku otpornost na udarce. | Tanko (obično 0,5-2 mila), pruža osnovni sloj zaštite. |
| Izdržljivost | Vrlo otporan na odmicanje i ogrebotine. | Dobar otpor habanju, ali se prvenstveno ističe u sprječavanju korozije. |
| Najbolje za | Primjena na performanse i estetske aplikacije gdje su izgled i otpornost na odmicanje ključni. | Maksimalna zaštita od korozije u teškim, vlažnim ili slanim uvjetima. |
Kućno premazivanje i prenamakanje vaših nosača upravljača
Za entuzijaste koji obavljaju obnovu ili izradu po mjeri, namakanje limenih nosača upravljača može biti isplativ DIY projekt. Bez obzira želite li osvježiti stare dijelove ili zaštititi nove, neobložene čelične nosače, odgovarajuća priprema ključ je dugotrajnom premazu. Iako profesionalni prah ili E-namakanje nude najbolju trajnost, visokokvalitetno farbanje može osigurati izvrsnu zaštitu ako se pravilno izvede.
Temelji se na tehnikama koje koriste obnovočioci i izradioci, kao što su one opisane u vodiču za pojačavanje nosača upravljača od tvrtke Speedway Motors , proces uključuje pažljivo čišćenje i pripremu površine. Pokušaj nanošenja boje preko rđe ili masnoće dovest će do brzog otkazivanja premaza. Imajte na umu da je domaće nanošenje praha općenito neizvedivo za većinu amatera, jer zahtijeva specijaliziranu opremu poput elektrostatskog pištolja za prskanje i veliku peć za stvrdnjavanje.
Ako odlučite preuzeti ovaj projekt, slijedite ove ključne korake za trajni završni premaz:
- Demosaža i čišćenje: Skinite nosače upravljača s vozila. Temeljito ih očistite jakim sredstvom za uklanjanje masti kako biste uklonili svu uljnu mrlju, prljavštinu s ceste i onečišćenja.
- Uklonite stari premaz: Upotrijebite žičanu četku na kutnoj brusilici ili bušilici kako biste uklonili svu staru boju, rđu i ljuspice. Cilj je doći do čistog, golog metala.
- Završna priprema površine: Protresite cijeli nosač upravljača sredstvom za uklanjanje voska i masnoće ili denaturiranim alkoholom kako biste osigurali da je površina savršeno čista i spremna za podmazivanje.
- Nanesite podlogu: Koristite visokokvalitetni automobilski temeljni premaz s efektom samopretapanja. Ova vrsta premaza kemijski se veže uz čeličnu podlogu, stvarajući čvrstu osnovu za završni sloj te dodatni, ključni sloj zaštite od korozije.
- Bojanje nosača upravljača: Nanesite nekoliko tankih slojeva izdržljive automobilske boje, poput boje za podvozje ili motor. Osigurajte dovoljno vremena za sušenje između slojeva, kako je navedeno od strane proizvođača.
- Potpuno izliječiti: Pričekajte nekoliko dana da se boja potpuno izliječi prije ponovne ugradnje nosača upravljača. To osigurava da je završna obrada postigla maksimalnu tvrdoću i izdržljivost.
Često postavljana pitanja
1. Kako mogu prepoznati jesam li dobio kontrolne ručice od kaljenog čelika?
Najlakši i najjasniji način prepoznavanja čeličnih limenih nosača upravljača je pomoću magneta. Ako se magnet čvrsto pričvrsti na površinu nosača upravljača, on je izrađen od čelika. Nosači upravljača izrađeni od lijevanog aluminija ili drugih nemagnetskih legura neće biti magnetski.
2. U čemu je razlika između žbicastih i kovanih nosača?
Glavna razlika je u postupku izrade i rezultirajućoj čvrstoći. Upravljački poluge od kaljenog čelika izrađuju se presovanjem i zavarivanjem limova čelika u konačni oblik. Kovanе upravljačke poluge stvaraju se zagrijavanjem čvrstog komada metala (billet) i komprimiranjem u kalup, što poravnava unutarnju zrnatu strukturu metala s oblikom dijela. Ovaj postupak čini kovane poluge gušćima, jačima i otpornijima na zamor i savijanje u usporedbi s njihovim kaljenim kolegama.