 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Ključne tehnike inspekcije integriteta automobilske matrice

KRATKO
Učinkovita inspekcija alata za automobilsku industriju zahtijeva sveobuhvatan pristup koji kombinira više tehnika. Postupak se proteže od osnovnih ručnih metoda, poput vizualnih i taktilnih testova, do naprednih, visokotočnih mjernih tehnika pomoću koordinatnih mjernih strojeva (CMM) i 3D skeniranja radi apsolutne točnosti dimenzija. Dodatno, netopiva ispitivanja (NDT) ključna su za procjenu unutarnje cjelovitosti materijala alata bez nanosenja oštećenja, osiguravajući tako kvalitetu i dugovečnost.
Osnovne metode inspekcije: Ručne i vizualne tehnike
Prva linija obrane u kontroli kvalitete alata za automobilsku industriju leži u osnovnim manualnim i vizualnim tehnikama provjere. Ove metode su ekonomične, brze i predstavljaju nužnu početnu provjeru prije korištenja složenijih tehnologija. Vizualna inspekcija je najizravniji metod, koji se koristi za prepoznavanje makroskopskih grešaka i svih očiglednih nepravilnosti na dijelovima izvučenim presovanjem ili samom alatu. Ova metoda ovisi o iskusnom pogledu inspektora koji prepoznaje probleme koji mogu ugroziti kvalitetu finalnog proizvoda.
Nadaljevajući na osnovnim vizualnim pregledima, nekoliko taktilnih i poboljšanih vizualnih metoda pruža dublji uvid. 'Test dodirivanja' uključuje iskusnog inspektora koji nosi rukavice za kontakt i opipava površinu kalupa kako bi otkrio suptilne nedostatke koji možda nisu odmah vidljivi. Za pronalaženje sitnih proboja ili valovitosti, 'ispitivanje premazivanjem uljem' iznimno je učinkovito; tanki, ravnomjerni sloj ulja nanosi se na površinu kalupa i ispituje pod jakim svjetlom, što ističe minute nedostatke. Još jedna tehnika je poliranje površine fleksibilnim marljem ili brusnim kamenom, što može otkriti teško uočljive udubine, ulegnuća i druge neravnine na površini promatrajući kako materijal reagira na djelovanje abraziva.
Standardni postupak vizualne inspekcije ključan je dio održavanja alata. Prije svakog pokretanja proizvodnje, potrebno je provesti temeljitu provjeru u dobro osvijetljenom okruženju, često uz pomoć povećala, kako bi se osiguralo da je alat slobodan od onečišćenja i oštećenja. Ključne točke provjere uključuju pregled cijele površine na pukotine, oštećenja rubova ili promjenu boje, te posebnu pozornost obratiti radnim površinama i bridovima zbog znakova habanja ili zaobljenja, što se često naziva 'gljivastim oblikovanjem'. Ovaj proaktivni pristup pomaže u ranoj detekciji mogućih problema, sprječavajući skup prekide u radu i osiguravajući dosljednu kvalitetu dijelova.
| Tehnika | Glavni cilj | Ključni otkriveni nedostaci | Ograničenja |
|---|---|---|---|
| Vizualna inspekcija | Prepoznajte očite, makroskopske nedostatke | Pukotine, promjena boje, korozija, naslage | Ne može otkriti unutarnje ili mikroskopske nedostatke; ovisi o vještini inspektora |
| Test dodira | Otkrivanje suptilnih površinskih nepravilnosti | Manji udubljenja, neravne površine | Vrlo ovisno o iskustvu i osjetljivosti inspektora |
| Provjera uljnog premaza | Isticanje vrlo malih površinskih nedostataka | Sitne pukotine, valoviti učinci, plitki udubljenja | Za učinkovitost potrebna je čista površina i odgovarajuće osvjetljenje |
| Brušenje kamena za oštrenje/materijala za poliranje | Otkrivaju rupice i udubljenja | Rupice, udubljenja, hrapavost površine | Može biti abrazivno; mora se pažljivo koristiti kako se ne bi promijenila površina kalupa |
Visokoprecizna metrologija: CMM i 3D skeniranje
U industrijama poput proizvodnje automobila, gdje je preciznost obvezujuća, temeljnim provjerama slijedi napredna metrologija. Visokoprecizna alatima zahtijeva verifikaciju pomoću sofisticirane opreme kako bi se osiguralo da svaki dio zadovoljava točne specifikacije. Strojevi za koordinatno mjerenje (CMM) dugo su korišteni u tu svrhu. CMM koristi sondu za prikupljanje preciznih točaka podataka na površini kalupa, koje se zatim uspoređuju s izvornim CAD modelom radi provjere geometrijskih tolerancija i dimenzionalne točnosti. Ova metoda iznimno je točna za validaciju ključnih dimenzija.
U posljednjih nekoliko godina, 3D skeniranje se pojavilo kao snažna alternativa i dopuna CMM-ovima. Za razliku od prikupljanja podataka na temelju tačke CMM-a, 3D skener snima milijune točaka podataka kako bi stvorio potpun, visoko gustoći digitalni model cijele površine matice. Ova sveobuhvatna površinska podataka omogućuje stvaranje detaljne 3D inspekcije izvješća, često vizualizirane kao boje karte (hromatogram) koji jasno pokazuju bilo kakvo odstupanje od specifikacija dizajna. Time se lakše uočavaju suptilna deformacija, površinski defekti ili oštećenja koja se mogu propustiti mjerenjem na tački.
U skladu s člankom 3. stavkom 2. Prvo se podaci prikupljaju putem CMM sonde ili 3D skeniranja. Ovi sirovi podaci zatim se obrađuju i usklađuju s izvornim CAD dizajnom. U slučaju da se ne provede detaljna analiza, utvrđuje se područje izvan određenih tolerancija. Tvrtke koje se specijaliziraju za proizvodnju visokokvalitetnih alata, kao što su: Shaoyi (Ningbo) Metal Technology Co., Ltd. , oslanjaju se na ove napredne metrološke tehnike i simulacije CAE kako bi osigurali da njihovi prilagođeni stampovi za automobile ispunjavaju stroge standarde IATF 16949 koje zahtijevaju OEM i dobavljači razine 1.
| Značajka | Stroj za koordinatnu mjerenja (Coordinate Measuring Machine - CMM) | 3D Skeniranje |
|---|---|---|
| Metoda prikupljanja podataka | Fizička sonda dodiruje određene točke | Ne-kontaktni optički ili laserski skeniranje snima milijune točaka |
| Bogatstvo podataka | Obavlja vrlo precizne podatke za određene, unaprijed definirane točke | Stvara kompletan, visokog gustoće 3D model cijele površine |
| Brzina | Sporije, jer mjeri točku po točki. | Brže, brzo hvata velike površine. |
| Najbolje za | Za potrebe ovog članka, za sve proizvode koji sadrže: | Provjeravanje složenih površina, otkrivanje deformacija i stvaranje boje karte odstupanja |
U skladu s člankom 3. stavkom 1. točkom (a) ovog članka, za sve proizvode koji se upotrebljavaju u proizvodnji materijala za proizvodnju električne energije, za koje se primjenjuje točka (a) ovog članka, za koje se primjenjuje točka (b) ovog članka, za koje se primjenjuje točka (c) ovog
Osim dimenzionalne točnosti, strukturalni integritet automobila je od najveće važnosti. Postoje dvije osnovne filozofije za procjenu: destruktivno i nedestruktivno testiranje. Destruktivno testiranje, kako to i ime govori, uključuje fizičko uništavanje dijela uzorka kako bi se izmjerila njegova svojstva, kao što je čvrstoća materijala. To može uključivati razbijanje, piljenje ili slomljenje odlijevanja na područjima gdje se sumnja na nedostatke poput praznina. Iako pruža konačne podatke o granicama uzorka, njegov glavni nedostatak je što testirani dio čini neupotrebljivim, što znači da se može izvesti samo na malom uzorku serije, a ne na svakoj komponenti.
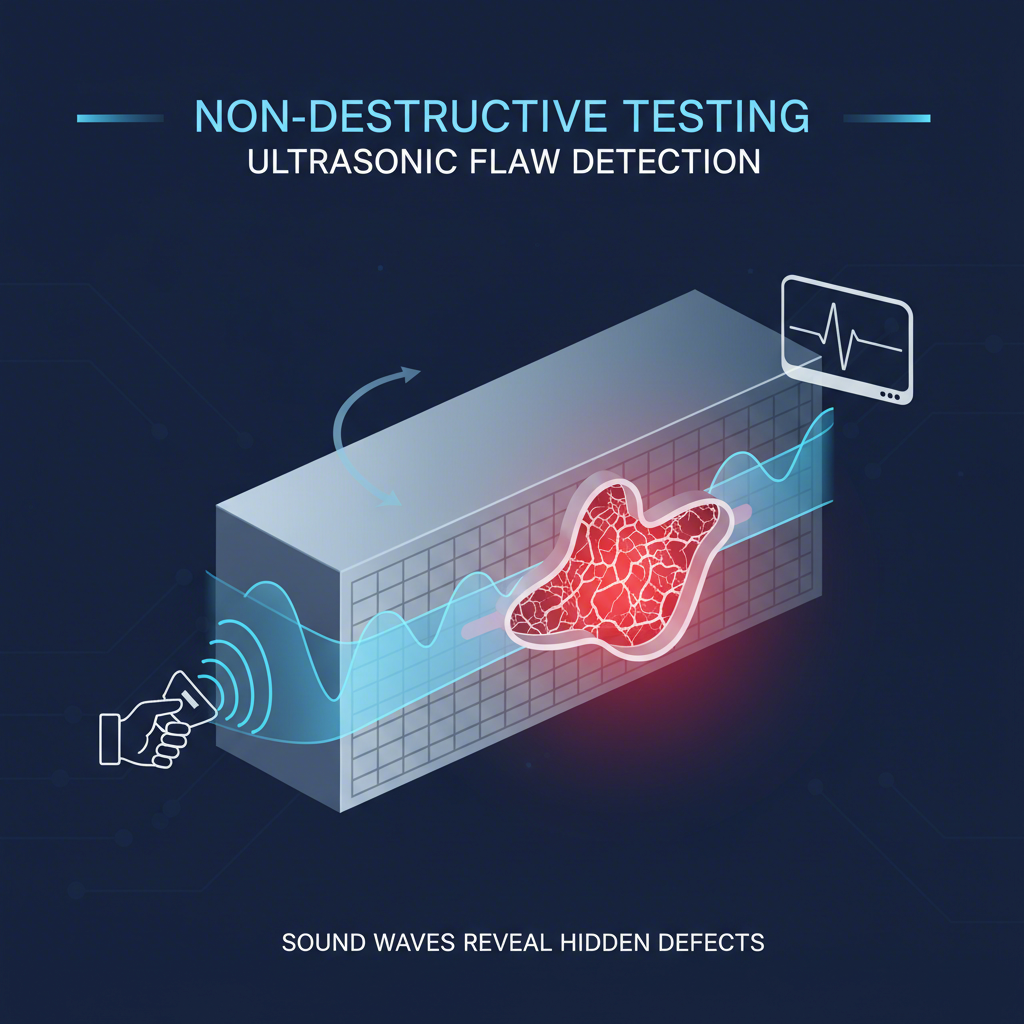
Za prevazilaženje ovog ograničenja, nedestruktivno ispitivanje (NDT) široko je omiljeno za osiguranje kvalitete u proizvodnji obrada. U skladu s člankom 3. stavkom 2. točkom (a) ovog članka, za sve komponente koje se upotrebljavaju u proizvodnji materijala za proizvodnju materijala za proizvodnju materijala za proizvodnju materijala za proizvodnju materijala za proizvodnju materijala za proizvodnju materijala za proizvodnju materijala za proizvodnju materijala za proizvodnju materijala za Te su tehnike od suštinskog značaja za otkrivanje skrivenih mana koje bi mogle dovesti do katastrofalnih neuspjeha tijekom proizvodnje. Oni pružaju uvid u unutarnju strukturu materijala, osiguravajući da nije neslagan i da ne može biti pod velikim pritiskom.
U slučaju automobila, za koje se primjenjuje metoda NDT-a, potrebno je utvrditi: Testiranje česticama s magnetnim svojstvima koristi se na feromagnetskim materijalima poput željeza i čelika za otkrivanje površinskih i blizu površinskih pukotina. Dijel se magnetizira i nanose fine čestice željeza; bilo kakve pukotine narušavaju magnetno polje, uzrokujući nakupljanje čestica i otkrivanje mane. za ne-magnetne materijale: Ispitivanje prodora se koristi. Na površinu se nanosi obojena ili fluorescentna tekućina koja prodire u pukotine. Nakon što se ukloni višak, nanosi se razvijač koji izvlači penetrant, čime postaje vidljiva pukotina. Za otkrivanje unutarnjih nedostataka, Ultrasvukovo testiranje koristi ultrazvučne valove visoke frekvencije koji putuju kroz materijal i reflektiraju se od bilo kakvih nedostataka ili stražnjeg zida, omogućujući tehničarima lociranje i određivanje veličine unutarnjih šupljina ili uključaka.
Procjena stanja kalupa i održavanje: Osiguravanje dugovječnosti i performansi
Proces inspekcije ne završava čim se kalup stavi u pogon. Sustavna procjena korištenih kalupa ključna je za održavanje performansi, osiguravanje kvalitete proizvoda i produženje vijeka trajanja alata. Procjena stanja je proaktivni proces evaluacije korištenih kalupa kako bi se utvrdilo habanje i oštećenja prije nego što dovedu do kvarova u proizvodnji. Ovo uključuje kombinaciju vizualnih i dimenzijskih provjera koje se provode na novim kalupima, ali s posebnim naglaskom na učincima radnih naprezanja tijekom vremena.
Prilikom pregleda korištenog alata, nekoliko ključnih točaka provjere je od presudne važnosti. Potrebno je temeljito ispitivanje površine, često pod povećanjem, kako bi se utvrdili uobičajeni nedostaci koji nastaju zbog ponovljene uporabe. To uključuje:
- Lupanje i pucanje: Često uzrokovano prevelikom silom ili nepravilnim poravnanjem.
- - Ne, ne, ne, ne. Oštećenje površine uzrokovano trenjem i prijenosom materijala između matrice i žiga.
- Habiranje i razvođenje: Zaobljivanje ili deformacija radnih bridova i vrhova uslijed visokog naprezanja.
- Točkasto habiranje i korozija: Površinsko pogoršanje koje može utjecati na kvalitetu gotovog dijela i integritet alata.
Sveobuhvatan program održavanja ključan je za ublažavanje ovih problema. Jasno definirani skup najboljih praksi može spriječiti prerano oštećenje i smanjiti skupocjeno vrijeme prostoja. Pravilno održavanje osigurava da kalup i dalje radi unutar zadanih tolerancija, proizvodeći dosljedne i visokokvalitetne dijelove tijekom cijelog svog vijeka trajanja. Pridržavanje strukturiranog reda pomaže u ranoj detekciji problema, omogućujući pravodobni popravak ili zamjenu te konačno štiti značajna ulaganja koja predstavlja visokokvalitetan kalup.
- Redovito čišćenje: Temeljito očistite kalupe odgovarajućim otapalima kako biste uklonili ulje, ostatak ili prijanjajući materijal prije i nakon uporabe.
- Planirani pregledi: Uvedite fiksan raspored za vizualne i dimenzionalne inspekcije, na primjer, nakon određenog broja proizvodnih ciklusa.
- Odgovarajuća mazanja: Osigurajte adekvatnu podmazivanje tijekom rada kako biste smanjili trenje i spriječili zalepljivanje.
- Točna dokumentacija: Vodite detaljne zapise svih pregleda, radova na održavanju i popravaka. Ova povijest pomaže u prepoznavanju ponavljajućih problema te donošenju odluka o obnovi ili zamjeni.
- Ispravno skladištenje: Čuvajte kalupe u čistom, suhom okolišu s zaštitnim premazom kako biste spriječili koroziju kada se ne koriste.
Strategijski pristup kvaliteti i vijeku trajanja kalupa
Osiguravanje kvalitete i rada automobilskih kalupa nije pojedinačna akcija, već kontinuirani, višeslojni proces. Počinje temeljnim vizualnim i ručnim provjerama kako bi se uočile očite greške, a zatim prelazi na visoko preciznu metrolašku opremu kao što su CMM i 3D skeniranje kako bi se osiguralo poštivanje strogih tolerancija dizajna. Ova kombinacija osigurava da je kalup dimenzionalno savršen prije nego što ikada uđe u proizvodnju.
Osim toga, fokus na integritet materijala kroz neuništavajuće i, kad je potrebno, uništavajuće testiranje potvrđuje da je alat strukturno ispravan i sposoban da izdrži ekstremne sile tijekom postupaka utiskivanja. Konačno, rigorozan program procjene u pogonu i održavanja ključna je točka za maksimalno produljenje vijeka trajanja alata i osiguravanje dosljednog izlaza. Ugradnjom ovih različitih tehnika provjere u koherentnu strategiju osiguranja kvalitete, proizvođači mogu spriječiti greške, smanjiti vrijeme nedostupnosti i s povjerenjem proizvoditi visokokvalitetne auto dijelove.
Često postavljana pitanja
1. Koje su 4 metode provjere?
U širem kontekstu kontrole kvalitete, pregled se često kategorizira u četiri glavne vrste temeljem faze proizvodnje: Pregled prije proizvodnje (provjera sirovina), Pregled tijekom proizvodnje (praćenje proizvodnje u ranim fazama), Pregled prije otpreme (konačna provjera gotovih proizvoda prije napuštanja tvornice) i Nadzor utovara kontejnera. Međutim, kada se posebno govori o tehničkom pregledu nekog predmeta poput alata za automobilsku industriju, metode se mogu grupirati u kategorije kao što su Vizualni pregled, Dimenzionalni pregled (metrologija), Ispitivanje materijala (NDT/razarajuće) i Funkcionalno testiranje.
2. Koliko faza postoji u vizualnom pregledu u NDT-u?
U kontekstu netopljivog ispitivanja (NDT), posebno za procese poput zavarivanja koji dijele principe s proizvodnjom i održavanjem alata, vizualna inspekcija se obično provodi u tri ključne faze. To su: prije početka procesa (npr. provjera materijala i postavke), tijekom procesa (praćenje trenutnih problema) i nakon završetka procesa (ispitivanje konačnog proizvoda na površinske nedostatke). Ovaj višestupanjski pristup osigurava održavanje kvalitete tijekom cijelog životnog ciklusa.