 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Bitna uloga EDM-a u izradi preciznih kalupa
KRATKO
Električno erozijska obrada (EDM) igra nezaobilaznu ulogu u modernoj izradi matrica. To je visoko precizni proizvodni proces koji koristi kontrolirane električne varnice za nanošenje i oblikovanje kaljenih metala u složene i zamršene forme. Ova tehnologija ključna je za izradu izdržljivih alata visoke točnosti, brizganih kalupa i vučenih matrica koje se često ne mogu izraditi konvencionalnim postupcima obrade.
Razumijevanje EDM-a: Osnovna načela
Obrada električnim pražnjenjem, često nazvana i iskrenom obradom, je nestandardni, bezkontaktni proizvodni proces koji se temelji na toplinskoj energiji. Za razliku od konvencionalnih metoda koje koriste mehaničku silu za rezanje materijala, EDM uklanja materijal pomoću niza brzih, ponavljajućih električnih pražnjenja – odnosno iskri – između elektrode (alata) i predmeta obrade. Oba dijela uronjena su u dielektričnu tekućinu koja djeluje kao električni izolator sve dok se ne postigne određeni napon.
Osnovni mehanizam započinje kada se primijeni visoki napon, što uzrokuje proboj dielektrične tekućine i stvaranje plazmenskog kanala između elektrode i obratka. Time nastaje intenzivan iskrovni luk čija temperatura doseže između 14.500 i 21.500 °F, trenutno taljeći i isparavajući zanemarivu količinu materijala obratka. Kada ciklus iskrezanja završi, dielektrična tekućina ispera isparene čestice (otpad) iz zone obrade. Ovaj se ciklus ponavlja tisuće puta u sekundi, postupno erozijom obrađujući obradak tako da preuzme oblik elektrode ili slijedi programiranu putanju.
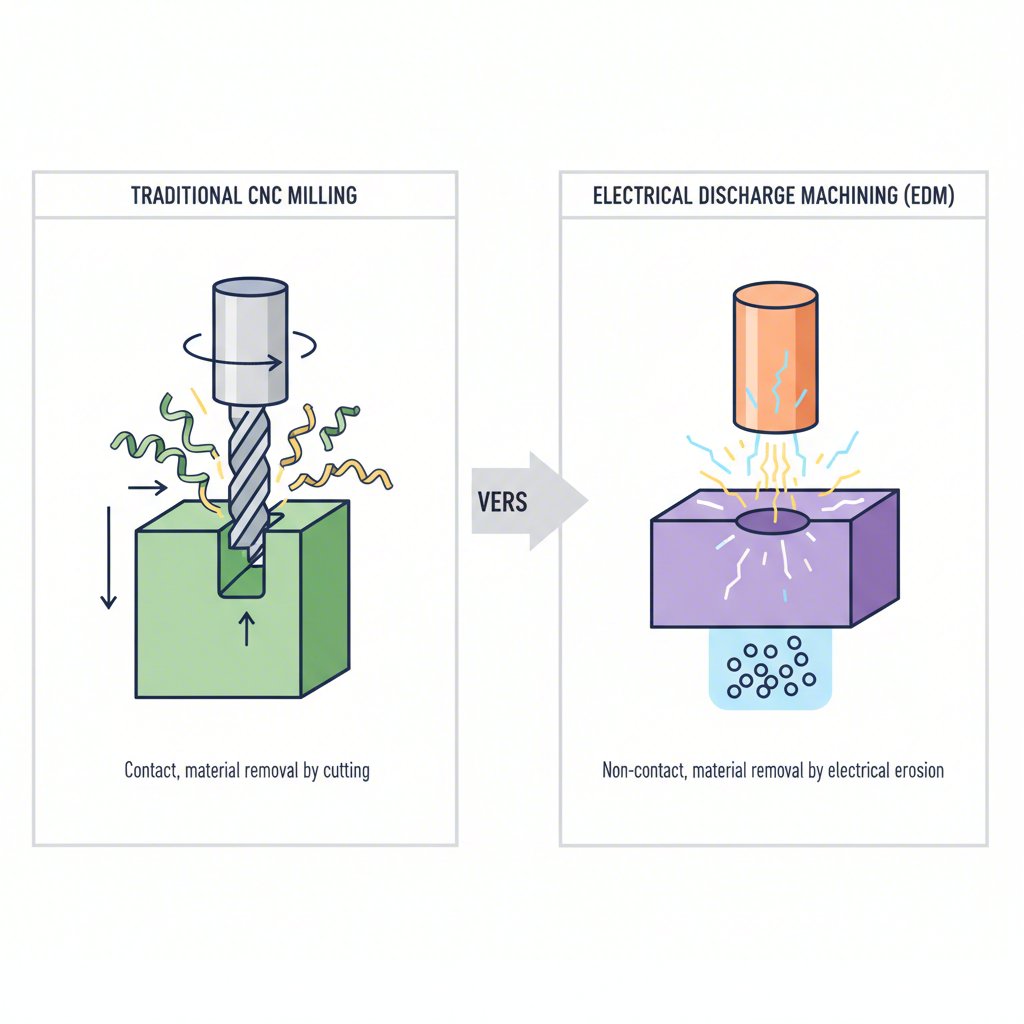
Ovaj proces u osnovi se razlikuje od tradicionalnog CNC glodanja ili tokarenja. Budući da ne postoji fizički kontakt između alata i obratka, EDM može obraditi izuzetno tvrde i čvrste materijale poput kaljenog alatnog čelika, titanijuma i tvrdog karbida s iznimnom preciznošću i bez induciranja mehaničkog naprezanja. Ova sposobnost čini ga ključnom tehnologijom za primjene koje zahtijevaju fine detalje i vrlo uske tolerancije koje druge metode ne mogu postići.
Ključna uloga EDM-a u proizvodnji visokopreciznih kalupa i matrica
U svijetu proizvodnje alata i kalupa, preciznost nije samo cilj; to je osnovna preduvjet. Tehnologija EDM-a čini temelj ove preciznosti, omogućujući izradu kalupa i alata s razinom složenosti i točnosti koja je nekad bila nezamisliva. Njezina primarna uloga je stvaranje složenih elemenata poput oštrih unutarnjih kutova, dubokih i uskih rebri, te kompleksnih šupljina koje se često ne mogu izraditi konvencionalnim rezanim alatima zbog ograničenja geometrije alata i pristupa.
Jedna od najvažnijih primjena EDM-a je u izradi kalupa za obradu umetanjem plastike te alata za lijevanje i žigosanje metala. Na primjer, u automobilskoj industriji, proizvodnja visokokvalitetnih komponenti ovisi o savršeno izrađenim alatima. Vodeći dobavljači prilagođenih automobilskih žigosnih alata i proizvodnje metalnih komponenti , poput Shaoyi (Ningbo) Metal Technology Co., Ltd., koriste napredne procese kako bi postigli preciznost koju zahtijevaju OEM-i i dobavljači prvog nivoa. EDM je u ovom kontekstu ključan za izradu izdržljivih, složenih kalupa za proboj koji oblikuju lim u auto dijelove s bezgrešnom dosljednošću.
Štoviše, EDM je jedinstveno pogodan za obradu materijala koji su već kaljeni. Tradicionalni procesi često zahtijevaju obradu mekšeg materijala koji se nakon toga termički obrađuje, što može dovesti do izobličenja i dimenzionih netočnosti. EDM strojevi rade na unaprijed kaljenim čeličnim legurama, eliminirajući ovaj rizik od izobličenja i osiguravajući da konačni kalup ili alat odgovaraju najstrožim tolerancijama. To se izravno ogleda u kvalitetu gotovih proizvoda, bilo da su to potrošački plastični artikli, medicinski implantati ili komponente za zrakoplovnu industriju, te osigurava dulji vijek trajanja samih alata.
Ključne EDM tehnike za izradu kalupova: Wire EDM nasuprot Die-Sinking EDM
Izrada kalupa uvelike ovisi o dvije različite vrste obrade električnim pražnjenjem, od kojih je svaka prilagođena različitim primjenama: EDM za izradu kalupa i EDM žicom. Razumijevanje razlika između njih ključno je za razumijevanje univerzalnosti ove tehnologije u proizvodnom okruženju.
EDM za izradu kalupa , također poznat kao ram EDM ili EDM za šupljine, koristi elektrodu izrađenu prema mjeri, obično od grafitne ili bakrene sirovine, koja je oblikovana kao negativ željenog elementa. Ova se elektroda polako spušta ili 'toni' u radni komad, a električni varnici troše materijal kako bi stvorili šupljinu koja zrcali oblik elektrode. Ova metoda idealna je za izradu složenih 3D šupljina, slijepih rupa i detaljnih otisaka potrebnih za kalupe i kovačke matrice.
Virelektroerosivne obrade , ili WEDM, djeluje više poput visokotehnološke tračne pile. Koristi vrlo tanki, kontinuirano napajani metalni žičani elektrod (obično od mjedi). Žica se vodi duž točne, CNC-programirane staze kako bi izrezala cijelu debljinu obratka, stvarajući složene 2D profile i oblike. Izuzetno je učinkovit za izradu matrica, alata i kalupa od debelih ploča kaljenog čelika te za izradu dijelova s kompleksnim konturama i preciznim spojevima.
Kako bi se pojasnilo kada izrađivač kalupa odabere jednu ili drugu metodu, razmotrite sljedeću usporedbu:
| Značajka | Die-Sinking (Ram) EDM | Virelektroerosivne obrade |
|---|---|---|
| Vrsta elektroda | Čvrsta, posebno oblikovana elektroda (grafit ili bakar) | Tanki, jednostruki metalni žičani elektrod (obično od mjedi) |
| Glavno primjena | Izrada 3D šupljina, kalupa, slijepih rupa i složenih otisaka | Rezanje 2D profila, matrica, kalupa i složenih kontura kroz obrazac |
| Geometrija koja se stvara | Složeni trodimenzionalni negativni oblici | Intrikatni dvodimenzionalni obrisi, stošasti oblici i prorezi kroz materijal |
| Interakcija s radnim komadom | Elektroda tone u radni komad kako bi formirala šupljinu | Žica prolazi potpuno kroz radni komad da bi isekla profil |
Ključne prednosti i beneficije korištenja EDM-a u industriji alata i kalupa
Siroko korištenje EDM-a u izradi alata i kalupa posljedica je jedinstvenog skupa prednosti koje izravno rješavaju najkritičnije izazove u industriji. Ove prednosti idu dalje od jednostavnog uklanjanja materijala, nudeći superiornu kvalitetu, slobodu dizajna i učinkovitost u usporedbi s tradicionalnim metodama obrade.
Najznačajnije prednosti uključuju:
- Obrada izuzetno tvrdih materijala: EDM nije osjetljiv na tvrdoću materijala, jer je njegov mehanizam toplinski, a ne mehanički. Lako može obraditi kalibrirane čelike, tvrde metale poput karbida volframa i egzotične legure koje bi brzo istrošile ili bilo nemoguće rezati konvencionalnim alatima.
- Stvaranje složenih i zamršenih geometrija: Budući da je proces bez kontakta, ne postoje sile rezanja koje bi mogle deformirati nježne detalje. To omogućuje izradu oštrih unutarnjih kutova, dubokih i uskih žljebova te tankih stijenki koje se ne mogu postići glodalicama.
- Nepremostiva preciznost i vrlo fino obrađena površina: EMS može postići izuzetno male tolerancije, često unutar +/- 0,005 mm. Postupak se može fino podesiti kako bi se postigla glatka površina koja minimizira ili čak eliminira potrebu za ručnim poliranjem, uštedeći znatno vrijeme i radnu snagu.
- Bez mehaničkog naprezanja na obratku: Odsutnost izravnog kontakta između alata i dijela znači da se ne uvodi mehaničko naprezanje. To je ključno za održavanje dimenzionalne stabilnosti nježnih ili tanke stijenke imajućih komponenti te za sprječavanje izobličenja ili pucanja.
Na kraju, ova kombinacija koristi čini EDM nezaobilaznom tehnologijom za svakog modernog proizvođača alata i kalupa. Omogućuje proizvodnju kvalitetnijih alata duljeg vijeka trajanja koji, s druge strane, proizvode superiornije gotove dijelove, time potvrđujući njegov ključni položaj u konkurentnim i visokorizičnim industrijama poput zrakoplovne, medicinske i automobilske proizvodnje.
Često postavljana pitanja
1. Koja je pojava kod die sinking EDM-a?
Die-sinking EDM, također poznat kao ram EDM, radi tako da se izradi oblikovani elektrod (često od grafita ili bakra) koji predstavlja negativ rupa koja se obrađuje. Ovaj se elektrod uranja u dielektričnu tekućinu i pomiče prema obradnom komadu. Električni pražnjenja (iskre) nastaju između elektrode i obradnog komada, trošeći materijal kako bi se stvorio otisak koji točno odgovara obliku elektrode.
2. Kako se EDM stroj koristi u izradi kalupa?
U izradi kalupa, EDM se koristi za stvaranje složenih šupljina i elemenata u predomjerenom alatnom čeliku koji će oblikovati konačne plastične ili metalne dijelove. Neophodan je za izradu elemenata poput dubokih rebri, oštrih unutarnjih kutova i zamršenih tekstura koje je teško ili nemoguće postići tradicionalnim CNC glodanjem. Ova preciznost osigurava da konačni kalupirani dijelovi zadovoljavaju točne specifikacije.
3. Koja je uloga EDM-a?
Primarna uloga EDM-a je oblikovanje i obrada električno vodljivih materijala upotrebom toplinske energije kontroliranih električnih iskri. Posebno se cijeni zbog sposobnosti obrade vrlo tvrdih materijala s visokom preciznošću, stvaranja složenih geometrija bez mehaničke sile i postizanja fine površinske obrade. Njegova glavna funkcija je uklanjanje materijala u primjenama gdje konvencionalne metode nisu dovoljne.
4. Što je EDM u CNC obradi?
EDM je specijalizirana vrsta CNC (Computer Numerical Control) obrade. Dok klasična CNC obrada uključuje alat koji fizički dodiruje i uklanja materijal, CNC EDM koristi računalom upravljani put za vođenje elektrode. CNC sustav kontrolira kretanje elektrode (u žičanoj ili potopnoj EDM obradi) kako bi generirao iskre točno tamo gdje treba ukloniti materijal, omogućujući automatsku izradu iznimno složenih i preciznih dijelova.